WO2017208362A1 - 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム - Google Patents
3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム Download PDFInfo
- Publication number
- WO2017208362A1 WO2017208362A1 PCT/JP2016/066059 JP2016066059W WO2017208362A1 WO 2017208362 A1 WO2017208362 A1 WO 2017208362A1 JP 2016066059 W JP2016066059 W JP 2016066059W WO 2017208362 A1 WO2017208362 A1 WO 2017208362A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- irradiation
- additive manufacturing
- cell
- modeling
- irradiating
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/70—Gas flow means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
- B29C64/282—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED] of the same type, e.g. using different energy levels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- a layered modeling control step for controlling a layered modeling unit configured to irradiate each layer with the plurality of irradiation units to model a group of cell regions, wherein the dust generated in the cell region upstream of the channel is
- the irradiation cell selection unit 425 requests the modeling data of the next layer from the three-dimensional modeling data storage unit 422.
- the irradiation cell selection unit 425 selects the irradiation cell position for each layer.
- the irradiation cell position may be selected in advance by combining the modeling data of a plurality of layers.
- the layered modeling instruction unit 426 issues a command to each unit of the layered modeling unit 310 corresponding to the set of the irradiation unit selected by the irradiation cell selection unit 425 and the next irradiation cell position.
- the cell selection database 424, the irradiation cell selection unit 425, and the layered formation command unit 426 constitute all or a part of the irradiation cell control unit.
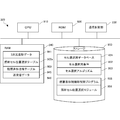
- the RAM 940 is a random access memory that the CPU 910 uses as a work area for temporary storage. In the RAM 940, an area for storing data necessary for realizing the present embodiment is secured.
- the three-dimensional modeling data 941 is data of a three-dimensional model that is currently layered.
- the irradiation cell position selection table 502a is a table for selecting the next irradiation cell position described with reference to FIG.
- the layered modeling command table 800 is a table used to generate a command (command) to be transmitted to the layered modeling unit 310 described with reference to FIG.
- Transmission / reception data 945 is data transmitted / received via the communication control unit 421.
- the influence of the gas flow between the irradiation positions of a plurality of irradiation units is selected by selecting the next irradiation cell position in an area where dust is not affected based on the current irradiation cell position. Can be removed.
- the irradiation order of the cell positions is determined in the order of the numbers assigned to the cell positions in advance so that the mutual dust does not affect each other.
- the left figure of FIG. 11 is a case where the modeling part 200 is divided
- FIG. Here, two irradiation units 1111 and 1112 simultaneously irradiate the positions with the same numbers. In this way, the irradiation time is shortened.
- the right diagram in FIG. 11 shows a case where the modeling unit 200 is divided into four parts and layered modeling is performed with the four irradiation units 1121 to 1124.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- General Health & Medical Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Automation & Control Theory (AREA)
Abstract
Description
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段と、
前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御手段と、
を備える。
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有する積層造形手段を用いて、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形ステップと、
前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
を含む。
積層造形の対象となる積層造形物のデータを取得するデータ取得手段と、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御手段であって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御手段と、
を備える。
積層造形の対象となる積層造形物のデータを取得するデータ取得ステップと、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御ステップであって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
を含む。
積層造形の対象となる積層造形物のデータを取得するデータ取得ステップと、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御ステップであって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
をコンピュータに実行させる。
本発明の第1実施形態としての3次元積層造形システム100について、図1を用いて説明する。3次元積層造形システム100は、積層材料を照射して3次元積層造形を行なうシステムである。
次に、本発明の第2実施形態に係る3次元積層造形システムによる積層造形について説明する。本実施形態に係る3次元積層造形システムは、積層材料を積層造形物の上層に敷き詰めるためのスキージングブレードの移動方向に対して、3次元造形データに基づいて照射部によるセル領域内の積層材料の走査方向を予測してセル領域ごとに変化させる。
図2Aおよび図2Bは、本実施形態に係る3次元積層造形システムによる造形状態を示す概念図である。なお、図2Aおよび図2Bにおいては、1つの積層面における造形部200を例に説明する。
図3Aは、本実施形態に係る3次元積層造形システム300における積層造形部310の機能構成を示すブロック図である。
図4は、本実施形態に係る3次元積層造形システム300における積層造形制御部320の機能構成を示すブロック図である。図4においては、図3の積層造形制御部320と情報処理装置330の機能構成を示す。ここで、積層造形部310と積層造形制御部320とは、3次元造形装置420、いわゆる3Dプリンタを構成してもよい。積層造形部310の構成は図3Aと同様であり、重複する説明は省略する。なお、図4においては、積層造形制御部320を含む3次元造形装置420と情報処理装置330とを別の装置として図示しているが、1つの装置として構成されても、積層造形制御部320を情報処理装置330に合体させてもよい。
図5は、本実施形態に係る照射セル選択部425の機能構成を示すブロック図である。
図6は、本実施形態に係る照射セル位置選択テーブル502aの構成を示す図である。照射セル位置選択テーブル502aは、一層の造形データおよび照射状態と、現在の照射部情報と、セル選択用データベース424からの照射可能セル情報と、に基づいて、次に照射する照射部と照射セルとの組を生成するために使用される。
図7は、本実施形態に係るセル選択用データベース424の構成を示す図である。セル選択用データベース424は、現在の照射セル位置と積層造形部310の動作条件とに基づいて、照射可能なセル位置情報を生成するためのデータを格納する。
図8は、本実施形態に係る積層造形指令テーブル800の構成を示す図である。積層造形指令テーブル800は、積層造形指令部426が、照射セル選択部425により選択された照射部とセル領域との組に対応した、積層造形部310に送信する命令(コマンド)を生成するために使用される。
図9は、本実施形態に係る積層造形制御部320のハードウェア構成を示すブロック図である。
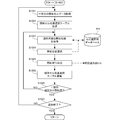
図10Aは、本実施形態に係る積層造形制御部320の処理手順を示すフローチャートである。このフローチャートは、図9のCPU910がRAM940を使用して実行し、図4の積層造形制御部320の機能構成部を実現する。
図10Bは、本実施形態に係る3次元積層造形処理(S1003)の手順を示すフローチャートである。
次に、本発明の第3実施形態に係る3次元積層造形システムによる積層造形について説明する。本実施形態に係る3次元積層造形システムは、上記第2実施形態と比べると、照射セル位置から発生する粉塵がお互いに影響しないように、あらかじめ照射位置の順序を計画する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
図11は、本実施形態に係る3次元積層造形システムによる造形状態を示す概念図である。なお、図11において、図2Aおよび図2Bと同様の構成要素には同じ参照番号を付して、重複する説明を省略する。
図12は、本実施形態に係る照射セル位置選択テーブル1202aの構成を示す図である。照射セル位置選択テーブル1202aは、第2実施形態の照射セル位置選択テーブル502aに代替して、一層の造形データおよび照射状態と、現在の照射部情報と、セル選択用データベース424からの照射可能セル情報と、に基づいて、照射する照射部と照射セルとの組をあらかじめ計画するために使用される。なお、照射セル位置選択テーブル1202aにおいて、図6と同様の構成要素には同じ参照番号を付して、重複する説明を省略する。
以上、実施形態を参照して本発明を説明したが、本発明は上記実施形態に限定されるものではない。本発明の構成や詳細には、本発明のスコープ内で当業者が理解し得る様々な変更をすることができる。また、それぞれの実施形態に含まれる別々の特徴を如何様に組み合わせたシステムまたは装置も、本発明の範疇に含まれる。
Claims (9)
- 積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段と、
前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御手段と、
を備える3次元積層造形システム。 - 積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有する積層造形手段を用いて、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形ステップと、
前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
を含む3次元積層造形方法。 - 積層造形の対象となる積層造形物のデータを取得するデータ取得手段と、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御手段であって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御手段と、
を備える積層造形制御装置。 - 前記積層造形制御手段は、前記複数の照射手段の第1照射手段が第1セル領域を照射している場合に、第2照射手段が、前記第1セル領域に影響を与える上流の影響範囲外の第2セル領域を照射するように制御する、請求項3に記載の積層造形制御装置。
- 前記積層造形制御手段は、前記複数の照射手段の第3照射手段が第3セル領域を照射している場合に、第4照射手段が、前記第3セル領域への照射が影響を与える下流の影響範囲外の第4セル領域を照射するように制御する、請求項3または4に記載の積層造形制御装置。
- 前記積層造形制御手段は、前記複数の照射手段の第1照射手段が第1セル領域を照射している時に、第2照射手段が、前記第1セル領域に影響を与える上流の影響範囲外の第2セル領域を照射し、かつ、第3照射手段が、前記第1セル領域への照射が影響を与える下流の影響範囲外の第3セル領域を照射するよう、あらかじめ設計された照射手順の情報に従って前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する、請求項3に記載の積層造形制御装置。
- 前記影響範囲は、少なくとも、前記照射手段の照射強度および走査速度と、前記除去手段により生成された前記流路の流速と、前記セル領域の寸法と、を考慮して設定される、請求項4乃至6のいずれか1項に記載の積層造形制御装置。
- 積層造形の対象となる積層造形物のデータを取得するデータ取得ステップと、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御ステップであって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
を含む積層造形制御装置の制御方法。 - 積層造形の対象となる積層造形物のデータを取得するデータ取得ステップと、
積層材料を照射する複数の照射手段と、積層表面に流路を生成して、照射された前記積層材料から発生した粉塵を除去する除去手段とを有し、前記積層材料からなる積層造形物の各層を前記複数の照射手段で照射してセル領域の集合として造形する積層造形手段を制御する積層造形制御ステップであって、前記流路の上流のセル領域で発生した前記粉塵が前記流路の下流のセル領域での造形に影響を与えないように、前記積層造形物のデータに基づいて前記複数の照射手段のそれぞれが照射するセル領域の選択を制御する積層造形制御ステップと、
をコンピュータに実行させる積層造形制御装置の制御プログラム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES16823146T ES2878000T3 (es) | 2016-05-31 | 2016-05-31 | Sistema de fabricación aditiva 3D, procedimiento de fabricación aditiva 3D, dispositivo de control de fabricación aditiva y procedimiento de control y programa de control para dispositivo de control de fabricación aditiva |
| EP16823146.2A EP3272505B1 (en) | 2016-05-31 | 2016-05-31 | 3d additive manufacturing system, 3d additive manufacturing method, additive manufacturing control device, and control method and control program for additive manufacturing control device |
| PCT/JP2016/066059 WO2017208362A1 (ja) | 2016-05-31 | 2016-05-31 | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム |
| JP2016547114A JP6234596B1 (ja) | 2016-05-31 | 2016-05-31 | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム |
| US15/125,078 US10926469B2 (en) | 2016-05-31 | 2016-05-31 | Three-dimensional laminating and fabricating system, three-dimensional laminating and fabricating method, laminating and fabricating control apparatus and method of controlling the same, and control program |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/066059 WO2017208362A1 (ja) | 2016-05-31 | 2016-05-31 | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017208362A1 true WO2017208362A1 (ja) | 2017-12-07 |
Family
ID=60417545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/066059 WO2017208362A1 (ja) | 2016-05-31 | 2016-05-31 | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10926469B2 (ja) |
| EP (1) | EP3272505B1 (ja) |
| JP (1) | JP6234596B1 (ja) |
| ES (1) | ES2878000T3 (ja) |
| WO (1) | WO2017208362A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155914A (ja) * | 2018-03-14 | 2019-09-19 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 少なくとも1つの三次元物体の付加製造方法 |
| CN110435153A (zh) * | 2019-08-28 | 2019-11-12 | 南京涵铭置智能科技有限公司 | 一种具有除尘功能的3d打印机及其智能远程控制系统 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019211587A1 (en) * | 2018-04-30 | 2019-11-07 | Renishaw Plc | Selective laser solidification apparatus and method with scanning sequence selected to minimize effect of debris on build quality |
| JP6740293B2 (ja) * | 2018-08-03 | 2020-08-12 | ファナック株式会社 | レーザ加工装置の制御装置及びレーザ加工装置 |
| JP6781209B2 (ja) | 2018-08-03 | 2020-11-04 | ファナック株式会社 | レーザ加工装置の制御装置及びレーザ加工装置 |
| JP6773733B2 (ja) | 2018-08-03 | 2020-10-21 | ファナック株式会社 | レーザ加工装置の制御装置及びレーザ加工装置 |
| CN109228330A (zh) * | 2018-11-05 | 2019-01-18 | 上海萃钛智能科技有限公司 | 一种3d打印装备和3d打印方法 |
| JP6793806B1 (ja) * | 2019-12-04 | 2020-12-02 | 株式会社ソディック | 積層造形装置 |
| US11987008B2 (en) | 2022-01-11 | 2024-05-21 | General Electric Company | Irradiation sequences for consolidating powder material in an additive manufacturing machine |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010265530A (ja) * | 2009-05-18 | 2010-11-25 | Panasonic Electric Works Co Ltd | 三次元形状造形物を造形する積層造形装置 |
| WO2011049143A1 (ja) * | 2009-10-21 | 2011-04-28 | パナソニック電工株式会社 | 三次元形状造形物の製造方法およびその製造装置 |
| WO2014125258A2 (en) * | 2013-02-14 | 2014-08-21 | Renishaw Plc | Selective laser solidification apparatus and method |
| JP2014201068A (ja) * | 2013-04-03 | 2014-10-27 | エスエルエム ソルーションズ ゲーエムベーハー | 三次元ワークピースの製造方法及び製造装置 |
| JP2015078434A (ja) | 2013-10-15 | 2015-04-23 | エスエルエム ソルーションズ ゲーエムベーハー | 大きな三次元ワークピースの製造方法及び製造装置 |
| JP2015175012A (ja) * | 2014-03-13 | 2015-10-05 | 日本電子株式会社 | 3次元積層造形装置及び3次元積層造形方法 |
| JP2015199195A (ja) * | 2014-04-04 | 2015-11-12 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP5826430B1 (ja) * | 2015-08-03 | 2015-12-02 | 株式会社松浦機械製作所 | 三次元造形装置及び三次元形状造形物の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4582894B2 (ja) | 2000-11-16 | 2010-11-17 | ナブテスコ株式会社 | 光学的立体造形装置及び造形方法 |
| JP4916392B2 (ja) | 2007-06-26 | 2012-04-11 | パナソニック株式会社 | 三次元形状造形物の製造方法及び製造装置 |
| JP5250338B2 (ja) | 2008-08-22 | 2013-07-31 | パナソニック株式会社 | 三次元形状造形物の製造方法、その製造装置および三次元形状造形物 |
| US9669583B2 (en) | 2013-03-15 | 2017-06-06 | Renishaw Plc | Selective laser solidification apparatus and method |
| DE102013205724A1 (de) | 2013-03-28 | 2014-10-02 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| CN109177153B (zh) | 2013-06-10 | 2021-03-30 | 瑞尼斯豪公司 | 选择性激光固化设备和方法 |
| GB201310398D0 (en) | 2013-06-11 | 2013-07-24 | Renishaw Plc | Additive manufacturing apparatus and method |
| US10252333B2 (en) * | 2013-06-11 | 2019-04-09 | Renishaw Plc | Additive manufacturing apparatus and method |
| KR101481907B1 (ko) | 2013-08-02 | 2015-01-12 | 주식회사 엘지씨엔에스 | 데이터 전송 장치 |
| KR20150115596A (ko) | 2014-04-04 | 2015-10-14 | 가부시키가이샤 마쓰우라 기카이 세이사쿠쇼 | 3차원 조형 장치 및 3차원 형상 조형물의 제조 방법 |
| DE102014217786A1 (de) | 2014-09-05 | 2016-03-10 | Eos Gmbh Electro Optical Systems | Verfahren, Vorrichtung und Steuereinheit zum Herstellen eines dreidimensionalen Objekts |
| JP5948462B1 (ja) | 2015-05-19 | 2016-07-06 | 株式会社ソディック | 積層造形装置 |
-
2016
- 2016-05-31 JP JP2016547114A patent/JP6234596B1/ja active Active
- 2016-05-31 EP EP16823146.2A patent/EP3272505B1/en not_active Revoked
- 2016-05-31 US US15/125,078 patent/US10926469B2/en active Active
- 2016-05-31 WO PCT/JP2016/066059 patent/WO2017208362A1/ja active Application Filing
- 2016-05-31 ES ES16823146T patent/ES2878000T3/es active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010265530A (ja) * | 2009-05-18 | 2010-11-25 | Panasonic Electric Works Co Ltd | 三次元形状造形物を造形する積層造形装置 |
| WO2011049143A1 (ja) * | 2009-10-21 | 2011-04-28 | パナソニック電工株式会社 | 三次元形状造形物の製造方法およびその製造装置 |
| WO2014125258A2 (en) * | 2013-02-14 | 2014-08-21 | Renishaw Plc | Selective laser solidification apparatus and method |
| JP2014201068A (ja) * | 2013-04-03 | 2014-10-27 | エスエルエム ソルーションズ ゲーエムベーハー | 三次元ワークピースの製造方法及び製造装置 |
| JP2015078434A (ja) | 2013-10-15 | 2015-04-23 | エスエルエム ソルーションズ ゲーエムベーハー | 大きな三次元ワークピースの製造方法及び製造装置 |
| JP2015175012A (ja) * | 2014-03-13 | 2015-10-05 | 日本電子株式会社 | 3次元積層造形装置及び3次元積層造形方法 |
| JP2015199195A (ja) * | 2014-04-04 | 2015-11-12 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP5826430B1 (ja) * | 2015-08-03 | 2015-12-02 | 株式会社松浦機械製作所 | 三次元造形装置及び三次元形状造形物の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3272505A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019155914A (ja) * | 2018-03-14 | 2019-09-19 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 少なくとも1つの三次元物体の付加製造方法 |
| CN110271188A (zh) * | 2018-03-14 | 2019-09-24 | Cl产权管理有限公司 | 用于添加式地制造至少一个三维物体的方法 |
| US11267048B2 (en) | 2018-03-14 | 2022-03-08 | Concept Laser Gmbh | Method for additively manufacturing at least one three-dimensional object |
| CN110271188B (zh) * | 2018-03-14 | 2022-11-08 | Cl产权管理有限公司 | 用于添加式地制造至少一个三维物体的方法 |
| CN110435153A (zh) * | 2019-08-28 | 2019-11-12 | 南京涵铭置智能科技有限公司 | 一种具有除尘功能的3d打印机及其智能远程控制系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017208362A1 (ja) | 2018-06-14 |
| EP3272505A1 (en) | 2018-01-24 |
| EP3272505B1 (en) | 2021-05-12 |
| EP3272505A4 (en) | 2018-06-13 |
| ES2878000T3 (es) | 2021-11-18 |
| US20180215095A1 (en) | 2018-08-02 |
| JP6234596B1 (ja) | 2017-11-22 |
| US10926469B2 (en) | 2021-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6234596B1 (ja) | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム | |
| Zhao et al. | Mixed-layer adaptive slicing for robotic Additive Manufacturing (AM) based on decomposing and regrouping | |
| CN107825701B (zh) | 基于五轴打印平台的无支撑3d打印方法 | |
| Zhang et al. | Two-dimensional placement optimization for multi-parts production in additive manufacturing | |
| EP3672783B1 (en) | System and methods for fabricating a component using a consolidating device | |
| Qiao et al. | Consensus control under communication delay in a three-robot system: Design and experiments | |
| JP6820296B2 (ja) | 先進付加製造のためのシステムおよび方法 | |
| CN104635508A (zh) | 在工业控制器与仿真应用之间交换数据以仿真机器的接口 | |
| CN106625689A (zh) | 离线的机器人编程装置 | |
| US20180345382A1 (en) | Systems and methods for fabricating a component with a simulated laser array | |
| KR20190117835A (ko) | 위상최적설계와 3d 프린팅을 이용한 다공성 구조 기반의 경량화 설계 방법 및 시스템 | |
| WO2014116360A1 (en) | Position control for a positioning system comprising larger scale and smaller scale positioning mechanisms | |
| JP6445113B2 (ja) | 3次元積層造形システム、3次元積層造形方法、積層造形制御装置およびその制御方法と制御プログラム | |
| Zhu et al. | A tree-shaped support structure for additive manufacturing generated by using a hybrid of particle swarm optimization and greedy algorithm | |
| Ouyang et al. | Position domain contour control for multi-DOF robotic system | |
| Altmann et al. | Index reduction by minimal extension for the inverse dynamics simulation of cranes | |
| McMillan et al. | Programmatic generation of computationally efficient lattice structures for additive manufacture | |
| KR20170135323A (ko) | 3차원 프린팅 시스템 및 방법 | |
| Canellidis et al. | Evolutionary computing and genetic algorithms: paradigm applications in 3D printing process optimization | |
| Li et al. | Dynamic modeling and trajectory tracking control of an electromagnetic direct driven spherical motion generator | |
| JP2016076654A5 (ja) | ||
| Krishnamurthy et al. | LayerLock: Layer-wise collision-free multi-robot additive manufacturing using topologically interlocked space-filling shapes | |
| Steuben et al. | Towards multiscale topology optimization for additively manufactured components using implicit slicing | |
| JP2019069589A (ja) | 分離された構造剛性および質量密度を有する構造を含む部品 | |
| Orazi et al. | CNC paths optimization in laser texturing of free form surfaces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016547114 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15125078 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016823146 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16823146 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |