WO2019181742A1 - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- WO2019181742A1 WO2019181742A1 PCT/JP2019/010614 JP2019010614W WO2019181742A1 WO 2019181742 A1 WO2019181742 A1 WO 2019181742A1 JP 2019010614 W JP2019010614 W JP 2019010614W WO 2019181742 A1 WO2019181742 A1 WO 2019181742A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- cutting tool
- coated cutting
- group
- coating
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0635—Carbides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/341—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one carbide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/44—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by a measurable physical property of the alternating layer or system, e.g. thickness, density, hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2222/00—Materials of tools or workpieces composed of metals, alloys or metal matrices
- B23B2222/28—Details of hard metal, i.e. cemented carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
- B23B2228/105—Coatings with specified thickness
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
Definitions
- the present disclosure relates to a surface-coated cutting tool.
- This application claims priority based on Japanese Patent Application No. 2018-0510111 filed on Mar. 19, 2018, which is a Japanese patent application. All the descriptions described in the Japanese patent application are incorporated herein by reference.
- Patent Document 1 Japanese Patent Application Laid-Open No. 06-262405
- Patent Document 1 Japanese Patent Application Laid-Open No. 06-262405
- a coated part for a cutting tool or a polishing tool is disclosed.
- the surface-coated cutting tool according to the present disclosure is A surface-coated cutting tool comprising a base material and a coating for coating the base material,
- the coating includes a WC 1-x layer made of a compound represented by WC 1-x (where x is 0.54 or more and 0.58 or less),
- the compound represented by WC 1-x includes a hexagonal crystal structure.
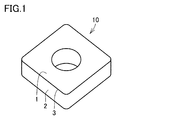
- FIG. 1 is a perspective view illustrating an aspect of a surface-coated cutting tool.
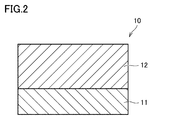
- FIG. 2 is a schematic cross-sectional view of a surface-coated cutting tool in one aspect of the present embodiment.
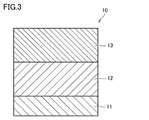
- FIG. 3 is a schematic cross-sectional view of a surface-coated cutting tool according to another aspect of the present embodiment.
- FIG. 4 is a schematic cross-sectional view of a surface-coated cutting tool according to another aspect of the present embodiment.
- the present disclosure has been made in view of the above circumstances, and an object thereof is to provide a surface-coated cutting tool having excellent fracture resistance.
- a surface-coated cutting tool includes: A surface-coated cutting tool comprising a base material and a coating for coating the base material,
- the coating includes a WC 1-x layer made of a compound represented by WC 1-x (where x is 0.54 or more and 0.58 or less),
- the compound represented by WC 1-x includes a hexagonal crystal structure.
- the surface-coated cutting tool is provided with excellent toughness by having the above-described configuration. As a result, the surface-coated cutting tool has excellent fracture resistance.
- the WC 1-x layer is in contact with the substrate. By defining in this way, it becomes a surface-coated cutting tool with further excellent fracture resistance.
- the WC 1-x layer does not contain free carbon. By defining in this way, it becomes a surface-coated cutting tool with further excellent fracture resistance.
- the WC 1-x layer has a film hardness of 3700 mgf / ⁇ m 2 or more and 4500 mgf / ⁇ m 2 or less.
- the coating further includes a hard coating layer formed on the WC 1-x layer,
- the hard coating layer includes at least a first unit layer having a composition different from that of the WC 1-x layer,
- the first unit layer includes at least one element selected from the group consisting of Group 4 elements, Group 5 elements, Group 6 elements, Al and Si, or at least one of the above elements, and carbon, nitrogen, oxygen And a compound consisting of at least one element selected from the group consisting of boron.
- the first unit layer has a thickness of 0.1 ⁇ m or more and 10 ⁇ m or less. By defining in this way, it becomes a surface-coated cutting tool that is further excellent in fracture resistance and wear resistance.
- the hard coating layer further includes a second unit layer having a composition different from that of the WC 1-x layer and the first unit layer,
- the second unit layer includes at least one element selected from the group consisting of Group 4 elements, Group 5 elements, Group 6 elements, Al and Si, or at least one of the above elements, and carbon, nitrogen, oxygen And a compound consisting of at least one element selected from the group consisting of boron and
- the first unit layer and the second unit layer form a multilayer structure in which one or more layers are alternately stacked. By defining in this way, it becomes a surface-coated cutting tool that is further excellent in fracture resistance and wear resistance.
- the first unit layer has a thickness of 1 nm to 100 nm
- the second unit layer has a thickness of 1 nm to 100 nm.
- the film has a thickness of 0.1 ⁇ m or more and 10 ⁇ m or less. By defining in this way, it becomes a surface-coated cutting tool that is further excellent in fracture resistance and wear resistance.
- the base material includes at least one selected from the group consisting of cemented carbide, cermet, high-speed steel, ceramics, cBN sintered body, and diamond sintered body.
- the present embodiment is not limited to this.
- the notation in the form of “A to B” means the upper and lower limits of the range (that is, not less than A and not more than B), and there is no unit description in A, and the unit is described only in B.
- the unit of and the unit of B are the same.
- the chemical formula represents any conventionally known composition ratio (element ratio). Shall be included.
- the chemical formula includes not only the stoichiometric composition but also the non-stoichiometric composition.
- the chemical formula of “TiN” includes not only the stoichiometric composition “Ti 1 N 1 ” but also a non-stoichiometric composition such as “Ti 1 N 0.8 ”. The same applies to the description of compounds other than “TiN”.
- the surface-coated cutting tool according to the present disclosure is A surface-coated cutting tool comprising a base material and a coating for coating the base material,
- the coating includes a WC 1-x layer made of a compound represented by WC 1-x (where x is 0.54 or more and 0.58 or less),
- the compound represented by WC 1-x includes a hexagonal crystal structure.
- the surface-coated cutting tool of the present embodiment (hereinafter sometimes simply referred to as “cutting tool”) includes a base material and a coating that covers the base material.
- the cutting tool includes, for example, a drill, an end mill, a drill tip changeable cutting tip, an end mill tip replacement cutting tip, a milling tip replacement cutting tip, a turning tip replacement cutting tip, a metal saw, and a gear cutting tool. , Reamer, tap, etc.
- FIG. 1 is a perspective view illustrating an aspect of a surface-coated cutting tool.
- the surface-coated cutting tool having such a shape is used as, for example, a blade-tip-exchangeable cutting tip.
- the surface-coated cutting tool 10 has a rake face 1, a flank face 2, and a cutting edge ridge line portion 3 where the rake face 1 and the flank face 2 intersect. That is, the rake face 1 and the flank face 2 are faces that are connected with the blade edge line portion 3 interposed therebetween.
- the cutting edge ridge line portion 3 constitutes a cutting edge tip portion of the surface-coated cutting tool 10.
- Such a shape of the surface-coated cutting tool 10 can also be grasped as the shape of the base material of the surface-coated cutting tool. That is, the base material has a rake face, a flank face, and a cutting edge ridge line portion connecting the rake face and the flank face.
- the base material is cemented carbide (for example, tungsten carbide (WC) based cemented carbide, cemented carbide containing Co in addition to WC, carbonitride such as Cr, Ti, Ta, Nb in addition to WC).
- cemented carbide for example, tungsten carbide (WC) based cemented carbide, cemented carbide containing Co in addition to WC, carbonitride such as Cr, Ti, Ta, Nb in addition to WC).
- Cermet (mainly composed of TiC, TiN, TiCN, etc.), high speed steel, ceramics (titanium carbide, silicon carbide, silicon nitride, aluminum nitride, aluminum oxide, etc.), cubic crystal It is preferable to include at least one selected from the group consisting of a type boron nitride sintered body (cBN sintered body) and a diamond sintered body, and at least one selected from the group consisting of cemented carbide, cermet and cBN sintered body. More preferably it contains a seed.
- the base material used in this embodiment may have a modified surface.
- a de- ⁇ layer may be formed on the surface, or in the case of cermet, a surface hardened layer may be formed. Even if the surface is modified in this way, this embodiment The effect of is shown.
- the substrate When the surface-coated cutting tool is a cutting edge-exchangeable cutting tip (such as a cutting edge-exchangeable cutting tip for milling), the substrate includes those having a chip breaker and those having no chip breaker.
- the shape of the edge line of the cutting edge is sharp edge (the ridge where the rake face and flank face intersect), honing (the shape with a rounded edge for the sharp edge), negative land (the chamfered shape), and the combination of honing and negative land Any shape is included among the shapes.
- the “coating” according to the present embodiment covers at least a part of the base material (for example, a portion that comes into contact with the work material during cutting), thereby providing various characteristics such as chipping resistance and wear resistance in the cutting tool. It has the effect
- the coating may cover the entire surface of the substrate. In addition, even if a part of the base material is not covered with the coating film or the configuration of the coating film is partially different, it does not depart from the scope of the present embodiment.
- the thickness of the coating is preferably 0.1 ⁇ m or more and 10 ⁇ m or less, more preferably 0.3 ⁇ m or more and 10 ⁇ m or less, further preferably 0.5 ⁇ m or more and 10 ⁇ m or less, and 1 ⁇ m or more and 6 ⁇ m or less. It is still more preferable that it is 1.5 ⁇ m or more and 4 ⁇ m or less.
- the said thickness is less than 0.1 micrometer, there exists a tendency for abrasion resistance to fall.
- the thickness exceeds 10 ⁇ m, peeling or destruction of the coating film tends to occur frequently when a large stress is applied between the coating film and the substrate in intermittent processing.
- the thickness of the coating means the sum of the thicknesses of the respective layers constituting the coating such as a WC 1-x layer, a hard coating layer, and an underlayer which will be described later.
- the thickness of the coating is measured by measuring three arbitrary points in a cross-sectional sample parallel to the normal direction of the surface of the substrate using a transmission electron microscope (TEM), and the measured three-point thickness. It can be obtained by taking the average value of.
- TEM transmission electron microscope
- the transmission electron microscope for example, a spherical aberration corrector JEM-2100F (trade name) manufactured by JEOL Ltd. may be used.
- the coating comprises a WC 1-x layer composed of a compound represented by the WC 1-x.
- “Compound represented by WC 1-x ” (hereinafter sometimes referred to as “WC 1-x ”) means that when the element ratio of tungsten element (W) is 1, the carbon element (C) Tungsten carbide having an element ratio of 1-x is meant.
- the WC 1-x layer may contain inevitable impurities as long as the effects of the surface-coated cutting tool according to the present embodiment are not impaired.
- the content of the inevitable impurities is preferably 0% by mass or more and 0.2% by mass or less with respect to the total mass of the WC 1-x layer.
- the notation of “hard coating layer” and “other layer” to be described later may contain inevitable impurities as long as the effects of the surface-coated cutting tool according to this embodiment are not impaired.
- x is 0.54 or more and 0.58 or less, preferably 0.55 or more and 0.57 or less, and more preferably 0.56 or more and 0.569 or less. If x is less than 0.54, free carbon precipitates at the grain boundaries of WC 1-x and the strength tends to decrease. Further, when x exceeds 0.58, the strength of the crystal grain boundary tends to decrease. Therefore, if x is out of the above range, crack growth cannot be suppressed and the toughness tends to be low. The inventors speculate that such a tendency occurs because the balance between crystal homogeneity and strain is not appropriate.
- the above x is obtained by obtaining a cross-sectional sample parallel to the normal direction of the surface of the base material in the WC 1-x layer, and for the crystal grains appearing in the cross-sectional sample, an incidental to a scanning electron microscope (SEM) or TEM. This can be determined by analyzing using an energy dispersive X-ray spectroscopy (EDX) apparatus. Specifically, each of arbitrary three points in the WC 1-x layer of the cross-sectional sample is measured to obtain the value of x, and the average value of the obtained three points is calculated as WC 1-x of the cross-sectional sample. Let x in the layer. Here, for the “arbitrary three points”, three arbitrary 30 nm ⁇ 30 nm regions in the WC 1-x layer are selected. Examples of the EDX apparatus include a silicon drift detector manufactured by JEOL Ltd., JED-2200 (trade name).
- the compound represented by WC 1-x includes a hexagonal crystal structure.
- the fact that the compound represented by WC 1-x contains a hexagonal crystal structure is analyzed by, for example, performing X-ray diffraction measurement (XRD measurement) on any three points in the WC 1-x layer. This can be confirmed.
- XRD measurement X-ray diffraction measurement
- a peak derived from a crystal plane such as the (102) plane is observed in XRD measurement.
- the apparatus used for the X-ray diffraction measurement include “SmartLab” (trade name) manufactured by Rigaku Corporation, “X′pert” (trade name) manufactured by Panalical, and the like.
- FIG. 2 is a schematic cross-sectional view of a surface-coated cutting tool in one aspect of the present embodiment.
- the WC 1-x layer 12 is preferably in contact with the substrate 11.
- the WC 1-x layer 12 is preferably provided immediately above the substrate 11.
- the WC 1-x layer preferably does not contain free carbon.
- “not containing free carbon” includes not only the WC 1-x layer containing no free carbon but also those having free carbon below the detection limit.
- XPS method X-ray photoelectron spectroscopy
- the measurement is performed after removing the natural oxide layer by Ar + sputtering or the like.
- the measurement is performed after the WC 1-x layer is exposed by Ar + sputtering or the like.
- An apparatus used for the XPS method is, for example, Versa Probe III (trade name) manufactured by ULVAC-PHI Co., Ltd.
- the WC 1-x layer preferably has a film hardness of 3700 mgf / ⁇ m 2 or more and 4500 mgf / ⁇ m 2 or less, more preferably 3800 mgf / ⁇ m 2 or more and 4300 mgf / ⁇ m 2 or less.
- the film hardness can be measured with a nanoindenter. Specifically, first, any ten points on the surface of the WC 1-x layer are measured to determine the film hardness. Thereafter, the average value of the obtained 10 points of film hardness is taken as the film hardness in the WC 1-x layer of the cross-sectional sample.
- the WC 1-x layer is not the outermost surface, the WC 1-x layer is exposed by mechanical polishing or the like, and then measurement is performed with a nanoindenter.
- the nanoindenter include ENT1100 (trade name) manufactured by Elionix Co., Ltd.
- the WC 1-x layer preferably has a thickness of 0.3 ⁇ m to 7 ⁇ m, and more preferably 0.5 ⁇ m to 3 ⁇ m.
- the coating preferably further includes a hard coating layer formed on the WC 1-x layer.
- the hard coating layer preferably includes at least a first unit layer having a composition different from that of the WC 1-x layer.
- “formed on the WC 1-x layer” means that a hard coating layer is provided on the upper side (the side away from the substrate) of the WC 1-x layer, and is in contact with each other. You don't need to be. In other words, another layer may be provided between the WC 1-x layer and the hard coating layer. Further, as shown in FIG. 3, the hard coating layer 13 may be provided immediately above the WC 1-x layer 12.
- the hard coating layer may be an outermost layer (surface layer).
- the first unit layer includes at least one element selected from the group consisting of Group 4 elements, Group 5 elements, Group 6 elements, Al and Si, or at least one of the above elements, and carbon, nitrogen, oxygen And a compound consisting of at least one element selected from the group consisting of boron and boron.
- the first unit layer is at least one element selected from the group consisting of Cr, Al, Ti and Si, or at least one selected from the group consisting of at least one element described above, and carbon, nitrogen, oxygen and boron. More preferably, it consists of a compound composed of a seed element.
- Examples of the periodic table group 4 element include titanium (Ti), zirconium (Zr), hafnium (Hf), and the like.
- Examples of the periodic table group 5 element include vanadium (V), niobium (Nb), and tantalum (Ta).
- Examples of the periodic table group 6 element include chromium (Cr), molybdenum (Mo), tungsten (W), and the like.
- Examples of the compound contained in the first unit layer include TiAlN, TiAlSiN, TiCrSiN, TiAlCrSiN, AlCrN, AlCrO, AlCrSiN, TiZrN, TiAlMoN, TiAlNbN, TiSiN, AlCrTaN, AlTiVN, TiB 2 , TiCrHfN, CrSiWN, TiAlCTi, AlZrON, AlCrCN, AlHfN, CrSiBON, TiAlWN, AlCrMoCN, TiAlBN, TiAlCrSiBCNO, ZrN and ZrCN.
- the first unit layer (that is, the hard coating layer) has a thickness of 0.1 ⁇ m or more and 10 ⁇ m or less. It is preferably 0.5 ⁇ m or more and 7 ⁇ m or less.
- the hard coating layer preferably further includes a second unit layer having a composition different from that of the WC 1-x layer and the first unit layer.
- the second unit layer includes at least one element selected from the group consisting of Group 4 elements, Group 5 elements, Group 6 elements, Al and Si, or at least one of the above elements, and carbon, nitrogen, oxygen And at least one element selected from the group consisting of Cr, Al, Ti and Si, or at least one element selected from the group consisting of at least one element selected from the group consisting of More preferably, it consists of a compound consisting of at least one element selected from the group consisting of carbon, nitrogen, oxygen and boron.
- Specific examples of the Group 4 element, the Group 5 element, and the Group 6 element in the periodic table include the elements described above.
- Examples of the compound contained in the second unit layer include the compounds exemplified in the above (first unit layer) column.
- the first unit layer and the second unit layer preferably form a multilayer structure in which one or more layers are alternately laminated. That is, as shown in FIG. 4, the hard coating layer 13 preferably includes a multilayer structure including the first unit layer 131 and the second unit layer 132.
- the multi-layer structure may start to be laminated from either the first unit layer or the second unit layer. That is, the interface on the WC 1-x layer side in the multilayer structure may be constituted by either the first unit layer or the second unit layer. Further, the interface on the side opposite to the WC 1-x layer side in the multilayer structure may be composed of either the first unit layer or the second unit layer.
- the thickness of the hard coating layer is preferably 0.1 ⁇ m or more and 10 ⁇ m or less, and more preferably 0.5 ⁇ m or more and 7 ⁇ m or less.
- the thickness of the first unit layer is preferably 1 nm to 100 nm, and more preferably 2 nm to 25 nm. Furthermore, the thickness of the second unit layer is preferably 1 nm or more and 100 nm or less, and more preferably 2 nm or more and 25 nm or less. In one aspect of this embodiment, when the hard coating layer includes the multilayer structure, the first unit layer has a thickness of 1 nm or more and 100 nm or less, and the second unit layer has a thickness of It is preferably 1 nm or more and 100 nm or less.
- the “thickness of the first unit layer” means the thickness per layer of the first unit layer.
- the “thickness of the second unit layer” means the thickness per layer of the second unit layer.
- the number of layers of the multilayer structure includes an aspect in which the first unit layer and the second unit layer are stacked one by one as long as the thickness of the entire hard coating layer is within the above range.
- both layers may be laminated by 20 to 2500 layers.
- the said film may further contain the other layer.
- the other layers may have different compositions or the same composition as the WC 1-x layer and the hard coating layer.
- Examples of the other layer include a TiN layer and a TiWCN layer. Note that the order of stacking is not particularly limited.
- the other layer includes an underlayer provided between the base material and the WC 1-x layer, and an intermediate layer provided between the WC 1-x layer and the hard coating layer. Layer, a surface layer provided on the hard coating layer, and the like.
- the thickness of the other layers such as the underlayer is not particularly limited as long as the effects of the present embodiment are not impaired, and examples thereof include 0.1 ⁇ m or more and 2 ⁇ m or less.
- the method for manufacturing a surface-coated cutting tool includes a base material preparation step and a WC 1-x layer coating step. Hereinafter, each step will be described.
- the substrate is prepared.
- the base material as described above, any base material can be used as long as it is a conventionally known base material of this type.
- a raw material powder having a predetermined blending composition mass% is uniformly mixed using a commercially available attritor.
- this mixed powder is pressure-molded into a predetermined shape (for example, SEET13T3AGSN, CNMG120408NUX, etc.).
- the above-mentioned base material made of cemented carbide can be obtained by sintering the above-mentioned pressure-formed mixed powder for 1 to 2 hours in a predetermined sintering furnace at 1300 to 1500 ° C. or less.
- a commercial item Sumitomo Electric Hardmetal Co., Ltd. EH520 (brand name) is mentioned, for example.
- ⁇ WC 1-x layer coating process In the WC 1-x layer coating step, at least a part of the surface of the substrate is coated with the WC 1-x layer.
- “at least a part of the surface of the base material” includes a portion that contacts the work material at the time of cutting.
- a method for coating at least a part of the substrate with the WC 1-x layer is not particularly limited, and for example, the WC 1-x layer may be formed by physical vapor deposition (PVD method).
- a conventionally known physical vapor deposition method can be used without any particular limitation.
- Examples of such physical vapor deposition include sputtering, ion plating, arc ion plating, and electron ion beam vapor deposition.
- the cathode arc ion plating method or sputtering method with a high ion ratio of the raw material element is used, it becomes possible to perform metal or gas ion bombardment treatment on the substrate surface before forming the coating film. This is preferable because the adhesiveness is greatly improved.
- a WC target for example, a sintered or melted target having a composition of WC and a C content of 3 to 6.1% by mass
- a substrate base material
- argon gas is introduced as the gas.
- an arc current of 80 to 150 A is supplied to the cathode electrode, and metal ions and the like are supplied from the arc evaporation source.
- a WC 1-x layer can be formed.
- the substrate temperature is set to 400 to 450 ° C., and the low frequency 10 to 35 kHz bias and the high frequency 200 to 300 kHz bias are Is preferably applied alternately at intervals of 0.5 to 2 minutes.
- AIP (trade name) manufactured by Kobe Steel, Ltd. may be mentioned.
- the method for manufacturing a surface-coated cutting tool according to this embodiment preferably further includes a hard coating layer coating step after the WC 1-x layer coating step.
- the method for forming the hard coating layer is not particularly limited, and a conventional method can be used. Specifically, for example, a hard coating layer is formed by the PVD method described above.
- a base layer coating step of forming a base layer between a base material and the WC 1-x layer, the WC 1-x layer, and the hard coating An intermediate layer coating step for forming an intermediate layer between the layers, a surface layer coating step for forming a surface layer on the hard coating layer, a surface treatment step, and the like may be appropriately performed.
- other layers such as the above-described underlayer, intermediate layer, and surface layer are formed, other layers may be formed by a conventional method.
- the above-mentioned other layer is formed by the PVD method described above.
- the surface treatment step include surface treatment using a medium in which diamond powder is supported on an elastic material.
- the apparatus for performing the surface treatment include Sirius Z manufactured by Fuji Seisakusho Co., Ltd.
- JIS standard K10 cemented carbide shape: JIS standard SEET13T3AGSN
- the base material was set at a predetermined position of an arc ion plating apparatus (trade name: AIP, manufactured by Kobe Steel, Ltd.).
- a WC 1-x layer coating process As a WC 1-x layer coating step, a WC 1-x layer was formed on the substrate by arc ion plating. Specifically, the following method was used. First, a WC target (a sintered or melted target having a composition of WC and a C content of 3 to 6.1% by mass) was set in an arc evaporation source of an arc ion plating apparatus. Next, the substrate temperature was set to 400 to 550 ° C., and the gas pressure in the apparatus was set to 1.0 to 3.5 Pa. Argon gas was introduced as the gas.
- a WC target a sintered or melted target having a composition of WC and a C content of 3 to 6.1% by mass
- an arc current of 80 to 150 A was supplied to the cathode electrode while maintaining the substrate (negative) bias voltage at 10 to 700 V and DC or pulse DC (frequency 10 to 300 kHz).
- a WC 1-x layer was formed by generating metal ions and the like from an arc evaporation source by supplying an arc current.
- the substrate temperature is set to 400 to 450 ° C., and the low frequency 10 to 35 kHz bias and the high frequency 200 to 300 kHz bias are used. Were alternately applied at intervals of 0.5 to 2 minutes.
- ⁇ Hard coating layer coating process> Further, for samples (Examples 10 to 16 and 18) in which a hard coating layer on a WC 1-x layer, the following procedure after the WC 1-x layer coating process, WC 1-x A hard coating layer was formed on the layer to produce a surface-coated cutting tool according to this embodiment.
- a target sintered target or melt target
- the substrate temperature was set to 500 to 650 ° C.
- the gas pressure in the apparatus was set to 0.8 to 5.0 Pa.
- a mixed gas of nitrogen gas and argon gas was introduced in the case of a nitride hard coating layer.
- a mixed gas of nitrogen gas, methane gas, and argon gas was introduced as a reaction gas.
- a mixed gas of oxygen gas and argon gas was introduced as the reaction gas.
- an arc current of 80 to 150 A was supplied to the cathode electrode.
- a hard coating layer was formed to a thickness shown in Table 1 by generating metal ions and the like from an arc evaporation source by supplying an arc current.
- the composition x of the WC 1-x layer was determined by using an EDX device attached to the TEM (silicon drift detector manufactured by JEOL Ltd., trade name: JED-2200) using a cross-sectional sample parallel to the normal direction of the surface of the substrate. ) was measured under the following conditions. Specifically, first, each of arbitrary three points in the WC 1-x layer of the cross-sectional sample was measured to obtain the value of the composition x. Thereafter, the average value of the obtained three points was set as the composition x in the WC 1-x layer of the cross-sectional sample. Here, as the “arbitrary three points”, three arbitrary 30 nm ⁇ 30 nm regions in the WC 1-x layer were selected. The results are shown in Table 1. Measurement conditions for EDX method Acceleration voltage: 200 kV Probe current: 0.29 nA Probe size: 0.2 nm
- the presence or absence of free carbon in the WC 1-x layer is determined using any of the three points on the surface of the WC 1-x layer using an apparatus used in the XPS method (trade name: Versa Probe III, manufactured by ULVAC-PHI Co., Ltd. It was determined by examining the presence or absence of a carbon-carbon double bond in.
- the WC 1-x layer was provided on the outermost surface, the above-described measurement was performed after removing the natural oxide layer by Ar + sputtering.
- the measurement was performed after exposing the WC 1-x layer by Ar + sputtering. The results are shown in Table 1.
- the film hardness of the WC 1-x layer was measured using a nanoindenter (trade name: ENT1100, manufactured by Elionix Co., Ltd.) under the following conditions. At this time, the film hardness was first determined by measuring each of 10 arbitrary points on the surface of the WC 1-x layer. Thereafter, the average value of the obtained ten points of film hardness was taken as the film hardness in the WC 1-x layer. When the WC 1-x layer was not the outermost surface, the WC 1-x layer was exposed by mechanical polishing or the like, and then measured with a nanoindenter. The results are shown in Table 1. Measurement conditions of nano indenter Indenter: Berkovich load: 1 gf Load time: 10,000 msec Holding time: 2000 msec Unloading time: 10000msec
- the thickness of the WC 1-x layer, the underlayer, the hard coating layer (first unit layer, second unit layer) and the coating were determined as follows. First, using a transmission electron microscope (TEM) (manufactured by JEOL Ltd., trade name: JEM-2100F), arbitrary three points in a cross-sectional sample parallel to the normal direction of the surface of the substrate were measured. Then, it calculated
- TEM transmission electron microscope
- TiAlSiN (8 nm) / TiSiN (4 nm) multilayer structure (2.0 ⁇ m)” in the “hard coating layer” indicates that the hard coating layer has a thickness of 8 nm thick TiAlSiN layer (first unit layer).
- the figure shows that a TiSiN layer (second unit layer) having a thickness of 4 nm is formed in a multilayer structure (total thickness 2.0 ⁇ m) in which 167 layers are alternately stacked one above the other.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
- Physical Vapour Deposition (AREA)
Abstract
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、上記WC1-xで示される化合物は、六方晶型の結晶構造を含む、表面被覆切削工具。
Description
本開示は、表面被覆切削工具に関する。本出願は、2018年3月19日に出願した日本特許出願である特願2018-051011号に基づく優先権を主張する。当該日本特許出願に記載された全ての記載内容は、参照によって本明細書に援用される。
従来より、切削工具の長寿命化を目的として、種々の検討がなされている。たとえば、特開平06-262405号公報(特許文献1)には、基材の表面に、立方晶炭化タングステンを30容量%以上含有する膜厚0.5~100μmの被膜が存在することを特徴とする切削工具用または研磨工具用被覆部品が開示されている。
本開示に係る表面被覆切削工具は、
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
[本開示が解決しようとする課題]
特許文献1に記載の被膜が被覆された切削工具では、副生成物として当該被膜中に金属タングステンが残留するため、高速高能率加工では耐摩耗性、耐欠損性等が不充分であり、改善の余地が残されている。
特許文献1に記載の被膜が被覆された切削工具では、副生成物として当該被膜中に金属タングステンが残留するため、高速高能率加工では耐摩耗性、耐欠損性等が不充分であり、改善の余地が残されている。
本開示は、上記事情に鑑みてなされたものであり、優れた耐欠損性を有する表面被覆切削工具を提供することを目的とする。
[本開示の効果]
上記によれば、優れた耐欠損性を有する表面被覆切削工具を提供することが可能になる。
上記によれば、優れた耐欠損性を有する表面被覆切削工具を提供することが可能になる。
[本開示の実施形態の説明]
[1]本開示に係る表面被覆切削工具は、
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
[1]本開示に係る表面被覆切削工具は、
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
上記表面被覆切削工具は、上述のような構成を備えることによって、優れた靱性が付与される。その結果、上記表面被覆切削工具は、優れた耐欠損性を有する。
[2]上記WC1-x層は、上記基材に接している。このように規定することで耐欠損性が更に優れる表面被覆切削工具となる。
[3]上記WC1-x層は、遊離炭素を含まない。このように規定することで耐欠損性が更に優れる表面被覆切削工具となる。
[4]上記WC1-x層は、その膜硬度が3700mgf/μm2以上4500mgf/μm2以下である。このように規定することで耐欠損性に加えて耐摩耗性に優れる表面被覆切削工具となる。
[5]上記被膜は、上記WC1-x層の上に形成されている硬質被膜層を更に含み、
上記硬質被膜層は、上記WC1-x層とは組成が異なる第一単位層を少なくとも含み、
上記第一単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなる。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
上記硬質被膜層は、上記WC1-x層とは組成が異なる第一単位層を少なくとも含み、
上記第一単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなる。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
[6]上記第一単位層は、その厚さが0.1μm以上10μm以下である。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
[7]上記硬質被膜層は、上記WC1-x層及び上記第一単位層とは組成が異なる第二単位層を更に含み、
上記第二単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなり、
上記第一単位層及び上記第二単位層は、それぞれが交互に1層以上積層された多層構造を形成している。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
上記第二単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなり、
上記第一単位層及び上記第二単位層は、それぞれが交互に1層以上積層された多層構造を形成している。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
[8]上記硬質被膜層が上記多層構造を含む場合、上記第一単位層は、その厚さが1nm以上100nm以下であり、上記第二単位層は、その厚さが1nm以上100nm以下である。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
[9]上記被膜は、その厚さが0.1μm以上10μm以下である。このように規定することで耐欠損性が更に優れ且つ耐摩耗性に優れる表面被覆切削工具となる。
[10]上記基材は、超硬合金、サーメット、高速度鋼、セラミックス、cBN焼結体及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含む。このように規定することで高温における硬度と強度とに優れる表面被覆切削工具となる。
[本開示の実施形態の詳細]
以下、本開示の一実施形態(以下「本実施形態」と記す。)について説明する。ただし、本実施形態はこれに限定されるものではない。本明細書において「A~B」という形式の表記は、範囲の上限下限(すなわちA以上B以下)を意味し、Aにおいて単位の記載がなく、Bにおいてのみ単位が記載されている場合、Aの単位とBの単位とは同じである。さらに、本明細書において、たとえば「TiN」等のように、構成元素の比が限定されていない化学式によって化合物が表された場合には、その化学式は従来公知のあらゆる組成比(元素比)を含むものとする。このとき化学式は、化学量論組成のみならず、非化学量論組成も含むものとする。たとえば「TiN」の化学式には、化学量論組成「Ti1N1」のみならず、たとえば「Ti1N0.8」のような非化学量論組成も含まれる。このことは、「TiN」以外の化合物の記載についても同様である。
以下、本開示の一実施形態(以下「本実施形態」と記す。)について説明する。ただし、本実施形態はこれに限定されるものではない。本明細書において「A~B」という形式の表記は、範囲の上限下限(すなわちA以上B以下)を意味し、Aにおいて単位の記載がなく、Bにおいてのみ単位が記載されている場合、Aの単位とBの単位とは同じである。さらに、本明細書において、たとえば「TiN」等のように、構成元素の比が限定されていない化学式によって化合物が表された場合には、その化学式は従来公知のあらゆる組成比(元素比)を含むものとする。このとき化学式は、化学量論組成のみならず、非化学量論組成も含むものとする。たとえば「TiN」の化学式には、化学量論組成「Ti1N1」のみならず、たとえば「Ti1N0.8」のような非化学量論組成も含まれる。このことは、「TiN」以外の化合物の記載についても同様である。
≪表面被覆切削工具≫
本開示に係る表面被覆切削工具は、
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
本開示に係る表面被覆切削工具は、
基材と、上記基材を被覆する被膜とを備える表面被覆切削工具であって、
上記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。
本実施形態の表面被覆切削工具(以下、単に「切削工具」という場合がある。)は、基材と、上記基材を被覆する被膜とを備える。上記切削工具は、例えば、ドリル、エンドミル、ドリル用刃先交換型切削チップ、エンドミル用刃先交換型切削チップ、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切工具、リーマ、タップ等であり得る。
図1は、表面被覆切削工具の一態様を例示する斜視図である。このような形状の表面被覆切削工具は、例えば、刃先交換型切削チップとして用いられる。上記表面被覆切削工具10は、すくい面1と、逃げ面2と、すくい面1と逃げ面2とが交差する刃先稜線部3とを有する。すなわち、すくい面1と逃げ面2とは、刃先稜線部3を挟んで繋がる面である。刃先稜線部3は、表面被覆切削工具10の切刃先端部を構成する。このような表面被覆切削工具10の形状は、上記表面被覆切削工具の基材の形状と把握することもできる。すなわち、上記基材は、すくい面と、逃げ面と、すくい面及び逃げ面を繋ぐ刃先稜線部とを有する。
<基材>
本実施形態の基材は、この種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材は、超硬合金(例えば、炭化タングステン(WC)基超硬合金、WCの他にCoを含む超硬合金、WCの他にCr、Ti、Ta、Nb等の炭窒化物を添加した超硬合金等)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、セラミックス(炭化チタン、炭化珪素、窒化珪素、窒化アルミニウム、酸化アルミニウム等)、立方晶型窒化硼素焼結体(cBN焼結体)及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含むことが好ましく、超硬合金、サーメット及びcBN焼結体からなる群より選ばれる少なくとも1種を含むことがより好ましい。
本実施形態の基材は、この種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材は、超硬合金(例えば、炭化タングステン(WC)基超硬合金、WCの他にCoを含む超硬合金、WCの他にCr、Ti、Ta、Nb等の炭窒化物を添加した超硬合金等)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、セラミックス(炭化チタン、炭化珪素、窒化珪素、窒化アルミニウム、酸化アルミニウム等)、立方晶型窒化硼素焼結体(cBN焼結体)及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含むことが好ましく、超硬合金、サーメット及びcBN焼結体からなる群より選ばれる少なくとも1種を含むことがより好ましい。
なお、基材として超硬合金を使用する場合、そのような超硬合金は、組織中に遊離炭素又はη相と呼ばれる異常相を含んでいても本実施形態の効果は示される。なお、本実施形態で用いる基材は、その表面が改質されたものであっても差し支えない。たとえば、超硬合金の場合はその表面に脱β層が形成されていたり、サーメットの場合には表面硬化層が形成されていてもよく、このように表面が改質されていても本実施形態の効果は示される。
表面被覆切削工具が、刃先交換型切削チップ(フライス加工用刃先交換型切削チップ等)である場合、基材は、チップブレーカーを有するものも、有さないものも含まれる。刃先の稜線部分の形状は、シャープエッジ(すくい面と逃げ面とが交差する稜)、ホーニング(シャープエッジに対してアールを付与した形状)、ネガランド(面取りをした形状)、ホーニングとネガランドを組み合わせた形状の中で、いずれの形状も含まれる。
<被膜>
本実施形態に係る「被膜」は、上記基材の少なくとも一部(例えば、切削加工時に被削材と接する部分)を被覆することで、切削工具における耐欠損性、耐摩耗性等の諸特性を向上させる作用を有するものである。上記被膜は、上記基材の全面を被覆してもよい。なお、上記基材の一部が上記被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
本実施形態に係る「被膜」は、上記基材の少なくとも一部(例えば、切削加工時に被削材と接する部分)を被覆することで、切削工具における耐欠損性、耐摩耗性等の諸特性を向上させる作用を有するものである。上記被膜は、上記基材の全面を被覆してもよい。なお、上記基材の一部が上記被膜で被覆されていなかったり被膜の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
上記被膜は、その厚さが0.1μm以上10μm以下であることが好ましく、0.3μm以上10μm以下であることがより好ましく、0.5μm以上10μm以下であることが更に好ましく、1μm以上6μm以下であることが更により好ましく、1.5μm以上4μm以下であることが特に好ましい。上記厚さが0.1μm未満である場合、耐摩耗性が低下する傾向がある。上記厚さが10μmを超えると、断続加工において被膜と基材との間に大きな応力が加わった際に被膜の剥離又は破壊が高頻度に発生する傾向がある。ここで、被膜の厚さとは、後述するWC1-x層、硬質被膜層及び下地層等の被膜を構成する層それぞれの厚さの総和を意味する。上記被膜の厚さは、例えば、透過型電子顕微鏡(TEM)を用いて、基材の表面の法線方向に平行な断面サンプルにおける任意の3点を測定し、測定された3点の厚さの平均値をとることで求めることが可能である。後述するWC1-x層、硬質被膜層(第一単位層、第二単位層)及び下地層それぞれの厚さを測定する場合も同様である。透過型電子顕微鏡としては、例えば、日本電子株式会社製の球面収差補正装置、JEM-2100F(商品名)が挙げられる。
(WC1-x層)
上記被膜は、WC1-xで示される化合物からなるWC1-x層を含む。「WC1-xで示される化合物」(以下、「WC1-x」と表記する場合がある。)とは、タングステン元素(W)の元素比を1とした場合、炭素元素(C)の元素比が1-xである炭化タングステンを意味する。上記WC1-x層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、WC1-x層の全質量に対して0質量%以上0.2質量%以下であることが好ましい。後述する「硬質被膜層」及び「他の層」の表記についても同様に、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。
上記被膜は、WC1-xで示される化合物からなるWC1-x層を含む。「WC1-xで示される化合物」(以下、「WC1-x」と表記する場合がある。)とは、タングステン元素(W)の元素比を1とした場合、炭素元素(C)の元素比が1-xである炭化タングステンを意味する。上記WC1-x層は、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。上記不可避不純物の含有割合は、WC1-x層の全質量に対して0質量%以上0.2質量%以下であることが好ましい。後述する「硬質被膜層」及び「他の層」の表記についても同様に、本実施形態に係る表面被覆切削工具が奏する効果を損なわない範囲において、不可避不純物が含まれていてもよい。
上記xは、0.54以上0.58以下であり、0.55以上0.57以下であることが好ましく、0.56以上0.569以下であることがより好ましい。上記xが0.54未満であると、WC1-xの結晶粒界に遊離炭素が析出し強度が低下する傾向がある。また上記xが0.58を超えると、当該結晶粒界の強度が低下する傾向がある。そのため、xが上述の範囲外であると亀裂進展を抑制できず靱性が低くなる傾向がある。このような傾向は、結晶の均質性と歪みのバランスが適切ではないために起こると本発明者らは推測している。
上記xは、WC1-x層において基材の表面の法線方向に平行な断面サンプルを得て、この断面サンプルに現われた結晶粒に対して走査型電子顕微鏡(SEM)又はTEMに付帯のエネルギー分散型X線分析(EDX:Energy Dispersive X-ray spectroscopy)装置を用いて分析することにより、求めることが可能である。具体的には、上記断面サンプルのWC1-x層における任意の3点それぞれを測定して上記xの値を求め、求められた3点の値の平均値を上記断面サンプルのWC1-x層におけるxとする。ここで当該「任意の3点」は、WC1-x層中の任意の30nm×30nmの領域を3か所選択するものとする。上記EDX装置としては、例えば、日本電子株式会社製のシリコンドリフト検出器、JED-2200(商品名)が挙げられる。
上記WC1-xで示される化合物は、六方晶型の結晶構造を含む。上記WC1-xで示される化合物が六方晶型の結晶構造を含むことは、例えば、上述のWC1-x層における任意の3点に対してX線回折測定(XRD測定)を行い分析することで確認できる。例えば、上記WC1-xで示される化合物が六方晶型の結晶構造を含む場合、XRD測定において、(102)面等の結晶面に由来するピークが観測される。上記X線回折測定に用いる装置としては、たとえば、株式会社リガク製の「SmartLab」(商品名)、パナリティカル製の「X’pert」(商品名)等が挙げられる。
図2は、本実施形態の一態様における表面被覆切削工具の模式断面図である。図2に示すように、上記WC1-x層12は、上記基材11に接していることが好ましい。言い換えると、上記WC1-x層12は、上記基材11の直上に設けられていることが好ましい。
上記WC1-x層は、遊離炭素を含まないことが好ましい。ここで「遊離炭素を含まない」との記載には、上記WC1-x層に遊離炭素が一切含まないものだけでなく、遊離炭素が検出限界未満となるものも含まれる。「遊離炭素」とは、WC1-xの構成元素にならずに単体として存在する炭素を意味する。遊離炭素としては、例えば、グラファイト、煤等の炭素-炭素二重結合を含む炭素の単体が挙げられる。遊離炭素の有無は、例えば、X線光電子分光法(XPS法)を用いてWC1-x層の表面の任意の3点における炭素-炭素二重結合の有無(XPS C1sにおけるC=Cピークの有無)を調べることで確認できる。ここで、上記WC1-x層が最表面に設けられている場合、自然酸化層をAr+スパッタ等で除去してから測定を行うものとする。上記WC1-x層が最表面でない場合は、Ar+スパッタ等で上記WC1-x層を露出させてから測定を行うものとする。XPS法に用いられる装置としては、例えば、アルバック・ファイ株式会社製のVersa Probe III(商品名)が挙げられる。
上記WC1-x層は、その膜硬度が3700mgf/μm2以上4500mgf/μm2以下であることが好ましく、3800mgf/μm2以上4300mgf/μm2以下であることがより好ましい。上記膜硬度は、ナノインデンターで測定することが可能である。具体的には、まず上記WC1-x層の表面における任意の10点それぞれを測定して上記膜硬度を求める。その後、求められた10点の膜硬度の平均値を上記断面サンプルのWC1-x層における膜硬度とする。ここで、上記WC1-x層が最表面でない場合は、機械研磨等で上記WC1-x層を露出させてからナノインデンターで測定を行うものとする。ナノインデンターとしては、例えば、株式会社エリオニクス製のENT1100(商品名)が挙げられる。
上記WC1-x層は、その厚さが0.3μm以上7μm以下であることが好ましく、0.5μm以上3μm以下であることがより好ましい。
(硬質被膜層)
上記被膜は、上記WC1-x層の上に形成されている硬質被膜層を更に含むことが好ましい。上記硬質被膜層は、上記WC1-x層とは組成が異なる第一単位層を少なくとも含むことが好ましい。
ここで「上記WC1-x層の上に形成されている」とは、上記WC1-x層の上側(基材から離れる側)に硬質被膜層が設けられていればよく、互いに接触していることを要しない。言い換えると、上記WC1-x層と、硬質被膜層との間に他の層が設けられていてもよい。また、図3に示すように上記硬質被膜層13は、上記WC1-x層12の直上に設けられていてもよい。上記硬質被膜層は、最外層(表面層)であってもよい。
上記被膜は、上記WC1-x層の上に形成されている硬質被膜層を更に含むことが好ましい。上記硬質被膜層は、上記WC1-x層とは組成が異なる第一単位層を少なくとも含むことが好ましい。
ここで「上記WC1-x層の上に形成されている」とは、上記WC1-x層の上側(基材から離れる側)に硬質被膜層が設けられていればよく、互いに接触していることを要しない。言い換えると、上記WC1-x層と、硬質被膜層との間に他の層が設けられていてもよい。また、図3に示すように上記硬質被膜層13は、上記WC1-x層12の直上に設けられていてもよい。上記硬質被膜層は、最外層(表面層)であってもよい。
(第一単位層)
上記第一単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることが好ましい。上記第一単位層は、Cr、Al、Ti及びSiからなる群より選ばれる少なくとも1種の元素又は、上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることがより好ましい。周期表4族元素としては、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)等が挙げられる。周期表5族元素としては、バナジウム(V)、ニオブ(Nb)、タンタル(Ta)等が挙げられる。周期表6族元素としては、クロム(Cr)、モリブデン(Mo)、タングステン(W)等が挙げられる。
上記第一単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることが好ましい。上記第一単位層は、Cr、Al、Ti及びSiからなる群より選ばれる少なくとも1種の元素又は、上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることがより好ましい。周期表4族元素としては、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)等が挙げられる。周期表5族元素としては、バナジウム(V)、ニオブ(Nb)、タンタル(Ta)等が挙げられる。周期表6族元素としては、クロム(Cr)、モリブデン(Mo)、タングステン(W)等が挙げられる。
上記第一単位層に含まれる化合物としては、例えば、TiAlN、TiAlSiN、TiCrSiN、TiAlCrSiN、AlCrN、AlCrO、AlCrSiN、TiZrN、TiAlMoN、TiAlNbN、TiSiN、AlCrTaN、AlTiVN、TiB2、TiCrHfN、CrSiWN、TiAlCN、TiSiCN、AlZrON、AlCrCN、AlHfN、CrSiBON、TiAlWN、AlCrMoCN、TiAlBN、TiAlCrSiBCNO、ZrN及びZrCN等が挙げられる。
上記硬質被膜層が上記第一単位層のみからなる場合(例えば、図3の場合)、上記第一単位層(すなわち、上記硬質被膜層)は、その厚さが0.1μm以上10μm以下であることが好ましく、0.5μm以上7μm以下であることがより好ましい。
(第二単位層)
上記硬質被膜層は、上記WC1-x層及び上記第一単位層とは組成が異なる第二単位層を更に含むことが好ましい。上記第二単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることが好ましく、Cr、Al、Ti及びSiからなる群より選ばれる少なくとも1種の元素又は、上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることがより好ましい。周期表4族元素、5族元素及び6族元素それぞれの具体例としては、上述した各元素が挙げられる。
上記硬質被膜層は、上記WC1-x層及び上記第一単位層とは組成が異なる第二単位層を更に含むことが好ましい。上記第二単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることが好ましく、Cr、Al、Ti及びSiからなる群より選ばれる少なくとも1種の元素又は、上記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなることがより好ましい。周期表4族元素、5族元素及び6族元素それぞれの具体例としては、上述した各元素が挙げられる。
上記第二単位層に含まれる化合物としては、例えば、上記(第一単位層)の欄において、例示した化合物等が挙げられる。
さらに、上記第一単位層及び上記第二単位層は、それぞれが交互に1層以上積層された多層構造を形成していることが好ましい。すなわち、図4に示すように、硬質被膜層13は、第一単位層131及び第二単位層132からなる多層構造を含むことが好ましい。ここで上記多層構造は、上記第一単位層又は上記第二単位層のいずれの層から積層を開始してもよい。すなわち、上記多層構造における上記WC1-x層側の界面は、上記第一単位層又は上記第二単位層のどちらで構成されていてもよい。また、上記多層構造における上記WC1-x層側と反対側の界面は、上記第一単位層又は上記第二単位層のどちらで構成されていてもよい。
上記硬質被膜層が上記多層構造を含む場合、上記硬質被膜層は、その厚さが0.1μm以上10μm以下であることが好ましく、0.5μm以上7μm以下であることがより好ましい。
上記硬質被膜層が上記多層構造を含む場合、上記第一単位層は、その厚さが1nm以上100nm以下であることが好ましく、2nm以上25nm以下であることがより好ましい。さらに上記第二単位層は、その厚さが1nm以上100nm以下であることが好ましく、2nm以上25nm以下であることがより好ましい。本実施形態の一態様において、上記硬質被膜層が上記多層構造を含む場合、上記第一単位層は、その厚さが1nm以上100nm以下であり、且つ上記第二単位層は、その厚さが1nm以上100nm以下であることが好ましい。ここで、「第一単位層の厚さ」とは、上記第一単位層の1層あたりの厚さを意味する。「第二単位層の厚さ」とは、上記第二単位層の1層あたりの厚さを意味する。
また、当該多層構造の積層数は、上記硬質被膜層全体の厚さが上記範囲内となる限り、上記第一単位層、上記第二単位層をそれぞれ1層ずつ積層させる態様が含まれるとともに、好ましくは両層をそれぞれ20~2500層ずつ積層させたものとすることができる。
(他の層)
本実施形態の効果を損なわない範囲において、上記被膜は、他の層を更に含んでいてもよい。上記他の層は、上記WC1-x層及び上記硬質被膜層とは組成が異なっていてもよいし、同じであってもよい。他の層としては、例えば、TiN層、TiWCN層等を挙げることができる。なお、その積層の順も特に限定されない。例えば、上記他の層としては、上記基材と上記WC1-x層との間に設けられている下地層、上記WC1-x層と上記硬質被膜層との間に設けられている中間層、上記硬質被膜層の上に設けられている表面層等が挙げられる。下地層等の上記他の層の厚さは、本実施形態の効果を損なわない範囲において、特に制限はないが例えば、0.1μm以上2μm以下が挙げられる。
本実施形態の効果を損なわない範囲において、上記被膜は、他の層を更に含んでいてもよい。上記他の層は、上記WC1-x層及び上記硬質被膜層とは組成が異なっていてもよいし、同じであってもよい。他の層としては、例えば、TiN層、TiWCN層等を挙げることができる。なお、その積層の順も特に限定されない。例えば、上記他の層としては、上記基材と上記WC1-x層との間に設けられている下地層、上記WC1-x層と上記硬質被膜層との間に設けられている中間層、上記硬質被膜層の上に設けられている表面層等が挙げられる。下地層等の上記他の層の厚さは、本実施形態の効果を損なわない範囲において、特に制限はないが例えば、0.1μm以上2μm以下が挙げられる。
≪表面被覆切削工具の製造方法≫
本実施形態に係る表面被覆切削工具の製造方法は、基材準備工程と、WC1-x層被覆工程とを含む。以下、各工程について説明する。
本実施形態に係る表面被覆切削工具の製造方法は、基材準備工程と、WC1-x層被覆工程とを含む。以下、各工程について説明する。
<基材準備工程>
基材準備工程では、上記基材を準備する。上記基材としては、上述したようにこの種の基材として従来公知のものであればいずれの基材も使用することができる。例えば、上記基材が超硬合金からなる場合、まず所定の配合組成(質量%)からなる原料粉末を市販のアトライターを用いて均一に混合する。続いてこの混合粉末を所定の形状(例えば、SEET13T3AGSN、CNMG120408NUX等)に加圧成形する。その後、所定の焼結炉において1300~1500℃以下で、上述の加圧成形した混合粉末を1~2時間焼結することにより、超硬合金からなる上記基材を得ることができる。また、基材は、市販品をそのまま用いてもよい。市販品としては、例えば、住友電工ハードメタル株式会社製のEH520(商品名)が挙げられる。
基材準備工程では、上記基材を準備する。上記基材としては、上述したようにこの種の基材として従来公知のものであればいずれの基材も使用することができる。例えば、上記基材が超硬合金からなる場合、まず所定の配合組成(質量%)からなる原料粉末を市販のアトライターを用いて均一に混合する。続いてこの混合粉末を所定の形状(例えば、SEET13T3AGSN、CNMG120408NUX等)に加圧成形する。その後、所定の焼結炉において1300~1500℃以下で、上述の加圧成形した混合粉末を1~2時間焼結することにより、超硬合金からなる上記基材を得ることができる。また、基材は、市販品をそのまま用いてもよい。市販品としては、例えば、住友電工ハードメタル株式会社製のEH520(商品名)が挙げられる。
<WC1-x層被覆工程>
WC1-x層被覆工程では、上記基材の表面の少なくとも一部をWC1-x層で被覆する。ここで、「基材の表面の少なくとも一部」には、切削加工時に被削材と接する部分が含まれる。
WC1-x層被覆工程では、上記基材の表面の少なくとも一部をWC1-x層で被覆する。ここで、「基材の表面の少なくとも一部」には、切削加工時に被削材と接する部分が含まれる。
上記基材の少なくとも一部をWC1-x層で被覆する方法としては、特に制限されないが、例えば、物理蒸着法(PVD法)によってWC1-x層を形成することが挙げられる。
上記物理蒸着法としては、従来公知の物理蒸着法を特に限定することなく用いることができる。このような物理蒸着法としては、例えばスパッタリング法、イオンプレーティング法、アークイオンプレーティング法、電子イオンビーム蒸着法等を挙げることができる。特に原料元素のイオン率が高いカソードアークイオンプレーティング法又はスパッタリング法を用いると、被膜を形成する前に基材表面に対して金属又はガスイオンボンバードメント処理が可能となるため、被膜と基材との密着性が格段に向上するので好ましい。
アークイオンプレーティング法によりWC1-x層を形成する場合、例えば以下のような条件を挙げることができる。すなわち、まずWCターゲット(例えば、組成がWCであってC量が3~6.1質量%である焼結ターゲット又は溶成ターゲット)を装置内のアーク式蒸発源にセットし、基板(基材)温度を400~550℃及び該装置内のガス圧を1~3.5Paに設定する。上記ガスとしては、例えばアルゴンガスを導入する。そして、基板(負)バイアス電圧を10~700V且つDC又はパルスDC(周波数10~300kHz)に維持したまま、カソード電極に80~150Aのアーク電流を供給し、アーク式蒸発源から金属イオン等を発生させることによりWC1-x層を形成することができる。このとき、WC1-x層の形成初期(膜厚が0.2μm以下の範囲)に基材温度を400~450℃とし、且つ低周波数10~35kHzのバイアスと高周波数200~300kHzのバイアスとを0.5~2分間隔で交互に印加することが好ましい。アークイオンプレーティング法に用いる装置としては、例えば、株式会社神戸製鋼所製のAIP(商品名)が挙げられる。
<硬質被膜層被覆工程>
本実施形態に係る表面被覆切削工具の製造方法は、上記WC1-x層被覆工程の後に硬質被膜層被覆工程を更に含むことが好ましい。硬質被膜層の形成方法は、特に制限なく、従来の方法を用いることが可能である。具体的には、例えば、上述したPVD法によって硬質被膜層を形成することが挙げられる。
本実施形態に係る表面被覆切削工具の製造方法は、上記WC1-x層被覆工程の後に硬質被膜層被覆工程を更に含むことが好ましい。硬質被膜層の形成方法は、特に制限なく、従来の方法を用いることが可能である。具体的には、例えば、上述したPVD法によって硬質被膜層を形成することが挙げられる。
<その他の工程>
本実施形態に係る製造方法では、上述した工程の他にも、基材と上記WC1-x層との間に下地層を形成する下地層被覆工程、上記WC1-x層と上記硬質被膜層との間に中間層を形成する中間層被覆工程、上記硬質被膜層の上に表面層を形成する表面層被覆工程及び表面処理する工程等を適宜行ってもよい。上述の下地層、中間層及び表面層等の他の層を形成する場合、従来の方法によって他の層を形成してもよい。具体的には、例えば、上述したPVD法によって上記他の層を形成することが挙げられる。表面処理をする工程としては、例えば、弾性材にダイヤモンド粉末を担持させたメディアを用いた表面処理等が挙げられる。上記表面処理を行う装置としては、例えば、株式会社不二製作所製のシリウスZ等が挙げられる。
本実施形態に係る製造方法では、上述した工程の他にも、基材と上記WC1-x層との間に下地層を形成する下地層被覆工程、上記WC1-x層と上記硬質被膜層との間に中間層を形成する中間層被覆工程、上記硬質被膜層の上に表面層を形成する表面層被覆工程及び表面処理する工程等を適宜行ってもよい。上述の下地層、中間層及び表面層等の他の層を形成する場合、従来の方法によって他の層を形成してもよい。具体的には、例えば、上述したPVD法によって上記他の層を形成することが挙げられる。表面処理をする工程としては、例えば、弾性材にダイヤモンド粉末を担持させたメディアを用いた表面処理等が挙げられる。上記表面処理を行う装置としては、例えば、株式会社不二製作所製のシリウスZ等が挙げられる。
以下、実施例を挙げて本発明を詳細に説明するが、本発明はこれらに限定されるものではない。
≪表面被覆切削工具の作製≫
<基材準備工程>
まず、基材準備工程として、JIS規格K10超硬(形状:JIS規格SEET13T3AGSN)を基材として準備した。次に、上記基材をアークイオンプレーティング装置(株式会社神戸製鋼所製、商品名:AIP)の所定の位置にセットした。
<基材準備工程>
まず、基材準備工程として、JIS規格K10超硬(形状:JIS規格SEET13T3AGSN)を基材として準備した。次に、上記基材をアークイオンプレーティング装置(株式会社神戸製鋼所製、商品名:AIP)の所定の位置にセットした。
<WC1-x層被覆工程>
WC1-x層被覆工程として、アークイオンプレーティング法により上記基材の上にWC1-x層を形成した。具体的には以下の方法で行った。まずWCターゲット(組成がWCであってC量が3~6.1質量%である焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を400~550℃及び該装置内のガス圧を1.0~3.5Paに設定した。上記ガスとしては、アルゴンガスを導入した。そして、基材(負)バイアス電圧を10~700V且つDC又はパルスDC(周波数10~300kHz)に維持したまま、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによりWC1-x層を形成した。ここで、WC1-x層の形成初期(膜厚が0.2μm以下の範囲)では、基材温度を400~450℃とし、且つ低周波数10~35kHzのバイアスと高周波数200~300kHzのバイアスとを0.5~2分間隔で交互に印加した。
WC1-x層被覆工程として、アークイオンプレーティング法により上記基材の上にWC1-x層を形成した。具体的には以下の方法で行った。まずWCターゲット(組成がWCであってC量が3~6.1質量%である焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を400~550℃及び該装置内のガス圧を1.0~3.5Paに設定した。上記ガスとしては、アルゴンガスを導入した。そして、基材(負)バイアス電圧を10~700V且つDC又はパルスDC(周波数10~300kHz)に維持したまま、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによりWC1-x層を形成した。ここで、WC1-x層の形成初期(膜厚が0.2μm以下の範囲)では、基材温度を400~450℃とし、且つ低周波数10~35kHzのバイアスと高周波数200~300kHzのバイアスとを0.5~2分間隔で交互に印加した。
<下地層被覆工程>
基材とWC1-x層との間に下地層を設けた試料(実施例19、比較例1)については、WC1-x層被覆工程を行う前に以下の手順にて、基材の上に下地層を形成した。まず表1に記載の下地層の組成の欄における金属組成を含むターゲット(焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を400~650℃及び該装置内のガス圧を0.8~5Paに設定した。反応ガスとしては、窒化物の下地層の場合は窒素ガスとアルゴンガスとの混合ガスを導入した。炭窒化物の下地層の場合は、反応ガスとしては窒素ガスとメタンガスとアルゴンガスとの混合ガスを導入した。その後、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによって、表1に記載の厚さまで下地層を形成した。
基材とWC1-x層との間に下地層を設けた試料(実施例19、比較例1)については、WC1-x層被覆工程を行う前に以下の手順にて、基材の上に下地層を形成した。まず表1に記載の下地層の組成の欄における金属組成を含むターゲット(焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を400~650℃及び該装置内のガス圧を0.8~5Paに設定した。反応ガスとしては、窒化物の下地層の場合は窒素ガスとアルゴンガスとの混合ガスを導入した。炭窒化物の下地層の場合は、反応ガスとしては窒素ガスとメタンガスとアルゴンガスとの混合ガスを導入した。その後、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによって、表1に記載の厚さまで下地層を形成した。
<硬質被膜層被覆工程>
また、WC1-x層の上に硬質被膜層を設けた試料(実施例10~16及び18)については、WC1-x層被覆工程を行った後に以下の手順にて、WC1-x層の上に硬質被膜層を形成し、本実施形態に係る表面被覆切削工具を作製した。まず表1に記載の硬質被膜層の組成の欄における金属組成を含むターゲット(焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を500~650℃及び該装置内のガス圧を0.8~5.0Paに設定した。反応ガスとしては、窒化物の硬質被膜層の場合は窒素ガスとアルゴンガスとの混合ガスを導入した。炭窒化物の硬質被膜層の場合は、反応ガスとしては窒素ガスとメタンガスとアルゴンガスとの混合ガスを導入した。酸化物の硬質被膜層の場合は、反応ガスとしては酸素ガスとアルゴンガスとの混合ガスを導入した。その後、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによって、表1に記載の厚さまで硬質被膜層を形成した。なお、多層構造の硬質被膜層を形成する場合は、表1において左側に記載されているものから順に第一単位層、第二単位層として目的の厚さになるまで繰り返して積層した。
また、WC1-x層の上に硬質被膜層を設けた試料(実施例10~16及び18)については、WC1-x層被覆工程を行った後に以下の手順にて、WC1-x層の上に硬質被膜層を形成し、本実施形態に係る表面被覆切削工具を作製した。まず表1に記載の硬質被膜層の組成の欄における金属組成を含むターゲット(焼結ターゲット又は溶成ターゲット)をアークイオンプレーティング装置のアーク式蒸発源にセットした。次に、基材温度を500~650℃及び該装置内のガス圧を0.8~5.0Paに設定した。反応ガスとしては、窒化物の硬質被膜層の場合は窒素ガスとアルゴンガスとの混合ガスを導入した。炭窒化物の硬質被膜層の場合は、反応ガスとしては窒素ガスとメタンガスとアルゴンガスとの混合ガスを導入した。酸化物の硬質被膜層の場合は、反応ガスとしては酸素ガスとアルゴンガスとの混合ガスを導入した。その後、カソード電極に80~150Aのアーク電流を供給した。アーク電流の供給でアーク式蒸発源から金属イオン等を発生させることによって、表1に記載の厚さまで硬質被膜層を形成した。なお、多層構造の硬質被膜層を形成する場合は、表1において左側に記載されているものから順に第一単位層、第二単位層として目的の厚さになるまで繰り返して積層した。
≪切削工具の特性評価≫
上述のようにして作製した試料(実施例1~19及び比較例1~3)の切削工具を用いて、以下のように、切削工具の各特性を評価した。
上述のようにして作製した試料(実施例1~19及び比較例1~3)の切削工具を用いて、以下のように、切削工具の各特性を評価した。
WC1-x層の組成xは、基材の表面の法線方向に平行な断面サンプルを用いて、TEMに付帯のEDX装置(日本電子株式会社製シリコンドリフト検出器、商品名:JED-2200)によって、以下の条件で測定した。具体的には、まず上記断面サンプルのWC1-x層における任意の3点それぞれを測定して上記組成xの値を求めた。その後、求められた3点の値の平均値を上記断面サンプルのWC1-x層における組成xとした。ここで当該「任意の3点」は、WC1-x層中の任意の30nm×30nmの領域を3か所選択した。結果を表1に示す。
EDX法の測定条件
加速電圧 :200kV
プローブ電流 :0.29nA
プローブサイズ :0.2nm
EDX法の測定条件
加速電圧 :200kV
プローブ電流 :0.29nA
プローブサイズ :0.2nm
WC1-x層におけるWC1-xの結晶構造は、X線回折測定(XRD測定)用装置(パナリティカル製、商品名:X’pert)を用いて、以下の条件で上述のWC1-x層における任意の3点を測定することで行った。結果を表1に示す。表1中、「六方晶」という表記は、六方晶のWC1-xが含まれていて、立方晶のWC1-xが含まれていなかったことを示す。表1中、「六方晶+立方晶」という表記は、WC1-x層中に六方晶のWC1-xと立方晶のWC1-xとがそれぞれ35質量%及び65質量%の割合で混在していたことを示す。
XRD法の測定条件
走査軸 :2θ-θ
X線源 :Cu-Kα線(1.541862Å)
検出器 :0次元検出器(シンチレーションカウンタ)
管電圧 :45kV
管電流 :40mA
入射光学系 :ミラーの利用
受光光学系 :アナライザ結晶(PW3098/27)の利用
ステップ :0.03°
積算時間 :2秒
スキャン範囲(2θ) :10°~120°
XRD法の測定条件
走査軸 :2θ-θ
X線源 :Cu-Kα線(1.541862Å)
検出器 :0次元検出器(シンチレーションカウンタ)
管電圧 :45kV
管電流 :40mA
入射光学系 :ミラーの利用
受光光学系 :アナライザ結晶(PW3098/27)の利用
ステップ :0.03°
積算時間 :2秒
スキャン範囲(2θ) :10°~120°
WC1-x層における遊離炭素の有無は、XPS法に用いられる装置(アルバック・ファイ株式会社製、商品名:Versa Probe III)を用いて、上記WC1-x層の表面の任意の3点における炭素-炭素二重結合の有無を調べることで求めた。なお、上記WC1-x層が最表面に設けられている場合、自然酸化層をAr+スパッタで除去してから上述の測定を行った。また、上記WC1-x層が最表面でない場合は、Ar+スパッタで上記WC1-x層を露出させてから測定を行った。結果を表1に示す。表1中、「遊離炭素」の欄における「無」との表記は、WC1-x層中に遊離炭素が含まれていないことを示し、「有」との表記は、WC1-x層中に遊離炭素が含まれていること示す。
XPS法の測定条件
使用X線源 :mono-AlKα線 (hν=1486.6eV)
検出深さ :1nm~10nm
X線ビーム径 :約100μmφ
中和銃 :デュアルタイプ使用
Ar+ :加速電圧 4kV
ラスターサイズ:1×1mm
スパッタ速度(Ar+):SiO2スパッタ換算値 28.3nm/min
XPS法の測定条件
使用X線源 :mono-AlKα線 (hν=1486.6eV)
検出深さ :1nm~10nm
X線ビーム径 :約100μmφ
中和銃 :デュアルタイプ使用
Ar+ :加速電圧 4kV
ラスターサイズ:1×1mm
スパッタ速度(Ar+):SiO2スパッタ換算値 28.3nm/min
WC1-x層の膜硬度は、ナノインデンター(株式会社エリオニクス製、商品名:ENT1100)を用いて、以下の条件で測定した。このとき、まず上記WC1-x層の表面における任意の10点それぞれを測定して上記膜硬度を求めた。その後、求められた10点の膜硬度の平均値を上記WC1-x層における膜硬度とした。なお、上記WC1-x層が最表面でない場合は、機械研磨等で上記WC1-x層を露出させてからナノインデンターで測定を行った。結果を表1に示す。
ナノインデンターの測定条件
圧子 : バーコビッチ
荷重 : 1gf
負荷時間: 10000msec
保持時間: 2000msec
除荷時間: 10000msec
ナノインデンターの測定条件
圧子 : バーコビッチ
荷重 : 1gf
負荷時間: 10000msec
保持時間: 2000msec
除荷時間: 10000msec
WC1-x層、下地層、硬質被膜層(第一単位層、第二単位層)及び被膜の厚さは、以下のようにして求めた。まず透過型電子顕微鏡(TEM)(日本電子株式会社製、商品名:JEM-2100F)を用いて、基材の表面の法線方向に平行な断面サンプルにおける任意の3点を測定した。その後、測定された3点の厚さの平均値をとることで求めた。結果を表1に示す。表1中、「下地層」及び「硬質被膜層」における「-」との表記は、該当する層が被膜中に存在しないことを示す。また、「硬質被膜層」における「TiAlSiN(8nm)/TiSiN(4nm)多層構造(2.0μm)」等の表記は、硬質被膜層が、厚さ8nmのTiAlSiN層(第一単位層)と厚さ4nmのTiSiN層(第二単位層)とを上下交互に167層ずつ積層した多層構造(合計厚み2.0μm)により形成されていることを示している。

≪切削試験≫
<耐欠損性試験>
上述のようにして作製した試料(実施例1~19、比較例1~3)の切削工具を用いて、以下の切削条件により切削工具が欠損するまでの切削時間を測定し、当該切削工具の耐欠損性を評価した。その結果を表2に示す。切削時間が長いほど耐欠損性に優れる切削工具として評価することができる。
<耐欠損性試験>
上述のようにして作製した試料(実施例1~19、比較例1~3)の切削工具を用いて、以下の切削条件により切削工具が欠損するまでの切削時間を測定し、当該切削工具の耐欠損性を評価した。その結果を表2に示す。切削時間が長いほど耐欠損性に優れる切削工具として評価することができる。
(耐欠損性試験(正面フライス加工試験)の切削条件)
被削材(材質):Ti-6Al-4V
速度 :V40m/min
送り :0.1mm/刃
切り込み :ad4mm、ae10mm
被削材(材質):Ti-6Al-4V
速度 :V40m/min
送り :0.1mm/刃
切り込み :ad4mm、ae10mm

上記切削試験の結果から、実施例1~19の切削工具は、比較例1~3の切削工具に比べて、耐欠損性に優れており、工具寿命も長いことが分かった。このことから、実施例1~19の切削工具は、負荷の高い高速、高能率加工の用途に向いていることが示唆された。
以上のように本発明の実施形態および実施例について説明を行なったが、上述の各実施形態および各実施例の構成を適宜組み合わせることも当初から予定している。
今回開示された実施の形態および実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態および実施例ではなく請求の範囲によって示され、請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
1 すくい面、 2 逃げ面、 3 刃先稜線部、 10 表面被覆切削工具、 11 基材、 12 WC1-x層、 13 硬質被膜層、 131 第一単位層、 132 第二単位層。
Claims (10)
- 基材と、前記基材を被覆する被膜とを備える表面被覆切削工具であって、
前記被膜は、WC1-x(ただし、xは、0.54以上0.58以下である)で示される化合物からなるWC1-x層を含み、
前記WC1-xで示される化合物は、六方晶型の結晶構造を含む、表面被覆切削工具。 - 前記WC1-x層は、前記基材に接している、請求項1に記載の表面被覆切削工具。
- 前記WC1-x層は、遊離炭素を含まない、請求項1又は請求項2に記載の表面被覆切削工具。
- 前記WC1-x層は、その膜硬度が3700mgf/μm2以上4500mgf/μm2以下である、請求項1~請求項3のいずれか一項に記載の表面被覆切削工具。
- 前記被膜は、前記WC1-x層の上に形成されている硬質被膜層を更に含み、
前記硬質被膜層は、前記WC1-x層とは組成が異なる第一単位層を少なくとも含み、
前記第一単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は前記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなる、請求項1~請求項4のいずれか一項に記載の表面被覆切削工具。 - 前記第一単位層は、その厚さが0.1μm以上10μm以下である、請求項5に記載の表面被覆切削工具。
- 前記硬質被膜層は、前記WC1-x層及び前記第一単位層とは組成が異なる第二単位層を更に含み、
前記第二単位層は、周期表4族元素、5族元素、6族元素、Al及びSiからなる群より選ばれる少なくとも1種の元素、又は前記元素の少なくとも1種と、炭素、窒素、酸素及びホウ素からなる群より選ばれる少なくとも1種の元素とからなる化合物からなり、
前記第一単位層及び前記第二単位層は、それぞれが交互に1層以上積層された多層構造を形成している、請求項5に記載の表面被覆切削工具。 - 前記第一単位層は、その厚さが1nm以上100nm以下であり、前記第二単位層は、その厚さが1nm以上100nm以下である、請求項7に記載の表面被覆切削工具。
- 前記被膜は、その厚さが0.1μm以上10μm以下である、請求項1~請求項8のいずれか一項に記載の表面被覆切削工具。
- 前記基材は、超硬合金、サーメット、高速度鋼、セラミックス、cBN焼結体及びダイヤモンド焼結体からなる群より選ばれる少なくとも1種を含む、請求項1~請求項9のいずれか一項に記載の表面被覆切削工具。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980002649.8A CN110709198B (zh) | 2018-03-19 | 2019-03-14 | 表面被覆切削工具 |
| EP19772497.4A EP3769882A4 (en) | 2018-03-19 | 2019-03-14 | SURFACE COATED CUTTING TOOL |
| US16/615,513 US11117196B2 (en) | 2018-03-19 | 2019-03-14 | Surface-coated cutting tool |
| KR1020197034797A KR20200131156A (ko) | 2018-03-19 | 2019-03-14 | 표면 피복 절삭 공구 |
| JP2019554424A JP6813103B2 (ja) | 2018-03-19 | 2019-03-14 | 表面被覆切削工具 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018051011 | 2018-03-19 | ||
| JP2018-051011 | 2018-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019181742A1 true WO2019181742A1 (ja) | 2019-09-26 |
Family
ID=67986390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/010614 WO2019181742A1 (ja) | 2018-03-19 | 2019-03-14 | 表面被覆切削工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11117196B2 (ja) |
| EP (1) | EP3769882A4 (ja) |
| JP (1) | JP6813103B2 (ja) |
| KR (1) | KR20200131156A (ja) |
| CN (1) | CN110709198B (ja) |
| WO (1) | WO2019181742A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022196555A1 (ja) * | 2021-03-19 | 2022-09-22 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP7544294B1 (ja) | 2023-05-17 | 2024-09-03 | 住友電気工業株式会社 | 切削工具 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113403578A (zh) * | 2021-06-22 | 2021-09-17 | 南京工业职业技术大学 | 一种超硬质多层纳米复合涂层制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939243B2 (ja) * | 1978-08-07 | 1984-09-21 | 三菱マテリアル株式会社 | 表面被覆工具部品 |
| JPS6257802A (ja) * | 1985-09-05 | 1987-03-13 | Sumitomo Electric Ind Ltd | 硬質炭素被覆部品 |
| JPH0679503A (ja) * | 1992-06-30 | 1994-03-22 | Kyocera Corp | 超硬質膜付工具及びその製造方法 |
| JPH06262405A (ja) | 1993-03-05 | 1994-09-20 | Toshiba Tungaloy Co Ltd | 工具用被覆部品 |
| JP2001150206A (ja) * | 1999-11-29 | 2001-06-05 | Mitsubishi Materials Corp | 断続重切削ですぐれた耐欠損性を発揮する表面被覆炭化タングステン基超硬合金製切削工具 |
| JP2003527293A (ja) * | 2000-03-15 | 2003-09-16 | ハーダイド・リミテツド | ダイアモンド用およびダイアモンド含有材料用の接着性複合被膜および前記被膜の製造方法 |
| US6800383B1 (en) * | 1999-02-11 | 2004-10-05 | Hardide Limited | Tungsten carbide coating and method for producing the same |
| WO2012056758A1 (ja) * | 2010-10-28 | 2012-05-03 | 住友電工ハードメタル株式会社 | 表面被覆焼結体 |
| WO2014003172A1 (ja) * | 2012-06-29 | 2014-01-03 | 株式会社神戸製鋼所 | Dlc膜成形体 |
| JP2018051013A (ja) | 2016-09-29 | 2018-04-05 | サミー株式会社 | ぱちんこ遊技機 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE259003C (ja) * | ||||
| US5700551A (en) * | 1994-09-16 | 1997-12-23 | Sumitomo Electric Industries, Ltd. | Layered film made of ultrafine particles and a hard composite material for tools possessing the film |
| CN100479955C (zh) * | 2003-12-05 | 2009-04-22 | 住友电工硬质合金株式会社 | 表面被覆切削工具 |
| CN101497985A (zh) * | 2009-02-19 | 2009-08-05 | 吉林大学 | 一种单相六方碳化钨硬质涂层材料及其低温合成方法 |
| BR102012003607A2 (pt) * | 2012-02-16 | 2013-10-29 | Mahle Metal Leve Sa | Componente deslizante para uso em motores de combustão interna |
| JP6268530B2 (ja) * | 2013-04-01 | 2018-01-31 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| CN103820761B (zh) * | 2014-02-12 | 2016-08-10 | 西安金唐材料应用科技有限公司 | 一种金属碳化物镀层的制备方法 |
| JP6284034B2 (ja) * | 2014-09-25 | 2018-02-28 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP6663244B2 (ja) * | 2016-02-16 | 2020-03-11 | イビデン株式会社 | 透光板及びその製造方法 |
| JP7099800B2 (ja) * | 2016-07-29 | 2022-07-12 | 三菱マテリアル株式会社 | 複合部材およびこれからなる切削工具 |
-
2019
- 2019-03-14 US US16/615,513 patent/US11117196B2/en active Active
- 2019-03-14 JP JP2019554424A patent/JP6813103B2/ja active Active
- 2019-03-14 KR KR1020197034797A patent/KR20200131156A/ko unknown
- 2019-03-14 EP EP19772497.4A patent/EP3769882A4/en active Pending
- 2019-03-14 WO PCT/JP2019/010614 patent/WO2019181742A1/ja unknown
- 2019-03-14 CN CN201980002649.8A patent/CN110709198B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939243B2 (ja) * | 1978-08-07 | 1984-09-21 | 三菱マテリアル株式会社 | 表面被覆工具部品 |
| JPS6257802A (ja) * | 1985-09-05 | 1987-03-13 | Sumitomo Electric Ind Ltd | 硬質炭素被覆部品 |
| JPH0679503A (ja) * | 1992-06-30 | 1994-03-22 | Kyocera Corp | 超硬質膜付工具及びその製造方法 |
| JPH06262405A (ja) | 1993-03-05 | 1994-09-20 | Toshiba Tungaloy Co Ltd | 工具用被覆部品 |
| US6800383B1 (en) * | 1999-02-11 | 2004-10-05 | Hardide Limited | Tungsten carbide coating and method for producing the same |
| JP2001150206A (ja) * | 1999-11-29 | 2001-06-05 | Mitsubishi Materials Corp | 断続重切削ですぐれた耐欠損性を発揮する表面被覆炭化タングステン基超硬合金製切削工具 |
| JP2003527293A (ja) * | 2000-03-15 | 2003-09-16 | ハーダイド・リミテツド | ダイアモンド用およびダイアモンド含有材料用の接着性複合被膜および前記被膜の製造方法 |
| WO2012056758A1 (ja) * | 2010-10-28 | 2012-05-03 | 住友電工ハードメタル株式会社 | 表面被覆焼結体 |
| WO2014003172A1 (ja) * | 2012-06-29 | 2014-01-03 | 株式会社神戸製鋼所 | Dlc膜成形体 |
| JP2018051013A (ja) | 2016-09-29 | 2018-04-05 | サミー株式会社 | ぱちんこ遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3769882A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022196555A1 (ja) * | 2021-03-19 | 2022-09-22 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP7544294B1 (ja) | 2023-05-17 | 2024-09-03 | 住友電気工業株式会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200114431A1 (en) | 2020-04-16 |
| JP6813103B2 (ja) | 2021-01-13 |
| EP3769882A1 (en) | 2021-01-27 |
| CN110709198B (zh) | 2020-10-30 |
| KR20200131156A (ko) | 2020-11-23 |
| JPWO2019181742A1 (ja) | 2020-07-27 |
| EP3769882A4 (en) | 2021-08-18 |
| CN110709198A (zh) | 2020-01-17 |
| US11117196B2 (en) | 2021-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019181741A1 (ja) | 表面被覆切削工具 | |
| CN114929415B (zh) | 切削工具 | |
| WO2019181742A1 (ja) | 表面被覆切削工具 | |
| JP2018202533A (ja) | 表面被覆切削工具 | |
| WO2019181740A1 (ja) | 表面被覆切削工具 | |
| JP7354933B2 (ja) | 切削工具 | |
| JP7251347B2 (ja) | 表面被覆切削工具 | |
| JP7119279B1 (ja) | 切削工具 | |
| JP7409233B2 (ja) | 切削工具 | |
| JP7305054B2 (ja) | 切削工具 | |
| WO2022244190A1 (ja) | 切削工具 | |
| WO2022244191A1 (ja) | 切削工具 | |
| JP7251348B2 (ja) | 表面被覆切削工具 | |
| JP7443655B2 (ja) | 切削工具 | |
| CN117580664A (zh) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019554424 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19772497 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019772497 Country of ref document: EP Effective date: 20201019 |