WO2019054499A1 - 複層塗膜形成方法 - Google Patents
複層塗膜形成方法 Download PDFInfo
- Publication number
- WO2019054499A1 WO2019054499A1 PCT/JP2018/034242 JP2018034242W WO2019054499A1 WO 2019054499 A1 WO2019054499 A1 WO 2019054499A1 JP 2018034242 W JP2018034242 W JP 2018034242W WO 2019054499 A1 WO2019054499 A1 WO 2019054499A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating film
- paint
- pigment
- black
- coating
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
- B05D7/572—Three layers or more the last layer being a clear coat all layers being cured or baked together
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
- B05D7/572—Three layers or more the last layer being a clear coat all layers being cured or baked together
- B05D7/5723—Three layers or more the last layer being a clear coat all layers being cured or baked together all layers being applied simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
- B05D5/067—Metallic effect
- B05D5/068—Metallic effect achieved by multilayers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D17/00—Pigment pastes, e.g. for mixing in paints
- C09D17/001—Pigment pastes, e.g. for mixing in paints in aqueous medium
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D17/00—Pigment pastes, e.g. for mixing in paints
- C09D17/004—Pigment pastes, e.g. for mixing in paints containing an inorganic pigment
- C09D17/005—Carbon black
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D17/00—Pigment pastes, e.g. for mixing in paints
- C09D17/004—Pigment pastes, e.g. for mixing in paints containing an inorganic pigment
- C09D17/006—Metal
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/29—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for multicolour effects
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/36—Pearl essence, e.g. coatings containing platelet-like pigments for pearl lustre
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/70—Additives characterised by shape, e.g. fibres, flakes or microspheres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
- B05D2202/10—Metallic substrate based on Fe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
Definitions
- the present invention relates to a method for forming a multilayer coating film.
- the purpose of coating the paint is mainly the protection of the material and the imparting of aesthetics.
- aesthetics, especially “texture” is particularly important in terms of enhancing their commercial power.
- metallic glossiness means that there is no graininess on the surface like a mirror surface, and furthermore, when viewed from the vicinity of a specularly reflected light (highlight) with respect to a coated plate, it is bright and viewed from an oblique direction with respect to the coated plate When (shade) looks dark, that is, it is a texture characterized in that the difference in brightness between the highlight area and the shade area is large.
- cancer metallic has low brightness of highlight and lack of sharpening of brightness change.
- Patent Document 2 contains a bright pigment consisting of metal pieces which is a pulverized product of a vapor-deposited metal film, and an aqueous cellulose derivative having an acid value of 20 to 150 mg KOH / g (solid content).
- An aqueous base paint composition is disclosed, which is characterized in that the content of the bright pigment is 20 to 70% by mass as PWC as a binder resin.
- Patent Document 3 discloses a coloring base layer containing a coloring material, formed directly or indirectly on the surface of a substrate, and a flaky glittering material and a coloring material stacked on the coloring base layer.
- the surface smoothness of the colored base layer is 8 or less as measured by WaveScan DOI (trade name) manufactured by BYK-Gardner, and the thickness of the layer containing the luminous material is 1
- the area occupancy ratio of the portion onto which the bright material is projected is 30%.
- a multilayer coating film characterized in that it is% or more and 90% or less.
- the multilayer coating film of Patent Document 3 is insufficient in metallic gloss because the graininess is noticeable and the lightness change is not sharp.
- a coating having a design close to that of a real metal that is, a smooth metallic gloss (i.e., less graininess of the coating obtained), sharp brightness and shading (i.e. of the coating obtained)
- a coating film having high flip-flop properties Compared with the conventional coating, a coating having a design close to that of a real metal, that is, a smooth metallic gloss (i.e., less graininess of the coating obtained), sharp brightness and shading (i.e. of the coating obtained)
- An object of the present invention is to provide a multilayer coating film forming method capable of forming a metallic coating film of black iron color which has sharp lightness change and is excellent in metallic gloss.
- a step of applying a base paint (X) onto a substrate to form a base coating film (2) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (1) to form a glitter coating film, (3) a step of applying a clear paint (Z) on the glitter coat formed in the step (2) to form a clear coat, and (4) forming the clear coat Simultaneously curing the three coating films by heating the uncured base coating film, the uncured glitter coating film and the uncured clear coating film.
- the bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C).
- the transparent paint (A) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a
- a coating film having a black iron-colored appearance excellent in metallic gloss and having a sharp change in lightness can be obtained.
- the first aspect of the present invention is (1) A step of applying a base paint (X) onto a substrate to form a base coating film, (2) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (1) to form a glitter coating film, (3) a step of applying a clear paint (Z) on the glitter coat formed in the step (2) to form a clear coat, and (4) forming the clear coat Simultaneously curing the three coating films by heating the uncured base coating film, the uncured glitter coating film and the uncured clear coating film.
- the glitter pigment dispersion (Y) is a method for forming a multilayer coating film comprising water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C).
- the step (1) is a step of applying a base paint (X) on a substrate to form a base coating film.
- the coated material includes metals such as metals such as iron, zinc and aluminum, and alloys containing these, and moldings of these metals, as well as glass Examples thereof include molded products made of plastic and foam, films and the like.
- degreasing treatment or surface treatment can be appropriately performed to obtain a substrate.
- the surface treatment include phosphate treatment, chromate treatment, complex oxide treatment and the like.
- the material of the above-mentioned to-be-coated-article is a metal, it is preferable that the cationic electrodeposition coating film is formed by the cationic electrodeposition paint on the surface-treated metal material.
- An intermediate coating film may be formed on the cationic electrodeposition coating film. It is preferable that the middle coat film is colored from the viewpoints of the surface hiding property and the weather resistance. In particular, when the base paint (X) to be described later is transparent, it is preferable that a colored middle coat film is formed from the viewpoint of the surface hiding property and the weather resistance.
- the primer coating film is formed by the primer coating on the degreased plastic raw material.
- thermosetting paint containing a solvent and a thermosetting resin as main components can be used. Such thermosetting coatings are known.
- the thermosetting coating can also include what is called an intermediate coating.
- the base paint (X) may be transparent or colored.
- the solvent used for the base paint (X) includes an organic solvent and / or water.
- thermosetting resin used for base paint (X) it is preferable to use together base resin and a crosslinking agent from a viewpoint of water resistance, chemical resistance, weather resistance, etc.
- the base resin is preferably a resin having good weatherability, transparency and the like, and specific examples thereof include acrylic resin, polyester resin, epoxy resin, urethane resin and the like.
- acrylic resin it is obtained by copolymerizing (meth) acrylic acid ester which has functional groups, such as a carboxyl group, a hydroxyl group, an amide group, and a methylol group, and other (meth) acrylic acid esters, styrene etc., for example Resin can be mentioned.
- polyester resin those obtained by condensation reaction of a polybasic acid, a polyhydric alcohol and, optionally, a modified oil according to a conventional method can be used.
- an epoxy resin for example, a method of synthesizing an epoxy ester by the reaction of an epoxy group and an unsaturated fatty acid and adding an ⁇ , ⁇ -unsaturated acid to this unsaturated group, a hydroxyl group of an epoxy ester, phthalic acid or the like
- the epoxy ester resin etc. which are obtained by the method of esterifying polybasic acids like trimellitic acid etc. are mentioned.
- urethane resin examples include those obtained by reacting the above-mentioned acrylic resin, polyester resin or epoxy resin with a diisocyanate compound to increase the molecular weight.
- the base paint (X) may be either a water-based paint or a solvent-based paint, but from the viewpoint of lowering the VOC of the paint, it is desirable to be a water-based paint.
- the above-mentioned base resin is a hydrophilic group in an amount sufficient to water-solubilize or disperse the resin, such as carboxyl group, hydroxyl group, methylol group, amino group, sulfonic acid Water-solubilizing or water-dispersing the base resin by neutralizing the hydrophilic group to form an alkali salt by using a resin having a carboxyl group, such as a group, polyoxyethylene bond, etc., most generally Can.
- the amount of the hydrophilic group, for example, the carboxyl group at that time is not particularly limited and may be optionally selected according to the degree of water solubilization or water dispersion, but in general, it is about 10 mg KOH / based on acid value. It can be in the range of not less than g, preferably 30 to 200 mg KOH / g.
- an alkaline substance used for neutralization sodium hydroxide, an amine compound, etc. can be mentioned, for example.
- the resin can be dispersed in water by emulsion polymerization of the monomer component in the presence of a surfactant or a water-soluble resin. Furthermore, it can also be obtained by dispersing the above-mentioned resin in water in the presence of, for example, an emulsifier.
- the base resin may not contain the hydrophilic group at all, or may contain less than the water-soluble resin.
- the crosslinking agent is a component for crosslinking and curing the above-mentioned base resin by heating, and, for example, amino resin, polyisocyanate compound, blocked polyisocyanate compound, epoxy group-containing compound, carboxyl group-containing compound, carbodiimide group-containing compound, hydrazide A group containing compound, a semicarbazide group containing compound, etc. are mentioned.
- amino resins capable of reacting with hydroxyl groups, polyisocyanate compounds and blocked polyisocyanate compounds; and carbodiimide group-containing compounds capable of reacting with carboxyl groups are preferred.
- the polyisocyanate compound and the blocked polyisocyanate compound those described in the section of clear paint (Z) described later can be used.
- the above crosslinking agents can be used alone or in combination of two or more.
- an amino resin obtained by condensation or co-condensation of melamine, benzoguanamine, urea or the like with formaldehyde, or further by etherification with a lower monohydric alcohol is preferably used.
- polyisocyanate compounds or block polyisocyanate compounds can also be suitably used.
- the proportions of the above components in the base paint (X) can be optionally selected as necessary, but from the viewpoint of water resistance, finish and the like, the base resin and the crosslinking agent are generally selected from the two components.
- the former is preferably 60 to 90% by mass, particularly 70 to 85% by mass, and the latter 10 to 40% by mass, particularly 15 to 30% by mass, based on the total mass.
- the base paint (X) can optionally contain a pigment.
- the pigment is included to such an extent that the transparency of the base paint (X) is not impaired.
- the lightness L * value in the L * a * b * color system when light is received at an angle of 45 degrees is in the range of 0.1 to 80, preferably 0.1 to 70, and more preferably 0.1 to 60. It is preferable from the viewpoint of background concealability to adjust to The lightness L * means a numerical value representing the lightness in the L * a * b * color system, which was defined by the International Commission on Illumination in 1976 and adopted in JIS Z 8729. Specifically, it can be defined as a value measured using MA-68II (trade name, multi-angle spectrophotometer) manufactured by X-Rite.
- the pigment examples include metallic pigments, rust preventive pigments, color pigments, extender pigments and the like, and among them, it is preferable to use color pigments. It is more preferable to use a black pigment from the viewpoint of obtaining a coating film excellent in base hiding property and metallic gloss.
- the pigment can be used in an appropriate combination according to the light transmittance, the hiding property of the base, the desired color and the like, and the amount thereof used is determined by the base paint (X) from the viewpoint of the base hiding property, weatherability, etc.
- An appropriate amount is 10% or less, preferably 5% or less, of the light transmittance in the wavelength range of 400 to 700 nm in the cured coating film to be formed.
- the light transmittance of the coating film is coated on a glass plate to a predetermined film thickness based on the cured coating film and cured, and then the coating film is dipped in warm water at 60 to 70 ° C. It is a spectral transmission factor when the coating film obtained by peeling and drying is measured in a wavelength range of 400 to 700 nm using a recording spectrophotometer (EPS-3T type manufactured by Hitachi, Ltd.) as a sample. When there is a difference depending on the wavelength to be measured (400 to 700 nm), the light transmittance is taken as the maximum numerical value.
- An organic solvent can also be used for base paint (X) as needed.
- those commonly used in paints can be used, and examples thereof include hydrocarbons such as toluene, xylene, hexane and heptane; ethyl acetate, butyl acetate, ethylene glycol monomethyl ether acetate, diethylene glycol monoethyl ether Esters such as acetate and diethylene glycol monobutyl acetate; ethers such as ethylene glycol monomethyl ether, ethylene glycol diethyl ether, diethylene glycol monomethyl ether and diethylene glycol dibutyl ether; alcohols such as butanol, propanol, octanol, cyclohexanol and diethylene glycol; methyl ethyl ketone and methyl isobutyl ketone And organic solvents of ketones such as cyclohexanone and isophorone. These can be used alone or in combination of two or
- organic solvents of ester, ether, alcohol and ketone are preferable from the viewpoint of solubility.
- the cured film thickness of the base coating film obtained by the base paint (X) is 15 ⁇ m or more, preferably 15 to 30 ⁇ m, more preferably 15 from the viewpoints of light transmittance, hiding property of base and metallic glossiness and the like. It is ⁇ 25 ⁇ m.
- the coating of the base paint (X) can be carried out according to the usual method, and when the base paint (X) is a water-based paint, for example, deionized water, optionally a thickener, in the base paint (X) After adding additives, such as an antifoamer, and adjusting solid content and a viscosity to the following range, it can carry out by spray coating, rotary atomization coating etc. on the said to-be-coated-article surface. At the time of coating, electrostatic application can also be performed as needed.
- a water-based paint for example, deionized water, optionally a thickener
- the solid content of the base paint (X) in this case is about 10 to 60% by mass, and the viscosity is 200 to 5000 mPa ⁇ s after 1 minute at 6 rpm measured with a Brookfield type viscometer at a temperature of 20 ° C. s.
- a B-type viscometer uses "LVDV-I" (trade name, manufactured by BROOKFIELD).
- the black-and-white hiding film thickness is preferably 40 ⁇ m or less, more preferably 5 to 35 ⁇ m, still more preferably 10 to 30 ⁇ m from the viewpoint of color stability and the like. It is.
- black and white concealed film thickness refers to a film thickness after a black and white checkerboard concealment ratio test paper specified in 4.1.2 of JIS K5600-4-1 is attached to a steel plate. The paint is sloped so that it changes continuously, and after drying or curing, the coated surface is visually observed under diffuse daylight, and the checkered black and white border of the concealed ratio test paper is not visible.
- the film thickness is a value measured by an electromagnetic film thickness meter.
- the step (2) is a step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (1) to form a glitter coating film.
- Bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C).
- Black pigment (A) As the black pigment (A), for example, conventionally known pigments for inks, paints and plastics may be contained alone or in combination of two or more.
- the black pigment (A) composite metal oxide pigments, black iron oxide pigments, black titanium oxide pigments, perylene black pigments, carbon black pigments, etc. can be mentioned, but a black iron-colored multilayer coating film is obtained From the point of view, carbon black pigments are preferred. Among them, carbon black pigments having a primary particle diameter of 3 to 20 nm are preferable, and carbon black pigments having a primary particle diameter of 5 to 15 nm are more preferable.
- the black pigment (A) can be used singly or in combination of two or more depending on the desired color tone.
- the above black pigment (A) is used based on 100 parts by mass (solid content) of the glitter pigment dispersion (solid content) from the viewpoint of obtaining a multilayer coating film of hiding ability, black iron color, etc. It may be contained in an amount of preferably 0.1 to 50 parts by mass, more preferably 1 to 35 parts by mass, and particularly preferably 4 to 25 parts by mass.
- Vapor deposited metal flake pigment (B) The deposited metal flake pigment (B) is obtained by depositing a metal film on a substrate, peeling off the substrate, and then grinding the deposited metal film.
- a film etc. can be mentioned, for example.
- a material of the said metal For example, aluminum, gold
- a deposited metal flake pigment obtained by depositing aluminum is referred to as a "deposited aluminum flake pigment”
- a deposited metal flake pigment obtained by depositing chromium is referred to as a "deposited chromium flake pigment”.
- vapor deposition aluminum flake pigment for example, "Hydroshine WS” series (trade name, made by Ecult), "Decomet” series (trade name, made by Schlenk), "Metasheen” series (trade name, BASF) Company) and the like.
- the average primary particle size (D50) of the vapor deposited metal flake pigment is preferably about 1 to 50 ⁇ m, more preferably about 5 to 20 ⁇ m from the viewpoints of stability in a paint, jet blackness of a formed coating, finish and the like. is there.
- the average thickness of the vapor deposited metal flake pigment is preferably 0.01 to 1.0 ⁇ m, more preferably 0.01 to 0.1 ⁇ m.
- the surface of the vapor deposited aluminum flake pigment is treated with silica, such as obtaining a coating film excellent in storage stability and metallic gloss. It is preferable from
- the blending ratio of the black pigment (A) to the vapor deposited metal flake pigment (B) is a solid content, and 0.1 to 10 parts by mass of the black pigment (A) to 1 part by mass of the vapor deposited metal flake pigment (B) Part, preferably 0.3 to 7.5 parts by mass, and more preferably 0.25 to 5 parts by mass, a black iron-colored metallic coating having a sharp brightness change and an excellent metallic gloss. It is suitable from the viewpoint of obtaining.
- the above-mentioned deposited metal flake pigment (B) is preferably 0 based on 100 parts by mass (solid content) of the glitter pigment dispersion. And 2 to 50 parts by mass, preferably 1 to 25 parts by mass, more preferably 2 to 15 parts by mass.
- Viscosity modifier (C) As the viscosity modifier (C) in the luster pigment dispersion (Y), known ones can be used, and for example, silica type fine powder, mineral type viscosity modifier, barium sulfate fine particle powder, polyamide type viscosity modifier Organic resin fine particle viscosity modifiers, diurea viscosity modifiers, urethane association viscosity modifiers, acrylic swellable polyacrylic acid viscosity modifiers, cellulose viscosity modifiers and the like. Among them, from the viewpoint of obtaining a coating film excellent in metallic gloss, it is particularly preferable to use a mineral viscosity regulator, a polyacrylic acid viscosity regulator, and a cellulose viscosity regulator.
- the mineral viscosity modifier includes a swellable layered silicate having a 2: 1 type crystal structure.
- smectite clay minerals such as natural or synthetic montmorillonite, saponite, hectorite, stevensite, beidellite, nontronite, bentonite, laponite, Na-type tetrasilicic fluorine mica, Li-type tetrasilicic fluorine mica
- swelling mica clay minerals such as Na-salt type fluorotheniolite and Li-type fluorine teniolite and vermiculite, or their substitution products or derivatives, or mixtures thereof.
- polyacrylic acid-based viscosity modifiers examples include sodium polyacrylic acid and polyacrylic acid- (meth) acrylic acid ester copolymer.
- the active ingredient acid value of the polyacrylic acid viscosity modifier may be in the range of 30 to 300 mg KOH / g, preferably 80 to 280 mg KOH / g.
- Commercially available polyacrylic acid viscosity modifiers include, for example, “Primal ASE-60”, “Primal TT 615” and “Primal RM 5” (trade names) manufactured by Dow Chemical Co., “SN Thickener 613 manufactured by San Nopco”. “SN Thickener 618”, “SN Thickener 630”, “SN Thickener 634”, “SN Thickener 636” (trade names), and the like.
- cellulose-based viscosity modifier examples include carboxymethylcellulose, methylcellulose, hydroxyethylcellulose, hydroxyethylmethylcellulose, hydroxypropylmethylcellulose, and cellulose nanofibers, among which, a coating film having excellent metallic gloss is obtained. From the viewpoint, it is preferable to use cellulose nanofibers.
- the cellulose nanofibers may also be referred to as cellulose nanofibrils, fibrated cellulose or nanocellulose crystals.
- the cellulose nanofibers preferably have a number average fiber diameter in the range of 2 to 500 nm, more preferably 2 to 250 nm, and still more preferably 2 to 150 nm, from the viewpoint of obtaining a coating film excellent in metallic gloss.
- the number average fiber length is preferably in the range of 0.1 to 20 ⁇ m, more preferably 0.1 to 15 ⁇ m, and still more preferably 0.1 to 10 ⁇ m.
- the aspect ratio which is a value obtained by dividing the number average fiber length by the number average fiber diameter, is preferably in the range of 50 to 10,000, more preferably 50 to 5,000, and still more preferably 50 to 1,000.
- the above-described number average fiber diameter and number average fiber length are obtained, for example, by dispersing a sample obtained by diluting cellulose nanofibers with water, casting it onto a hydrophilized carbon film-coated grid, and transmitting it with a transmission electron microscope ( It measures and calculates from the image observed by TEM.
- cellulose nanofiber it is possible to use one obtained by defibrillating a cellulose raw material and stabilizing it in water.
- cellulose nanofibers examples include Reocrystal (registered trademark) manufactured by Dai-ichi Kogyo Seiyaku Co., Ltd.
- Reocrystal registered trademark
- cellulose nanofibers prepared as follows can be used.
- the cellulose nanofibers can be produced, for example, by the following method.
- the cellulose raw material refers to various forms of materials mainly composed of cellulose, specifically, for example, pulp (wood pulp, jute, pulp derived from grasses such as manila hemp, kenaf, etc.); produced by microorganisms Natural cellulose such as cellulose; regenerated cellulose spun after dissolving cellulose in copper ammonia solution, morpholine derivative etc .; and hydrolysis, alkali hydrolysis, enzymatic decomposition, explosion treatment, vibrating ball mill etc. Fine cellulose obtained by depolymerizing cellulose by mechanical treatment or the like.
- the fibrillation method of the above-mentioned cellulose raw material is not particularly limited as long as the cellulose raw material maintains the fiber state, but, for example, mechanical fibrillation treatment using a homogenizer, grinder, etc., chemical reaction using an oxidation catalyst, etc. Methods such as treatment, biological treatment using microorganisms and the like can be mentioned.
- anion-modified cellulose nanofibers can also be used as the above-mentioned cellulose nanofibers.
- the anion-modified cellulose nanofibers include carboxylated cellulose nanofibers, carboxylmethylated cellulose nanofibers, phosphoric acid group-containing cellulose nanofibers, and the like.
- the anion-modified cellulose nanofibers are prepared, for example, by introducing a functional group such as a carboxyl group, a carboxyl methyl group or a phosphoric acid group into a cellulose raw material by a known method, washing the resulting modified cellulose, and dispersing the modified cellulose Can be prepared by defibration of this dispersion.
- the carboxylated cellulose is also called oxidized cellulose.
- the above-mentioned oxidized cellulose is obtained, for example, by oxidizing the above-mentioned cellulose raw material in water with an oxidizing agent in the presence of a compound selected from the group consisting of N-oxyl compounds, bromides, and iodides or a mixture thereof. be able to.
- the amount of the N-oxyl compound used is not particularly limited as long as it is a catalytic amount capable of making cellulose into a nanofiber.
- the amount of bromide or iodide used can be appropriately selected as long as the oxidation reaction can be promoted.
- oxidizing agent known ones can be used, and for example, halogen, hypohalous acid, halogenous acid, perhalogenated acid or salts thereof, halogen oxides, peroxides and the like can be used.
- the amount of carboxyl groups in the oxidized cellulose is preferably set to 0.2 mmol / g or more with respect to the solid content mass of the oxidized cellulose.
- the amount of carboxyl group can be adjusted by adjusting the oxidation reaction time; adjusting the oxidation reaction temperature; adjusting the pH at the oxidation reaction; adjusting the addition amount of N-oxyl compound, bromide, iodide, oxidizing agent, etc. .
- the above cellulose raw material and solvent are mixed, and 0.5 to 20 times mol of alkali metal hydroxide per glucose residue of cellulose raw material is used as a mercerizing agent, reaction temperature 0 to 70 ° C., reaction time 15 minutes to Mercerization is performed in about 8 hours. Thereafter, a carboxymethylating agent is added in an amount of 0.05 to 10.0 times mol per glucose residue, and the reaction temperature is 30 to 90 ° C., and the reaction time is 30 minutes to 10 hours to react carboxymethyl groups to hydroxyl groups in cellulose molecules. It can be introduced.
- the degree of carboxymethyl substitution per glucose unit in the modified cellulose obtained by introducing a carboxymethyl group into the above-mentioned cellulose raw material is preferably 0.02 to 0.50.
- the modified cellulose obtained as described above can be disintegrated as a dispersion in an aqueous solvent and then using a grinder.
- a grinder any of high speed shear type, collision type, bead mill type, high speed rotary type, colloid mill type, high pressure type, roll mill type and ultrasonic type can be used.
- these plurality can also be used in combination.
- the content of the cellulose-based viscosity modifier in the luster pigment dispersion (Y) is 2 based on the content of 100 parts by mass of the deposited metal flake pigment (B) from the viewpoint of obtaining a coating film excellent in metallic gloss. It is preferably in the range of ⁇ 150 parts by weight, more preferably in the range of 3 to 120 parts by weight, and particularly preferably in the range of 4 to 100 parts by weight.
- These viscosity modifiers can be used alone or in appropriate combination of two or more.
- the viscosity modifier (C) is preferably selected based on 100 parts by mass (solid content) of the glitter pigment dispersion. It can be contained in an amount of 0.1 to 50 parts by mass, more preferably 1 to 35 parts by mass, and particularly preferably 5 to 25 parts by mass.
- the bright pigment dispersion (Y) preferably further contains a surface conditioner.
- the surface conditioner is used to assist in uniformly orienting the deposited metal flake pigment (B) dispersed in water on the substrate when the bright pigment dispersion is applied to the substrate. Ru. If the vapor deposited metal flake pigment (B) can be uniformly oriented on a substrate, a multilayer coating film excellent in metallic gloss and sharp in change of lightness can be obtained.
- the contact angle to the tin plate is preferably 8 to 20 °, more preferably 9 to 19 °, when 10 ⁇ L is dropped on a tin plate (made by PALTEC CO., LTD.) Adjusted to be
- the surface conditioner is more preferably 10 to 18 °.
- a viscosity modifier “ASE-60” polyacrylic acid viscosity modifier, manufactured by Dow Chemical Co., solid content: 28%) is used for viscosity adjustment.
- the mass ratio of 4.5 / 95/1 of isopropanol / water / surface conditioner corresponds to the ratio of the components of the bright pigment dispersion (Y) for evaluation of the surface conditioner.
- the viscosity of 150 mPa ⁇ s at a rotor rotational speed of 60 rpm in a B-type viscometer is a normal value at the time of coating on a substrate.
- the contact angle to the tin plate of 8 to 20 ° described above indicates the wetting and spreading of the liquid under standard coating conditions. When the contact angle is 8 ° or more, the liquid is coated on the substrate without spreading too much, and when it is 20 ° or less, the liquid is uniformly coated on the substrate without too much repelling.
- surface control agents such as silicone type, an acryl type, a vinyl type, a fluorine type, are mentioned, for example.
- the surface conditioners can be used singly or in appropriate combination of two or more.
- surface conditioning agents include, for example, BYK series manufactured by Bick Chemie, Tego series manufactured by Evonic, Granol series manufactured by Kyoeisha Chemical Co., Ltd., Polyflow series, Disperon series manufactured by Enomoto Chemical Co., Ltd., and the like.
- silicone-based surface conditioners are preferable as the surface conditioner from the viewpoint of, for example, the metallic glossiness and water resistance of the resulting coating film.
- silicone-based surface conditioner polydimethylsiloxane or modified silicone obtained by modifying it is used.
- modified silicone a polyether modified body, an acrylic modified body, a polyester modified body etc. are mentioned.
- the surface conditioning agent preferably has a dynamic surface tension of 50 to 70 mN / m, more preferably 53 to 68 mN / m, and still more preferably 55 to 65 mN / m.
- the dynamic surface tension as used herein refers to the surface tension value at a frequency of 10 Hz according to the maximum bubble pressure method.
- the dynamic surface tension was measured using a SITA measuring apparatus (Eiko Seiki Co., Ltd. SITA t60).
- the surface conditioning agent preferably has a static surface tension of 15 to 30 mN / m, more preferably 18 to 27 mN / m, and still more preferably 20 to 24 mN / m.
- the static surface tension was measured using a surface tension measuring machine (Eiko Seiki Co., Ltd. DCAT 21).
- the surface conditioning agent preferably has a lamellar length of 6.0 to 9.0 mm, more preferably 6.5 to 8.5 mm, and still more preferably 7.0 to 8.0 mm.
- the above-mentioned surface adjustment is based on 100 parts by mass (solid content) of the glitter pigment dispersion from the viewpoint of obtaining a multilayer coating film having a metallic gloss.
- the agent can be contained in an amount of 1 to 50 parts by mass, preferably 5 to 45 parts by mass, more preferably 8 to 40 parts by mass.
- an organic solvent if necessary, an organic solvent, a color pigment other than the black pigment (A), a glitter pigment other than the deposited metal flake pigment (B), an extender pigment, a pigment dispersant
- An anti-settling agent, an antifoaming agent, an ultraviolet absorber and the like may be appropriately blended.
- coloring pigments other than the above black pigment (A) titanium white, zinc molybdate, calcium molybdate, bitumen, ultramarine blue, cobalt blue, copper phthalocyanine blue, indanthrone blue, yellow lead, synthetic yellow iron oxide, bismuth vanadate Date, titanium yellow, zinc yellow (zinc elo), monoazo yellow, aker, disazo, isoindolinone yellow, metal complex salt azo yellow, quinophthalone yellow, benzimidazolone yellow, red iron oxide, monoazo red, unsubstituted quinacridone red, azo lake (Mn salt ), Quinacridone magenta, ansanthrone orange, dianthraquinonil red, perylene maroon, quinacridone magenta, perylene red, diketopyrrolopyrrole chromium vermilion, chlorinated phthalocyanine green, brominated Taro cyanine green, other; pyrazolone orange, benzimida
- metal flake pigments such as an aluminum flake pigment and a coloring aluminum flake pigment, a light interference pigment etc. can be mentioned.
- Aluminum flake pigments are pigments produced by grinding and grinding aluminum.
- the colored aluminum flake pigment is a pigment in which the colored pigment is attached to the surface of the aluminum flake pigment.
- the light interference pigment examples include metal oxide coated mica pigments, metal oxide coated alumina flake pigments, metal oxide coated glass flake pigments, metal oxide coated silica flake pigments and the like.
- extender pigment examples include barium sulfate, barium carbonate, calcium carbonate, aluminum silicate, silica, magnesium carbonate, talc, alumina white and the like.
- the bright pigment dispersion (Y) can contain a base resin and a crosslinking agent from the viewpoint of adhesion of the resulting coating film, but the effect of the present invention can be exhibited even if it does not substantially contain these. it can.
- Examples of the base resin include acrylic resin, polyester resin, alkyd resin, and urethane resin.
- crosslinking agent examples include melamine resin, melamine resin derivative, urea resin, (meth) acrylamide, polyaziridine, polycarbodiimide, and a polyisocyanate compound which may or may not be blocked. You may use these individually or in combination of 2 or more types.
- the bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C).
- the blending ratio of each component in the bright pigment dispersion (Y) is preferably within the following range from the viewpoint of obtaining a coating film excellent in metallic gloss.
- the bright pigment dispersion (Y) contains a base resin and / or a crosslinking agent
- the blending ratio of each component in the bright pigment dispersion (Y) is preferably within the following range from the viewpoint of obtaining a coating film excellent in metallic gloss.
- Water preferably 100 to 10000 parts by mass, more preferably 1000 to 8000 parts by mass, still more preferably 1300 to 7000 parts by mass
- Black pigment (A) preferably 0.1 to 100 parts by mass, more preferably 1 to 80 parts by mass, still more preferably 10 to 60 parts by mass (solid content mass)
- Vapor deposited metal flake pigment (B) preferably 0.1 to 500 parts by mass, more preferably 1 to 100 parts by mass, still more preferably 3 to 50 parts by mass (solid content mass)
- Viscosity modifier (C) preferably 1 to 1000 parts by mass, more preferably 5 to 500 parts by mass, and still more preferably 7 to 100 parts by mass (solid content).
- the content of the surface conditioner is from the viewpoint of obtaining a multi-layer coating film having a metallic gloss.
- the amount is preferably 1 to 2000 parts by mass, more preferably 10 to 500 parts by mass, still more preferably 10 to 150 parts by mass, based on 100 parts by mass of the resin solid content in the bright pigment dispersion (Y).
- the content of the surface conditioner is water, a black pigment (A), a deposited metal, from the viewpoint of obtaining a multilayer coating film having a metallic gloss.
- the amount of the flake pigment (B) and the viscosity modifier (C) is preferably 0.1 to 10 parts by mass, more preferably 0.5 to 5 parts by mass, still more preferably 0.8 to 10 parts by mass, based on 100 parts by mass of the total. 5 parts by mass.
- the contact angle of the bright pigment dispersion (Y) is 8 to 20 °, preferably 10 to 18 °, from the viewpoint of obtaining a coating film excellent in metallic gloss.
- the contact angle meter used is CA-X150 manufactured by Kyowa Interface Science Co., Ltd.
- the viscosity of the bright pigment dispersion (Y) is 150 mPa ⁇ s at a rotor rotational speed of 60 rpm with a B-type viscometer. 10 ⁇ L is dropped on a tin plate (made by Paltec Co., Ltd.), which has been adjusted in advance, and measured in 10 seconds.
- the luster pigment dispersion (Y) is prepared by mixing and dispersing the above-mentioned components. From the viewpoint of obtaining a coating film excellent in metallic gloss, the solid content ratio at the time of coating is preferably 0.1 to 15% by mass, more preferably 0.2 to 15% by mass based on the bright pigment dispersion (Y). Adjust to 10% by mass.
- the viscosity of the bright pigment dispersion (Y) is the viscosity after 1 minute at 60 rpm measured with a B-type viscometer at a temperature of 20 ° C. from the viewpoint of obtaining a coating film excellent in metallic gloss (in this specification, “B60 value Is preferably 60 to 1500 mPa ⁇ s, more preferably 60 to 1000 mPa ⁇ s, still more preferably 60 to 500 mPa ⁇ s.
- the viscometer to be used is LVDV-I (trade name, manufactured by BROOKFIELD, a B-type viscometer).
- the bright pigment dispersion (Y) can be coated by methods such as electrostatic coating, air spray, airless spray and the like.
- electrostatic coating air spray, airless spray and the like.
- rotary atomization type electrostatic coating is preferable.
- the bright paint film obtained by coating the bright pigment dispersion (Y) is dry.
- the method for drying the glittering coating is not particularly limited, and examples thereof include a method of leaving at ambient temperature for 15 to 30 minutes, and a method of preheating at a temperature of 50 to 100 ° C. for 30 seconds to 10 minutes.
- the film thickness 30 seconds after the glitter pigment dispersion (Y) adheres to the base coating film is preferably 3 to 50 ⁇ m, more preferably 4 to 48 ⁇ m, from the viewpoint of obtaining a coating film excellent in metallic gloss. More preferably, it is 5 to 46 ⁇ m.
- the thickness of the glittering coating film is preferably 0.02 to 6.5 ⁇ m, more preferably 0.04 to 5.0 ⁇ m, still more preferably 0.12 to 5.0 ⁇ m, as a dry film thickness.
- the step (3) is a step of applying a clear paint (Z) on the glitter coat formed in the step (2) to form a clear coat.
- thermosetting clear coat paint composition As the clear paint (Z), any known thermosetting clear coat paint composition can be used.
- thermosetting clear coat coating composition for example, an organic solvent type thermosetting coating composition containing a base resin having a crosslinkable functional group and a crosslinking agent, an aqueous thermosetting coating composition, powder thermosetting And the like.
- a crosslinkable functional group which the said base resin has a carboxyl group, a hydroxyl group, an epoxy group, a silanol group etc.
- a kind of base resin an acrylic resin, a polyester resin, an alkyd resin, a urethane resin, an epoxy resin, a fluorine resin etc.
- the crosslinking agent include polyisocyanate compounds, blocked polyisocyanate compounds, melamine resins, urea resins, carboxyl group-containing compounds, carboxyl group-containing resins, epoxy group-containing resins, epoxy group-containing compounds, and the like.
- base resin / crosslinking agent of clear paint (Z) carboxyl group-containing resin / epoxy group-containing resin, hydroxyl group-containing resin / polyisocyanate compound, hydroxyl group-containing resin / blocked polyisocyanate compound, hydroxyl group-containing resin / melamine resin Etc. is preferred.
- the clear paint (Z) may be a one-pack paint or a multi-pack paint such as a two-pack urethane resin paint.
- the clear paint (Z) is preferably a two-part clear paint containing a hydroxyl group-containing resin and an isocyanate group-containing compound from the viewpoint of the adhesion of the resulting coating film.
- the hydroxyl group-containing resin and the polyisocyanate compound be separated from storage stability. It is prepared by mixing both immediately before use.
- the combination of a base resin / crosslinking agent in the one-component paint may be carboxyl group-containing resin / epoxy group-containing resin, hydroxyl group-containing resin / blocked polyisocyanate compound, hydroxyl group Containing resin / melamine resin etc.
- the clear paint (Z) preferably contains a self-crosslinking component from the viewpoint of adhesion.
- self-crosslinking component examples include melamine resins, melamine resin derivatives, (meth) acrylamides, polyaziridine, polycarbodiimides, and polyisocyanates which may or may not be blocked. You may use these individually or in combination of 2 or more types.
- solvents such as water and organic solvents, and additives such as a curing catalyst, an antifoaming agent, and an ultraviolet absorber can be appropriately blended.
- hydroxyl-containing resin conventionally known resins can be used without limitation as long as they contain a hydroxyl group.
- the hydroxyl group-containing resin include a hydroxyl group-containing acrylic resin, a hydroxyl group-containing polyester resin, a hydroxyl group-containing polyether resin, and a hydroxyl group-containing polyurethane resin.
- Preferred are a hydroxyl group-containing acrylic resin and a hydroxyl group-containing polyester resin.
- the hydroxyl group-containing acrylic resin can be mentioned as a particularly preferable one.
- the hydroxyl value of the hydroxyl group-containing acrylic resin is preferably in the range of 80 to 200 mg KOH / g, and more preferably in the range of 100 to 180 mg KOH / g.
- the hydroxyl value is 80 mgKOH / g or more, the crosslink density is high, and the scratch resistance is sufficient.
- the water resistance of a coating film is maintained as it is 200 mgKOH / g or less.
- the weight average molecular weight of the hydroxyl group-containing acrylic resin is preferably in the range of 2500 to 40000, and more preferably in the range of 5000 to 30000.
- the coating film performance such as acid resistance is good.
- the weight average molecular weight is 40,000 or less, the smoothness of the coating film is maintained, so the finish is good.
- the average molecular weight is a value calculated based on the molecular weight of standard polystyrene from the chromatogram measured by gel permeation chromatography.
- HEC 8120 GPC manufactured by Tosoh Corporation
- Mobile phase tetrahydrofuran, measurement temperature: 40 ° C., flow rate: 1 cc / min, detector: RI.
- the glass transition temperature of the hydroxyl group-containing acrylic resin is preferably in the range of ⁇ 40 ° C. to 20 ° C., more preferably in the range of ⁇ 30 ° C. to 10 ° C.
- the glass transition temperature is -40.degree. C. or more, the coating film hardness is sufficient.
- the glass transition temperature is 20.degree. C. or less, the coated surface smoothness of the coating film is maintained.
- polyisocyanate compound is a compound having at least two isocyanate groups in one molecule, and, for example, aliphatic polyisocyanate, alicyclic polyisocyanate, araliphatic polyisocyanate, aromatic polyisocyanate, Derivatives of polyisocyanate and the like can be mentioned.
- aliphatic polyisocyanate examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate, pentamethylene diisocyanate, 1,2-propylene diisocyanate, 1,2-butylene diisocyanate, 2,3-butylene diisocyanate, and the like.
- Aliphatic diisocyanates such as -butylene diisocyanate, 2,4,4- or 2,2,4-trimethylhexamethylene diisocyanate, dimer acid diisocyanate, methyl 2,6-diisocyanatohexanoate (conventional name: lysine diisocyanate); 2 , 6-diisocyanatohexanoate 2-isocyanatoethyl, 1,6-diisocyanato-3-isocyanatomethylhexane, 1,4,8-triisocyanatooctane, 1, , 11-triisocyanatoundecane, 1,8-diisocyanato-4-isocyanatomethyloctane, 1,3,6-triisocyanatohexane, 2,5,7-trimethyl-1,8-diisocyanato-5-isocyanato Aliphatic triisocyanates such as methyl octane can be mentioned.
- alicyclic polyisocyanate examples include, for example, 1,3-cyclopentene diisocyanate, 1,4-cyclohexane diisocyanate, 1,3-cyclohexane diisocyanate, 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (common name) Isophorone diisocyanate), 4-methyl-1,3-cyclohexylene diisocyanate (conventional name: hydrogenated TDI), 2-methyl-1,3-cyclohexylene diisocyanate, 1,3- or 1,4-bis (isocyanate) Methyl) cyclohexane (conventional name: hydrogenated xylylene diisocyanate) or a mixture thereof, alicyclic bisiso, such as methylenebis (4,1-cyclohexanediyl) diisocyanate (conventional name: hydrogenated MDI), norbornane diisocyanate, etc.
- aromatic aliphatic polyisocyanate examples include methylene bis (4,1-phenylene) diisocyanate (conventional name: MDI), 1,3- or 1,4-xylylene diisocyanate or a mixture thereof, ⁇ , ⁇ ′-diisocyanato- Aromatic aliphatic diisocyanates such as 1,4-diethylbenzene, 1,3- or 1,4-bis (1-isocyanato-1-methylethyl) benzene (common name: tetramethyl xylylene diisocyanate) or mixtures thereof; 1,3 And araliphatic triisocyanates such as 3,5-triisocyanatomethylbenzene.
- MDI methylene bis (4,1-phenylene) diisocyanate
- 1,3- or 1,4-xylylene diisocyanate or a mixture thereof ⁇ , ⁇ ′-diisocyanato- Aromatic aliphatic diisocyanates
- aromatic polyisocyanate examples include m-phenylene diisocyanate, p-phenylene diisocyanate, 4,4′-diphenyl diisocyanate, 1,5-naphthalene diisocyanate, 2,4-tolylene diisocyanate (common name: 2,4-) TDI) or 2,6-tolylene diisocyanate (conventional name: 2,6-TDI) or a mixture thereof, aromatic diisocyanates such as 4,4'-toluidine diisocyanate, 4,4'-diphenylether diisocyanate; triphenylmethane-4 Aromatic triisocyanates such as 4,4 ′, 4 ′ ′-triisocyanate, 1,3,5-triisocyanatobenzene, 2,4,6-triisocyanatotoluene; 4,4′-diphenylmethane-2,2 ′ , 5,5'-tetraisocyanate etc And the like aromatic tetracar
- derivatives of the polyisocyanate for example, dimers, trimers, biurets, allophanates, uretimines, isocyanurates, oxadiazinetriones, polymethylene polyphenyl polyisocyanates (crude MDI, polymeric MDI) of the polyisocyanate described above. And crude TDI.
- the above polyisocyanates and their derivatives may be used alone or in combination of two or more.
- aliphatic diisocyanates hexamethylene diisocyanate compounds and among the alicyclic diisocyanates, 4,4'-methylenebis (cyclohexyl isocyanate) can be suitably used.
- the derivative of hexamethylene diisocyanate is most preferable in view of adhesion, compatibility and the like.
- the polyisocyanate compound the above polyisocyanate and its derivative and a compound capable of reacting with the polyisocyanate, for example, having an active hydrogen group such as a hydroxyl group or an amino group are reacted under an isocyanate group excess condition.
- the following prepolymer may be used.
- the compound capable of reacting with the polyisocyanate include polyhydric alcohols, low molecular weight polyester resins, amines, water and the like.
- a polyisocyanate compound it is also possible to use a blocked polyisocyanate compound which is a compound obtained by blocking the isocyanate group in the above-mentioned polyisocyanate and its derivative with a blocking agent.
- the blocking agent examples include phenols such as phenol, cresol, xylenol, nitrophenol, ethylphenol, hydroxydiphenyl, butylphenol, isopropylphenol, nonylphenol, octylphenol, methyl hydroxybenzoate and the like; ⁇ -caprolactam, ⁇ -valerolactam, lactams such as ⁇ -butyrolactam and ⁇ -propiolactam; aliphatic alcohols such as methanol, ethanol, propyl alcohol, butyl alcohol, amyl alcohol and lauryl alcohol; ethylene glycol monomethyl ether, ethylene glycol monoethyl ether, ethylene glycol mono Butyl ether, diethylene glycol monomethyl ether, diethylene glycol monoethyl ether, pro Ethers such as glycol monomethyl ether and methoxy methanol; benzyl alcohol, glycolic acid, methyl glycolate, ethyl glycolate, butyl glyco
- Dimethyl malonate, diethyl malonate Active methylenes such as ethyl acetoacetate, methyl acetoacetate, acetylacetone; butyl mercaptan, t-butylmerca Mercaptans such as putan, hexyl mercaptan, t-dodecyl mercaptan, 2-mercaptobenzothiazole, thiophenol, methylthiophenol and ethylthiophenol; acetanilide, acetanisidide, acetotolide, acrylamide, methacrylamide, acetamide, stearic acid amide, benzamide and the like Acid amides; imides such as succinimides, phthalates and maleimides; diphenylamines, phenylnaphthylamines, xylidines, N-phenyl xylidines, carbazoles, anilines, naphthylamines,
- the above azole compounds include pyrazole, 3,5-dimethylpyrazole, 3-methylpyrazole, 4-benzyl-3,5-dimethylpyrazole, 4-nitro-3,5-dimethylpyrazole, 4-bromo-3, Pyrazole or pyrazole derivatives such as 5-dimethylpyrazole, 3-methyl-5-phenylpyrazole; imidazoles or imidazole derivatives such as imidazole, benzimidazole, 2-methylimidazole, 2-ethylimidazole, 2-phenylimidazole; 2-methylimidazoline And imidazoline derivatives such as 2-phenylimidazoline.
- a solvent can be added as necessary.
- the solvent used for the blocking reaction is preferably one which is not reactive to an isocyanate group, for example, acetone, ketones such as methyl ethyl ketone, esters such as ethyl acetate, N-methyl-2-pyrrolidone (NMP) Such solvents can be mentioned.
- the polyisocyanate compounds can be used alone or in combination of two or more.
- the clear paint (Z) When a two-component clear paint containing a hydroxyl group-containing resin and an isocyanate group-containing compound is used as the clear paint (Z), the hydroxyl group of the hydroxyl group-containing resin and the polyisocyanate compound from the viewpoint of the curing property and scratch resistance of the coating film.
- the equivalent ratio of isocyanate groups (NCO / OH) is preferably in the range of 0.5 to 2.0, more preferably 0.8 to 1.5.
- the above-mentioned clear paint (Z) can appropriately contain a pigment such as a color pigment, a luster pigment, or an extender pigment within the range in which the transparency is not impaired.
- coloring pigment one or more kinds of conventionally known pigments for inks and paints can be combined. Above all, black pigments can be used in particular.
- the bright pigment conventionally known ones can be used, but in particular, light interference pigments can be used.
- the addition amount of the pigment when the clear paint (Z) contains a pigment may be appropriately determined, preferably 10 parts by mass or less, relative to 100 parts by mass of the resin solid content in the clear paint (Z). More preferably, it is 0.01 to 5 parts by mass.
- the form of the clear paint (Z) is not particularly limited, but is usually used as a paint composition of the organic solvent type.
- the organic solvent used in this case various organic solvents for paints, for example, aromatic or aliphatic hydrocarbon solvents; ester solvents; ketone solvents; ether solvents and the like can be used.
- the organic solvent to be used one used at the time of preparation of the hydroxyl group-containing resin or the like may be used as it is, or may be added as appropriate.
- the solid content concentration of the clear paint (Z) is preferably about 30 to 70% by mass, and more preferably in the range of about 40 to 60% by mass.
- the above-mentioned clear paint (Z) is applied onto the glitter coating.
- the coating of the clear paint (Z) is not particularly limited and can be carried out by the same method as the base coat paint, for example, by a coating method such as air spray, airless spray, rotary atomization coating, curtain coating . These coating methods may be electrostatically applied as needed. Among these, rotary atomization coating by electrostatic application is preferable.
- the application amount of the clear paint (Z) is usually preferably about 10 to 50 ⁇ m as a cured film thickness.
- the viscosity of the clear paint (Z) is set to a viscosity range suitable for the coating method, for example, in the case of rotary atomization coating by electrostatic application: (4) It is preferable to appropriately adjust using a solvent such as an organic solvent so as to have a viscosity range of about 15 to 60 seconds as measured by a viscometer.
- preheating for about 3 to 10 minutes can be performed at a temperature of about 50 to 80 ° C. to accelerate volatilization of volatile components. .
- the clear coating film may be a single layer or two or more layers.
- the first layer and the second layer may be the same clear paint (Z) or may be different clear paints (Z).
- the first clear paint uses a clear paint (Z1) containing a hydroxyl group-containing acrylic resin and a melamine resin
- the second clear paint has a hydroxyl group-containing acrylic resin It is preferable from the viewpoint of smoothness and adhesion of the resulting coating film to use a clear paint (Z2) containing a polyisocyanate compound.
- step (4) these three coatings are formed by heating the uncured base coating formed in steps (1) to (3), the uncured glitter coating and the uncured clear coating. Is a step of curing simultaneously. Even when the glitter pigment dispersion (Y) does not contain the above-mentioned base resin and crosslinking agent, the glitter coating may be cured by the transfer of the resin component from the upper layer and / or the lower layer.
- the heating can be performed by a known means, and for example, a drying furnace such as a hot air furnace, an electric furnace, an infrared induction heating furnace or the like can be applied.
- a drying furnace such as a hot air furnace, an electric furnace, an infrared induction heating furnace or the like can be applied.
- the heating temperature is suitably in the range of 70 to 150 ° C., preferably 80 to 140 ° C.
- the heating time is not particularly limited, but is preferably in the range of 10 to 40 minutes, more preferably 20 to 30 minutes.
- a multilayer coating film is formed by sequentially performing the above steps (1) to (4).
- the multilayer coating film obtained has a Y5 value in the XYZ color system of preferably 40 to 1500, more preferably 50 to 1000, still more preferably 65 to 700, and the Y5 value is Y45 value in the XYZ color system
- the Y5 / Y45 value divided by is preferably 40 to 300, more preferably 50 to 180, still more preferably 55 to 150
- the Y110 value in the XYZ color system is preferably 0.15 to 1.5, more preferably Is preferably 0.15 to 1.0, more preferably 0.2 to 0.5
- the HG value representing graininess is preferably 5 to 50, more preferably 5 to 40, still more preferably 5 to 35 .
- the Y5 value in the XYZ color system is the lightness in the XYZ color system when light irradiated from an angle of 45 degrees with respect to the coating film is received at an angle of 5 degrees with respect to regular reflection light.
- the Y 45 value in the XYZ color system is the lightness in the XYZ color system when light irradiated from the angle 45 ° to the coating film is received at an angle 45 ° with respect to the regular reflection light.
- the Y110 value in the XYZ color system is the lightness in the XYZ color system when light irradiated from an angle of 45 degrees with respect to the coating film is received at an angle of 110 degrees with respect to regular reflection light.
- the Y5 value, the Y45 value and the Y110 value are measured using a multi-angle spectrophotometer ("GCMS-4", trade name, manufactured by Murakami Color Research Laboratory).
- HG value representing particle feeling is an abbreviation of Hi-light Graininess value.
- the HG value is one of the scales of micro luminosity that is the texture when observed microscopically, and is a parameter representing the graininess on the highlight (observation of the coating film from near regular reflection with respect to incident light) side It is.
- the coating film is imaged with a CCD camera at an incident angle of 15 degrees / light receiving angle of 0 degrees, and the obtained digital image data, that is, the two-dimensional luminance distribution data is subjected to two-dimensional Fourier transform processing, and the obtained power spectrum image What is obtained by extracting only the spatial frequency domain corresponding to the sense of grain, converting the calculated measurement parameter so as to take a numerical value of 0 to 100 and maintain a linear relationship with the sense of grain It is.
- the multilayer coating film obtained in the present invention can have a vivid lightness change, and can form a metallic coating film excellent in metallic gloss.
- the value of Y5 when the value of Y5 is high, the value of Y5 / Y45 is high, and the value of Y110 is low, it can be evaluated as a design having a sharp change in lightness.
- the metallic gloss when the Y5 value is high and the Y110 value is low, it can be evaluated that the metallic gloss is excellent.
- the HG value when the HG value is low, it can be evaluated that the graininess is small.
- the second aspect of the present invention is (5) A step of applying a base paint (X) onto a substrate to form a base coating film, (6) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (5) to form a glitter coating film, (7) A step of applying a black transparent paint (W) on the glitter coat formed in the step (6) to form a black transparent coat, (8) a step of applying a clear paint (Z) on the black transparent coating formed in the step (7) to form a clear coating, and (9) forming the step (5) to (8) Simultaneously curing the four coating films by heating the uncured base coating film, the uncured glitter coating film, the uncured black transparent coating film and the uncured clear coating film A method of forming a layer coating film,
- the bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C), It is a multilayer coating-film formation method in
- Process (5) The step (5) is the same as the step (1).
- step (6) is the same as the step (2).
- the step (7) is a step of applying a black transparent paint (W) on the glittering coating formed in the step (6) to form a black transparent coating.
- the black transparent paint (W) is a black and transparent paint.
- the coating film obtained by coating the black transparent paint (W) is a coating film which is colored black and does not hide the underlayer.
- the black transparent paint (W) used in the present invention has a haze value of 25% or less of a dry film having a thickness of 35 ⁇ m obtained by coating the black transparent paint (W).
- the above-mentioned haze value is coated on a smooth PTFE plate, and the coating film which has been cured and peeled is measured by a turbidimeter COH-300A (trade name, manufactured by Nippon Denshoku Kogyo Co., Ltd.) to transmit diffused light.
- the ratio (DF) and the parallel light transmittance (PT) shall be defined as a numerical value calculated by the following formula.
- Haze value 100 * DF / (DF + PT)
- the black transparent paint (W) contains a black pigment (P) as an essential component.
- the black pigment (P) can contain one or a combination of two or more conventionally known pigments for inks, paints, and for coloring plastics.
- composite metal oxide pigments, black iron oxide pigments, black titanium oxide pigments, perylene black pigments, carbon black pigments, etc. can be mentioned, but carbon black pigments are preferable in terms of obtaining a black iron-colored multilayer coating film. .
- carbon black pigments having a primary particle diameter of 3 to 20 nm are particularly preferable, and those having a primary particle diameter of 5 to 15 nm are more preferable.
- the content of the black pigment (P) in the black transparent paint (W) is, based on 100 parts by mass of the resin solid content in the black transparent paint (W), from the viewpoint of the balance of blackness and transparency of the obtained coating film.
- the amount is preferably in the range of 0.025 to 6 parts by mass, more preferably 0.05 to 5 parts by mass, and still more preferably 0.1 to 3.5 parts by mass.
- the black transparent paint (W) can contain a resin component in addition to the black pigment (P).
- a resin component the thing similar to the thermosetting resin which can be used in the said base paint (X) can be used.
- the resin component is used by being dissolved or dispersed in an organic solvent and / or a solvent such as water.
- the black transparent paint (W) can further contain color pigments other than black pigments (P), dyes, bright pigments and extender pigments.
- a transparent coloring pigment is preferable, and in the present specification, the transparent coloring pigment has a pigment amount of 20 parts by mass based on 100 parts by mass of resin solid content in a paint.
- the term means a pigment having a light transmittance of 50% or more in the visible light region (wavelength 400 nm to 700 nm) and an average primary particle diameter of 200 nm or less.
- transparent coloring pigments other than black pigment (P) include complex metal oxide pigments such as titanium yellow, azo pigments, quinacridone pigments, diketopyrrolopyrrole pigments, perylene pigments, perinone pigments, benz Any one or more of imidazolone pigments, isoindoline pigments, isoindolinone pigments, metal chelate azo pigments, phthalocyanine pigments, indanthrone pigments, dioxane pigments, indigo pigments, etc. The above can be used in combination.
- complex metal oxide pigments such as titanium yellow, azo pigments, quinacridone pigments, diketopyrrolopyrrole pigments, perylene pigments, perinone pigments, benz Any one or more of imidazolone pigments, isoindoline pigments, isoindolinone pigments, metal chelate azo pigments, phthalocyanine pigments, indanthrone pigments, dioxane pigment
- any one of an azo dye, a triphenylmethane dye and the like can be used in combination of one or more kinds.
- the bright pigment examples include metal flake pigments such as aluminum flake pigments and colored aluminum flake pigments, vapor deposited metal flake pigments, light interference pigments and the like.
- the light interference pigment include metal oxide coated mica pigments, metal oxide coated alumina flake pigments, metal oxide coated glass flake pigments, metal oxide coated silica flake pigments and the like.
- the black transparent paint (W) contains a bright pigment
- the content thereof is 0.01 to 15 parts by mass with respect to 100 parts by mass of the resin solid content from the viewpoint of the brightness and saturation of the multilayer coating film. It is preferably in the range, more preferably in the range of 0.1 to 10 parts by mass, and particularly preferably in the range of 0.5 to 5 parts by mass.
- extender pigment examples include barium sulfate, barium carbonate, calcium carbonate, aluminum silicate, silica, magnesium carbonate, talc, alumina white and the like.
- the black transparent paint (W) contains a color pigment other than the black pigment (P), a dye, a bright pigment and an extender pigment
- the total amount is 100 parts by mass of the resin solid content in the black transparent paint (W).
- the content is preferably in the range of 0.01 to 20 parts by mass, more preferably in the range of 0.05 to 10 parts by mass, and particularly preferably in the range of 0.1 to 5 parts by mass.
- a solvent such as water or an organic solvent, a rheology control agent, a pigment dispersant, an anti-settling agent, a curing catalyst, an antifoamer, an antioxidant, an ultraviolet absorber And the like can be appropriately blended.
- the black clear paint (W) is prepared by mixing and dispersing the above-mentioned components.
- the black transparent paint (W) preferably has a solid content at the time of coating adjusted to 1 to 50% by mass, preferably 2 to 40% by mass, and the viscosity of the B-type viscometer is 20%. It is preferable to adjust in the range of 50 to 5000 mPa ⁇ s under the conditions of ° C. and a rotor rotational speed of 6 rpm.
- the black transparent coating can be formed by coating the black transparent paint (W) by a method such as electrostatic coating, air spray, airless spray and the like and drying and curing.
- the thickness of the black transparent coating film is preferably in the range of 1 to 50 ⁇ m based on the cured coating film from the viewpoint of color development and the smoothness of the coating film, and more preferably in the range of 2 to 40 ⁇ m.
- the step (8) is a step of applying a clear paint (Z) on the black transparent coating formed in the step (7) to form a clear coating.
- the object to be coated with the clear coating (Z) is a black transparent coating film instead of the glitter coating film.
- Step (9) heats the uncured base coating film, the uncured glitter coating film, the uncured black transparent coating film, and the uncured clear coating film formed in steps (5) to (8) It is the process of simultaneously curing these four coating films.
- the step (4) is the same as the step (4) except that the above four coatings are used instead of the three coatings.
- the multilayer coating film obtained has a Y5 value in the XYZ color system of preferably 40 to 1500, more preferably 50 to 1000, still more preferably 65 to 700, and the Y5 value is Y45 value in the XYZ color system
- the Y5 / Y45 value divided by is preferably 40 to 300, more preferably 50 to 180, still more preferably 55 to 150
- the Y110 value in the XYZ color system is preferably 0.15 to 1.5, more preferably Is preferably 0.15 to 1.0, more preferably 0.2 to 0.5
- the HG value representing graininess is preferably 5 to 50, more preferably 5 to 40, still more preferably 5 to 35 .
- the third aspect of the present invention is (10) A step of applying a base paint (X) onto a substrate to form a base coating, (11) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (10) to form a glitter coating film, (12) A step of applying a clear paint (Z) on the glitter coat formed in the step (11) to form a clear coat and heating it, (13) A step of coating a black transparent paint (W) on the coating film formed in the step (12) to form a black transparent coating film, and (14) a black transparent coating formed in the step (13) Coating a clear paint (Z) on a film to form a clear coating film and heating it, A method of forming a multilayer coating film comprising The bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C), A method for forming a multilayer coating film, wherein the black transparent paint (W) contains a black pigment (
- Process (10) The step (10) is the same as the step (1).
- step (11) is the same as the step (2).
- the step (12) is a step of applying a clear paint (Z) on the glitter coat formed in the step (11) to form a clear coat and heating it.
- the clear paint (Z) can be the same as the clear paint (Z) described in the first embodiment.
- a heating process can perform the heating process described in the said process (4).
- the step (13) is a step of applying a black transparent paint (W) on the coating formed in the step (12) to form a black transparent coating.
- black transparent paint (W) the same one as the black transparent paint (W) described in the second embodiment can be used.
- the step (14) is a step of applying a clear paint (Z) on the black transparent coating film formed in the step (13) to form a clear coating film and heating it.
- the step (4) is the same as the step (4) except that the curing is performed not on the three coating films but on two layers of the black transparent coating film and the clear coating film. Also, it may be the same as or different from the clear paint (Z) used in the step (11).
- the multilayer coating film obtained has a Y5 value in the XYZ color system of preferably 40 to 1500, more preferably 50 to 1000, still more preferably 65 to 700, and the Y5 value is Y45 value in the XYZ color system
- the Y5 / Y45 value divided by is preferably 40 to 300, more preferably 50 to 180, still more preferably 55 to 150
- the Y110 value in the XYZ color system is preferably 0.15 to 1.5, more preferably Is preferably 0.15 to 1.0, more preferably 0.2 to 0.5
- the HG value representing graininess is preferably 5 to 50, more preferably 5 to 40, still more preferably 5 to 35 Is preferred.
- a step of preheating the coating a step of setting the coating (standing for a predetermined time to volatilize the solvent), a step of sanding the coating, etc. may be appropriately performed between each step. it can.
- the present invention can also adopt the following configuration.
- Item 1 (1) A step of applying a base paint (X) onto a substrate to form a base coating film, (2) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (1) to form a glitter coating film, (3) A step of applying a clear paint (Z) on the glitter coat formed in the step (2) to form a clear coat, (4) Curing these three coatings simultaneously by heating the uncured base coating film, the uncured glitter coating and the uncured clear coating formed in the steps (1) to (3) Forming a multilayer coating film comprising the step of A method for forming a multilayer coating film, wherein the bright pigment dispersion (Y) contains water, a black pigment (A), a deposited metal flake pigment (B) and a viscosity modifier (C).
- the bright pigment dispersion (Y) contains water, a black pigment (A), a deposited metal flake pigment (B) and a viscosity modifier (C).
- Item 2 A step of applying a base paint (X) onto a substrate to form a base coating film, (6) A step of applying a glitter pigment dispersion (Y) onto the base coating film formed in the step (5) to form a glitter coating film, (7) A step of applying a black transparent paint (W) on the glitter coat formed in the step (6) to form a black transparent coat, (8) A step of applying a clear paint (Z) on the black transparent coat formed in the step (7) to form a clear coat, (9) By heating the uncured base coating film, the uncured glitter coating film, the uncured black transparent coating film and the uncured clear coating film formed in the steps (5) to (8) Simultaneously curing the four coatings, which is a method of forming a multilayer coating,
- the bright pigment dispersion (Y) contains water, a black pigment (A), a vapor deposited metal flake pigment (B) and a viscosity modifier (C),
- the resulting multilayer coating film is
- the lightness Y5 value in the XYZ color system is 40 to 1,500
- Y5 / Y45 values are 40 to 300 obtained by dividing the Y5 value by the Y45 value which is the lightness in the XYZ color system
- the resulting multilayer coating film is The lightness Y5 value in the XYZ color system is 40 to 1,500, Y5 / Y45 values are 40 to 300 obtained by dividing the Y5 value by the Y45 value which is the lightness in the XYZ color system, The Y110 value, which is the lightness in the XYZ color system, is 0.15 to 1.5, The method for forming a multilayer coating film according to any one of Items 1 to 3, wherein the HG value representing the graininess is 5 to 50.
- the base paint (X) is a crosslinker which crosslinks and hardens the base resin, which is an acrylic resin, polyester resin, epoxy resin or urethane resin, and is an amino resin, a polyisocyanate compound, a blocked polyisocyanate compound, an epoxy
- a crosslinking agent which is a group-containing compound, a carboxyl group-containing compound, a carbodiimide group-containing compound, a hydrazide group-containing compound or a semicarbazide group-containing compound.
- Item 7 The method for forming a multilayer coating film according to Item 6, wherein the ratio of the base resin and the crosslinking agent in the base paint (X) is 60 to 90% by mass of the base resin and 10 to 40% by mass of the crosslinking agent.
- Item 8 The method for forming a multilayer coating film according to any one of Items 1 to 7, wherein the black pigment (A) contains a composite metal oxide pigment, a black iron oxide pigment, a black titanium oxide pigment, a perylene black pigment, or a carbon black pigment. .
- Item 9 The method for forming a multilayer coating film according to any one of Items 1 to 8, wherein the vapor deposited metal flake pigment (B) contains a vapor deposited aluminum flake pigment or a vapor deposited chromium flake pigment.
- Item 10 The method for forming a multilayer coating film according to any one of Items 1 to 9, wherein the viscosity modifier (C) comprises a mineral viscosity modifier, a polyacrylic acid viscosity modifier, or a cellulose viscosity modifier.
- the viscosity modifier (C) comprises a mineral viscosity modifier, a polyacrylic acid viscosity modifier, or a cellulose viscosity modifier.
- Item 11 The method for forming a multilayer coating film according to any one of Items 1 to 10, wherein the glittering coating film has a dry film thickness of 0.02 to 6.5 ⁇ m.
- the content of the black pigment (A) and the vapor deposited metal flake pigment (B) in the luster pigment dispersion (Y) is water, black pigment (A), vapor deposited metal flake pigment (B) and viscosity modifier (C) 12. Any of items 1 to 11, wherein the black pigment (A) is 0.01 to 20 parts by mass and the vapor deposited metal flake pigment (B) is 0.01 to 10 parts by mass, based on the total amount of 100 parts by mass.
- the content of the viscosity modifier (C) in the luster pigment dispersion (Y) is based on the total amount of 100 parts by mass of water, black pigment (A), vapor deposited metal flake pigment (B) and viscosity modifier (C) 13.
- Item 14 The method for forming a multilayer coating film according to any one of Items 1 to 12, wherein the bright pigment dispersion (Y) further comprises a surface conditioner.
- Item 15 The content of the surface conditioner in the bright pigment dispersion (Y) is 0 based on the total amount of 100 parts by mass of water, black pigment (A), vapor deposited metal flake pigment (B) and viscosity regulator (C). Item 15. The method for forming a multilayer coating film according to Item 14, which is 1 to 10 parts by mass.
- the viscosity of the B-type viscometer of the bright pigment dispersion (Y) is in the range of 60 to 1500 mPa ⁇ s under the conditions of a temperature of 20 ° C. and a rotor rotational speed of 60 rpm according to any one of items 1 to 15. Method of forming a multilayer coating film.
- Item 18 The multilayer coating film according to Item 17, wherein the base coating film, the bright coating film and the clear coating film are simultaneously cured.
- Item 19 The multilayer coating film according to Item 17, further comprising a black transparent coating film formed of a black transparent paint (W) containing a black pigment (P) between the bright coating film and the black transparent coating film.
- W black transparent paint
- P black pigment
- Item 20 The multilayer coating film according to Item 19, wherein the base coating film, the glittering coating film, the clear coating film and the black transparent coating film are simultaneously cured.
- the resulting multilayer coating film is The lightness Y5 value in the XYZ color system is 40 to 1,500, Y5 / Y45 values are 40 to 300 obtained by dividing the Y5 value by the Y45 value which is the lightness in the XYZ color system, 22.
- the multilayer coating film according to any one of items 17 to 21, wherein Y110 value which is lightness in the XYZ color system is 0.15 to 1.5.
- the resulting multilayer coating film is The lightness Y5 value in the XYZ color system is 40 to 1,500, Y5 / Y45 values are 40 to 300 obtained by dividing the Y5 value by the Y45 value which is the lightness in the XYZ color system, The Y110 value, which is the lightness in the XYZ color system, is 0.15 to 1.5, 22.
- the base paint (X) is a crosslinker which crosslinks and hardens the base resin, which is an acrylic resin, polyester resin, epoxy resin or urethane resin, and is an amino resin, a polyisocyanate compound, a blocked polyisocyanate compound, an epoxy
- Item 25 The multilayer coating film according to Item 24, wherein the ratio of the base resin and the crosslinking agent in the base paint (X) is 60 to 90% by mass of the base resin and 10 to 40% by mass of the crosslinking agent.
- Item 26 The multilayer coating film according to any one of items 17 to 25, wherein the black pigment (A) comprises a composite metal oxide pigment, a black iron oxide pigment, a black titanium oxide pigment, a perylene black pigment, or a carbon black pigment.
- the black pigment (A) comprises a composite metal oxide pigment, a black iron oxide pigment, a black titanium oxide pigment, a perylene black pigment, or a carbon black pigment.
- Item 27 The multilayer coating film according to any one of items 17 to 26, wherein the vapor deposited metal flake pigment (B) contains a vapor deposited aluminum flake pigment or a vapor deposited chromium flake pigment.
- Item 28 The multilayer coating film according to any one of Items 17 to 27, wherein the viscosity modifier (C) comprises a mineral viscosity modifier, a polyacrylic acid viscosity modifier, or a cellulose viscosity modifier.
- the viscosity modifier (C) comprises a mineral viscosity modifier, a polyacrylic acid viscosity modifier, or a cellulose viscosity modifier.
- Item 29 The multilayer coating film according to any one of Items 17 to 28, wherein the glittering coating film has a dry film thickness of 0.02 to 6.5 ⁇ m.
- Item 30 The blending ratio of the black pigment (A) and the deposited metal flake pigment (B) in the luster pigment dispersion (Y) is solid content, and the black pigment (A) is based on 1 part by mass of the deposited metal flake pigment (B) 30.
- the multilayer coating film according to any one of items 17 to 29, which is 0.1 to 10 parts by mass.
- Item 31 The multilayer coating film according to any one of items 17 to 30, containing 0.2 to 50 parts by mass of the deposited metal flake pigment (B) based on the solid content of the bright pigment dispersion (Y).
- Production example 1 of acrylic resin In a reaction vessel equipped with a thermometer, a thermostat, a stirrer, a reflux condenser, a nitrogen introducing pipe, and a dropping device, 35 parts of propylene glycol monopropyl ether is charged and heated to 85 ° C.
- hydroxyl group-containing acrylic resin (1) had an acid value of 47 mg KOH / g and a hydroxyl value of 72 mg KOH / g.
- Alpha EMR-B5690 trade name: non-leafing aluminum manufactured by Toyo Aluminum Co., Ltd., average particle diameter D50: 8.5 ⁇ m, thickness: 0.1 ⁇ m, the surface is treated with silica.
- Electrodeposition coating based on the cured coating film to a film thickness of 20 ⁇ m based on the cured coating film, and crosslinking curing is carried out by heating at 170 ° C. for 20 minutes to form an electrodeposition coating film, It was referred to as the coated object 1.
- Coated object 2 Cationic electrodeposition paint "Echelon GT-10" (trade name: manufactured by Kansai Paint Co., Ltd., epoxy resin, polyamine based cationic resin, crosslinking agent for degreased and zinc phosphate treated steel plate (JIS G 3141, size 400 mm ⁇ 300 mm ⁇ 0.8 mm) Electrodeposition coating based on the cured coating film to a film thickness of 20 ⁇ m based on the cured coating film, and crosslinking curing was carried out by heating at 170 ° C. for 20 minutes to form an electrodeposition coating film . On the electrodeposition coated surface of the above-mentioned steel sheet, “TP-65 No.
- Test plate preparation Example 1 The base paint (X-1) “WP-522H N-2.0” (trade name, manufactured by Kansai Paint Co., Ltd., polyester resin aqueous middle coat paint, L * value of the obtained paint film on the substrate 1): 20) was electrostatically coated to a cured film thickness of 20 ⁇ m using a rotary atomizing type bell-type coater, and left for 3 minutes to form a base coating film.
- the bright pigment dispersion (Y-1) prepared as described above is adjusted to the paint viscosity described in Table 1, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied so as to be 1.5 ⁇ m as a dry coating under conditions of a humidity of 68%. It was left to stand for 3 minutes and then preheated at 80 ° C. for 3 minutes to form a bright coating.
- clear paint (Z-1) “KINO 6510” (trade name, manufactured by Kansai Paint Co., Ltd., hydroxyl group / isocyanate group curable acrylic resin / urethane resin based two-component organic solvent type paint) was applied on the glittering coating film.
- a robot bell manufactured by ABB Co., Ltd. as a dry coating under conditions of a booth temperature of 23 ° C. and a humidity of 68% to form a clear coating of 35 ⁇ m.
- the laminate was left to stand at room temperature for 7 minutes and then heated at 140 ° C. for 30 minutes using a hot air circulating drying oven to simultaneously dry the multilayer coating film to form a test plate.
- Examples 2 to 17 and 19 and Comparative Examples 1 to 3 A test plate was obtained in the same manner as in Example 1 except that the object to be coated, the paint and the film thickness described in Table 2 were used.
- the base paints (X-2) to (X-4), the bright pigment dispersion (Y-28), and the clear paints (Z-2) to (Z-3) in the table are as follows.
- (X-3): “WP-522H N-8.0” trade name, manufactured by Kansai Paint Co., Ltd., polyester resin-based water-based intermediate coating, L * value of the obtained coating film: 80).
- Example 18 The base paint (X-1) is coated on the substrate 1 using a rotary atomization type electrostatic coating machine so that the film thickness becomes 20 ⁇ m based on the cured coating film, and left still for 3 minutes, A base coating was formed.
- the luster pigment dispersion (Y-1) prepared as described above is adjusted to the paint viscosity described in Table 2, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied so as to be 1.5 ⁇ m as a dry coating under conditions of a humidity of 68%. It was left to stand for 3 minutes and then preheated at 80 ° C. for 3 minutes to form a bright coating.
- clear paint (Z-3) “TC-69” (trade name, hydroxyl group-containing resin / melamine resin-based one-component organic solvent-type paint) as a first clear on this bright coating film
- TC-69 hydroxyl group-containing resin / melamine resin-based one-component organic solvent-type paint
- a clear paint (Z-1) as a second clear is applied on the first clear paint film to a cured paint film of 35 ⁇ m using a rotary atomization type electrostatic coater, for 7 minutes. It was left to stand and baked at 140 ° C. for 30 minutes to obtain a test plate.
- Example 20 The base paint (X-1) “WP-522H N-2.0” (trade name, manufactured by Kansai Paint Co., Ltd., polyester resin aqueous middle coat paint, L * value of the obtained paint film on the substrate 1): 20) Electrostatic coating to a cured film thickness of 20 ⁇ m using a rotary atomization type bell type coating machine, leaving for 3 minutes, and then preheating at 80 ° C. for 3 minutes to form a base coating film did.
- X-1 “WP-522H N-2.0” (trade name, manufactured by Kansai Paint Co., Ltd., polyester resin aqueous middle coat paint, L * value of the obtained paint film on the substrate 1): 20) Electrostatic coating to a cured film thickness of 20 ⁇ m using a rotary atomization type bell type coating machine, leaving for 3 minutes, and then preheating at 80 ° C. for 3 minutes to form a base coating film did.
- the bright pigment dispersion (Y-15) prepared as described above is adjusted to the paint viscosity described in Table 3, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied to a dry coating of 1.1 ⁇ m under the conditions of a humidity of 68%. It was left to stand for 3 minutes to form a lustrous coating.
- Paint 5000 in terms of solid content relative to 100 parts by mass of the resin solid content in the enamel clear is added to the black clear paint (W-1) (base paint (X-4) on the bright coating film. .2) Paint is added electrostatically to a cured film thickness of 15 ⁇ m using a rotary atomization type bell type coating machine, left for 3 minutes, preheated at 80 ° C for 3 minutes, and black transparent paint A film was formed.
- a clear paint (Z-1) is coated on the black transparent coating film as a dry coating film at a booth temperature of 23 ° C. and a humidity of 68% using a robot bell manufactured by ABB so as to be 35 ⁇ m. A clear coating was formed. After coating, the laminate was left to stand at room temperature for 7 minutes and then heated at 140 ° C. for 30 minutes using a hot air circulating drying oven to simultaneously dry the multilayer coating film to form a test plate.
- test plate was obtained in the same manner as in Example 20 except that the object to be coated, the film thickness and the paint described in Table 3 were used.
- the black transparent paint (W-2) in the table is as follows.
- Example 37 The base paint (X-1) is coated on the substrate 1 so that the film thickness becomes 20 ⁇ m based on the cured coating film using a rotary atomization type electrostatic coating machine, and after standing for 3 minutes, 80 The base coating was formed by preheating at 3 ° C. for 3 minutes.
- the bright pigment dispersion (Y-15) prepared as described above is adjusted to the paint viscosity described in Table 3, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied to a dry coating of 1.1 ⁇ m under the conditions of a humidity of 68%. It was left to stand for 3 minutes to form a lustrous coating.
- a black transparent paint (W-1) is electrostatically coated to a cured film thickness of 15 ⁇ m using a rotary atomization type bell type coating machine, and left for 3 minutes, It was preheated at 80 ° C. for 3 minutes to form a black transparent coating.
- a clear paint (Z-3) as a first clear is applied on the black transparent coat to a cured coat of 35 ⁇ m using a rotary atomization type electrostatic coating machine, and left for 7 minutes. And baked at 140 ° C. for 30 minutes to obtain a first clear coating film.
- a clear paint (Z-1) as a second clear is applied on the first clear paint film to a cured paint film of 35 ⁇ m using a rotary atomization type electrostatic coater, for 7 minutes. It was left to stand and baked at 140 ° C. for 30 minutes to obtain a test plate.
- Example 39 The base paint (X-1) is coated on the substrate 1 using a rotary atomization type electrostatic coating machine so that the film thickness becomes 20 ⁇ m based on the cured coating film, and left still for 3 minutes, A base coating was formed.
- the bright pigment dispersion (Y-15) prepared as described above is adjusted to the coating viscosity described in Table 4, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied to a dry coating of 1.1 ⁇ m under the conditions of a humidity of 68%. It was left to stand for 3 minutes and then preheated at 80 ° C. for 3 minutes to form a bright coating.
- a clear paint (Z-1) is applied on the glittering coat using a rotary atomization type electrostatic coating machine to a cured coat of 35 ⁇ m, and left for 7 minutes at 140 ° C. Bake and dry for 30 minutes.
- a black transparent paint (W-1) is electrostatically coated to a cured film thickness of 15 ⁇ m using a rotary atomization type bell type coating machine, and left for 3 minutes, 80 It was preheated for 3 minutes at ° C to form a black transparent coating.
- a clear paint (Z-1) was coated on the black transparent coating film using a robot bell manufactured by ABB at a booth temperature of 23 ° C. and a humidity of 68% to a dry coating thickness of 35 ⁇ m. A clear coating was formed. After coating, the film was allowed to stand at room temperature for 7 minutes and then heated at 140 ° C. for 30 minutes to simultaneously dry the multilayer coating film to form a test plate.
- Example 40 to 55, 57, Comparative Examples 7 to 9 A test plate was obtained in the same manner as in Example 39 except that the object to be coated, the film thickness and the paint described in Table 4 were used.
- Example 56 The base paint (X-1) is coated on the substrate 1 using a rotary atomization type electrostatic coating machine so that the film thickness becomes 20 ⁇ m based on the cured coating film, and left still for 3 minutes, A base coating was formed.
- the bright pigment dispersion (Y-15) prepared as described above is adjusted to the coating viscosity described in Table 4, and the booth temperature is 23 ° C. using a robot bell manufactured by ABB.
- the coating was applied to a dry coating of 1.1 ⁇ m under the conditions of a humidity of 68%. It was left to stand for 3 minutes and then preheated at 80 ° C. for 3 minutes to form a bright coating.
- a clear paint (Z-1) is applied on the glittering coat using a rotary atomization type electrostatic coating machine to a cured coat of 35 ⁇ m, and left for 7 minutes at 140 ° C. Bake and dry for 30 minutes.
- a black transparent paint (W-1) is electrostatically coated to a cured film thickness of 15 ⁇ m using a rotary atomization type bell type coating machine, and left for 3 minutes, 80 It was preheated for 3 minutes at ° C to form a black transparent coating.
- the clear paint (Z-3) is applied to a cured coating film of 35 ⁇ m using a rotary atomization type electrostatic coating machine, left for 7 minutes, baked at 140 ° C. for 30 minutes and dried. 1 clear coating film was obtained.
- a clear paint (Z-1) is applied on the clear paint film to a cured paint film of 35 ⁇ m using a rotary atomization type electrostatic coating machine, and left for 7 minutes at 140 ° C. Baking and drying for 30 minutes gave a test plate.
- Y5 value Y5 value refers to the lightness in the XYZ color system, which is perpendicular to the surface to be measured using a multi-angle spectrophotometer ("GCMS-4", trade name, manufactured by Murakami Color Research Laboratory) It is Y value measured about the light which irradiated measurement light to a coating film surface from an angle of 45 degrees to an axis, and received it at an angle of 5 degrees from the regular reflection angle in the direction of measurement light. The larger the Y5 value, the brighter the highlight of the coating film.
- Y45 value Y45 value refers to the lightness in the XYZ color system, which is perpendicular to the surface to be measured using a multi-angle spectrophotometer ("GCMS-4", trade name, manufactured by Murakami Color Research Laboratory) It is Y value measured about the light which irradiated measurement light to a coating film surface from an angle of 45 degrees to an axis, and received it at an angle of 45 degrees from the regular reflection angle to the direction of measurement light. The larger the Y45 value, the brighter the face of the coating film.
- Y110 value Y110 value refers to the lightness in the XYZ color system, which is perpendicular to the surface to be measured using a multi-angle spectrophotometer ("GCMS-4", trade name, manufactured by Murakami Color Research Laboratory) It is Y value measured about the light which irradiated measurement light to a coating film surface from an angle of 45 degrees to an axis, and received it at an angle of 110 degrees from the regular reflection angle in the direction of measurement light. The larger the Y110 value, the brighter the shade of the coating.
- HG value HG value is an abbreviation of Hi-light Graininess value.
- the HG value is one of the scales of micro-brightness when the coating film surface is microscopically observed, and is an index showing the graininess in highlight.
- the HG value is calculated as follows. First, the coated film surface is photographed with a CCD camera at an incident angle of light of 15 degrees / a light receiving angle of 0 degrees, and the obtained digital image data (two-dimensional luminance distribution data) is subjected to two-dimensional Fourier transform processing. Obtain a spectral image. Next, from this power spectrum image, the measurement parameter obtained by extracting only the spatial frequency domain corresponding to the graininess is further taken a numerical value of 0 to 100, and there is a linear relationship with the graininess. The value converted to be kept is the HG value.
- the HG value is a value in which one having no particle feeling of the luster pigment is set to 0 and one having the largest particle feeling of the luster pigment is set to 100.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Laminated Bodies (AREA)
Abstract
Description
(1)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(2)工程(1)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(3)工程(2)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、及び
(4)工程(1)~(3)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する
複層塗膜形成方法が提供される。
(5)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(6)工程(5)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(7)工程(6)で形成される光輝性塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(8)工程(7)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、及び
(9)工程(5)~(8)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜、未硬化の黒色透明塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら4つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法が提供される。
(10)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(11)工程(10)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(12)工程(11)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
(13)工程(12)で形成される塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、及び
(14)工程(13)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
を含む複層塗膜の形成方法であって、光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法が提供される。
本発明の第一の態様について説明する。
(1)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(2)工程(1)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(3)工程(2)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、及び
(4)工程(1)~(3)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する
複層塗膜形成方法である。
工程(1)は、被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程である。
本発明の複層塗膜形成方法において、被塗物としては、鉄、亜鉛、アルミニウム等の金属やこれらを含む合金などの金属材、及びこれらの金属による成型物、ならびに、ガラス、プラスチックや発泡体などによる成型物、フィルム等を挙げることができる。これら素材に応じて適宜、脱脂処理や表面処理して被塗物とすることができる。該表面処理としては例えばリン酸塩処理、クロメート処理、複合酸化物処理等が挙げられる。さらに、上記被塗物の素材が金属であれば、表面処理された金属素材の上にカチオン電着塗料によってカチオン電着塗膜が形成されていることが好ましい。該カチオン電着塗膜の上には中塗り塗膜が形成されていても良い。該中塗り塗膜は着色していることが下地隠蔽性及び耐候性等の点から好ましい。特に、後述するベース塗料(X)が透明の場合は、着色中塗り塗膜が形成されていることが下地隠蔽性及び耐候性等の点から好ましい。
ベース塗料(X)としては、具体的には、溶媒及び熱硬化性樹脂を主成分とする熱硬化性塗料を使用することができる。そのような熱硬化性塗料は公知である。該熱硬化性塗料には中塗り塗料と呼ばれるものも含むことができる。ベース塗料(X)は透明であっても着色されたものであっても良い。
工程(2)は、工程(1)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程である。
光輝性顔料分散体(Y)は、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する。
黒色顔料(A)としては例えば、インク用、塗料用及びプラスチック着色用として従来公知の顔料を1種あるいは2種以上を組み合わせて含有することができる。例えば、黒色顔料(A)としては、複合金属酸化物顔料、黒色酸化鉄顔料、黒色酸化チタン顔料、ペリレンブラック顔料、カーボンブラック顔料等を挙げることができるが、黒鉄色の複層塗膜を得る点から、カーボンブラック顔料が好ましい。中でも一次粒子径が3~20nmのカーボンブラック顔料が好ましく、5~15nmのカーボンブラック顔料がより好ましい。具体的には、Monarch1300(商品名、CABOT社製、一次粒子径:13nm)、Raven5000(商品名、BIRLA CARBON社製、一次粒子径:11nm)等の市販品が挙げられるが、特に限定されるものではない。黒色顔料(A)は求める色調に応じて1種あるいは2種以上を組み合わせて使用することができる。
蒸着金属フレーク顔料(B)は、基材上に金属膜を蒸着させ、基材を剥離した後、蒸着金属膜を粉砕することにより得られる。上記基材としては、例えばフィルム等を挙げることができる。
光輝性顔料分散体(Y)における粘性調整剤(C)としては、既知のものを使用できるが、例えば、シリカ系微粉末、鉱物系粘性調整剤、硫酸バリウム微粒化粉末、ポリアミド系粘性調整剤、有機樹脂微粒子粘性調整剤、ジウレア系粘性調整剤、ウレタン会合型粘性調整剤、アクリル膨潤型であるポリアクリル酸系粘性調整剤、セルロース系粘性調整剤等を挙げることができる。なかでも金属調光沢に優れた塗膜を得る観点から特に、鉱物系粘性調整剤、ポリアクリル酸系粘性調整剤、セルロース系粘性調整剤を使用することが好ましい。
光輝性顔料分散体(Y)は、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含む。該光輝性顔料分散体(Y)において各成分の配合割合は、金属調光沢に優れる塗膜を得る観点から下記の範囲内であることが好ましい。
水:好ましくは70~99質量部、より好ましくは80~99質量部、さらに好ましくは85~99質量部、
黒色顔料(A):好ましくは0.01~20質量部、より好ましくは0.1~10質量部、さらに好ましくは0.5~12質量部(固形分質量)、
蒸着金属フレーク顔料(B):好ましくは0.01~10質量部、より好ましくは0.1~5質量部、さらに好ましくは0.3~4質量部(固形分質量)、
粘性調整剤(C):好ましくは0.1~30質量部、より好ましくは0.5~10質量部、さらに好ましくは0.5~3質量部(固形分質量)。
該光輝性顔料分散体(Y)において各成分の配合割合は、金属調光沢に優れる塗膜を得る観点から下記の範囲内であることが好ましい。
水:好ましくは100~10000質量部、より好ましくは1000~8000質量部、さらに好ましくは1300~7000質量部、
黒色顔料(A):好ましくは0.1~100質量部、より好ましくは1~80質量部、さらに好ましくは10~60質量部(固形分質量)、
蒸着金属フレーク顔料(B):好ましくは0.1~500質量部、より好ましくは1~100質量部、さらに好ましくは3~50質量部(固形分質量)、
粘性調整剤(C):好ましくは1~1000質量部、より好ましくは5~500質量部、さらに好ましくは7~100質量部(固形分質量)。
光輝性顔料分散体(Y)は、前述の成分を混合分散せしめることによって調製される。金属調光沢に優れる塗膜を得る観点から、塗装時の固形分含有率を、光輝性顔料分散体(Y)に基づいて、好ましくは0.1~15質量%、より好ましくは0.2~10質量%に調整しておく。
工程(3)は、工程(2)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程である。
クリヤー塗料(Z)は、公知の熱硬化性クリヤーコート塗料組成物をいずれも使用できる。該熱硬化性クリヤーコート塗料組成物としては、例えば、架橋性官能基を有する基体樹脂及び架橋剤を含有する有機溶剤型熱硬化性塗料組成物、水性熱硬化性塗料組成物、粉体熱硬化性塗料組成物等を挙げることができる。
水酸基含有樹脂としては、水酸基を含有するものであれば従来公知の樹脂が制限なく使用できる。該水酸基含有樹脂としては例えば、水酸基含有アクリル樹脂、水酸基含有ポリエステル樹脂、水酸基含有ポリエーテル樹脂、水酸基含有ポリウレタン樹脂などを挙げることができ、好ましいものとして、水酸基含有アクリル樹脂、水酸基含有ポリエステル樹脂を挙げることができ、特に好ましいものとして水酸基含有アクリル樹脂を挙げることができる。
ポリイソシアネート化合物は、1分子中に少なくとも2個のイソシアネート基を有する化合物であって、例えば、脂肪族ポリイソシアネート、脂環族ポリイソシアネート、芳香脂肪族ポリイソシアネート、芳香族ポリイソシアネート、該ポリイソシアネートの誘導体などを挙げることができる。
工程(4)は、工程(1)~(3)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程である。なお、光輝性顔料分散体(Y)が上記基体樹脂や架橋剤を含まない場合でも、上層及び/又は下層からの樹脂成分の移行によって光輝性塗膜が硬化する場合がある。
次に、本発明の第二の態様について説明する。
(5)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(6)工程(5)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(7)工程(6)で形成される光輝性塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(8)工程(7)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、及び
(9)工程(5)~(8)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜、未硬化の黒色透明塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら4つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法
である。
工程(5)は、前記工程(1)と同様である。
工程(6)は、前記工程(2)と同様である。
工程(7)は、工程(6)で形成される光輝性塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程である。
式:ヘイズ値=100*DF/(DF+PT)
黒色透明塗料(W)は黒色顔料(P)を必須成分とする。
工程(8)は、工程(7)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程である。
工程(9)は、工程(5)~(8)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜、未硬化の黒色透明塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら4つの塗膜を同時に硬化させる工程である。硬化させるのが3つの塗膜ではなく上記4つの塗膜であること以外は、前記工程(4)と同様である。
次に、本発明の第三の態様について説明する。
(10)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(11)工程(10)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(12)工程(11)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
(13)工程(12)で形成される塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、及び
(14)工程(13)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法、
である。
工程(10)は、前記工程(1)と同様である。
工程(11)は、前記工程(2)と同様である。
工程(12)は、工程(11)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程である。クリヤー塗料(Z)は前記第一の態様で記載したクリヤー塗料(Z)と同じものを使用することができる。また、加熱工程は、前記工程(4)に記載した加熱工程を行うことができる。
工程(13)は、工程(12)で形成される塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程である。
工程(14)は、工程(13)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程である。硬化させるのが3つの塗膜ではなく黒色透明塗膜とクリヤー塗膜の2層であること以外は、前記工程(4)と同様である。また、工程(11)で使用されるクリヤー塗料(Z)と同一のものであっても異なるものであっても良い。
また、本発明は以下の構成を採用することもできる。
(2)工程(1)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(3)工程(2)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、
(4)工程(1)~(3)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する複層塗膜形成方法。
(6)工程(5)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(7)工程(6)で形成される光輝性塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(8)工程(7)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、
(9)工程(5)~(8)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜、未硬化の黒色透明塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら4つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法。
(11)工程(10)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(12)工程(11)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
(13)工程(12)で形成される塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(14)工程(13)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法。
XYZ表色系における明度であるY5値が40~1500であり、
Y5値を、XYZ表色系における明度であるY45値で除した、Y5/Y45値が40~300であり、
XYZ表色系における明度であるY110値が0.15~1.5である項1~3のいずれか1項に記載の複層塗膜形成方法。
XYZ表色系における明度であるY5値が40~1500であり、
Y5値を、XYZ表色系における明度であるY45値で除した、Y5/Y45値が40~300であり、
XYZ表色系における明度であるY110値が0.15~1.5であり、
粒子感を表すHG値が5~50である項1~3のいずれか1項に記載の複層塗膜形成方法。
前記ベース塗膜上に形成された、光輝性顔料分散体(X)から形成された光輝性塗膜と、
前記光輝性塗膜上に形成された、クリヤー塗料(Z)から形成されたクリヤー塗膜とを備えた複層塗膜であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する複層塗膜。
前記黒色透明塗膜上に、クリヤー塗料(Z)から形成されたクリヤー塗膜とをさらに備える項17に記載の複層塗膜。
XYZ表色系における明度であるY5値が40~1500であり、
Y5値を、XYZ表色系における明度であるY45値で除した、Y5/Y45値が40~300であり、
XYZ表色系における明度であるY110値が0.15~1.5である項17~21のいずれか1項に記載の複層塗膜。
XYZ表色系における明度であるY5値が40~1500であり、
Y5値を、XYZ表色系における明度であるY45値で除した、Y5/Y45値が40~300であり、
XYZ表色系における明度であるY110値が0.15~1.5であり、
粒子感を表すHG値が5~50である項17~21のいずれか1項に記載の複層塗膜。
製造例1
温度計、サーモスタット、撹拌装置、還流冷却器、窒素導入管及び滴下装置を備えた反応容器にプロピレングリコールモノプロピルエーテル35部を仕込み85℃に昇温後、メチルメタクリレート30部、2-エチルヘキシルアクリレート20部、n-ブチルアクリレート29部、2-ヒドロキシエチルアクリレート15部、アクリル酸6部、プロピレングリコールモノプロピルエーテル15部及び2,2'-アゾビス(2,4-ジメチルバレロニトリル)2.3部の混合物を4時間かけて滴下し、滴下終了後1時間熟成した。その後さらにプロピレングリコールモノプロピルエーテル10部及び2,2'-アゾビス(2,4-ジメチルバレロニトリル)1部の混合物を1時間かけて滴下し、滴下終了後1時間熟成した。さらにジエタノールアミン7.4部を加え、固形分55%の水酸基含有アクリル樹脂(1)溶液を得た。得られた水酸基含有アクリル樹脂(1)は酸価が47mgKOH/g、水酸基価が72mgKOH/gであった。
製造例2
蒸留水 73.7質量部、「Raven5000」(商品名、BIRLA CARBON社製、カーボンブラック、一次粒子径:11nm) 1.3部、アクリル樹脂(1) 2.1部(固形分)、「Hydroshine WS-3001」(商品名、水性用蒸着アルミニウムフレーク顔料、Eckart社製、固形分:10%、内部溶剤:イソプロパノール、平均粒子径D50:13μm、厚さ:0.05μm、表面がシリカ処理されている) 5部(固形分で0.5部)、「Acrysol ASE-60」(ポリアクリル酸系粘性調整剤、ダウケミカル社製、固形分:28%)3質量部(固形分で0.8質量部)、表面調整剤「BYK348」(商品名、BYK社製、シリコーン系表面調整剤、接触角:13°、動的表面張力:63.9mN/m、静的表面張力:22.2mN/m、ラメラ長:7.45mm、不揮発分:100質量%) 1.1部(固形分)、ジメチルエタノールアミン 0.18質量部を配合して攪拌混合し、光輝性顔料分散体(Y-1)を調製した。
表1-1及び表1-2に記載の配合とする以外は全て製造例2と同様にして光輝性顔料分散体(Y-2)~(Y-27)を得た。得られた各光輝性顔料分散体の組成を、粘度(B60値)も併せて表1-1及び表1-2に示した。
「Hydroshine WS-3004」商品名:水性用蒸着アルミニウムフレーク顔料、Eckart社製、固形分:10%、内部溶剤:イソプロパノール、平均粒子径D50:13μm、厚さ:0.05μm、表面がシリカ処理されている。
「Metalure Liquid Black」商品名:水性用蒸着クロムフレーク顔料、Eckart社製、固形分:10%、内部溶剤:プロピレングリコールモノメチルエーテル、平均粒子径D50:14μm、厚さ:0.02μm。
「アルペースト EMR-B5690」商品名:ノンリーフィングアルミ、東洋アルミニウム社製、平均粒子径D50:8.5μm、厚さ:0.1μm、表面がシリカ処理されている。
「アルペースト EMR-B6360」商品名:ノンリーフィングアルミ、東洋アルミニウム社製、平均粒子径D50:10.3μm、厚さ:0.19μm、表面がシリカ処理されている。
「レオクリスタ」商品名:セルロース系粘性調整剤 セルロースナノファイバーゲル、第一工業製薬社製、固形分2%。


被塗物1
脱脂及びりん酸亜鉛処理した鋼板(JISG3141、大きさ400mm×300mm×0.8mm)にカチオン電着塗料「エレクロンGT-10」(商品名:関西ペイント社製、エポキシ樹脂ポリアミン系カチオン樹脂に架橋剤としてブロックポリイソシアネート化合物を使用したもの)を硬化塗膜に基づいて膜厚が20μmになるように電着塗装し、170℃で20分加熱して架橋硬化させ、電着塗膜を形成せしめ、被塗物1とした。
脱脂及びりん酸亜鉛処理した鋼板(JISG3141、大きさ400mm×300mm×0.8mm)にカチオン電着塗料「エレクロンGT-10」(商品名:関西ペイント社製、エポキシ樹脂ポリアミン系カチオン樹脂に架橋剤としてブロックポリイソシアネート化合物を使用したもの)を硬化塗膜に基づいて膜厚が20μmになるように電着塗装し、170℃で20分加熱して架橋硬化させ、電着塗膜を形成せしめた。
得られた上記鋼板の電着塗面に、「TP-65 No.8110」(商品名:関西ペイント社製、ポリエステル樹脂系溶剤系中塗り塗料、得られる塗膜のL*値:20)を回転霧化型のベル型塗装機を用いて、硬化膜厚20μmになるように静電塗装し、140℃で30分加熱して架橋硬化させ、中塗り塗膜を形成せしめ被塗物2とした。
実施例1
被塗物1上に、ベース塗料(X-1)「WP-522H N-2.0」(商品名、関西ペイント社製、ポリエステル樹脂系水性中塗り塗料、得られる塗膜のL*値:20)を回転霧化型のベル型塗装機を用いて、硬化膜厚20μmになるように静電塗装し、3分間放置し、ベース塗膜を形成した。
x=sc/sg/S*10000
x:膜厚[μm]
sc:塗着固形分[g]
sg:塗膜比重[g/cm3]
S:塗着固形分の評価面積[cm2]
表2に記載の被塗物、塗料及び膜厚とする以外は全て実施例1と同様にして試験板を得た。
(X-2):「WP-522H N-5.0」(商品名、関西ペイント社製、ポリエステル樹脂系水性中塗り塗料、得られる塗膜のL*値:50)。
(X-3):「WP-522H N-8.0」(商品名、関西ペイント社製、ポリエステル樹脂系水性中塗り塗料、得られる塗膜のL*値:80)。
(X-4):「WBC-713T エナメルクリヤー」(商品名、関西ペイント社製、アクリル-メラミン樹脂系自動車用水性上塗ベースコート塗料、無色透明色)
(Y-28):「WBC-713T 1G3」(商品名、関西ペイント社製、アクリル-メラミン樹脂系自動車用水性上塗ベースコート塗料、ガンメタリック色)
(Z-2):上記(Z-1)に含まれる樹脂固形分100質量部に対して「Iriodin 121 RUTILE LUSTRE SATIN」(商品名、メルク社製、酸化チタン被覆マイカ顔料)を固形分で0.2部添加した塗料。
(Z-3):「TC-69」(商品名:関西ペイント株式会社、水酸基含有樹脂/メラミン樹脂系1液型有機溶剤型塗料)。
被塗物1に、ベース塗料(X-1)を回転霧化型の静電塗装機を用いて硬化塗膜に基づいて膜厚が20μmになるように塗装し、3分間静置して、ベース塗膜を形成せしめた。


被塗物1上に、ベース塗料(X-1)「WP-522H N-2.0」(商品名、関西ペイント社製、ポリエステル樹脂系水性中塗り塗料、得られる塗膜のL*値:20)を回転霧化型のベル型塗装機を用いて、硬化膜厚20μmになるように静電塗装し、3分間放置し、その後、80℃にて3分間プレヒートし、ベース塗膜を形成した。
表3に記載の被塗物、膜厚及び塗料とする以外は全て実施例20と同様にして試験板を得た。
(W-2):(Z-3)の樹脂固形分100質量部に対して「Raven5000」を固形分で0.1部添加した塗料。
被塗物1に、ベース塗料(X-1)を回転霧化型の静電塗装機を用いて硬化塗膜に基づいて膜厚が20μmになるように塗装し、3分間静置後、80℃で3分間プレヒートして、ベース塗膜を形成せしめた。
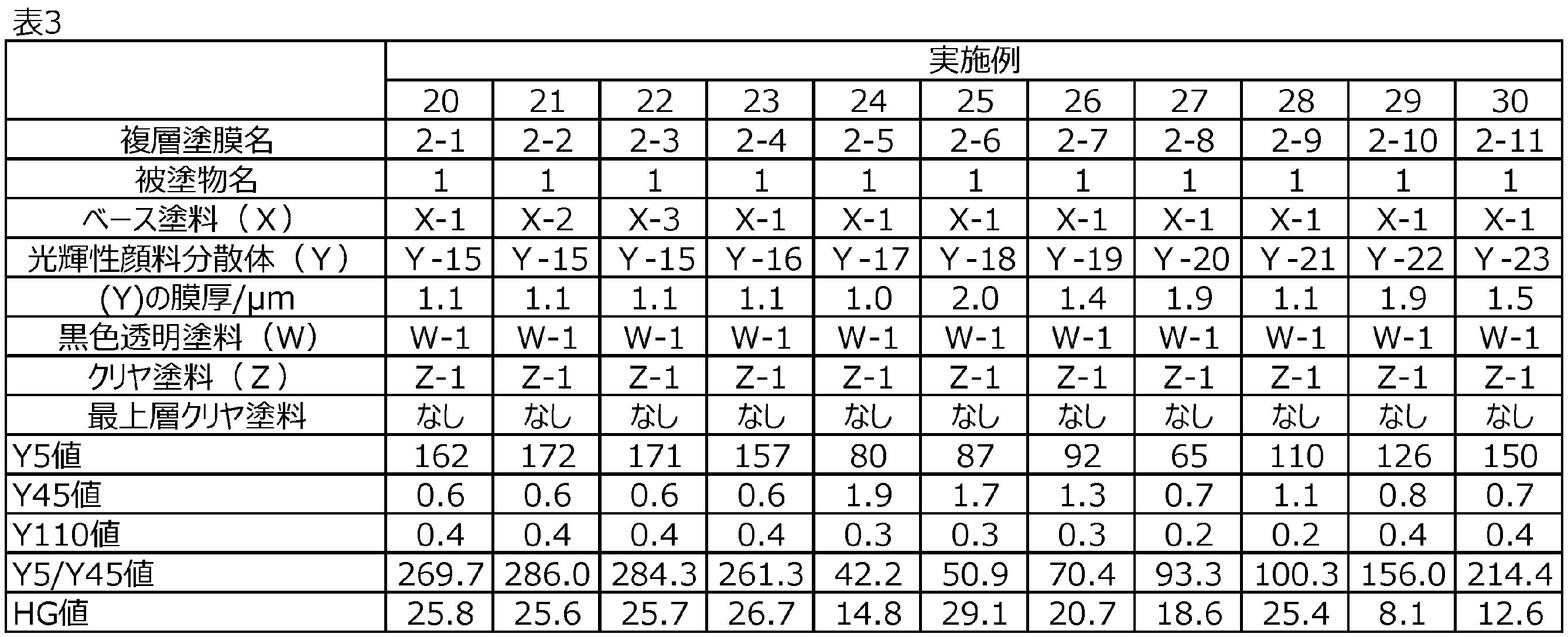

被塗物1に、ベース塗料(X-1)を回転霧化型の静電塗装機を用いて硬化塗膜に基づいて膜厚が20μmになるように塗装し、3分間静置して、ベース塗膜を形成せしめた。
表4に記載の被塗物、膜厚及び塗料とする以外は全て実施例39と同様にして試験板を得た。
被塗物1に、ベース塗料(X-1)を回転霧化型の静電塗装機を用いて硬化塗膜に基づいて膜厚が20μmになるように塗装し、3分間静置して、ベース塗膜を形成せしめた。


上記のようにして得られた各試験板について塗膜を評価し、表2~4にその結果を示した。
Y5値とは、XYZ表色系における明度を指し、多角度分光光度計(「GCMS-4」、商品名、村上色彩技術研究所社製)を使用して、測定対象面に垂直な軸に対し45°の角度から測定光を塗膜面に照射し、正反射角から測定光の方向に5°の角度で受光した光について測定したY値である。Y5値が大きいほど塗膜のハイライトが明るいことを意味する。
Y45値とは、XYZ表色系における明度を指し、多角度分光光度計(「GCMS-4」、商品名、村上色彩技術研究所社製)を使用して、測定対象面に垂直な軸に対し45°の角度から測定光を塗膜面に照射し、正反射角から測定光の方向に45°の角度で受光した光について測定したY値である。Y45値が大きいほど塗膜のフェースが明るいことを意味する。
Y110値とは、XYZ表色系における明度を指し、多角度分光光度計(「GCMS-4」、商品名、村上色彩技術研究所社製)を使用して、測定対象面に垂直な軸に対し45°の角度から測定光を塗膜面に照射し、正反射角から測定光の方向に110°の角度で受光した光について測定したY値である。Y110値が大きいほど塗膜のシェードが明るいことを意味する。
HG値は、Hi-light Graininess値の略称である。HG値は、塗膜面を微視的に観察した場合におけるミクロ光輝感の尺度の一つであり、ハイライトにおける粒子感を表す指標である。HG値は、次のようにして、算出される。先ず、塗膜面を、光の入射角15度/受光角0度にてCCDカメラで撮影し、得られたデジタル画像データ(2次元の輝度分布データ)を2次元フーリエ変換処理して、パワースペクトル画像を得る。次に、このパワースペクトル画像から、粒子感に対応する空間周波数領域のみを抽出して得られた計測パラメータを、更に0~100の数値を取り、且つ粒子感との間に直線的な関係が保たれるように変換した値が、HG値である。HG値は、光輝性顔料の粒子感が全くないものを0とし、光輝性顔料の粒子感が最も大きいものを100とした値である。
Claims (7)
- (1)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(2)工程(1)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(3)工程(2)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、
(4)工程(1)~(3)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有する複層塗膜形成方法。 - (5)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(6)工程(5)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(7)工程(6)で形成される光輝性塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(8)工程(7)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、
(9)工程(5)~(8)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜、未硬化の黒色透明塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら4つの塗膜を同時に硬化させる工程、を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法。 - (10)被塗物上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、
(11)工程(10)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、
(12)工程(11)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
(13)工程(12)で形成される塗膜上に、黒色透明塗料(W)を塗装して黒色透明塗膜を形成する工程、
(14)工程(13)で形成される黒色透明塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成し加熱する工程、
を含む複層塗膜の形成方法であって、
光輝性顔料分散体(Y)が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)を含有し、
黒色透明塗料(W)が黒色顔料(P)を含有する複層塗膜形成方法。 - 得られた複層塗膜は、
XYZ表色系における明度であるY5値が40~1500であり、
Y5値を、XYZ表色系における明度であるY45値で除した、Y5/Y45値が40~300であり、
XYZ表色系における明度であるY110値が0.15~1.5であり、
粒子感を表すHG値が5~50である請求項1~3のいずれか1項に記載の複層塗膜形成方法。 - 光輝性塗膜が、乾燥膜厚として0.02~6.5μmである請求項1~4のいずれか1項に記載の複層塗膜形成方法。
- 光輝性顔料分散体(Y)における黒色顔料(A)及び蒸着金属フレーク顔料(B)の含有量が、水、黒色顔料(A)、蒸着金属フレーク顔料(B)及び粘性調整剤(C)の合計量100質量部を基準として、それぞれ、黒色顔料(A)が0.01~20質量部であり、蒸着金属フレーク顔料(B)が0.01~10質量部である請求項1~5のいずれか1項に記載の複層塗膜形成方法。
- 光輝性顔料分散体(Y)のB型粘度計の粘度が、温度20℃、ローター回転速度60rpmの条件において、60~1500mPa・sの範囲内である請求項1~6のいずれか1項に記載の複層塗膜形成方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA3076175A CA3076175C (en) | 2017-09-18 | 2018-09-14 | Method for forming multilayer coating film |
| JP2019542319A JP7297667B2 (ja) | 2017-09-18 | 2018-09-14 | 複層塗膜形成方法 |
| US16/646,718 US11565281B2 (en) | 2017-09-18 | 2018-09-14 | Method for forming multilayer coating film |
| EP18855564.3A EP3685928A4 (en) | 2017-09-18 | 2018-09-14 | METHOD FOR FORMING A MULTI-LAYER COATING FILM |
| CN201880060158.4A CN111093840A (zh) | 2017-09-18 | 2018-09-14 | 多层涂膜形成方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017178443 | 2017-09-18 | ||
| JP2017-178443 | 2017-09-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019054499A1 true WO2019054499A1 (ja) | 2019-03-21 |
Family
ID=65722811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/034242 WO2019054499A1 (ja) | 2017-09-18 | 2018-09-14 | 複層塗膜形成方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11565281B2 (ja) |
| EP (1) | EP3685928A4 (ja) |
| JP (1) | JP7297667B2 (ja) |
| CN (1) | CN111093840A (ja) |
| CA (1) | CA3076175C (ja) |
| WO (1) | WO2019054499A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022102378A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2022102379A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2022102380A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
| JP7519160B2 (ja) | 2019-09-03 | 2024-07-19 | 関西ペイント株式会社 | 複層塗膜形成方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200338591A1 (en) * | 2018-01-15 | 2020-10-29 | Kansai Paint Co., Ltd. | Method for forming multi-layer coating film |
| US20230108182A1 (en) * | 2020-03-25 | 2023-04-06 | Kansai Paint Co., Ltd. | Method for forming multi-layer coating film |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4719132A (en) * | 1984-09-21 | 1988-01-12 | Ppg Industries, Inc. | Process for the preparation of multi-layered coatings and coated articles derived therefrom |
| JP2003082290A (ja) * | 2001-09-17 | 2003-03-19 | Nippon Paint Co Ltd | 光輝性塗料組成物、塗膜形成方法および複層塗膜 |
| JP2005137952A (ja) * | 2003-11-04 | 2005-06-02 | Nippon Yushi Basf Coatings Kk | 積層塗膜の形成方法、積層塗膜および塗装物 |
| JP2006297183A (ja) * | 2005-04-15 | 2006-11-02 | Nippon Paint Co Ltd | 光輝性塗膜形成方法および光輝性塗装物 |
| JP2009155537A (ja) | 2007-12-27 | 2009-07-16 | Nippon Paint Co Ltd | 水性ベース塗料組成物並びに金属調積層塗膜及びその形成方法 |
| JP2011127026A (ja) | 2009-12-18 | 2011-06-30 | Kansai Paint Co Ltd | 塗料組成物及び塗膜形成方法 |
| US20110195180A1 (en) * | 2008-09-15 | 2011-08-11 | E.I. Du Pont De Nemours And Company | Process for the production of a dark-color multi-layer coating |
| JP2016107427A (ja) * | 2014-12-02 | 2016-06-20 | マツダ株式会社 | 積層塗膜及び塗装物 |
| JP2017019146A (ja) * | 2015-07-08 | 2017-01-26 | マツダ株式会社 | 積層塗膜及び塗装物 |
| JP2017019147A (ja) | 2015-07-08 | 2017-01-26 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2017111112A1 (ja) * | 2015-12-25 | 2017-06-29 | 関西ペイント株式会社 | 複層塗膜形成方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040028823A1 (en) * | 2002-08-08 | 2004-02-12 | Wilfried Dutt | Multi-layer coating process to achieve a highly saturated color appearance on a vehicle |
| CN102408726B (zh) * | 2005-06-03 | 2013-06-05 | 三菱化学株式会社 | 水性树脂分散体 |
| WO2007040284A1 (ja) * | 2005-10-06 | 2007-04-12 | Hitachi Metals, Ltd. | 光輝性塗装軽合金ホイール及びその塗膜形成方法 |
| JP5132323B2 (ja) * | 2006-01-23 | 2013-01-30 | 関西ペイント株式会社 | 水性中塗り塗料組成物及び複層塗膜形成方法 |
| US9404010B2 (en) * | 2012-09-20 | 2016-08-02 | Kansai Paint Co., Ltd. | Method for forming multilayer coating film |
| JP6360809B2 (ja) * | 2015-03-31 | 2018-07-18 | 関西ペイント株式会社 | 複層塗膜形成方法 |
| EP3330009B1 (en) * | 2015-07-31 | 2022-05-04 | Kansai Paint Co., Ltd | Multi-layer coating film formation method |
| US11344914B2 (en) * | 2016-11-18 | 2022-05-31 | Kansai Paint Co., Ltd. | Method for forming multi-layer coating film |
-
2018
- 2018-09-14 CA CA3076175A patent/CA3076175C/en active Active
- 2018-09-14 WO PCT/JP2018/034242 patent/WO2019054499A1/ja unknown
- 2018-09-14 US US16/646,718 patent/US11565281B2/en active Active
- 2018-09-14 EP EP18855564.3A patent/EP3685928A4/en active Pending
- 2018-09-14 JP JP2019542319A patent/JP7297667B2/ja active Active
- 2018-09-14 CN CN201880060158.4A patent/CN111093840A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4719132A (en) * | 1984-09-21 | 1988-01-12 | Ppg Industries, Inc. | Process for the preparation of multi-layered coatings and coated articles derived therefrom |
| JP2003082290A (ja) * | 2001-09-17 | 2003-03-19 | Nippon Paint Co Ltd | 光輝性塗料組成物、塗膜形成方法および複層塗膜 |
| JP2005137952A (ja) * | 2003-11-04 | 2005-06-02 | Nippon Yushi Basf Coatings Kk | 積層塗膜の形成方法、積層塗膜および塗装物 |
| JP2006297183A (ja) * | 2005-04-15 | 2006-11-02 | Nippon Paint Co Ltd | 光輝性塗膜形成方法および光輝性塗装物 |
| JP2009155537A (ja) | 2007-12-27 | 2009-07-16 | Nippon Paint Co Ltd | 水性ベース塗料組成物並びに金属調積層塗膜及びその形成方法 |
| US20110195180A1 (en) * | 2008-09-15 | 2011-08-11 | E.I. Du Pont De Nemours And Company | Process for the production of a dark-color multi-layer coating |
| JP2011127026A (ja) | 2009-12-18 | 2011-06-30 | Kansai Paint Co Ltd | 塗料組成物及び塗膜形成方法 |
| JP2016107427A (ja) * | 2014-12-02 | 2016-06-20 | マツダ株式会社 | 積層塗膜及び塗装物 |
| JP2017019146A (ja) * | 2015-07-08 | 2017-01-26 | マツダ株式会社 | 積層塗膜及び塗装物 |
| JP2017019147A (ja) | 2015-07-08 | 2017-01-26 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2017111112A1 (ja) * | 2015-12-25 | 2017-06-29 | 関西ペイント株式会社 | 複層塗膜形成方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3685928A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7519160B2 (ja) | 2019-09-03 | 2024-07-19 | 関西ペイント株式会社 | 複層塗膜形成方法 |
| WO2022102378A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2022102379A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
| WO2022102380A1 (ja) * | 2020-11-13 | 2022-05-19 | マツダ株式会社 | 積層塗膜及び塗装物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7297667B2 (ja) | 2023-06-26 |
| EP3685928A1 (en) | 2020-07-29 |
| CN111093840A (zh) | 2020-05-01 |
| CA3076175A1 (en) | 2019-03-21 |
| CA3076175C (en) | 2022-07-12 |
| US11565281B2 (en) | 2023-01-31 |
| JPWO2019054499A1 (ja) | 2020-08-27 |
| US20200269278A1 (en) | 2020-08-27 |
| EP3685928A4 (en) | 2021-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6938466B2 (ja) | 光輝性顔料分散体及び複層塗膜形成方法 | |
| JP7164785B2 (ja) | 複層塗膜形成方法 | |
| JP6921822B2 (ja) | 光輝性顔料分散体 | |
| JP7019593B2 (ja) | 複層塗膜形成方法 | |
| JP6979558B2 (ja) | 複層塗膜及び複層塗膜形成方法 | |
| JP7297667B2 (ja) | 複層塗膜形成方法 | |
| CN111655386B (zh) | 多层涂膜形成方法 | |
| JPWO2017022698A1 (ja) | 複層塗膜形成方法 | |
| JP7019592B2 (ja) | 複層塗膜形成方法 | |
| JP7146815B2 (ja) | 複層塗膜形成方法 | |
| JP7286632B2 (ja) | 光輝性顔料分散体及び複層塗膜形成方法 | |
| WO2020044672A1 (ja) | 複層塗膜形成方法 | |
| JP7305545B2 (ja) | 複層塗膜形成方法 | |
| JP7341890B2 (ja) | 複層塗膜形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18855564 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019542319 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 3076175 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018855564 Country of ref document: EP Effective date: 20200420 |