WO2019146458A1 - コイルドチュービング用熱延鋼板およびその製造方法 - Google Patents
コイルドチュービング用熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2019146458A1 WO2019146458A1 PCT/JP2019/000995 JP2019000995W WO2019146458A1 WO 2019146458 A1 WO2019146458 A1 WO 2019146458A1 JP 2019000995 W JP2019000995 W JP 2019000995W WO 2019146458 A1 WO2019146458 A1 WO 2019146458A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- yield strength
- heat treatment
- rolled steel
- mpa
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
Definitions
- the present invention relates to a hot rolled steel sheet for coiled tubing and a method of manufacturing the same, and in particular, heat treatment is performed at 650 ° C. for 60 seconds after a 5% pre-strain load with a yield strength of 480 MPa or more and a tensile strength of 600 MPa or more.
- the difference between the yield strength after the pre-strain heat treatment and the yield strength before the pre-strain heat treatment ( ⁇ YS) is 100 MPa or more, and the yield strength after the pre-strain heat treatment is 620 MPa or more
- the present invention relates to a hot rolled steel sheet for coiled tubing and a method of manufacturing the same.
- Coiled tubing is a small diameter long seam welded steel pipe with an outer diameter of about 20 to 100 mm, wound on a reel, and it is used to remove sand accumulated in the oil well, and to control the temperature, humidity, depth, etc. in the oil well. It is widely used in various wellbore operations such as measurement of In recent years, application to shale gas and oil drilling has also been started.
- the coiled tubing is slit in the longitudinal direction according to the diameter after pipe making, and is welded and joined to a predetermined length, and then it is roll-formed into a tubular shape, and then electric resistance welding is performed, after that, In order to improve the quality of welds and prevent sulfide stress corrosion cracking, after being subjected to strain relief annealing, it is wound on a reel.
- the coiled tubing is required to have high strength in the longitudinal direction after pipe making from the viewpoint of preventing breakage in the wellbore, for example, coiled tubing having a yield strength of 90 ksi (620 MPa) or more is required.
- Patent Document 1 C: 0.10% or more and 0.16% or less, Si: 0.1% or more and 0.5% or less, Mn: 0.5% or more by mass% 1.5% or less, P: 0.02% or less, S: 0.005% or less, Sol.
- the steel to be finished is subjected to hot finish rolling in the temperature range where the finish temperature is 820 ° C or more and 920 ° C or less, and the time from hot finish rolling to winding is within 20 seconds, and the winding is 550 ° C or more and 620 ° C
- a steel strip for coiled tubing which is wound up in the following temperature range and a method of manufacturing the same are disclosed.
- Patent Document 2 C: 0.17 to 0.35%, Mn: 0.30 to 2.00%, Si: 0.10 to 0.30%, Al: 0.010 to 0.% by weight. Containing 040%, S: 0.010% or less, P: 0.015% or less, with a yield strength of 80 ksi (551 MPa) to 140 ksi (965 MPa) mainly composed of tempered martensite with steel structure and low cycle fatigue property Excellent coiled tubing and methods of making same are disclosed.
- Patent No. 5494895 gazette JP 2014-208888 A
- Patent Document 1 relates to a steel strip for coiled tubing excellent in material uniformity with reduced material variation in the longitudinal direction and width direction of the hot-rolled steel plate.
- yield strength after pipe making there is no description about the yield strength after pipe making, and there is a concern that the strength necessary for actually using it as coiled tubing may not be obtained.
- Patent Document 2 is a new method because it is necessary to carry out the whole pipe hardening treatment and the reheating and tempering treatment after forming the hot rolled steel sheet in order to obtain a structure mainly made of tempered martensite. It is necessary to introduce equipment and there is a concern that the manufacturing cost will increase.
- the present invention has a heat treatment strength of 480 MPa or more and a tensile strength of 600 MPa or more, and heat treatment at 650 ° C. for 60 seconds after 5% pre-strain load simulating the current pipe forming process and strain relief annealing heat treatment.
- the difference between the yield strength after the pre-strain heat treatment and the yield strength before the pre-strain heat treatment ( ⁇ YS) is 100 MPa or more, and the yield strength after the pre-strain heat treatment is 620 MPa It is an object of the present invention to provide the above-described hot rolled steel sheet for coiled tubing and a method of manufacturing the same.
- the present inventors set the composition appropriately adjusted to chemical components such as C, Mn, Cr, Nb, and Ti.
- accelerated cooling is performed at 30 ° C / s or more up to a cooling stop temperature of 600 ° C or less, and then wound in a temperature range of 450 ° C or more and 600 ° C or less
- a structure mainly composed of bainite and bainitic ferrite and having a solid solution Nb content of 20% or more of the total Nb content mass is obtained, a yield strength of 480 MPa or more, a tensile strength of 600 MPa or more, and 5 %
- ⁇ YS difference
- the gist of the present invention is as follows. [1] Mass%, C: 0.10% or more and 0.16% or less, Si: 0.1% or more and 0.5% or less, Mn: 0.8% or more and 1.8% or less, P: 0. 001% or more and 0.020% or less, S: 0.0050% or less, Al: 0.01% or more and 0.08% or less, Cu: 0.1% or more and 0.5% or less, Ni: 0.1% or more 0.5% or less, Cr: 0.5% to 0.8%, Mo: 0.10% to 0.5%, Nb: 0.01% to 0.05%, Ti: 0.01 % And not more than 0.03%, N: not less than 0.001% and not more than 0.006%, the balance being the component composition consisting of Fe and unavoidable impurities, and at half the plate thickness, bainite and bain It has a structure in which the area ratio of tick ferrite is 80% or more in total, and the amount of solid solution Nb is 20% or more of the total Nb content, yielding Yield strength
- a hot rolled steel sheet for coiled tubing wherein the difference in yield strength ( ⁇ YS) is 100 MPa or more, and the yield strength after the pre-strain heat treatment is 620 MPa or more.
- ⁇ YS difference in yield strength
- B 0.0005% or more and 0.0050% or less
- V 0.01% or more and 0.10% or less
- Ca 0.0005% or more, in mass%.
- [3] The method for producing a hot rolled steel sheet for coiled tubing according to the above [1] or [2], wherein the steel slab having the above-mentioned component composition is heated to 1100 ° C. or more and 1250 ° C. or less, and then rough rolling is performed. Then, finish rolling is performed at a rolling end temperature in the range of 820 ° C. to 920 ° C., and after cooling to 600 ° C.
- the structure of the steel is made mainly of bainite and bainitic ferrite, and the solid solution Nb is contained in a predetermined amount or more.
- a hot rolled steel sheet having a yield strength of 480 MPa or more and a tensile strength of 600 MPa or more can be obtained, and further, coiled tubing having a desired yield strength (MPa 620 MPa) by strain age hardening by pipe forming and strain relief annealing. Is very useful in the industry.
- C 0.10% or more and 0.16% or less C forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- the C content is less than 0.10%, polygonal ferrite transformation and pearlite transformation easily occur during cooling, and therefore, a predetermined amount of bainite and bainitic ferrite can not be obtained, and the desired hot rolled steel sheet strength ( In some cases, TS ⁇ 600 MPa) can not be obtained.
- the content of C exceeds 0.16%, NbC becomes difficult to form a solid solution in the heating stage of the steel slab, and it becomes difficult to contain solid solution Nb of a predetermined amount or more.
- the strain age hardening by annealing may be insufficient, and coiled tubing having a desired yield strength ( ⁇ 620 MPa) may not be obtained. Therefore, the content of C is 0.10% or more and 0.16% or less.
- the content of C is preferably 0.11% or more. Further, the content of C is preferably 0.13% or less.
- Si 0.1% or more and 0.5% or less Si is an element necessary for deoxidation, and further has an effect of improving the strength of the hot-rolled steel sheet by solid solution strengthening. In order to obtain such an effect, it is necessary to add Si 0.1% or more. On the other hand, if the content of Si exceeds 0.5%, the quality of the weld zone is reduced. In addition, the formation of red scale becomes remarkable, and the appearance of the steel sheet is degraded. Therefore, the content of Si is 0.1% or more and 0.5% or less. The content of Si is preferably 0.1% or more and 0.3% or less.
- Mn 0.8% or more and 1.8% or less Mn, like C, forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- Mn 0.8% or more and 1.8% or less
- Mn forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- the content of Mn is less than 0.8%, polygonal ferrite transformation and pearlite transformation easily occur during cooling, and therefore a predetermined amount of bainitic ferrite can not be obtained, and the desired hot rolled steel sheet strength (TSTS In some cases, 600 MPa) can not be obtained.
- TSTS hot rolled steel sheet strength
- the content of Mn exceeds 1.8%, not only the effect of strengthening is saturated but also the weldability is deteriorated.
- the content of Mn is 0.8% to 1.8%.
- the content of Mn is preferably 0.8% to 1.6%, and more preferably 0.8% to 1.2%.
- P 0.001% or more and 0.020% or less
- P is an element effective for strengthening the hot-rolled steel sheet by solid solution strengthening.
- the P content is made 0.001% or more.
- the P content exceeds 0.020%, the weldability is significantly deteriorated, and further segregation occurs at grain boundaries to cause inhomogeneity of the material, which may lower the low cycle fatigue characteristics of coiled tubing. . Therefore, the content of P is 0.001% or more and 0.020% or less.
- the content of P is preferably 0.001% or more and 0.010% or less.
- S 0.0050% or less S causes hot embrittlement and may be present as sulfide-based inclusions in the steel to reduce ductility and toughness. In addition, there is a concern that it may be a starting point of fatigue cracking and degrade the fatigue characteristics of coiled tubing. Therefore, it is preferable to reduce S as much as possible, and in the present invention, the upper limit of the content of S is 0.0050%.
- the content of S is preferably 0.0015% or less.
- the lower limit of the content of S is not particularly limited, it is preferable to set the content of S to be 0.0001% or more, since the steel cost can be increased due to extremely low S.
- Al 0.01% or more and 0.08% or less
- Al is an element to be contained as a deoxidizer.
- Al has a solid solution strengthening ability, and thus effectively acts to increase the strength of the hot rolled steel sheet.
- the content of Al is set to 0.01% or more and 0.08% or less.
- the content of Al is preferably 0.01% or more and 0.05% or less.
- Cu 0.1% or more and 0.5% or less
- Cu is an element added to impart corrosion resistance.
- it is a hardenable element and forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- it is necessary to add Cu 0.1% or more.
- the content of Cu exceeds 0.5%, not only the effect of strengthening is saturated but also the weldability is deteriorated. Therefore, the content of Cu is 0.1% or more and 0.5% or less.
- the content of Cu is preferably 0.2% or more. Further, the content of Cu is preferably 0.4% or less.
- Ni 0.1% or more and 0.5% or less
- Ni is an element added to provide corrosion resistance.
- it is a hardenable element and forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- it is necessary to add Ni 0.1% or more.
- Ni is very expensive, and its effect is saturated when the content of Ni exceeds 0.5%. Therefore, the content of Ni is 0.1% or more and 0.5% or less.
- the content of Ni is preferably 0.1% or more and 0.3% or less.
- Cr 0.5% or more and 0.8% or less
- Cr is an element added to impart corrosion resistance as Cu and Ni.
- it is a hardenable element and forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- Cr enhances the temper softening resistance, it suppresses the softening at the time of strain relief annealing after pipe making, and acts effectively to increase the strength of coiled tubing. In order to obtain these effects, it is necessary to add 0.5% or more of Cr.
- the content of Cr exceeds 0.8%, not only the effect of strengthening is saturated but also the weldability is deteriorated. Therefore, the content of Cr is set to 0.5% or more and 0.8% or less.
- the content of Cr is preferably 0.5% or more and 0.7% or less.
- Mo 0.10% or more and 0.5% or less
- Mo is a hardenability element and forms a structure based on bainite and bainitic ferrite after accelerated cooling, and effectively acts on strengthening by transformation strengthening.
- Mo enhances the temper softening resistance, it suppresses the softening at the time of strain relief annealing after pipe forming, and acts effectively to increase the strength of coiled tubing. In order to obtain these effects, it is necessary to add Mo 0.10% or more.
- the content of Mo exceeds 0.5%, not only the effect of strengthening is saturated but also the weldability is deteriorated. Therefore, the content of Mo is 0.10% or more and 0.5% or less.
- the content of Mo is preferably 0.50% or less, more preferably 0.3% or less, and still more preferably 0.30% or less.
- Nb 0.01% or more and 0.05% or less Nb is retained as a solid solution Nb at the stage of the hot-rolled steel sheet, thereby making it possible to form coiled tubing by strain age hardening in subsequent pipe formation and strain relief annealing. Contributes to high strength. In addition, Nb precipitates finely as carbonitrides, thereby strengthening the hot rolled steel sheet without impairing the weldability. In order to obtain these effects, 0.01% or more of Nb is added. On the other hand, if the content of Nb exceeds 0.05%, it becomes difficult for NbC to form a solid solution at the heating stage of the steel slab, and it becomes difficult to contain solid solution Nb of a predetermined amount or more.
- the content of Nb is 0.01% or more and 0.05% or less.
- the content of Nb is preferably 0.01% or more and 0.03% or less.
- Ti 0.01% or more and 0.03% or less Ti is an element effective for strengthening the hot rolled steel sheet by precipitation strengthening. In order to obtain this effect, it is necessary to add Ti 0.01% or more. On the other hand, if the content of Ti exceeds 0.03%, TiN may be coarsened, which may be a starting point of fatigue cracking and may deteriorate the fatigue characteristics of coiled tubing. Therefore, the content of Ti is 0.01% or more and 0.03% or less.
- N 0.001% or more and 0.006% or less N is present as an impurity and is particularly desirable to reduce as much as possible in order to reduce the toughness of the welded portion, but it is acceptable if it is 0.006% or less.
- the content of N is set to 0.001% to 0.006%.
- the content of N is preferably 0.001% to 0.004%.
- the balance other than the above components is Fe and unavoidable impurities.
- one or more elements selected from B, V, Ca, REM, Zr, and Mg can be further added in the range of the following contents, respectively.
- B 0.0005% to 0.0050%
- V 0.01% to 0.10%
- Ca 0.0005% to 0.0100%
- REM 0.0005% to 0.0200%
- Zr 0.0005% or more and 0.0300% or less
- Mg 0.0005% or more and 0.0100% or less
- B 0.0005% or more and 0.0050% or less B is segregated in the austenite grain boundary, and contributes to prevention of strength reduction by suppressing ferrite transformation. In order to acquire this effect, 0.0005% or more addition is required. On the other hand, since the effect is saturated when the content of B exceeds 0.0050%, when B is added, the content of B is made 0.0005% or more and 0.0050% or less.
- V 0.01% or more and 0.10% or less
- V is an element having a function of strengthening the hot rolled steel sheet without impairing the weldability by finely depositing as a carbonitride similarly to Nb. In order to obtain this effect, it is necessary to add 0.01% or more. On the other hand, when the content of V exceeds 0.10%, not only the effect of strengthening but also the weldability may be reduced. Therefore, when adding V, the content of V is set to 0.01% or more and 0.10% or less.
- Ca, REM, Zr, and Mg fix S in the steel and work to improve ductility and toughness, and exert their effects when each added by 0.0005% or more.
- Ca, REM, Zr, and Mg are added at 0.0100%, 0.0200%, 0.0300%, 0.0100%, respectively, inclusions in the steel increase and the ductility and toughness are deteriorated. There is a case.
- the contents of Ca, REM, Zr and Mg are respectively Ca: 0.0005% or more and 0.0100% or less, REM: 0.0005% or more and 0.0200% or less, Zr 0.0005% or more and 0.0300% or less, Mg: 0.0005% or more and 0.0100% or less.
- the structure of the hot rolled steel sheet for coiled tubing according to the present invention is subjected to a pre-strain heat treatment which has a yield strength of 480 MPa or more and a tensile strength of 600 MPa or more and a heat treatment of 60 seconds at 650 ° C. after a 5% pre-strain load.
- a pre-strain heat treatment which has a yield strength of 480 MPa or more and a tensile strength of 600 MPa or more and a heat treatment of 60 seconds at 650 ° C. after a 5% pre-strain load.
- the difference in yield strength after being subjected to the pre-strain load heat treatment (.DELTA.YS) is 100 MPa or more
- bainite and bainitic ferrite are main components
- the amount of solid solution Nb is The texture is 20% or more of the total Nb content.
- the bainitic ferrite is a phase having a substructure having a high dislocation density, and includes needle ferrite and acicular ferrite.
- the term "mainly containing bainite and bainitic ferrite” refers to the case where the area ratio of both phases in the structure is 80% or more in total.
- the remaining structure other than the bainite and bainitic ferrite may contain a phase such as polygonal ferrite, perlite, martensite or the like, and these remaining structures are 20% or less in total area ratio in the structure. If so, the effects of the present invention can be exhibited.
- the total area ratio of bainite and bainitic ferrite at the thickness 1/2 position 80% or more
- the bainite or bainitic ferrite phase is a hard phase and is effective for increasing the strength of the steel sheet by strengthening the transformation structure, By making the area ratio of these phases 80% or more in total, desired hot rolled steel sheet strength (TSTS600 MPa) can be obtained.
- TSTS600 MPa hot rolled steel sheet strength
- the area ratio of these phases is less than 80% in total, the total area ratio of the remaining structures such as ferrite, pearlite, martensite etc. becomes more than 20%, and in such a composite structure, the heterophase interface is a fatigue crack It becomes a starting point, and there is a concern that the fatigue property in the coiled tube after pipe-making may deteriorate. Therefore, the total area ratio of bainite and bainitic ferrite at the plate thickness 1/2 position ((1/2) t portion of the plate thickness t) is 80% or more.
- Solid solution Nb content ratio at 1/2 thickness position 20% or more of total Nb content mass
- Strain age hardening provides coiled tubing with the desired strength (yield strength 620 620 MPa).
- the amount of solid solution Nb at the 1/2 thickness position in the heat-rolled steel plate is less than 20% of the total Nb content mass, sufficient strain age hardening ( ⁇ YS 100 100 MPa) can not be obtained, and the desired strength (yield strength ⁇ In some cases, coiled tubing having a pressure of 620 MPa can not be obtained.
- the amount of solid solution Nb at the 1/2 thickness position in the heat-rolled steel plate is set to 20% or more of the total Nb content mass.
- the amount of solid solution Nb at the 1/2 thickness position in the heat-rolled steel plate is 30% or more of the total Nb content mass.
- the area ratio of each phase of the above structure is mirror-polished from the plate thickness 1/2 position to the L cross section (vertical cross section parallel to the rolling direction) and then corroded with nital, using a scanning electron microscope (SEM) Five fields of view were randomly observed at a magnification of 2000 ⁇ , tissues were identified by the photographed tissue photographs, and the area ratio of each phase was determined by image analysis.
- SEM scanning electron microscope
- the test piece for electrolytic extraction is collected from the plate thickness 1/2 position, and the collected test piece is used in an electrolytic solution (10% by volume of acetylacetone-1% by mass of tetramethylammonium chloride-methanol).
- the constant current electrolysis (about 20 mA / cm 2 ) was carried out, and the solid solution element dissolved in the obtained electrolytic solution was measured and quantified using an ICP mass spectrometer (for details, refer to the following reference). (Reference) Determination of solid solution microalloy in steel, iron and steel, vol. 99 (2013), No. 5
- the hot rolled steel sheet for coiled tubing of the present invention has the following characteristics.
- Yield strength of coiled tubing for hot-rolled steel plate 480 MPa or more
- tensile strength 600 MPa or more
- Coiled tubing is formed into a tubular shape after slitting the hot-rolled steel plate as a material, and then resistance-welded Then, after being subjected to strain relief annealing, it is wound on a reel.
- the properties of the hot rolled steel sheet as a material are also important.
- the yield strength of the hot rolled steel sheet is 480 MPa or more
- the tensile strength is 600 MPa. Since it can be made above, it can respond to the demand of high strengthening.
- ⁇ YS can be set to 100 MPa or more, preferably 120 MPa or more, more preferably 140 MPa or more, and therefore, it is possible to meet the demand for high strength of coiled tubing.
- yield strength after pre-strain load heat treatment 620 MPa or more
- the yield strength after tube formation and strain relief annealing can be made to be 90 ksi (620 MPa) or more, so that it is possible to meet the demand for high strength of coiled tubing.
- the hot rolled steel sheet for coiled tubing of the present invention comprises the step of heating the steel material having the above-described composition to a predetermined heating temperature (heating step), rough rolling and finish rolling of a predetermined rolling finish temperature.
- Manufacturing in a step of applying a hot-rolled sheet (rolling step), a step of accelerating and cooling the hot-rolled sheet at a predetermined cooling rate (accelerated cooling step), and a step of winding it at a predetermined winding temperature (winding step) Be done.
- temperatures such as steel slab heating temperature, finish rolling end temperature, accelerated cooling stop temperature, winding temperature, etc. are surface temperatures of steel slabs, hot-rolled sheets, etc., radiation thermometers, etc.
- the temperature at the center of the plate thickness is the temperature at the center of the plate thickness obtained by calculation taking into consideration parameters such as plate thickness and thermal conductivity from the surface temperature of the steel slab, hot rolled sheet and the like.
- the average cooling rate is (cooling start temperature ⁇ cooling stop temperature) / cooling time from the cooling start temperature to the cooling stop temperature.
- the steel slab of the present invention may be produced by melting a molten steel having the above-described component composition by a known method such as a converter, an electric furnace, a vacuum melting furnace or the like by a continuous casting method or an ingot-slab method. It is desirable to use a continuous casting method to prevent macro segregation of the components.
- the steel slab heating temperature is set to 1100 ° C. or more and 1250 ° C. or less.
- the steel slab heating temperature is preferably 1150 ° C. or more and 1250 ° C. or less.
- the steel slab obtained above is subjected to hot rolling including rough rolling and finish rolling.
- a steel slab is made into a sheet bar by rough rolling.
- End of rolling temperature 820 ° C. or more and 920 ° C. or less
- end of rolling finishing end temperature
- Ar at the edge of the steel sheet is particularly likely to be 3 points or less and soft ferrite is generated. It may not be obtained.
- a residual stress is generated, so there is a concern that the shape may be deteriorated after the slitting.
- the rolling finish temperature exceeds 920 ° C.
- the rolling end temperature is preferably 820 ° C. or more and 880 ° C. or less.
- Cooling rate of accelerated cooling Average cooling rate of 30 ° C / s or more and 100 ° C / s or less at the center of plate thickness Immediately after finish rolling, cooling is started preferably within 3s, and to a cooling stop temperature of 600 ° C or less Accelerated cooling is performed at an average cooling rate of 30 ° C./s to 100 ° C./s at the center of the plate thickness. If the average cooling rate is less than 30 ° C./s, polygonal ferrite may occur during cooling, which makes it difficult to ensure a bainitic and bainitic ferrite-based structure, and the desired hot rolled steel sheet strength (TS ⁇ 600 MPa ) May not be obtained.
- NbC is likely to precipitate during cooling, so a predetermined amount of solid solution Nb can not be obtained after hot rolling, and a sufficient strain age hardening ( ⁇ YS100100 MPa) may not be obtained in this case. It is concerned that coiled tubing with the desired strength (yield strength 620 620 MPa) can not be obtained.
- the average cooling rate is set to 30 ° C./s to 100 ° C./s.
- the average cooling rate is preferably 50 ° C./s or more and 100 ° C./s or less.
- the cooling stop temperature exceeds 600 ° C., polygonal ferrite is generated during subsequent cooling, and a structure based on bainite and bainitic ferrite can not be obtained, or NbC precipitates, and the amount of solid solution Nb of a predetermined amount is
- the cooling stop temperature is set to 600 ° C. or less because it may not be ensured.
- the cooling rate refers to an average cooling rate obtained by dividing the cooling start temperature and the cooling stop temperature by the required time.
- Winding temperature temperature range of 450 ° C. to 600 ° C.
- martensitic transformation occurs when the winding temperature is less than 450 ° C.
- heterophases The interface is a starting point of the fatigue crack, and there is a concern that the fatigue property of the coiled tube after pipe making may be deteriorated.
- the coiling temperature exceeds 600 ° C., excessive NbC is generated, a predetermined amount of solid solution Nb can not be obtained, and sufficient strain age hardening ( ⁇ YS ⁇ 100 MPa) may not be obtained.
- the winding temperature is set to 450 ° C. or more and 600 ° C. or less.
- the winding temperature is preferably 450 ° C. or more and less than 550 ° C., more preferably 450 ° C. or more and 540 ° C. or less.
- the coil after winding is normally air cooled, by cooling at a cooling rate of 15 ° C./h or more at the average temperature of the inner winding to the outer winding at the coil width edge portion, solid solution Nb by precipitation suppression
- the strain age hardening ( ⁇ YS ⁇ 100 MPa) can be obtained more stably.
- the heat-rolled steel plate (coil) manufactured by the above is slit by predetermined
- a skin pass pre-acid wash skin pass
- Example 1 A molten steel having the component composition shown in Table 1 is melted by a converter and made into a steel slab (steel material) by a continuous casting method, and then a heating step, a rolling step, an accelerated cooling step and a winding step under the conditions shown in Table 2. In order to produce a hot-rolled steel plate having a thickness of 4.5 mm.
- the JIS No. 5 tensile test specimen in which the tensile direction is the L direction is collected, and the tensile test is performed to obtain the yield strength (YS), tensile strength (TS), and yield ratio (YR). I asked. After applying 5% tensile strain simulating pipe forming strain in L direction of JIS No.
- test piece for tissue observation was extract
- test piece for electrolytic extraction was extract
- the No. 2 to No. 12 hot rolled steel sheets are invention examples in which the component composition and the manufacturing method conform to the requirements of the present invention, and the hot rolled steel sheet has a yield strength of 480 MPa or more and a tensile strength of 600 MPa or more
- the difference between the yield strength before the pre-strain load heat treatment ( ⁇ YS) is 100 MPa or more;
- the yield strength after the strain load heat treatment is 620 MPa or more.
- the content of C is below the range of the present invention, so that the amount of polygonal ferrite produced during cooling is large, and a predetermined amount of bainite + bainitic ferrite Since the total area ratio can not be obtained, the desired hot rolled steel sheet yield strength and tensile strength can not be obtained. Further, since the ratio of the solid solution Nb content to the total Nb content mass is low and the solid solution Nb content at the stage of the hot rolled steel sheet is low, the desired strength difference ( ⁇ YS) before and after the pre-strain load heat treatment is not obtained. As a result, the yield strength after the desired pre-strain load heat treatment (after tube forming strain relief annealing) can not be obtained.
- Comparative Example No. 15 has a content of Mn
- Comparative Example No. 16 has a content of Cr
- Comparative Example No. 17 has a content of Mo below the range of the present invention. Since a large amount of ferrite is generated and a predetermined amount of bainite + bainitic ferrite can not be obtained in the structure, desired hot rolled steel sheet yield strength and tensile strength can not be obtained.
- Example 2 A molten steel consisting of the component compositions of steels C, F and I shown in Table 1 is melted by a converter and made into a steel slab (steel material) by continuous casting method, then heating process, rolling process under the conditions shown in Table 4 The accelerated cooling step and the winding step were sequentially performed to produce a hot rolled steel sheet having a thickness of 2.5 to 8.0 mm.
- a JIS No. 5 tensile test specimen in which the tensile direction is the L direction is collected from the heat-rolled steel plate obtained as above in the same manner as in Example 1, and the tensile test is performed to obtain yield strength (YS), tensile strength (TS), yield ratio (YR) was determined. After applying 5% tensile strain simulating pipe forming strain in L direction of JIS No.
- the hot-rolled steel sheets of No. 20, 21, 23, 24, 27, 29, 32 to 34, 35 satisfying the production conditions of the present invention are inventions in which the component composition and the production method conform to the requirements of the present invention
- the yield strength of the heat-rolled steel plate is 480 MPa or more
- the tensile strength is 600 MPa or more
- the yield strength after heat treatment at 650 ° C. for 60 seconds after 5% pre-strain load and the above
- the difference ( ⁇ YS) in yield strength before the pre-strain load heat treatment is 100 MPa or more
- the yield strength after the pre-strain load heat treatment is 620 MPa or more.
- No. 22 of the comparative example has a steel slab heating temperature lower than the range of the present invention, so Nb remains undissolved as it is during steel slab heating, so the amount of solid solution Nb relative to the total Nb content mass As a result, the yield strength after the desired pre-strain load heat treatment and the yield strength difference ( ⁇ YS) before and after the pre-strain load heat treatment can not be obtained.
- the cooling rate of accelerated cooling falls below the range of the present invention
- the cooling stop temperature exceeds the range of the present invention, so the amount of polygonal ferrite formed during cooling is large.
- the desired hot rolled steel sheet yield strength and tensile strength can not be obtained. Further, NbC is precipitated during cooling, and the amount of solid solution Nb at the stage of the hot rolled steel sheet tends to be low, so that the desired difference in yield strength ( ⁇ YS) before and after the pre-strain load heat treatment is not obtained. The yield strength after the desired pre-strain heat treatment (after tube forming strain relief annealing) can not be obtained. Since No.
- the desired hot rolled steel sheet yield strength and tensile strength can not be obtained.
- the desired strength difference ( ⁇ YS) before and after the pre-strain load heat treatment can not be obtained, and as a result, The yield strength after the desired pre-strain heat treatment (after tube forming strain relief annealing) can not be obtained.
- No. 36 has a structure mainly composed of martensite since the coiling temperature is below the range of the present invention, and there is a concern that the strength of the heat-rolled steel plate is very high and the uniform elongation is low. For this reason, since it may exceed the range of uniform elongation of a hot rolled sheet steel at the time of 5% predistortion which simulated pipe formation, application to coiled tubing is judged to be difficult.
- coiled tubing having a yield strength of 90 ksi (620 MPa) or more can be stably obtained, which can greatly contribute to the prevention of fracture in a well.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
[1]質量%で、C:0.10%以上0.16%以下、Si:0.1%以上0.5%以下、Mn:0.8%以上1.8%以下、P:0.001%以上0.020%以下、S:0.0050%以下、Al:0.01%以上0.08%以下、Cu:0.1%以上0.5%以下、Ni:0.1%以上0.5%以下、Cr:0.5%以上0.8%以下、Mo:0.10%以上0.5%以下、Nb:0.01%以上0.05%以下、Ti:0.01%以上0.03%以下、N:0.001%以上0.006%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成と、板厚の1/2位置において、ベイナイトとベイニティックフェライトの面積率が合計で80%以上で、かつ、固溶Nb量が全Nb含有質量の20%以上である組織を有し、降伏強度が480MPa以上、引張強度が600MPa以上で、かつ、5%予歪負荷後に650℃で60秒の熱処理を施す予歪負荷熱処理を施した後の降伏強度と前記予歪負荷熱処理を施す前の降伏強度の差(ΔYS)が100MPa以上であり、前記予歪負荷熱処理を施した後の降伏強度が620MPa以上であるコイルドチュービング用熱延鋼板。
[2]前記成分組成に加えてさらに、質量%で、B:0.0005%以上0.0050%以下、V:0.01%以上0.10%以下、Ca:0.0005%以上0.0100%以下、REM:0.0005%以上0.0200%以下、Zr:0.0005%以上0.0300%以下、Mg:0.0005%以上0.0100%以下から選ばれる1種または2種以上を含有する前記[1]に記載のコイルドチュービング用熱延鋼板。
[3]前記[1]または[2]に記載のコイルドチュービング用熱延鋼板の製造方法であって、前記成分組成からなる鋼スラブを1100℃以上1250℃以下に加熱した後、粗圧延を行い、その後、圧延終了温度が820℃以上920℃以下の範囲で仕上げ圧延を行い、板厚中央で30℃/s以上100℃/s以下の平均冷却速度で600℃以下まで冷却したのち、450℃以上600℃以下の温度域で巻き取るコイルドチュービング用熱延鋼板の製造方法。
Cは、加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。しかしながら、Cの含有量が0.10%未満では冷却中にポリゴナルフェライト変態やパーライト変態が生じやすくなるため、所定量のベイナイトとベイニティックフェライトが得られず、所望の熱延鋼板強度(TS≧600MPa)が得られない場合がある。一方、Cの含有量が0.16%を超えると鋼スラブの加熱段階でNbCが固溶しにくくなり、所定量以上の固溶Nbを含有することが困難となるため、造管および歪取り焼鈍による歪時効硬化が不十分となり、所望の降伏強度(≧620MPa)を有するコイルドチュービングが得られない場合がある。したがって、Cの含有量は0.10%以上0.16%以下とする。Cの含有量は、好ましくは0.11%以上である。また、Cの含有量は、好ましくは0.13%以下である。
Siは、脱酸に必要な元素であり、さらに固溶強化により熱延鋼板の強度を向上させる効果を有する。このような効果を得るためにはSiを0.1%以上添加することが必要である。一方、Siの含有量が0.5%を超えると溶接部品質を低下させる。また、赤スケールの生成が顕著となり、鋼板外観性状が低下する。したがって、Siの含有量は0.1%以上0.5%以下とする。Siの含有量は、好ましくは0.1%以上0.3%以下である。
Mnは、Cと同様に加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。しかしながら、Mnの含有量が0.8%未満では冷却中にポリゴナルフェライト変態やパーライト変態が生じやすくなるため、所定量のベイニティックフェライトが得られず、所望の熱延鋼板強度(TS≧600MPa)が得られない場合がある。一方、Mnの含有量が1.8%を超えると高強度化の効果が飽和するだけでなく、溶接性が悪化する。また、鋳造時に不可避的に形成される偏析部に濃化し、コイルドチュービングの疲労特性を低下させる場合がある。したがって、Mnの含有量は0.8%以上1.8%以下とする。Mnの含有量は、好ましくは0.8%以上1.6%以下であり、より好ましくは0.8%以上1.2%以下である。
Pは、固溶強化により熱延鋼板の高強度化に有効な元素である。しかしながら、Pの含有量が0.001%未満ではその効果が現れないだけでなく、製鋼工程において脱燐コストの上昇を招く場合があるため、Pの含有量は0.001%以上とする。一方、Pの含有量が0.020%を超えると、溶接性が顕著に劣化し、さらに粒界に偏析し材質の不均質を招き、コイルドチュービングの低サイクル疲労特性を低下させる懸念がある。したがって、Pの含有量は0.001%以上0.020%以下とする。Pの含有量は、好ましくは0.001%以上0.010%以下である。
Sは、熱間脆性を起こす原因となるほか、鋼中に硫化物系介在物として存在して、延性や靭性を低下させる場合がある。また、疲労き裂の発生起点となり、コイルドチュービングの疲労特性を低下させる懸念がある。したがって、Sは極力低減するのが好ましく、本発明ではSの含有量の上限は0.0050%とする。Sの含有量は、好ましくは0.0015%以下である。Sの含有量の下限は特に限定されないが、極低S化は製鋼コストが上昇するため、Sの含有量は0.0001%以上とすることが好ましい。
Alは、脱酸材として含有させる元素である。また、Alは固溶強化能を有するため、熱延鋼板の高強度化に有効に作用する。しかしながら、Alの含有量が0.01%未満では上記効果が得られない場合がある。一方、Alの含有量が0.08%を超えると、原料コストの上昇を招くとともに、靭性の低下を招く場合がある。したがって、Alの含有量は0.01%以上0.08%以下とする。Alの含有量は、好ましくは0.01%以上0.05%以下である。
Cuは、耐食性を付与するために添加される元素である。また、焼入れ性元素であり、加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。これらの効果を得るためには、Cuを0.1%以上添加することが必要である。一方、Cuの含有量が0.5%を超えると高強度化の効果が飽和するだけでなく、溶接性が悪化する。したがって、Cuの含有量は0.1%以上0.5%以下とする。Cuの含有量は、好ましくは0.2%以上である。また、Cuの含有量は、好ましくは0.4%以下である。
NiもCuと同様に耐食性を付与するために添加される元素である。また、焼入れ性元素であり、加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。これらの効果を得るためには、Niを0.1%以上添加することが必要である。一方、Niは非常に高価であり、またNiの含有量が0.5%を超えるとそれらの効果が飽和する。したがって、Niの含有量は0.1%以上0.5%以下とする。Niの含有量は、好ましくは0.1%以上0.3%以下である。
Crは、Cu、Niと同様に耐食性を付与するために添加される元素である。また、焼入れ性元素であり、加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。さらに、Crは焼き戻し軟化抵抗を高めるため、造管後の歪取り焼鈍時の軟化を抑制し、コイルドチュービングの高強度化に有効に作用する。これらの効果を得るためには、Crを0.5%以上添加することが必要である。一方、Crの含有量が0.8%を超えると高強度化の効果が飽和するだけでなく、溶接性が悪化する。したがって、Crの含有量は0.5%以上0.8%以下とする。Crの含有量は、好ましくは0.5%以上0.7%以下である。
Moは、焼入れ性元素であり、加速冷却後にベイナイトとベイニティックフェライト主体の組織を形成し、変態強化による高強度化に有効に作用する。また、Moは焼き戻し軟化抵抗を高めるため、造管後の歪取り焼鈍時の軟化を抑制し、コイルドチュービングの高強度化に有効に作用する。これらの効果を得るためにはMoを0.10%以上添加することが必要である。一方、Moの含有量が0.5%を超えると高強度化の効果が飽和するだけでなく、溶接性が悪化する。したがって、Moの含有量は0.10%以上0.5%以下とする。Moの含有量は、好ましくは0.50%以下であり、より好ましくは、0.3%以下であり、さらに好ましくは0.30%以下である。
Nbは、熱延鋼板の段階で固溶Nbとして所定量残存させることで、その後の造管および歪取り焼鈍における歪時効硬化によって、コイルドチュービングの高強度化に寄与する。また、Nbは、炭窒化物として微細析出することにより、溶接性を損なうことなく、熱延鋼板を高強度化する。これらの効果を得るために、Nbを0.01%以上添加する。一方、Nbの含有量が0.05%を超えると、鋼スラブの加熱段階でNbCが固溶しにくくなり、所定量以上の固溶Nbを含有することが困難となるため、造管および歪取り焼鈍による歪時効硬化が不十分となり、所望の降伏強度(≧620MPa)を有するコイルドチュービングが得られない場合がある。したがって、Nbの含有量は0.01%以上0.05%以下とする。Nbの含有量は、好ましくは0.01%以上0.03%以下である。
Tiは、析出強化による熱延鋼板の高強度化に有効な元素である。この効果を得るにはTiを0.01%以上添加する必要がある。一方、Tiの含有量が0.03%を超えると、TiNが粗大化し、疲労き裂の発生起点となってコイルドチュービングの疲労特性を低下させる場合がある。したがって、Tiの含有量は0.01%以上0.03%以下とする。
Nは、不純物として存在し、とくに溶接部の靭性を低下させるため、できるだけ低減することが望ましいが、0.006%以下であれば許容できる。一方、Nの含有量を過度に低減することは精錬コストの高騰を招く。したがって、Nの含有量は0.001%以上0.006%以下とする。Nの含有量は、好ましくは0.001%以上0.004%以下である。
Bは、オーステナイト粒界に偏析し、フェライト変態を抑制することで、強度低下防止に寄与する。この効果を得るためには0.0005%以上の添加が必要である。一方、Bの含有量が0.0050%を超えるとその効果は飽和するため、Bを添加する場合は、Bの含有量を0.0005%以上0.0050%以下とする。
Vは、Nbと同様に、炭窒化物として微細析出することにより、溶接性を損ねることなく、熱延鋼板を高強度化する作用を有する元素であり、この効果を得るためには0.01%以上の添加が必要である。一方、Vの含有量が0.10%を超えると、高強度化の効果が飽和するだけでなく、溶接性を低下させる場合がある。したがって、Vを添加する場合は、Vの含有量を0.01%以上0.10%以下とする。
ベイナイトやベイニティックフェライト相は硬質相であり、変態組織強化によって鋼板の強度を増加させるのに有効であり、これらの相の面積率を合計で80%以上とすることで、所望の熱延鋼板強度(TS≧600MPa)が得られる。一方、これらの相の面積率が合計で80%未満では、フェライト、パーライト、マルテンサイト等の残部組織の合計面積率が20%超となり、このような複合組織では、異相界面が疲労き裂の起点となり、造管後のコイルドチューブでの疲労特性が低下する懸念がある。したがって、板厚1/2位置(板厚tの(1/2)t部)におけるベイナイトとベイニティックフェライトの合計面積率は80%以上とする。
本発明では、熱延鋼板中に固溶Nbを所定量残存させることで、その後の造管および歪取り焼鈍における歪時効硬化によって、所望の強度(降伏強度≧620MPa)を有するコイルドチュービングが得られる。しかしながら、熱延鋼板中の板厚1/2位置における固溶Nb量が全Nb含有質量の20%未満では十分な歪時効硬化(ΔYS≧100MPa)が得られず、所望の強度(降伏強度≧620MPa)を有するコイルドチュービングが得られない場合がある。したがって、熱延鋼板中の板厚1/2位置における固溶Nb量は全Nb含有質量の20%以上とする。好ましくは熱延鋼板中の板厚1/2位置における固溶Nb量は全Nb含有質量の30%以上である。
(参考文献)鋼中固溶マイクロアロイの定量,鉄と鋼,vol.99(2013),No.5
コイルドチュービングは、素材となる熱延鋼板をスリットした後、管形状にロール成形後、電気抵抗溶接され、その後、歪取り焼鈍が施されたのち、リールに巻き取られる。
造管および歪取り焼鈍後に所望の降伏強度を得るためには、素材となる熱延鋼板の特性も重要であり、本発明によれば、熱延鋼板の降伏強度を480MPa以上、引張強度を600MPa以上とすることができるため、高強度化の要望に対応できる。
コイルドチュービングの高強度化に対応するためには、現状の造管工程および歪取り焼鈍熱処理を模擬した5%予歪負荷後に650℃で60秒の熱処理(予歪負荷熱処理)を施した後の降伏強度と予歪負荷熱処理を施す前の降伏強度の差(ΔYS)が大きいほど有利である。本発明の熱延鋼板を用いれば、ΔYSを100MPa以上、好ましくは120MPa以上、より好ましくは140MPa以上とすることができるため、コイルドチュービングの高強度化の要望に対応できる。
コイルドチュービングは坑井内の破断防止の観点から、造管後の長手方向に高強度であることが要求される。本発明の熱延鋼板を用いれば、造管および歪取り焼鈍後の降伏強度を90ksi(620MPa)以上とすることができるため、コイルドチュービングの高強度化の要望に対応できる。
なお、本発明において、特に断らない限り、鋼スラブ加熱温度、仕上げ圧延終了温度、加速冷却停止温度、巻取り温度等の温度は、鋼スラブ、熱延板等の表面温度とし、放射温度計等で測定することができる。また、板厚中央の温度は、鋼スラブ、熱延板等の表面温度より、板厚、熱伝導率等のパラメータを考慮した計算によって求めた板厚中央の温度とする。また、平均冷却速度は特に断らない限り、(冷却開始温度-冷却停止温度)/冷却開始温度から冷却停止温度までの冷却時間とする。
本発明の鋼スラブは、上記した成分組成からなる溶鋼を、転炉、電気炉、真空溶解炉等の公知の方法で溶製し、連続鋳造法あるいは造塊-分塊法により製造することができ、成分のマクロ偏析を防止すべく連続鋳造法で製造することが望ましい。また、鋼スラブを製造した後、一旦室温まで冷却し、その後再度加熱する従来法に加え、冷却せず温片のままで加熱炉に装入し熱間圧延する直送圧延、あるいはわずかの保熱をおこなった後に直ちに熱間圧延する直送圧延・直接圧延、高温状態のまま加熱炉に装入して再加熱の一部を省略する方法(温片装入)などの省エネルギープロセスも問題なく適用することができる。
加熱温度が1100℃未満では、変形抵抗が高く圧延負荷が増大し圧延能率が低下する。また、加熱温度が1100℃未満では、粗大なNbCやNb(CN)の再固溶が困難となり、熱間圧延後に所定量の固溶Nb量が得られず、十分な歪時効硬化(ΔYS≧100MPa)が得られない場合があり、この場合、所望の強度(降伏強度≧620MPa)を有するコイルドチュービングが得られないことが懸念される。一方、加熱温度が1250℃を超えて高温になると、初期のオーステナイト粒径が粗大化するため、熱延板の靭性が低下する場合がある。したがって、鋼スラブ加熱温度は1100℃以上1250℃以下とする。鋼スラブ加熱温度は好ましくは1150℃以上1250℃以下である。
上記により得られた鋼スラブに対して粗圧延および仕上げ圧延を含む熱間圧延を施す。まず、鋼スラブは粗圧延によりシートバーとされる。なお、粗圧延の条件は特に規定する必要はなく、常法にしたがって行うことができる。また、表面温度の低下による熱間圧延時のトラブルを防止する観点からは、シートバーを加熱するシートバーヒーターを活用することは有効な方法である。
圧延終了温度(仕上げ圧延終了温度)が820℃未満の場合、とくに鋼板のエッジ部ではAr3点以下となりやすく、軟質なフェライトの生成により、所望の強度が得られない場合がある。また、フェライト生成後に圧延すると残留応力が発生するため、スリット後に形状が悪化する懸念がある。一方、圧延終了温度が920℃を超えると、酸化物(スケール)の生成量が増大し、地鉄と酸化物の界面が荒れやすく、表面品質が劣化する場合がある。したがって、圧延終了温度(仕上げ圧延終了温度)は820℃以上920℃以下とする。圧延終了温度は、好ましくは820℃以上880℃以下である。
仕上げ圧延終了後、直ちに、好ましくは3s以内に冷却を開始し、600℃以下の冷却停止温度まで、板厚中央で30℃/s以上100℃/s以下の平均冷却速度で加速冷却する。平均冷却速度が30℃/s未満では、冷却中にポリゴナルフェライトが生じる場合があり、ベイナイトとベイニティックフェライト主体の組織を確保することが困難となり、所望の熱延鋼板強度(TS≧600MPa)が得られない場合がある。また、冷却中にNbCが析出しやすくなるため、熱間圧延後に所定量の固溶Nb量が得られず、十分な歪時効硬化(ΔYS≧100MPa)が得られない場合があり、この場合、所望の強度(降伏強度≧620MPa)を有するコイルドチュービングが得られないことが懸念される。一方、平均冷却速度が100℃/sを超えても上記のポリゴナルフェライト抑制効果やNbC析出抑制効果は飽和する。したがって、平均冷却速度は30℃/s以上100℃/s以下とする。平均冷却速度は好ましくは50℃/s以上100℃/s以下である。また、冷却停止温度が600℃を超えると、その後の冷却中にポリゴナルフェライトが生じてベイナイトとベイニティックフェライト主体の組織が得られなかったり、NbCが析出し所定量の固溶Nb量が確保できなかったりする場合があるため、冷却停止温度は600℃以下とする。なお、冷却速度は冷却開始温度と冷却停止温度を所要時間で除した平均冷却速度を指す。
加速冷却後、コイル状に巻取って冷却する工程において、巻取り温度が450℃未満ではマルテンサイト変態が生じ、このような複合組織では、異相界面が疲労き裂の起点となり、造管後のコイルドチューブでの疲労特性が低下する懸念がある。一方、巻取り温度が600℃を超えると、NbCが過剰に生成し、所定量の固溶Nb量が得られず、十分な歪時効硬化(ΔYS≧100MPa)が得られない場合があり、この場合、所望の強度(降伏強度≧620MPa)を有するコイルドチュービングが得られないことが懸念される。また、粗大なNbCが生成して、所望の熱延鋼板強度(TS≧600MPa)が得られない場合がある。したがって、巻取り温度は450℃以上600℃以下とする。巻取り温度は、好ましくは450℃以上550℃未満であり、より好ましくは450℃以上540℃以下である。
(実施例1)
表1に示す成分組成からなる溶鋼を転炉で溶製し、連続鋳造法で鋼スラブ(鋼素材)とした後、表2に示す条件で加熱工程、圧延工程、加速冷却工程および巻取り工程を順に施し、板厚が4.5mmの熱延鋼板を製造した。

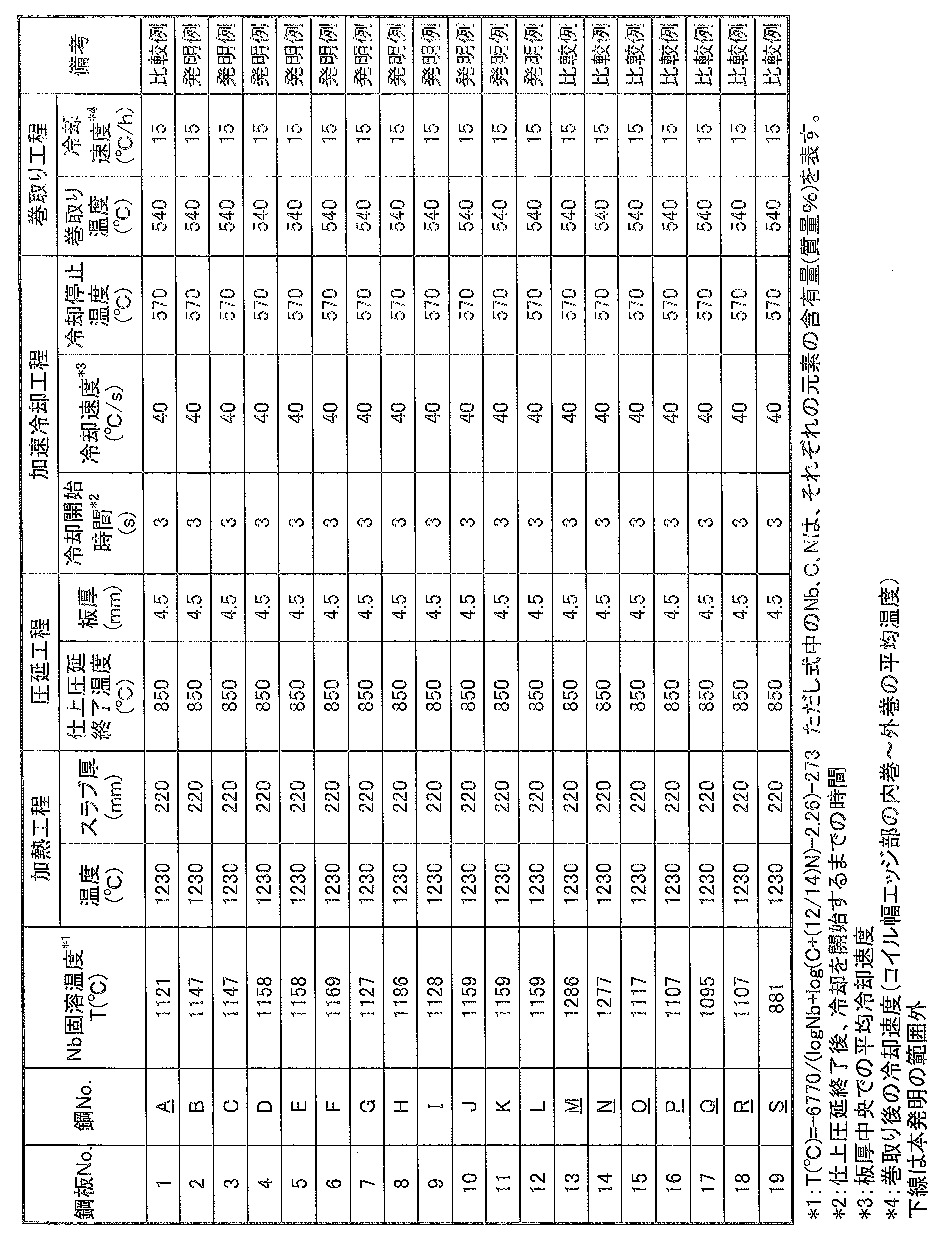
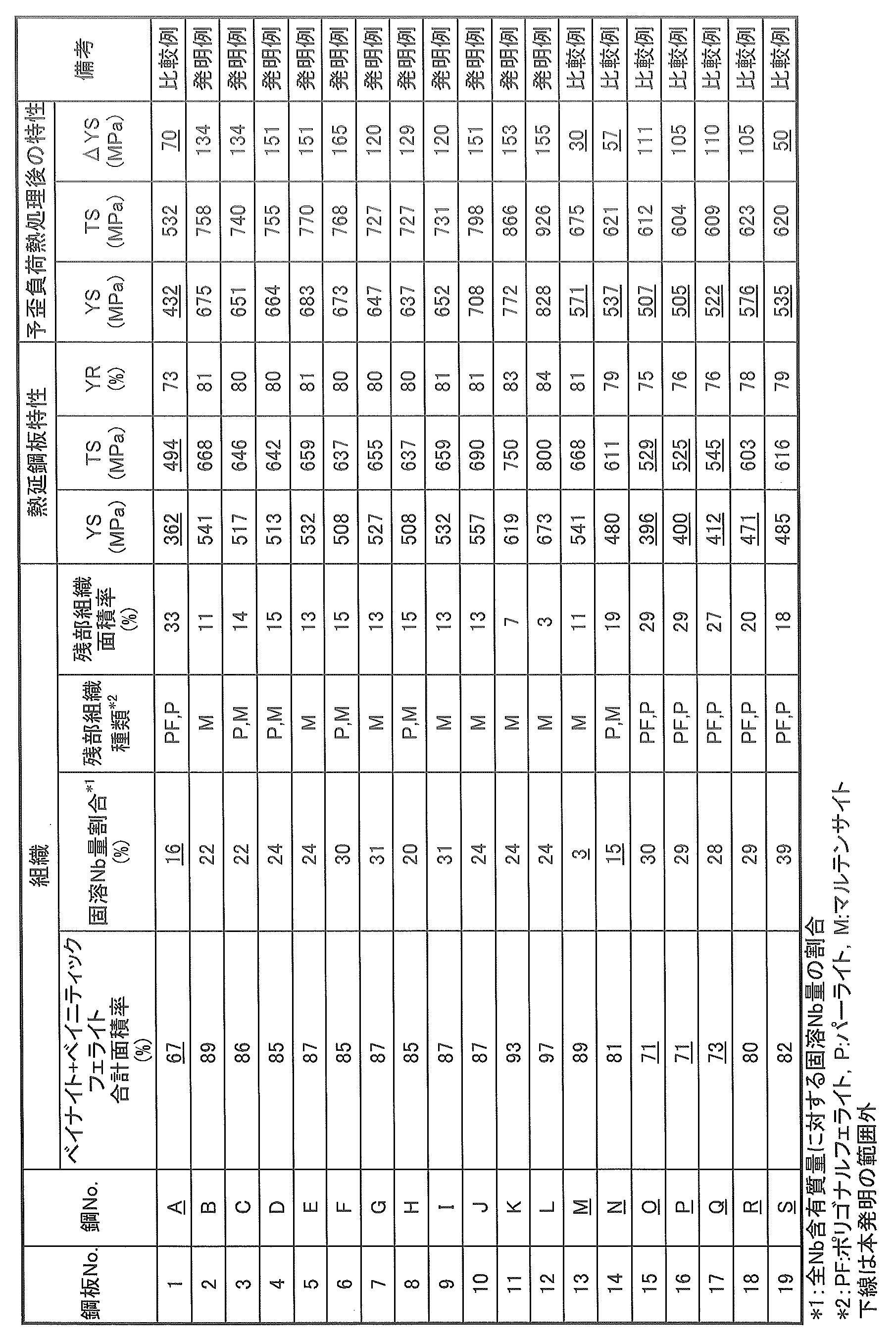
表1に示す鋼C、FおよびIの成分組成からなる溶鋼を転炉で溶製し、連続鋳造法で鋼スラブ(鋼素材)とした後、表4に示す条件で加熱工程、圧延工程、加速冷却工程および巻取り工程を順に施し、板厚が2.5~8.0mmの熱延鋼板を製造した。


Claims (3)
- 質量%で、
C:0.10%以上0.16%以下、
Si:0.1%以上0.5%以下、
Mn:0.8%以上1.8%以下、
P:0.001%以上0.020%以下、
S:0.0050%以下、
Al:0.01%以上0.08%以下、
Cu:0.1%以上0.5%以下、
Ni:0.1%以上0.5%以下、
Cr:0.5%以上0.8%以下、
Mo:0.10%以上0.5%以下、
Nb:0.01%以上0.05%以下、
Ti:0.01%以上0.03%以下、
N:0.001%以上0.006%以下
を含有し、残部がFeおよび不可避的不純物からなる成分組成と、
板厚の1/2位置において、ベイナイトとベイニティックフェライトの面積率が合計で80%以上で、かつ、固溶Nb量が全Nb含有質量の20%以上である組織を有し、
降伏強度が480MPa以上、引張強度が600MPa以上で、かつ、
5%予歪負荷後に650℃で60秒の熱処理を施す予歪負荷熱処理を施した後の降伏強度と前記予歪負荷熱処理を施す前の降伏強度の差(ΔYS)が100MPa以上であり、前記予歪負荷熱処理を施した後の降伏強度が620MPa以上であるコイルドチュービング用熱延鋼板。 - 前記成分組成に加えてさらに、質量%で、
B:0.0005%以上0.0050%以下、
V:0.01%以上0.10%以下、
Ca:0.0005%以上0.0100%以下、
REM:0.0005%以上0.0200%以下、
Zr:0.0005%以上0.0300%以下、
Mg:0.0005%以上0.0100%以下
から選ばれる1種または2種以上を含有する請求項1に記載のコイルドチュービング用熱延鋼板。 - 請求項1または2に記載のコイルドチュービング用熱延鋼板の製造方法であって、
前記成分組成からなる鋼スラブを1100℃以上1250℃以下に加熱した後、粗圧延を行い、その後、圧延終了温度が820℃以上920℃以下の範囲で仕上げ圧延を行い、板厚中央で30℃/s以上100℃/s以下の平均冷却速度で600℃以下まで冷却したのち、450℃以上600℃以下の温度域で巻き取るコイルドチュービング用熱延鋼板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/964,630 US11401594B2 (en) | 2018-01-29 | 2019-01-16 | Hot-rolled steel sheet for coiled tubing and method for manufacturing the same |
| KR1020207021587A KR102456737B1 (ko) | 2018-01-29 | 2019-01-16 | 코일드 튜빙용 열연 강판 및 그 제조 방법 |
| RU2020124288A RU2753344C1 (ru) | 2018-01-29 | 2019-01-16 | Горячекатаная листовая сталь для гибкой насосно-компрессорной трубы малого диаметра и способ ее изготовления |
| EP19744117.3A EP3722449B1 (en) | 2018-01-29 | 2019-01-16 | Hot-rolled steel sheet for coiled tubing and method for manufacturing the same |
| SG11202004930WA SG11202004930WA (en) | 2018-01-29 | 2019-01-16 | Hot-rolled steel sheet for coiled tubing, and method for manufacturing the same |
| CN201980010746.1A CN111655892B (zh) | 2018-01-29 | 2019-01-16 | 连续管用热轧钢板和其制造方法 |
| CA3085298A CA3085298C (en) | 2018-01-29 | 2019-01-16 | Hot-rolled steel sheet for coiled tubing and method for manufacturing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018012254A JP6569745B2 (ja) | 2018-01-29 | 2018-01-29 | コイルドチュービング用熱延鋼板およびその製造方法 |
| JP2018-012254 | 2018-01-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019146458A1 true WO2019146458A1 (ja) | 2019-08-01 |
Family
ID=67396099
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/000995 WO2019146458A1 (ja) | 2018-01-29 | 2019-01-16 | コイルドチュービング用熱延鋼板およびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11401594B2 (ja) |
| EP (1) | EP3722449B1 (ja) |
| JP (1) | JP6569745B2 (ja) |
| KR (1) | KR102456737B1 (ja) |
| CN (1) | CN111655892B (ja) |
| CA (1) | CA3085298C (ja) |
| RU (1) | RU2753344C1 (ja) |
| SG (1) | SG11202004930WA (ja) |
| WO (1) | WO2019146458A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102305429B1 (ko) * | 2019-11-01 | 2021-09-27 | 주식회사 포스코 | 피로저항성이 우수한 고강도 강재, 이의 제조방법 및 이를 이용한 용접 강관 |
| CN112111698B (zh) * | 2020-10-10 | 2021-08-20 | 鞍钢股份有限公司 | 一种具有高耐蚀性的炼化厂外露管道用钢及其生产方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06256845A (ja) * | 1993-03-04 | 1994-09-13 | Nippon Steel Corp | 高強度電縫鋼管の製造方法 |
| WO2012133558A1 (ja) * | 2011-03-30 | 2012-10-04 | 新日本製鐵株式会社 | 電縫鋼管及びその製造方法 |
| CN102953017A (zh) * | 2011-08-25 | 2013-03-06 | 宝山钢铁股份有限公司 | 一种低屈强比高强度连续油管用钢及其制造方法 |
| WO2013108861A1 (ja) * | 2012-01-18 | 2013-07-25 | Jfeスチール株式会社 | コイルドチュービング用鋼帯およびその製造方法 |
| JP2014208888A (ja) | 2013-03-14 | 2014-11-06 | テナリス・コイルド・チユーブス・エルエルシー | コイル管へ応用するための高性能材料およびそれらの製造法 |
| JP2016148096A (ja) * | 2015-02-13 | 2016-08-18 | Jfeスチール株式会社 | 深井戸向けコンダクターケーシング用高強度厚肉スパイラル鋼管及びその製造方法 |
| WO2017130875A1 (ja) * | 2016-01-27 | 2017-08-03 | Jfeスチール株式会社 | 電縫鋼管用高強度熱延鋼板およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20030021965A (ko) | 2001-09-10 | 2003-03-15 | 주식회사 포스코 | 극저온 충격인성이 우수한 라인파이프용 열연강판 및 그제조방법 |
| JP4305216B2 (ja) | 2004-02-24 | 2009-07-29 | Jfeスチール株式会社 | 溶接部の靭性に優れる耐サワー高強度電縫鋼管用熱延鋼板およびその製造方法 |
| JP4475023B2 (ja) | 2004-06-10 | 2010-06-09 | 住友金属工業株式会社 | 低温靱性に優れた超高強度ベンド管 |
| WO2010131303A1 (ja) | 2009-05-11 | 2010-11-18 | 新日本製鐵株式会社 | 打抜き加工性と疲労特性に優れた熱延鋼板、溶融亜鉛めっき鋼板、およびそれらの製造方法 |
| KR101302298B1 (ko) | 2010-06-30 | 2013-09-03 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 및 그 제조 방법 |
| JP5126326B2 (ja) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP5029748B2 (ja) | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP5029749B2 (ja) | 2010-09-17 | 2012-09-19 | Jfeスチール株式会社 | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5776377B2 (ja) | 2011-06-30 | 2015-09-09 | Jfeスチール株式会社 | 耐サワー性に優れたラインパイプ用溶接鋼管向け高強度熱延鋼板およびその製造方法 |
| WO2013065346A1 (ja) * | 2011-11-01 | 2013-05-10 | Jfeスチール株式会社 | 曲げ特性と低温靭性に優れた高強度熱延鋼板およびその製造方法 |
| US9803258B2 (en) | 2012-08-13 | 2017-10-31 | United Technologies Corporation | Post processing of components that are laser peened |
| MX2017001526A (es) * | 2014-08-07 | 2017-05-11 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para fabricar la misma. |
-
2018
- 2018-01-29 JP JP2018012254A patent/JP6569745B2/ja active Active
-
2019
- 2019-01-16 US US16/964,630 patent/US11401594B2/en active Active
- 2019-01-16 SG SG11202004930WA patent/SG11202004930WA/en unknown
- 2019-01-16 KR KR1020207021587A patent/KR102456737B1/ko active IP Right Grant
- 2019-01-16 EP EP19744117.3A patent/EP3722449B1/en active Active
- 2019-01-16 CN CN201980010746.1A patent/CN111655892B/zh active Active
- 2019-01-16 WO PCT/JP2019/000995 patent/WO2019146458A1/ja unknown
- 2019-01-16 CA CA3085298A patent/CA3085298C/en active Active
- 2019-01-16 RU RU2020124288A patent/RU2753344C1/ru active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06256845A (ja) * | 1993-03-04 | 1994-09-13 | Nippon Steel Corp | 高強度電縫鋼管の製造方法 |
| WO2012133558A1 (ja) * | 2011-03-30 | 2012-10-04 | 新日本製鐵株式会社 | 電縫鋼管及びその製造方法 |
| CN102953017A (zh) * | 2011-08-25 | 2013-03-06 | 宝山钢铁股份有限公司 | 一种低屈强比高强度连续油管用钢及其制造方法 |
| WO2013108861A1 (ja) * | 2012-01-18 | 2013-07-25 | Jfeスチール株式会社 | コイルドチュービング用鋼帯およびその製造方法 |
| JP5494895B2 (ja) | 2012-01-18 | 2014-05-21 | Jfeスチール株式会社 | コイルドチュービング用鋼帯およびその製造方法 |
| JP2014208888A (ja) | 2013-03-14 | 2014-11-06 | テナリス・コイルド・チユーブス・エルエルシー | コイル管へ応用するための高性能材料およびそれらの製造法 |
| JP2016148096A (ja) * | 2015-02-13 | 2016-08-18 | Jfeスチール株式会社 | 深井戸向けコンダクターケーシング用高強度厚肉スパイラル鋼管及びその製造方法 |
| WO2017130875A1 (ja) * | 2016-01-27 | 2017-08-03 | Jfeスチール株式会社 | 電縫鋼管用高強度熱延鋼板およびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "Quantitative Analysis for Solid Solution Content of the Microalloy Elements in Steel", TETSU-TO-HAGANE, vol. 99, no. 5, 2013 |
| See also references of EP3722449A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11401594B2 (en) | 2022-08-02 |
| EP3722449A4 (en) | 2020-10-14 |
| SG11202004930WA (en) | 2020-06-29 |
| US20210054487A1 (en) | 2021-02-25 |
| EP3722449B1 (en) | 2022-01-05 |
| RU2753344C1 (ru) | 2021-08-13 |
| KR102456737B1 (ko) | 2022-10-19 |
| JP6569745B2 (ja) | 2019-09-04 |
| KR20200099600A (ko) | 2020-08-24 |
| CN111655892B (zh) | 2022-04-19 |
| CN111655892A (zh) | 2020-09-11 |
| CA3085298C (en) | 2022-09-13 |
| JP2019131835A (ja) | 2019-08-08 |
| CA3085298A1 (en) | 2019-08-01 |
| EP3722449A1 (en) | 2020-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101802255B1 (ko) | 라인 파이프용 후육 전봉 강관 및 그의 제조 방법 | |
| EP2832889A1 (en) | Low yield ratio high-strength steel plate having superior strain aging resistance, production method therefor, and high-strength welded steel pipe using same | |
| EP2692875B1 (en) | Electroseamed steel pipe and process for producing same | |
| US10767250B2 (en) | Thick steel plate for structural pipes or tubes, method of producing thick steel plate for structural pipes or tubes, and structural pipes and tubes | |
| JP6572963B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP5481976B2 (ja) | 高強度溶接鋼管用高張力熱延鋼板およびその製造方法 | |
| JP6070642B2 (ja) | 高強度でかつ低温靭性に優れた熱延鋼板およびその製造方法 | |
| JP6256653B2 (ja) | 構造管用鋼板、構造管用鋼板の製造方法、および構造管 | |
| JP2008266758A (ja) | 低温靭性に優れ、かつ強度異方性が小さい高張力鋼材ならびにその製造方法 | |
| JP2015190026A (ja) | ラインパイプ用厚肉高強度電縫鋼管およびその製造方法 | |
| JP5742123B2 (ja) | ラインパイプ用高強度溶接鋼管向け高張力熱延鋼板およびその製造方法 | |
| JP6384637B1 (ja) | コイルドチュービング用電縫鋼管およびその製造方法 | |
| JP4752522B2 (ja) | 深絞り用高強度複合組織型冷延鋼板の製造方法 | |
| US20180057906A1 (en) | Steel plate for structural pipes or tubes, method of producing steel plate for structural pipes or tubes, and structural pipes and tubes | |
| WO2019146458A1 (ja) | コイルドチュービング用熱延鋼板およびその製造方法 | |
| JP5124865B2 (ja) | 高張力冷延鋼板およびその製造方法 | |
| JP6384635B1 (ja) | コイルドチュービング用熱延鋼板 | |
| CN114729426B (zh) | 电阻焊钢管用热轧钢板及其制造方法、电阻焊钢管及其制造方法、管线管、建筑结构物 | |
| JPWO2020218244A1 (ja) | 冷間ロール成形角形鋼管用熱延鋼帯およびその製造方法、ならびに冷間ロール成形角形鋼管の製造方法 | |
| JP7396507B2 (ja) | 鋼板およびその製造方法 | |
| CN113646455B (zh) | 管线管用钢材及其制造方法以及管线管及其制造方法 | |
| JP7472826B2 (ja) | 電縫溶接鋼管およびその製造方法 | |
| JP2005206938A (ja) | 構造用Fe−Cr系鋼板とその製造方法 | |
| KR20130046925A (ko) | 열연강판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19744117 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 3085298 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2019744117 Country of ref document: EP Effective date: 20200706 |
|
| ENP | Entry into the national phase |
Ref document number: 20207021587 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |