WO2017221774A1 - 炭材内装焼結鉱の製造方法 - Google Patents
炭材内装焼結鉱の製造方法 Download PDFInfo
- Publication number
- WO2017221774A1 WO2017221774A1 PCT/JP2017/021889 JP2017021889W WO2017221774A1 WO 2017221774 A1 WO2017221774 A1 WO 2017221774A1 JP 2017021889 W JP2017021889 W JP 2017021889W WO 2017221774 A1 WO2017221774 A1 WO 2017221774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbonaceous material
- particles
- mass
- sintered ore
- raw material
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/24—Binding; Briquetting ; Granulating
- C22B1/2406—Binding; Briquetting ; Granulating pelletizing
Definitions
- the carbonaceous material-containing sintered ore according to the present embodiment using the sintered raw material in which the carbonaceous material-containing particles are blended so that the blending ratio with respect to the sintered raw material is in the range of 10% by mass or more and 30% by mass or less. Sintering experiments confirmed that by implementing the manufacturing method, a highly reducible carbonaceous material-containing sintered ore that can improve the reduction efficiency can be manufactured with high productivity.
Abstract
Description
炭材内装粒子が配合された焼結原料は、下方吸引式焼結機のサージホッパーに搬入される。焼結原料は、サージホッパーから無端移動式のパレットに装入され、装入層が形成される。本実施形態では、炭材内装粒子を、焼結原料に対する配合率が10質量%以上30質量%以下の範囲内となるように配合している。このような配合率にすることで、パレットに装入された装入層の通気性を向上させることができる。装入層の通気性をさらに高めるためには、焼結原料に対する炭材内装粒子の配合率を10質量%以上30質量%未満の範囲内とすることが好ましく、当該配合率を15質量%以上25質量%以下の範囲内とすることがより好ましく、当該配合率を20質量%とすることがさらに好ましい。

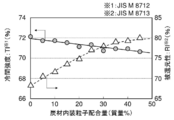
図3に示したグラフにおいて、横軸は炭材内装粒子配合率(質量%)であり、一方の縦軸は炭材内装焼結鉱の冷間強度:TI(%)であり、他方の縦軸は炭材内装焼結鉱の被還元性:RI(%)である。なお、図3における冷間強度は、JIS M 8712に準拠して測定を行ない、被還元性は、JIS M 8713に準拠して測定を行なった。
Claims (2)
- 炭材核の周囲に、鉄鉱石粉と、CaOと、を含有する原料からなる外層が形成された炭材内装粒子を、通常の造粒粒子に配合してなる焼結原料を下方吸引式焼結機のパレットに装入して焼結鉱を製造する炭材内装焼結鉱の製造方法であって、
前記焼結原料に対する前記炭材内装粒子の配合率は、10質量%以上30質量%以下の範囲内である、炭材内装焼結鉱の製造方法。 - 前記焼結原料に対する前記炭材内装粒子の配合率は、15質量%以上25質量%以下の範囲内である、請求項1に記載の炭材内装焼結鉱の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780037360.0A CN109328238A (zh) | 2016-06-22 | 2017-06-14 | 内包炭材料的烧结矿的制造方法 |
| KR1020187036384A KR102233326B1 (ko) | 2016-06-22 | 2017-06-14 | 탄재 내장 소결광의 제조 방법 |
| JP2017541885A JP6264517B1 (ja) | 2016-06-22 | 2017-06-14 | 炭材内装焼結鉱の製造方法 |
| PH12018502450A PH12018502450A1 (en) | 2016-06-22 | 2018-11-21 | Method for manufacturing carbon material-containing sintered ore |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016123145 | 2016-06-22 | ||
| JP2016-123145 | 2016-06-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017221774A1 true WO2017221774A1 (ja) | 2017-12-28 |
Family
ID=60783431
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/021889 WO2017221774A1 (ja) | 2016-06-22 | 2017-06-14 | 炭材内装焼結鉱の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP6264517B1 (ja) |
| KR (1) | KR102233326B1 (ja) |
| CN (1) | CN109328238A (ja) |
| PH (1) | PH12018502450A1 (ja) |
| TW (1) | TWI632241B (ja) |
| WO (1) | WO2017221774A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020007576A (ja) * | 2018-07-03 | 2020-01-16 | Jfeスチール株式会社 | 炭材内装焼結鉱の製造方法及び製造設備 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015005190A1 (ja) * | 2013-07-10 | 2015-01-15 | Jfeスチール株式会社 | 焼結鉱製造用の炭材内装造粒粒子とその製造方法および焼結鉱の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AR204404A1 (es) | 1973-01-12 | 1976-02-06 | Pilkington Brothers Ltd | Metodo para producir vidrio en un tanque de fundir vidrio y tanque para su realizacion |
| JPS5140888B2 (ja) | 1973-05-09 | 1976-11-06 | ||
| JP2001348625A (ja) | 2000-06-08 | 2001-12-18 | Nippon Steel Corp | 製鉄原料用ペレットの製造方法 |
| JP2002241853A (ja) | 2001-02-13 | 2002-08-28 | Nippon Steel Corp | 高炉用非焼成塊成鉱 |
| JP4599736B2 (ja) * | 2001-03-23 | 2010-12-15 | Jfeスチール株式会社 | 焼結原料の造粒方法 |
| CN101671776B (zh) * | 2003-10-09 | 2012-11-28 | 杰富意钢铁株式会社 | 烧结矿 |
| JP4490735B2 (ja) | 2004-06-04 | 2010-06-30 | 株式会社神戸製鋼所 | 炭材内装塊成化物の製造方法 |
| JP4604849B2 (ja) * | 2005-06-01 | 2011-01-05 | 住友金属工業株式会社 | 焼結原料の造粒方法 |
| JP4887728B2 (ja) * | 2005-10-21 | 2012-02-29 | 日新製鋼株式会社 | 焼結原料の造粒方法 |
| JP5540806B2 (ja) | 2010-03-24 | 2014-07-02 | Jfeスチール株式会社 | 製鉄用炭材内装塊成鉱およびその製造方法 |
| JP5540859B2 (ja) | 2010-04-19 | 2014-07-02 | Jfeスチール株式会社 | 製鉄用炭材内装塊成鉱およびその製造方法 |
-
2017
- 2017-06-14 KR KR1020187036384A patent/KR102233326B1/ko active IP Right Grant
- 2017-06-14 CN CN201780037360.0A patent/CN109328238A/zh active Pending
- 2017-06-14 WO PCT/JP2017/021889 patent/WO2017221774A1/ja active Application Filing
- 2017-06-14 JP JP2017541885A patent/JP6264517B1/ja active Active
- 2017-06-22 TW TW106120819A patent/TWI632241B/zh active
-
2018
- 2018-11-21 PH PH12018502450A patent/PH12018502450A1/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015005190A1 (ja) * | 2013-07-10 | 2015-01-15 | Jfeスチール株式会社 | 焼結鉱製造用の炭材内装造粒粒子とその製造方法および焼結鉱の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020007576A (ja) * | 2018-07-03 | 2020-01-16 | Jfeスチール株式会社 | 炭材内装焼結鉱の製造方法及び製造設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| PH12018502450A1 (en) | 2019-09-30 |
| TW201802250A (zh) | 2018-01-16 |
| TWI632241B (zh) | 2018-08-11 |
| JP6264517B1 (ja) | 2018-01-24 |
| KR102233326B1 (ko) | 2021-03-26 |
| KR20190006006A (ko) | 2019-01-16 |
| JPWO2017221774A1 (ja) | 2018-06-21 |
| CN109328238A (zh) | 2019-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6620850B2 (ja) | 焼結鉱製造用の炭材内装造粒粒子とその製造方法 | |
| JP2008214715A (ja) | 製鉄用非焼成塊成鉱の製造方法 | |
| JP2011084734A (ja) | フェロコークスの製造方法 | |
| WO2011021577A1 (ja) | 高炉用の非焼成含炭塊成鉱およびその製造方法 | |
| JP2010229525A (ja) | フェロニッケルおよびフェロバナジウムの製造方法 | |
| JP6288462B2 (ja) | 焼結鉱製造用の炭材内装造粒粒子とその製造方法および焼結鉱の製造方法 | |
| JP2013209748A (ja) | 還元鉄塊成物の製造方法 | |
| JP6294152B2 (ja) | 粒状金属鉄の製造方法 | |
| JP6460293B2 (ja) | 焼結鉱の製造方法 | |
| JP4918754B2 (ja) | 半還元焼結鉱およびその製造方法 | |
| JP6264517B1 (ja) | 炭材内装焼結鉱の製造方法 | |
| JP2011063835A (ja) | 塊成化状高炉用原料の強度改善方法 | |
| JP2010090431A (ja) | ニッケルおよびバナジウムを含む合金鉄の製造方法 | |
| JP6887717B2 (ja) | 焼結鉱製造用の炭材内装造粒粒子およびそれを用いた焼結鉱の製造方法 | |
| JP6477167B2 (ja) | 焼結鉱の製造方法 | |
| WO2005111248A1 (ja) | 半還元焼結鉱およびその製造方法 | |
| JP6436317B2 (ja) | 焼結鉱製造用の炭材内装造粒粒子およびそれを用いた焼結鉱の製造方法 | |
| KR101923287B1 (ko) | 페로니켈 프로세스에서 발생된 분진을 이용하는 방법 및 상기 방법에 의해 제조된 소결 펠릿 | |
| JP6816709B2 (ja) | 炭材内装焼結鉱の製造方法 | |
| JP7424339B2 (ja) | 塊成物製造用の原料粒子、塊成物製造用の原料粒子の製造方法、塊成物、塊成物の製造方法および還元鉄の製造方法 | |
| JP2010248622A (ja) | 還元鉄の製造方法 | |
| JP2009019241A (ja) | 非焼成塊成鉱を用いた高炉の操業方法 | |
| JP2006152367A (ja) | 焼結鉱の製造方法 | |
| JP2017071828A (ja) | 焼結鉱製造用原料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017541885 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17815243 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20187036384 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17815243 Country of ref document: EP Kind code of ref document: A1 |