WO2018079945A1 - 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스 - Google Patents
핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스 Download PDFInfo
- Publication number
- WO2018079945A1 WO2018079945A1 PCT/KR2017/001834 KR2017001834W WO2018079945A1 WO 2018079945 A1 WO2018079945 A1 WO 2018079945A1 KR 2017001834 W KR2017001834 W KR 2017001834W WO 2018079945 A1 WO2018079945 A1 WO 2018079945A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot stamping
- aluminum
- aluminum alloy
- aluminum case
- case
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, bars, tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/52—Making hollow objects characterised by the use of the objects boxes, cigarette cases, or the like
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
Definitions
- the present invention relates to a method of manufacturing a hot stamping aluminum case and a hot stamping aluminum case manufactured by the method, more specifically, to reduce the processing cost and time without the occurrence of defects such as pinholes, shrinkage, cracks, pores, etc.
- the present invention relates to a method for manufacturing a hot stamping aluminum case, and a hot stamping aluminum case manufactured by the method.
- Aluminum alloys are lightweight and have excellent corrosion resistance and processability, making them widely used in almost all industries such as automotive, aircraft, construction, machinery, and electronics.
- aluminum (Al) is easy to cast, alloys easily with other metals, is easy to process at room temperature and high temperature, has strong corrosion resistance in the air, and has excellent electrical and thermal conductivity, and thus is widely used throughout the industry.
- aluminum alloys in which aluminum is mixed with other metals are used.
- aluminum alloys include aluminum (Al), copper (Cu), silicon (Si), magnesium (Mg), zinc (Zn), iron (Fe), manganese (Mn), nickel (Ni), tin (Sn), and the like. It is formed by mixing different metals in a predetermined ratio, and may be classified into a casting aluminum alloy such as silumine and lautal and a processing aluminum alloy such as duralumin, hydronallium and almine according to the type and content of the mixed metal.
- die casting is widely used as a method for producing a product using such an aluminum alloy.
- Die casting is obtained by injecting molten metal into a precisely machined mold according to a required casting shape to obtain castings identical to those of a mold. Precision casting method.
- the size of the produced product is accurate, so there is little need for finishing, excellent mechanical properties, mass production, and low production cost. And it is used in many fields, such as a measuring instrument.
- the added amount of silicon (Si) has a disadvantage that can not express the inherent gloss and texture of the metal, and the manufacture of the metal case using such a die casting process is made to optimize the process required for production It is not supported. Accordingly, there is a need for development of a manufacturing process that is easier and more productive, while utilizing the inherent gloss and texture of the metal and increasing the physical properties of the aluminum alloy.
- Korean Patent Laid-Open Publication No. 10-2012-0085397 discloses that an internal and external material for a thin and light portable electronic device may be cast using an aluminum silicon zinc alloy for die casting.
- the alloy used for die casting has low tensile strength and elongation, and 2) the process for stable dimension, post-processing and yield increase is not optimized.
- Pore during die casting process And defects such as dimensional inconsistency, and 4) there was a problem of difficult processing and surface treatment.
- the present invention has been made to solve the above problems, the problem to be solved by the present invention is to increase the tensile strength and elongation, to optimize the process for the stable dimensions, post-processing and yield increases, pinhole during the process It is an object of the present invention to provide a method for manufacturing a hot stamped aluminum case and a hot stamped aluminum case manufactured by the method, such that defects such as shrinkage, cracks, and pores do not occur.
- Another object is to provide a manufactured hot stamped aluminum case.
- the present invention (1) preheating the Al-Zn-Mg-Cu-based aluminum alloy (2) extruding the preheated aluminum alloy into a flat bar (3) Hot stamping the flat bar above a solution temperature of an alloy (Solvus Temperature); (4) quenching the hot stamped flat bar; and (5) artificial aging step of heating the quenched flat bar.
- the hot stamping step of step (3) provides a method of manufacturing a hot stamping aluminum case that does not include a solution process.
- the Al-Zn-Mg-Cu-based aluminum alloy of the step (1) is Mg: 1.0 ⁇ 2.2 wt%, Zn: 4.0 ⁇ 5.5 wt%, Cu: 0.1 ⁇ 0.9 wt% And the remaining Al and inevitable impurities.
- the preheating temperature of step (1) may be 350 ⁇ 550 °C.
- the extrusion ratio of the cross-sectional area of the aluminum alloy before and after extrusion in the step (2) may be 30 to 60.
- the heating temperature during the hot stamping step (3) is 350 ⁇ 550 °C
- the heating time may be 5 seconds ⁇ 1 hour.
- the hot stamping step (3) may not include a solution process.
- the quenching of step (4) may be performed with a fluid or water.
- the quenching of step (4) may be performed within 30 seconds after performing step (3).
- the quench of step (4) may be performed within 3 seconds after performing step (3).
- the artificial aging step (5) is 1) the first heat treatment step performed for 4 to 6 hours in the 100 ⁇ 110 °C section and 2) 6 in the 170 ⁇ 180 °C section It may be a two-stage heat treatment, including; a second heat treatment step performed for ⁇ 8 hours, the temperature increase rate may be 0.5 ⁇ 50 °C / min.
- the present invention is made of Mg: 1.0 to 2.2% by weight, Zn: 4.0 to 5.5% by weight, Cu: 0.1 to 0.9% by weight and the remaining Al and inevitable impurities, the average Rockwell B hardness is We offer hot stamping aluminum case which is 50 ⁇ 65 HRB.
- the hot stamping aluminum case manufacturing method of the present invention and the aluminum case manufactured by the method increases the tensile strength and elongation of the aluminum alloy, optimizes the process for stable dimension, post-processing and yield increase, and during the process Physical properties can be increased by preventing defects such as pinholes, shrinkage, cracks, and pores.
- the process can be easily performed to reduce the processing cost and time of the aluminum alloy material, and at the same time it can maintain excellent properties such as strength, hardness of the alloy.
- FIG. 1 is a flowchart of an aluminum case manufacturing process using a hot stamping process according to an embodiment of the present invention.
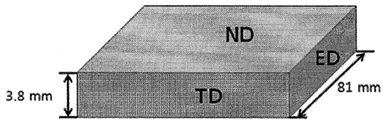
- Figure 2 schematically shows an extruded aluminum alloy flat bar according to an embodiment of the present invention.
- Figure 3a is a photograph of the aluminum alloy flat bar and the specimen after performing the extrusion step according to an embodiment of the present invention.
- Figure 3b is a photograph of the specimen of the aluminum alloy flat bar after performing a quenching step according to an embodiment of the present invention.
- Figure 3c is a photograph of the specimen of the aluminum alloy flat bar after performing the artificial aging heat treatment step according to an embodiment of the present invention.
- Figure 4a is an optical micrograph of the aluminum alloy flat bar after performing the extrusion step according to an embodiment of the present invention.
- Figure 4b is an optical micrograph of the aluminum alloy flat bar after performing the quenching step according to an embodiment of the present invention.
- Figure 4c is an optical micrograph of the aluminum alloy flat bar after performing an artificial aging heat treatment step according to an embodiment of the present invention.
- Figure 5a is an image and a graph measuring the EDS of the aluminum alloy flat bar specimens after performing the extrusion step according to an embodiment of the present invention.
- 5B is an image and a graph of measuring EDS of an aluminum alloy flat bar specimen after performing a quenching step according to an embodiment of the present invention.
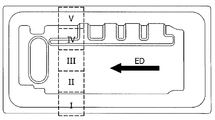
- Figure 6 is a photograph of the hot stamping metal case forging mold according to an embodiment of the present invention.
- the present invention provides the steps of (1) preheating the Al-Zn-Mg-Cu-based aluminum alloy (2) extruding the preheated aluminum alloy into a flat bar (3) a solid solution temperature of the alloy. Hot stamping (Solvus Temperature) or more (4) Quenching the hot stamped flat bar (Quenching) and (5) Artificial aging step of heating the quenched flat bar manufacturing method of a hot stamping aluminum case
- the present invention has been sought to solve the above problems. This increases the tensile strength and elongation of the aluminum alloy, optimizes the process for stable dimensions, post-processing and yield improvement, and prevents defects such as pinholes, shrinkage, cracks, and pores during the process. You can increase it. It is also possible to express the metallic luster and texture.
- the present invention performs the quenching step and the artificial aging step after performing the hot stamping process, which is one of the forging methods used in steel rather than the die casting process, to satisfy the ease of the process by adding the processing cost and time of the aluminum alloy material It is possible to obtain an aluminum case having excellent physical properties by a simple process by preventing defects such as pinholes, shrinkage, cracks, and pores in the aluminum alloy material, and increasing physical properties such as strength and hardness of the aluminum alloy.
- Figure 1 is a flow chart of the aluminum case manufacturing process using a hot stamping process according to an embodiment of the present invention.
- the Al-Zn-Mg-Cu-based aluminum alloy is preheated and then extruded into a flat bar, and the flat bar has a solid solution temperature of the alloy. It can be seen that the step of performing a quench (Quenching) after hot stamping (Solvus Temperature) or more.
- the aluminum alloy used in the present invention is an Al-Zn-Mg-Cu-based aluminum alloy and is a four-element alloy.
- This is an alloy of 7000 series which is the Al-Zn-Mg-Cu based heat treatment type aluminum alloy having the highest strength among the 7000 series aluminum alloys which are Al-Zn-Mg-Cu based heat treatment type aluminum alloys.
- the 7000 series aluminum alloy is the extruded alloy and has the highest strength among the aluminum alloys.
- the 7000 series aluminum alloy can be used as aircraft structural materials, machine parts, ships and automobile parts and structural materials.
- the 7000-based aluminum alloy When manufacturing an aluminum case using the 7000-based aluminum alloy, the 7000-based aluminum alloy is about 60% stronger than other aluminum alloys, such as a mobile communication terminal such as a smartphone and a digital camera that can be easily damaged by an impact. It can be mainly used as a frame of the electronic device, and has a function of protecting the electronic device from damage caused by an impact.
- the Al-Zn-Mg-Cu-based aluminum alloy is composed of Mg: 1.0 to 2.2% by weight, Zn: 4.0 to 5.5% by weight, Cu: 0.1 to 0.9% by weight and the remaining Al and inevitable impurities Can be.
- Magnesium (Mg) is added to improve corrosion resistance, strength and elongation, and to reduce weight and machinability.
- the magnesium (Mg) may be formed to quickly form an oxide layer (MgO) on the surface of the product, the oxide layer (MgO) may act as a coating film on the surface to improve the corrosion resistance.
- the magnesium may be included preferably 1.0 to 2.2% by weight, more preferably 1.3 to 2.0% by weight. If the amount of magnesium added is less than 1.0% by weight, the effect of the addition is insufficient, resulting in a decrease in corrosion resistance, strength and elongation, and reduction in weight and machinability. On the contrary, when the added amount of magnesium exceeds 2.2% by weight, a problem may occur that Mg starts firing as Mg starts to ignite.
- Zinc (Zn) is added to improve the corrosion resistance and strength.
- the zinc can improve the strength of the aluminum alloy case through age hardening.
- the zinc may preferably be included in 4.0 to 5.5% by weight, more preferably 4.2 to 5.2% by weight. If the addition amount of zinc is less than 4.0% by weight may cause a problem of lowering the corrosion resistance and strength, and if the addition amount of zinc is more than 5.5% by weight may cause a problem of deterioration of physical properties such as corrosion resistance and weldability.
- Copper (Cu) is to improve the strength and ductility through hardness, precipitation hardening
- the copper can improve the corrosion resistance, improve the flowability of the molten alloy and improve the strength.
- the copper may be preferably included in an amount of 0.1 to 0.9 wt%, more preferably 0.3 to 0.9 wt%, and more preferably 0.5 to 0.8 wt%. If the amount of copper added is less than 0.1% by weight, the fluidity of the aluminum alloy molten metal is lowered, and the surface of the aluminum case may be easily damaged from corrosion. If the added amount of copper exceeds 1.2% by weight, corrosion resistance, weldability, and extrudability may be degraded and corrosion may occur.
- Aluminum (Al) is added to improve stable corrosion resistance and high strength properties and to increase fluidity.
- the aluminum may preferably comprise the remainder except for magnesium, zinc, copper and unavoidable impurities in the aluminum alloy.
- the impurities in the aluminum that may cause corrosion of the alloy when contained in a large amount of more than a predetermined weight% in the aluminum alloy is adjusted so as not to be more than 0.005% by weight during the manufacturing process, hot having a stable corrosion resistance and high strength properties Stamped aluminum cases can be manufactured.
- Figure 5a is an image and a graph measuring the EDS of the aluminum alloy flat bar specimen after performing the extrusion step according to Example 1 of the present invention
- Figure 5b is performing a quenching step according to Example 1 of the present invention
- composition of the aluminum alloy flat bar specimen of the present invention is represented by Mg: 1.34% by weight, Zn: 4.42% by weight, Cu: 0.69% by weight, Al: 93.55% by weight. This confirms that the composition ratio of the alloy is maintained as originally designed even after performing the extrusion step.
- composition of the aluminum alloy flat bar specimen of the present invention is still composition Mg: 1.34% by weight, Zn: 4.42% by weight, Cu: 0.69% by weight, Al: 93.55 It can be seen that the weight percentage. That is, it can be seen that the composition ratio of the initially designed alloy is maintained even through the extrusion, hot stamping, or quenching steps.
- the pre-heating temperature may be preferably 350 ⁇ 550 °C, more preferably Preferably 400-500 ° C.
- the preheating temperature it is possible to maintain a temperature that is easy to perform the hot stamping step by compensating for the temperature loss occurring during the movement to the forging machine before performing the hot stamping step and the temperature loss due to the later quenching delay.
- the preheating temperature is less than 350 ° C., it may be difficult to perform the hot stamping step because the temperature loss may not be sufficiently compensated for. In addition, if the preheating temperature is higher than 550 ° C., the performance of the process may be more complicated, which may result in a decrease in productivity.
- the preheating time during the preheating may be preferably within 2 hours, more preferably within 1 hour, and the temperature increase rate during the preheating may be preferably 5 to 50 ° C./min.
- the aluminum alloy billet may be extruded into a rectangular cross section through the step of extruding the aluminum alloy into a flat bar, thereby easily manufacturing a desired aluminum case.
- Extrusion container used in the extrusion may be used without limitation in shape and size if the aluminum alloy can be produced in a flat bar having a rectangular cross-section after performing the extrusion step, but preferably The diameter can be 10-1000 mm and the cross-sectional area can be 300-5000 mm 2 .
- the extrusion speed may be 3mm / sec or more.
- Figure 2 schematically shows an extruded aluminum alloy flat bar according to an embodiment of the present invention.
- an extrusion ratio representing the ratio of the cross-sectional area of the aluminum alloy before and after extrusion during the extrusion may be preferably 30 to 60, more preferably 35 to 55.
- the extrusion ratio is within the above range, a flat bar without cracks or the like on the surface can be obtained. If the extrusion ratio is less than 30 may cause a problem that the extrudability is lowered, if the extrusion ratio is more than 60 may increase the extrusion load to cause a problem such as cracks on the surface of the flat bar.
- Figure 4a is an optical micrograph of the aluminum alloy flat bar after performing the extrusion step according to Example 1 of the present invention
- Figure 4b is an aluminum alloy flat bar after performing the quenching step according to Example 1 of the present invention
- 4C is an optical micrograph of the aluminum alloy flat bar after performing an artificial aging heat treatment step according to Example 1 of the present invention.
- the optical micrograph of FIG. 4A shows that all of the microstructures of the flat bar after extrusion show typical tissue shapes of the extruded specimens.
- the ED and ND surface photographs show that the grain size is small and rounded at the corners, because recrystallization proceeds due to hot extrusion, but the grain growth does not occur properly due to the rapid cooling rate.
- the cooling rate is relatively slow after hot extrusion in the center of the ED and ND faces, it can be confirmed that the grain size is relatively large.
- a slight variation in grain size occurs depending on the part of the specimen, but defects such as pinholes, shrinkage, cracks, and pores are not observed, and thus it can be seen that excellent physical properties can be maintained even when extrusion is performed.
- the microstructure of the flat bar was observed.
- the microstructure in the flat part showed a general forged structure, and the crystal grains were formed long. can confirm.
- the structure is also deformed according to the curvature of the specimen under stress at the edge of the deformed part.
- defects such as pinholes, shrinkage, cracks, and pores are not observed in the specimen, and thus excellent physical properties. It can be seen that it has.
- optical micrographs of the specimens of the aluminum alloy flat bar after the artificial aging heat treatment step of FIG. 4c show no defects such as pinholes, shrinkage, cracks, pores, etc., and thus have excellent physical properties. have.
- Hot stamping is a kind of processing heat treatment technology that transforms a mold into a hard structure at the same time as forming a part in a mold, and it is a technology that can improve the strength while processing a shape.
- By performing the hot stamping step it is possible to obtain the effect that can be achieved when using a conventional high-strength steel forming process even with a material of a normal steel level and a small molding load.
- the hot stamping step may be preferably carried out in the process of 1) heating of the sheet material 2) press working by the mold.
- the heating temperature at the time of heating the plate is performed above the solid solution temperature of the aluminum alloy used.
- the solid solution temperature means a temperature at which steel is dissolved in a solid solution, and according to a preferred embodiment of the present invention, the solid solution temperature of the aluminum alloy is 400 to 440 ° C. That is, the aluminum alloy of the present invention can be dissolved into a solid solution only by performing hot stamping heating at a temperature higher than the solid solution temperature, so that a later process can be performed.
- the heating temperature may be 400 to 600 ° C., and the heating time may be 5 seconds to 1 hour. More preferably, the heating temperature may be 420 ⁇ 550 °C, the heating time may be 30 seconds to 30 minutes. If the heating temperature is less than 400 °C or the heating time is less than 30 seconds, the aluminum alloy may not be sufficiently dissolved in a solid solution, it is difficult to carry out the subsequent process and may not achieve the target strength. In addition, if the heating temperature exceeds 600 ° C or the heating time exceeds 1 hour, a problem may occur that the strength is reduced after hot stamping.
- Figure 6 is a photograph of the hot stamping metal case forging mold according to an embodiment of the present invention.
- the hot stamping molding may be performed by pressing the heated flat bar using the forging die as shown in the drawing, and thus, an aluminum case having a desired material, shape, and strength may be obtained.
- the press working may be performed at a falling speed of 100 to 700 mm / sec conditions of the press.
- the hot stamping process may not include a solution solution process.
- Solution solution refers to a process for heating the alloy above the temperature at which the alloy is dissolved in a solid solution to maintain a sufficient time and then quenching and preventing the precipitation.
- the aluminum alloy was processed in such a manner as to include a solution solution at a temperature, and to control the temperature and time of the solution step to suppress expansion of bubbles contained in the manufactured aluminum alloy or to block the formation of blisters. .
- the present invention can perform the process of aluminum alloy without including such a solution process to reduce the excessive processing cost and time to satisfy the ease of processing and at the same time the strength, hardness, etc. when performing the solution step
- the aluminum case which shows the physical property of can be manufactured. That is, the present invention can produce an aluminum case excellent in physical properties such as strength and hardness as in the case of performing the solution step even in a simple process that does not include the solution step, thereby reducing the defects of the cast product, This has an increasing effect.
- the quenching step has an effect of maintaining the shape and characteristics by cooling the hot bar formed by the hot stamping step.
- it is preferable to perform cooling in a state in which the press die is closed after performing hot stamping. This is because the inside of the mold is maintained at a high temperature immediately after hot stamping molding, and therefore, when the mold is immediately opened and cooled, the characteristics and shape of the material may be deformed.
- the quenching may be preferably performed with a fluid or water. Specifically, it may be performed by quenching in liquid water, or may be performed using water in a spray state such as fine droplets. Moreover, it can also cool using fluids, such as oil, whose temperature is higher than water.
- the quenching may be performed within 30 seconds after performing the hot stamping step (3), more preferably may be performed within 24 seconds, more preferably It may be performed within 12 seconds, most preferably within 3 seconds.
- the quenching is performed within the short time of the range after performing the hot stamping of step (3), the tensile strength and elongation of the aluminum alloy is increased, and defects such as pinholes, shrinkage, cracks, and pores do not occur. Can be improved.
- the hot stamping aluminum case manufacturing method of the present invention and the aluminum case manufactured by the method increases the tensile strength and elongation of the aluminum alloy, optimizes the process for stable dimension, post-processing and yield increase, and during the process Physical properties can be increased by preventing defects such as pinholes, shrinkage, cracks, and pores from occurring.
- the process can be easily performed to reduce the processing cost and time of the aluminum alloy material, and at the same time it can maintain excellent properties such as strength, hardness of the alloy.
- the aluminum flat bar subjected to the quenching step may increase the strength by further performing an artificial aging step of heating.
- an aluminum case can be obtained in which strength is improved and physical properties without defects such as pinholes, shrinkage and cracks are increased.
- the artificial aging step is preferably 1) the first heat treatment step performed for 4 to 6 hours in the 100 ⁇ 110 °C section and 2) the second heat treatment step performed for 6 to 8 hours in the 170 ⁇ 180 °C section
- It may be a two-stage heat treatment, including, the temperature increase rate when performing the heat treatment step may be 0.5 ⁇ 50 °C / min.
- the artificial aging heat treatment is performed within the range of the heating temperature and the heating time and the heating rate is maintained within the above range, defects such as pinholes, cracks, and shrinkage are not found in the aluminum case, and the precipitation strengthening effect is excellent.
- the incidence of blisters due to the expansion of bubbles present in the aluminum alloy is significantly lowered, and excellent physical properties such as high strength and hardness can be expressed.
- the temperature exceeds 110 ° C. when performing the first heat treatment step or the temperature exceeds 180 ° C. when the second heat treatment step is performed, or when the heat treatment time exceeds 6 hours and 8 hours, respectively, when the first and second heat treatment steps are performed.
- the compressed bubble existing in the aluminum alloy may expand and cause blister to increase.
- the temperature is less than 100 °C when performing the first heat treatment step or the temperature is less than 170 °C when performing the second heat treatment step, or the heat treatment time is less than 4 hours, less than 6 hours each when performing the first and second heat treatment, aluminum case A problem may occur in which physical properties such as strength, hardness, etc. are lowered.
- the hot stamping aluminum case obtainable through the present invention is made of an Al-Zn-Mg-Cu-based alloy, and there is no limitation as long as it is a case obtainable through the above manufacturing process that does not include a solution process. .
- the hot stamping aluminum case obtainable through the present invention is the Al-Zn-Mg-Cu-based alloy of Mg: 1.0 to 2.2 wt%, Zn: 4.0 to 5.5 wt%, Cu: 0.1 to 1.2 wt%
- the Rockwell hardness refers to the hardness measured by the Rockwell hardness tester as a resistance to deformation, preferably Rockwell B hardness measured by Rockwell hardness tester scale B.
- the average Rockwell B hardness is a value measured for four specimens except the two specimens at the edge after cutting the artificial aging flat bar into six specimens. Specifically, the Rockwell B hardness is measured five times for each specimen, and the average Rockwell B hardness value is derived by removing the maximum and minimum values and averaging them.
- the average Rockwell B hardness of the hot stamping aluminum case obtainable through the present invention is 50-65 HRB.
- the average Rockwell B hardness may be preferably 55 to 63 HRB, more preferably 58 to 61 HRB.
- the aluminum case having a Rockwell B hardness value within the above range has a strong resistance to deformation, thereby better tolerate external forces or impacts, and may have excellent strength.
- the present invention can obtain an aluminum case having the above excellent Rockwell B hardness value, in which case it does not include the solution step and has the above excellent hardness value and at the same time, there are few cracks, pores, etc. on the surface. Appear and is easy to process. If the average Rockwell B hardness is less than 50, the aluminum case may be easily deformed by an external force or impact. In addition, if the average Rockwell B hardness exceeds 65 by performing the solution process, an aluminum case having excellent physical properties can be obtained, but more defects appear on the surface in the process, and the process is complicated and takes a long time to facilitate process. Falling problems can occur.
- Table 3 shows the Rockwell B hardness of the aluminum case according to various embodiments of the present invention
- the hot stamping aluminum case according to the present invention has an average Rockwell B hardness of 50 ⁇ 65 HRB.
- the average Rockwell B hardness value exhibits properties similar to those of the aluminum alloy material of Comparative Examples 1 to 6 manufactured by a process including a solution solution step. In other words, it is possible to reduce the process time with a simpler process by carrying out the process without including the solution step, and at the same time, to obtain an aluminum case having properties similar to those of performing the process including the solution step. It can be seen that.
- Hot stamping aluminum case obtained through the present invention can be used without any limitation, if there is a general need to mitigate the impact, etc., preferably can be used as a case for a mobile device. This is because the hot stamping aluminum case of the present invention can express the inherent gloss and texture of the metal, and is excellent in strength to easily protect a vulnerable mobile device from impact.
- the hot stamping aluminum case manufactured by using a 7000 series aluminum alloy of the present invention through a hot stamping process that does not include a solution process may express the inherent gloss and texture of the metal, and does not include a solution process. It is excellent in process usability by performing the stamping process, and can be stably performed to increase the yield, thereby improving productivity, and having excellent strength without causing defects such as cracks and shrinkage, and thus having increased physical properties.
- the aluminum case of the present invention may not only be utilized when a shock mitigation is needed, but also may be utilized as a case for a mobile device.
- the 7000 series aluminum alloy was designed with components of Mg: 1.34 wt%, Zn: 4.42 wt%, Cu: 0.69 wt%, and Al: 93.55 wt%.
- Cylindrical billets with a diameter of 5 inches (127 mm) cast according to the alloy design as described above were preheated to 470 ° C. in a billet preheating furnace for 1 hour, and then made into a hot extrusion mold made of SKD 61, 81 mm thick, 3.8 mm thick. The flat bar of the cross section of was extruded.
- the extrusion was carried out with a diameter of 135 mm, a cross-sectional area of 14,314 mm 2, and a cross-sectional area of the product of 308 mm 2 with an extrusion ratio of 46.5.
- a hot stamping process consisting of two steps of 1) heating of the sheet material and 2) pressing by the mold was performed.
- the plate was heated to 470 ° C. for 300 seconds, and then hot stamping molding was performed by press working with a mold.
- the hot stamped flat bar was immediately immersed in water in 3 seconds to perform a quenching step.
- the flat bar subjected to the hot stamping and quenching process was subjected to a first heat treatment at 105 ° C. for 5 hours and a second heat treatment at 175 ° C. for 7 hours to perform two steps of artificial heating treatment.
- the hot stamping aluminum case was manufactured in the same manner as in Example 1 according to the amount of Cu in the aluminum alloy of Table 1, the process execution time, and the temperature.
- a hot stamping aluminum case was manufactured in the same manner as in Example 1, except that the solution was subjected to a solution solution for 20 minutes at 470 ° C. during the hot stamping process.
- a hot stamping aluminum case was manufactured in the same manner as in Example 1 except for the following.
- a hot stamping aluminum case was manufactured in the same manner as in Example 1 except for the following.
- a hot stamping aluminum case was manufactured in the same manner as in Example 1 except for the following.
- a hot stamping aluminum case was manufactured in the same manner as in Example 1 except for the following.
- Table 2 shows the specifications of the reagents used in the experimental examples of the present invention.
- the ED surface was mounted using a clip to observe the change of the microstructure of the specimen through hot stamping. Cold mounting was performed because the specimens could be deformed even in fine heat.
- Figure 3a is a photograph of the aluminum alloy flat bar and the specimen after performing the extrusion step according to an embodiment of the present invention
- Figure 3b is an aluminum alloy after performing a quenching step according to an embodiment of the present invention
- Figure 3c is a photograph of the specimen of the flat bar
- Figure 3c is a photograph of the specimen of the aluminum alloy flat bar after performing the artificial aging heat treatment step according to an embodiment of the present invention.
- Examples 1 to 18 have a mean Rockwell B hardness, compared to Comparative Examples 1 to 6, in which the aluminum case was prepared by performing the solution even though the hot stamping step was performed without including the solution. Have a similar value.
- an aluminum case having excellent physical properties can be obtained by generating or eliminating defects such as pinholes, shrinkage, cracks, and pores on the surface of the manufactured aluminum case.
- the aluminum case manufactured according to the present invention can achieve process ease by reducing the process cost and time by performing a process without performing a solution solution process, and at the same time, manufactured by performing a troublesome solution solution process. It is possible to obtain an aluminum case having hardness, strength, and the like similar to the case, and less surface defects, which have remarkably superior physical properties.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
Abstract
본 발명의 핫스탬핑 알루미늄 케이스 제조방법 및 그 방법에 의해 제조된 알루미늄 케이스는 알루미늄 합금의 인장강도 및 신율을 증대시키며, 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정을 최적화하고, 공정 수행 중 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하여 물성을 증대시킬 수 있다. 또한, 공정 수행이 용이하여 알루미늄 합금 소재의 가공비용 및 시간을 절감할 수 있고 그와 동시에 합금의 강도, 경도 등의 물성은 우수하게 유지할 수 있다.
Description
본 발명은 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스에 관한 것으로, 보다 상세하게는 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않고 가공비용 및 시간을 절감할 수 있는 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스에 관한 것이다.
알루미늄합금은 중량이 가볍고 내식성과 가공성이 우수하여 자동차, 항공기, 건축, 기계, 전자 등 거의 모든 산업 분야에 걸쳐 널리 사용되고 있는 합금이다. 일반적으로 알루미늄(Al)은 주조가 용이하며 다른 금속과 합금이 용이하게 합금되고 상온 및 고온 가공이 용이하며, 대기 중에서 내식력이 강하고 전기 및 열의 전도성 등이 우수하여 산업 전반에서 널리 사용되고 있다.
알루미늄 자체는 다른 금속들에 비하여 강도가 높지 않기 때문에 알루미늄에 다른 금속을 혼합한 알루미늄 합금(Aluminum alloy)이 많이 사용된다. 또한, 알루미늄 합금은 알루미늄(Al)에 구리(Cu), 규소(Si), 마그네슘(Mg), 아연(Zn), 철(Fe), 망간(Mn), 니켈 (Ni) 및 주석(Sn) 등의 다른 금속을 일정 비율로 혼합하여 형성되는데, 혼ㄱ합하는 금속의 종류 및 함량에 따라 실루민 및 라우탈과 같은 주조용 알루미늄 합금과 두랄루민, 하이드로날륨 및 알민 등의 가공용 알루미늄 합금으로 구분할 수 있다.
또한, 이와 같은 알루미늄 합금을 이용하여 제품을 생산하기 위한 방법으로 다이캐스팅(die casting)이 많이 사용되는데, 다이캐스팅은 필요한 주조 형상에 맞추어 정확하게 기계가공된 금형에 용융금속을 주입하여 금형과 똑같은 주물을 얻는 정밀주조방법이다.
앞서 설명한 다이캐스팅에 따르면, 생산되는 제품의 치수가 정확하므로 다듬질할 필요가 거의 없고 기계적 성질이 우수하며, 대량생산이 가능하고 생산 비용이 저렴하기 때문에 높은 양산성을 가지고 자동차부품, 전기기기, 광학기기 및 계측기 등 여러 분야에서 많이 이용되고 있다.
하지만, 다이캐스팅의 경우 첨가된 다량의 실리콘(Si)으로 인하여 금속 고유의 광택 및 질감을 표현할 수 없는 단점을 가지고 있으며, 이러한 다이캐스팅 공정을 이용한 메탈케이스의 제조는 제품생산을 위해 필요한 공정의 최적화가 이루어지지 못한 상태이다. 이에 따라 보다 용이하고 생산성이 높으면서도 금속 고유의 광택 및 질감을 살리고 알루미늄 합금의 물성을 증대시킬 수 있는 제조 공정에 대한 개발이 필요한 상황이다.
이와 관련, 한국공개특허 10-2012-0085397에서는 다이캐스팅용 알루미늄 실리콘 아연 합금을 이용해 얇고 가벼운 휴대용 전자기기용 내외장재를 주조할 수 있음을 개시하고 있다. 그러나 기존의 다이캐스팅의 경우 1) 다이캐스팅에 적용되고 있는 합금은 인장강도 및 신율이 낮으며 2) 이에 대한 안정적인 치수, 후 가공 처리 및 수율 증대를 위한 공정이 최적화 되어 있지 않고 3) 다이캐스팅 공법 수행 중에 기공 및 치수 불일치 등의 결함이 발생하며 4) 후 가공 및 표면처리가 어려운 문제점이 있었다.
본 발명은 상기의 문제점을 해결하기 위하여 안출된 것으로, 본 발명이 해결하려는 과제는 인장강도 및 신율을 증대시키며, 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정을 최적화하고, 공정 수행 중 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하는 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스를 제공하는 데에 목적이 있다.
또한, 공정 수행이 용이하여 알루미늄 합금 소재의 가공비용 및 시간을 절감할 수 있고 그와 동시에 합금의 강도, 경도 등의 물성은 우수하게 유지될 수 있는 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스를 제공하는 데에 또 다른 목적이 있다.
상술한 과제를 해결하기 위하여 본 발명은, (1) Al-Zn-Mg-Cu계 알루미늄 합금을 예열하는 단계 (2) 상기 예열된 알루미늄 합금을 플랫바(flat bar)로 압출하는 단계 (3) 상기 플랫바를 합금의 고용온도(Solvus Temperature) 이상으로 핫스탬핑하는 단계 (4) 상기 핫스탬핑한 플랫바를 급냉(Quenching)하는 단계 및 (5) 상기 급냉한 플랫바를 가열하는 인공시효 단계를 포함하며, 상기 (3) 단계의 핫스탬핑 단계는 용체화 공정을 포함하지 않는 핫스탬핑 알루미늄 케이스의 제조방법을 제공한다.
본 발명의 바람직한 일실시예에 따르면, 상기 (1) 단계의 Al-Zn-Mg-Cu계 알루미늄 합금은 Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 0.9 중량%와 나머지 Al 및 불가피한 불순물로 구성될 수 있다.
본 발명의 바람직한 다른 일실시예에 따르면, 상기 (1) 단계의 예열 온도가 350 ~ 550 ℃일 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (2) 단계의 압출시 압출 전후 알루미늄 합금의 단면적의 압출비(Extrusion Ration)가 30 ~ 60 일 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (3) 단계의 핫스탬핑시 가열 온도가 350 ~ 550 ℃이고, 가열 시간은 5초 ~ 1시간 일 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (3) 단계의 핫스탬핑 단계는 용체화 공정을 포함하지 않을 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (4) 단계의 급냉은 유체 또는 물로 수행될 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (4) 단계의 급냉은 (3)단계를 수행한 후 30초 이내에 수행될 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (4) 단계의 급냉은 (3)단계를 수행한 후 3초 이내에 수행될 수 있다.
본 발명의 바람직한 또 다른 일실시예에 따르면, 상기 (5) 단계의 인공시효는 1) 100 ~ 110 ℃ 구간에서 4 ~ 6시간 동안 수행하는 1차 열처리 단계 및 2) 170 ~ 180 ℃ 구간에서 6 ~ 8시간 동안 수행하는 2차 열처리 단계;를 포함하는 2단의 열처리일 수 있고, 승온 속도는 0.5 ~ 50 ℃/min일 수 있다.
또한, 상술한 과제를 해결하기 위하여 본 발명은 Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 0.9 중량%와 나머지 Al 및 불가피한 불순물로 이루어지며, 평균 로크웰 B 경도가 50 ~ 65 HRB 인 핫스탬핑 알루미늄 케이스를 제공한다.
본 발명의 핫스탬핑 알루미늄 케이스 제조방법 및 그 방법에 의해 제조된 알루미늄 케이스는 알루미늄 합금의 인장강도 및 신율을 증대시키며, 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정을 최적화하고, 공정 수행 중 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하여 물성을 증대 시킬 수 있다.
또한, 공정 수행이 용이하여 알루미늄 합금 소재의 가공비용 및 시간을 절감할 수 있고 그와 동시에 합금의 강도, 경도 등의 물성은 우수하게 유지할 수 있다.
도 1은 본 발명의 일실시예에 따른 핫스탬핑 공정을 이용한 알루미늄 케이스 제조공정의 흐름도이다.
도 2는 본 발명의 일실시예에 따른 압출된 알루미늄 합금 플랫바를 개략적으로 나타낸 것이다.
도 3a는 본 발명의 일실시예에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바 및 시편에 대한 사진이다.
도 3b는 본 발명의 일실시예에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바의 시편에 대한 사진이다.
도 3c는 본 발명의 일실시예에 따른 인공시효 열처리 단계를 수행한 후의 알루미늄 합금 플랫바의 시편에 대한 사진이다.
도 4a는 본 발명의 일실시예에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이다.
도 4b는 본 발명의 일실시예에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이다.
도 4c는 본 발명의 일실시예에 따른 인공시효 열처리 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이다.
도 5a는 본 발명의 일실시예에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바 시편의 EDS를 측정한 이미지 및 그래프이다.
도 5b는 본 발명의 일실시예에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바 시편의 EDS를 측정한 이미지 및 그래프이다.
도 6은 본 발명의 일실시예에 따른 핫스탬핑용 메탈케이스 단조금형에 대한 사진이다.
이하, 첨부한 도면을 참고로 하여 본 발명의 실시예에 대하여 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 상세하게 설명한다. 다만, 실시예가 본 발명의 범위를 제한하는 것은 아니며, 이는 본 발명의 이해를 돕기 위한 것으로 해석되어야 할 것이다.
상술한 바와 같이, 종래의 다이캐스팅 공법을 이용한 알루미늄 합금 소재 메탈케이스의 제조 시 첨가된 다량의 실리콘(Si)으로 인하여 금속 고유의 광택 및 질감을 표현할 수 없는 문제점이 있었고, 인장강도 및 신율이 낮고 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정이 최적화 되지 않는 문제점이 있었으며, 다이캐스팅 공법 수행 중에 기공 및 치수 불일치 등의 결함이 발생하고 후 가공 및 표면처리가 어려운 문제점이 있었다.
이에 본 발명은 (1) Al-Zn-Mg-Cu계 알루미늄 합금을 예열하는 단계 (2) 상기 예열된 알루미늄 합금을 플랫바(flat bar)로 압출하는 단계 (3) 상기 플랫바를 합금의 고용온도(Solvus Temperature) 이상으로 핫스탬핑하는 단계 (4) 상기 핫스탬핑한 플랫바를 급냉(Quenching)하는 단계 및 (5) 상기 급냉한 플랫바를 가열하는 인공시효 단계를 포함하는 핫스탬핑 알루미늄 케이스의 제조방법을 제공하여 상술한 문제점의 해결을 모색하였다. 이를 통해 알루미늄 합금의 인장강도 및 신율을 증대시키며, 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정을 최적화하고, 공정 수행 중 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하여 물성을 증대시킬 수 있다. 또한 금속 고유의 광택 및 질감의 표현도 가능하다.
즉, 본 발명은 다이캐스팅 공정이 아닌 철강에서 사용되고 있는 단조 공법 중 하나인 핫스탬핑 공정 수행 후 급냉 단계 및 인공시효 단계를 수행하여 알루미늄 합금 소재의 가공비용 및 시간을 점가하여 공정 수행 용이성을 만족함과 동시에 알루미늄 합금 소재에 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하며 알루미늄 합금의 강도, 경도 등의 물성을 증대시키도록 하여 간단한 공정으로 우수한 물성을 가진 알루미늄 케이스를 얻을 수 있다.
구체적으로 도 1은 본 발명의 바람직한 일실시예에 따른 핫스탬핑 공정을 이용한 알루미늄 케이스 제조공정의 흐름도이다. 상기 도면에서 볼 수 있듯 이, 본 발명의 알루미늄 케이스 제조공정에Al-Zn-Mg-Cu계 알루미늄 합금을 예열 후 플랫바(flat bar)로 압출하는 단계를 수행하고, 상기 플랫바를 합금의 고용온도(Solvus Temperature) 이상으로 핫스탬핑한 후 급냉(Quenching)을 수행하는 단계가 포함됨을 알 수 있다.
먼저, (1) Al-Zn-Mg-Cu계 알루미늄 합금을 예열하는 단계를 설명한다.
본 발명에 사용되는 알루미늄 합금은 Al-Zn-Mg-Cu계 알루미늄 합금으로 4원소계 합금이다. 이는 알루미늄 합금의 분류상 Al-Zn-Mg-Cu 계 열처리형 알루미늄 합금인 7000계열의 알루미늄 합금 중 가장 높은 강도를 갖는 Al-Zn-Mg-Cu계 열처리형 알루미늄 합금인 7000계열의 합금이다. 7000계열 알루미늄 합금은 압출용 합금으로 알루미늄 합금 중 가장 강도가 우수하며, 2000계열 합금과 더불어 항공기 구조재와 기계부품, 선박 및 자동차의 부품과 구조재로 사용될 수 있다. 이러한 7000계 알루미늄 합금을 이용하여 알루미늄 케이스를 제조하는 경우, 7000계 알루미늄 합금이 다른 알루미늄 합금에 비하여 60% 정도 강도가 높아서, 충격에 의해 쉽게 파손될 수 있는 스마트폰과 같은 이동통신단말기와 디지털 카메라 등 전자기 기의 프레임으로 주로 이용될 수 있으며, 충격 등에 의한 파손으로부터 전자기기를 보호하는 기능을 가진다.
바람직한 일구현예에 따르면, 상기 Al-Zn-Mg-Cu계 알루미늄 합금은 Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 0.9 중량%와 나머지 Al 및 불가피한 불순물로 구성될 수 있다.
이하, 본 발명에 따른 알루미늄 케이스에 포함되는 알루미늄 합금의
각 성분의 함량, 성질, 역할 및 기능에 대해 설명한다.
마그네슘(Mg)
마그네슘(Mg)은 내식성, 강도 및 연신율을 향상시키고, 경량화와 피삭성을 향상시키기 위해 첨가한다. 또한, 상기 마그네슘(Mg)은 제품 표면에 산화층(MgO)이 빠르게 형성되도록 할 수 있으며, 이러한 산화층(MgO)은 표면의 코팅막과 같은 역할을 하여 내식성을 향상시킬 수 있다.
상기 마그네슘은 바람직하게는 1.0 ~ 2.2 중량% 포함될 수 있으며, 보다 바람직하게는 1.3 ~ 2.0 중량% 포함될 수 있다. 만일 마그네슘의 첨가량이 1.0 중량% 미만인 경우 그 첨가 효과가 불충분하여 내식성, 강도 및 연신율이 저하되고, 경량화 및 피삭성 효과가 저감되는 문제가 발생할 수 있다. 반대로, 마그네슘의 첨가량이 2.2중량%를 초과하는 경우 Mg의 발화가 시작되면서 거품을 일어나는 문제가 발생할 수 있다.
아연(Zn)
아연(Zn)은 내식성과 강도를 향상시키기 위해 첨가된다. 또한, 상기 아연은 시효 경화를 통하여 알루미늄 합금 케이스의 강도를 향상시킬 수 있다.
상기 아연은 바람직하게는 4.0 ~ 5.5 중량% 포함될 수 있으며, 보다 바람직하게는 4.2 ~ 5.2 중량% 포함될 수 있다. 만일 아연의 첨가량이 4.0 중량% 미만인 경우 내식성 및 강도가 저하되는 문제가 발생할 수 있고, 만일 아연의 첨가량이 5.5 중량%를 초과하는 경우 내식성 및 용접성 등의 물성이 저하되는 문제가 발생할 수 있다.
구리(Cu)
구리(Cu)는 경도, 석출경화를 통한 강도 및 연성을 향상시키기 위해
첨가된다. 또한, 상기 구리는 내부식 특성을 향상시킬 수 있으며, 합금 용탕의 유동성을 개선하고 강도를 향상시킬 수 있다.
상기 구리는 바람직하게는 0.1 ~ 0.9 중량% 포함될 수 있으며, 보다 바람직하게는 0.3 ~ 0.9 중량% 포함될 수 있고, 더욱 바람직하게는 0.5 ~ 0.8 중량% 포함될 수 있다. 만일 구리의 첨가량이 0.1 중량% 미만인 경우 알루미늄 합금 용탕의 유동성이 저하되고, 알루미늄 케이스의 표면이 부식으로부터 쉽게 손상되는 문제가 발생할 수 있다. 만일 구리의 첨가량이 1.2 중량%를 초과하는 경우 내식성, 용접성 및 압출성을 저하시키며 부식을 초래하는 문제가 발생할 수 있다.
알루미늄(Al)
알루미늄(Al)은 안정적인 내부식 특성 및 고강도의 특성을 향상시키고 유동성을 증대시키기 위해 첨가된다.
상기 알루미늄은 바람직하게는 상기 알루미늄 합금에서 마그네슘, 아연, 구리 및 불가피한 불순물을 제외한 나머지를 구성할 수 있다.
또한, 상기 알루미늄 합금 내에서 일정 중량% 이상 다량으로 함유되면 합금의 부식을 초래할 수 있는 알루미늄 내의 불순물은 제조 공정 중에 0.005 중량% 이상이 되지 않도록 조절하여, 안정적인 내부식 특성 및 고강도의 특성을 가지는 핫스탬핑 알루미늄 케이스를 제조할 수 있다.
구체적으로, 도 5a는 본 발명의 실시예 1에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바 시편의 EDS를 측정한 이미지 및 그래프이고, 도 5b는 본 발명의 실시예 1에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바 시편의 EDS를 측정한 이미지 및 그래프이다.
먼저 도 5a를 통해서, 본 발명의 알루미늄 합금 플랫바 시편의 조성이 Mg : 1.34 중량%, Zn : 4.42 중량%, Cu : 0.69 중량%, Al : 93.55 중량%로 나타남을 확인할 수 있다. 이를 통해 압출 단계를 수행한 후에도 합금의 조성비가 최초 설계한 바와 같이 유지됨을 확인할 수 있다.
또한, 도 5b를 통해서 핫스탬핑 및 급냉 단계를 수행한 후에도 본 발명의 알루미늄 합금 플랫바 시편의 조성이 여전히 조성이 Mg : 1.34 중량%, Zn : 4.42 중량%, Cu : 0.69 중량%, Al : 93.55 중량%로 나타남을 확인할 수 있다. 즉, 압출, 핫스탬핑 또는 급냉 단계를 거치더라도 최초 설계한 합금의 조성비가 유지된다는 것을 알 수 있다.
한편, 본 발명의 핫스탬핑을 수행하기에 앞서 상기 (1) 단계에서 상기 Al-Zn-Mg-Cu계 알루미늄 합금을 예열하는데, 상기 예열 온도는 바람직하게는 350 ~ 550℃일 수 있으며, 보다 바람직하게는 400 ~ 500℃일 수 있다. 상기 온도 범위에서 알루미늄 합금을 예열하는 경우 핫스탬핑 단계를 수행하기 전 단조기로 이동 중에 발생하는 온도 손실, 이후 소입 지연에 따른 온도 손실을 보완하여 핫스탬핑 단계를 수행하기 용이한 온도를 유지할 수 있다.
만일 예열 온도가 350℃미만인 경우 상기의 온도 손실을 충분히 보완하지 못하여 핫스탬핑 단계를 수행하기 어려운 문제가 발생할 수 있다. 또한, 만일 예열 온도가 550℃를 초과하는 경우 공정 수행이 보다 복잡하여 생산성이 저하되는 문제가 발생할 수 있다.
또한, 상기 예열 시 예열 시간은 바람직하게는 2시간 이내일 수 있고, 보다 바람직하게는 1시간 이내일 수 있으며, 상기 예열 시 승온 속도는 바람직하게는 5 ~ 50 ℃/min일 수 있다.
다음으로, (2) 상기 예열된 알루미늄 합금을 플랫바(flat bar)로 압출하는 단계를 설명한다.
상기 알루미늄 합금을 플랫바로 압출하는 단계를 통하여 알루미늄 합금 빌릿을 직사각 형태의 단면으로 압출할 수 있고, 이를 통해 목적하는 알루미늄 케이스를 용이하게 제조할 수 있다. 상기의 압출 시 사용하는 압출 컨테이너는 압출 단계 수행 후 알루미늄 합금을 직사각 형태의 단면을 가진 플랫바(flat bar)로 제조할 수 있으면 그 모양 및 크기에 제한 없이 사용할 수 있으나, 바람직하게는 압출 컨테이너의 직경은 10 ~ 1000mm일 수 있고 단면적은 300 ~ 5000mm2 일 수 있다. 또한, 압출속도는 3mm/sec 이상일 수 있다.
구체적으로 도 2는 본 발명의 일실시예에 따른 압출된 알루미늄 합금 플랫바를 개략적으로 나타낸 것이다. 이러한 플랫바를 압출하기 위하여, 상기 압출 시 압출 전후 알루미늄 합금의 단면적의 비를 나타내는 압출비(Extrusion Ration)는 바람직하게는 30 ~ 60 일 수 있고, 보다 바람직하게는 35 ~ 55 일 수 있다. 압출비가 상기 범위 내인 경우 표면에 크랙 등의 흠결이 없는 플랫바를 얻을 수 있다. 만일 압출비가 30 미만인 경우에는 압출성이 저하되는 문제가 발생할 수 있고, 압출비가 60을 초과하는 경우에는 압출하중이 증가하여 플랫바의 표면에 크랙 등의 흠결이 증가하는 문제가 발생할 수 있다.
구체적으로 도 4a는 본 발명의 실시예 1에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이고, 도 4b는 본 발명의 실시예 1에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이며, 도 4c는 본 발명의 실시예 1에 따른 인공시효 열처리 단계를 수행한 후의 알루미늄 합금 플랫바의 광학현미경 사진이다.
먼저 도 4a의 광학현미경 사진을 통해서 압출 후 플랫바의 미세조직들이 모두 압출 시편의 전형적인 조직 형상을 나타냄을 확인할 수 있다. 또한 ED 및 ND면 사진을 통해서 모서리 부분에서 결정립의 크기가 작고 둥근 것을 확인할 수 있는데, 이는 열간 압출로 인해 재결정이 진행되나 급속한 냉각 속도로 인해 결정립의 성장이 제대로 이루어지지 않기 때문이다. 반면에 ED 및 ND 면의 중심부에서는 열간 압출 후 비교적 냉각 속도가 느리기 때문에 결정립의 크기가 상대적으로 크게 형성되었음을 확인할 수 있다. 또한, 시편의 부위에 따라서 결정립 크기의 편차가 다소 발생하지만 핀홀, 수축, 크랙, 기공 등의 결함은 관찰되지 않아 압출을 진행하더라도 우수한 물성을 유지할 수 있음을 알 수 있다.
다음으로, 도 4b의 광학현미경 사진을 통해서 핫스탬핑 및 급냉 단계를 수행한 후 플랫바의 미세조직을 관찰한 결과 평탄한 부분에서의 미세조직은 일반적인 단조 조직을 보이며, 결정립의 형태가 길게 형성되어 있음을 확인할 수 있다. 또한, 변형된 곳의 모서리 부분에서는 응력을 받아 조직 또한 시편의 굴곡에 따라 변형되었음을 알 수 있고, 압출 단계 후의 플랫바와 마찬가지로 시편에서 핀 홀, 수축, 크랙, 기공 등과 같은 결함들이 관찰되지 않아 우수한 물성을 가짐을 알 수 있다.
마지막으로, 도 4c 의 인공시효 열처리 단계를 수행한 후의 알루미늄 합금 플랫바의 시편의 광학현미경 사진을 통해서 핀홀, 수축, 크랙, 기공 등과 같은 결함들이 관찰되지 않아 이 경우에도 우수한 물성을 가짐을 확인할 수 있다.
다음으로, (3) 상기 플랫바를 합금의 고용온도(Solvus Temperature) 이상으로 핫스탬핑하는 단계를 설명한다.
핫스탬핑(hot stamping)이란 금형 내에서 부품성형과 동시에 경질조직으로 변태시키는 일종의 가공열처리 기술로서, 형상을 가공함과 동시에 강도를 향상시킬 수 있는 기술이다. 상기 핫스탬핑 단계를 수행하여 보통강 수준의 재질 및 작은 성형하중으로도 종래의 고장력강의 성형 공정을 이용하는 경우에 달성할 수 있는 강도를 달성할 수 있는 효과를 얻을 수 있다.
또한, 상기 핫스탬핑 단계는 바람직하게는 1) 판재의 가열 2) 금형에 의한 프레스 가공 2단계의 공정으로 진행될 수 있다.
먼저, 1) 판재의 가열 시 가열 온도는 사용되는 알루미늄 합금의 고용온도 이상으로 수행한다. 고용온도란 철강을 고용체로 용해하는 온도를 의미하며, 본 발명의 바람직한 일실실예에 따르면 상기 알루미늄 합금의 고용온도는 400 ~ 440℃으로 나타났다. 즉, 상기 고용온도보다 높은 온도로 핫스탬핑 가열을 수행하여야 본 발명의 알루미늄 합금이 고용체로 용해될 수 있어 추후 공정을 수행할 수 있게 된다.
이에 따라 상기 핫스탬핑 단계 수행 시 가열 온도는 400 ~ 600 ℃일 수 있고, 가열 시간은 5초 ~ 1시간 일 수 있다. 보다 바람직하게는 가열 온도는 420 ~ 550 ℃일 수 있고, 가열 시간은 30초 ~ 30분일 수 있다. 만일 가열 온도가 400 ℃ 미만이거나 가열 시간이 30초 미만인 경우, 상기 알루미늄 합금이 고용체로 충분히 용해되지 못하여 추후 공정을 수행하기가 어렵고 목표로 하는 강도를 달성하지 못하는 문제가 발생할 수 있다. 또한 만일 가열 온도가 600℃를 초과하거나 가열 시간이 1시간을 초과하는 경우, 핫스탬핑 후 강도가 저하되는 문제가 발생할 수 있다.
상기 가열 단계를 수행한 후에는 2) 금형에 의한 프레스 가공을 수행할 수 있다. 구체적으로 도 6은 본 발명의 일실시예에 따른 핫스탬핑용 메탈케이스 단조금형에 대한 사진이다. 상기의 도면과 같은 단조금형을 이용해 가열된 플랫바를 프레스 가공하여 핫스탬핑 성형을 수행할 수 있고, 이를 통해 원하는 재질, 형상 및 강도를 가진 알루미늄 케이스를 얻을 수 있다. 상기 프레스 가공은 프레스의 하강속도 100 ~ 700 mm/sec 조건에서 수행될 수 있다.
한편, 본 발명의 바람직한 일구현예에 따르면 상기 핫스탬핑 공정은 용체화 공정을 포함하지 않을 수 있다. 용체화란 합금을 고용체로 용해하는 온도 이상으로 가열하여 충분한 시간을 유지한 후 급냉하여 그 석출을 저지하는 공정 처리를 의미하며, 종래의 알루미늄 합금의 열처리 공정을 수행하는 경우에는 일정 시간 동안 고온의 온도에서 용체화 과정을 반드시 포함하고, 용체화 단계의 온도와 시간을 조절하여 제조된 알루미늄 합금 내부에 함유된 기포의 팽창을 억제하거나 블리스터의 생성을 차단하는 방식으로 알루미늄 합금의 가공을 수행하였다.
그러나, 본 발명은 이러한 용체화 공정을 포함하지 않은 채 알루미늄 합금의 공정을 수행할 수 있어 과도한 가공 비용 및 시감을 절감하여 가공 용이성을 만족함과 동시에 용체화 단계를 수행하는 경우와 비슷한 강도, 경도 등의 물성을 나타내는 알루미늄 케이스를 제조할 수 있다. 즉, 본 발명은 용체화 단계를 포함하지 않는 간단한 공정으로도 용체화 단계를 수행한 경우와 같이 강도, 경도 등의 물성이 우수한 알루미늄 케이스를 제조할 수 있고, 이에 따라 주조품의 결함을 저감하면서도 생산성이 증대되는 효과를 가진다.
다음으로, (4) 상기 핫스탬핑한 플랫바를 급냉(Quenching)하는 단계에 대해 설명한다.
상기 급냉 단계는 핫스탬핑 단계를 통해 성형된 고온의 플랫바를 냉각시켜 형상 및 특성을 유지하게 하는 효과가 있다. 상기 급냉 단계는 핫스탬핑을 수행한 후 프레스 금형을 닫은 상태에서 냉각을 수행하는 것이 바람직하다. 이는 핫스탬핑 성형 직후 금형의 내부는 고온을 유지하고 있으므로, 금형을 즉시 개방하여 냉각을 수행하는 경우에는 재질의 특성 및 형상이 변형되는 문제가 발생할 수 있기 때문이다.
또한, 상기 급냉은 바람직하게는 유체 또는 물로 수행될 수 있다. 구체적으로는 액체상태인 물에 담금질하여 수행할 수도 있고 미세한 액적과 같은 분무상태의 물을 이용하여 수행할 수도 있다. 또한, 물보다 온도가 상대적으로 높은 기름 등의 유체를 이용하여 냉각할 수도 있다.
한편, 본 발명의 바람직한 일구현예에 따르면, 상기 급냉은 (3)단계의 핫스탬핑을 수행한 후 30초 이내에 수행될 수 있으며, 보다 바람직하게는 24초 이내에 수행될 수 있고, 더욱 바람직하게는 12초 이내에 수행될 수 있으며, 가장 바람직하게는 3초 이내에 수행될 수 있다. 상기 (3) 단계의 핫스탬핑을 수행한 후 상기 범위의 짧은 시간 내에 급냉을 수행하는 경우, 알루미늄 합금의 인장강도 및 신율이 증대되며 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않아 물성이 향상될 수 있다.
만일 핫스탬핑 수행 후 30초를 초과하여 급냉을 수행하는 경우에는 핀홀, 수축, 크랙, 기공 등의 결함이 발생하여 물성이 저하되는 문제점이 발생할 수 있다.
본 발명의 핫스탬핑 알루미늄 케이스 제조방법 및 그 방법에 의해 제조된 알루미늄 케이스는 알루미늄 합금의 인장강도 및 신율을 증대시키며, 이에 대한 안정적인 치수, 후가공 처리 및 수율 증대를 위한 공정을 최적화하고, 공정 수행 중 핀홀, 수축, 크랙, 기공 등의 결함이 발생하지 않도록 하여 물성을 증대시킬 수 있다.
또한, 공정 수행이 용이하여 알루미늄 합금 소재의 가공비용 및 시간을 절감할 수 있고 그와 동시에 합금의 강도, 경도 등의 물성은 우수하게 유지할 수 있다.
다음으로, (5) 상기 급냉한 플랫바를 가열하는 인공시효 단계를 설명한다.
상기 핫스탬핑 후 급냉 단계를 수행한 알루미늄 소재 플랫바는 가열하는 인공시효 단계를 더 수행하여 강도를 증가시킬 수 있다. 인공시효 열처리를 통하여 강도가 향상되고, 핀홀, 수축, 크랙 등의 결함이 없는 물성이 증대된 알루미늄 케이스를 얻을 수 있다.
또한, 상기 인공시효 단계는 바람직하게는 1) 100 ~ 110 ℃ 구간에서 4 ~ 6시간 동안 수행하는 1차 열처리 단계 및 2) 170 ~ 180 ℃ 구간에서 6 ~ 8시간 동안 수행하는 2차 열처리 단계를 포함하는 2단의 열처리일 수 있고, 상기 열처리 단계 수행 시 승온 속도는 0.5 ~ 50℃ /min일 수 있다. 상기 가열 온도 및 가열 시간의 범위 내에서 인공시효 열처리를 수행하고 승온 속도를 상기 범위 내에서 유지하는 경우, 알루미늄 케이스에는 핀홀, 크랙, 수축 등의 결함이 발견되지 않고, 석출강화 효과가 우수하며, 알루미늄 합금 내에 존재하는 기포의 팽창에 의한 블리스터의 발생률 이 현저히 낮아지고, 높은 강도, 경도 등의 우수한 물성이 발현될 수 있다.
만일 1차 열처리 단계 수행 시 온도가 110℃를 초과하거나 2차 열처리 단계 수행 시 온도가 180℃를 초과하거나, 상기 열처리 시간이 1, 2차 열처리 수행 시 각각 6시간, 8시간을 초과하는 경우에는, 알루미늄 합금 내에 존재하는 압축된 기포 등이 팽창하여 블리스터가 증가하는 문제가 발생할 수 있다. 또한 만일 1차 열처리 단계 수행 시 온도가 100℃ 미만이거나 2차 열처리 단계 수행 시 온도가 170℃ 미만이거나, 상기 열처리 시간이 1,2차 열처리 수행 시 각각 4시간, 6시간 미만인 경우에는, 알루미늄 케이스의 강도, 경도 등의 물성이 저하되는 문제가 발생할 수 있다.
나아가, 본 발명을 통해 얻을 수 있는 핫스탬핑 알루미늄 케이스는 Al-Zn-Mg-Cu계의 합금으로 제조되며, 용체화 과정을 포함하지 않는 상기의 제조 공정을 통해 얻을 수 있는 케이스라면 아무런 제한이 없다. 그러나 바람직하게는 본 발명을 통해 얻을 수 있는 핫스탬핑 알루미늄 케이스는 상기의 Al-Zn-Mg-Cu계 합금이 Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 1.2 중량%와 나머지 Al 및 불가피한 불순물로 이루어지며, 평균 로크웰 B 경도가 50 ~ 65 HRB인 핫스탬핑 알루미늄 케이스이다.
이하 상술한 내용과 중복되는 내용을 제외하고 간략히 설명한다.
상기의 로크웰 경도는 변형에 대한 저항으로 로크웰 경도기로 측정한 경도를 의미하며, 바람직하게는 로크웰 경도기 스케일B로 측정한 로크웰 B 경도를 의미한다. 또한 평균 로크웰 B 경도는 상기의 인공시효 처리한 플랫바를 6개의 시편으로 절단한 후, 가장자리 부분의 시편 2개를 제외한 나머지 시편 4개에 대해 측정한 값이다. 구체적으로, 각 시편당 5회씩 로크웰 B 경도를 측정하고 최대값과 최소값을 제거한 후 평균을 내어 평균 로크웰 B 경도 값을 도출한다.
본 발명을 통해서 얻을 수 있는 핫스탬핑 알루미늄 케이스의 평균 로크웰 B 경도는 50 ~ 65 HRB이다. 또한, 상기 평균 로크웰 B 경도는 바람직하게는 55 ~ 63 HRB 일 수 있고, 보다 바람직하게는 58 ~ 61 HRB 일 수 있다. 상기 범위 내의 로크웰 B 경도 값을 가지는 알루미늄 케이스는 변형에 대한 저항력이 강하여 외부로부터 작용하는 힘이나 충격에 대해 보다 잘 견딜 수 있고, 우수한 강도를 가질 수 있다.
즉, 본 발명을 통해서 상기의 우수한 로크웰 B 경도 값을 가지는 알루미늄 케이스를 얻을 수 있는데, 이 경우 용체화 단계를 포함하지 않아 상기의 우수한 경도 값을 가짐과 동시에 표면에 크랙, 기공 등의 결함도 적게 나타나며 공정 용이성이 뛰어나다. 만일 평균 로크웰 B 경도가 50 미만인 경우에는 외부로부터 작용하는 힘이나 충격에 의해 쉽게 알루미늄 케이스가 변형되는 문제가 발생할 수 있다. 또한, 만일 용체화 과정을 수행하여 평균 로크웰 B 경도가 65를 초과하는 경우에는 물성이 우수한 알루미늄 케이스를 얻을 수 있으나 공정상 표면에 결함이 보다 많이 나타나며 공정 수행이 복잡하고 시간이 오래 걸려 공정 용이성이 떨어지는 문제가 발생할 수 있다.
구체적으로 하기 표 3에는 본 발명의 다양한 실시예에 의한 알루미늄 케이스의 로크웰 B 경도가 나타나 있고, 본 발명에 의한 핫스탬핑 알루미늄 케이스은 50 ~ 65 HRB의 평균 로크웰 B 경도 를 가짐을 확인할 수 있다. 또한, 상기 평균 로크웰 B 경도 값은 용체화 단계를 포함하는 공정을 통해 제조되는 비교예 1 ~ 6의 알루미늄 합금 소재의 경우와 비슷한 정도의 물성을 나타냄을 확인할 수 있다. 즉, 용체화 단계를 포함하지 않고 공정을 수행하여 보다 간단한 공정으로 공정 시간을 절감할 수 있고, 그와 동시에 용체화 단계를 포함한 공정을 수행하는 경우와 비슷한 정도의 물성을 가진 알루미늄 케이스를 얻을 수 있음을 알 수 있다.
본 발명을 통해 얻을 수 있는 핫스탬핑용 알루미늄 케이스는 통상적으로 충격 등을 완화할 필요가 있는 경우라면 아무런 제한없이 사용될 수 있으나, 바람직하게는 모바일 기기용 케이스로 사용될 수 있다. 이는 본 발명의 핫스탬핑 알루미늄 케이스가 금속 고유의 광택 및 질감을 표현할 수 있고, 강도가 우수하여 충격으로부터 취약한 모바일 기기를 보호하기 용이하기 때문이다.
결국, 본 발명의 7000계열 알루미늄 합금을 이용하여 용체화 과정을 포함하지 않는 핫스탬핑 공정을 통해 제조된 핫스탬핑 알루미늄 케이스는 금속 고유의 광택 및 질감을 표현할 수 있고, 용체화 과정을 포함하지 않고 핫스탬핑 공정을 수행하여 공정용이성이 우수하며, 안정적으로 공정을 수행할 수 있어 수율이 증대되어 생산성이 우수하고, 크랙, 수축 등의 결함이 발생되지 않고 강도가 우수하여 증대된 물성을 가질 수 있다.
또한, 본 발명의 알루미늄 케이스는 통상적으로 충격 완화가 필요한 경우에 활용될 수 있을 뿐만 아니라, 모바일 기기용 케이스로도 활용될 수 있다.
실시예
이하, 본 발명에 따른 다용도 안전장갑 및 그 제조방법에 대한 실시예에 대하여 상세히 설명한다.
실시예
1
7000계열 알루미늄 합금을 Mg : 1.34 중량%, Zn : 4.42 중량%, Cu : 0.69 중량%, Al : 93.55 중량%의 성분으로 설계하였다. 상기와 같은 합금 설계에 따라 주조된 직경 5인치(127mm)의 원통형 빌릿을 빌릿 예열로에서 470℃로, 1시간 동안 예열한 후 SKD61종으로 제작된 열간 압출 금형으로 81mm, 두께 3.8mm의 직사각 형태의 단면의 플랫바를 압출하였다. 상기 압출은 컨테이너의 직경은 135mm로 단면적은 14,314㎟이며 제품의 단면적은 308㎟로 압출비는(Extrusion Ratio) 46.5로 수행하였다. 이후, 1) 판재의 가열 2) 금형에 의한 프레스 가공의 2단계로 이루어진 핫스탬핑 공정을 수행하였다. 이때 판재를 470℃로 300초 동안 가열할 후 금형에 의한 프레스 가공을 통해 핫스탬핑 성형을 수행하였다. 이후, 핫스탬핑한 플랫바를 3초 안에 즉시 물에 담금질 하여 급냉 단계를 수행하였다. 핫스탬핑 및 급냉 공정을 수행한 플랫바에 대해 105℃로 5시간 동안 1차 열처리를 하고, 175℃로 7시간 동안 2차 열처리를 하여 2단계의 가열 인공시효 처리를 수행하였다.
실시예
2 ~ 18
하기 표 1의 알루미늄 합금 내 Cu의 양, 공정 수행 시간 및 온도에 따라 실시예1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
| Al-Zn-Mg-Cu계 알루미늄 합금 내 Cu의 양(중량%) | 핫스탬핑 단계 후 급냉 단계를 수행하는데 걸리는 시간(초) | 인공시효 단계 | ||||
| 1차 열처리 | 2차 열처리 | |||||
| 온도(℃) | 시간(시간) | 온도(℃) | 시간(시간) | |||
| 실시예 1 | 0.69 | 3 | 105 | 5 | 175 | 7 |
| 실시예 2 | 0.4 | 3 | 105 | 5 | 175 | 7 |
| 실시예 3 | 0.1 | 3 | 105 | 5 | 175 | 7 |
| 실시예 4 | 0.9 | 3 | 105 | 5 | 175 | 7 |
| 실시예 5 | 1.5 | 3 | 105 | 5 | 175 | 7 |
| 실시예 6 | 2.0 | 3 | 105 | 5 | 175 | 7 |
| 실시예 7 | 0.7 | 12 | 105 | 5 | 175 | 7 |
| 실시예 8 | 0.7 | 24 | 105 | 5 | 175 | 7 |
| 실시예 9 | 0.7 | 30 | 105 | 5 | 175 | 7 |
| 실시예 10 | 0.7 | 60 | 105 | 5 | 175 | 7 |
| 실시예 11 | 0.7 | 600 | 105 | 5 | 175 | 7 |
| 실시예 12 | 0.7 | 1800 | 105 | 5 | 175 | 7 |
| 실시예 13 | 0.7 | 3600 | 105 | 5 | 175 | 7 |
| 실시예 14 | 0.7 | 7200 | 105 | 5 | 175 | 7 |
| 실시예 15 | 0.7 | 3 | 105 | 5 | 175 | 3 |
| 실시예 16 | 0.7 | 3 | 105 | 5 | 175 | 5 |
| 실시예 17 | 0.7 | 3 | 105 | 5 | 175 | 9 |
| 실시예 18 | 0.7 | 3 | 105 | 5 | 175 | 11 |
비교예
비교예
1
핫스탬핑 공정 수행 시 470℃에서 20분동안 용체화 과정을 진행한 것을 제외하고는 실시예 1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
비교예
2
핫스탬핑 공정 수행 시 470℃에서 20분동안 용체화 과정을 진행한 것과 105℃로 5시간 동안 1차 열처리를 하고, 175℃로 3시간 동안 2차 열처리를 하여 2단계의 가열 인공시효 처리를 수행하는 것을 제외하고는 실시예 1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
비교예
3
핫스탬핑 공정 수행 시 470℃에서 20분동안 용체화 과정을 진행한 것과 105℃로 5시간 동안 1차 열처리를 하고, 175℃로 5시간 동안 2차 열처리를 하여 2단계의 가열 인공시효 처리를 수행하는 것을 제외하고는 실시예 1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
비교예
4
핫스탬핑 공정 수행 시 470℃에서 20분동안 용체화 과정을 진행한 것과 105℃로 5시간 동안 1차 열처리를 하고, 175℃로 9시간 동안 2차 열처리를 하여 2단계의 가열 인공시효 처리를 수행하는 것을 제외하고는 실시예 1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
비교예
5
핫스탬핑 공정 수행 시 470℃에서 20분동안 용체화 과정을 진행한 것과 105℃로 5시간 동안 1차 열처리를 하고, 175℃로 11시간 동안 2차 열처리를 하여 2단계의 가열 인공시효 처리를 수행하는 것을 제외하고는 실시예 1과 동일한 방법으로 핫스탬핑 알루미늄 케이스를 제조하였다.
비교예
6
핫스탬핑 공정 수행 시 용체화 과정을 포함하여 제조되는 대한민국 Samsung 사의 상용제품인 6013-T6를 사용하였다.
| NO | 장비 | 제품번호 |
| 1 | 광학현미경 | BX41M-LED |
| 2 | FE-SEM | JEOL-6500F |
| 3 | 로크웰 경도기 B스케일 |
표 2는 본 발명의 실험예에 사용되는 시약들의 제원을 나타낸다.
실험예
1.
광학현미경을
이용한 관찰
광학현미경을 이용하여 이용하여 실시예 및 비교예의 1) 핫스탬핑을 수행하기 전의 플랫바 시편 2) 핫스탬핑 후 급냉 단계를 수행한 후의 플랫바 시편 3) 인공시효 처리한 플랫바 시편의 미세조직을 관찰하였다. 우선, 각 플랫바 시편의 표면을 0.04㎛까지 미세 연마한 뒤 켈러(keller) 용액(75mL 증류수, 20mL 질산(HNO3), 3mL 염산(HCl), 2mL 불화수소(HF))을 이용하려 에칭한 후 광학현미경을 이용해 관찰하였다. 이 경우 광학현미경의 확대 배율은 x50 ~ 1000으로 하여 관찰하였다.
한편, 2) 핫스탬핑 후 급냉 단계를 수행한 후의 플랫바 시편의 경우, 핫스탬핑을 통하여 시편의 미세조직의 변화를 관찰하기 위하여 ED면을 클립을 이용하여 세워서 마운팅(mounting)을 진행하였고 Al 합금 시편이라 미세한 열에도 변형이 일어날 수 있으므로 콜드 마운팅(Cold mounting)을 진행하였다.
구체적으로, 도 3a는 본 발명의 일실시예에 따른 압출 단계를 수행한 후의 알루미늄 합금 플랫바 및 시편에 대한 사진이고, 도 3b는 본 발명의 일실시예에 따른 급냉 단계를 수행한 후의 알루미늄 합금 플랫바의 시편에 대한 사진이며, 도 3c는 본 발명의 일실시예에 따른 인공시효 열처리 단계를 수행한 후의 알루미늄 합금 플랫바의 시편에 대한 사진이다. 이러한 시편들을 광학현미경을 통해 관찰하는 경우, 도 3b에서 볼 수 있는 바와 같이 시편의 부위별로 나누어 미세조직을 관찰하는데 양 끝 부분인, 시편과 비교적 평탄한, 시편, 부분적으로 굴곡이 있는 시편으로 나누어 관찰하였다.
실험예
2. 에너지 분산형 X선 분광분석기(EDS, energy
dispersive
x-ray spectroscopy))를 이용한 관찰
FE-SEM(JEOL-6500F)를 이용해 EDS 성분분석시스템(EDS mapping)을 통해 실시예 및 비교예의 1) 핫스탬핑을 수행하기 전의 플랫바 시편 2) 핫스탬핑 후 급냉 단계를 수행한 후의 플랫바 시편의 합금 조성을 각각 독립적으로 측정하였다. 이 경우 빔 노출시간은 1분으로 제한하였고, 배율은 x2000으로 측정하였다.
실험예
3.
로크웰
B 경도의 측정
로크웰 경도기 B스케일을 이용하여 상기의 실시예 및 비교예의 1) 핫스탬핑을 수행하기 전의 플랫바 시편 2) 핫스탬핑 후 급냉 단계를 수행한 후의 플랫바 시편 3) 인공시효 처리한 플랫바 시편의 로크웰 B 경도를 측정하였다. 상기 각 플랫바의 경도는 시편 6개 중 모서리부분인 시편 2개를 제외하고 나머지 시편을 가지고 측정하였다. 구체적으로 하나의 시편 당 5회씩 로크웰 B 스케일로 측정하여 최대값과 최소값을 제거한 후 평균을 내어 로크웰 B 경도를 측정하였고, 하기 표 3 에 나타내었다.
실험예
4. 제조된 알루미늄 케이스 표면의 결함 측정
본 실험예에서는 상기의 실시예 및 비교예를 통해 제조된 알루미늄 케이스의 표면의 결함을 측정하였다. 알루미늄 케이스 표면에 핀홀, 수축, 크랙, 기공 등의 결함을 관찰하고, 상기의 결함이 0 ~ 2 개 관찰되면 ◎로, 3 ~ 5 개 관찰되면 ○로, 6 ~ 8 개 관찰되면 △로, 9개 이상인 경우 X로 각각 구분하였고, 그결과를 하기 표 3에 나타내었다.
| 평균 로크웰 B 경도(HRB) | 표면의 결함 정도 | 평균 로크웰 B 경도(HRB) | 표면의 결함 정도 | ||
| 실시예 1 | 59.9 | ◎ | 실시예 13 | 54.4 | △ |
| 실시예 2 | 58.6 | ◎ | 실시예 14 | 53.8 | △ |
| 실시예 3 | 58.2 | ◎ | 실시예 15 | 58.6 | ◎ |
| 실시예 4 | 58.0 | ◎ | 실시예 16 | 58.0 | ◎ |
| 실시예 5 | 56.4 | ○ | 실시예 17 | 58.2 | ◎ |
| 실시예 6 | 55.5 | ○ | 실시예 18 | 54.9 | ◎ |
| 실시예 7 | 58.5 | ◎ | 비교예 1 | 67.6 | △ |
| 실시예 8 | 58.2 | ◎ | 비교예 2 | 60.5 | △ |
| 실시예 9 | 58.0 | ◎ | 비교예 3 | 65.3 | △ |
| 실시예 10 | 56.4 | ○ | 비교예 4 | 64.9 | △ |
| 실시예 11 | 55.2 | ○ | 비교예 5 | 62.5 | △ |
| 실시예 12 | 54.8 | △ | 비교예 6 | 67.8 | ○ |
상기 표 3을 통해서 알 수 있듯이, 실시예 1 ~ 18은 용체화를 포함하지 않고 핫스탬핑 단계를 수행하였음에도 용체화를 수행하여 알루미늄 케이스를 제조한 비교예 1 ~ 6에 비해, 평균 로크웰 B 경도가 비슷한 값을 가진다. 또한 상기 실시예를 통해 제조된 알루미늄 케이스의 표면에 핀홀, 수축, 크랙, 기공 등의 결함의 발생이 없거나 적어 물성이 우수한 알루미늄 케이스를 얻을 수 있음을 확인할 수 있다.
즉, 본 발명을 통해 제조된 알루미늄 케이스는 용체화 과정을 수행하지 않고 공정을 수행하여 공정 비용 및 시간을 절감하여 공정 용이성을 달성할 수 있고, 그와 동시에 번거로운 용체화 과정을 수행하여 제조된 알루미늄 케이스와 비슷한 경도, 강도 등을 가지며 표면의 결함도 적게 발생하여 현저히 우수한 물성을 가지는 알루미늄 케이스를 얻을 수 있다.
Claims (10)
- (1) Al-Zn-Mg-Cu계 알루미늄 합금을 예열하는 단계;(2) 상기 예열된 알루미늄 합금을 플랫바(flat bar)로 압출하는 단계;(3) 상기 플랫바를 합금의 고용온도(Solvus Temperature) 이상에서 별도의 용체화 공정을 포함하지 않고 핫스탬핑하는 단계;(4) 상기 핫스탬핑한 플랫바를 급냉(Quenching)하는 단계;및(5) 상기 급냉한 플랫바를 가열하는 인공시효 단계;를 포함하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (1) 단계의 Al-Zn-Mg-Cu계 알루미늄 합금은 Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 0.9 중량%와 나머지 Al 및 불가피한 불순물로 구성되는 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (1) 단계의 예열온도가 350 ~ 550 ℃인 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (2) 단계의 압출시 압출 전후 알루미늄 합금의 단면적의 압출비 (Extrusion Ration)가 30 ~ 60인 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (3) 단계의 핫스탬핑시 가열 온도가 400 ~ 600 ℃이고, 가열 시간은 5 초 ~ 1시간인 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (4) 단계의 급냉은 유체 또는 물로 수행되는 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (4) 단계의 급냉은 (3)단계를 수행한 후 30초 이내에 수행되는 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (4) 단계의 급냉은 (3)단계를 수행한 후 3초 이내에 수행되는 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- 제1항에 있어서,상기 (5) 단계의 인공시효는1) 100 ~ 110 ℃ 구간에서 4 ~ 6시간 동안 수행하는 1차 열처리 단계;및2) 170 ~ 180 ℃구간에서 6 ~ 8시간 동안 수행하는 2차 열처리 단계;를 포함하는 2단의 열처리인 것을 특징으로 하며, 각 열처리 단계의 승온 속도는 0.5 ~ 50 ℃/min인 것을 특징으로 하는 핫스탬핑 알루미늄 케이스의 제조방법.
- Mg : 1.0 ~ 2.2 중량%, Zn : 4.0 ~ 5.5 중량%, Cu : 0.1 ~ 0.9 중량%와 나머지 Al 및 불가피한 불순물로 이루어지며, 평균 로크웰 B 경도가 50 ~ 65 HRB 인 것을 특징으로 하는 핫스탬핑 알루미늄 케이스.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160142332A KR20180046764A (ko) | 2016-10-28 | 2016-10-28 | 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스 |
| KR10-2016-0142332 | 2016-10-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018079945A1 true WO2018079945A1 (ko) | 2018-05-03 |
Family
ID=62023716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2017/001834 WO2018079945A1 (ko) | 2016-10-28 | 2017-02-20 | 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스 |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR20180046764A (ko) |
| WO (1) | WO2018079945A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112676369A (zh) * | 2019-10-18 | 2021-04-20 | 南通新联电子有限公司 | 一种冷挤自切铝壳生产工艺 |
| EP4227023A1 (en) * | 2018-09-24 | 2023-08-16 | Valls Besitz GmbH | Method for the obtaining of cost effective geometrically complex pieces |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112775214A (zh) * | 2021-01-26 | 2021-05-11 | 广东华昌铝厂有限公司 | 一种铝型材加工用矫直装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100540234B1 (ko) * | 1997-09-22 | 2006-01-10 | 이에이디에스 도이치란트 게엠베하 | 알루미늄 기초 합금 및 알루미늄 기초 합금의 열처리 방법 |
| KR100566360B1 (ko) * | 1999-02-12 | 2006-03-31 | 노르스크 히드로 아에스아 | 알루미늄과 실리콘을 함유한 알루미늄 합금 |
| JP5588170B2 (ja) * | 2007-03-26 | 2014-09-10 | アイシン軽金属株式会社 | 7000系アルミニウム合金押出材及びその製造方法 |
| US20150101718A1 (en) * | 2013-10-16 | 2015-04-16 | Ford Global Technologies, Llc | Artificial Aging Process For High Strength Aluminum |
| JP2015224382A (ja) * | 2014-05-29 | 2015-12-14 | 三菱重工業株式会社 | アルミニウム合金部材の製造方法及びそれを用いたアルミニウム合金部材 |
-
2016
- 2016-10-28 KR KR1020160142332A patent/KR20180046764A/ko not_active Application Discontinuation
-
2017
- 2017-02-20 WO PCT/KR2017/001834 patent/WO2018079945A1/ko active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100540234B1 (ko) * | 1997-09-22 | 2006-01-10 | 이에이디에스 도이치란트 게엠베하 | 알루미늄 기초 합금 및 알루미늄 기초 합금의 열처리 방법 |
| KR100566360B1 (ko) * | 1999-02-12 | 2006-03-31 | 노르스크 히드로 아에스아 | 알루미늄과 실리콘을 함유한 알루미늄 합금 |
| JP5588170B2 (ja) * | 2007-03-26 | 2014-09-10 | アイシン軽金属株式会社 | 7000系アルミニウム合金押出材及びその製造方法 |
| US20150101718A1 (en) * | 2013-10-16 | 2015-04-16 | Ford Global Technologies, Llc | Artificial Aging Process For High Strength Aluminum |
| JP2015224382A (ja) * | 2014-05-29 | 2015-12-14 | 三菱重工業株式会社 | アルミニウム合金部材の製造方法及びそれを用いたアルミニウム合金部材 |
Non-Patent Citations (1)
| Title |
|---|
| KIM, TAE-JEONG: "Evaluation of Mechanical Properties of Aluminum Alloy Produced by Hot Stamping Method", A THESIS FOR THE DEGREE OF MASTER, 30 June 2016 (2016-06-30), pages 1 - 41 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4227023A1 (en) * | 2018-09-24 | 2023-08-16 | Valls Besitz GmbH | Method for the obtaining of cost effective geometrically complex pieces |
| CN112676369A (zh) * | 2019-10-18 | 2021-04-20 | 南通新联电子有限公司 | 一种冷挤自切铝壳生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180046764A (ko) | 2018-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9890448B2 (en) | Al—Zn—Mg alloy product with reduced quench sensitivity | |
| CA3112047C (en) | 7xxx-series aluminium alloy product | |
| KR100933385B1 (ko) | 알루미늄 합금판 및 그의 제조방법 | |
| WO2020013524A1 (en) | Lightweight medium-entropy alloys using spinodal decomposition | |
| EP3842561B1 (en) | Method of manufacturing an aluminium alloy rolled product | |
| US20020162609A1 (en) | Manufacturing process for a high strength work hardened product made of AlZnMgCu alloy | |
| JP4224463B2 (ja) | 成形用アルミニウム合金板 | |
| WO2018079945A1 (ko) | 핫스탬핑 알루미늄 케이스의 제조방법 및 그 방법에 의해 제조된 핫스탬핑 알루미늄 케이스 | |
| WO2020209485A1 (ko) | 굽힘가공성이 우수한 cu-co-si-fe-p계 구리합금 및 그 제조 방법 | |
| EP3911777B1 (en) | 7xxx-series aluminium alloy product | |
| JP7018332B2 (ja) | アルミニウム合金を用いた曲げ成形品の製造方法 | |
| WO2021215666A1 (ko) | 고물성 마그네슘 합금 가공재 및 그 제조방법 | |
| WO2020067704A1 (ko) | 마그네슘 합금 판재 및 이의 제조방법 | |
| KR20230048631A (ko) | 고강도 및 낮은 켄칭 민감성 7xxx 시리즈 알루미늄 합금 및 제조 방법 | |
| WO2013105699A1 (en) | Manufacturing method of titanium alloy with high-strength and high-formability and its titanium alloy | |
| WO2023224218A1 (ko) | 강도, 전기전도도 및 굽힘가공성이 우수한 구리-니켈-실리콘-망간-주석계 동합금재 및 그의 제조 방법 | |
| WO2023096150A1 (ko) | 강도, 전기전도도 및 굽힘가공성이 우수한 자동차 또는 전기전자 부품용 동합금판재의 제조 방법 및 이로부터 제조된 동합금판재 | |
| WO2016117768A1 (ko) | 소성 가공용 마그네슘 합금 빌렛의 제조방법 및 이를 포함하는 고강도 마그네슘 합금 가공재의 제조방법 | |
| WO2018117632A1 (ko) | 내식성이 우수한 마그네슘 합금 및 그 제조방법 | |
| WO2018117713A1 (ko) | 난연성이 우수한 고강도 마그네슘 합금 및 그 제조방법 | |
| WO2020149530A1 (ko) | 알루미늄 합금 및 그 제조방법 | |
| WO2018117762A1 (ko) | 내식성이 우수한 마그네슘 합금 판재 및 그 제조방법 | |
| JP4444143B2 (ja) | 銅合金条の製造方法 | |
| WO2017204576A1 (ko) | 알루미늄 합금을 이용한 가공재 제조방법 | |
| US11981986B2 (en) | 7XXX-series aluminium alloy product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17865560 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17865560 Country of ref document: EP Kind code of ref document: A1 |