WO2020004570A1 - Flat steel wire, and wire rod for flat steel wire - Google Patents
Flat steel wire, and wire rod for flat steel wire Download PDFInfo
- Publication number
- WO2020004570A1 WO2020004570A1 PCT/JP2019/025662 JP2019025662W WO2020004570A1 WO 2020004570 A1 WO2020004570 A1 WO 2020004570A1 JP 2019025662 W JP2019025662 W JP 2019025662W WO 2020004570 A1 WO2020004570 A1 WO 2020004570A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flat steel
- steel wire
- less
- wire
- stress corrosion
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 247
- 239000010959 steel Substances 0.000 title claims abstract description 247
- 230000014509 gene expression Effects 0.000 claims abstract description 20
- 239000012535 impurity Substances 0.000 claims abstract description 12
- 229910052749 magnesium Inorganic materials 0.000 claims description 10
- 229910000734 martensite Inorganic materials 0.000 claims description 7
- 229910001562 pearlite Inorganic materials 0.000 claims description 5
- 238000005336 cracking Methods 0.000 description 182
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 107
- 238000005260 corrosion Methods 0.000 description 105
- 230000007797 corrosion Effects 0.000 description 105
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 70
- 229910052739 hydrogen Inorganic materials 0.000 description 70
- 239000001257 hydrogen Substances 0.000 description 70
- 238000012360 testing method Methods 0.000 description 66
- 230000000694 effects Effects 0.000 description 56
- 238000010438 heat treatment Methods 0.000 description 25
- 238000004519 manufacturing process Methods 0.000 description 17
- 238000012545 processing Methods 0.000 description 17
- 229910052761 rare earth metal Inorganic materials 0.000 description 16
- 238000005096 rolling process Methods 0.000 description 16
- 239000000463 material Substances 0.000 description 15
- 229910052759 nickel Inorganic materials 0.000 description 15
- 239000000126 substance Substances 0.000 description 15
- 229910052802 copper Inorganic materials 0.000 description 14
- 238000005097 cold rolling Methods 0.000 description 12
- 238000010791 quenching Methods 0.000 description 12
- 230000000171 quenching effect Effects 0.000 description 12
- 238000000034 method Methods 0.000 description 11
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 9
- 229920006395 saturated elastomer Polymers 0.000 description 9
- 230000001965 increasing effect Effects 0.000 description 8
- 239000003921 oil Substances 0.000 description 8
- 238000005452 bending Methods 0.000 description 7
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 7
- 229910001566 austenite Inorganic materials 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000005098 hot rolling Methods 0.000 description 6
- 238000011835 investigation Methods 0.000 description 6
- 150000004767 nitrides Chemical class 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 238000005496 tempering Methods 0.000 description 6
- 229910052748 manganese Inorganic materials 0.000 description 5
- 238000005204 segregation Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 238000005491 wire drawing Methods 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 238000013001 point bending Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 150000003568 thioethers Chemical class 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- -1 MnS are coarse Chemical class 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000005065 mining Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 125000000896 monocarboxylic acid group Chemical group 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a flat steel wire and a wire rod for a flat steel wire.
- Priority is claimed on Japanese Patent Application No. 2018-124644 filed on June 29, 2018, the content of which is incorporated herein by reference.
- Flat steel wire is used as a reinforcing material for flexible pipes for transporting high-pressure fluids such as natural gas and crude oil.
- high-pressure fluids such as natural gas and crude oil.
- the mining depth tends to be deeper with the increase in oil demand, and there is an increasing demand for reinforcement of flexible pipes.
- the flat steel wire used for the reinforcing material has a property of preventing hydrogen-induced cracking (HIC) from being caused by hydrogen-induced cracking.
- HIC hydrogen-induced cracking
- SSC sulfide stress corrosion cracking which is a property not to cause sulfide stress corrosion cracking (Sulfide Stress Corrosion Cracking; SSC) is required.
- Patent Document 1 C: 0.25 to 0.60%, Si: more than 0.50 and less than 2.0%, Mn: 0.20 to 1.50%, S: 0. 015% or less, P: 0.015% or less, Cr: 0.005 to 1.50%, Al: 0.005 to 0.080%, and N: 0.0020 to 0.0080%. : 0 to 0.0050% and Mg: 0 to 0.0050%, one or two of which are contained so as to satisfy [Ca] + [Mg]> 0.20 ⁇ [S], and have a tensile strength.
- Patent Document 2 discloses that, by mass%, C: 0.85% to 1.00%, Si: 0.80% to 1.30%, Mn: 0.30% to 0.90%, P : 0.017% or less, S: 0.010% or less, Cu: 0.20% or less, Al: 0% to 0.10%, Ti: 0% to 0.05%, B: 0% or more It contains 0.0040% or less, N: 0% or more and 0.0060% or less, Cr: 0% or more and 0.5% or less, and V: 0% or more and 0.50% or less.
- the yield strength or 0.2% proof stress obtained by the tensile strength is 1600 MPa or more and 2000 MPa or less, and the tensile strength is
- a flat steel wire has been proposed, wherein the flat steel wire has a torsion value of 12 or more obtained by a torsion test under a condition of 900 MPa or more, elongation at break of 2% or more, and a distance between chucks of 500 mm. .
- Patent Document 1 The technology disclosed in Patent Document 1 is a flat steel wire that does not cause hydrogen-induced cracking in a sour environment with a pH of less than 5.5 even if the tensile strength exceeds 1000 MPa.
- the present invention relates to a high-strength flat steel wire having a tensile strength of 1000 to 1350 MPa, and even in a harsh sour environment having a pH of less than 5.5, the surface of the flat steel wire is not subjected to a hydrogen-induced It is an object of the present invention to provide a flat steel wire which does not generate cracks and sulfide stress corrosion cracking and can be used as a reinforcing wire for a flexible pipe or the like having a deep mining depth and a wire for a flat steel wire suitable for the production thereof.
- the present inventors conducted various studies on the effects of added elements on hydrogen-induced cracking and sulfide stress corrosion cracking in order to solve the above-mentioned problems, and obtained the following findings (a) to (d). Was.
- Y1 No cracking occurs in the steel material at the time of primary drawing and subsequent flat pressing to a flat steel wire, and hydrogen-induced cracking and sulfide stress corrosion cracking do not occur in a sour environment having a pH of less than 5.5.
- Y1 represented by the following formula ⁇ 1> must contain C, Si, Mn, Cr, Cu, and Ni in a range that satisfies the formula ⁇ 2>.
- Y1 10 ⁇ ⁇ [C] ⁇ (1 + 0.8 ⁇ [Si]) ⁇ (1 + 3 ⁇ [Mn]) ⁇ (1 + 2 ⁇ [Cr]) ⁇ (1 + 0.8 ⁇ [Cu]) ⁇ (1 + 0.7 ⁇ [Ni]) ⁇ ...
- the present invention has been completed based on the above findings, and the gist thereof is a flat steel wire shown in the following (1) to (6) and a wire rod for a flat steel wire shown in the following (7).
- D represents the thickness (mm) of the flat steel wire.
- the flat steel wire according to (1) wherein the flat steel wire contains one or more types selected from the group consisting of: (3) In mass%, Mo: 0.01 to 1.00%, B: 0.0002 to 0.0100%, The flat steel wire according to (1) or (2), wherein the flat steel wire contains one or two types selected from the group consisting of: (4) In mass%, REM: 0.0002 to 0.1000%, Zr: 0.0002 to 0.100%, Mg: 0.0002 to 0.0050%, The flat steel wire according to any one of (1) to (3), characterized by containing one or more kinds selected from the group consisting of: (5) The flat steel wire according to any one of (1) to (4), further comprising a tempered martensite structure.
- the “impurity” in the “Fe and impurities” as the balance is a concept that includes, in addition to the components unintentionally contained in the steel material, other components contained within a range that does not impair the effects of the present invention.
- the steel material is manufactured industrially, ore as a raw material, scrap, or a material mixed from a manufacturing environment is included.
- the flat steel wire of the present invention has a high tensile strength of 1000 MPa or more and is unlikely to cause hydrogen-induced cracking and sulfide stress corrosion cracking even in a severe sour environment having a pH of less than 5.5. Can be used as reinforcement.
- the wire for flat steel wire of the present invention is suitable for manufacturing such flat steel wire.
- C 0.35 to 0.60%
- C is an element that strengthens steel and must be contained in an amount of 0.35% or more.
- the content of C In order to achieve both excellent hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance, a sufficiently high tensile strength is obtained even after high-temperature tempering treatment after quenching or heat treatment at high temperatures after processing into flat steel wire.
- the content of C In order to secure the strength, the content of C must be 0.35% or more.
- the content of C is preferably set to 0.38% or more, and more preferably 0.40% or more. However, when the content of C exceeds 0.60%, the strength of the joint becomes insufficient when flat steel wires are joined by welding.
- a suitable C content is 0.35 to 0.60%.
- the content is preferably 0.55% or less. In order to improve the material stress corrosion cracking resistance, it is desirable that the content is 0.50% or less.
- Si more than 1.50% and less than 2.00% Si forms a solid solution in the matrix, improves the strength of the flat steel wire, and is effective in improving hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance.
- Si In order to improve the resistance to sulfide stress corrosion cracking simultaneously with the resistance to hydrogen-induced cracking in a high-strength flat steel wire having a tensile strength exceeding 1000 MPa, Si must be contained in excess of 1.50%. However, when 2.00% or more is contained, problems occur such as cracking of the wire rod when flat-pressure processing is performed into a flat steel wire shape. Therefore, the content of Si is more than 1.50% and less than 2.00%.
- the Si content should be 1.60% or more, and the Si content should be 1.70% or more. More preferred.
- the content is preferably set to 1.80% or less.
- Mn more than 0.65% and less than 1.50% Mn is an element necessary for enhancing the hardenability of steel and increasing the strength.
- the content is set to be more than 0.65%.
- the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, the content of Mn in the present invention is more than 0.65% and less than 1.50%.
- Mn when it is desired to further enhance the hardenability of the flat steel wire to suppress the bending of the wire or to increase the strength, Mn may be contained at least 0.70%, and may be contained at least 0.75%. More preferred. When it is desired to suppress cracking of the wire rod when working into a flat steel wire, Mn is preferably set to 1.30% or less, and more preferably 1.10% or less.
- P 0.010% or less P is contained as an impurity.
- the content of P exceeds 0.010%, hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur, and in a flat steel wire having a tensile strength exceeding 1000 MPa, in a severe sour environment having a pH of less than 5.5. Hydrogen-induced cracking and sulfide stress corrosion cracking cannot be suppressed.
- the content of P is preferably 0.008% or less, and more preferably less than 0.005%.
- the lower limit of the P content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the P content may be set to 0.0005%.
- S 0.010% or less S is contained as an impurity.
- MnS becomes coarse and deteriorates the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance.
- the S content is preferably 0.008% or less, and more preferably less than 0.005%.
- the lower limit of the S content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the S content may be set to 0.0005%.
- Cr 0.005 to 0.60%
- Cr is an element necessary for enhancing the hardenability of steel and increasing the strength, like Mn, and must be contained in an amount of 0.005% or more.
- the appropriate Cr content in the present invention is 0.005 to 0.60%.
- Cr may be contained at 0.05% or more, and more preferably at 0.10% or more.
- the content is preferably 0.50% or less, and more preferably 0.40% or less.
- Al 0.005 to 0.080% Al not only has a deoxidizing effect, but also combines with N to form AlN, and its pinning effect has the effect of refining austenite grains during hot rolling. It has the effect of improving sulfide stress corrosion cracking resistance. For this reason, Al must be contained at 0.005% or more. From the viewpoint of improving the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance, the Al content is desirably 0.015% or more, and more desirably 0.020% or more.
- the content of Al is preferably 0.060% or less, and more preferably 0.050% or less.
- N 0.0020 to 0.0080% N dissolves in the matrix and has the effect of improving the strength of the flat steel wire.
- it combines with Al and Ti to form nitrides and carbonitrides, and has the effect of refining austenite grains during hot rolling, and has the effect of preventing hydrogen-induced cracking and sulfide stress corrosion of flat steel wires. It has the effect of improving cracking properties.
- N must be contained at 0.0020% or more, and more preferably 0.0030% or more. However, even if it is excessively contained, the effect is not only saturated, but also the productivity is deteriorated such as generation of cracks at the time of casting the steel. Therefore, the N content needs to be 0.0080% or less. is there. In order to ensure stable manufacturability, the content is preferably 0.0060% or less, and further preferably 0.0050% or less.
- Ca 0.0002-0.0050% Ca is dissolved in MnS and has the effect of finely dispersing MnS. By finely dispersing MnS, it is possible to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking even in a flat steel wire having a tensile strength exceeding 1000 MPa. In order to obtain these effects by Ca, Ca should be contained at 0.0002% or more, and when a higher effect is desired, Ca should be contained at 0.0005% or more.
- the appropriate Ca content is 0.0050% or less.
- the Ca content is preferably 0.0030% or less, and more preferably 0.0025% or less.
- Cu 0.05 to 0.80%
- Ni 0.05 to 0.60%
- Cu / Ni> In a range that satisfies the condition 1, Cu and Ni must be contained in a total amount of 0.10 to 1.00% (Equations ⁇ 5> and ⁇ 6>).
- Cu 0.05 to 0.80%
- Cu has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel.
- the content In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more.
- the content of Cu exceeds 0.80%, problems such as cracks occurring in the wire rod when processing into a flat steel wire occur. Therefore, the content of Cu is 0.05 to 0.80%. From the viewpoint of improving sulfide stress corrosion cracking resistance, the content of Cu contained is preferably 0.10% or more, and more preferably 0.20% or more.
- the Cu content is preferably 0.70% or less, and more preferably 0.50% or less.
- Cu must be contained together with Ni. If Cu is contained alone at less than 0.05% of Ni, surface flaws occur during the hot rolling process for producing a wire. This causes cracking during primary drawing and flat pressure processing on flat steel wires, which makes it difficult to form flat steel wires.
- Ni 0.05 to 0.60%
- Ni has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel.
- the content In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more.
- the Ni content exceeds 0.60%, the strength of the wire becomes too high, and the wire tends to crack when subjected to flat pressing to a flat steel wire. Further, even if it can be processed, problems such as sulfide stress corrosion cracking are likely to occur. Therefore, the content of Ni is 0.05 to 0.60%.
- the Ni content is preferably 0.07% or more, and more preferably 0.10% or more.
- the Ni content is preferably 0.50% or less, and more preferably 0.40% or less, in consideration of workability to a flat steel wire and sulfide corrosion cracking resistance. It is to be noted that Ni must be contained together with Cu, and when Cu is less than 0.05% and Ni is solely contained, the surface of the flat steel wire is subjected to a sour environment having a pH of less than 5.5 containing hydrogen sulfide. When tensile stress is applied to the steel sheet, fine cracks are likely to occur on the surface of the flat steel wire, and sulfide stress corrosion cracking resistance is reduced.
- the Cu / Ni ratio is 1 or less, that is, the Ni content is equal to or more than the Cu content, when a tensile stress is applied to the flat steel wire surface in a sour environment containing hydrogen sulfide, the flat steel wire surface Fine cracks are likely to occur, and sulfide stress corrosion cracking resistance is reduced. Therefore, Cu and Ni must satisfy Cu / Ni> 1.
- the Cu / Ni ratio is preferably 1.5 or more, and more preferably 2 or more. Cu and Ni only have to satisfy Cu / Ni> 1, and the upper limit of the Cu / Ni ratio is not limited. However, generation of surface flaws and processing into a flat steel wire in a hot rolling process for manufacturing a wire rod are performed. In consideration of the properties, the Cu / Ni ratio is preferably 5 or less.
- the total content of Cu and Ni is less than 0.10%, the above effects cannot be obtained.
- the total content of Cu and Ni exceeds 1.00%, the strength of the steel material becomes too high, and when the flat steel wire is flat-pressed, cracks occur in the wire, or the pH 5 containing hydrogen sulfide is increased.
- the total content of Cu and Ni is preferably 0.20 or more, and more preferably 0.40 or more.
- the total content of Cu and Ni is preferably 0.80% or less. , 0.50% or less is more preferable.
- the Y1 value represented by the formula ⁇ 1> needs to satisfy the formula ⁇ 2>.
- Y1 10 ⁇ ⁇ [C] ⁇ (1 + 0.8 ⁇ [Si]) ⁇ (1 + 3 ⁇ [Mn]) ⁇ (1 + 2 ⁇ [Cr]) ⁇ (1 + 0.8 ⁇ [Cu]) ⁇ (1 + 0.7 ⁇ [Ni]) ⁇
- [C], [Si], [Mn], [Cr], [Cu], and [Ni] represent the content of each element in mass%
- D is Indicates the thickness (mm) of the flat steel wire.
- Y1 is in a range that can be used as a flat steel wire having a tensile strength exceeding 1000 MPa, and is not necessary to impart hardenability to obtain sufficient strength without causing cracks in the wire when flat-pressing flat steel wire. Parameters.
- Y1 when manufacturing a flat steel wire, Y1 heats a flat steel wire having a thickness of D (mm) to a temperature of three or more points of Ac, and performs a quenching process. This is a parameter that affects the fraction of the martensite structure obtained at a certain D / 2 (mm) position.
- the value of Y1 is expressed by using the thickness D (mm) of the flat steel wire to obtain a uniform tempered martensite structure. It is necessary to exceed D.
- the cooling rate of the quenching treatment by oil cooling varies depending on the thickness D of the flat steel wire, but is generally about 30 to 50 ° C./sec.
- the tensile strength of the flat steel wire is preferably 1100 MPa or more. However, when the tensile strength exceeds 1350 MPa, sulfide stress corrosion cracking occurs even when hydrogen-induced cracking does not occur.
- the present invention controls the component segregation in the cross section perpendicular to the longitudinal direction of the wire rod by controlling the components and controlling the inclusions at the stage of melting the steel, and controlling the rolling and heating conditions.
- the present invention removes the processing strain imparted when processing the flat steel wire by heat treatment, and reduces the tensile residual stress generated in the longitudinal direction of the surface of the flat steel wire.
- the reason for reducing the residual tensile stress is that sulfide stress corrosion cracking occurs when the residual tensile stress measured in the longitudinal direction of the flat steel wire is 300 MPa or more. Therefore, when it is desired to suppress sulfide stress corrosion cracking in a severe sour environment having a pH of less than 5.5, the tensile residual stress in the longitudinal direction is preferably 250 MPa or less, and more preferably 100 MPa or less.
- the production conditions of the flat steel wire are controlled, for example, heat treatment is performed after the flat steel wire is processed, and the tensile residual stress measured in the longitudinal direction of the flat steel wire is controlled.
- a wire (a flat steel wire) is manufactured by the following manufacturing method.
- a flat steel wire may be manufactured using it as a material.
- the following manufacturing process is an example, and when a flat steel wire having a chemical composition and other requirements within the scope of the present invention is obtained by a process other than the following, the flat steel wire is included in the present invention.
- the chemical components such as C, Si, Mn, etc. are adjusted, and the steel ingots and slabs that are melted and cast by a converter or an electric furnace, etc., are subjected to a slab rolling process to be a material for product rolling.
- Slab Before the product rolling, that is, during or before the heating of the slab rolling, the cast steel slab is subjected to a heat treatment at a temperature of 1250 ° C. or more for 12 hours or more. Thereby, a part of MnS forms a solid solution to be refined, and component segregation of the wire after product rolling can be suppressed.
- the slab is reheated and hot rolled, and finally finished into a bar or wire rod with a predetermined diameter.
- the rolled wire (wire for flat steel wire) is processed into a flat steel wire after primary drawing. At this time, it is desirable that the total reduction in area when the rolled wire is processed into the flat steel wire is 80% or less.
- the flat steel wire is adjusted to a predetermined size by cold rolling the primary drawn wire using a cold rolling mill. In the state where the flat steel wire is kept cold-rolled, the flat steel wire is subjected to heat treatment because the tensile residual stress generated in the longitudinal direction of the flat steel wire is large.
- oil quenching and tempering at a temperature of 460 ° C. or more may be performed. In this case, a flat steel wire including a tempered martensite structure is manufactured.
- a heating process may be performed in which the heating temperature is 460 ° C. or more and the temperature is A 1 point or less. In this case, a flat steel wire having a pearlite structure is produced.
- both end faces in the thickness direction are parallel, and both end faces in the width direction have a semi-elliptical shape or an arc shape in a longitudinal vertical cross section, respectively.
- the same shape may be finished by wire drawing using a deformed die. If the ratio of the maximum width to the thickness in the width direction of the flat steel wire, the width / thickness ratio is less than 2.5, the thickness is large relative to the width of the flat steel wire, so the bending that occurs on the surface when the flat steel wire is bent Stress increases, and sulfide stress corrosion cracking is likely to occur.
- the flat steel wire when the flat steel wire is to be incorporated into a flexible pipe, it becomes difficult to bend the flat steel wire, which causes problems such as cracks.
- the flat steel wire has a width / thickness ratio of more than 10, after the flat steel wire is cold-rolled or after the heat treatment of the flat steel wire, the flat steel wire is warped and may be incorporated into a flexible pipe. It becomes impossible or the tensile residual stress increases, and sulfide stress corrosion cracking occurs.
- the high-strength flat steel wire of the present invention may contain, as necessary, Ti: 0 to 0.100%, Nb: 0 to 0.050%, V: 0 to 0.50%, Mo: 0 to 1.00%. , B: 0 to 0.0100%, REM: 0 to 0.1000%, Zr: 0 to 0.100%, and Mg: 0 to 0.0050% You may make it contain.
- Percentages for optional components are% by weight.
- Ti 0 to 0.100% Ti combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling due to their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, the content of Ti may be 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Ti content is desirably 0.005% or more, and more desirably 0.010% or more.
- the content of Ti is preferably 0.050% or less, and more preferably 0.035% or less.
- Nb 0 to 0.050% Nb combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling by their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, Nb may be contained at 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of Nb is preferably 0.005% or more, and more preferably 0.010% or more.
- the Nb content is preferably 0.035% or less, and more preferably 0.030% or less.
- V 0 to 0.50%
- V combines with C and N to form carbides, nitrides or carbonitrides, and can increase the strength of flat steel wires.
- 0.01% or more of V may be contained.
- the amount of V when contained is preferably 0.20% or less, and more preferably 0.10% or less.
- the amount of V is preferably contained at 0.02% or more.
- Mo 0 to 1.00%
- Mo is an element that enhances the hardenability of steel, and may be contained. However, in order to obtain the effect of improving the hardenability, the content may be 0.01% or more. However, when the content of Mo exceeds 1.00%, the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, when Mo is contained, the content of Mo is 0.01 to 1.00%. When Mo is contained from the viewpoint of improving the hardenability, the content of Mo is preferably 0.02% or more, and more preferably 0.05% or more. In consideration of the workability of the flat steel wire, the content of Mo when it is contained is preferably 0.50% or less, and more preferably 0.30% or less.
- B 0 to 0.0100%
- B is effective for increasing the hardenability of steel by adding a trace amount thereof, and may be contained in an amount of 0.0002% or more when an effect is desired. If the content exceeds 0.0100%, not only the effect is saturated, but also coarse nitride is generated, so that hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur. Therefore, when B is contained, the content of B is 0.0002 to 0.0100%. In order to further enhance the hardenability, the content of B may be set to 0.0005% or more, and more preferably 0.0010% or more. In consideration of hydrogen-induced cracking and sulfide stress corrosion cracking, the content of B in the case where B is contained is preferably 0.0050% or less, and more preferably 0.0030% or less.
- REM 0 to 0.1000% REM is a general term for rare earth elements, and the content of REM is the total content of rare earth elements.
- REM like Ca and Mg, has the effect of forming a solid solution in MnS and finely dispersing MnS. By dispersing MnS finely, resistance to hydrogen-induced cracking and resistance to sulfide stress corrosion cracking can be improved, and therefore MnS may be added.
- REM should be contained at 0.0002% or more. To obtain higher effects, REM should be contained at 0.0005% or more. Just do it.
- the content of REM when contained is 0.1000% or less.
- the content of REM is preferably 0.0500% or less, and more preferably 0.030% or less.
- Zr 0 to 0.100% Zr reacts with O to generate an oxide, and when added in a small amount, has an effect of finely dispersing the oxide and suppressing hydrogen-induced cracking and sulfide stress corrosion cracking. It may be added.
- Zr should be contained at 0.0002% or more, and if a higher effect is desired, Zr should be contained at 0.001% or more. Just do it.
- the content of Zr exceeds 0.100%, the effect is saturated and reacts with N and S in the steel to generate coarse nitrides and sulfides. Hydrogen-induced cracking and sulfide stress corrosion cracking resistance are reduced.
- the content of Zr when it is contained is 0.100% or less.
- the Zr content is preferably 0.080% or less, and more preferably 0.050% or less. preferable.
- Mg 0-0.0050% Mg has an effect of forming a solid solution in MnS and finely dispersing MnS. By finely dispersing MnS, the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance can be improved even with a high-strength flat steel wire.
- Mg may not be contained (Mg: 0%), in order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking by Mg, Mg may be contained at 0.0002% or more. If a higher effect is desired, the content may be 0.0005% or more.
- the proper content of Mg when it is contained is 0.0050% or less.
- the Mg content is preferably 0.0030% or less, and more preferably 0.0025% or less.
- Impurity is a concept that includes, in addition to components unintentionally contained in steel materials, other components contained within a range that does not impair the effects of the present invention, and industrially manufactures steel materials. At this time, ore, scrap as a raw material, or those mixed from a production environment or the like are included.
- test Nos In order to produce flat steel wires having the same components but different tensile strengths and different tensile residual stresses in the longitudinal direction, test Nos.
- A1 to A5 and A7 a flat steel wire cold-rolled to a width of 15 mm and a thickness of 5 mm using steel A was heated at 950 ° C. for 10 minutes, then immersed in cold oil and quenched. Tempering treatment was performed at a temperature of up to 600 ° C. for a predetermined time to produce flat steel wires having different tensile strengths.
- Test No. A1 to A5 and A7 are flat steel wires containing a tempered martensite structure. Test No.
- A6 and A8 a quenching treatment was not performed, and a heat treatment was performed at 450 ° C. and 580 ° C. for a predetermined time after cold rolling.
- Test No. For A9 no heat treatment was performed after cold rolling.
- Test No. A6, A8, and A9 are flat steel wires containing a pearlite structure.
- Test No. B1 to B5 flat steel wires having different shapes were produced by using a wire rod obtained by rolling steel B and changing the width and thickness when cold rolling to flat steel wires after primary drawing.
- Test No. B1 to B4 were processed into flat steel wires having different widths and thicknesses, heated at 950 ° C. for 10 minutes, immersed in cold oil, quenched, and tempered at 485 ° C.
- a flat steel wire having substantially the same tensile strength but different width and thickness was produced.
- Test No. For B5 a flat steel wire having a width of 18 mm and a thickness of 1.7 mm was prepared, heated at 950 ° C. for 10 minutes, immersed in cold oil and quenched, but a large warp occurred in the longitudinal direction of the flat steel wire. Subsequent tests were discontinued. Table 3 shows the heat treatment conditions after the cold rolling.
- the drawn wire rod was rolled by a cold rolling mill to form a flat steel wire having a width of 15 mm, a thickness of 4 mm or a width of 15 mm, a thickness of 5 mm, a width of 15 mm, and a thickness of 3 mm.
- Test No. For 1 to 26, 27, 29, 31, 33, 34, 36, 37, 39, 41, 42, 45 to 48, the formed flat steel wire was heated at 950 ° C. for 10 minutes after cold rolling. Thereafter, the steel sheet was immersed in cold oil to perform a quenching treatment, and a tempering treatment was performed at a temperature of 430 to 540 ° C. for 60 minutes. Test No.
- Tables 3 and 4 show the results of the investigation.
- an underline indicates that the property is out of the range of the present invention, and "-" indicates a test for investigating various properties due to cracking when processing into a flat steel wire or the like. Not performed.
- the “longitudinal direction” refers to the thickness direction of the rolled flat steel wire, the length direction extending perpendicular to the width direction, and the “surface” refers to a depth of 50 ⁇ m from the surface of the flat steel wire toward the center of thickness. Point to the range.
- the residual stress is measured by a known X-ray method. Specifically, an X-ray stress measurement method using X-ray diffraction is used in accordance with JIS B 2711 (2013).
- the measurement was performed using the type of characteristic X-ray: MnK ⁇ ray, Cr filter, reference diffraction angle 2 ⁇ 0: 152.0 °, ⁇ angle: 14.0 °, X-ray stress constant K: -336 MPa / ° X-rays were irradiated parallel to the longitudinal direction with the center position in the width direction as the center, and a diffraction pattern was obtained. Further, the residual stress was measured at six locations on the surface of the flat steel wire in which the distance between the measurement positions was at least 450 mm or more in the longitudinal direction, and the average value was obtained.
- the sample was fixed to a jig.
- the pH of the solution was adjusted to 5.0 by using 5% NaCl + CH 3 COOH solution with HCl.
- a mixed gas of hydrogen sulfide (H 2 S) and carbon dioxide (CO 2 ) is introduced, and immersed in the solution together with the 4-point bending jig fixing the flat steel wire to check for cracks. investigated.
- the partial pressure of hydrogen sulfide is 0.01 MPa
- the test temperature is 25 ° C.
- the test time is 96 hours. After the test, the presence or absence of cracks in the flat steel wire was visually determined.
- the longitudinal section at the position where the bending strain became maximum was filled with resin to check for the occurrence of minute cracks on the surface due to sulfide stress corrosion cracking. Then, the surface of the flat steel wire was inspected for the occurrence of minute cracks by an optical microscope. When a small crack having a depth of 20 ⁇ m or more was found on the surface of the flat steel wire, it was determined that sulfide stress corrosion cracking had occurred.
- Test No. which is an example of the present invention.
- A1 to A6 and B1 to B3 all satisfy the chemical components and the requirements of the present invention, and the production conditions of the steel material are appropriate. Therefore, the tensile strength is 1000 MPa or more, and hydrogen-induced cracking and sulfide No stress corrosion cracking occurred and no problem.
- Test No. A7 has a tensile strength outside the range of the present invention, and sulfide stress corrosion cracking has occurred.
- Test No. Test No. A8 performed only heat treatment without performing quenching treatment. A9 was not heat-treated after processing into a flat steel wire. In each case, the tensile residual stress exceeded 300 MPa, and hydrogen-induced cracking and sulfide stress corrosion cracking occurred.
- Test No. In B4 the width / thickness ratio of the flat steel wire is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
- Test No. B5 did not undergo a test such as a tensile test because a large warpage occurred in the longitudinal direction of the flat steel wire when the quenching treatment was performed.
- Test No. which is an example of the present invention.
- Nos. 1 to 26 all satisfy the chemical components and the requirements of the present invention and are suitable for steel production conditions. Therefore, the tensile strengths are all in the range of 1000 MPa to 1350 MPa, and hydrogen-induced cracking and sulfide corrosion cracking occur. Also has not occurred.
- Test No. 28, 30, 32, 35, 38, 40, and 44 are the chemical components of steel, any one of the formulas ⁇ 5> and ⁇ 6>, or the value of Y1 does not satisfy the formula ⁇ 2>. , And when the flat steel wire was cold-rolled, the flat steel wire cracked. Therefore, the subsequent tests were stopped without performing the heat treatment. Test No.
- Test No. 27 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the expression ⁇ 2>, and sulfide stress corrosion cracking has occurred.
- Test No. No. 28 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the formula ⁇ 2>, cracks occur when processing into flat steel wire, and the test after heat treatment is stopped. I have. Test No. In No. 29, Cu and Ni are out of the range of the present invention, and sulfide stress corrosion cracking has occurred. Test No. In No. 30, Ni was out of the range of the present invention, and cracks occurred during processing into flat steel wires, and the tests after the heat treatment were stopped. Test No. In No.
- Cu is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
- Test No. In No. 32 Cu is out of the range of the present invention, and cracks occur when processing into flat steel wire, and the test after the heat treatment is stopped.
- Test No. In No. 33 the Cu / Ni ratio was out of the range of the present invention, and sulfide stress corrosion cracking occurred.
- Test No. In No. 34 Ni is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
- Test No. In No. 35 the sum of Cu and Ni is out of the range of the present invention, a crack occurs when the flat steel wire is processed, and the test after the heat treatment is stopped. Test No. In Nos.
- the N content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
- Test No. In No. 47 the Ca content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
- Test No. In No. 48 the content of S is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Provided is a flat steel wire containing, in mass%, 0.35-0.60% of C, more than 1.50% and less than 2.00% of Si, more than 0.65% and less than 1.50% of Mn, 0.010% or less of S, 0.010% or less of P, 0.005-0.60% of Cr, 0.005-0.080% of Al, 0.0020-0.0080% of N, 0.0002-0.0050% of Ca, 0.05-0.80% of Cu, and 0.05-0.60% of Ni, with the remainder comprising Fe and impurities, wherein Y1 represented by expression <1> satisfies expression <2>, expressions <5> and <6> are satisfied, the tensile strength is 1000-1350 MPa, the longitudinal tensile residual stress is 300 MPa or less, and the width/thickness ratio is 2.5-10.
Description
本発明は、平鋼線および平鋼線用線材に関する。
本願は、2018年6月29日に、日本に出願された特願2018-124644号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a flat steel wire and a wire rod for a flat steel wire.
Priority is claimed on Japanese Patent Application No. 2018-124644 filed on June 29, 2018, the content of which is incorporated herein by reference.
本願は、2018年6月29日に、日本に出願された特願2018-124644号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a flat steel wire and a wire rod for a flat steel wire.
Priority is claimed on Japanese Patent Application No. 2018-124644 filed on June 29, 2018, the content of which is incorporated herein by reference.
天然ガス、原油等の高圧流体輸送用のフレキシブルパイプには、補強材として平鋼線が用いられている。海底油田の開発は、石油需要の増大と共に、採掘深度が深遠化する傾向にあり、フレキシブルパイプの補強材には、高強度化の要望が高まっている。また、フレキシブルパイプは硫化水素を含むサワー環境下で使用されることから、補強材に使用される平鋼線には水素誘起割れ(Hydrogen Induced Cracking;HIC)をしない特性である耐水素誘起割れ性、及び硫化物応力腐食割れ(Sulfide Stress Corrosion Cracking;SSC)をしない特性である耐硫化物応力腐食割れ性が必要である。しかし、一般的に高強度線になるほど水素誘起割れや硫化物応力腐食割れが発生しやすいため、サワー環境で使用される、フレキシブルパイプのような部品への高強度線の適用を難しくさせている。これまで、このようなサワー環境で使用される高強度線を提供する技術が提案されている。
平 Flat steel wire is used as a reinforcing material for flexible pipes for transporting high-pressure fluids such as natural gas and crude oil. In the development of offshore oil fields, the mining depth tends to be deeper with the increase in oil demand, and there is an increasing demand for reinforcement of flexible pipes. In addition, since the flexible pipe is used in a sour environment containing hydrogen sulfide, the flat steel wire used for the reinforcing material has a property of preventing hydrogen-induced cracking (HIC) from being caused by hydrogen-induced cracking. And sulfide stress corrosion cracking (SSC) which is a property not to cause sulfide stress corrosion cracking (Sulfide Stress Corrosion Cracking; SSC) is required. However, in general, hydrogen-induced cracking and sulfide stress corrosion cracking are more likely to occur in higher-strength wires, making it difficult to apply high-strength wires to components such as flexible pipes used in sour environments. . Heretofore, a technique for providing a high-strength wire used in such a sour environment has been proposed.
特許文献1には、質量%で、C:0.25~0.60%、Si:0.50を超え、2.0%未満、Mn:0.20~1.50%、S:0.015%以下、P:0.015%以下、Cr:0.005~1.50%、Al:0.005~0.080%及びN:0.0020~0.0080%を含有し、さらにCa:0~0.0050%及びMg:0~0.0050%のうち、1種または2種を[Ca]+[Mg]>0.20×[S]を満足するように含有し、引張強度が1000MPa以上、かつ長手方向に垂直な断面において測定されるHv硬さの平均値が320以上450未満、測定値の標準偏差σHvが15以下であって、幅/厚み比が1.5以上10以下であることを特徴とする、耐水素誘起割れ性に優れた高強度平鋼線が提案されている。
In Patent Document 1, C: 0.25 to 0.60%, Si: more than 0.50 and less than 2.0%, Mn: 0.20 to 1.50%, S: 0. 015% or less, P: 0.015% or less, Cr: 0.005 to 1.50%, Al: 0.005 to 0.080%, and N: 0.0020 to 0.0080%. : 0 to 0.0050% and Mg: 0 to 0.0050%, one or two of which are contained so as to satisfy [Ca] + [Mg]> 0.20 × [S], and have a tensile strength. Is 1000 MPa or more, and the average value of the Hv hardness measured in a cross section perpendicular to the longitudinal direction is 320 or more and less than 450, the standard deviation σHv of the measured value is 15 or less, and the width / thickness ratio is 1.5 or more and 10 or more. A high-strength flat steel wire excellent in resistance to hydrogen-induced cracking characterized by the following has been proposed.
特許文献2には、質量%で、C:0.85%以上1.00%以下、Si:0.80%以上1.30%以下、Mn:0.30%以上0.90%以下、P:0.017%以下、S:0.010%以下、Cu:0.20%以下、Al:0%以上0.10%以下、Ti:0%以上0.05%以下、B:0%以上0.0040%以下、N:0%以上0.0060%以下、Cr:0%以上0.5%以下、V:0%以上0.50%以下を含有し、長手方向に垂直な断面で見た場合に角丸矩形である平鋼線であって、前記断面の短辺が2mm以上7mm以下、前記断面の長辺が8mm超56mm以下、前記短辺に対する前記長辺の比が4超8以下であり、引張強度で得られる降伏強度又は0.2%耐力が1600MPa以上2000MPa以下、引張強度が1900MPa以上、破断伸びが2%以上であり、チャック間距離を500mmとする条件での捻回試験で得られる捻回値が12回以上であることを特徴とする平鋼線が提案されている。
Patent Document 2 discloses that, by mass%, C: 0.85% to 1.00%, Si: 0.80% to 1.30%, Mn: 0.30% to 0.90%, P : 0.017% or less, S: 0.010% or less, Cu: 0.20% or less, Al: 0% to 0.10%, Ti: 0% to 0.05%, B: 0% or more It contains 0.0040% or less, N: 0% or more and 0.0060% or less, Cr: 0% or more and 0.5% or less, and V: 0% or more and 0.50% or less. A flat steel wire having a rounded rectangular shape in which the short side of the cross section is 2 mm or more and 7 mm or less, the long side of the cross section is more than 8 mm and 56 mm or less, and the ratio of the long side to the short side is more than 4-8. The yield strength or 0.2% proof stress obtained by the tensile strength is 1600 MPa or more and 2000 MPa or less, and the tensile strength is A flat steel wire has been proposed, wherein the flat steel wire has a torsion value of 12 or more obtained by a torsion test under a condition of 900 MPa or more, elongation at break of 2% or more, and a distance between chucks of 500 mm. .
特許文献1に開示されている技術では、引張強度が1000MPaを超えても、pH5.5未満のサワー環境で水素誘起割れを起こさない平鋼線である。
技術 The technology disclosed in Patent Document 1 is a flat steel wire that does not cause hydrogen-induced cracking in a sour environment with a pH of less than 5.5 even if the tensile strength exceeds 1000 MPa.
特許文献2に開示されている技術では、引張強度が1900MPa以上の高強度で二次加工性に優れた平鋼線が得られる。
技術 According to the technique disclosed in Patent Document 2, a flat steel wire having high tensile strength of 1900 MPa or more and excellent in secondary workability can be obtained.
本発明は、引張強度が1000~1350MPaの高強度平鋼線であって、pH5.5未満である厳しいサワー環境であっても、平鋼線の表面に被覆処理などを施すことなく、水素誘起割れ及び硫化物応力腐食割れが発生せず、採掘深度が深いフレキシブルパイプ等の補強線材として使用できる平鋼線とその製造に適した平鋼線用線材を提供することを目的としている。
The present invention relates to a high-strength flat steel wire having a tensile strength of 1000 to 1350 MPa, and even in a harsh sour environment having a pH of less than 5.5, the surface of the flat steel wire is not subjected to a hydrogen-induced It is an object of the present invention to provide a flat steel wire which does not generate cracks and sulfide stress corrosion cracking and can be used as a reinforcing wire for a flexible pipe or the like having a deep mining depth and a wire for a flat steel wire suitable for the production thereof.
本発明者らは、前記した課題を解決するために水素誘起割れ及び硫化物応力腐食割れに及ぼす添加元素の影響などについて種々の検討を実施し、下記(a)~(d)の知見を得た。
The present inventors conducted various studies on the effects of added elements on hydrogen-induced cracking and sulfide stress corrosion cracking in order to solve the above-mentioned problems, and obtained the following findings (a) to (d). Was.
(a)平鋼線の水素誘起割れ及び耐硫化物応力腐食割れ性は、平鋼線に含まれる粗大な硫化物を起点に発生する。特に、MnSなどの硫化物が粗大である場合、熱間圧延した線材から平鋼線へ成形する工程として必要な1次伸線加工や1次伸線加工後の平圧加工を行った際に粗大な硫化物の周囲に空隙が生じ、pH5.5未満の厳しいサワー環境において水素誘起割れ及び硫化物応力腐食割れを促進する要因となる。そのため、線材に不可避的に含有される硫化物をなるべく微細化する必要がある。硫化物の微細化にはCaを添加し、Caを一部固溶したMnSまたはCaSとすることが効果的である。
(A) Hydrogen-induced cracking and sulfide stress corrosion cracking resistance of a flat steel wire occur starting from coarse sulfide contained in the flat steel wire. In particular, when sulfides such as MnS are coarse, when the primary wire drawing or flat pressure working after the primary wire drawing is performed as a step of forming a hot-rolled wire into a flat steel wire, Voids are formed around the coarse sulfide, which promotes hydrogen-induced cracking and sulfide stress corrosion cracking in severe sour environments with a pH of less than 5.5. Therefore, it is necessary to make the sulfide inevitably contained in the wire rod as fine as possible. For the refinement of sulfide, it is effective to add Ca to form MnS or CaS in which Ca is partially dissolved.
(b)1000MPaを超える引張強度の高強度平鋼線において、耐水素誘起割れ性だけでなく、耐硫化物応力腐食割れ性も同時に改善するには、Siを1.50%を超えて含有し、マトリックス中に多量のSiを固溶させたうえで、Cu:0.05~0.80%及びNi:0.05~0.60%をCu/Ni>1を満足する範囲で合計で0.10~1.0%を含有させることが必要である。
(B) In a high-strength flat steel wire having a tensile strength exceeding 1000 MPa, in order to simultaneously improve not only the resistance to hydrogen-induced cracking but also the resistance to sulfide stress corrosion cracking, contain Si in excess of 1.50%. After a large amount of Si is dissolved in the matrix, Cu: 0.05 to 0.80% and Ni: 0.05 to 0.60% are added in a total amount of 0 to satisfy Cu / Ni> 1. .10 to 1.0%.
(c)1次伸線加工やその後の平鋼線に平圧加工する際に、鋼材に割れが生じず、かつpH5.5未満のサワー環境で水素誘起割れ及び硫化物応力腐食割れを発生させないようにするためには、下記式<1>で表されるY1が式<2>を満足する範囲でC、Si、Mn、Cr、Cu、Niを含有しなければならない。
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ <1>
12×D<Y1<30×D ・・・ <2>
ここで、上記式<1><2>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。 (C) No cracking occurs in the steel material at the time of primary drawing and subsequent flat pressing to a flat steel wire, and hydrogen-induced cracking and sulfide stress corrosion cracking do not occur in a sour environment having a pH of less than 5.5. For this purpose, Y1 represented by the following formula <1> must contain C, Si, Mn, Cr, Cu, and Ni in a range that satisfies the formula <2>.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} ... <1>
12 × D <Y1 <30 × D ... <2>
Here, [C], [Si], [Mn], [Cr], [Cu] and [Ni] in the above formulas <1> and <2> represent the content of each element in mass%, D represents the thickness (mm) of the flat steel wire.
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ <1>
12×D<Y1<30×D ・・・ <2>
ここで、上記式<1><2>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。 (C) No cracking occurs in the steel material at the time of primary drawing and subsequent flat pressing to a flat steel wire, and hydrogen-induced cracking and sulfide stress corrosion cracking do not occur in a sour environment having a pH of less than 5.5. For this purpose, Y1 represented by the following formula <1> must contain C, Si, Mn, Cr, Cu, and Ni in a range that satisfies the formula <2>.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} ... <1>
12 × D <Y1 <30 × D ... <2>
Here, [C], [Si], [Mn], [Cr], [Cu] and [Ni] in the above formulas <1> and <2> represent the content of each element in mass%, D represents the thickness (mm) of the flat steel wire.
(d)線材から平鋼線へは、例えば圧延された線材を1次伸線加工した後、異形伸線加工や冷間圧延機による冷間圧延によって加工される。このような工程で製造される平鋼線は冷間加工に伴う加工歪によって、平鋼線の表面の長手方向に引張残留応力が発生する。特に引張強度が1000MPaを超える平鋼線では、表面の引張残留応力が硫化物応力腐食割れを誘発するため、極力小さくしなければならない。
(D) From a wire to a flat steel wire, for example, a rolled wire is subjected to primary wire drawing, followed by deformed wire drawing or cold rolling by a cold rolling machine. In the flat steel wire manufactured in such a process, tensile residual stress is generated in the longitudinal direction of the surface of the flat steel wire due to processing strain caused by cold working. In particular, in a flat steel wire having a tensile strength exceeding 1000 MPa, the residual tensile stress on the surface induces sulfide stress corrosion cracking, so that it must be minimized.
本発明は、上記の知見に基づいて完成されたものであり、その要旨は、下記(1)~(6)に示す平鋼線および下記(7)示す平鋼線用線材である。
The present invention has been completed based on the above findings, and the gist thereof is a flat steel wire shown in the following (1) to (6) and a wire rod for a flat steel wire shown in the following (7).
(1)
質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.100%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<1>で表されるY1が下記式<2>を満足し、
下記式<5>および下記式<6>を満足し、
引張強度が1000MPa以上1350MPa以下であり、
長手方向の引張残留応力が300MPa以下であり、
幅/厚み比が2.5以上10以下であることを特徴とする平鋼線。
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ 式<1>
12×D<Y1<30×D ・・・ 式<2>
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.00 ・・・ 式<6>
ただし、上記式<1><2><5><6>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。
(2)
質量%で、
Ti:0.001~0.100%、
Nb:0.001~0.050%、
V:0.01~0.50%、
から選択される1種または2種以上を含有することを特徴とする、(1)に記載の平鋼線。
(3)
質量%で、
Mo:0.01~1.00%、
B:0.0002~0.0100%、
から選択される1種または2種を含有することを特徴とする、(1)または(2)に記載の平鋼線。
(4)
質量%で、
REM:0.0002~0.1000%、
Zr:0.0002~0.100%、
Mg:0.0002~0.0050%、
から選択される1種または2種以上を含有することを特徴とする、(1)~(3)のいずれか一項に記載の平鋼線。
(5)
焼き戻しマルテンサイト組織を含むことを特徴とする、(1)~(4)のいずれか一項に記載の平鋼線。
(6)
パーライト組織を含むことを特徴とする、(1)~(4)のいずれか一項に記載の平鋼線。
(7)
質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.100%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<5>および下記式<6>を満足することを特徴とする平鋼線用線材。
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.00 ・・・ 式<6>
ただし、上記式<5><6>における[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表す。 (1)
In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.100%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
Y1 represented by the following formula <1> satisfies the following formula <2>,
Satisfying the following expressions <5> and <6>,
The tensile strength is 1000 MPa or more and 1350 MPa or less,
The tensile residual stress in the longitudinal direction is 300 MPa or less,
A flat steel wire having a width / thickness ratio of 2.5 or more and 10 or less.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} Formula <1>
12 × D <Y1 <30 × D Expression <2>
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.00 Expression <6>
However, [C], [Si], [Mn], [Cr], [Cu], and [Ni] in the above formulas <1>, <2>, <5>, and <6> are represented by mass% of each element. Represents the content, and D represents the thickness (mm) of the flat steel wire.
(2)
In mass%,
Ti: 0.001 to 0.100%,
Nb: 0.001 to 0.050%,
V: 0.01 to 0.50%,
The flat steel wire according to (1), wherein the flat steel wire contains one or more types selected from the group consisting of:
(3)
In mass%,
Mo: 0.01 to 1.00%,
B: 0.0002 to 0.0100%,
The flat steel wire according to (1) or (2), wherein the flat steel wire contains one or two types selected from the group consisting of:
(4)
In mass%,
REM: 0.0002 to 0.1000%,
Zr: 0.0002 to 0.100%,
Mg: 0.0002 to 0.0050%,
The flat steel wire according to any one of (1) to (3), characterized by containing one or more kinds selected from the group consisting of:
(5)
The flat steel wire according to any one of (1) to (4), further comprising a tempered martensite structure.
(6)
The flat steel wire according to any one of (1) to (4), further comprising a pearlite structure.
(7)
In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.100%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
A wire rod for a flat steel wire, characterized by satisfying the following expressions <5> and <6>.
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.00 Expression <6>
However, [Cu] and [Ni] in the above formulas <5> and <6> represent the contents of each element in mass%.
質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.100%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<1>で表されるY1が下記式<2>を満足し、
下記式<5>および下記式<6>を満足し、
引張強度が1000MPa以上1350MPa以下であり、
長手方向の引張残留応力が300MPa以下であり、
幅/厚み比が2.5以上10以下であることを特徴とする平鋼線。
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ 式<1>
12×D<Y1<30×D ・・・ 式<2>
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.00 ・・・ 式<6>
ただし、上記式<1><2><5><6>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。
(2)
質量%で、
Ti:0.001~0.100%、
Nb:0.001~0.050%、
V:0.01~0.50%、
から選択される1種または2種以上を含有することを特徴とする、(1)に記載の平鋼線。
(3)
質量%で、
Mo:0.01~1.00%、
B:0.0002~0.0100%、
から選択される1種または2種を含有することを特徴とする、(1)または(2)に記載の平鋼線。
(4)
質量%で、
REM:0.0002~0.1000%、
Zr:0.0002~0.100%、
Mg:0.0002~0.0050%、
から選択される1種または2種以上を含有することを特徴とする、(1)~(3)のいずれか一項に記載の平鋼線。
(5)
焼き戻しマルテンサイト組織を含むことを特徴とする、(1)~(4)のいずれか一項に記載の平鋼線。
(6)
パーライト組織を含むことを特徴とする、(1)~(4)のいずれか一項に記載の平鋼線。
(7)
質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.100%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<5>および下記式<6>を満足することを特徴とする平鋼線用線材。
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.00 ・・・ 式<6>
ただし、上記式<5><6>における[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表す。 (1)
In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.100%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
Y1 represented by the following formula <1> satisfies the following formula <2>,
Satisfying the following expressions <5> and <6>,
The tensile strength is 1000 MPa or more and 1350 MPa or less,
The tensile residual stress in the longitudinal direction is 300 MPa or less,
A flat steel wire having a width / thickness ratio of 2.5 or more and 10 or less.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} Formula <1>
12 × D <Y1 <30 × D Expression <2>
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.00 Expression <6>
However, [C], [Si], [Mn], [Cr], [Cu], and [Ni] in the above formulas <1>, <2>, <5>, and <6> are represented by mass% of each element. Represents the content, and D represents the thickness (mm) of the flat steel wire.
(2)
In mass%,
Ti: 0.001 to 0.100%,
Nb: 0.001 to 0.050%,
V: 0.01 to 0.50%,
The flat steel wire according to (1), wherein the flat steel wire contains one or more types selected from the group consisting of:
(3)
In mass%,
Mo: 0.01 to 1.00%,
B: 0.0002 to 0.0100%,
The flat steel wire according to (1) or (2), wherein the flat steel wire contains one or two types selected from the group consisting of:
(4)
In mass%,
REM: 0.0002 to 0.1000%,
Zr: 0.0002 to 0.100%,
Mg: 0.0002 to 0.0050%,
The flat steel wire according to any one of (1) to (3), characterized by containing one or more kinds selected from the group consisting of:
(5)
The flat steel wire according to any one of (1) to (4), further comprising a tempered martensite structure.
(6)
The flat steel wire according to any one of (1) to (4), further comprising a pearlite structure.
(7)
In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.100%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
A wire rod for a flat steel wire, characterized by satisfying the following expressions <5> and <6>.
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.00 Expression <6>
However, [Cu] and [Ni] in the above formulas <5> and <6> represent the contents of each element in mass%.
なお、残部としての「Fe及び不純物」における「不純物」とは、意図せずに鋼材中に含有される成分の他、本発明の効果を損なわない範囲で含有される他の成分を包含する概念であり、鉄鋼材料を工業的に製造する際に、原料としての鉱石、スクラップ、又は製造環境などから混入するものが含まれる。
The “impurity” in the “Fe and impurities” as the balance is a concept that includes, in addition to the components unintentionally contained in the steel material, other components contained within a range that does not impair the effects of the present invention. When the steel material is manufactured industrially, ore as a raw material, scrap, or a material mixed from a manufacturing environment is included.
本発明の平鋼線は、1000MPa以上の高い引張強度を有しながら、pH5.5未満の厳しいサワー環境であっても、水素誘起割れ及び硫化物応力腐食割れを起こしにくいため、フレキシブルパイプの張力補強材として使用することが出来る。本発明の平鋼線用線材は、かかる平鋼線の製造に適している。
The flat steel wire of the present invention has a high tensile strength of 1000 MPa or more and is unlikely to cause hydrogen-induced cracking and sulfide stress corrosion cracking even in a severe sour environment having a pH of less than 5.5. Can be used as reinforcement. The wire for flat steel wire of the present invention is suitable for manufacturing such flat steel wire.
(A)化学成分について:
以下、化学成分についての%は質量%である。 (A) About chemical components:
Hereinafter,% for chemical components is% by mass.
以下、化学成分についての%は質量%である。 (A) About chemical components:
Hereinafter,% for chemical components is% by mass.
C:0.35~0.60%
Cは、鋼を強化する元素であり、0.35%以上含有させなくてはならない。優れた耐水素誘起割れ性と耐硫化物応力腐食割れ性を両立する目的で、平鋼線へ加工した後で行う焼入れ後の高温焼戻し処理や高温での加熱処理をしても十分に高い引張強度を確保するため、Cの含有量は0.35%以上でなければならない。さらに強度を高めたい場合はCの含有量を0.38%以上とすることが好ましく、さらには0.40%以上であることが好ましい。しかし、Cの含有量が0.60%を超えると、平鋼線同士を溶接で接合した場合に接合部の強度が不足する。また、偏析によって平鋼線に成形する前の段階で鋼材の組織にばらつきが生じ、平鋼線に平圧加工する際、線材に割れを生じさせる。したがって、適切なCの含有量は0.35~0.60%である。溶接性を確保するとともに平鋼線断面内での偏析を極力少なくし、平鋼線の加工性を高めたい場合は0.55%以下とすることが好ましく、さらに耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善するには0.50%以下とすることが望ましい。 C: 0.35 to 0.60%
C is an element that strengthens steel and must be contained in an amount of 0.35% or more. In order to achieve both excellent hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance, a sufficiently high tensile strength is obtained even after high-temperature tempering treatment after quenching or heat treatment at high temperatures after processing into flat steel wire. In order to secure the strength, the content of C must be 0.35% or more. In order to further increase the strength, the content of C is preferably set to 0.38% or more, and more preferably 0.40% or more. However, when the content of C exceeds 0.60%, the strength of the joint becomes insufficient when flat steel wires are joined by welding. In addition, due to segregation, the structure of the steel material varies at a stage before being formed into a flat steel wire, and when the flat steel wire is subjected to flat pressure processing, a crack occurs in the wire. Therefore, a suitable C content is 0.35 to 0.60%. In order to ensure weldability, minimize segregation in the cross section of the flat steel wire, and increase the workability of the flat steel wire, the content is preferably 0.55% or less. In order to improve the material stress corrosion cracking resistance, it is desirable that the content is 0.50% or less.
Cは、鋼を強化する元素であり、0.35%以上含有させなくてはならない。優れた耐水素誘起割れ性と耐硫化物応力腐食割れ性を両立する目的で、平鋼線へ加工した後で行う焼入れ後の高温焼戻し処理や高温での加熱処理をしても十分に高い引張強度を確保するため、Cの含有量は0.35%以上でなければならない。さらに強度を高めたい場合はCの含有量を0.38%以上とすることが好ましく、さらには0.40%以上であることが好ましい。しかし、Cの含有量が0.60%を超えると、平鋼線同士を溶接で接合した場合に接合部の強度が不足する。また、偏析によって平鋼線に成形する前の段階で鋼材の組織にばらつきが生じ、平鋼線に平圧加工する際、線材に割れを生じさせる。したがって、適切なCの含有量は0.35~0.60%である。溶接性を確保するとともに平鋼線断面内での偏析を極力少なくし、平鋼線の加工性を高めたい場合は0.55%以下とすることが好ましく、さらに耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善するには0.50%以下とすることが望ましい。 C: 0.35 to 0.60%
C is an element that strengthens steel and must be contained in an amount of 0.35% or more. In order to achieve both excellent hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance, a sufficiently high tensile strength is obtained even after high-temperature tempering treatment after quenching or heat treatment at high temperatures after processing into flat steel wire. In order to secure the strength, the content of C must be 0.35% or more. In order to further increase the strength, the content of C is preferably set to 0.38% or more, and more preferably 0.40% or more. However, when the content of C exceeds 0.60%, the strength of the joint becomes insufficient when flat steel wires are joined by welding. In addition, due to segregation, the structure of the steel material varies at a stage before being formed into a flat steel wire, and when the flat steel wire is subjected to flat pressure processing, a crack occurs in the wire. Therefore, a suitable C content is 0.35 to 0.60%. In order to ensure weldability, minimize segregation in the cross section of the flat steel wire, and increase the workability of the flat steel wire, the content is preferably 0.55% or less. In order to improve the material stress corrosion cracking resistance, it is desirable that the content is 0.50% or less.
Si:1.50%を超え、2.00%未満
Siはマトリックスに固溶し、平鋼線の強度を向上させるとともに、耐水素誘起割れ性及び耐硫化物応力腐食割れ性の向上に有効な元素である。1000MPaを超える引張強度の高強度平鋼線において耐水素誘起割れ性と同時に、耐硫化物応力腐食割れ性を改善するためには、Siは1.50%を超えて含有させなくてはならない。しかし、2.00%以上を含有させると平鋼線の形状に平圧加工する際、線材に割れが生じるなどの問題が生じる。よって、Siの含有量は1.50%を超え、2.00%未満である。より強度を高めたい場合や耐水素誘起割れ性及び耐硫化物応力腐食割れ性を向上させたい場合には、Siは1.60%以上含有させればよく、1.70%以上含有させれば一層好ましい。平鋼線へ加工する際に線材の割れを抑制したい場合には、1.80%以下とすることが好ましい。 Si: more than 1.50% and less than 2.00% Si forms a solid solution in the matrix, improves the strength of the flat steel wire, and is effective in improving hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance. Element. In order to improve the resistance to sulfide stress corrosion cracking simultaneously with the resistance to hydrogen-induced cracking in a high-strength flat steel wire having a tensile strength exceeding 1000 MPa, Si must be contained in excess of 1.50%. However, when 2.00% or more is contained, problems occur such as cracking of the wire rod when flat-pressure processing is performed into a flat steel wire shape. Therefore, the content of Si is more than 1.50% and less than 2.00%. When it is desired to further increase the strength or to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Si content should be 1.60% or more, and the Si content should be 1.70% or more. More preferred. When it is desired to suppress cracking of the wire rod when processing into a flat steel wire, the content is preferably set to 1.80% or less.
Siはマトリックスに固溶し、平鋼線の強度を向上させるとともに、耐水素誘起割れ性及び耐硫化物応力腐食割れ性の向上に有効な元素である。1000MPaを超える引張強度の高強度平鋼線において耐水素誘起割れ性と同時に、耐硫化物応力腐食割れ性を改善するためには、Siは1.50%を超えて含有させなくてはならない。しかし、2.00%以上を含有させると平鋼線の形状に平圧加工する際、線材に割れが生じるなどの問題が生じる。よって、Siの含有量は1.50%を超え、2.00%未満である。より強度を高めたい場合や耐水素誘起割れ性及び耐硫化物応力腐食割れ性を向上させたい場合には、Siは1.60%以上含有させればよく、1.70%以上含有させれば一層好ましい。平鋼線へ加工する際に線材の割れを抑制したい場合には、1.80%以下とすることが好ましい。 Si: more than 1.50% and less than 2.00% Si forms a solid solution in the matrix, improves the strength of the flat steel wire, and is effective in improving hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance. Element. In order to improve the resistance to sulfide stress corrosion cracking simultaneously with the resistance to hydrogen-induced cracking in a high-strength flat steel wire having a tensile strength exceeding 1000 MPa, Si must be contained in excess of 1.50%. However, when 2.00% or more is contained, problems occur such as cracking of the wire rod when flat-pressure processing is performed into a flat steel wire shape. Therefore, the content of Si is more than 1.50% and less than 2.00%. When it is desired to further increase the strength or to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Si content should be 1.60% or more, and the Si content should be 1.70% or more. More preferred. When it is desired to suppress cracking of the wire rod when processing into a flat steel wire, the content is preferably set to 1.80% or less.
Mn:0.65%を超え、1.50%未満
Mnは、鋼の焼入れ性を高め、高強度化に必要な元素である。高いSiを含有する平鋼線において、焼入れなどの熱処理を行う際に平鋼線の曲がりなどを抑制し、表面に高い引張残留応力を発生させないためには、0.65%を超えて含有させなくてはならない。しかし、Mnの含有量が1.50%以上になると、線材の強度が高くなりすぎてしまい、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。そのため、本発明におけるMnの含有量は0.65%を超え、1.50%未満である。なお、さらに平鋼線の焼入れ性を高め、線材の曲がりを抑制したい場合や高強度化する場合には、Mnは0.70%以上含有させればよく、0.75%以上含有させることが一層好ましい。平鋼線へ加工する際に線材の割れを抑制したい場合には、Mnは1.30%以下とすることが好ましく、1.10%以下であればより一層好ましい。 Mn: more than 0.65% and less than 1.50% Mn is an element necessary for enhancing the hardenability of steel and increasing the strength. In a flat steel wire containing high Si, when performing heat treatment such as quenching, in order to suppress bending of the flat steel wire and to prevent high tensile residual stress from being generated on the surface, the content is set to be more than 0.65%. Must-have. However, when the content of Mn is 1.50% or more, the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, the content of Mn in the present invention is more than 0.65% and less than 1.50%. In addition, when it is desired to further enhance the hardenability of the flat steel wire to suppress the bending of the wire or to increase the strength, Mn may be contained at least 0.70%, and may be contained at least 0.75%. More preferred. When it is desired to suppress cracking of the wire rod when working into a flat steel wire, Mn is preferably set to 1.30% or less, and more preferably 1.10% or less.
Mnは、鋼の焼入れ性を高め、高強度化に必要な元素である。高いSiを含有する平鋼線において、焼入れなどの熱処理を行う際に平鋼線の曲がりなどを抑制し、表面に高い引張残留応力を発生させないためには、0.65%を超えて含有させなくてはならない。しかし、Mnの含有量が1.50%以上になると、線材の強度が高くなりすぎてしまい、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。そのため、本発明におけるMnの含有量は0.65%を超え、1.50%未満である。なお、さらに平鋼線の焼入れ性を高め、線材の曲がりを抑制したい場合や高強度化する場合には、Mnは0.70%以上含有させればよく、0.75%以上含有させることが一層好ましい。平鋼線へ加工する際に線材の割れを抑制したい場合には、Mnは1.30%以下とすることが好ましく、1.10%以下であればより一層好ましい。 Mn: more than 0.65% and less than 1.50% Mn is an element necessary for enhancing the hardenability of steel and increasing the strength. In a flat steel wire containing high Si, when performing heat treatment such as quenching, in order to suppress bending of the flat steel wire and to prevent high tensile residual stress from being generated on the surface, the content is set to be more than 0.65%. Must-have. However, when the content of Mn is 1.50% or more, the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, the content of Mn in the present invention is more than 0.65% and less than 1.50%. In addition, when it is desired to further enhance the hardenability of the flat steel wire to suppress the bending of the wire or to increase the strength, Mn may be contained at least 0.70%, and may be contained at least 0.75%. More preferred. When it is desired to suppress cracking of the wire rod when working into a flat steel wire, Mn is preferably set to 1.30% or less, and more preferably 1.10% or less.
P:0.010%以下
Pは、不純物として含有される。但し、Pの含有量が0.010%を超えると、水素誘起割れ及び硫化物応力腐食割れが発生しやすくなり、1000MPaを超える引張強度の平鋼線では、pH5.5未満の厳しいサワー環境において水素誘起割れや硫化物応力腐食割れを抑制することができない。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点からPの含有量は、0.008%以下であれば好ましく、0.005%未満であればより一層好ましい。P含有量の下限値は特に限定されないが、過剰に低減することは製造コストの増加につながるため、P含有量の下限値を0.0005%としてもよい。 P: 0.010% or less P is contained as an impurity. However, when the content of P exceeds 0.010%, hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur, and in a flat steel wire having a tensile strength exceeding 1000 MPa, in a severe sour environment having a pH of less than 5.5. Hydrogen-induced cracking and sulfide stress corrosion cracking cannot be suppressed. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of P is preferably 0.008% or less, and more preferably less than 0.005%. The lower limit of the P content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the P content may be set to 0.0005%.
Pは、不純物として含有される。但し、Pの含有量が0.010%を超えると、水素誘起割れ及び硫化物応力腐食割れが発生しやすくなり、1000MPaを超える引張強度の平鋼線では、pH5.5未満の厳しいサワー環境において水素誘起割れや硫化物応力腐食割れを抑制することができない。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点からPの含有量は、0.008%以下であれば好ましく、0.005%未満であればより一層好ましい。P含有量の下限値は特に限定されないが、過剰に低減することは製造コストの増加につながるため、P含有量の下限値を0.0005%としてもよい。 P: 0.010% or less P is contained as an impurity. However, when the content of P exceeds 0.010%, hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur, and in a flat steel wire having a tensile strength exceeding 1000 MPa, in a severe sour environment having a pH of less than 5.5. Hydrogen-induced cracking and sulfide stress corrosion cracking cannot be suppressed. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of P is preferably 0.008% or less, and more preferably less than 0.005%. The lower limit of the P content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the P content may be set to 0.0005%.
S:0.010%以下
Sは、不純物として含有される。但し、Sの含有量が0.010%を超えると、MnSが粗大な形態となり、耐水素誘起割れ性や耐硫化物応力腐食割れ性を低下させる。1000MPaを超える引張強度の平鋼線で耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善するには、Sと結合して硫化物を生成しやすい元素とのバランスを考え、Caを含有させなければならない。耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する観点からSの含有量は、0.008%以下であれば好ましく、0.005%未満であればより一層好ましい。S含有量の下限値は特に限定されないが、過剰に低減することは製造コストの増加につながるため、S含有量の下限値を0.0005%としてもよい。 S: 0.010% or less S is contained as an impurity. However, when the content of S exceeds 0.010%, MnS becomes coarse and deteriorates the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance. In order to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking in flat steel wires with a tensile strength exceeding 1000 MPa, considering the balance with elements that easily form sulfides by combining with S, contain Ca I have to do it. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the S content is preferably 0.008% or less, and more preferably less than 0.005%. The lower limit of the S content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the S content may be set to 0.0005%.
Sは、不純物として含有される。但し、Sの含有量が0.010%を超えると、MnSが粗大な形態となり、耐水素誘起割れ性や耐硫化物応力腐食割れ性を低下させる。1000MPaを超える引張強度の平鋼線で耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善するには、Sと結合して硫化物を生成しやすい元素とのバランスを考え、Caを含有させなければならない。耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する観点からSの含有量は、0.008%以下であれば好ましく、0.005%未満であればより一層好ましい。S含有量の下限値は特に限定されないが、過剰に低減することは製造コストの増加につながるため、S含有量の下限値を0.0005%としてもよい。 S: 0.010% or less S is contained as an impurity. However, when the content of S exceeds 0.010%, MnS becomes coarse and deteriorates the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance. In order to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking in flat steel wires with a tensile strength exceeding 1000 MPa, considering the balance with elements that easily form sulfides by combining with S, contain Ca I have to do it. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the S content is preferably 0.008% or less, and more preferably less than 0.005%. The lower limit of the S content is not particularly limited. However, since excessive reduction leads to an increase in manufacturing cost, the lower limit of the S content may be set to 0.0005%.
Cr:0.005~0.60%
Crは、Mnと同様に、鋼の焼入れ性を高め、高強度化に必要な元素であり、0.005%以上含有させなくてはならない。しかし、Crの含有量が0.60%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ平圧加工する際に線材に割れが発生するなどの問題が生じる。そのため、本発明における適正なCrの含有量は0.005~0.60%である。なお、さらに平鋼線の焼入れ性を高める場合や高強度化する場合には、Crは0.05%以上含有させればよく、0.10%以上含有させれば一層好ましい。平鋼線へ平圧加工する際に線材の割れを抑制したい場合には、0.50%以下とすることが好ましく、0.40%以下であればより一層好ましい。 Cr: 0.005 to 0.60%
Cr is an element necessary for enhancing the hardenability of steel and increasing the strength, like Mn, and must be contained in an amount of 0.005% or more. However, if the content of Cr exceeds 0.60%, the strength of the wire becomes too high, causing problems such as cracking of the wire at the time of flat pressure working on a flat steel wire. Therefore, the appropriate Cr content in the present invention is 0.005 to 0.60%. In the case where the hardenability of the flat steel wire is further enhanced or the strength is increased, Cr may be contained at 0.05% or more, and more preferably at 0.10% or more. When it is desired to suppress cracking of the wire rod when performing flat pressure working on a flat steel wire, the content is preferably 0.50% or less, and more preferably 0.40% or less.
Crは、Mnと同様に、鋼の焼入れ性を高め、高強度化に必要な元素であり、0.005%以上含有させなくてはならない。しかし、Crの含有量が0.60%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ平圧加工する際に線材に割れが発生するなどの問題が生じる。そのため、本発明における適正なCrの含有量は0.005~0.60%である。なお、さらに平鋼線の焼入れ性を高める場合や高強度化する場合には、Crは0.05%以上含有させればよく、0.10%以上含有させれば一層好ましい。平鋼線へ平圧加工する際に線材の割れを抑制したい場合には、0.50%以下とすることが好ましく、0.40%以下であればより一層好ましい。 Cr: 0.005 to 0.60%
Cr is an element necessary for enhancing the hardenability of steel and increasing the strength, like Mn, and must be contained in an amount of 0.005% or more. However, if the content of Cr exceeds 0.60%, the strength of the wire becomes too high, causing problems such as cracking of the wire at the time of flat pressure working on a flat steel wire. Therefore, the appropriate Cr content in the present invention is 0.005 to 0.60%. In the case where the hardenability of the flat steel wire is further enhanced or the strength is increased, Cr may be contained at 0.05% or more, and more preferably at 0.10% or more. When it is desired to suppress cracking of the wire rod when performing flat pressure working on a flat steel wire, the content is preferably 0.50% or less, and more preferably 0.40% or less.
Al:0.005~0.080%
Alは脱酸作用を有するだけでなく、Nと結合してAlNを形成し、そのピンニング効果により熱間圧延時のオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する効果がある。このため、Alは0.005%以上含有させなくてはならない。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点から、Alの含有量を0.015%以上とするのが望ましく、さらには0.020%以上含有させることが望ましい。一方、Alの含有量が0.080%を超えると、その効果が飽和するだけでなく、粗大なAlNが生成し、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性をかえって低下させる。よって、Alの含有量は0.060%以下であることが好ましく、さらには0.050%以下であることが一層好ましい。 Al: 0.005 to 0.080%
Al not only has a deoxidizing effect, but also combines with N to form AlN, and its pinning effect has the effect of refining austenite grains during hot rolling. It has the effect of improving sulfide stress corrosion cracking resistance. For this reason, Al must be contained at 0.005% or more. From the viewpoint of improving the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance, the Al content is desirably 0.015% or more, and more desirably 0.020% or more. On the other hand, if the content of Al exceeds 0.080%, the effect is not only saturated, but also coarse AlN is generated, and the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance of the flat steel wire are changed. Lower. Therefore, the content of Al is preferably 0.060% or less, and more preferably 0.050% or less.
Alは脱酸作用を有するだけでなく、Nと結合してAlNを形成し、そのピンニング効果により熱間圧延時のオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する効果がある。このため、Alは0.005%以上含有させなくてはならない。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点から、Alの含有量を0.015%以上とするのが望ましく、さらには0.020%以上含有させることが望ましい。一方、Alの含有量が0.080%を超えると、その効果が飽和するだけでなく、粗大なAlNが生成し、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性をかえって低下させる。よって、Alの含有量は0.060%以下であることが好ましく、さらには0.050%以下であることが一層好ましい。 Al: 0.005 to 0.080%
Al not only has a deoxidizing effect, but also combines with N to form AlN, and its pinning effect has the effect of refining austenite grains during hot rolling. It has the effect of improving sulfide stress corrosion cracking resistance. For this reason, Al must be contained at 0.005% or more. From the viewpoint of improving the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance, the Al content is desirably 0.015% or more, and more desirably 0.020% or more. On the other hand, if the content of Al exceeds 0.080%, the effect is not only saturated, but also coarse AlN is generated, and the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance of the flat steel wire are changed. Lower. Therefore, the content of Al is preferably 0.060% or less, and more preferably 0.050% or less.
N:0.0020~0.0080%
Nはマトリックスに固溶し、平鋼線の強度を向上する効果がある。また、AlやTiなどと結合して窒化物や炭窒化物を生成し、熱間圧延時のオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する効果がある。これらの効果を得るために、Nは0.0020%以上含有させなければならず、さらには0.0030%以上含有させることが好ましい。しかし、過剰に含有させてもその効果が飽和するばかりではなく、鋼を鋳造する際に割れを発生させるなど製造性を悪化させることから、Nの含有量は0.0080%以下とする必要がある。安定した製造性を確保するには0.0060%以下とするのが好ましく、さらには0.0050%以下とするのがより一層好ましい。 N: 0.0020 to 0.0080%
N dissolves in the matrix and has the effect of improving the strength of the flat steel wire. In addition, it combines with Al and Ti to form nitrides and carbonitrides, and has the effect of refining austenite grains during hot rolling, and has the effect of preventing hydrogen-induced cracking and sulfide stress corrosion of flat steel wires. It has the effect of improving cracking properties. In order to obtain these effects, N must be contained at 0.0020% or more, and more preferably 0.0030% or more. However, even if it is excessively contained, the effect is not only saturated, but also the productivity is deteriorated such as generation of cracks at the time of casting the steel. Therefore, the N content needs to be 0.0080% or less. is there. In order to ensure stable manufacturability, the content is preferably 0.0060% or less, and further preferably 0.0050% or less.
Nはマトリックスに固溶し、平鋼線の強度を向上する効果がある。また、AlやTiなどと結合して窒化物や炭窒化物を生成し、熱間圧延時のオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する効果がある。これらの効果を得るために、Nは0.0020%以上含有させなければならず、さらには0.0030%以上含有させることが好ましい。しかし、過剰に含有させてもその効果が飽和するばかりではなく、鋼を鋳造する際に割れを発生させるなど製造性を悪化させることから、Nの含有量は0.0080%以下とする必要がある。安定した製造性を確保するには0.0060%以下とするのが好ましく、さらには0.0050%以下とするのがより一層好ましい。 N: 0.0020 to 0.0080%
N dissolves in the matrix and has the effect of improving the strength of the flat steel wire. In addition, it combines with Al and Ti to form nitrides and carbonitrides, and has the effect of refining austenite grains during hot rolling, and has the effect of preventing hydrogen-induced cracking and sulfide stress corrosion of flat steel wires. It has the effect of improving cracking properties. In order to obtain these effects, N must be contained at 0.0020% or more, and more preferably 0.0030% or more. However, even if it is excessively contained, the effect is not only saturated, but also the productivity is deteriorated such as generation of cracks at the time of casting the steel. Therefore, the N content needs to be 0.0080% or less. is there. In order to ensure stable manufacturability, the content is preferably 0.0060% or less, and further preferably 0.0050% or less.
Ca:0.0002~0.0050%
Caは、MnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、1000MPaを超える引張強度の平鋼線であっても耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善することが出来る。Caによってこれらの効果を得るためには、Caは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、Caの含有量が0.0050%を超えても、その効果は飽和するし、AlやSiとともに鋼中の酸素と反応して生成する酸化物が粗大となり、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合の適正なCaの含有量は、0.0050%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、Caの含有量は0.0030%以下であることが好ましく、0.0025%以下であれば一層好ましい。 Ca: 0.0002-0.0050%
Ca is dissolved in MnS and has the effect of finely dispersing MnS. By finely dispersing MnS, it is possible to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking even in a flat steel wire having a tensile strength exceeding 1000 MPa. In order to obtain these effects by Ca, Ca should be contained at 0.0002% or more, and when a higher effect is desired, Ca should be contained at 0.0005% or more. However, even when the content of Ca exceeds 0.0050%, the effect is saturated, and the oxide generated by reacting with oxygen in steel together with Al and Si becomes coarse, and on the contrary, the hydrogen-induced cracking resistance and This leads to a decrease in sulfide stress corrosion cracking resistance. Therefore, when Ca is contained, the appropriate Ca content is 0.0050% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Ca content is preferably 0.0030% or less, and more preferably 0.0025% or less.
Caは、MnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、1000MPaを超える引張強度の平鋼線であっても耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善することが出来る。Caによってこれらの効果を得るためには、Caは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、Caの含有量が0.0050%を超えても、その効果は飽和するし、AlやSiとともに鋼中の酸素と反応して生成する酸化物が粗大となり、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合の適正なCaの含有量は、0.0050%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、Caの含有量は0.0030%以下であることが好ましく、0.0025%以下であれば一層好ましい。 Ca: 0.0002-0.0050%
Ca is dissolved in MnS and has the effect of finely dispersing MnS. By finely dispersing MnS, it is possible to improve the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking even in a flat steel wire having a tensile strength exceeding 1000 MPa. In order to obtain these effects by Ca, Ca should be contained at 0.0002% or more, and when a higher effect is desired, Ca should be contained at 0.0005% or more. However, even when the content of Ca exceeds 0.0050%, the effect is saturated, and the oxide generated by reacting with oxygen in steel together with Al and Si becomes coarse, and on the contrary, the hydrogen-induced cracking resistance and This leads to a decrease in sulfide stress corrosion cracking resistance. Therefore, when Ca is contained, the appropriate Ca content is 0.0050% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Ca content is preferably 0.0030% or less, and more preferably 0.0025% or less.
本発明の耐水素誘起割れ性及び耐硫化物腐食割れ性に優れた平鋼線では、Cu:0.05~0.80%、Ni:0.05~0.60%、かつCu/Ni>1を満足する範囲でCu及びNiを合計で0.10~1.00%含有しなければならない(式<5>、式<6>)。
In the flat steel wire of the present invention having excellent resistance to hydrogen-induced cracking and resistance to sulfide corrosion cracking, Cu: 0.05 to 0.80%, Ni: 0.05 to 0.60%, and Cu / Ni> In a range that satisfies the condition 1, Cu and Ni must be contained in a total amount of 0.10 to 1.00% (Equations <5> and <6>).
Cu:0.05~0.80%
Cuは、1000MPaを超える引張強度の平鋼線の耐硫化物応力腐食割れ性を改善する効果があり、本発明において必須の添加元素である。また、鋼の焼入れ性を高める効果もある。耐硫化物応力腐食割れ性を改善する効果を得るためには、0.05%以上含有させなくてはならない。しかし、Cuの含有量が0.80%を超えると、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。したがって、Cuの含有量は0.05~0.80%である。耐硫化物応力腐食割れ性を改善する観点から含有させるCuの含有量は0.10%以上であることが好ましく、0.20%以上含有させれば一層好ましい。なお、平鋼線への加工性を考慮して、Cuの含有量は0.70%以下とすることが好ましく、0.50%以下であればより一層好ましい。なお、本発明においてCuはNiとともに含有させなくてはならず、Niが0.05%未満でCuを単独に含有させた場合、線材を製造するための熱間圧延の工程で表面疵が生じやすくなり、その後の1次伸線加工や平鋼線への平圧加工時に割れ発生の要因となり、平鋼線への成形が難しくなる。 Cu: 0.05 to 0.80%
Cu has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel. In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more. However, when the content of Cu exceeds 0.80%, problems such as cracks occurring in the wire rod when processing into a flat steel wire occur. Therefore, the content of Cu is 0.05 to 0.80%. From the viewpoint of improving sulfide stress corrosion cracking resistance, the content of Cu contained is preferably 0.10% or more, and more preferably 0.20% or more. In consideration of the workability of the flat steel wire, the Cu content is preferably 0.70% or less, and more preferably 0.50% or less. In the present invention, Cu must be contained together with Ni. If Cu is contained alone at less than 0.05% of Ni, surface flaws occur during the hot rolling process for producing a wire. This causes cracking during primary drawing and flat pressure processing on flat steel wires, which makes it difficult to form flat steel wires.
Cuは、1000MPaを超える引張強度の平鋼線の耐硫化物応力腐食割れ性を改善する効果があり、本発明において必須の添加元素である。また、鋼の焼入れ性を高める効果もある。耐硫化物応力腐食割れ性を改善する効果を得るためには、0.05%以上含有させなくてはならない。しかし、Cuの含有量が0.80%を超えると、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。したがって、Cuの含有量は0.05~0.80%である。耐硫化物応力腐食割れ性を改善する観点から含有させるCuの含有量は0.10%以上であることが好ましく、0.20%以上含有させれば一層好ましい。なお、平鋼線への加工性を考慮して、Cuの含有量は0.70%以下とすることが好ましく、0.50%以下であればより一層好ましい。なお、本発明においてCuはNiとともに含有させなくてはならず、Niが0.05%未満でCuを単独に含有させた場合、線材を製造するための熱間圧延の工程で表面疵が生じやすくなり、その後の1次伸線加工や平鋼線への平圧加工時に割れ発生の要因となり、平鋼線への成形が難しくなる。 Cu: 0.05 to 0.80%
Cu has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel. In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more. However, when the content of Cu exceeds 0.80%, problems such as cracks occurring in the wire rod when processing into a flat steel wire occur. Therefore, the content of Cu is 0.05 to 0.80%. From the viewpoint of improving sulfide stress corrosion cracking resistance, the content of Cu contained is preferably 0.10% or more, and more preferably 0.20% or more. In consideration of the workability of the flat steel wire, the Cu content is preferably 0.70% or less, and more preferably 0.50% or less. In the present invention, Cu must be contained together with Ni. If Cu is contained alone at less than 0.05% of Ni, surface flaws occur during the hot rolling process for producing a wire. This causes cracking during primary drawing and flat pressure processing on flat steel wires, which makes it difficult to form flat steel wires.
Ni:0.05~0.60%
Niは、1000MPaを超える引張強度の平鋼線の耐硫化物応力腐食割れ性を改善する効果があり、本発明において必須の添加元素である。また、鋼の焼入れ性を高める効果もある。耐硫化物応力腐食割れ性を改善する効果を得るためには、0.05%以上含有させなくてはならない。しかし、Niの含有量が0.60%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ平圧加工する際に線材に割れが発生しやすくなる。また、加工できたとしても、硫化物応力腐食割れが発生しやすくなるなどの問題が生じる。したがって、Niの含有量は0.05~0.60%である。耐硫化物応力腐食割れ性を改善する観点からNiの含有量は0.07%以上であることが好ましく、0.10%以上含有させれば一層好ましい。なお、平鋼線への加工性や耐硫化物腐食割れ性を考慮して、Niの含有量は0.50%以下とすることが好ましく、0.40%以下であればより一層好ましい。なお、NiはCuとともに含有させなくてはならず、Cuが0.05%未満でNiを単独に含有させた場合、硫化水素を含むpH5.5未満のサワー環境下において、平鋼線の表面に引張応力が加えられると平鋼線の表面に微細な割れが生じやすくなり、耐硫化物応力腐食割れ性が低下する。 Ni: 0.05 to 0.60%
Ni has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel. In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more. However, if the Ni content exceeds 0.60%, the strength of the wire becomes too high, and the wire tends to crack when subjected to flat pressing to a flat steel wire. Further, even if it can be processed, problems such as sulfide stress corrosion cracking are likely to occur. Therefore, the content of Ni is 0.05 to 0.60%. From the viewpoint of improving sulfide stress corrosion cracking resistance, the Ni content is preferably 0.07% or more, and more preferably 0.10% or more. The Ni content is preferably 0.50% or less, and more preferably 0.40% or less, in consideration of workability to a flat steel wire and sulfide corrosion cracking resistance. It is to be noted that Ni must be contained together with Cu, and when Cu is less than 0.05% and Ni is solely contained, the surface of the flat steel wire is subjected to a sour environment having a pH of less than 5.5 containing hydrogen sulfide. When tensile stress is applied to the steel sheet, fine cracks are likely to occur on the surface of the flat steel wire, and sulfide stress corrosion cracking resistance is reduced.
Niは、1000MPaを超える引張強度の平鋼線の耐硫化物応力腐食割れ性を改善する効果があり、本発明において必須の添加元素である。また、鋼の焼入れ性を高める効果もある。耐硫化物応力腐食割れ性を改善する効果を得るためには、0.05%以上含有させなくてはならない。しかし、Niの含有量が0.60%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ平圧加工する際に線材に割れが発生しやすくなる。また、加工できたとしても、硫化物応力腐食割れが発生しやすくなるなどの問題が生じる。したがって、Niの含有量は0.05~0.60%である。耐硫化物応力腐食割れ性を改善する観点からNiの含有量は0.07%以上であることが好ましく、0.10%以上含有させれば一層好ましい。なお、平鋼線への加工性や耐硫化物腐食割れ性を考慮して、Niの含有量は0.50%以下とすることが好ましく、0.40%以下であればより一層好ましい。なお、NiはCuとともに含有させなくてはならず、Cuが0.05%未満でNiを単独に含有させた場合、硫化水素を含むpH5.5未満のサワー環境下において、平鋼線の表面に引張応力が加えられると平鋼線の表面に微細な割れが生じやすくなり、耐硫化物応力腐食割れ性が低下する。 Ni: 0.05 to 0.60%
Ni has an effect of improving the sulfide stress corrosion cracking resistance of a flat steel wire having a tensile strength exceeding 1000 MPa, and is an essential additive element in the present invention. It also has the effect of increasing the hardenability of steel. In order to obtain the effect of improving the sulfide stress corrosion cracking resistance, the content must be 0.05% or more. However, if the Ni content exceeds 0.60%, the strength of the wire becomes too high, and the wire tends to crack when subjected to flat pressing to a flat steel wire. Further, even if it can be processed, problems such as sulfide stress corrosion cracking are likely to occur. Therefore, the content of Ni is 0.05 to 0.60%. From the viewpoint of improving sulfide stress corrosion cracking resistance, the Ni content is preferably 0.07% or more, and more preferably 0.10% or more. The Ni content is preferably 0.50% or less, and more preferably 0.40% or less, in consideration of workability to a flat steel wire and sulfide corrosion cracking resistance. It is to be noted that Ni must be contained together with Cu, and when Cu is less than 0.05% and Ni is solely contained, the surface of the flat steel wire is subjected to a sour environment having a pH of less than 5.5 containing hydrogen sulfide. When tensile stress is applied to the steel sheet, fine cracks are likely to occur on the surface of the flat steel wire, and sulfide stress corrosion cracking resistance is reduced.
Cu及びNiはCu/Ni>1を満足する範囲で含有することで、硫化物応力腐食割れを抑制する効果が得られる(式<5>)。
(4) By containing Cu and Ni in a range satisfying Cu / Ni> 1, an effect of suppressing sulfide stress corrosion cracking can be obtained (Equation <5>).
Cu/Ni比が1以下、すなわちNiの含有量がCuの含有量以上である場合、硫化水素を含むサワー環境下において、平鋼線の表面に引張応力が加えられると平鋼線の表面に微細な割れが生じやすくなり、耐硫化物応力腐食割れ性が低下する。そのため、Cu及びNiはCu/Ni>1を満足しなければならない。平鋼線の耐硫化物応力腐食割れ性を高めるために、Cu/Ni比は1.5以上であることが好ましく、2以上であれば、さらに好ましい。Cu及びNiはCu/Ni>1を満足すればよく、Cu/Ni比の上限は限定されないが、線材を製造するための熱間圧延の工程での表面疵の発生や平鋼線への加工性を考慮した場合、Cu/Ni比は5以下であることが好ましい。
When the Cu / Ni ratio is 1 or less, that is, the Ni content is equal to or more than the Cu content, when a tensile stress is applied to the flat steel wire surface in a sour environment containing hydrogen sulfide, the flat steel wire surface Fine cracks are likely to occur, and sulfide stress corrosion cracking resistance is reduced. Therefore, Cu and Ni must satisfy Cu / Ni> 1. In order to improve the sulfide stress corrosion cracking resistance of the flat steel wire, the Cu / Ni ratio is preferably 1.5 or more, and more preferably 2 or more. Cu and Ni only have to satisfy Cu / Ni> 1, and the upper limit of the Cu / Ni ratio is not limited. However, generation of surface flaws and processing into a flat steel wire in a hot rolling process for manufacturing a wire rod are performed. In consideration of the properties, the Cu / Ni ratio is preferably 5 or less.
さらに、Cu及びNiは合計で0.10~1.00%の範囲で含有することで、硫化物応力腐食割れを抑制する効果が得られる(式<6>)。これは硫化水素を含むサワー環境下において、平鋼線の表面に引張応力が加えられても、平鋼線の表面に被膜が生成し、水素侵入を抑制する効果があるためと考えられる。
Furthermore, by containing Cu and Ni in a total amount of 0.10 to 1.00%, an effect of suppressing sulfide stress corrosion cracking can be obtained (Equation <6>). This is presumably because in a sour environment containing hydrogen sulfide, even if a tensile stress is applied to the surface of the flat steel wire, a film is formed on the surface of the flat steel wire, which has the effect of suppressing hydrogen intrusion.
Cu及びNiの含有量の合計が0.10%未満である場合、上述のような効果は得られない。一方、Cu及びNiの含有量の合計が1.00%を超える場合、鋼材の強度が高くなり過ぎ、平鋼線へ平圧加工する際に線材に割れが発生したり、硫化水素を含むpH5.5未満のサワー環境下において、平鋼線の表面に引張応力が加えられると平鋼線の表面に微細な割れが生じやすくなり、耐硫化物応力腐食割れ性が低下する。耐硫化物応力腐食割れ性を改善する観点から、Cu及びNiの含有量の合計は0.20以上であることが好ましく、0.40以上であれば一層好ましい。一方、平鋼線の製造時における線材への割れ発生や応力腐食割れによる微細なき裂発生を抑制したい場合には、Cu及びNiの含有量の合計は、0.80%以下であることが好ましく、0.50%以下であればより一層好ましい。
When the total content of Cu and Ni is less than 0.10%, the above effects cannot be obtained. On the other hand, when the total content of Cu and Ni exceeds 1.00%, the strength of the steel material becomes too high, and when the flat steel wire is flat-pressed, cracks occur in the wire, or the pH 5 containing hydrogen sulfide is increased. Under a sour environment of less than 0.5, if tensile stress is applied to the surface of the flat steel wire, fine cracks are likely to occur on the surface of the flat steel wire, and the sulfide stress corrosion cracking resistance is reduced. From the viewpoint of improving sulfide stress corrosion cracking resistance, the total content of Cu and Ni is preferably 0.20 or more, and more preferably 0.40 or more. On the other hand, when it is desired to suppress the occurrence of cracks in the wire rod or the occurrence of minute cracks due to stress corrosion cracking during the production of flat steel wires, the total content of Cu and Ni is preferably 0.80% or less. , 0.50% or less is more preferable.
本発明の耐水素誘起割れ性及び耐硫化物腐食割れ性に優れた平鋼線では、式<1>で表されるY1値が式<2>を満足する必要がある。
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ 式<1>
12×D<Y1<30×D ・・・ 式<2>
上記式<1>~<2>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。 In the flat steel wire excellent in resistance to hydrogen-induced cracking and sulfide corrosion cracking resistance of the present invention, the Y1 value represented by the formula <1> needs to satisfy the formula <2>.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} Formula <1>
12 × D <Y1 <30 × D Expression <2>
In the above formulas <1> and <2>, [C], [Si], [Mn], [Cr], [Cu], and [Ni] represent the content of each element in mass%, and D is Indicates the thickness (mm) of the flat steel wire.
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ 式<1>
12×D<Y1<30×D ・・・ 式<2>
上記式<1>~<2>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。 In the flat steel wire excellent in resistance to hydrogen-induced cracking and sulfide corrosion cracking resistance of the present invention, the Y1 value represented by the formula <1> needs to satisfy the formula <2>.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} Formula <1>
12 × D <Y1 <30 × D Expression <2>
In the above formulas <1> and <2>, [C], [Si], [Mn], [Cr], [Cu], and [Ni] represent the content of each element in mass%, and D is Indicates the thickness (mm) of the flat steel wire.
Y1は、1000MPaを超える引張強度の平鋼線として使用可能な範囲で、平鋼線へ平圧加工する際に線材に割れが生じず、十分な強度を得るための焼入れ性を与えるために必要なパラメータである。
Y1 is in a range that can be used as a flat steel wire having a tensile strength exceeding 1000 MPa, and is not necessary to impart hardenability to obtain sufficient strength without causing cracks in the wire when flat-pressing flat steel wire. Parameters.
具体的には、Y1は平鋼線を製造するにあたって、厚みがD(mm)の平鋼線をAc3点以上の温度まで加熱し、焼入れ処理をした場合に、平鋼線の中心部であるD/2(mm)位置において得られるマルテンサイト組織の分率に影響するパラメータである。焼入れ・焼戻し処理によって平鋼線の引張強度を調整する際、均一な焼き戻しマルテンサイト組織とするために、Y1の値は平鋼線の厚みD(mm)を用いて表される、12×Dを超えることが必要となる。なお、油冷による焼入れ処理の冷却速度は平鋼線の厚みDによっても変わるが、一般的に30~50℃/sec程度である。また、焼入れ・焼戻し処理を行わずに、1次伸線加工や平圧加工によって引張強度を調整する場合は、線材段階でパテンティング処理を行い、中心部まで均一な微細パーライト組織にする必要があり、Y1の値は12×Dを超えなければならない。また、Y1が30×Dを超えると、平鋼線へ加工する前の線材の段階でマルテンサイトが含まれるようになり、冷間加工によって平鋼線へ加工する際に割れが生じる。
Specifically, when manufacturing a flat steel wire, Y1 heats a flat steel wire having a thickness of D (mm) to a temperature of three or more points of Ac, and performs a quenching process. This is a parameter that affects the fraction of the martensite structure obtained at a certain D / 2 (mm) position. When the tensile strength of the flat steel wire is adjusted by quenching and tempering, the value of Y1 is expressed by using the thickness D (mm) of the flat steel wire to obtain a uniform tempered martensite structure. It is necessary to exceed D. The cooling rate of the quenching treatment by oil cooling varies depending on the thickness D of the flat steel wire, but is generally about 30 to 50 ° C./sec. When the tensile strength is adjusted by primary drawing or flat pressure processing without quenching / tempering, it is necessary to apply a patenting process at the wire rod stage to obtain a uniform fine pearlite structure up to the center. Yes, the value of Y1 must exceed 12 × D. On the other hand, if Y1 exceeds 30 × D, martensite will be contained at the stage of the wire rod before being processed into a flat steel wire, and cracks will be generated when the flat steel wire is processed by cold working.
(B)特性及び製造方法について:
サワー環境下では、鋼の強度が高ければ高いほど、水素誘起割れや硫化物応力腐食割れを発生しやすいが、本発明における平鋼線は耐水素誘起割れ性及び耐硫化物応力腐食割れ性に優れており、引張強度が1000MPa以上であってもpH5.5未満の厳しいサワー環境で水素誘起割れ及び硫化物応力腐食割れを抑制することができる。さらに厳格に介在物や成分の調整を行って製造条件を最適化すれば、さらに高い引張強度であっても水素誘起割れ及び硫化物応力腐食割れが発生しにくくなる。一定のサワー環境下で水素誘起割れ及び硫化物応力腐食割れを起こさない範囲であれば、平鋼線の引張強度は1100MPa以上であることが好ましい。ただし、引張強度が1350MPaを超える場合には、水素誘起割れが発生しない場合であっても、硫化物応力腐食割れが発生する。 (B) Characteristics and manufacturing method:
In a sour environment, the higher the strength of the steel, the more likely it is for hydrogen-induced cracking and sulfide stress corrosion cracking to occur, but the flat steel wire in the present invention has improved hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance. It is excellent, and can suppress hydrogen-induced cracking and sulfide stress corrosion cracking in a severe sour environment with a pH of less than 5.5 even when the tensile strength is 1000 MPa or more. If the production conditions are optimized by strictly adjusting the inclusions and components, hydrogen-induced cracking and sulfide stress corrosion cracking are less likely to occur even at a higher tensile strength. As long as hydrogen-induced cracking and sulfide stress corrosion cracking do not occur in a certain sour environment, the tensile strength of the flat steel wire is preferably 1100 MPa or more. However, when the tensile strength exceeds 1350 MPa, sulfide stress corrosion cracking occurs even when hydrogen-induced cracking does not occur.
サワー環境下では、鋼の強度が高ければ高いほど、水素誘起割れや硫化物応力腐食割れを発生しやすいが、本発明における平鋼線は耐水素誘起割れ性及び耐硫化物応力腐食割れ性に優れており、引張強度が1000MPa以上であってもpH5.5未満の厳しいサワー環境で水素誘起割れ及び硫化物応力腐食割れを抑制することができる。さらに厳格に介在物や成分の調整を行って製造条件を最適化すれば、さらに高い引張強度であっても水素誘起割れ及び硫化物応力腐食割れが発生しにくくなる。一定のサワー環境下で水素誘起割れ及び硫化物応力腐食割れを起こさない範囲であれば、平鋼線の引張強度は1100MPa以上であることが好ましい。ただし、引張強度が1350MPaを超える場合には、水素誘起割れが発生しない場合であっても、硫化物応力腐食割れが発生する。 (B) Characteristics and manufacturing method:
In a sour environment, the higher the strength of the steel, the more likely it is for hydrogen-induced cracking and sulfide stress corrosion cracking to occur, but the flat steel wire in the present invention has improved hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance. It is excellent, and can suppress hydrogen-induced cracking and sulfide stress corrosion cracking in a severe sour environment with a pH of less than 5.5 even when the tensile strength is 1000 MPa or more. If the production conditions are optimized by strictly adjusting the inclusions and components, hydrogen-induced cracking and sulfide stress corrosion cracking are less likely to occur even at a higher tensile strength. As long as hydrogen-induced cracking and sulfide stress corrosion cracking do not occur in a certain sour environment, the tensile strength of the flat steel wire is preferably 1100 MPa or more. However, when the tensile strength exceeds 1350 MPa, sulfide stress corrosion cracking occurs even when hydrogen-induced cracking does not occur.
本発明は、鋼を溶製する段階での成分調整や介在物の制御、圧延および加熱条件の制御により、線材の長手方向に垂直な断面内での成分偏析を制御する。また、本発明は、平鋼線へ加工する際に付与される加工歪みを熱処理によって除去して、平鋼線の表面の長手方向に生じる引張残留応力を小さくする。
The present invention controls the component segregation in the cross section perpendicular to the longitudinal direction of the wire rod by controlling the components and controlling the inclusions at the stage of melting the steel, and controlling the rolling and heating conditions. In addition, the present invention removes the processing strain imparted when processing the flat steel wire by heat treatment, and reduces the tensile residual stress generated in the longitudinal direction of the surface of the flat steel wire.
引張残留応力を小さくする理由は、平鋼線の長手方向において測定される引張残留応力が300MPa以上である場合、硫化物応力腐食割れが発生するためである。そこで、pH5.5未満の厳しいサワー環境で、硫化物応力腐食割れを抑制したい場合、長手方向の引張残留応力は250MPa以下であることが望ましく、100MPa以下であれば、より一層好ましい。
理由 The reason for reducing the residual tensile stress is that sulfide stress corrosion cracking occurs when the residual tensile stress measured in the longitudinal direction of the flat steel wire is 300 MPa or more. Therefore, when it is desired to suppress sulfide stress corrosion cracking in a severe sour environment having a pH of less than 5.5, the tensile residual stress in the longitudinal direction is preferably 250 MPa or less, and more preferably 100 MPa or less.
すなわち、本発明では、硫化物応力腐食割れを抑制するために、鋼を溶製する段階での化学成分だけでなく、圧延および加熱条件等の制御により、介在物を制御し、また、線材長手方向に垂直な断面内での成分偏析を抑える。また、本発明では、平鋼線へ加工した後に熱処理を加えるなど、平鋼線の製造条件をコントロールし、平鋼線の長手方向において測定される引張残留応力を制御する。
That is, in the present invention, in order to suppress sulfide stress corrosion cracking, not only the chemical components at the stage of smelting steel, but also the inclusions are controlled by controlling rolling and heating conditions, etc. Suppress component segregation in a cross section perpendicular to the direction. Further, in the present invention, the production conditions of the flat steel wire are controlled, for example, heat treatment is performed after the flat steel wire is processed, and the tensile residual stress measured in the longitudinal direction of the flat steel wire is controlled.
本発明の要件を満たせば、平鋼線の製造方法によらず、本発明の効果を得ることが出来るが、例えば、下記に示す製造方法によって、線材(平鋼線用線材)を製造し、それを素材として平鋼線を製造すればよい。なお、下記の製造プロセスは一例であり、下記以外のプロセスによって化学成分及びその他の要件が本発明の範囲内である平鋼線が得られた場合、その平鋼線が本発明に含まれる。
If the requirements of the present invention are satisfied, the effects of the present invention can be obtained irrespective of the method of manufacturing a flat steel wire. For example, a wire (a flat steel wire) is manufactured by the following manufacturing method. A flat steel wire may be manufactured using it as a material. The following manufacturing process is an example, and when a flat steel wire having a chemical composition and other requirements within the scope of the present invention is obtained by a process other than the following, the flat steel wire is included in the present invention.
具体的には、C、Si、Mn等の化学成分を調整し、転炉や電気炉等によって溶製、鋳造された鋼塊や鋳片は、分塊圧延の工程を経て、製品圧延用素材となる鋼片とする。製品圧延前、すなわち分塊圧延の加熱時か、あるいはその前の段階で、鋳造された鋼片は1250℃以上の温度で、12hr以上の加熱処理をする。これにより、MnSの一部が固溶して微細化するし、製品圧延後の線材の成分偏析を抑えることが出来る。
Concretely, the chemical components such as C, Si, Mn, etc. are adjusted, and the steel ingots and slabs that are melted and cast by a converter or an electric furnace, etc., are subjected to a slab rolling process to be a material for product rolling. Slab. Before the product rolling, that is, during or before the heating of the slab rolling, the cast steel slab is subjected to a heat treatment at a temperature of 1250 ° C. or more for 12 hours or more. Thereby, a part of MnS forms a solid solution to be refined, and component segregation of the wire after product rolling can be suppressed.
その後、鋼片を再加熱して熱間で製品圧延し、所定の径の棒鋼や線材に最終的に仕上げる。
After that, the slab is reheated and hot rolled, and finally finished into a bar or wire rod with a predetermined diameter.
圧延した線材(平鋼線用線材)は、1次伸線加工を行った後、平鋼線に加工する。このとき、圧延した線材から平鋼線へ加工したときの総加工減面率は80%以下であることが望ましい。平鋼線は、冷間圧延機を用いて、1次伸線した線材を冷間圧延することで所定のサイズに整える。冷間圧延したままの状態では、平鋼線の長手方向に生じる引張残留応力が大きいため、平鋼線を加熱処理する。このとき、オーステナイト域へ再加熱した後、油焼入れを行い、460℃以上の温度で焼戻しする、焼入れ・焼戻し処理を行えばよい。この場合、焼き戻しマルテンサイト組織を含む平鋼線が製造される。また、焼入れ処理は行わず、加熱温度を460℃以上、A1点以下の温度とする加熱処理を行っても良い。この場合、パーライト組織を含む平鋼線が製造される。
The rolled wire (wire for flat steel wire) is processed into a flat steel wire after primary drawing. At this time, it is desirable that the total reduction in area when the rolled wire is processed into the flat steel wire is 80% or less. The flat steel wire is adjusted to a predetermined size by cold rolling the primary drawn wire using a cold rolling mill. In the state where the flat steel wire is kept cold-rolled, the flat steel wire is subjected to heat treatment because the tensile residual stress generated in the longitudinal direction of the flat steel wire is large. At this time, after reheating to the austenite region, oil quenching and tempering at a temperature of 460 ° C. or more may be performed. In this case, a flat steel wire including a tempered martensite structure is manufactured. In addition, without performing the quenching process, a heating process may be performed in which the heating temperature is 460 ° C. or more and the temperature is A 1 point or less. In this case, a flat steel wire having a pearlite structure is produced.
なお、平鋼線は伸線加工した丸棒から冷間圧延によって仕上げると、厚み方向の両端面が平行で、幅方向の両端面は長手方向垂直断面がそれぞれ半楕円状または円弧状となる。異形ダイスを用いた伸線加工で同じ形状に仕上げてもよい。平鋼線の幅方向の最大幅と厚みの比、幅/厚み比が2.5未満の場合、平鋼線の幅に対する厚みが大きいため、平鋼線を曲げた際に表面に発生する曲げ応力が大きくなり、硫化物応力腐食割れが発生しやすい。さらにフレキシブルパイプに組み込む加工のときに、平鋼線の曲げ加工が困難となり、割れが生じるなど問題も生じる。一方、平鋼線の幅/厚み比が10を超える場合、平鋼線へ冷間圧延を行った後や平鋼線を熱処理した後に、平鋼線に反りが生じ、フレキシブルパイプに組み込むことが出来なくなったり、引張残留応力が大きくなって硫化物応力腐食割れが発生する。また線材から平鋼線に平圧加工する際に鋼材に割れが発生しやすいなどの問題が生じる。
平 When the flat steel wire is finished by cold rolling from a drawn round bar, both end faces in the thickness direction are parallel, and both end faces in the width direction have a semi-elliptical shape or an arc shape in a longitudinal vertical cross section, respectively. The same shape may be finished by wire drawing using a deformed die. If the ratio of the maximum width to the thickness in the width direction of the flat steel wire, the width / thickness ratio is less than 2.5, the thickness is large relative to the width of the flat steel wire, so the bending that occurs on the surface when the flat steel wire is bent Stress increases, and sulfide stress corrosion cracking is likely to occur. Furthermore, when the flat steel wire is to be incorporated into a flexible pipe, it becomes difficult to bend the flat steel wire, which causes problems such as cracks. On the other hand, when the flat steel wire has a width / thickness ratio of more than 10, after the flat steel wire is cold-rolled or after the heat treatment of the flat steel wire, the flat steel wire is warped and may be incorporated into a flexible pipe. It becomes impossible or the tensile residual stress increases, and sulfide stress corrosion cracking occurs. In addition, there is a problem in that when the wire is flat-pressed into a flat steel wire, a crack is easily generated in the steel.
(C)任意成分について:
本発明の高強度平鋼線は、必要に応じて、Ti:0~0.100%、Nb:0~0.050%、V:0~0.50%、Mo:0~1.00%、B:0~0.0100%、REM:0~0.1000%、Zr:0~0.100%、及びMg:0~0.0050%から選択される1種または2種以上の元素を含有させてもよい。以下、任意元素であるTi、Nb、V、Mo、B、REM、Zr、Mgの作用効果と、含有量の限定理由について説明する。任意成分についての%は質量%である。 (C) About optional components:
The high-strength flat steel wire of the present invention may contain, as necessary, Ti: 0 to 0.100%, Nb: 0 to 0.050%, V: 0 to 0.50%, Mo: 0 to 1.00%. , B: 0 to 0.0100%, REM: 0 to 0.1000%, Zr: 0 to 0.100%, and Mg: 0 to 0.0050% You may make it contain. Hereinafter, the effects of the optional elements Ti, Nb, V, Mo, B, REM, Zr, and Mg, and the reasons for limiting the contents will be described. Percentages for optional components are% by weight.
本発明の高強度平鋼線は、必要に応じて、Ti:0~0.100%、Nb:0~0.050%、V:0~0.50%、Mo:0~1.00%、B:0~0.0100%、REM:0~0.1000%、Zr:0~0.100%、及びMg:0~0.0050%から選択される1種または2種以上の元素を含有させてもよい。以下、任意元素であるTi、Nb、V、Mo、B、REM、Zr、Mgの作用効果と、含有量の限定理由について説明する。任意成分についての%は質量%である。 (C) About optional components:
The high-strength flat steel wire of the present invention may contain, as necessary, Ti: 0 to 0.100%, Nb: 0 to 0.050%, V: 0 to 0.50%, Mo: 0 to 1.00%. , B: 0 to 0.0100%, REM: 0 to 0.1000%, Zr: 0 to 0.100%, and Mg: 0 to 0.0050% You may make it contain. Hereinafter, the effects of the optional elements Ti, Nb, V, Mo, B, REM, Zr, and Mg, and the reasons for limiting the contents will be described. Percentages for optional components are% by weight.
Ti:0~0.100%
Tiは、NやCと結合して、炭化物、窒化物又は炭窒化物を形成し、それらのピンニング効果によって熱間圧延時にオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する効果があるため、含有させても良い。この効果を得るためには、Tiは0.001%以上含有させればよい。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点から、Tiの含有量を0.005%以上とするのが望ましく、さらには0.010%以上含有させることが望ましい。一方、Tiの含有量が0.100%を超えると、その効果が飽和するだけでなく、粗大なTiNが多数生成し、かえって平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を低下させる。よって、Tiの含有量は0.050%以下であることが好ましく、さらには0.035%以下であることが一層好ましい。 Ti: 0 to 0.100%
Ti combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling due to their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, the content of Ti may be 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Ti content is desirably 0.005% or more, and more desirably 0.010% or more. On the other hand, if the content of Ti exceeds 0.100%, not only the effect is saturated, but also a large number of coarse TiN are generated, and the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance of the flat steel wire are rather reduced. Lower. Therefore, the content of Ti is preferably 0.050% or less, and more preferably 0.035% or less.
Tiは、NやCと結合して、炭化物、窒化物又は炭窒化物を形成し、それらのピンニング効果によって熱間圧延時にオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する効果があるため、含有させても良い。この効果を得るためには、Tiは0.001%以上含有させればよい。耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善する観点から、Tiの含有量を0.005%以上とするのが望ましく、さらには0.010%以上含有させることが望ましい。一方、Tiの含有量が0.100%を超えると、その効果が飽和するだけでなく、粗大なTiNが多数生成し、かえって平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を低下させる。よって、Tiの含有量は0.050%以下であることが好ましく、さらには0.035%以下であることが一層好ましい。 Ti: 0 to 0.100%
Ti combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling due to their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, the content of Ti may be 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Ti content is desirably 0.005% or more, and more desirably 0.010% or more. On the other hand, if the content of Ti exceeds 0.100%, not only the effect is saturated, but also a large number of coarse TiN are generated, and the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance of the flat steel wire are rather reduced. Lower. Therefore, the content of Ti is preferably 0.050% or less, and more preferably 0.035% or less.
Nb:0~0.050%
Nbは、NやCと結合して、炭化物、窒化物又は炭窒化物を形成し、それらのピンニング効果によって熱間圧延時にオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する効果があるため、含有させても良い。この効果を得るためには、Nbは0.001%以上含有させればよい。耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する観点から、Nbの含有量を0.005%以上とするのが望ましく、さらには0.010%以上含有させることが望ましい。一方、Nbの含有量が0.050%を超えると、その効果が飽和するだけでなく、鋼塊や鋳片を分塊圧延する工程で鋼片に割れが生じるなど鋼の製造性に悪影響を及ぼす。よって、Nbの含有量は0.035%以下であることが好ましく、さらには0.030%以下であることが一層好ましい。 Nb: 0 to 0.050%
Nb combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling by their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, Nb may be contained at 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of Nb is preferably 0.005% or more, and more preferably 0.010% or more. On the other hand, if the content of Nb exceeds 0.050%, the effect is not only saturated, but also adversely affects the productivity of the steel, such as cracking of the steel slab in the step of slab-rolling the steel ingot or slab. Exert. Therefore, the Nb content is preferably 0.035% or less, and more preferably 0.030% or less.
Nbは、NやCと結合して、炭化物、窒化物又は炭窒化物を形成し、それらのピンニング効果によって熱間圧延時にオーステナイト粒を微細化する効果があり、平鋼線の耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する効果があるため、含有させても良い。この効果を得るためには、Nbは0.001%以上含有させればよい。耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善する観点から、Nbの含有量を0.005%以上とするのが望ましく、さらには0.010%以上含有させることが望ましい。一方、Nbの含有量が0.050%を超えると、その効果が飽和するだけでなく、鋼塊や鋳片を分塊圧延する工程で鋼片に割れが生じるなど鋼の製造性に悪影響を及ぼす。よって、Nbの含有量は0.035%以下であることが好ましく、さらには0.030%以下であることが一層好ましい。 Nb: 0 to 0.050%
Nb combines with N and C to form carbides, nitrides or carbonitrides, and has an effect of miniaturizing austenite grains during hot rolling by their pinning effect. It may be included because it has the effect of improving the properties and resistance to sulfide stress corrosion cracking. In order to obtain this effect, Nb may be contained at 0.001% or more. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of Nb is preferably 0.005% or more, and more preferably 0.010% or more. On the other hand, if the content of Nb exceeds 0.050%, the effect is not only saturated, but also adversely affects the productivity of the steel, such as cracking of the steel slab in the step of slab-rolling the steel ingot or slab. Exert. Therefore, the Nb content is preferably 0.035% or less, and more preferably 0.030% or less.
V:0~0.50%
VはC及びNと結合して、炭化物、窒化物又は炭窒化物を形成し、平鋼線の強度を高めることが出来る。この目的で、0.01%以上のVを含有させてもよいが、Vの含有量が0.50%を超えると、析出する炭化物や炭窒化物によって平鋼線の強度が増大し、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性が低下する。平鋼線の水素誘起割れや硫化物応力腐食割れを抑制する観点から、含有させる場合のVの量は0.20%以下であることが好ましく、0.10%以下であれば一層好ましい。なお、前述したVの効果を安定して得るためには、Vの量は0.02%以上含有させることが好ましい。 V: 0 to 0.50%
V combines with C and N to form carbides, nitrides or carbonitrides, and can increase the strength of flat steel wires. For this purpose, 0.01% or more of V may be contained. However, if the content of V exceeds 0.50%, the strength of the flat steel wire increases due to the precipitated carbides and carbonitrides. Hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance are reduced. From the viewpoint of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking of the flat steel wire, the amount of V when contained is preferably 0.20% or less, and more preferably 0.10% or less. In order to stably obtain the above-described effect of V, the amount of V is preferably contained at 0.02% or more.
VはC及びNと結合して、炭化物、窒化物又は炭窒化物を形成し、平鋼線の強度を高めることが出来る。この目的で、0.01%以上のVを含有させてもよいが、Vの含有量が0.50%を超えると、析出する炭化物や炭窒化物によって平鋼線の強度が増大し、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性が低下する。平鋼線の水素誘起割れや硫化物応力腐食割れを抑制する観点から、含有させる場合のVの量は0.20%以下であることが好ましく、0.10%以下であれば一層好ましい。なお、前述したVの効果を安定して得るためには、Vの量は0.02%以上含有させることが好ましい。 V: 0 to 0.50%
V combines with C and N to form carbides, nitrides or carbonitrides, and can increase the strength of flat steel wires. For this purpose, 0.01% or more of V may be contained. However, if the content of V exceeds 0.50%, the strength of the flat steel wire increases due to the precipitated carbides and carbonitrides. Hydrogen-induced cracking resistance and sulfide stress corrosion cracking resistance are reduced. From the viewpoint of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking of the flat steel wire, the amount of V when contained is preferably 0.20% or less, and more preferably 0.10% or less. In order to stably obtain the above-described effect of V, the amount of V is preferably contained at 0.02% or more.
Mo:0~1.00%
Moは、鋼の焼入れ性を高める元素であり、含有させても良い。ただし、焼入れ性を高める効果を得るためには、0.01%以上含有させればよい。しかし、Moの含有量が1.00%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。したがって、含有させる場合のMoの含有量は0.01~1.00%である。焼入れ性を向上させる観点から含有させる場合のMoの含有量は0.02%以上であることが好ましく、0.05%以上含有させればより一層好ましい。なお、平鋼線への加工性を考慮して、含有させる場合のMoの含有量は0.50%以下とすることが好ましく、0.30%以下であればより一層好ましい。 Mo: 0 to 1.00%
Mo is an element that enhances the hardenability of steel, and may be contained. However, in order to obtain the effect of improving the hardenability, the content may be 0.01% or more. However, when the content of Mo exceeds 1.00%, the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, when Mo is contained, the content of Mo is 0.01 to 1.00%. When Mo is contained from the viewpoint of improving the hardenability, the content of Mo is preferably 0.02% or more, and more preferably 0.05% or more. In consideration of the workability of the flat steel wire, the content of Mo when it is contained is preferably 0.50% or less, and more preferably 0.30% or less.
Moは、鋼の焼入れ性を高める元素であり、含有させても良い。ただし、焼入れ性を高める効果を得るためには、0.01%以上含有させればよい。しかし、Moの含有量が1.00%を超えると、線材の強度が高くなりすぎてしまい、平鋼線へ加工する際に線材に割れが発生するなどの問題が生じる。したがって、含有させる場合のMoの含有量は0.01~1.00%である。焼入れ性を向上させる観点から含有させる場合のMoの含有量は0.02%以上であることが好ましく、0.05%以上含有させればより一層好ましい。なお、平鋼線への加工性を考慮して、含有させる場合のMoの含有量は0.50%以下とすることが好ましく、0.30%以下であればより一層好ましい。 Mo: 0 to 1.00%
Mo is an element that enhances the hardenability of steel, and may be contained. However, in order to obtain the effect of improving the hardenability, the content may be 0.01% or more. However, when the content of Mo exceeds 1.00%, the strength of the wire becomes too high, and there arises a problem that a crack occurs in the wire when it is processed into a flat steel wire. Therefore, when Mo is contained, the content of Mo is 0.01 to 1.00%. When Mo is contained from the viewpoint of improving the hardenability, the content of Mo is preferably 0.02% or more, and more preferably 0.05% or more. In consideration of the workability of the flat steel wire, the content of Mo when it is contained is preferably 0.50% or less, and more preferably 0.30% or less.
B:0~0.0100%
Bは、微量添加することで鋼の焼入れ性を高めるのに有効であり、効果を得たい場合には0.0002%以上含有させても良い。0.0100%を超えて含有させても効果が飽和するだけでなく、粗大な窒化物が生成するので、水素誘起割れや硫化物応力腐食割れが発生しやすくなる。したがって、含有させる場合のBの含有量は0.0002~0.0100%である。さらに焼入れ性を高めたい場合には、Bの含有量を0.0005%以上とすればよく、0.0010%以上であればより一層好ましい。なお、水素誘起割れや硫化物応力腐食割れを考慮して、含有させる場合のBの含有量は0.0050%以下とすることが好ましく、0.0030%以下であればより一層好ましい。 B: 0 to 0.0100%
B is effective for increasing the hardenability of steel by adding a trace amount thereof, and may be contained in an amount of 0.0002% or more when an effect is desired. If the content exceeds 0.0100%, not only the effect is saturated, but also coarse nitride is generated, so that hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur. Therefore, when B is contained, the content of B is 0.0002 to 0.0100%. In order to further enhance the hardenability, the content of B may be set to 0.0005% or more, and more preferably 0.0010% or more. In consideration of hydrogen-induced cracking and sulfide stress corrosion cracking, the content of B in the case where B is contained is preferably 0.0050% or less, and more preferably 0.0030% or less.
Bは、微量添加することで鋼の焼入れ性を高めるのに有効であり、効果を得たい場合には0.0002%以上含有させても良い。0.0100%を超えて含有させても効果が飽和するだけでなく、粗大な窒化物が生成するので、水素誘起割れや硫化物応力腐食割れが発生しやすくなる。したがって、含有させる場合のBの含有量は0.0002~0.0100%である。さらに焼入れ性を高めたい場合には、Bの含有量を0.0005%以上とすればよく、0.0010%以上であればより一層好ましい。なお、水素誘起割れや硫化物応力腐食割れを考慮して、含有させる場合のBの含有量は0.0050%以下とすることが好ましく、0.0030%以下であればより一層好ましい。 B: 0 to 0.0100%
B is effective for increasing the hardenability of steel by adding a trace amount thereof, and may be contained in an amount of 0.0002% or more when an effect is desired. If the content exceeds 0.0100%, not only the effect is saturated, but also coarse nitride is generated, so that hydrogen-induced cracking and sulfide stress corrosion cracking are likely to occur. Therefore, when B is contained, the content of B is 0.0002 to 0.0100%. In order to further enhance the hardenability, the content of B may be set to 0.0005% or more, and more preferably 0.0010% or more. In consideration of hydrogen-induced cracking and sulfide stress corrosion cracking, the content of B in the case where B is contained is preferably 0.0050% or less, and more preferably 0.0030% or less.
REM:0~0.1000%
REMは希土類元素の総称であり、REMの含有量は希土類元素の合計含有量である。REMはCaやMgと同じようにMnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善することが出来るため、添加してもよい。水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、REMは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、REMの含有量が0.1000%を超えても、その効果は飽和するし、鋼中の酸素と反応して生成する酸化物が粗大となり、耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合のREMの含有量は、0.1000%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、REMの含有量は0.0500%以下であることが好ましく、0.030%以下であれば一層好ましい。 REM: 0 to 0.1000%
REM is a general term for rare earth elements, and the content of REM is the total content of rare earth elements. REM, like Ca and Mg, has the effect of forming a solid solution in MnS and finely dispersing MnS. By dispersing MnS finely, resistance to hydrogen-induced cracking and resistance to sulfide stress corrosion cracking can be improved, and therefore MnS may be added. In order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking, REM should be contained at 0.0002% or more. To obtain higher effects, REM should be contained at 0.0005% or more. Just do it. However, even if the content of REM exceeds 0.1000%, the effect is saturated, the oxide generated by reacting with oxygen in the steel becomes coarse, and the resistance to hydrogen-induced cracking and sulfide stress corrosion are reduced. This leads to a decrease in cracking performance. Therefore, the content of REM when contained is 0.1000% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of REM is preferably 0.0500% or less, and more preferably 0.030% or less.
REMは希土類元素の総称であり、REMの含有量は希土類元素の合計含有量である。REMはCaやMgと同じようにMnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、耐水素誘起割れ性や耐硫化物応力腐食割れ性を改善することが出来るため、添加してもよい。水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、REMは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、REMの含有量が0.1000%を超えても、その効果は飽和するし、鋼中の酸素と反応して生成する酸化物が粗大となり、耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合のREMの含有量は、0.1000%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、REMの含有量は0.0500%以下であることが好ましく、0.030%以下であれば一層好ましい。 REM: 0 to 0.1000%
REM is a general term for rare earth elements, and the content of REM is the total content of rare earth elements. REM, like Ca and Mg, has the effect of forming a solid solution in MnS and finely dispersing MnS. By dispersing MnS finely, resistance to hydrogen-induced cracking and resistance to sulfide stress corrosion cracking can be improved, and therefore MnS may be added. In order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking, REM should be contained at 0.0002% or more. To obtain higher effects, REM should be contained at 0.0005% or more. Just do it. However, even if the content of REM exceeds 0.1000%, the effect is saturated, the oxide generated by reacting with oxygen in the steel becomes coarse, and the resistance to hydrogen-induced cracking and sulfide stress corrosion are reduced. This leads to a decrease in cracking performance. Therefore, the content of REM when contained is 0.1000% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the content of REM is preferably 0.0500% or less, and more preferably 0.030% or less.
Zr:0~0.100%
Zrは、Oと反応して酸化物を生成し、微量に添加すれば酸化物を微細に分散し、水素誘起割れや硫化物応力腐食割れを抑制する効果があり、その効果を得たい場合に添加しても良い。水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、Zrは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.001%以上を含有させれば良い。しかし、Zrの含有量が0.100%を超えて含有させた場合、その効果は飽和するし、鋼中のNやSと反応し、粗大な窒化物や硫化物を生成するため、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合のZrの含有量は、0.100%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性に悪影響を与える介在物を低減させる観点から、Zrの含有量は0.080%以下であることが好ましく、0.050%以下であれば一層好ましい。 Zr: 0 to 0.100%
Zr reacts with O to generate an oxide, and when added in a small amount, has an effect of finely dispersing the oxide and suppressing hydrogen-induced cracking and sulfide stress corrosion cracking. It may be added. In order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking, Zr should be contained at 0.0002% or more, and if a higher effect is desired, Zr should be contained at 0.001% or more. Just do it. However, when the content of Zr exceeds 0.100%, the effect is saturated and reacts with N and S in the steel to generate coarse nitrides and sulfides. Hydrogen-induced cracking and sulfide stress corrosion cracking resistance are reduced. Therefore, the content of Zr when it is contained is 0.100% or less. From the viewpoint of reducing inclusions that adversely affect the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Zr content is preferably 0.080% or less, and more preferably 0.050% or less. preferable.
Zrは、Oと反応して酸化物を生成し、微量に添加すれば酸化物を微細に分散し、水素誘起割れや硫化物応力腐食割れを抑制する効果があり、その効果を得たい場合に添加しても良い。水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、Zrは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.001%以上を含有させれば良い。しかし、Zrの含有量が0.100%を超えて含有させた場合、その効果は飽和するし、鋼中のNやSと反応し、粗大な窒化物や硫化物を生成するため、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合のZrの含有量は、0.100%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性に悪影響を与える介在物を低減させる観点から、Zrの含有量は0.080%以下であることが好ましく、0.050%以下であれば一層好ましい。 Zr: 0 to 0.100%
Zr reacts with O to generate an oxide, and when added in a small amount, has an effect of finely dispersing the oxide and suppressing hydrogen-induced cracking and sulfide stress corrosion cracking. It may be added. In order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking, Zr should be contained at 0.0002% or more, and if a higher effect is desired, Zr should be contained at 0.001% or more. Just do it. However, when the content of Zr exceeds 0.100%, the effect is saturated and reacts with N and S in the steel to generate coarse nitrides and sulfides. Hydrogen-induced cracking and sulfide stress corrosion cracking resistance are reduced. Therefore, the content of Zr when it is contained is 0.100% or less. From the viewpoint of reducing inclusions that adversely affect the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Zr content is preferably 0.080% or less, and more preferably 0.050% or less. preferable.
Mg:0~0.0050%
Mgは、MnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、高強度の平鋼線であっても耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善することが出来る。Mgは含有しなくても良いが(Mg:0%)、Mgによって水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、Mgは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、Mgの含有量が0.0050%を超えても、その効果は飽和するし、AlやCaとともに鋼中の酸素と反応して生成する酸化物が粗大となり、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合の適正なMgの含有量は、0.0050%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、Mgの含有量は0.0030%以下であることが好ましく、0.0025%以下であれば一層好ましい。 Mg: 0-0.0050%
Mg has an effect of forming a solid solution in MnS and finely dispersing MnS. By finely dispersing MnS, the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance can be improved even with a high-strength flat steel wire. Although Mg may not be contained (Mg: 0%), in order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking by Mg, Mg may be contained at 0.0002% or more. If a higher effect is desired, the content may be 0.0005% or more. However, even if the content of Mg exceeds 0.0050%, the effect is saturated, and the oxide generated by reacting with oxygen in steel together with Al and Ca becomes coarse, and on the contrary, the hydrogen-induced cracking resistance and This leads to a decrease in sulfide stress corrosion cracking resistance. Therefore, the proper content of Mg when it is contained is 0.0050% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Mg content is preferably 0.0030% or less, and more preferably 0.0025% or less.
Mgは、MnS中に固溶し、MnSを微細に分散する効果がある。MnSを微細に分散することで、高強度の平鋼線であっても耐水素誘起割れ性及び耐硫化物応力腐食割れ性を改善することが出来る。Mgは含有しなくても良いが(Mg:0%)、Mgによって水素誘起割れや硫化物応力腐食割れを抑制する効果を得るためには、Mgは0.0002%以上含有させればよく、より高い効果を得たい場合には、0.0005%以上を含有させれば良い。しかし、Mgの含有量が0.0050%を超えても、その効果は飽和するし、AlやCaとともに鋼中の酸素と反応して生成する酸化物が粗大となり、かえって耐水素誘起割れ性や耐硫化物応力腐食割れ性の低下を招く。したがって、含有させる場合の適正なMgの含有量は、0.0050%以下である。耐水素誘起割れ性や耐硫化物応力腐食割れ性を向上させる観点から、Mgの含有量は0.0030%以下であることが好ましく、0.0025%以下であれば一層好ましい。 Mg: 0-0.0050%
Mg has an effect of forming a solid solution in MnS and finely dispersing MnS. By finely dispersing MnS, the hydrogen-induced cracking resistance and the sulfide stress corrosion cracking resistance can be improved even with a high-strength flat steel wire. Although Mg may not be contained (Mg: 0%), in order to obtain the effect of suppressing hydrogen-induced cracking and sulfide stress corrosion cracking by Mg, Mg may be contained at 0.0002% or more. If a higher effect is desired, the content may be 0.0005% or more. However, even if the content of Mg exceeds 0.0050%, the effect is saturated, and the oxide generated by reacting with oxygen in steel together with Al and Ca becomes coarse, and on the contrary, the hydrogen-induced cracking resistance and This leads to a decrease in sulfide stress corrosion cracking resistance. Therefore, the proper content of Mg when it is contained is 0.0050% or less. From the viewpoint of improving the resistance to hydrogen-induced cracking and the resistance to sulfide stress corrosion cracking, the Mg content is preferably 0.0030% or less, and more preferably 0.0025% or less.
残部は「Fe及び不純物」である。「不純物」とは、意図せずに鋼材中に含有される成分の他、本発明の効果を損なわない範囲で含有される他の成分を包含する概念であり、鉄鋼材料を工業的に製造する際に、原料としての鉱石、スクラップ、又は製造環境などから混入するものが含まれる。
The balance is “Fe and impurities”. "Impurity" is a concept that includes, in addition to components unintentionally contained in steel materials, other components contained within a range that does not impair the effects of the present invention, and industrially manufactures steel materials. At this time, ore, scrap as a raw material, or those mixed from a production environment or the like are included.
以下に実施例によって本発明を具体的に説明する。
具体的には、表1、表2に示す化学成分の鋼を溶製し、鋼片を熱間圧延して製造した線材(平鋼線用線材)を、以下の方法で平鋼線とした。なお、表1、表2中の「-」の表記は、当該元素の含有量が不純物レベルであり、実質的に含有されていないと判断できることを示す。 Hereinafter, the present invention will be described specifically with reference to Examples.
Specifically, a steel rod having a chemical composition shown in Tables 1 and 2 was melted, and a steel slab was hot-rolled to produce a wire rod (wire rod for a flat steel wire). . The notation “-” in Tables 1 and 2 indicates that the content of the element is at the impurity level, and it can be determined that the element is not substantially contained.
具体的には、表1、表2に示す化学成分の鋼を溶製し、鋼片を熱間圧延して製造した線材(平鋼線用線材)を、以下の方法で平鋼線とした。なお、表1、表2中の「-」の表記は、当該元素の含有量が不純物レベルであり、実質的に含有されていないと判断できることを示す。 Hereinafter, the present invention will be described specifically with reference to Examples.
Specifically, a steel rod having a chemical composition shown in Tables 1 and 2 was melted, and a steel slab was hot-rolled to produce a wire rod (wire rod for a flat steel wire). . The notation “-” in Tables 1 and 2 indicates that the content of the element is at the impurity level, and it can be determined that the element is not substantially contained.
表1に示す化学成分の鋼A、Bを電気炉にて溶製し、得た鋼塊を1250℃で12hr加熱後、122mm角の鋼片に分塊圧延した鋼片を圧延用素材とした。次いで圧延用素材を1050℃で加熱して直径12mmの線材に圧延した。線材圧延は、仕上げ圧延後にオーステナイト単相の温度域でコイル状に捲き取った後、550℃に保持した塩浴炉へ直接浸漬するパテンティング処理を行った。圧延した線材は、1次伸線のために表面を潤滑処理した後、直径11mmとなるように1次伸線加工を行った。その後、伸線加工した線材を冷間圧延機で圧延し、平鋼線に成形した。
同成分でも引張強度や長手方向の引張残留応力が異なる平鋼線を造り分けるために、試験No.A1~A5、A7については、鋼Aを用いて幅15mm、厚み5mmに冷間圧延した平鋼線を950℃で10minの加熱を行った後、コールド油に浸漬して焼入れ処理を行い、450~600℃の温度で所定時間保持する焼戻し処理を行って引張強度が異なる平鋼線を作製した。試験No.A1~A5、A7は、焼き戻しマルテンサイト組織を含む平鋼線である。試験No.A6、A8については、焼入れ処理を行わず、冷間圧延後に450℃と580℃で所定時間保持する加熱処理を行った。また試験No.A9については、冷間圧延後に熱処理を行わなかった。試験No.A6、A8、A9は、パーライト組織を含む平鋼線である。
試験No.B1~B5については、鋼Bを圧延した線材を用い、1次伸線加工後に平鋼線へ冷間圧延する際の幅と厚みを変化させて、形状の異なる平鋼線を作製した。試験No.B1~B4については、幅と厚みが異なる平鋼線に加工した後、950℃で10minの加熱を行った後、コールド油に浸漬して焼入れ処理を行い、485℃の温度で焼戻し処理を行い、引張強度がほぼ同等で幅と厚みが異なる平鋼線を作製した。試験No.B5は幅18mm、厚み1.7mmの平鋼線を作製し、950℃で10minの加熱後、コールド油に浸漬して焼入れ処理をしたが、平鋼線の長手方向に大きな反りが生じたため、以降の試験を中止した。なお、冷間圧延後の熱処理条件を表3に示す。 Steels A and B having the chemical components shown in Table 1 were melted in an electric furnace, and the obtained steel ingot was heated at 1250 ° C. for 12 hours, and then slab-rolled into 122 mm square steel slabs to obtain rolling stock. . Next, the rolling material was heated at 1050 ° C. and rolled into a wire having a diameter of 12 mm. In the wire rolling, a patenting treatment was performed in which after coiling in a temperature range of an austenite single phase after finish rolling, the wire was directly immersed in a salt bath furnace maintained at 550 ° C. The rolled wire rod was subjected to a primary drawing process after lubricating the surface for primary drawing and then to a diameter of 11 mm. Thereafter, the drawn wire rod was rolled by a cold rolling mill to form a flat steel wire.
In order to produce flat steel wires having the same components but different tensile strengths and different tensile residual stresses in the longitudinal direction, test Nos. For A1 to A5 and A7, a flat steel wire cold-rolled to a width of 15 mm and a thickness of 5 mm using steel A was heated at 950 ° C. for 10 minutes, then immersed in cold oil and quenched. Tempering treatment was performed at a temperature of up to 600 ° C. for a predetermined time to produce flat steel wires having different tensile strengths. Test No. A1 to A5 and A7 are flat steel wires containing a tempered martensite structure. Test No. Regarding A6 and A8, a quenching treatment was not performed, and a heat treatment was performed at 450 ° C. and 580 ° C. for a predetermined time after cold rolling. Test No. For A9, no heat treatment was performed after cold rolling. Test No. A6, A8, and A9 are flat steel wires containing a pearlite structure.
Test No. For B1 to B5, flat steel wires having different shapes were produced by using a wire rod obtained by rolling steel B and changing the width and thickness when cold rolling to flat steel wires after primary drawing. Test No. B1 to B4 were processed into flat steel wires having different widths and thicknesses, heated at 950 ° C. for 10 minutes, immersed in cold oil, quenched, and tempered at 485 ° C. A flat steel wire having substantially the same tensile strength but different width and thickness was produced. Test No. For B5, a flat steel wire having a width of 18 mm and a thickness of 1.7 mm was prepared, heated at 950 ° C. for 10 minutes, immersed in cold oil and quenched, but a large warp occurred in the longitudinal direction of the flat steel wire. Subsequent tests were discontinued. Table 3 shows the heat treatment conditions after the cold rolling.
同成分でも引張強度や長手方向の引張残留応力が異なる平鋼線を造り分けるために、試験No.A1~A5、A7については、鋼Aを用いて幅15mm、厚み5mmに冷間圧延した平鋼線を950℃で10minの加熱を行った後、コールド油に浸漬して焼入れ処理を行い、450~600℃の温度で所定時間保持する焼戻し処理を行って引張強度が異なる平鋼線を作製した。試験No.A1~A5、A7は、焼き戻しマルテンサイト組織を含む平鋼線である。試験No.A6、A8については、焼入れ処理を行わず、冷間圧延後に450℃と580℃で所定時間保持する加熱処理を行った。また試験No.A9については、冷間圧延後に熱処理を行わなかった。試験No.A6、A8、A9は、パーライト組織を含む平鋼線である。
試験No.B1~B5については、鋼Bを圧延した線材を用い、1次伸線加工後に平鋼線へ冷間圧延する際の幅と厚みを変化させて、形状の異なる平鋼線を作製した。試験No.B1~B4については、幅と厚みが異なる平鋼線に加工した後、950℃で10minの加熱を行った後、コールド油に浸漬して焼入れ処理を行い、485℃の温度で焼戻し処理を行い、引張強度がほぼ同等で幅と厚みが異なる平鋼線を作製した。試験No.B5は幅18mm、厚み1.7mmの平鋼線を作製し、950℃で10minの加熱後、コールド油に浸漬して焼入れ処理をしたが、平鋼線の長手方向に大きな反りが生じたため、以降の試験を中止した。なお、冷間圧延後の熱処理条件を表3に示す。 Steels A and B having the chemical components shown in Table 1 were melted in an electric furnace, and the obtained steel ingot was heated at 1250 ° C. for 12 hours, and then slab-rolled into 122 mm square steel slabs to obtain rolling stock. . Next, the rolling material was heated at 1050 ° C. and rolled into a wire having a diameter of 12 mm. In the wire rolling, a patenting treatment was performed in which after coiling in a temperature range of an austenite single phase after finish rolling, the wire was directly immersed in a salt bath furnace maintained at 550 ° C. The rolled wire rod was subjected to a primary drawing process after lubricating the surface for primary drawing and then to a diameter of 11 mm. Thereafter, the drawn wire rod was rolled by a cold rolling mill to form a flat steel wire.
In order to produce flat steel wires having the same components but different tensile strengths and different tensile residual stresses in the longitudinal direction, test Nos. For A1 to A5 and A7, a flat steel wire cold-rolled to a width of 15 mm and a thickness of 5 mm using steel A was heated at 950 ° C. for 10 minutes, then immersed in cold oil and quenched. Tempering treatment was performed at a temperature of up to 600 ° C. for a predetermined time to produce flat steel wires having different tensile strengths. Test No. A1 to A5 and A7 are flat steel wires containing a tempered martensite structure. Test No. Regarding A6 and A8, a quenching treatment was not performed, and a heat treatment was performed at 450 ° C. and 580 ° C. for a predetermined time after cold rolling. Test No. For A9, no heat treatment was performed after cold rolling. Test No. A6, A8, and A9 are flat steel wires containing a pearlite structure.
Test No. For B1 to B5, flat steel wires having different shapes were produced by using a wire rod obtained by rolling steel B and changing the width and thickness when cold rolling to flat steel wires after primary drawing. Test No. B1 to B4 were processed into flat steel wires having different widths and thicknesses, heated at 950 ° C. for 10 minutes, immersed in cold oil, quenched, and tempered at 485 ° C. A flat steel wire having substantially the same tensile strength but different width and thickness was produced. Test No. For B5, a flat steel wire having a width of 18 mm and a thickness of 1.7 mm was prepared, heated at 950 ° C. for 10 minutes, immersed in cold oil and quenched, but a large warp occurred in the longitudinal direction of the flat steel wire. Subsequent tests were discontinued. Table 3 shows the heat treatment conditions after the cold rolling.
表2に示す化学成分の試験No.1~48を電気炉にて溶製し、得た鋼塊を1250℃で12hr加熱した後、122mm角の鋼片に分塊圧延した鋼片を圧延用素材とした。次いで圧延用素材を1050℃で加熱して直径12mmの線材(平鋼線用線材)に圧延した。圧延後、線材の表面を潤滑処理した後、直径11mmの線材となるよう1次伸線加工を行った。その後、伸線加工した線材を冷間圧延機で圧延し、幅15mm、厚み4mmまたは幅15mm、厚み5mm及び幅15mm、厚み3mmの平鋼線に成形した。試験No.1~26、27、29、31、33、34、36、37、39、41、42、45~48については、成形した平鋼線について、冷間圧延後に950℃で10minの加熱を行った後、コールド油に浸漬して焼入れ処理を行い、430~540℃の温度で60min保持する焼戻し処理を行った。試験No.28、30、32、35、38、40、44は鋼の化学成分のいずれかが、本発明の範囲外であり、平鋼線に冷間圧延した際に、平鋼線に割れが生じたため、熱処理を行わずに、以降の試験を中止した。なお、表2中、アンダーラインは成分組成が本発明範囲から外れていることを示す。
試 験 Test No. of the chemical component shown in Table 2. Samples Nos. 1 to 48 were melted in an electric furnace, and the obtained steel ingot was heated at 1250 ° C. for 12 hours, and then slab-rolled into 122 mm square steel slabs to obtain rolling slabs. Next, the material for rolling was heated at 1050 ° C. and rolled into a wire having a diameter of 12 mm (wire for flat steel wire). After the rolling, the surface of the wire was lubricated, and then subjected to a primary drawing to a wire having a diameter of 11 mm. Thereafter, the drawn wire rod was rolled by a cold rolling mill to form a flat steel wire having a width of 15 mm, a thickness of 4 mm or a width of 15 mm, a thickness of 5 mm, a width of 15 mm, and a thickness of 3 mm. Test No. For 1 to 26, 27, 29, 31, 33, 34, 36, 37, 39, 41, 42, 45 to 48, the formed flat steel wire was heated at 950 ° C. for 10 minutes after cold rolling. Thereafter, the steel sheet was immersed in cold oil to perform a quenching treatment, and a tempering treatment was performed at a temperature of 430 to 540 ° C. for 60 minutes. Test No. 28, 30, 32, 35, 38, 40, and 44 have any of the chemical components of steel outside the scope of the present invention, and when the flat steel wire was cold-rolled, cracks occurred in the flat steel wire. The subsequent tests were stopped without heat treatment. In Table 2, the underline indicates that the component composition is out of the range of the present invention.
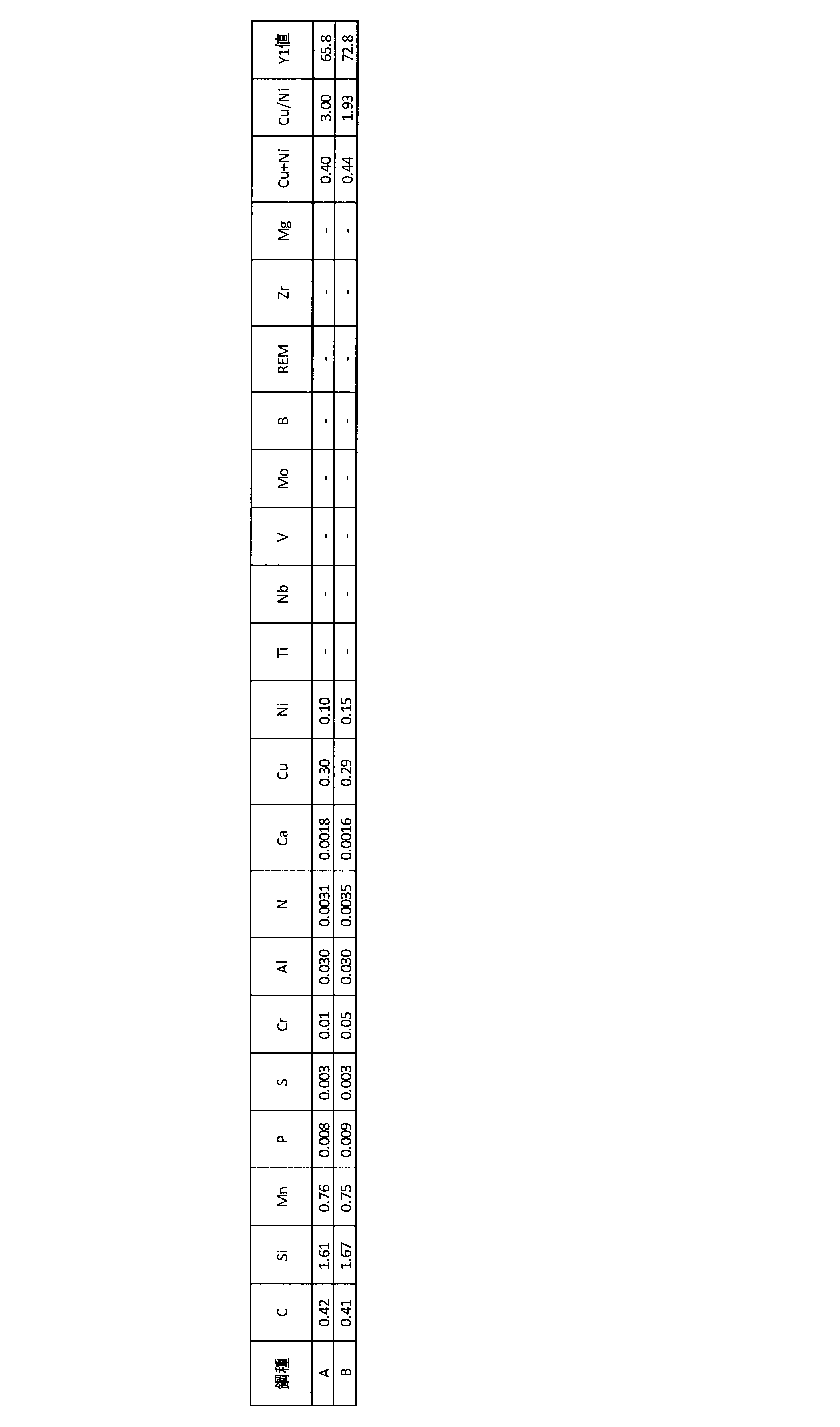
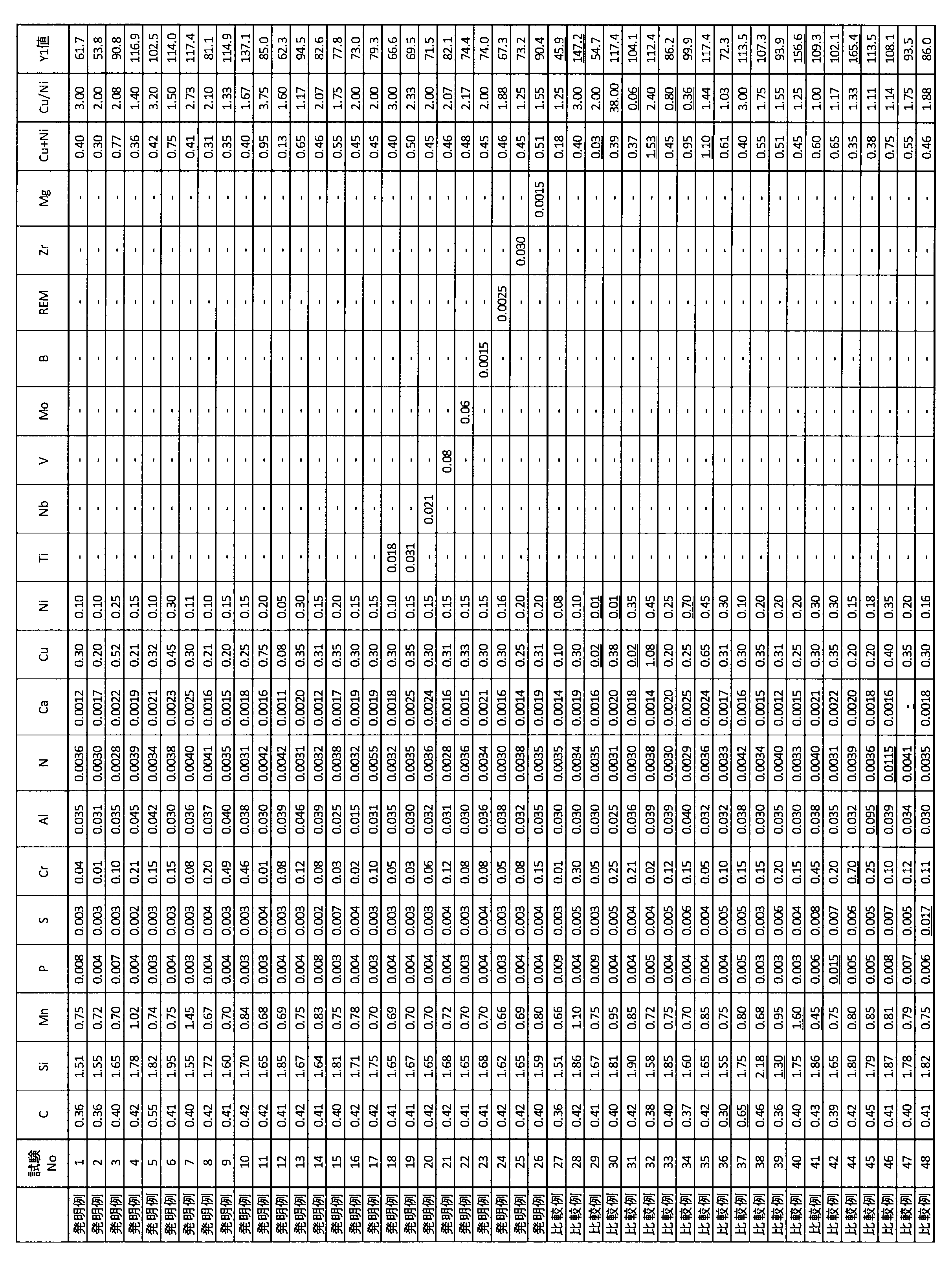
上記方法で作製した平鋼線のY1値と幅と厚み、幅/厚み比、引張強度、平鋼線の長手方向表面の引張残留応力、耐水素誘起割れ性、耐硫化物応力腐食割れ性について調査した結果を表3、表4に示す。なお、表3、4中、アンダーラインは特性が本発明範囲から外れていることを示し、「-」は平鋼線へ加工する際などに割れが生じるなどしたために、各種特性を調査する試験を行わなかったことを示している。
About Y1 value and width and thickness, width / thickness ratio, tensile strength, tensile residual stress on the surface in the longitudinal direction of the flat steel wire, hydrogen-induced cracking resistance, and sulfide stress corrosion cracking resistance of the flat steel wire produced by the above method Tables 3 and 4 show the results of the investigation. In Tables 3 and 4, an underline indicates that the property is out of the range of the present invention, and "-" indicates a test for investigating various properties due to cracking when processing into a flat steel wire or the like. Not performed.
平鋼線の引張強度、長手方向表面の引張残留応力、耐水素誘起割れ性及び耐硫化物応力腐食割れ性は、それぞれ下記に記載する方法によって調査した。
(4) The tensile strength, the tensile residual stress of the surface in the longitudinal direction, the resistance to hydrogen-induced cracking, and the resistance to sulfide stress corrosion cracking of the flat steel wire were investigated by the methods described below.
〈1〉平鋼線の引張強度の調査:
平鋼線の引張強度は、JIS G 3546(2012)に記載の破断試験によって測定した。標点距離は30mmとして室温で破断試験を実施し、引張強度を求めた。なお、平鋼線の断面積(S(mm2))は下記式<3>を用いて算出し、試験片が破断に至るまでの最大試験力を断面積で除して求めた。
S=w×t-0.215t2 ・・・ <3>
ここで、w:平鋼線の幅(mm)、t:平鋼線の厚さ(mm)である。 <1> Investigation of tensile strength of flat steel wire:
The tensile strength of the flat steel wire was measured by a breaking test described in JIS G 3546 (2012). A break test was performed at room temperature with a gauge length of 30 mm to determine the tensile strength. In addition, the cross-sectional area (S (mm 2 )) of the flat steel wire was calculated using the following equation <3>, and was obtained by dividing the maximum test force until the test piece was broken by the cross-sectional area.
S = w × t−0.215t 2 ... <3>
Here, w: width of flat steel wire (mm), t: thickness of flat steel wire (mm).
平鋼線の引張強度は、JIS G 3546(2012)に記載の破断試験によって測定した。標点距離は30mmとして室温で破断試験を実施し、引張強度を求めた。なお、平鋼線の断面積(S(mm2))は下記式<3>を用いて算出し、試験片が破断に至るまでの最大試験力を断面積で除して求めた。
S=w×t-0.215t2 ・・・ <3>
ここで、w:平鋼線の幅(mm)、t:平鋼線の厚さ(mm)である。 <1> Investigation of tensile strength of flat steel wire:
The tensile strength of the flat steel wire was measured by a breaking test described in JIS G 3546 (2012). A break test was performed at room temperature with a gauge length of 30 mm to determine the tensile strength. In addition, the cross-sectional area (S (mm 2 )) of the flat steel wire was calculated using the following equation <3>, and was obtained by dividing the maximum test force until the test piece was broken by the cross-sectional area.
S = w × t−0.215t 2 ... <3>
Here, w: width of flat steel wire (mm), t: thickness of flat steel wire (mm).
〈2〉長手方向表面の残留応力の調査:
ここで「長手方向」とは圧延された平鋼線の厚み、幅方向と垂直方向に延伸した長さ方向を指し、「表面」とは、平鋼線の表面から厚み中心に向かって50μm深さまでの範囲を指す。残留応力は、既知のX線法で測定され、具体的には、JIS B 2711(2013)に準拠して、X線回折を利用したX線応力測定法を用いる。測定は特性X線の種類:MnKα線、Crフィルタ、基準回折角2θ0:152.0°、η角:14.0°、X線応力定数K:-336MPa/°を用い、平鋼線表面の幅方向の中央位置を中心として、長手方向と平行にX線を照射して回折パターンを得た。また、測定位置の間隔が長手方向に少なくとも450mm以上離れた平鋼線の表面で、6箇所の残留応力を測定し、その平均値を求めた。 <2> Investigation of residual stress on longitudinal surface:
Here, the “longitudinal direction” refers to the thickness direction of the rolled flat steel wire, the length direction extending perpendicular to the width direction, and the “surface” refers to a depth of 50 μm from the surface of the flat steel wire toward the center of thickness. Point to the range. The residual stress is measured by a known X-ray method. Specifically, an X-ray stress measurement method using X-ray diffraction is used in accordance with JIS B 2711 (2013). The measurement was performed using the type of characteristic X-ray: MnKα ray, Cr filter, reference diffraction angle 2θ0: 152.0 °, η angle: 14.0 °, X-ray stress constant K: -336 MPa / ° X-rays were irradiated parallel to the longitudinal direction with the center position in the width direction as the center, and a diffraction pattern was obtained. Further, the residual stress was measured at six locations on the surface of the flat steel wire in which the distance between the measurement positions was at least 450 mm or more in the longitudinal direction, and the average value was obtained.
ここで「長手方向」とは圧延された平鋼線の厚み、幅方向と垂直方向に延伸した長さ方向を指し、「表面」とは、平鋼線の表面から厚み中心に向かって50μm深さまでの範囲を指す。残留応力は、既知のX線法で測定され、具体的には、JIS B 2711(2013)に準拠して、X線回折を利用したX線応力測定法を用いる。測定は特性X線の種類:MnKα線、Crフィルタ、基準回折角2θ0:152.0°、η角:14.0°、X線応力定数K:-336MPa/°を用い、平鋼線表面の幅方向の中央位置を中心として、長手方向と平行にX線を照射して回折パターンを得た。また、測定位置の間隔が長手方向に少なくとも450mm以上離れた平鋼線の表面で、6箇所の残留応力を測定し、その平均値を求めた。 <2> Investigation of residual stress on longitudinal surface:
Here, the “longitudinal direction” refers to the thickness direction of the rolled flat steel wire, the length direction extending perpendicular to the width direction, and the “surface” refers to a depth of 50 μm from the surface of the flat steel wire toward the center of thickness. Point to the range. The residual stress is measured by a known X-ray method. Specifically, an X-ray stress measurement method using X-ray diffraction is used in accordance with JIS B 2711 (2013). The measurement was performed using the type of characteristic X-ray: MnKα ray, Cr filter, reference diffraction angle 2θ0: 152.0 °, η angle: 14.0 °, X-ray stress constant K: -336 MPa / ° X-rays were irradiated parallel to the longitudinal direction with the center position in the width direction as the center, and a diffraction pattern was obtained. Further, the residual stress was measured at six locations on the surface of the flat steel wire in which the distance between the measurement positions was at least 450 mm or more in the longitudinal direction, and the average value was obtained.
〈3〉耐水素誘起割れ性の調査:
150mm長さに切断した平鋼線を用いて耐水素誘起割れ性を評価した。5%NaCl+CH3COOH溶液にHClを用いてpHを調整し、pH5.0とした。窒素ガスで脱気後、硫化水素(H2S)+二酸化炭素(CO2)混合ガスを導入し、溶液中に平鋼線を浸漬して割れの発生を調査した。このとき、硫化水素の分圧は0.01MPa、試験温度は25℃であり、試験時間は96時間である。試験後、平鋼線の厚み方向に対して超音波探傷試験(UST:Ultra-sonic Test)によって割れ発生の有無を確認した。超音波探傷によって割れが生じたと判定される割れ発生部の面積の合計を画像解析によって求め、下記式<4>を用いて水素誘起割れ発生率(χ(%))を求めた。

ここで、Af:USTで測定された割れ発生部の合計面積(mm2)、w:平鋼線の幅(mm)、L:平鋼線の長さ(mm)である。 <3> Investigation of resistance to hydrogen-induced cracking:
Hydrogen-induced cracking resistance was evaluated using a flat steel wire cut to a length of 150 mm. The pH was adjusted to 5.0 by using HCl in a 5% NaCl + CH 3 COOH solution. After degassing with nitrogen gas, a mixed gas of hydrogen sulfide (H 2 S) and carbon dioxide (CO 2 ) was introduced, and a flat steel wire was immersed in the solution to investigate the occurrence of cracks. At this time, the partial pressure of hydrogen sulfide is 0.01 MPa, the test temperature is 25 ° C., and the test time is 96 hours. After the test, the presence or absence of crack generation was confirmed by an ultrasonic test (UST: Ultra-sonic Test) in the thickness direction of the flat steel wire. The total area of the cracked portions determined to have cracked by ultrasonic flaw detection was determined by image analysis, and the hydrogen-induced cracking occurrence rate (χ (%)) was determined using the following equation <4>.
Here, A f : the total area (mm 2 ) of the crack occurrence part measured by UST, w: the width (mm) of the flat steel wire, and L: the length (mm) of the flat steel wire.
150mm長さに切断した平鋼線を用いて耐水素誘起割れ性を評価した。5%NaCl+CH3COOH溶液にHClを用いてpHを調整し、pH5.0とした。窒素ガスで脱気後、硫化水素(H2S)+二酸化炭素(CO2)混合ガスを導入し、溶液中に平鋼線を浸漬して割れの発生を調査した。このとき、硫化水素の分圧は0.01MPa、試験温度は25℃であり、試験時間は96時間である。試験後、平鋼線の厚み方向に対して超音波探傷試験(UST:Ultra-sonic Test)によって割れ発生の有無を確認した。超音波探傷によって割れが生じたと判定される割れ発生部の面積の合計を画像解析によって求め、下記式<4>を用いて水素誘起割れ発生率(χ(%))を求めた。
ここで、Af:USTで測定された割れ発生部の合計面積(mm2)、w:平鋼線の幅(mm)、L:平鋼線の長さ(mm)である。 <3> Investigation of resistance to hydrogen-induced cracking:
Hydrogen-induced cracking resistance was evaluated using a flat steel wire cut to a length of 150 mm. The pH was adjusted to 5.0 by using HCl in a 5% NaCl + CH 3 COOH solution. After degassing with nitrogen gas, a mixed gas of hydrogen sulfide (H 2 S) and carbon dioxide (CO 2 ) was introduced, and a flat steel wire was immersed in the solution to investigate the occurrence of cracks. At this time, the partial pressure of hydrogen sulfide is 0.01 MPa, the test temperature is 25 ° C., and the test time is 96 hours. After the test, the presence or absence of crack generation was confirmed by an ultrasonic test (UST: Ultra-sonic Test) in the thickness direction of the flat steel wire. The total area of the cracked portions determined to have cracked by ultrasonic flaw detection was determined by image analysis, and the hydrogen-induced cracking occurrence rate (χ (%)) was determined using the following equation <4>.
Here, A f : the total area (mm 2 ) of the crack occurrence part measured by UST, w: the width (mm) of the flat steel wire, and L: the length (mm) of the flat steel wire.
〈4〉耐硫化物応力腐食割れの調査:
耐硫化物応力腐食割れ性は150mm長さに切断した平鋼線に4点曲げ治具を用いて、曲げ応力を負荷し、耐水素誘起割れ性の調査で用いたのと同じ条件で調整した溶液中に、平鋼線を固定した4点曲げ治具ごと浸漬して割れ発生の有無を調査した。具体的には、平鋼線表面の3箇所に歪みゲージを取り付け、治具を用いて曲げ歪みを負荷し、3箇所に貼りつけた歪みゲージで読み取られる曲げ歪みの最大値が平鋼線の降伏強度の90%の引張応力に相当する歪みとなった時点で、治具に固定した。溶液は5%NaCl+CH3COOH溶液にHClを用いてpHを調整し、pH5.0とした。窒素ガスで脱気後、硫化水素(H2S)+二酸化炭素(CO2)混合ガスを導入し、溶液中に平鋼線を固定した4点曲げ治具ごと浸漬して割れの発生有無を調査した。このとき、硫化水素の分圧は0.01MPa、試験温度は25℃であり、試験時間は96時間である。試験後、平鋼線の割れ発生の有無は目視で判定した。さらに、目視で割れが確認されなかった試験材も、硫化物応力腐食割れに伴う表面の微小なき裂発生の有無を確認するため、曲げ歪みが最大となった位置の長手方向の断面を樹脂埋めし、鏡面研磨を行い、光学顕微鏡で平鋼線表面の微小き裂の発生有無を調査した。20μm深さ以上の微小き裂が平鋼線の表面で確認された場合に、硫化物応力腐食割れが発生していると判断した。 <4> Investigation of sulfide stress corrosion cracking:
The resistance to sulfide stress corrosion cracking was adjusted by applying a bending stress to a flat steel wire cut to a length of 150 mm using a four-point bending jig under the same conditions as those used in the investigation of hydrogen-induced cracking resistance. The flat steel wire was immersed together with the four-point bending jig to which the flat steel wire was fixed, and the presence or absence of cracks was examined. Specifically, strain gauges are attached to three places on the flat steel wire surface, bending strain is applied using a jig, and the maximum value of the bending strain read by the strain gauges attached to the three places is the flat steel wire. When a strain corresponding to a tensile stress of 90% of the yield strength was reached, the sample was fixed to a jig. The pH of the solution was adjusted to 5.0 by using 5% NaCl + CH 3 COOH solution with HCl. After degassing with nitrogen gas, a mixed gas of hydrogen sulfide (H 2 S) and carbon dioxide (CO 2 ) is introduced, and immersed in the solution together with the 4-point bending jig fixing the flat steel wire to check for cracks. investigated. At this time, the partial pressure of hydrogen sulfide is 0.01 MPa, the test temperature is 25 ° C., and the test time is 96 hours. After the test, the presence or absence of cracks in the flat steel wire was visually determined. In addition, for the test material in which cracks were not visually confirmed, the longitudinal section at the position where the bending strain became maximum was filled with resin to check for the occurrence of minute cracks on the surface due to sulfide stress corrosion cracking. Then, the surface of the flat steel wire was inspected for the occurrence of minute cracks by an optical microscope. When a small crack having a depth of 20 μm or more was found on the surface of the flat steel wire, it was determined that sulfide stress corrosion cracking had occurred.
耐硫化物応力腐食割れ性は150mm長さに切断した平鋼線に4点曲げ治具を用いて、曲げ応力を負荷し、耐水素誘起割れ性の調査で用いたのと同じ条件で調整した溶液中に、平鋼線を固定した4点曲げ治具ごと浸漬して割れ発生の有無を調査した。具体的には、平鋼線表面の3箇所に歪みゲージを取り付け、治具を用いて曲げ歪みを負荷し、3箇所に貼りつけた歪みゲージで読み取られる曲げ歪みの最大値が平鋼線の降伏強度の90%の引張応力に相当する歪みとなった時点で、治具に固定した。溶液は5%NaCl+CH3COOH溶液にHClを用いてpHを調整し、pH5.0とした。窒素ガスで脱気後、硫化水素(H2S)+二酸化炭素(CO2)混合ガスを導入し、溶液中に平鋼線を固定した4点曲げ治具ごと浸漬して割れの発生有無を調査した。このとき、硫化水素の分圧は0.01MPa、試験温度は25℃であり、試験時間は96時間である。試験後、平鋼線の割れ発生の有無は目視で判定した。さらに、目視で割れが確認されなかった試験材も、硫化物応力腐食割れに伴う表面の微小なき裂発生の有無を確認するため、曲げ歪みが最大となった位置の長手方向の断面を樹脂埋めし、鏡面研磨を行い、光学顕微鏡で平鋼線表面の微小き裂の発生有無を調査した。20μm深さ以上の微小き裂が平鋼線の表面で確認された場合に、硫化物応力腐食割れが発生していると判断した。 <4> Investigation of sulfide stress corrosion cracking:
The resistance to sulfide stress corrosion cracking was adjusted by applying a bending stress to a flat steel wire cut to a length of 150 mm using a four-point bending jig under the same conditions as those used in the investigation of hydrogen-induced cracking resistance. The flat steel wire was immersed together with the four-point bending jig to which the flat steel wire was fixed, and the presence or absence of cracks was examined. Specifically, strain gauges are attached to three places on the flat steel wire surface, bending strain is applied using a jig, and the maximum value of the bending strain read by the strain gauges attached to the three places is the flat steel wire. When a strain corresponding to a tensile stress of 90% of the yield strength was reached, the sample was fixed to a jig. The pH of the solution was adjusted to 5.0 by using 5% NaCl + CH 3 COOH solution with HCl. After degassing with nitrogen gas, a mixed gas of hydrogen sulfide (H 2 S) and carbon dioxide (CO 2 ) is introduced, and immersed in the solution together with the 4-point bending jig fixing the flat steel wire to check for cracks. investigated. At this time, the partial pressure of hydrogen sulfide is 0.01 MPa, the test temperature is 25 ° C., and the test time is 96 hours. After the test, the presence or absence of cracks in the flat steel wire was visually determined. In addition, for the test material in which cracks were not visually confirmed, the longitudinal section at the position where the bending strain became maximum was filled with resin to check for the occurrence of minute cracks on the surface due to sulfide stress corrosion cracking. Then, the surface of the flat steel wire was inspected for the occurrence of minute cracks by an optical microscope. When a small crack having a depth of 20 μm or more was found on the surface of the flat steel wire, it was determined that sulfide stress corrosion cracking had occurred.

表3から、本発明例である試験No.A1~A6、B1~B3は、いずれも化学成分と本発明要件を満足し、かつ鋼材の製造条件が適切であることから、引張強度がいずれも1000MPa以上であって、水素誘起割れ及び硫化物応力腐食割れが発生しておらず、問題ない。
か ら From Table 3, Test No. which is an example of the present invention. A1 to A6 and B1 to B3 all satisfy the chemical components and the requirements of the present invention, and the production conditions of the steel material are appropriate. Therefore, the tensile strength is 1000 MPa or more, and hydrogen-induced cracking and sulfide No stress corrosion cracking occurred and no problem.
これに対して、試験No.A7は引張強度が本発明の範囲を外れており、硫化物応力腐食割れが発生している。
試験No.A8は焼入れ処理を行わず、加熱処理のみを行い、試験No.A9は平鋼線へ加工後に熱処理を行わなかった。いずれも引張残留応力が300MPaを超えており、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.B4は、平鋼線の幅/厚み比が本発明の範囲を外れており、硫化物応力腐食割れが発生している。また、試験No.B5は焼入れ処理を行った際に平鋼線の長手方向に大きな反りが生じたため、引張試験等の試験を行わなかった。 On the other hand, Test No. A7 has a tensile strength outside the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. Test No. A8 performed only heat treatment without performing quenching treatment. A9 was not heat-treated after processing into a flat steel wire. In each case, the tensile residual stress exceeded 300 MPa, and hydrogen-induced cracking and sulfide stress corrosion cracking occurred.
Test No. In B4, the width / thickness ratio of the flat steel wire is out of the range of the present invention, and sulfide stress corrosion cracking has occurred. Test No. B5 did not undergo a test such as a tensile test because a large warpage occurred in the longitudinal direction of the flat steel wire when the quenching treatment was performed.
試験No.A8は焼入れ処理を行わず、加熱処理のみを行い、試験No.A9は平鋼線へ加工後に熱処理を行わなかった。いずれも引張残留応力が300MPaを超えており、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.B4は、平鋼線の幅/厚み比が本発明の範囲を外れており、硫化物応力腐食割れが発生している。また、試験No.B5は焼入れ処理を行った際に平鋼線の長手方向に大きな反りが生じたため、引張試験等の試験を行わなかった。 On the other hand, Test No. A7 has a tensile strength outside the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. Test No. A8 performed only heat treatment without performing quenching treatment. A9 was not heat-treated after processing into a flat steel wire. In each case, the tensile residual stress exceeded 300 MPa, and hydrogen-induced cracking and sulfide stress corrosion cracking occurred.
Test No. In B4, the width / thickness ratio of the flat steel wire is out of the range of the present invention, and sulfide stress corrosion cracking has occurred. Test No. B5 did not undergo a test such as a tensile test because a large warpage occurred in the longitudinal direction of the flat steel wire when the quenching treatment was performed.
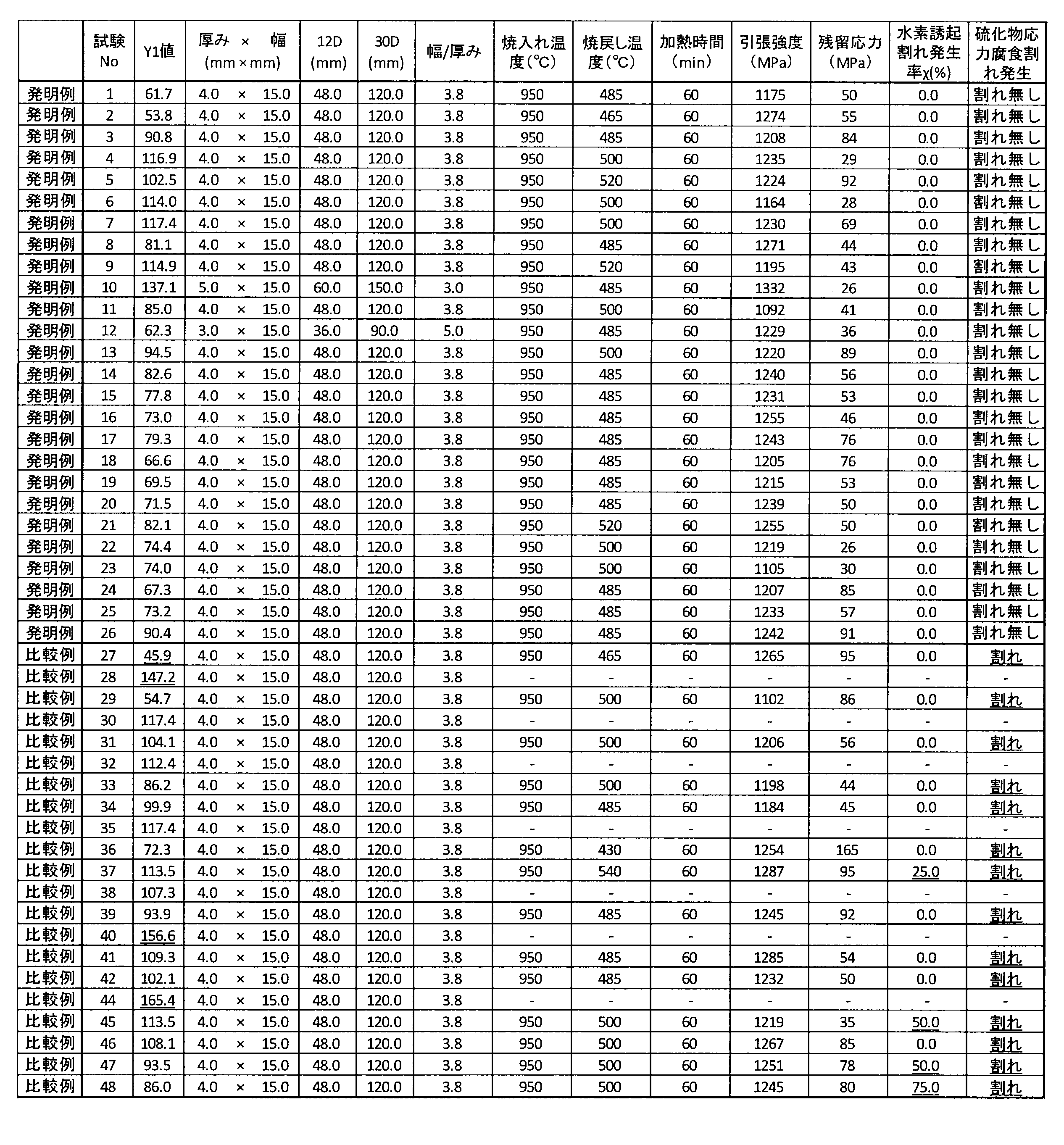
表4から、本発明例である試験No.1~26は、いずれも化学成分と本発明要件を満足し、かつ鋼材の製造条件が適切であることから、引張強度がいずれも1000MPa~1350MPaの範囲であり、水素誘起割れ及び硫化物腐食割れも発生していない。
か ら From Table 4, Test No. which is an example of the present invention. Nos. 1 to 26 all satisfy the chemical components and the requirements of the present invention and are suitable for steel production conditions. Therefore, the tensile strengths are all in the range of 1000 MPa to 1350 MPa, and hydrogen-induced cracking and sulfide corrosion cracking occur. Also has not occurred.
試験No.27、29、31、33、34、36、37、39、41~42、45~48については、化学成分、式<5>、式<6>のいずれか、またはY1の値が式<2>を満足していないために、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.28、30、32、35、38、40、44は鋼の化学成分、式<5>、式<6>のいずれか、またはY1の値が式<2>を満足しておらず、本発明の範囲外であり、平鋼線に冷間圧延した際に、平鋼線に割れが生じたため、熱処理を行わずに、以降の試験を中止している。
試験No.27は化学成分は本発明の範囲内であるが、Y1の値が式<2>を満足しておらず、硫化物応力腐食割れが発生している。
試験No.28は化学成分は本発明の範囲内であるが、Y1の値が式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.29はCu、Niが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.30はNiが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.31はCuが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.32はCuが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.33はCu/Ni比が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.34はNiが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.35はCuとNiの合計が本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.36、37はCの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.38はSiが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.39はSiの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.40はMnが本発明の範囲外であり、Y1の値も式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.41はMnの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.42はPの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.44はCrが本発明の範囲外であり、Y1の値も式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.45はAlの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.46はNの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.47はCaの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.48はSの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
Test No. 27, 29, 31, 33, 34, 36, 37, 39, 41 to 42, and 45 to 48, any one of the chemical components, the formulas <5> and <6>, or the value of Y1 is the formula <2 >, Hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. 28, 30, 32, 35, 38, 40, and 44 are the chemical components of steel, any one of the formulas <5> and <6>, or the value of Y1 does not satisfy the formula <2>. , And when the flat steel wire was cold-rolled, the flat steel wire cracked. Therefore, the subsequent tests were stopped without performing the heat treatment.
Test No. 27 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the expression <2>, and sulfide stress corrosion cracking has occurred.
Test No. No. 28 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the formula <2>, cracks occur when processing into flat steel wire, and the test after heat treatment is stopped. I have.
Test No. In No. 29, Cu and Ni are out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 30, Ni was out of the range of the present invention, and cracks occurred during processing into flat steel wires, and the tests after the heat treatment were stopped.
Test No. In No. 31, Cu is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 32, Cu is out of the range of the present invention, and cracks occur when processing into flat steel wire, and the test after the heat treatment is stopped.
Test No. In No. 33, the Cu / Ni ratio was out of the range of the present invention, and sulfide stress corrosion cracking occurred.
Test No. In No. 34, Ni is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 35, the sum of Cu and Ni is out of the range of the present invention, a crack occurs when the flat steel wire is processed, and the test after the heat treatment is stopped.
Test No. In Nos. 36 and 37, the C content was outside the range of the present invention, and sulfide stress corrosion cracking occurred.
Test No. In No. 38, Si was out of the range of the present invention, and cracks occurred during processing into a flat steel wire, and the test after the heat treatment was stopped.
Test No. In No. 39, the content of Si is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 40, Mn was out of the range of the present invention, the value of Y1 did not satisfy the expression <2>, cracks occurred when the flat steel wire was processed, and the test after the heat treatment was stopped.
Test No. In No. 41, the content of Mn is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 42, the P content is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 44, Cr was out of the range of the present invention, the value of Y1 did not satisfy the expression <2>, cracks occurred when the flat steel wire was processed, and the test after the heat treatment was stopped.
Test No. In No. 45, the content of Al was out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking occurred.
Test No. In No. 46, the N content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. In No. 47, the Ca content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. In No. 48, the content of S is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
試験No.28、30、32、35、38、40、44は鋼の化学成分、式<5>、式<6>のいずれか、またはY1の値が式<2>を満足しておらず、本発明の範囲外であり、平鋼線に冷間圧延した際に、平鋼線に割れが生じたため、熱処理を行わずに、以降の試験を中止している。
試験No.27は化学成分は本発明の範囲内であるが、Y1の値が式<2>を満足しておらず、硫化物応力腐食割れが発生している。
試験No.28は化学成分は本発明の範囲内であるが、Y1の値が式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.29はCu、Niが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.30はNiが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.31はCuが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.32はCuが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.33はCu/Ni比が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.34はNiが本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.35はCuとNiの合計が本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.36、37はCの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.38はSiが本発明の範囲外であり、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.39はSiの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.40はMnが本発明の範囲外であり、Y1の値も式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.41はMnの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.42はPの含有量が本発明の範囲外であり、硫化物応力腐食割れが発生している。
試験No.44はCrが本発明の範囲外であり、Y1の値も式<2>を満足しておらず、平鋼線へ加工する際に割れが発生し、熱処理以降の試験を中止している。
試験No.45はAlの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.46はNの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.47はCaの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
試験No.48はSの含有量が本発明の範囲外であり、水素誘起割れ及び硫化物応力腐食割れが発生している。
Test No. 27, 29, 31, 33, 34, 36, 37, 39, 41 to 42, and 45 to 48, any one of the chemical components, the formulas <5> and <6>, or the value of Y1 is the formula <2 >, Hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. 28, 30, 32, 35, 38, 40, and 44 are the chemical components of steel, any one of the formulas <5> and <6>, or the value of Y1 does not satisfy the formula <2>. , And when the flat steel wire was cold-rolled, the flat steel wire cracked. Therefore, the subsequent tests were stopped without performing the heat treatment.
Test No. 27 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the expression <2>, and sulfide stress corrosion cracking has occurred.
Test No. No. 28 has a chemical component within the range of the present invention, but the value of Y1 does not satisfy the formula <2>, cracks occur when processing into flat steel wire, and the test after heat treatment is stopped. I have.
Test No. In No. 29, Cu and Ni are out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 30, Ni was out of the range of the present invention, and cracks occurred during processing into flat steel wires, and the tests after the heat treatment were stopped.
Test No. In No. 31, Cu is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 32, Cu is out of the range of the present invention, and cracks occur when processing into flat steel wire, and the test after the heat treatment is stopped.
Test No. In No. 33, the Cu / Ni ratio was out of the range of the present invention, and sulfide stress corrosion cracking occurred.
Test No. In No. 34, Ni is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 35, the sum of Cu and Ni is out of the range of the present invention, a crack occurs when the flat steel wire is processed, and the test after the heat treatment is stopped.
Test No. In Nos. 36 and 37, the C content was outside the range of the present invention, and sulfide stress corrosion cracking occurred.
Test No. In No. 38, Si was out of the range of the present invention, and cracks occurred during processing into a flat steel wire, and the test after the heat treatment was stopped.
Test No. In No. 39, the content of Si is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 40, Mn was out of the range of the present invention, the value of Y1 did not satisfy the expression <2>, cracks occurred when the flat steel wire was processed, and the test after the heat treatment was stopped.
Test No. In No. 41, the content of Mn is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 42, the P content is out of the range of the present invention, and sulfide stress corrosion cracking has occurred.
Test No. In No. 44, Cr was out of the range of the present invention, the value of Y1 did not satisfy the expression <2>, cracks occurred when the flat steel wire was processed, and the test after the heat treatment was stopped.
Test No. In No. 45, the content of Al was out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking occurred.
Test No. In No. 46, the N content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. In No. 47, the Ca content is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Test No. In No. 48, the content of S is out of the range of the present invention, and hydrogen-induced cracking and sulfide stress corrosion cracking have occurred.
Claims (7)
- 質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.10%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<1>で表されるY1が下記式<2>を満足し、
下記式<5>および下記式<6>を満足し、
引張強度が1000MPa以上1350MPa以下であり、
長手方向の引張残留応力が300MPa以下であり、
幅/厚み比が2.5以上10以下であることを特徴とする平鋼線。
Y1=10×√[C]{(1+0.8×[Si])×(1+3×[Mn])×(1+2×[Cr])×(1+0.8×[Cu])×(1+0.7×[Ni])} ・・・ 式<1>
12×D<Y1<30×D ・・・ 式<2>
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.0
0 ・・・ 式<6>
ただし、上記式<1><2><5><6>における[C]、[Si]、[Mn]、[Cr]、[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表し、Dは平鋼線の厚み(mm)を表す。 In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.10%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
Y1 represented by the following formula <1> satisfies the following formula <2>,
Satisfying the following expressions <5> and <6>,
The tensile strength is 1000 MPa or more and 1350 MPa or less,
The tensile residual stress in the longitudinal direction is 300 MPa or less,
A flat steel wire having a width / thickness ratio of 2.5 or more and 10 or less.
Y1 = 10 × √ [C] {(1 + 0.8 × [Si]) × (1 + 3 × [Mn]) × (1 + 2 × [Cr]) × (1 + 0.8 × [Cu]) × (1 + 0.7 × [Ni])} Formula <1>
12 × D <Y1 <30 × D Expression <2>
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.0
0 ... Expression <6>
However, [C], [Si], [Mn], [Cr], [Cu], and [Ni] in the above formulas <1>, <2>, <5>, and <6> are represented by mass% of each element. Represents the content, and D represents the thickness (mm) of the flat steel wire. - 質量%で、
Ti:0.001~0.100%、
Nb:0.001~0.050%、
V:0.01~0.50%、
から選択される1種または2種以上を含有することを特徴とする、請求項1に記載の平鋼線。 In mass%,
Ti: 0.001 to 0.100%,
Nb: 0.001 to 0.050%,
V: 0.01 to 0.50%,
The flat steel wire according to claim 1, comprising one or more selected from the group consisting of: - 質量%で、
Mo:0.01~1.00%、
B:0.0002~0.0100%、
から選択される1種または2種を含有することを特徴とする、請求項1または2に記載の平鋼線。 In mass%,
Mo: 0.01 to 1.00%,
B: 0.0002 to 0.0100%,
The flat steel wire according to claim 1, comprising one or two selected from the group consisting of: - 質量%で、
REM:0.0002~0.1000%、
Zr:0.0002~0.100%、
Mg:0.0002~0.0050%、
から選択される1種または2種以上を含有することを特徴とする、請求項1~3のいずれか一項に記載の平鋼線。 In mass%,
REM: 0.0002 to 0.1000%,
Zr: 0.0002 to 0.100%,
Mg: 0.0002 to 0.0050%,
The flat steel wire according to any one of claims 1 to 3, wherein the flat steel wire comprises one or more kinds selected from the group consisting of: - 焼き戻しマルテンサイト組織を含むことを特徴とする、請求項1~4のいずれか一項に記載の平鋼線。 The flat steel wire according to any one of claims 1 to 4, wherein the flat steel wire includes a tempered martensite structure.
- パーライト組織を含むことを特徴とする、請求項1~4のいずれか一項に記載の平鋼線。 The flat steel wire according to any one of claims 1 to 4, wherein the flat steel wire has a pearlite structure.
- 質量%で、
C:0.35~0.60%、
Si:1.50%を超え、2.00%未満、
Mn:0.65%を超え、1.50%未満、
S:0.010%以下、
P:0.010%以下、
Cr:0.005~0.60%、
Al:0.005~0.080%、
N:0.0020~0.0080%、
Ca:0.0002~0.0050%、
Cu:0.05~0.80%、
Ni:0.05~0.60%、
Ti:0~0.100%、
Nb:0~0.050%、
V:0~0.50%、
Mo:0~1.00%、
B:0~0.0100%、
REM:0~0.1000%、
Zr:0~0.100%、及び
Mg:0~0.0050%
を含有し、残部はFe及び不純物からなり、
下記式<5>および下記式<6>を満足することを特徴とする平鋼線用線材。
[Cu]/[Ni]>1 ・・・ 式<5>
0.10≦[Cu]+[Ni]≦1.00 ・・・ 式<6>
ただし、上記式<5><6>における[Cu]、[Ni]は、それぞれの元素の質量%での含有量を表す。 In mass%,
C: 0.35 to 0.60%,
Si: more than 1.50% and less than 2.00%,
Mn: more than 0.65% and less than 1.50%,
S: 0.010% or less,
P: 0.010% or less,
Cr: 0.005 to 0.60%,
Al: 0.005 to 0.080%,
N: 0.0020 to 0.0080%,
Ca: 0.0002 to 0.0050%,
Cu: 0.05-0.80%,
Ni: 0.05 to 0.60%,
Ti: 0 to 0.100%,
Nb: 0 to 0.050%,
V: 0 to 0.50%,
Mo: 0 to 1.00%,
B: 0 to 0.0100%,
REM: 0 to 0.1000%,
Zr: 0 to 0.100%, and Mg: 0 to 0.0050%
And the balance consists of Fe and impurities,
A wire rod for a flat steel wire, characterized by satisfying the following formulas <5> and <6>.
[Cu] / [Ni]> 1 Expression <5>
0.10 ≦ [Cu] + [Ni] ≦ 1.00 Expression <6>
However, [Cu] and [Ni] in the above formulas <5> and <6> represent the contents of each element in mass%.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020527649A JP6897876B2 (en) | 2018-06-29 | 2019-06-27 | Flat steel wire |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-124644 | 2018-06-29 | ||
| JP2018124644 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004570A1 true WO2020004570A1 (en) | 2020-01-02 |
Family
ID=68986622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025662 WO2020004570A1 (en) | 2018-06-29 | 2019-06-27 | Flat steel wire, and wire rod for flat steel wire |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6897876B2 (en) |
| WO (1) | WO2020004570A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102570361B1 (en) * | 2022-07-19 | 2023-08-25 | 닛테츠 스테인레스 가부시키가이샤 | High-strength stainless steel wire and spring |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001279381A (en) * | 2000-03-29 | 2001-10-10 | Kobe Steel Ltd | Ultra fine steel wire having high strength and high toughness and excellent in longitudinal crack resistance, and its manufacturing method |
| JP2016069705A (en) * | 2014-09-30 | 2016-05-09 | 株式会社神戸製鋼所 | Steel for bolt and bolt |
| WO2017154930A1 (en) * | 2016-03-07 | 2017-09-14 | 新日鐵住金株式会社 | High-strength flat steel wire exhibiting superior hydrogen-induced crack resistance |
-
2019
- 2019-06-27 JP JP2020527649A patent/JP6897876B2/en active Active
- 2019-06-27 WO PCT/JP2019/025662 patent/WO2020004570A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001279381A (en) * | 2000-03-29 | 2001-10-10 | Kobe Steel Ltd | Ultra fine steel wire having high strength and high toughness and excellent in longitudinal crack resistance, and its manufacturing method |
| JP2016069705A (en) * | 2014-09-30 | 2016-05-09 | 株式会社神戸製鋼所 | Steel for bolt and bolt |
| WO2017154930A1 (en) * | 2016-03-07 | 2017-09-14 | 新日鐵住金株式会社 | High-strength flat steel wire exhibiting superior hydrogen-induced crack resistance |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102570361B1 (en) * | 2022-07-19 | 2023-08-25 | 닛테츠 스테인레스 가부시키가이샤 | High-strength stainless steel wire and spring |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6897876B2 (en) | 2021-07-07 |
| JPWO2020004570A1 (en) | 2020-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5098256B2 (en) | Steel sheet for high-strength line pipe with low yield stress reduction due to the Bauschinger effect with excellent hydrogen-induced cracking resistance and method for producing the same | |
| CN110462080B (en) | High-strength steel sheet for acid-resistant line pipe, method for producing same, and high-strength steel pipe using high-strength steel sheet for acid-resistant line pipe | |
| JP4538094B2 (en) | High strength thick steel plate and manufacturing method thereof | |
| JP5853456B2 (en) | Low yield ratio resistant HIC welded steel pipe with excellent weld toughness after SR and method for producing the same | |
| JP6017341B2 (en) | High strength cold-rolled steel sheet with excellent bendability | |
| JP5857491B2 (en) | Low yield ratio resistant HIC welded steel pipe with excellent weld toughness after SR and method for producing the same | |
| WO2011142285A1 (en) | High-strength steel plate and method for producing same | |
| JP2022528420A (en) | High hardness steel and its manufacturing method | |
| JP6528895B2 (en) | High strength flat steel wire with excellent resistance to hydrogen induced cracking | |
| CN112752857B (en) | High-strength steel sheet for acid-resistant line pipe, method for producing same, and high-strength steel pipe using high-strength steel sheet for acid-resistant line pipe | |
| JP5034803B2 (en) | Steel sheet for soft nitriding treatment and method for producing the same | |
| JP5504717B2 (en) | Manufacturing method of ERW steel pipe for sour line pipe | |
| WO2016002413A1 (en) | Wire material for steel wire, and steel wire | |
| CN113330125A (en) | Thick steel plate and method for producing same | |
| JP6241434B2 (en) | Steel plate for line pipe, steel pipe for line pipe, and manufacturing method thereof | |
| EP3330398B1 (en) | Steel pipe for line pipe and method for manufacturing same | |
| JP6179604B2 (en) | Steel strip for electric resistance welded steel pipe, electric resistance welded steel pipe, and method for producing steel strip for electric resistance welded steel pipe | |
| JP6384637B1 (en) | ERW steel pipe for coiled tubing and manufacturing method thereof | |
| JP4925611B2 (en) | High strength steel plate and manufacturing method thereof | |
| JP6897876B2 (en) | Flat steel wire | |
| AU2018359467B2 (en) | High-strength steel sheet and method for producing same | |
| JP2003293075A (en) | High strength steel pipe stock having low surface hardness and yield ratio after pipe making and production method thereof | |
| CN118374749A (en) | Hot rolled steel sheet for continuous pipe | |
| JP2003293076A (en) | High strength steel pipe stock having low yield ratio after pipe making and production method thereof | |
| JP4660363B2 (en) | Manufacturing method of thick steel plate with excellent toughness |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19824890 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020527649 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19824890 Country of ref document: EP Kind code of ref document: A1 |