WO2018185944A1 - 焼結摩擦材 - Google Patents
焼結摩擦材 Download PDFInfo
- Publication number
- WO2018185944A1 WO2018185944A1 PCT/JP2017/014586 JP2017014586W WO2018185944A1 WO 2018185944 A1 WO2018185944 A1 WO 2018185944A1 JP 2017014586 W JP2017014586 W JP 2017014586W WO 2018185944 A1 WO2018185944 A1 WO 2018185944A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction material
- less
- sintered friction
- sintered
- wear resistance
- Prior art date
Links
- 239000002783 friction material Substances 0.000 title claims abstract description 88
- 238000005245 sintering Methods 0.000 claims abstract description 38
- 239000011812 mixed powder Substances 0.000 claims abstract description 27
- 239000000314 lubricant Substances 0.000 claims abstract description 19
- 229910052751 metal Inorganic materials 0.000 claims abstract description 13
- 239000002184 metal Substances 0.000 claims abstract description 13
- 229910000640 Fe alloy Inorganic materials 0.000 claims abstract description 11
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 11
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 11
- 150000004767 nitrides Chemical class 0.000 claims abstract description 11
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 6
- 239000012535 impurity Substances 0.000 claims abstract description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 25
- 239000010949 copper Substances 0.000 claims description 24
- 229910002804 graphite Inorganic materials 0.000 claims description 19
- 239000010439 graphite Substances 0.000 claims description 19
- 229910052802 copper Inorganic materials 0.000 claims description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 10
- MBMLMWLHJBBADN-UHFFFAOYSA-N Ferrous sulfide Chemical compound [Fe]=S MBMLMWLHJBBADN-UHFFFAOYSA-N 0.000 claims description 9
- OMZSGWSJDCOLKM-UHFFFAOYSA-N copper(II) sulfide Chemical compound [S-2].[Cu+2] OMZSGWSJDCOLKM-UHFFFAOYSA-N 0.000 claims description 9
- 229910000604 Ferrochrome Inorganic materials 0.000 claims description 8
- 229910001309 Ferromolybdenum Inorganic materials 0.000 claims description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 8
- 229910001220 stainless steel Inorganic materials 0.000 claims description 8
- 239000010445 mica Substances 0.000 claims description 7
- 229910052618 mica group Inorganic materials 0.000 claims description 7
- 229910052582 BN Inorganic materials 0.000 claims description 6
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 6
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 6
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 claims description 6
- 229910052982 molybdenum disulfide Inorganic materials 0.000 claims description 6
- 239000010935 stainless steel Substances 0.000 claims description 6
- ITRNXVSDJBHYNJ-UHFFFAOYSA-N tungsten disulfide Chemical compound S=[W]=S ITRNXVSDJBHYNJ-UHFFFAOYSA-N 0.000 claims description 6
- 229910001145 Ferrotungsten Inorganic materials 0.000 claims description 5
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 5
- DBULDCSVZCUQIR-UHFFFAOYSA-N chromium(3+);trisulfide Chemical compound [S-2].[S-2].[S-2].[Cr+3].[Cr+3] DBULDCSVZCUQIR-UHFFFAOYSA-N 0.000 claims description 5
- 229910052581 Si3N4 Inorganic materials 0.000 claims description 3
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 claims description 3
- 229910052863 mullite Inorganic materials 0.000 claims description 3
- 239000004576 sand Substances 0.000 claims description 3
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 claims description 3
- 229910052845 zircon Inorganic materials 0.000 claims description 3
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 claims description 3
- 239000000395 magnesium oxide Substances 0.000 claims description 2
- 239000000377 silicon dioxide Substances 0.000 claims description 2
- INZDTEICWPZYJM-UHFFFAOYSA-N 1-(chloromethyl)-4-[4-(chloromethyl)phenyl]benzene Chemical compound C1=CC(CCl)=CC=C1C1=CC=C(CCl)C=C1 INZDTEICWPZYJM-UHFFFAOYSA-N 0.000 description 30
- 230000000694 effects Effects 0.000 description 18
- 238000000034 method Methods 0.000 description 18
- 238000012360 testing method Methods 0.000 description 18
- 239000007789 gas Substances 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 13
- 239000011159 matrix material Substances 0.000 description 11
- 239000002245 particle Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 239000000203 mixture Substances 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 9
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 238000000465 moulding Methods 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000006748 scratching Methods 0.000 description 3
- 230000002393 scratching effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000005562 fading Methods 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910006501 ZrSiO Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- LXEAUGDQDABWTN-UHFFFAOYSA-N chromium(2+);sulfide Chemical compound [S-2].[Cr+2] LXEAUGDQDABWTN-UHFFFAOYSA-N 0.000 description 1
- AQKDYYAZGHBAPR-UHFFFAOYSA-M copper;copper(1+);sulfanide Chemical compound [SH-].[Cu].[Cu+] AQKDYYAZGHBAPR-UHFFFAOYSA-M 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- GNVXPFBEZCSHQZ-UHFFFAOYSA-N iron(2+);sulfide Chemical compound [S-2].[Fe+2] GNVXPFBEZCSHQZ-UHFFFAOYSA-N 0.000 description 1
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000012925 reference material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/105—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing inorganic lubricating or binding agents, e.g. metal salts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0005—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with at least one oxide and at least one of carbides, nitrides, borides or silicides as the main non-metallic constituents
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0084—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ carbon or graphite as the main non-metallic constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/027—Compositions based on metals or inorganic oxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/30—Low melting point metals, i.e. Zn, Pb, Sn, Cd, In, Ga
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/10—Carbide
- B22F2302/105—Silicium carbide (SiC)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/20—Nitride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/205—Cubic boron nitride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/25—Oxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/25—Oxide
- B22F2302/256—Silicium oxide (SiO2)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/40—Carbon, graphite
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/45—Others, including non-metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
Definitions
- the present invention relates to a sintered friction material, and more particularly to a sintered friction material for railways.
- Sintered friction materials formed by sintering metal particles are used for brake linings and disc brake pads for railway vehicles. These sintered friction materials are required to have excellent wear resistance as well as excellent friction characteristics.
- Patent Documents 1 and 2 disclose sintered friction materials containing Cu, Sn or Zn, graphite, a lubricant, and an abrasive.
- Patent Documents 3 and 4 disclose techniques for obtaining a high coefficient of friction by scratching the disk surface by containing thermally stable 4a, 5a, and 6a group carbides as hard particles.
- Patent Document 5 discloses a technique for producing a sintered friction material having excellent fade resistance by finely dispersing WC to increase the high temperature strength of the Cu base material.
- JP 60-106932 A JP 63-109131 A JP 05-179232 A JP 09-222143 A JP 2007-107067 A
- the running speed of high-speed railway vehicles such as the Japanese Shinkansen, German ICE (Intercity-Express), and French TGV (Traina Grande Visese) are low speeds of 0 to 70 km / hour, medium speeds of over 70 to 170 km / hour. It reaches a high speed range of 170 to 280 km / hour, and a super high speed of 280 km / hour. Therefore, sintered friction materials for railways are required to exhibit excellent friction characteristics and wear resistance not only at low speed to medium speed but also at high speed and ultra high speed.
- the wear resistance is to be improved, the friction coefficient decreases, which is not preferable from the viewpoint of safety. Accordingly, the current situation is that a sintered friction material for railways having both excellent friction characteristics and wear resistance has not been developed yet.
- the present invention solves the above-mentioned problems, and has excellent frictional characteristics and wear resistance in a low speed region, a medium speed region, a high speed region, and an ultrahigh speed region exceeding 280 km / hour, and has excellent overall characteristics.
- An object is to provide a sintered friction material.
- the present invention has been made to solve the above-described problems, and the gist of the following sintered friction material.
- Cu and / or Cu alloy 40.0 to 80.0%, Ni: 0% or more and less than 5.0%, Sn: 0 to 10.0%, Zn: 0 to 10.0% VC: 0.5 to 5.0%, Fe and / or Fe alloy: 2.0 to 40.0%, Lubricant: 5.0-30.0%, and Metal oxide and / or metal nitride: 1.5 to 30.0%, A sintered friction material formed by pressure-sintering a mixed powder composed of impurities at 800 ° C. or higher.
- the lubricant is Graphite: 5.0-15.0%, Hexagonal boron nitride: 3.0% or less, Molybdenum disulfide: 3.0% or less, Mica: 3.0% or less, and One or more selected from tungsten disulfide, iron sulfide, chromium sulfide, copper sulfide and copper mat: 10.0% or less, Including one or more selected from The sintered friction material according to (1) above.
- the metal oxide and / or metal nitride is Including one or more selected from magnesia, zircon sand, silica, zirconia, mullite and silicon nitride, The sintered friction material according to (1) or (2) above.
- the Fe alloy is Including one or more selected from ferrochrome, ferrotungsten, ferromolybdenum and stainless steel, The sintered friction material according to any one of (1) to (3) above.
- a sintered friction material for railways having both excellent friction characteristics and wear resistance in a low speed region, a medium speed region, a high speed region, and an ultrahigh speed region exceeding 280 km / hour can be obtained.
- FIG. 1 is a diagram for explaining an outline of a bench testing machine used for a brake test.
- the present inventors investigated and examined not only the low speed range, medium speed range, and high speed range but also the friction characteristics and wear resistance in the ultra high speed range exceeding 280 km / hour. Since the speed range particularly important for practical use is the medium to high speed range to the ultra high speed range, a comprehensive evaluation was made on the friction characteristics and wear resistance at 160 to 365 km / hour.
- a sintered friction material formed by sintering a mixed powder containing an appropriate amount of vanadium carbide (hereinafter referred to as VC) containing a matrix component as a main component by a well-known pressure sintering method is as described above. It has been found that it has excellent frictional characteristics and wear resistance in the speed range.
- the sintered friction material according to the present invention is a sintered material.
- the structure of the sintered material (neck thickness, bonding state between powder particles, dispersion state of pores in the sintered material, etc.) is determined by the sintering temperature during pressure sintering. . It is extremely difficult to specify these structures by numerical limitation or the like with the current measurement technique and analysis technique. Therefore, as described above, the sintered friction material of the present invention includes the sintering temperature at the time of pressure sintering in the invention specific matters.
- the sintered friction material of this invention is utilized for the brake lining or disc brake pad for rail vehicles as above-mentioned.
- the mixed powder as the raw material for the sintered friction material contains the following composition (matrix and dispersant).
- the particle size of each particle of the mixed powder is not particularly limited, but an example is 1 to 1000 ⁇ m.
- “%” regarding the composition of the mixed powder means mass%.
- Cu has high thermal conductivity. Therefore, an increase in the interface temperature between the braking object (brake disc or the like) and the sintered friction material during braking (during friction) can be suppressed, and excessive seizure is suppressed. Therefore, the wear resistance of the sintered friction material is increased.
- the total content of Cu and / or Cu alloy in the mixed powder is less than 40.0%, the above effect cannot be obtained.
- the total content exceeds 80.0%, the friction coefficient becomes excessively large. In this case, excessive friction due to adhesion to the sliding surface of the braking target (for example, a brake disk or the like) occurs, and the wear resistance of the sintered friction material decreases.
- the total content of Cu and / or Cu alloy is 40.0 to 80.0%.
- the total content is preferably 50.0% or more, more preferably 55.0% or more, and further preferably 60.0% or more. Moreover, it is preferable that it is 75.0% or less, It is more preferable that it is 70.0% or less, It is further more preferable that it is 67.0% or less.
- Ni 0% or more and less than 5.0% Nickel (Ni) is dissolved in Cu as a base material, and has the effect of increasing the melting point of the base material and increasing the strength at high temperature. Also good. However, if the Ni content is 5.0% or more, the sinterability may decrease. Therefore, the Ni content is less than 5.0%. The Ni content is preferably 3.0% or less. In order to obtain the above effect, the Ni content is preferably 0.5% or more.
- Sn 0 to 10.0% Since Sn is a metal having a melting point lower than that of Cu, powders attract each other by surface tension by causing a melt phase to appear in the heating step of sintering. As a result, the density of the sintered body increases and the bending strength also increases. Therefore, you may make it contain as needed. However, when the Sn content is excessive, heat resistance is deteriorated and fading is likely to occur. Therefore, the Sn content is set to 10.0% or less. The Sn content is preferably 5.0% or less, and more preferably 3.0% or less. When it is desired to obtain the above effect, the Sn content is preferably 0.3% or more, and more preferably 0.5% or more.
- Zn 0 to 10.0% Since Zn is a metal having a melting point lower than that of Cu, powders attract each other by surface tension by causing a melt phase to appear in the heating step of sintering. As a result, the density of the sintered body increases and the bending strength also increases. Therefore, you may make it contain as needed. However, when the Zn content is excessive, heat resistance is deteriorated and fading is likely to occur. Therefore, the Zn content is 10.0% or less.
- the Sn content is preferably 5.0% or less, and more preferably 3.0% or less. In order to obtain the above effect, the Zn content is preferably 0.3% or more, and more preferably 0.5% or more.
- the total content is preferably less than 5.0%, and preferably 4.0% or less.
- VCMOS Vanadium carbide
- VC Vanadium carbide
- the improvement in characteristics due to the inclusion of VC has both an effect of improving wear resistance and an effect of improving the friction coefficient. This is because VC has the effect of removing the oxide film generated on the sliding surface by stably scratching the sliding surface of the brake target (brake disc, etc.) as hard particles, and stably generating adhesion. At the same time, it also has the effect of reducing the amount of wear of the friction material by functioning as a lubricant.
- the VC content is 0.5 to 5.0%.
- the VC content is preferably 0.6% or more, and more preferably 1.0% or more. Further, the VC content is preferably 3.0% or less, and more preferably 2.5% or less.
- Fe and / or Fe alloy 2.0 to 40.0% Iron (Fe) and an Fe alloy are contained as particles or aggregates in the matrix, and improve the wear resistance of the sintered friction material by increasing the strength of the matrix. In addition, it reacts with Fe in the disk, and causes an adhesion friction called a staggered effect, increasing the friction coefficient. If the total content of Fe and / or Fe alloy in the mixed powder is less than 2.0%, the above effect cannot be obtained. On the other hand, if the total content exceeds 40.0%, not only excessive adhesion is likely to occur, but also the sinterability of the sintered friction material is lowered and the wear resistance is lowered.
- the total content of Fe and / or Fe alloy is set to 2.0 to 40.0%.
- the total content is preferably 5.0% or more, more preferably 10.0% or more, and further preferably 12.0% or more. Further, it is preferably 35.0% or less, more preferably 30.0% or less, and further preferably 25.0% or less.
- the content of the Fe simple substance is preferably 20.0% or less, more preferably 15.0%, and even more preferably 12.0% or less.
- examples of the Fe alloy include ferrochrome (FeCr), ferrotungsten (FeW), ferromolybdenum (FeMo), and stainless steel, and one or more selected from these can be contained.
- the total content of the Fe alloy is preferably 20.0% or less, more preferably 18.0% or less, and even more preferably 16.0% or less.
- the ferrochrome is one or more of high carbon ferrochrome (FCrH0 to FCrH5), medium carbon ferrochrome (FCrM3, FCrM4), and low carbon ferrochrome (FCrL1 to FCrL4) defined in JIS G 2303 (1998). Including.
- ferrotungsten means ferrotungsten (FW) having a chemical composition defined in JIS G 2306 (1998).
- the ferromolybdenum includes one or more of high carbon ferromolybdenum (FMoH) and low carbon ferromolybdenum (FMol) specified in JIS G 2307 (1998).
- stainless steel means an alloy steel containing 50% by mass or more of Fe and 10.5% or more of chromium, and more preferably a stainless steel specified in JIS G 4304 (2012).
- Means steel for example, martensitic stainless steel represented by SUS403 and SUS420 defined by the JIS standard may be used, or ferritic stainless steel represented by SUS430.
- Austenitic stainless steel represented by SUS304, SUS316, and SUS316L may be used.
- An austenitic ferritic stainless steel represented by SUS329J1 may be used.
- Precipitation hardening type stainless steel represented by SUS630 may be used.
- Lubricant 5.0-30.0%
- the sintered friction material of the present invention contains a lubricant. If the content of the lubricant is less than 5.0%, stabilization of the friction coefficient may be insufficient. On the other hand, if the content exceeds 30.0%, the sinterability deteriorates and sufficient sintered body strength is obtained. Not only may it not be possible, but wear resistance may also deteriorate. Therefore, the lubricant content is 5.0 to 30.0%.
- the lubricant preferably contains at least one selected from graphite, hexagonal boron nitride, molybdenum disulfide, mica, tungsten disulfide, iron sulfide, chromium sulfide, copper sulfide, and copper mat.
- graphite as a lubricant in the following range. The reason will be described.
- the graphite referred to in this specification includes natural graphite and artificial graphite.
- graphite In the sintered friction material after pressure sintering, graphite is contained in the matrix as particles. Graphite functions as a lubricant, stabilizes the coefficient of friction, and reduces the amount of wear of the sintered friction material. If the graphite content is less than 5.0%, the above effect may not be obtained. On the other hand, if the graphite content exceeds 15.0%, the mixed powder is not sufficiently sintered during pressure sintering, and as a result, the wear resistance of the sintered friction material may be reduced. Therefore, the graphite content is preferably 5.0 to 15.0%. The graphite content is preferably 8.0% or more, and more preferably 9.0% or more. Further, the graphite content is preferably 13.0% or less, more preferably 12.0% or less.
- the lubricant may contain one or more selected from the group consisting of the following (a) to (d).
- Mica 3.0% or less
- one or more selected from copper mats 10.0% or less
- Hexagonal boron nitride h-BN
- molybdenum disulfide MoS 2
- mica mica
- tungsten disulfide WS 2
- iron sulfide FeS
- CrS chromium sulfide
- Cu 2 S copper sulfide
- lubricants like graphite, stabilize the friction coefficient of the sintered friction material and provide excellent friction characteristics.
- the content of hexagonal boron nitride is 3.0% or less
- the content of molybdenum disulfide is 3.0% or less
- the content of mica is 3.0% or less
- tungsten disulfide The total content of one or more selected from iron sulfide, chromium sulfide, copper sulfide, and copper mat is 10.0% or less.
- the copper mat is described in the JIS H 0500 (1998) copper product term number 5400, and is mainly composed of iron sulfide and copper sulfide. Iron sulfide and copper sulfide each act as a lubricant alone. Further, a mixture of iron sulfide and copper sulfide may be used.
- the above-described copper mat can be used as a mixture of iron sulfide and copper sulfide, and is advantageous from an economical viewpoint because it is inexpensive.
- Metal oxide and / or metal nitride 1.5 to 30.0% Any metal oxide and / or metal nitride functions as hard particles. In the sintered friction material after pressure sintering, these are contained in the matrix as particles. Both metal oxide and / or metal nitride remove the oxide film generated on the sliding surface by scratching the sliding surface of the brake target (brake disc, etc.), and stably generate adhesion. Let Thereby, the fall of the friction coefficient with respect to the braking object (brake disc etc.) of a sintered friction material can be suppressed, and the outstanding friction characteristic is acquired.
- the total content of metal oxide and / or metal nitride is less than 1.5%, excellent friction characteristics cannot be obtained. On the other hand, if the total content of these exceeds 30.0%, the sinterability of the sintered friction material decreases. In this case, the wear resistance of the sintered friction material is reduced. Therefore, the total content of metal oxide and / or metal nitride is 1.5 to 30.0%.
- the total content is preferably 2.0% or more, and more preferably 4.0% or more. Further, the total content is preferably 25.0% or less, more preferably 20.0% or less, and even more preferably 15.0% or less.
- metal oxide and / or metal nitride examples include magnesia (MgO), zircon sand (ZrSiO 4 ), silica (SiO 2 ), zirconia (ZrO 2 ), mullite (3Al 2 O 3 .2SiO 2- 2Al 2 O 3 ⁇ SiO 2) and silicon nitride (Si 3 N 4) can be mentioned, may contain one or more kinds selected from these.
- the balance of the mixed powder for the sintered friction material is impurities.
- the impurities are those mixed from the raw materials or the manufacturing environment when the mixed powder is produced industrially, and are allowed within a range that does not adversely affect the sintered friction material of the present invention. Means.
- the sintered friction material according to the present invention is formed by pressure sintering the above-mentioned mixed powder at 800 ° C. or higher.
- the sintered friction material according to the present invention has excellent friction characteristics and wear resistance by containing VC in the matrix mainly composed of Cu.
- An example of the manufacturing method of the sintered friction material of this invention is demonstrated.
- An example of the manufacturing method of the sintered friction material of the present invention includes a mixed powder manufacturing process, a molding process, and a pressure sintering process.
- the manufacturing method may further include a coining step and / or a cutting step. Hereinafter, each step will be described.
- the green compact is manufactured by molding the manufactured mixed powder into a predetermined shape.
- a well-known forming method may be applied for forming the mixed powder.
- the green compact is manufactured by a press molding method. Specifically, a mold (die) for forming a predetermined shape is prepared. Fill the mold with the mixed powder. The granular material filled in the mold is pressed with a known pressure by a press machine and formed into a green compact. The pressure in the press machine is, for example, 196 N / mm 2 or more. Molding may be performed in the atmosphere.
- Pressure sintering process A well-known pressure sintering method is implemented with respect to the manufactured compact, and a sintered friction material is manufactured.
- a green compact is disposed on a graphite plate in a pressure sintering apparatus.
- the graphite plates on which the green compacts are arranged are stacked and stored in a housing-like frame in which high-frequency heating coils are arranged on the inner peripheral surface.
- the uppermost graphite plate is sintered at a predetermined sintering temperature in a sintering atmosphere while applying pressure to the green compact.
- the pressure sintering may be performed under known conditions.
- the sintering temperature during pressure sintering is 800 ° C. or higher.
- the melting point of copper is 1083 ° C. Therefore, the sintering temperature during pressure sintering must be less than 1083 ° C.
- a preferable sintering temperature is 800 to 1000 ° C.
- the pressure applied to the green compact during pressure sintering is, for example, 0.2 to 2.0 N / mm 2 .
- the holding time at the sintering temperature during pressure sintering is, for example, 60 to 120 minutes.
- N 2 gas a mixed gas of AX gas and N 2 gas (5 to 20% H 2 gas, N A mixed gas with two gases)
- Ar gas Ar gas
- the coining process may be performed after the pressure sintering process.
- the sintered friction material after the pressure sintering process is pressed in a cold state to adjust the shape of the sintered friction material.
- the cutting step may be performed after the pressure sintering step or after the coining step. In the cutting process, the sintered friction material is cut into a desired shape.
- the sintered friction material according to the present invention is manufactured by the above manufacturing process.
- the sintered friction material is brake lined, one or more sintered friction materials are fixed to the mounting plate member and attached to the railway vehicle.
- a mixed powder having the composition shown in Table 1 was produced.
- the component design is focused on the friction characteristics.
- the raw material was charged into a V-type mixer and then mixed at a rotational speed of 20 to 40 rpm for 20 to 100 minutes to produce a mixed powder. And using each mixed powder, the green compact was manufactured by the shaping
- the green compact was pressure sintered by the pressure sintering method to form a sintered friction material. Specifically, a green compact was placed on a graphite plate. Thereafter, the graphite plates on which the green compacts were arranged were stacked and stored in a casing-like frame in which high-frequency heating coils were arranged on the inner peripheral surface. Heated at 950 ° C. for 60 minutes, the green compact was pressed at 1.0 N / mm 2 to sinter the green compact, and a sintered friction material was produced.
- the atmosphere in the frame during pressure sintering was a mixed gas of AX gas and N 2 gas (5% H 2 gas and the balance: mixed gas of N 2 gas).
- the sintered friction material was manufactured by the above manufacturing process.
- the bench test machine shown in FIG. 1 was used for the brake test.
- the bench testing machine includes a brake disk, a flywheel, a motor, and a caliper.
- the brake disc is connected to the flywheel and the motor via a shaft.
- the material of the brake disc is SCM440 steel, which has a tensile strength of 1000 MPa by quenching and tempering.
- the brake disk was about half the size of the brake disk used on the Shinkansen, and had a diameter of 400 mm and a thickness of 20 mm.
- Each sintered friction material was a rectangular parallelepiped, and had a width of 38 mm, a length of 55 mm, and a height of 15 mm.
- the four sintered friction materials were arranged in a line on a virtual circle having a radius of 170 mm from the center of the brake disc, shifted by 25 ° around the central axis of the brake disc.
- Table 2 shows the test results of the marks D1 to D3. Further, in order to comprehensively evaluate the friction characteristics and the wear resistance at 160 to 365 km / hour, Table 2 shows values obtained by calculating average values of the respective measured values at 160, 240, 300, 325, and 365 km / hour. Is also shown.
- D2 and D3 to which VC is added have a larger average wear amount of the friction material than D1 of the comparative example whose average wear amount is 8.568 (g / single side / time).
- the wear resistance was greatly improved.
- the average friction coefficient slightly decreased with the addition of VC, it exceeded 0.30 at all braking speeds, and it was determined that there was no practical problem. From the above, it was possible to impart comprehensively excellent characteristics by adding VC.
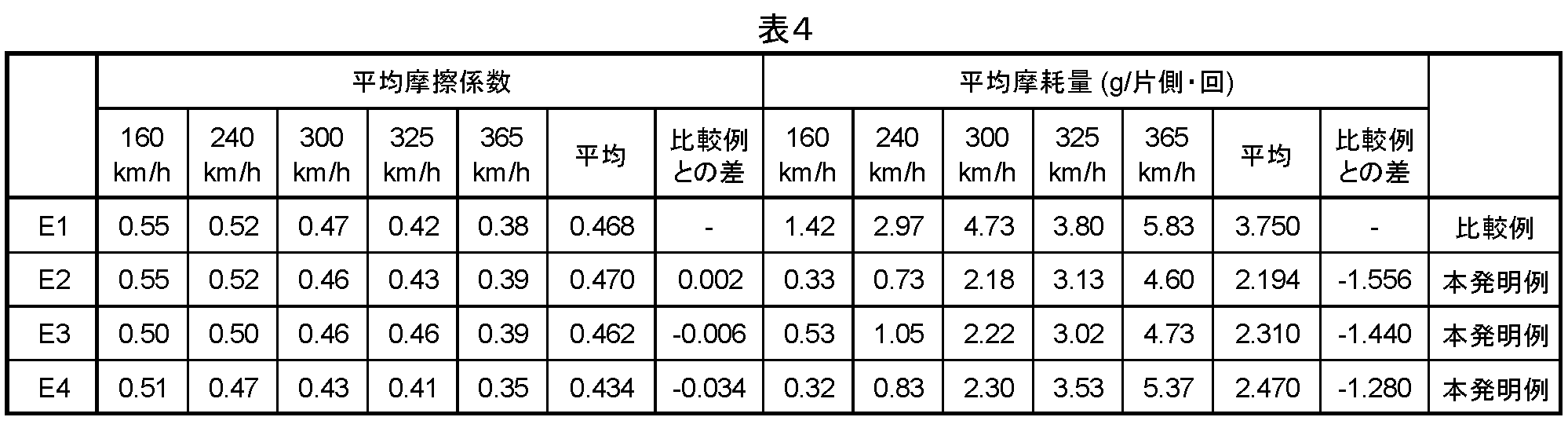
- E2 to E4 with VC added to E1 of the comparative example having an average wear amount of 3.750 clearly show the average wear amount of the friction material.
- the wear resistance was improved.
- the average friction coefficient slightly decreased with the addition of VC, it was greatly exceeded 0.30 at all braking speeds, and it was determined that there was no practical problem. From the above, it was possible to impart comprehensively excellent characteristics by adding VC.
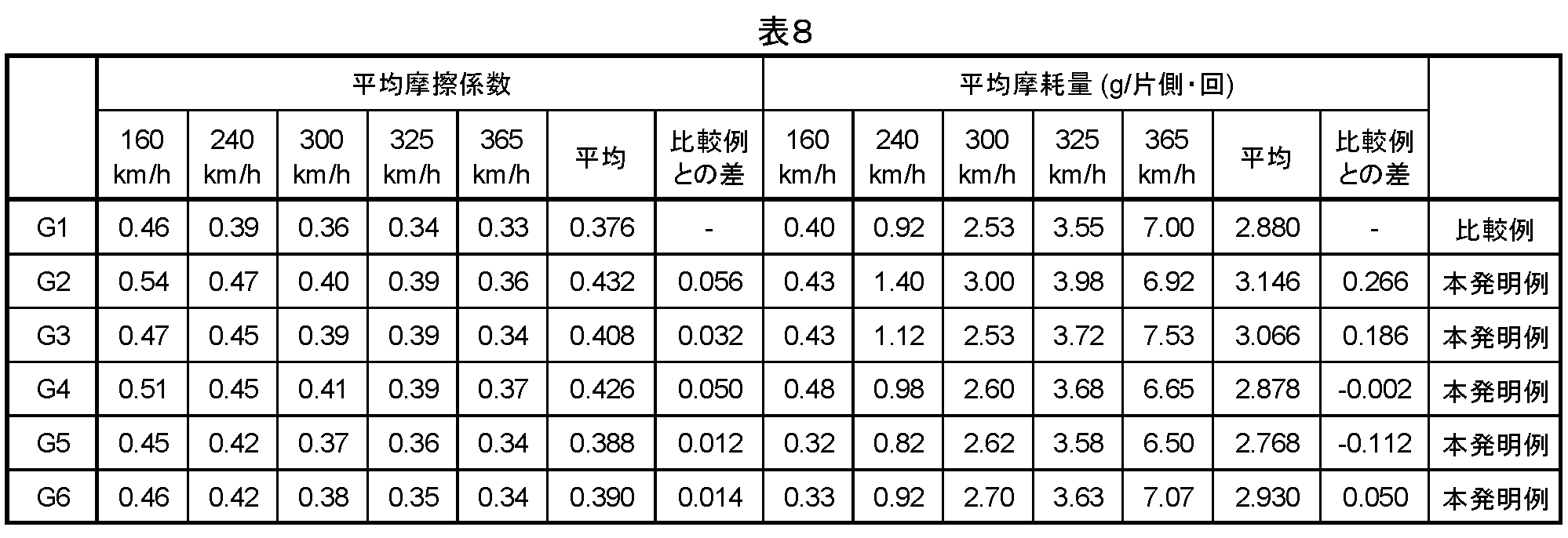
- a mixed powder having the composition shown in Table 5 was produced.
- the component design is focused on wear resistance.
- G2 to G6 in which VC was added to G1 of the comparative example, all had an increased average friction coefficient and improved friction characteristics.
- the change in the average wear amount was small, and the wear resistance characteristic, which was originally good at 2.880 (g / single side / time), was not changed. From the above, it was possible to impart comprehensively excellent characteristics by adding VC.
- a sintered friction material for railways having excellent friction characteristics and wear resistance in a low speed region, a medium speed region, a high speed region, and an ultrahigh speed region exceeding 280 km / hour.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Braking Arrangements (AREA)
Abstract
Description
Cuおよび/またはCu合金:40.0~80.0%、
Ni:0%以上5.0%未満、
Sn:0~10.0%、
Zn:0~10.0%、
VC:0.5~5.0%、
Feおよび/またはFe合金:2.0~40.0%、
潤滑材:5.0~30.0%、および、
金属酸化物および/または金属窒化物:1.5~30.0%、
を含有し、残部は不純物からなる混合粉末を、800℃以上で加圧焼結して形成される、焼結摩擦材。
黒鉛:5.0~15.0%、
六方晶窒化硼素:3.0%以下、
二硫化モリブデン:3.0%以下、
マイカ:3.0%以下、ならびに、
二硫化タングステン、硫化鉄、硫化クロム、硫化銅および銅マットから選択される1種以上:10.0%以下、
から選択される1種以上を含む、
上記(1)に記載の焼結摩擦材。
マグネシア、ジルコンサンド、シリカ、ジルコニア、ムライトおよび窒化珪素から選択される1種以上を含む、
上記(1)または(2)に記載の焼結摩擦材。
フェロクロム、フェロタングステン、フェロモリブデンおよびステンレス鋼から選択される1種以上を含む、
上記(1)から(3)までのいずれかに記載の焼結摩擦材。
本発明の焼結摩擦材は、上述のとおり、鉄道車両用のブレーキライニングまたはディスクブレーキパッドに利用される。焼結摩擦材の原料となる混合粉末は、次の組成(マトリクスおよび分散剤)を含有する。混合粉末の各粒子の粒径は特に限定されないが、一例としては1~1000μmである。以下、混合粉末の組成に関する「%」は質量%を意味する。
Cuおよび/またはCu合金:40.0~80.0%
銅(Cu)は、焼結摩擦材のマトリクス(基材)として機能する。Cuは高い熱伝導性を有する。そのため、ブレーキ時(摩擦時)における制動対象(ブレーキディスク等)と焼結摩擦材との界面温度の上昇を抑えることができ、過度の焼付き発生を抑制する。そのため、焼結摩擦材の耐摩耗性が高まる。
ニッケル(Ni)は、基材のCuに固溶し、基材の融点を高め、高温での強度を高める効果を有するため、必要に応じて含有させてもよい。しかしながら、Ni含有量が5.0%以上であると、焼結性が低下する場合がある。そのため、Ni含有量は5.0%未満とする。Ni含有量は3.0%以下であることが好ましい。上記効果を得たい場合には、Ni含有量は0.5%以上であることが好ましい。
Snは、Cuよりも融点が低い金属であるため、焼結の加熱工程において溶融相を出現させることにより粉体同士が表面張力で引き合う。その結果、焼結体の密度が高くなり、曲げ強度も高まる。そのため、必要に応じて含有させてもよい。しかしながら、Sn含有量が過剰な場合には、耐熱性を劣化させ、フェードが発生し易くなる。そのため、Sn含有量は10.0%以下とする。Sn含有量は5.0%以下であることが好ましく、3.0%以下であることがより好ましい。上記効果を得たい場合には、Sn含有量は0.3%以上であることが好ましく、0.5%以上であることがより好ましい。
Znは、Cuよりも融点が低い金属であるため、焼結の加熱工程において溶融相を出現させることにより粉体同士が表面張力で引き合う。その結果、焼結体の密度が高くなり、曲げ強度も高まる。そのため、必要に応じて含有させてもよい。しかしながら、Zn含有量が過剰な場合には、耐熱性を劣化させ、フェードが発生し易くなる。そのため、Zn含有量は10.0%以下とする。Sn含有量は5.0%以下であることが好ましく、3.0%以下であることがより好ましい。上記効果を得たい場合には、Zn含有量は0.3%以上であることが好ましく、0.5%以上であることがより好ましい。
VC:0.5~5.0%
バナジウム炭化物(VC)は、硬質粒子であり、マトリクス中に粒子として含有される。VC含有による特性向上には、耐摩耗性を向上する効果と、摩擦係数を向上する効果との両方がある。これは、VCが硬質粒子として制動対象(ブレーキディスク等)の摺動面を引掻くことにより、摺動面に生成される酸化膜を除去し、凝着を安定的に発生させる効果を有すると同時に、潤滑材としても機能することによって、摩擦材の摩耗量を低減する効果をも有するためである。
鉄(Fe)およびFe合金は、マトリクス中に粒子または凝集体として含有され、マトリクスの強度を高めることによって焼結摩擦材の耐摩耗性を向上させる。また、ディスク中のFeと反応し、ともがね効果と呼ばれる凝着摩擦を生じ、摩擦係数を高める。混合粉末中のFeおよび/またはFe合金の合計含有量が2.0%未満では、上記効果が得られない。一方、上記の合計含有量が40.0%を超えると、過度の凝着が発生しやすくなるだけでなく、焼結摩擦材の焼結性が低下して、耐摩耗性がかえって低下する。
本発明の焼結摩擦材は、潤滑材を含有する。潤滑材の含有量が5.0%未満では、摩擦係数の安定化が不足する場合があり、一方、30.0%を超えると、焼結性が劣化し、十分な焼結体強度が得られない場合があるだけでなく、耐摩耗性も劣化する場合がある。したがって、潤滑材の含有量は5.0~30.0%とする。
本明細書でいう黒鉛は、天然黒鉛と人工黒鉛とを含む。加圧焼結後の焼結摩擦材において、黒鉛は粒子としてマトリクス中に含有される。黒鉛は、潤滑材として機能し、摩擦係数を安定化し、焼結摩擦材の摩耗量を低減する。黒鉛含有量が5.0%未満であると、上記効果が得られない場合がある。一方、黒鉛含有量が15.0%を超えると、加圧焼結時に混合粉末が十分に焼結されず、その結果、焼結摩擦材の耐摩耗性が低下するおそれがある。したがって、黒鉛含有量は5.0~15.0%であるのが好ましい。黒鉛含有量は8.0%以上であるのが好ましく、9.0%以上であるのがより好ましい。また、黒鉛含有量は13.0%以下であるのが好ましく、12.0%以下であるのがより好ましい。
(a)六方晶窒化硼素:3.0%以下
(b)二硫化モリブデン:3.0%以下
(c)マイカ:3.0%以下
(d)二硫化タングステン、硫化鉄、硫化クロム、硫化銅および銅マットから選択される1種以上:10.0%以下
金属酸化物および/または金属窒化物は、いずれも、硬質粒子として機能する。加圧焼結後の焼結摩擦材において、これらは、粒子としてマトリクス中に含有される。金属酸化物および/または金属窒化物はいずれも、制動対象(ブレーキディスク等)の摺動面を引掻くことにより、摺動面に生成される酸化膜を除去し、凝着を安定的に発生させる。これにより、焼結摩擦材の制動対象(ブレーキディスク等)に対する摩擦係数の低下を抑制でき、優れた摩擦特性が得られる。
本発明による焼結摩擦材は、上述の混合粉末を800℃以上で加圧焼結して形成される。本発明による焼結摩擦材は、Cuを主体とするマトリクスに、特にVCを含有することにより、優れた摩擦特性と耐摩耗性とを兼ね備える。
本発明の焼結摩擦材の製造方法の一例を説明する。本発明の焼結摩擦材の製造方法の一例は、混合粉末製造工程と、成形工程と、加圧焼結工程とを含む。上記製造方法はさらに、コイニング工程および/または切削加工工程を含んでもよい。以下、各工程について説明する。
上述のマトリクス用および分散剤用の粉粒体を準備する。準備された粉粒体を、周知の混合機を用いて混合(ミキシング)して、混合粉末を製造する。周知の混合機は例えば、ボールミルまたはV型混合機である。
製造された混合粉末を所定の形状に成形して圧粉体を製造する。混合粉末の成形には、周知の成形法を適用すればよい。例えば、プレス成形法により、上記圧粉体を製造する。具体的には、所定の形状を成形するための金型(ダイ)を準備する。金型内に混合粉末を充填する。金型に充填された粉粒体は、プレス機により周知の圧力で加圧され、圧粉体に成形される。プレス機での圧力は例えば、196N/mm2以上である。成形は大気中で行えばよい。
製造された圧粉体に対して周知の加圧焼結法を実施して、焼結摩擦材を製造する。例えば、加圧焼結装置内の黒鉛板上に圧粉体を配置する。その後、内周面に高周波加熱コイルが配置された筐体状のフレーム内に、圧粉体が配置された黒鉛板を段積みにして格納する。その後、最上段の黒鉛板に圧力を付与して圧粉体を加圧しながら、焼結雰囲気中で所定の焼結温度で焼結する。
コイニング工程を加圧焼結工程後に実施してもよい。コイニング工程では、加圧焼結工程後の焼結摩擦材を冷間で加圧して、焼結摩擦材の形状を整える。
切削工程を、加圧焼結工程後またはコイニング工程後に実施してもよい。切削工程では、焼結摩擦材を切削加工して、所望の形状とする。

製造された焼結摩擦材を用いて、ブレーキ試験を実施した。ブレーキ試験には、図1に示すベンチ試験機を用いた。ベンチ試験機は、ブレーキディスクと、フライホイールと、モータと、キャリパとを備える。ブレーキディスクは、シャフトを介して、フライホイールおよびモータと連結されている。ブレーキディスクの材質はSCM440鋼であり、焼入れ焼戻しにより、引張強さ1000MPaにしたものである。なお、ブレーキディスクは、新幹線で用いられるブレーキディスクの約1/2のサイズであり、直径が400mm、厚さが20mmであった。
その後、ブレーキ試験を実施した。具体的には、回転するブレーキディスクに対して、キャリパの左右内面に取り付けられた焼結摩擦材を、一定の圧力2.24kNでブレーキディスクの両面に押し付けて(ブレーキをかけて)、トルクを測定し、摩擦係数を求めた。ブレーキをかけ始めるときのディスクブレーキの速度(制動初速)を、160、240、300、325、365km/時として、それぞれの制動初速で摩擦係数を求めた。各制動初速において3回ブレーキをかけて摩擦係数を求め、3回の摩擦係数の平均値を、その制動初速での平均摩擦係数と定義した。平均摩擦係数の値が高いほど、摩擦特性が優れることとなる。
上述の各制動初速でのブレーキ試験の前後での、焼結摩擦材の質量差を求め、得られた質量差から、1回のブレーキ試験でのブレーキディスクの片面あたりの焼結摩擦材の平均摩耗量(g/片面)を求めた。具体的には、焼結摩擦材が取付板に取り付けられた状態で全体の質量を試験前に測定し、3回のブレーキ後に同じ状態で全体の質量を測定し、その質量差を1セットずつ求めた。そして、左右2セットの質量差を合計した後に、ブレーキ回数の3で除し、さらにセット数の2で除した値を、その制動速度での平均摩耗量(g/片面・回)と定義した。平均摩耗量の値が低いほど、耐摩耗性が優れることとなる。
マークD1~D3の試験結果を表2に示す。また、160~365km/時における摩擦特性および耐摩耗性について総合的な評価を行うため、表2には、160、240、300、325、365km/時の各測定値の平均値を算出した値を併せて示している。




Claims (4)
- 質量%で、
Cuおよび/またはCu合金:40.0~80.0%、
Ni:0%以上5.0%未満、
Sn:0~10.0%、
Zn:0~10.0%、
VC:0.5~5.0%、
Feおよび/またはFe合金:2.0~40.0%、
潤滑材:5.0~30.0%、および、
金属酸化物および/または金属窒化物:1.5~30.0%、
を含有し、残部は不純物からなる混合粉末を、800℃以上で加圧焼結して形成される、焼結摩擦材。 - 前記潤滑材は、
黒鉛:5.0~15.0%、
六方晶窒化硼素:3.0%以下、
二硫化モリブデン:3.0%以下、
マイカ:3.0%以下、ならびに、
二硫化タングステン、硫化鉄、硫化クロム、硫化銅および銅マットから選択される1種以上:10.0%以下、
から選択される1種以上を含む、
請求項1に記載の焼結摩擦材。 - 前記金属酸化物および/または金属窒化物は、
マグネシア、ジルコンサンド、シリカ、ジルコニア、ムライトおよび窒化珪素から選択される1種以上を含む、
請求項1または請求項2に記載の焼結摩擦材。 - 前記Fe合金は、
フェロクロム、フェロタングステン、フェロモリブデンおよびステンレス鋼から選択される1種以上を含む、
請求項1から請求項3までのいずれかに記載の焼結摩擦材。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/014586 WO2018185944A1 (ja) | 2017-04-07 | 2017-04-07 | 焼結摩擦材 |
| KR1020197032758A KR20190132501A (ko) | 2017-04-07 | 2017-04-07 | 소결 마찰재 |
| JP2019511048A JP6858842B2 (ja) | 2017-04-07 | 2017-04-07 | 焼結摩擦材 |
| CN201780088994.9A CN110650812B (zh) | 2017-04-07 | 2017-04-07 | 烧结摩擦材料 |
| US16/603,520 US11534829B2 (en) | 2017-04-07 | 2017-04-07 | Sintered friction material |
| EP17904426.8A EP3608043A4 (en) | 2017-04-07 | 2017-04-07 | SINTERED FRICTION MATERIAL |
| BR112019020384A BR112019020384A2 (pt) | 2017-04-07 | 2017-04-07 | material de atrito sinterizado |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/014586 WO2018185944A1 (ja) | 2017-04-07 | 2017-04-07 | 焼結摩擦材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018185944A1 true WO2018185944A1 (ja) | 2018-10-11 |
Family
ID=63712425
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/014586 WO2018185944A1 (ja) | 2017-04-07 | 2017-04-07 | 焼結摩擦材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11534829B2 (ja) |
| EP (1) | EP3608043A4 (ja) |
| JP (1) | JP6858842B2 (ja) |
| KR (1) | KR20190132501A (ja) |
| CN (1) | CN110650812B (ja) |
| BR (1) | BR112019020384A2 (ja) |
| WO (1) | WO2018185944A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109322950A (zh) * | 2018-10-24 | 2019-02-12 | 北京天仁道和新材料有限公司 | 一种刹车片及其制备方法 |
| CN109854650A (zh) * | 2019-03-27 | 2019-06-07 | 山东百德瑞轨道交通科技有限公司 | 一种高速列车闸片用摩擦单元及其制备方法 |
| AT522255A1 (de) * | 2019-03-13 | 2020-09-15 | Miba Frictec Gmbh | Reibbelag |
| CN111779781A (zh) * | 2020-07-08 | 2020-10-16 | 北京浦然轨道交通科技股份有限公司 | 一种闸片及其制作方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6880235B2 (ja) * | 2017-12-15 | 2021-06-02 | 日本製鉄株式会社 | 鉄道車両用ブレーキライニング、これを用いた鉄道車両用ディスクブレーキシステム、及び、鉄道車両用ブレーキライニングに用いられる焼結摩擦材 |
| JP7038284B2 (ja) * | 2020-01-27 | 2022-03-18 | 株式会社タンガロイ | 摩擦材料及びブレーキパッド |
| CN111592355A (zh) * | 2020-05-25 | 2020-08-28 | 海门市恒昌碳业有限公司 | 一种使用稳定的碳块及其制备工艺 |
| CN112570709A (zh) * | 2020-12-29 | 2021-03-30 | 沈阳远程摩擦密封材料有限公司 | 时速420km/h高速铁路制动用粉末烧结闸片 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60106932A (ja) | 1983-11-14 | 1985-06-12 | Nippon Funmatsu Gokin Kk | 焼結摩擦材料 |
| JPS6119750A (ja) * | 1984-07-07 | 1986-01-28 | Toyota Motor Corp | 銅系焼結体 |
| JPS6280242A (ja) * | 1985-10-02 | 1987-04-13 | Nippon Kagaku Yakin Kk | 銅系焼結含油スラスト軸受 |
| JPS63109131A (ja) | 1986-10-24 | 1988-05-13 | Nippon Funmatsu Gokin Kk | 焼結合金摩擦材料 |
| JPH05179232A (ja) | 1991-12-26 | 1993-07-20 | Toshiba Tungaloy Co Ltd | ブレーキ用焼結金属摩擦材 |
| JPH07166278A (ja) * | 1993-12-15 | 1995-06-27 | Tokai Carbon Co Ltd | 銅系摺動材とその製造方法 |
| JPH09222143A (ja) | 1996-02-16 | 1997-08-26 | Toshiba Tungaloy Co Ltd | 鱗片状黒鉛添加焼結摩擦材料の製造方法 |
| JP2007107067A (ja) | 2005-10-14 | 2007-04-26 | Akebono Brake Ind Co Ltd | 銅系焼結摩擦材 |
| WO2014157089A1 (ja) * | 2013-03-25 | 2014-10-02 | 新日鐵住金株式会社 | 銅合金粉末、銅合金焼結体および高速鉄道用ブレーキライニング |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08135703A (ja) * | 1994-11-15 | 1996-05-31 | Aisin Chem Co Ltd | ステンレス製ロータ用摩擦材 |
| JPH09269026A (ja) * | 1996-03-29 | 1997-10-14 | Honda Motor Co Ltd | 焼結摩擦材 |
| JP3421724B2 (ja) * | 1999-09-13 | 2003-06-30 | 大同メタル工業株式会社 | 銅系摺動材料 |
| CN1784502B (zh) * | 2003-09-03 | 2010-05-12 | 株式会社小松制作所 | 烧结滑动材料及滑动构件 |
| JP4472979B2 (ja) | 2003-12-17 | 2010-06-02 | トヨタ自動車株式会社 | 肉盛用耐摩耗性銅基合金 |
| CN101591743A (zh) * | 2008-05-28 | 2009-12-02 | 北京人和路通科技有限公司 | 缓行器制动材料 |
| CN101493127B (zh) | 2008-10-31 | 2012-12-12 | 贵州新安航空机械有限责任公司 | 铜基粉末冶金高速闸片 |
| CN102676871A (zh) * | 2011-03-09 | 2012-09-19 | 北京古特莱航空科技发展有限公司 | 一种用于风力发电设备制动器的烧结摩擦材料及其制备方法 |
| CN104480342B (zh) * | 2014-12-12 | 2017-09-29 | 贵州新安航空机械有限责任公司 | 一种高摩擦系数耐腐蚀铜基刹车材料及其制备方法 |
| CN104525949B (zh) * | 2014-12-30 | 2017-07-07 | 广东省材料与加工研究所 | 一种高耐磨铜基摩擦复合材料及其制备方法 |
| JP6503229B2 (ja) * | 2015-05-28 | 2019-04-17 | 曙ブレーキ工業株式会社 | 高速鉄道車両用焼結摩擦材の製造方法 |
| CN105063459B (zh) | 2015-07-20 | 2017-05-17 | 广西民族大学 | 一种高速列车制动用铜基粉末冶金摩擦材料及其制备方法 |
| CN105240429B (zh) | 2015-10-27 | 2017-11-28 | 张荣斌 | 一种含钒半金属型刹车片 |
| CN106011520A (zh) * | 2016-06-28 | 2016-10-12 | 杭州前进齿轮箱集团股份有限公司 | 一种离合器用干式铜基粉末冶金摩擦材料及其制备方法 |
| CN106702204B (zh) * | 2017-02-17 | 2018-09-14 | 盐城工学院 | 铜基粉末冶金摩擦材料及其制备方法 |
-
2017
- 2017-04-07 WO PCT/JP2017/014586 patent/WO2018185944A1/ja active Application Filing
- 2017-04-07 JP JP2019511048A patent/JP6858842B2/ja active Active
- 2017-04-07 US US16/603,520 patent/US11534829B2/en active Active
- 2017-04-07 KR KR1020197032758A patent/KR20190132501A/ko active Search and Examination
- 2017-04-07 CN CN201780088994.9A patent/CN110650812B/zh active Active
- 2017-04-07 EP EP17904426.8A patent/EP3608043A4/en not_active Withdrawn
- 2017-04-07 BR BR112019020384A patent/BR112019020384A2/pt not_active Application Discontinuation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60106932A (ja) | 1983-11-14 | 1985-06-12 | Nippon Funmatsu Gokin Kk | 焼結摩擦材料 |
| JPS6119750A (ja) * | 1984-07-07 | 1986-01-28 | Toyota Motor Corp | 銅系焼結体 |
| JPS6280242A (ja) * | 1985-10-02 | 1987-04-13 | Nippon Kagaku Yakin Kk | 銅系焼結含油スラスト軸受 |
| JPS63109131A (ja) | 1986-10-24 | 1988-05-13 | Nippon Funmatsu Gokin Kk | 焼結合金摩擦材料 |
| JPH05179232A (ja) | 1991-12-26 | 1993-07-20 | Toshiba Tungaloy Co Ltd | ブレーキ用焼結金属摩擦材 |
| JPH07166278A (ja) * | 1993-12-15 | 1995-06-27 | Tokai Carbon Co Ltd | 銅系摺動材とその製造方法 |
| JPH09222143A (ja) | 1996-02-16 | 1997-08-26 | Toshiba Tungaloy Co Ltd | 鱗片状黒鉛添加焼結摩擦材料の製造方法 |
| JP2007107067A (ja) | 2005-10-14 | 2007-04-26 | Akebono Brake Ind Co Ltd | 銅系焼結摩擦材 |
| WO2014157089A1 (ja) * | 2013-03-25 | 2014-10-02 | 新日鐵住金株式会社 | 銅合金粉末、銅合金焼結体および高速鉄道用ブレーキライニング |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP3608043A4 |
| SUSUMU USUI: "Sintered Metallic Friction Materials", BULLETIN OF THE JAPAN INSTITUTE OF METALS, vol. 22, no. 8, 20 August 1983 (1983-08-20), pages 737 - 744, XP055639778, DOI: 10.2320/materia1962.22.737 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109322950A (zh) * | 2018-10-24 | 2019-02-12 | 北京天仁道和新材料有限公司 | 一种刹车片及其制备方法 |
| AT522255A1 (de) * | 2019-03-13 | 2020-09-15 | Miba Frictec Gmbh | Reibbelag |
| EP3708276A1 (de) * | 2019-03-13 | 2020-09-16 | Miba Frictec GmbH | Reibbelag |
| CN111692256A (zh) * | 2019-03-13 | 2020-09-22 | 米巴摩擦技术有限公司 | 摩擦衬片 |
| AT522255B1 (de) * | 2019-03-13 | 2022-01-15 | Miba Frictec Gmbh | Reibbelag |
| US11512753B2 (en) | 2019-03-13 | 2022-11-29 | Miba Frictec Gmbh | Friction lining |
| CN109854650A (zh) * | 2019-03-27 | 2019-06-07 | 山东百德瑞轨道交通科技有限公司 | 一种高速列车闸片用摩擦单元及其制备方法 |
| CN111779781A (zh) * | 2020-07-08 | 2020-10-16 | 北京浦然轨道交通科技股份有限公司 | 一种闸片及其制作方法 |
| CN111779781B (zh) * | 2020-07-08 | 2022-12-09 | 北京浦然轨道交通科技股份有限公司 | 一种闸片及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6858842B2 (ja) | 2021-04-14 |
| CN110650812A (zh) | 2020-01-03 |
| EP3608043A4 (en) | 2020-11-04 |
| EP3608043A1 (en) | 2020-02-12 |
| KR20190132501A (ko) | 2019-11-27 |
| US20200038959A1 (en) | 2020-02-06 |
| BR112019020384A2 (pt) | 2020-04-22 |
| CN110650812B (zh) | 2022-04-05 |
| JPWO2018185944A1 (ja) | 2019-12-12 |
| US11534829B2 (en) | 2022-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018185944A1 (ja) | 焼結摩擦材 | |
| JP6820943B2 (ja) | 鉄道車両用焼結摩擦材及びその製造方法 | |
| US20140109723A1 (en) | Sintered friction material for high-speed railway | |
| WO2016190403A1 (ja) | 高速鉄道車両用焼結摩擦材とその製造方法 | |
| US20160047016A1 (en) | Copper alloy powder, sintered copper alloy body, and brake lining for use in high-speed railways | |
| CN106238722B (zh) | 一种具有高摩擦系数的制动闸片及其制备方法 | |
| JP6880235B2 (ja) | 鉄道車両用ブレーキライニング、これを用いた鉄道車両用ディスクブレーキシステム、及び、鉄道車両用ブレーキライニングに用いられる焼結摩擦材 | |
| WO2020090725A1 (ja) | 焼結摩擦材及び焼結摩擦材の製造方法 | |
| TWI680188B (zh) | 燒結摩擦材料 | |
| JP2019163540A (ja) | 高速鉄道車両用焼結摩擦材 | |
| Asif et al. | Wear characteristic of Al-based metal matrix composites used for heavy duty brake pad applications | |
| JP7401233B2 (ja) | 焼結摩擦材及び焼結摩擦材の製造方法 | |
| JP2022072561A (ja) | 摩擦係数を測定する方法 | |
| JPH10140274A (ja) | 鉄道車両ブレーキディスク用複合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17904426 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019511048 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112019020384 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 20197032758 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017904426 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017904426 Country of ref document: EP Effective date: 20191107 |
|
| ENP | Entry into the national phase |
Ref document number: 112019020384 Country of ref document: BR Kind code of ref document: A2 Effective date: 20190927 |