WO2017169409A1 - Dispositif et procédé de soudage - Google Patents
Dispositif et procédé de soudage Download PDFInfo
- Publication number
- WO2017169409A1 WO2017169409A1 PCT/JP2017/007271 JP2017007271W WO2017169409A1 WO 2017169409 A1 WO2017169409 A1 WO 2017169409A1 JP 2017007271 W JP2017007271 W JP 2017007271W WO 2017169409 A1 WO2017169409 A1 WO 2017169409A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- welding
- delay time
- unit
- time
- electrode
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/06—Arrangements or circuits for starting the arc, e.g. by generating ignition voltage, or for stabilising the arc
- B23K9/067—Starting the arc
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
Definitions
- the present disclosure relates to a welding apparatus and a welding method.
- the present invention relates to a TIG (Tungsten Inert Gas) welding apparatus and a TIG welding method, and to replacement of an electrode attached to a TIG welding torch.
- TIG Tungsten Inert Gas
- FIG. 4 is a side view of a conventional welding torch 910 and polishing apparatus 920.
- the tip of the electrode of the welding torch 910 is polished by the polishing device 920.
- a conventional welding torch 910 includes a cylinder 911, an electrode 912, and a conduit 913 and a wire guide 914 for supplying a welding wire.
- the conventional polishing apparatus 920 includes a plurality of polishing rods 921 and a rotating body 922.
- the electrode 912 of the welding torch 910 is consumed, the tip of the electrode 912 is polished by rotating the plurality of polishing rods 921.
- the electrode 912 is replaced after a certain number of weldings or welding time has elapsed (see, for example, Patent Document 1).
- the welding apparatus of the present disclosure includes a welding torch, a welding control unit, a high frequency voltage application unit, a current detection unit, a measurement unit, and a determination unit.
- the welding torch has an electrode used for TIG welding.
- the welding control unit transmits a control signal.
- the high frequency voltage application unit receives the control signal and applies a high frequency voltage between the electrode and the base material.
- the current detector detects the arc current between the electrode and the base material.
- the measurement unit measures a delay time required from when the high frequency voltage is applied until the arc current is detected.
- the determination unit receives delay time data from the measurement unit, and determines whether the delay time is equal to or longer than a predetermined time.
- the welding method of the present disclosure includes: A first step of applying a high-frequency voltage between the base material and the electrode; A second step of detecting an arc current flowing between the base material and the electrode; A third step of measuring a delay time from the first step to the second step; A fourth step of determining whether the delay time is equal to or longer than a predetermined time; Have
- FIG. 1 is a schematic diagram of a welding apparatus according to an embodiment.
- FIG. 2 is a graph showing the relationship between the number of arc starts of the welding apparatus according to the embodiment and the time taken from application of the high-frequency voltage to arc transition.
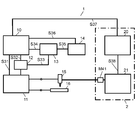
- FIG. 3 is a schematic diagram of an arc welding apparatus and a robot according to the embodiment.
- FIG. 4 is a side view of a conventional welding torch and polishing apparatus.
- the electrode 912 has been replaced after a certain number of weldings or welding time has elapsed.
- the consumption of the electrodes used for TIG welding is greatly influenced by the material of the base material, welding conditions (welding current and welding voltage), etc., in addition to the number of welding times and welding time. Therefore, in the conventional method for determining electrode consumption, if the electrode replacement is too early and it takes extra cost and time to replace the electrode, or if the electrode replacement is too late and the welding quality (finishing of welding) decreases. There is.
- the present disclosure can accurately polish or replace an electrode at an optimal time by accurately determining the consumption of the electrode during welding. Therefore, it is possible to provide a welding apparatus and a welding method that do not require extra cost and time for electrode replacement and have high welding quality.
- FIG. 1 is a schematic diagram of a welding apparatus 1 (arc welding apparatus) according to an embodiment.
- FIG. 2 is a graph showing the relationship between the number of arc starts of the welding apparatus 1 according to the embodiment and the time taken from application of a high-frequency voltage to arc transition.
- a method for automatically detecting when to replace the electrode 17 used for TIG welding in the welding apparatus 1 according to the embodiment of the present disclosure will be described with reference to FIGS. 1 and 2.
- the welding apparatus 1 includes a welding control unit 10, a high-frequency voltage application unit 11, a current detection unit 12, a measurement unit 13, and a determination unit 14.
- the welding control unit 10 transmits a control signal (welding output command) to the high frequency voltage application unit 11 via the signal line S31 to control the high frequency voltage application unit 11. Moreover, the welding control part 10 transmits a high frequency timing signal to the measurement part 13 via signal wire
- the high frequency timing signal is a signal indicating the timing of high frequency output. In other words, the high-frequency timing signal is a signal indicating transmission of a control signal.
- the high frequency voltage application unit 11 receives a control signal from the welding control unit 10 through the signal line S31. And the high frequency voltage application part 11 applies a high frequency voltage to a welding torch based on a control signal.
- the current detection unit 12 detects a signal indicating a welding current (arc current). Then, the current detection unit 12 transmits the detected signal to the welding control unit 10 via the signal line S32. In addition, a current timing signal (a signal indicating the timing at which the detected arc current starts to flow) is transmitted to the measurement unit 13 via the signal line S33.
- the measurement unit 13 receives a high frequency timing signal (a signal indicating the timing of high frequency output) from the welding control unit 10 and a current timing signal (a signal indicating the timing at which the arc current starts to flow) from the current detection unit 12. And the measurement part 13 measures the delay time required after receiving a high frequency timing signal until it receives a current timing signal. Further, the measured delay time data is transmitted to the determination unit 14 via the signal line S35.
- the timing at which the arc current is detected is the timing at which the arc current starts to flow.
- the determination unit 14 receives the delay time data from the measurement unit 13. And the determination part 14 determines whether delay time is more than predetermined time. Here, the determination unit 14 may transmit the determined result to the welding control unit 10 via the signal line S36. And when delay time is more than predetermined time, based on the determination result received from the determination part 14, the welding control part 10 may stop transmitting a control signal to the high frequency voltage application part 11. FIG.
- the welding control unit 10 of the welding apparatus 1 transmits a control signal (welding output command) to the high-frequency voltage application unit 11 and transmits a high-frequency timing signal of the high-frequency output to the measurement unit 13.
- the high frequency voltage application unit 11 applies a high frequency voltage between the torch 15 having the electrode 17 used for TIG welding and the base material 16. This high-frequency voltage causes air breakdown, and a current starts to flow between the torch 15 and the base material 16, and the arc discharge is started.
- the current detection unit 12 detects the arc current and transmits a current timing signal (a timing signal at which the arc current starts to flow) to the measurement unit 13.
- the measurement unit 13 measures a delay time from when the high frequency voltage is applied until the arc current is detected, and transmits the measured delay time to the determination unit 14.
- the determination unit 14 determines whether or not the delay time is equal to or longer than the predetermined time. If the delay time is equal to or longer than the predetermined time, the determination unit 14 outputs an alarm signal and transmits the alarm signal to the welding control unit 10. When receiving the alarm signal, the welding control unit 10 outputs an alarm (alarm).
- the determination unit 14 may transmit a signal for issuing an alarm to the alarm device. Further, the alarm device may or may not be included in the welding device 1. Alternatively, when the delay time is equal to or longer than the predetermined time, the determination unit 14 may transmit a signal for lighting or blinking to the lighting device.
- the lighting device may or may not be included in the welding device 1.
- the measurement part 13 and the determination part 14 may be comprised integrally.
- the determination part 14 or the welding control part 10 may be comprised integrally with the alarm device or the lighting device.
- FIG. 2 is a graph showing the relationship between the number of arc starts (horizontal axis) of the welding apparatus 1 according to the embodiment and the time (vertical axis) taken from application of a high-frequency voltage to arc transition.
- the delay time from application of a high-frequency voltage to arc transition tends to increase. This is because the electrode 17 is consumed.
- the delay time is t1, for example, 50 ms.
- the delay time is t2, for example, 100 ms.
- the longer delay time means that it is difficult to start the arc even if a high frequency is output, and it is determined that the electrode 17 is consumed. That is, the consumption of the electrode 17 can be determined by the length of the delay time taken from the reception of the high frequency timing signal to the reception of the current timing signal.
- the delay time t2 is set to a certain value (for example, 100 ms) larger than the delay time t1. If the number of arc starts increases and the arc start is n times and the delay time exceeds t2, it can be determined that it is time to replace the electrode 17 and replace it.
- the welding method of the present embodiment can automatically detect the degree of electrode wear, and can detect the timing for replacing the optimum electrode while reducing both duct time and improving welding quality. .
- FIG. 3 is a schematic diagram of a welding apparatus 1 (arc welding apparatus) and a robot 2 according to the embodiment.
- a method of automatically detecting the electrode replacement timing when the welding apparatus 1 according to the embodiment of the present disclosure and the robot 2 are connected and welding is performed using the robot will be described with reference to FIGS. 2 and 3. To do.
- the welding apparatus 1 has the same configuration as that of the first embodiment, and further includes a robot 2.
- the robot 2 includes a robot control unit 20 and a manipulator unit 21.
- the welding control unit 10 of the welding apparatus 1 performs the same function as in the first embodiment.
- the welding control unit 10 transmits the alarm signal received from the determination unit 14 to the robot control unit 20 of the robot 2 via the signal line S37.
- the high-frequency voltage application unit 11, the current detection unit 12, the measurement unit 13, and the determination unit 14 of the welding apparatus 1 perform the same functions as those in the first embodiment.
- Robot control unit 20 receives the alarm signal output from welding control unit 10 via signal line S37. Further, the robot control unit 20 transmits a control signal to the manipulator unit 21 via the signal line S38, and controls the operation of the manipulator unit 21. Further, the manipulator unit 21 attaches the torch 15 and moves the torch 15 through the connection mechanism unit M41.
- the welding apparatus 1 performs the same function as that of the first embodiment.
- the welding control unit 10 of the welding apparatus 1 receives the alarm signal output from the determination unit 14 and transmits the alarm signal to the robot control unit 20 of the robot 2.
- the robot controller 20 receives the alarm signal, the robot controller 20 outputs an alarm (alarm).
- the determination unit 14 may transmit a signal for issuing an alarm to the alarm device.
- a signal for lighting or blinking as an alarm may be transmitted to the lighting device. Therefore, the determination unit 14 outputs a signal for issuing an alarm directly or indirectly.
- the alarm device and / or the lighting device may or may not be included in the welding device 1.
- the measurement part 13 and the determination part 14 may be comprised integrally.
- the determination part 14 or the welding control part 10 may be comprised integrally with the alarm device or the lighting device.
- the method for automatically detecting the electrode replacement timing according to the present embodiment is the same as in the first embodiment.
- the welding apparatus and welding method of the present disclosure can polish or replace the electrode at an optimal time by accurately determining the consumption of the electrode used for TIG welding. Therefore, extra cost and time for electrode replacement are not required, and welding quality can be improved, which is industrially useful.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding Control (AREA)
- Arc Welding In General (AREA)
Abstract
L'invention concerne un dispositif de soudage (1) qui possède une torche de soudage (15) ayant une électrode (17) utilisée dans un soudage tungstène-gaz inerte, une unité de commande de soudage (10), une unité d'application de tension à haute fréquence (11), un détecteur de courant (12), une unité de mesure (13) et une unité de détermination (14). L'unité de commande de soudage (10) génère un signal de commande. L'unité d'application de tension à haute fréquence (11) reçoit le signal de commande et applique une tension à haute fréquence entre l'électrode (17) et un matériau parent (16). Le détecteur de courant (12) détecte un courant d'arc entre l'électrode (17) et le matériau parent (16). L'unité de mesure (13) mesure une durée de retard à partir de laquelle la tension à haute fréquence est appliquée quand le courant d'arc est détecté. L'unité de détermination (14) reçoit des données concernant la durée de retard de l'unité de mesure (13) et détermine si la durée de retard est supérieure ou égale à une durée prescrite.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018508804A JP6765037B2 (ja) | 2016-03-29 | 2017-02-27 | 溶接装置および溶接方法 |
| CN201780018836.6A CN108778597B (zh) | 2016-03-29 | 2017-02-27 | 焊接装置以及焊接方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-065330 | 2016-03-29 | ||
| JP2016065330 | 2016-03-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017169409A1 true WO2017169409A1 (fr) | 2017-10-05 |
Family
ID=59963128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/007271 WO2017169409A1 (fr) | 2016-03-29 | 2017-02-27 | Dispositif et procédé de soudage |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6765037B2 (fr) |
| CN (1) | CN108778597B (fr) |
| WO (1) | WO2017169409A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108872650A (zh) * | 2018-06-15 | 2018-11-23 | 周建秀 | 多用途探测电极 |
| WO2021149570A1 (fr) * | 2020-01-23 | 2021-07-29 | パナソニックIpマネジメント株式会社 | Dispositif de soudage |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7265308B2 (ja) * | 2019-08-30 | 2023-04-26 | 株式会社ダイヘン | 溶接装置 |
| CN111906409B (zh) * | 2020-08-15 | 2021-12-07 | 浙江劳士顿科技股份有限公司 | 一种电焊机引弧装置及其引弧方法 |
| CN114131155B (zh) * | 2021-12-10 | 2023-09-22 | 唐山松下产业机器有限公司 | 焊接装置及钨极清理方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224864A (ja) * | 1985-07-26 | 1987-02-02 | Koike Sanso Kogyo Co Ltd | プラズマ切断装置電極の使用限界を検知する方法および装置 |
| JPH0619972U (ja) * | 1992-06-26 | 1994-03-15 | 株式会社ダイヘン | Tig溶接機 |
| JPH10166145A (ja) * | 1996-12-03 | 1998-06-23 | Matsushita Electric Ind Co Ltd | Tig溶接機 |
| US20160129514A1 (en) * | 2014-11-07 | 2016-05-12 | Illinois Tool Works Inc. | Welding Type Power Supply For TIG Starts |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2906169B1 (fr) * | 2006-09-25 | 2009-06-05 | Air Liquide | Procede de detection automatique de l'usure d'une electrode de soudage |
| WO2011004586A1 (fr) * | 2009-07-10 | 2011-01-13 | パナソニック株式会社 | Procédé de commande de soudage à l'arc et dispositif de soudage à l'arc |
| CN102380691B (zh) * | 2010-08-31 | 2014-11-05 | 株式会社大亨 | 消耗电极电弧焊接的缩颈检测控制方法 |
| JP5908802B2 (ja) * | 2012-06-19 | 2016-04-26 | 株式会社ダイヘン | プラズマアーク溶接方法およびプラズマアーク溶接システム |
-
2017
- 2017-02-27 CN CN201780018836.6A patent/CN108778597B/zh active Active
- 2017-02-27 JP JP2018508804A patent/JP6765037B2/ja active Active
- 2017-02-27 WO PCT/JP2017/007271 patent/WO2017169409A1/fr active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6224864A (ja) * | 1985-07-26 | 1987-02-02 | Koike Sanso Kogyo Co Ltd | プラズマ切断装置電極の使用限界を検知する方法および装置 |
| JPH0619972U (ja) * | 1992-06-26 | 1994-03-15 | 株式会社ダイヘン | Tig溶接機 |
| JPH10166145A (ja) * | 1996-12-03 | 1998-06-23 | Matsushita Electric Ind Co Ltd | Tig溶接機 |
| US20160129514A1 (en) * | 2014-11-07 | 2016-05-12 | Illinois Tool Works Inc. | Welding Type Power Supply For TIG Starts |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108872650A (zh) * | 2018-06-15 | 2018-11-23 | 周建秀 | 多用途探测电极 |
| WO2021149570A1 (fr) * | 2020-01-23 | 2021-07-29 | パナソニックIpマネジメント株式会社 | Dispositif de soudage |
| CN114929420A (zh) * | 2020-01-23 | 2022-08-19 | 松下知识产权经营株式会社 | 焊接装置 |
| CN114929420B (zh) * | 2020-01-23 | 2024-04-05 | 松下知识产权经营株式会社 | 焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108778597B (zh) | 2021-06-25 |
| JPWO2017169409A1 (ja) | 2019-02-14 |
| CN108778597A (zh) | 2018-11-09 |
| JP6765037B2 (ja) | 2020-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017169409A1 (fr) | Dispositif et procédé de soudage | |
| US8592719B2 (en) | System and method for identifying welding consumable wear | |
| US10144080B2 (en) | Torch for electric arc welding or plasma cutting system | |
| EP3160675B1 (fr) | Système et procédé pour commander la vitesse d'entraînement du fil | |
| JP2010502446A (ja) | 溶接プロセスを実施するための溶接方法 | |
| KR20140144730A (ko) | 표면 장력 이행 단락 용접의 개선된 프로세스 | |
| JP2012501852A (ja) | 自動ワイヤ供給システム | |
| ES2650397T3 (es) | Método de supervisión de la vida útil de la punta de contacto de soldadura GMAW pulsada en función de parámetros representativos | |
| JP3379965B2 (ja) | プラズマアーク溶接装置及び方法 | |
| KR101631401B1 (ko) | 두 개의 용접 토치를 갖는 용접 장치와, 두 개의 용접 공정을 사용하는 용접 방법 | |
| CA2959889A1 (fr) | Methodes et appareil de controle de courant de soudage a demarrage a chaud destine a l'allumage d'arc | |
| US20080290079A9 (en) | Method for controlling and/or adjusting a welding process | |
| CN112423926A (zh) | 包括消耗性焊丝的电弧焊接方法 | |
| KR101960151B1 (ko) | 소모 전극식 아크 용접의 아크 스타트 제어 방법, 용접 장치 | |
| JP4151777B2 (ja) | ホットワイヤ溶接方法および装置 | |
| US20220055136A1 (en) | Arc welding method and arc welding device | |
| US11872659B2 (en) | Welding device and welding method with self-setting welding wire feed speed | |
| KR20070115447A (ko) | 스폿 용접용 로봇시스템의 팁 상태 측정장치 | |
| KR101756297B1 (ko) | 싱글 케이블의 상태를 측정하여 용접성을 개선한 용접 시스템 | |
| JP5812685B2 (ja) | コンデンサ放電型スタッド溶接用溶接ガンの良否判定方法及び良否判定装置 | |
| KR101550849B1 (ko) | 서브머지드 아크 용접용 감시 장치 | |
| KR101222440B1 (ko) | 용접전류 검출장치 | |
| JP7258445B2 (ja) | 抵抗溶接機の制御装置、溶接部の通電状態監視方法及び良否判定方法 | |
| US11883911B2 (en) | Welding power supplies, wire feeders, and systems to measure a weld cable impedance | |
| CN113000983A (zh) | 电弧焊接机器人系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018508804 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17773954 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17773954 Country of ref document: EP Kind code of ref document: A1 |