WO2017163403A1 - 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム - Google Patents
3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム Download PDFInfo
- Publication number
- WO2017163403A1 WO2017163403A1 PCT/JP2016/059643 JP2016059643W WO2017163403A1 WO 2017163403 A1 WO2017163403 A1 WO 2017163403A1 JP 2016059643 W JP2016059643 W JP 2016059643W WO 2017163403 A1 WO2017163403 A1 WO 2017163403A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electron beam
- dimensional
- additive manufacturing
- dimensional additive
- manufacturing apparatus
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 59
- 239000000654 additive Substances 0.000 title claims abstract description 54
- 230000000996 additive effect Effects 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 title claims description 12
- 238000010894 electron beam technology Methods 0.000 claims abstract description 116
- 239000000463 material Substances 0.000 claims abstract description 64
- 238000002844 melting Methods 0.000 claims description 29
- 230000008018 melting Effects 0.000 claims description 29
- 238000005245 sintering Methods 0.000 claims description 9
- 238000005507 spraying Methods 0.000 claims description 9
- 230000007480 spreading Effects 0.000 claims description 6
- 238000003892 spreading Methods 0.000 claims description 6
- 230000007246 mechanism Effects 0.000 description 6
- 238000009529 body temperature measurement Methods 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000001931 thermography Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0013—Positioning or observing workpieces, e.g. with respect to the impact; Aligning, aiming or focusing electronbeams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/49—Scanners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/002—Devices involving relative movement between electronbeam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0033—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0086—Welding welding for purposes other than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/02—Control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/02—Details
- H01J37/04—Arrangements of electrodes and associated parts for generating or controlling the discharge, e.g. electron-optical arrangement or ion-optical arrangement
- H01J37/10—Lenses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/02—Details
- H01J37/04—Arrangements of electrodes and associated parts for generating or controlling the discharge, e.g. electron-optical arrangement or ion-optical arrangement
- H01J37/147—Arrangements for directing or deflecting the discharge along a desired path
- H01J37/1472—Deflecting along given lines
- H01J37/1474—Scanning means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/02—Details
- H01J37/21—Means for adjusting the focus
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/30—Electron-beam or ion-beam tubes for localised treatment of objects
- H01J37/302—Controlling tubes by external information, e.g. programme control
- H01J37/3023—Programme control
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/30—Electron-beam or ion-beam tubes for localised treatment of objects
- H01J37/305—Electron-beam or ion-beam tubes for localised treatment of objects for casting, melting, evaporating, or etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/368—Temperature or temperature gradient, e.g. temperature of the melt pool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21K—TECHNIQUES FOR HANDLING PARTICLES OR IONISING RADIATION NOT OTHERWISE PROVIDED FOR; IRRADIATION DEVICES; GAMMA RAY OR X-RAY MICROSCOPES
- G21K1/00—Arrangements for handling particles or ionising radiation, e.g. focusing or moderating
- G21K1/08—Deviation, concentration or focusing of the beam by electric or magnetic means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2237/00—Discharge tubes exposing object to beam, e.g. for analysis treatment, etching, imaging
- H01J2237/30—Electron or ion beam tubes for processing objects
- H01J2237/304—Controlling tubes
- H01J2237/30472—Controlling the beam
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2237/00—Discharge tubes exposing object to beam, e.g. for analysis treatment, etching, imaging
- H01J2237/30—Electron or ion beam tubes for processing objects
- H01J2237/304—Controlling tubes
- H01J2237/30472—Controlling the beam
- H01J2237/30483—Scanning
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2237/00—Discharge tubes exposing object to beam, e.g. for analysis treatment, etching, imaging
- H01J2237/30—Electron or ion beam tubes for processing objects
- H01J2237/31—Processing objects on a macro-scale
- H01J2237/3128—Melting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a control method for a three-dimensional additive manufacturing apparatus, a control method for the three-dimensional additive manufacturing apparatus, and a control program for the three-dimensional additive manufacturing apparatus.
- Patent Document 1 discloses a technique for shielding an electron beam by a blanking mechanism in a charged particle beam exposure apparatus.
- An object of the present invention is to provide a technique for solving the above-described problems.
- a three-dimensional additive manufacturing apparatus A material spreading means for spreading the material of the three-dimensional layered object on a modeling surface on which the three-dimensional layered object is formed;
- An electron gun that generates an electron beam;
- At least one deflector for one-dimensionally or two-dimensionally deflecting the electron beam on the modeling surface;
- At least one lens provided between the electron gun and the deflector for focusing the electron beam;
- a focus control means for controlling the focus of the electron beam based on a region scanned by the electron beam; Control means for controlling the deflection direction and scanning speed of the deflector; Is provided.
- a method for controlling a three-dimensional additive manufacturing apparatus includes: A material spraying step of spraying the material of the three-dimensional layered object on a modeling surface on which the three-dimensional layered object is formed; A generation step for generating an electron beam; A deflection step of causing the electron beam to be one-dimensionally or two-dimensionally deflected on the modeling surface by at least one deflector; A focusing step of focusing the electron beam by at least one lens provided between the electron gun and the deflector; A focus control step for controlling the focus of the electron beam; A control step of controlling a deflection direction and a scanning speed by the deflector; including.
- a control program for a three-dimensional additive manufacturing apparatus is: A material spraying step of spraying the material of the three-dimensional layered object on a modeling surface on which the three-dimensional layered object is formed; A generation step for generating an electron beam; A deflection step of causing the electron beam to be one-dimensionally or two-dimensionally deflected on the modeling surface by at least one deflector; A focusing step of focusing the electron beam by at least one lens provided between the electron gun and the deflector; A focus control step for controlling the focus of the electron beam; A control step of controlling a deflection direction and a scanning speed by the deflector; Is executed on the computer.
- the temperature of the modeling surface can be maintained without lowering the temperature of the modeling surface.
- the three-dimensional additive manufacturing apparatus 100 is a powder bed type apparatus.
- the three-dimensional additive manufacturing apparatus 100 irradiates an electron beam onto a material spread on a modeling surface with a recoater or the like to melt and solidify the material, thereby completing a stack of materials for one layer.
- the three-dimensional additive manufacturing apparatus 100 lowers the modeling table by a height corresponding to the height of one layer and spreads the material of the next layer with a recoater or the like.
- the electron beam is irradiated to melt and solidify the material, thereby completing the next one layer of material.
- the three-dimensional additive manufacturing apparatus 100 repeats this operation to form a desired three-dimensional additive manufacturing object.
- a mechanism for blocking the electron beam is provided, and the electron beam is blown to the tray so that the electron beam does not reach the modeling surface.
- an aperture guard is provided to block the electron beam.
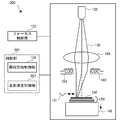
- the three-dimensional additive manufacturing apparatus 100 includes a material dispersion unit 101, an electron gun 102, a deflector 103, a lens 104, a focus control unit 105, and a deflection direction control unit 106.
- the material spraying unit 101 sprays the material 150 of the three-dimensional layered object 120 on the modeling surface (modeling table 140) on which the three-dimensional layered object 120 is formed.
- the material spreading unit 101 is a recoater, for example, and the material spreading unit 101 spreads the filled material 150 on the modeling surface while moving on the modeling surface.
- the material 150 is, for example, metal powder or resin powder, but is not limited thereto.
- the electron gun 102 After the material 150 is spread on the modeling surface by the material scattering unit 101, the electron gun 102 generates the electron beam 130. Then, the three-dimensional additive manufacturing apparatus 100 focuses the generated electron beam 130 with the lens 104. Then, the focused electron beam 130 is subjected to one-dimensional deflection or two-dimensional deflection using the deflector 103 so as to be incident on a desired position on the modeling surface. Then, the incident electron beam 130 melts the material 150 such as metal powder existing at the desired position, and then the irradiation of the electron beam 130 is stopped to solidify the molten material 150. Next, the three-dimensional additive manufacturing apparatus 100 compensates for the increase in the height of the three-dimensional additive manufacturing object 120 due to the melting and solidification of the material 150 such as metal powder by lowering the forming table 140 (Z-axis stage). .
- the focus control unit 105 controls the focus (spot diameter) of the electron beam 130 generated by the electron gun 102.
- the focus control unit 105 controls the focus of the electron beam 130 based on the area scanned by the electron beam 130 on the modeling surface.
- the three-dimensional additive manufacturing apparatus 100 changes the output of the electron beam 130 to melt or melt the material 150. Control non-melting.
- the acceleration voltage or the like applied to the electron gun 102 is changed to change the output or current value of the electron beam 130. It takes a certain time to stabilize.
- the focus control unit 105 prevents the energy 150 from being applied to the material 150 until the output of the electron beam 130 becomes stable. Defocus the focus.
- the three-dimensional additive manufacturing apparatus 100 controls and reduces the energy given to the material 150 by the electron beam 130 without changing the scanning speed of the electron beam 130. be able to.
- the deflection direction control unit 106 controls the deflection direction of the electron beam 130 by the deflector 103.
- the deflection direction control unit 106 controls, for example, the scanning direction of the electron beam 130 that scans the dispersed material 150 according to the modeling model of the three-dimensional layered object 120. That is, the deflection direction control unit 106 controls the scanning direction of the electron beam 130 in accordance with a modeling model in which the material of the material 150 to be melted, the output of the electron beam 130, and the modeling shape of the three-dimensional layered object 120 are converted into data.
- the scanning of the electron beam 130 may be performed in a straight line, but is not limited thereto, and may be performed in a sine wave shape or a spiral shape, for example.
- the temperature of the modeling surface can be maintained without lowering the temperature of the modeling surface.
- the temperature of the entire modeling surface can be kept constant.
- the temperature of the whole modeling surface can be kept constant, there is no difference in the cooling method of the entire modeling surface, and the generation of thermal stress can be suppressed.
- production of a thermal stress can be suppressed, a three-dimensional laminated modeling thing with high modeling precision can be modeled.
- FIG. 2 is a diagram for explaining the configuration of the three-dimensional additive manufacturing apparatus 200 according to the present embodiment.
- the three-dimensional additive manufacturing apparatus 200 according to the present embodiment is different from the first embodiment in that it includes a scanning speed control unit. Since other configurations and operations are the same as those of the second embodiment, the same configurations and operations are denoted by the same reference numerals, and detailed description thereof is omitted.
- the three-dimensional additive manufacturing apparatus 200 further includes a scanning speed control unit 207, and the deflection direction control unit 106 and the scanning speed control unit 207 constitute a control unit 201.
- the scanning speed control unit 207 controls the scanning speed of the electron beam 130. For example, the scanning speed control unit 207 increases the scanning speed of the electron beam 130 so that the temperature of the material 150 does not rise excessively in the non-melted region.
- the scanning speed control unit 207 reduces the scanning speed of the electron beam 130 so that the heat is sufficiently transmitted to the material 150. To do. In this way, by controlling the scanning speed of the electron beam 130 in the melting region, the material 150 can be in a pre-sintered state or in a fully melted state.
- the focus control unit 105, the deflection direction control unit 106, and the scanning speed control unit 207 cooperate to control the focus, scanning direction, and scanning speed of the electron beam 130.
- the material 150 when the non-melting region is scanned by the electron beam 130, the material 150 is not melted in the non-melting region, so the heat applied by the electron beam 130 must be lowered. In this case, it can be dealt with by lowering the output of the electron beam 130, but if the output is raised or lowered, the desired heat cannot be applied to the material 150 until the output is stabilized. Therefore, it should be ensured that the electron beam 130 does not apply extra heat to the material 150.
- the focus control unit 105 defocuses (ie, defocuses) the focus of the electron beam 130, and the scanning speed control unit 207 controls the scanning speed of the electron beam 130. That is, since the non-melting region is scanned, the focus of the electron beam 130 is defocused, and the scanning speed of the electron beam 130 is increased so that much heat is not applied to the material 150. By controlling in this way, the heat given to the material 150 is dispersed by the defocusing of the electron beam 130, and further, the scanning speed is increased, so that the time that the material 150 is exposed to the electron beam 130 is reduced. The heat applied is reduced.
- the melting region and the non-melting region are included.
- the temperature of the entire modeling surface (layered modeling area) can also be kept constant.
- the three-dimensional additive manufacturing apparatus 200 it is also possible to realize provisional sintering of the melting region on the modeling surface and switching between the main melting.
- the focus control unit 105 defocuses the focus of the electron beam 130, and the scanning speed control unit 207 increases the scanning speed of the electron beam 130.
- the focus control unit 105 narrows the focus of the electron beam 130, and the scanning speed control unit 207 slows the scanning speed of the electron beam 130.
- timing for performing electron beam focus control and scanning speed control may be, for example, timing for changing the output (current) of the electron beam 130. Further, focus control and scanning speed control may be continued from when the output of the electron beam 130 is changed until the output is stabilized.
- FIG. 3 is a diagram illustrating an example of a mesh model of a modeling surface on which a three-dimensional layered object is formed by the three-dimensional layered object modeling apparatus 200 according to the present embodiment.
- FIG. 4 is a diagram illustrating an example of a case where a three-dimensional layered object is present in a mesh model of a modeling surface on which a three-dimensional layered object is modeled by the three-dimensional layered object modeling apparatus 200 according to the present embodiment.
- the three-dimensional layered modeling apparatus 200 may divide the modeling surface into nxm square meshes and determine the defocus amount and the scanning speed for each mesh. For example, when modeling progresses and the three-dimensional layered object 120 exists on the modeling surface, the three-dimensional layered object model 200 defocuses on the basis of the presence or absence of the three-dimensional layered object 120 for each mesh. The amount and scanning speed may be determined. As shown in FIG. 3, by dividing the modeling surface into meshes, the focus and scanning speed of the electron beam 130 can be controlled for each mesh. For example, at the time of pre-sintering (preheating), the surface temperature of the modeling surface can be kept uniform by slowing the scanning speed of the outer mesh and increasing the scanning speed of the mesh near the center.
- pre-sintering preheating
- the upper layer of the mesh that has undergone main melting and the surrounding mesh will be relatively hot due to the heat of the lower layer. Yes.
- the upper layer mesh when the upper layer mesh is pre-sintered, the upper layer mesh has a relatively high temperature, so that the surface temperature of the modeling surface is kept uniform by increasing the scanning speed of the upper layer mesh. be able to.
- FIG. 5 is a flowchart for explaining the processing procedure of the three-dimensional additive manufacturing apparatus 200 according to the present embodiment.
- the three-dimensional additive manufacturing apparatus 200 acquires additive manufacturing data (modeling model) of the three-dimensional additive manufacturing object 120.
- the layered modeling data may be manually input by the user, or may be acquired from CAM (Computer Aided Manufacturing), CAD (Computer Aided Design), or the like.
- step S503 the three-dimensional additive manufacturing apparatus 200 determines whether to perform pre-sintering. When it is determined that pre-sintering is performed (YES in step S503), the three-dimensional additive manufacturing apparatus 200 proceeds to step S505. In step S ⁇ b> 505, the three-dimensional additive manufacturing apparatus 200 generates scan data for scanning the pre-sintered region with the electron beam 130.
- step S503 If it is determined not to perform pre-sintering (NO in step S503), the three-dimensional additive manufacturing apparatus 200 proceeds to step S313.
- step S507 the three-dimensional additive manufacturing apparatus 200 determines the defocus amount and scanning speed of the electron beam 130.
- step S509 the three-dimensional additive manufacturing apparatus 200 performs temporary sintering and main melting with the determined defocus amount and scanning speed.
- step S311 the three-dimensional additive manufacturing apparatus 200 determines whether or not the three-dimensional additive object 120 has been formed. When it is determined that the modeling is completed (YES in step S311), the three-dimensional layered modeling apparatus 200 ends the process. When it is determined that the modeling has not been completed (NO in step S311), the three-dimensional additive manufacturing apparatus 200 repeats each step after step S503.
- the electron beam scanning speed is controlled together with the electron beam defocus amount, the energy of the electron beam can be used effectively, and it is not necessary to shield using the blanking mechanism.
- the structure is compact and there is no contamination of the device.
- the defocus amount and the scanning speed are controlled, the temperature of the modeling surface can be finely controlled, and the modeling surface can be maintained at a constant temperature.
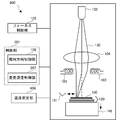
- FIG. 6 is a diagram for explaining the configuration of the three-dimensional additive manufacturing apparatus 600 according to the present embodiment.
- the three-dimensional additive manufacturing apparatus 600 according to the present embodiment is different from the second embodiment in that it includes a temperature measurement unit. Since other configurations and operations are the same as those of the second embodiment, the same configurations and operations are denoted by the same reference numerals, and detailed description thereof is omitted.
- the three-dimensional additive manufacturing apparatus 600 further includes a temperature measurement unit 608.
- the temperature measurement unit 608 measures the temperature of the modeling surface or the material 150 on the modeling surface, and transmits data related to the measured temperature to the control unit 201, for example. Then, the control unit 201 further determines the defocus amount and the scanning speed based on the received data regarding the temperature.
- More detailed focus control and scanning speed control may be performed by feeding back or feedforward the temperature data measured by the temperature measurement unit 608 to the control unit 201.
- the temperature measurement unit 608 is, for example, a thermography or a radiation thermometer, but is not limited thereto.
- the temperature of the modeling surface is measured, more detailed focus control and scanning speed control can be performed by feeding back or feedforward the measured temperature data to the control unit. Further, since detailed focus control and scanning speed control can be performed, the temperature of the modeling surface can be freely controlled, and the modeling accuracy of the three-dimensional layered object can be improved.
- the present invention may be applied to a system composed of a plurality of devices, or may be applied to a single device. Furthermore, the present invention can also be applied to a case where an information processing program that implements the functions of the embodiments is supplied directly or remotely to a system or apparatus. Therefore, in order to realize the functions of the present invention on a computer, a program installed on the computer, a medium storing the program, and a WWW (World Wide Web) server that downloads the program are also included in the scope of the present invention. . In particular, at least a non-transitory computer readable medium storing a program for causing a computer to execute the processing steps included in the above-described embodiments is included in the scope of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Analytical Chemistry (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
Abstract
造形面の温度を下げずに造形面の温度を維持すること。3次元積層造形装置であって、3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布手段と、電子ビームを発生させる電子銃と、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる少なくとも1つの偏向器と、前記電子銃と前記偏向器との間に設けられ、前記電子ビームを集束させる少なくとも1つのレンズと、前記電子ビームにより走査する領域に基づいて、前記電子ビームのフォーカスを制御するフォーカス制御手段と、前記偏向器による偏向方向および走査速度を制御する制御手段と、を備える。
Description
本発明は、3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラムに関する。
上記技術分野において、特許文献1には、荷電粒子ビーム露光装置において、ブランキング機構により電子ビームを遮蔽する技術が開示されている。
しかしながら、上記文献に記載の技術では、ブランキング機構により電子ビームを遮蔽するので、造形面の温度を下げずに造形面の温度を維持することができなかった。
本発明の目的は、上述の課題を解決する技術を提供することにある。
上記目的を達成するため、本発明に係る3次元積層造形装置は、
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布手段と、
電子ビームを発生させる電子銃と、
前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる少なくとも1つの偏向器と、
前記電子銃と前記偏向器との間に設けられ、前記電子ビームを集束させる少なくとも1つのレンズと、
前記電子ビームにより走査する領域に基づいて、前記電子ビームのフォーカスを制御するフォーカス制御手段と、
前記偏向器による偏向方向および走査速度を制御する制御手段と、
を備える。
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布手段と、
電子ビームを発生させる電子銃と、
前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる少なくとも1つの偏向器と、
前記電子銃と前記偏向器との間に設けられ、前記電子ビームを集束させる少なくとも1つのレンズと、
前記電子ビームにより走査する領域に基づいて、前記電子ビームのフォーカスを制御するフォーカス制御手段と、
前記偏向器による偏向方向および走査速度を制御する制御手段と、
を備える。
上記目的を達成するため、本発明に係る3次元積層造形装置の制御方法は、
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
前記電子銃と前記偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
を含む。
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
前記電子銃と前記偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
を含む。
上記目的を達成するため、本発明に係る3次元積層造形装置の制御プログラムは、
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
前記電子銃と前記偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
をコンピュータに実行させる。
3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
前記電子銃と前記偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
をコンピュータに実行させる。
本発明によれば、造形面の温度を下げずに造形面の温度を維持することができる。
以下に、本発明を実施するための形態について、図面を参照して、例示的に詳しく説明記載する。ただし、以下の実施の形態に記載されている、構成、数値、処理の流れ、機能要素などは一例に過ぎず、その変形や変更は自由であって、本発明の技術範囲を以下の記載に限定する趣旨のものではない。
[第1実施形態]
本発明の第1実施形態としての3次元積層造形装置100について、図1を用いて説明する。3次元積層造形装置100は、パウダーベッド方式の装置である。3次元積層造形装置100は、リコータなどにより造形面上に敷き詰めた材料に電子ビームを照射して、材料を溶融し、凝固させ、1層分の材料の積層を完成させる。そして、1層分の積層が完了したら、3次元積層造形装置100は、1層分の高さに相当する高さだけ造形台を下げて、次の層の材料をリコータなどにより敷き詰める。材料を敷き詰めたら、電子ビームを照射して、材料を溶融し、凝固させ、次の1層分の材料の積層を完成させる。3次元積層造形装置100は、この動作を繰り返して、所望の3次元積層造形物を造形する。
本発明の第1実施形態としての3次元積層造形装置100について、図1を用いて説明する。3次元積層造形装置100は、パウダーベッド方式の装置である。3次元積層造形装置100は、リコータなどにより造形面上に敷き詰めた材料に電子ビームを照射して、材料を溶融し、凝固させ、1層分の材料の積層を完成させる。そして、1層分の積層が完了したら、3次元積層造形装置100は、1層分の高さに相当する高さだけ造形台を下げて、次の層の材料をリコータなどにより敷き詰める。材料を敷き詰めたら、電子ビームを照射して、材料を溶融し、凝固させ、次の1層分の材料の積層を完成させる。3次元積層造形装置100は、この動作を繰り返して、所望の3次元積層造形物を造形する。
<前提技術>
まず、本実施形態の前提技術について説明する。本実施形態の前提技術において、電子ビームの出力や電流値などを変更する場合、電子ビームを発生する電子銃に印加する加速電圧などを変更する。電子ビームの出力などを変更した後、電子ビームが安定して、実際に造形に使えるようになるまでの間にタイムラグが存在する。このタイムラグの間に、電子ビームが造形面上の材料に照射されてしまうと、材料に余計な熱(エネルギー)が加えられ、電子ビーム安定後に電子ビームを照射しても、所望の熱を与えることができない。そのため、材料の溶融をコントロールできず、完成した3次元積層造形物の造形精度が低下するなどの現象が発生していた。
まず、本実施形態の前提技術について説明する。本実施形態の前提技術において、電子ビームの出力や電流値などを変更する場合、電子ビームを発生する電子銃に印加する加速電圧などを変更する。電子ビームの出力などを変更した後、電子ビームが安定して、実際に造形に使えるようになるまでの間にタイムラグが存在する。このタイムラグの間に、電子ビームが造形面上の材料に照射されてしまうと、材料に余計な熱(エネルギー)が加えられ、電子ビーム安定後に電子ビームを照射しても、所望の熱を与えることができない。そのため、材料の溶融をコントロールできず、完成した3次元積層造形物の造形精度が低下するなどの現象が発生していた。
よって、このような現象を発生させないため、例えば、電子ビームを遮断する機構(ブランキング機構)を設けて、電子ビームが造形面に到達しないように、受け皿に電子ビームを飛ばしていた。また、アパーチャーガードを設けて、電子ビームを遮断することなどが行われていた。
高いエネルギーを持つ電子ビームが狭い範囲に一定時間で照射されると、電子ビームを照射された材料が溶かされ、不良品発生の原因となる。そのため、ブランキング機構を用いて、電子ビームを受け皿に向けて飛ばしても、受け皿自体が電子ビームのエネルギーにより溶融し、昇華するので、カラム内が汚れ、ひいては、3次元積層造形物を汚してしまっていた。このように、電子ビームを遮断しても様々な問題が生じ、また、遮断された電子ビームは造形には寄与しないので、電子ビームのエネルギーの無駄も生じていた。
<本実施形態の技術>
図1に示すように、3次元積層造形装置100は、材料散布部101と、電子銃102と、偏向器103と、レンズ104と、フォーカス制御部105と、偏向方向制御部106とを含む。
図1に示すように、3次元積層造形装置100は、材料散布部101と、電子銃102と、偏向器103と、レンズ104と、フォーカス制御部105と、偏向方向制御部106とを含む。
材料散布部101は、3次元積層造形物120が造形される造形面(造形台140)上に、3次元積層造形物120の材料150を散布する。材料散布部101は、例えば、リコータなどであり、材料散布部101は、造形面上を移動しながら、充填された材料150を造形面に敷き詰める。なお、材料150は、例えば、金属粉末や樹脂粉末などであるが、これらには限定されない。
そして、材料散布部101により材料150を造形面上に敷き詰めた後、電子銃102は、電子ビーム130を発生させる。そして、3次元積層造形装置100は、発生させた電子ビーム130をレンズ104により集束させる。そして、集束した電子ビーム130を偏向器103を用いて1次元偏向または2次元偏向することにより、造形面上の所望の位置に入射させる。そして、入射させた電子ビーム130により、この所望の位置に存在する金属粉末などの材料150を溶融し、その後、電子ビーム130の照射を止めることにより、溶融した材料150が凝固する。次に、3次元積層造形装置100は、金属粉末などの材料150の溶融および凝固による3次元積層造形物120の高さの上昇分を造形台140(Z軸ステージ)を下降させることにより補償する。
フォーカス制御部105は、電子銃102で発生した電子ビーム130のフォーカス(スポット径)を制御する。フォーカス制御部105は、造形面において、電子ビーム130により走査する領域に基づいて、電子ビーム130のフォーカスを制御する。
例えば、材料150を溶融させない領域(非溶融領域)を電子ビーム130により走査する場合、フォーカスを絞った状態で非溶融領域に電子ビーム130を照射すると、非溶融領域の材料150に大きな熱(エネルギー)が与えられる。そのため、非溶融領域では材料150を溶融させないにもかかわらず、材料150が溶融してしまい、3次元積層造形物120の造形精度が低下する。したがって、フォーカス制御部105は、非溶融領域に電子ビーム130を照射する場合、電子ビーム130のフォーカスをデフォーカスして(暈して)、非溶融領域の材料150に余分な熱(エネルギー)が与えられないようにする。
また、3次元積層造形装置100は、電子ビーム130が、非溶融領域と材料150を溶融させる領域である溶融領域とを行き来する場合、電子ビーム130の出力を変更して、材料150の溶融または非溶融を制御する。この場合に、電子ビーム130の出力を調整する場合、電子銃102に印加する加速電圧などを変化させて、電子ビーム130の出力や電流値を変更するが、電子ビーム130の出力や電流値が安定するまでに一定の時間を要する。電子ビーム130の出力などが安定するまでの間に、材料150に余計なエネルギーが加えられないように、フォーカス制御部105は、電子ビーム130の出力などが安定するまでの間、電子ビーム130のフォーカスをデフォーカスする。電子ビーム130のフォーカスをこのように制御することにより、3次元積層造形装置100は、電子ビーム130の走査速度を変えないで、電子ビーム130により材料150に与えられるエネルギーを制御して、低下させることができる。
偏向方向制御部106は、偏向器103による電子ビーム130の偏向方向を制御する。偏向方向制御部106は、例えば、3次元積層造形物120の造形モデルに従って、散布された材料150上を走査する電子ビーム130の走査方向を制御する。つまり、偏向方向制御部106は、溶融する材料150の材質や、電子ビーム130の出力、3次元積層造形物120の造形形状をデータ化した造形モデルに従って、電子ビーム130の走査方向を制御する。なお、電子ビーム130の走査は、直線状に走査してもよいが、これには限られず、例えば、サイン波状や渦巻き状に走査してもよい。
本実施形態によれば、造形面の温度を下げずに造形面の温度を維持することができる。造形面全体の温度を一定に保つことができる。また、造形面全体の温度を一定に保つことができるので、造形面全体の冷え方に差が生じず、熱応力の発生を抑制できる。さらに、熱応力の発生を抑制できるので、造形精度の高い3次元積層造形物を造形できる。
[第2実施形態]
次に本発明の第2実施形態に係る3次元積層造形装置について、図2乃至図5を用いて説明する。図2は、本実施形態に係る3次元積層造形装置200の構成を説明するための図である。本実施形態に係る3次元積層造形装置200は、上記第1実施形態と比べると、走査速度制御部を有する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
次に本発明の第2実施形態に係る3次元積層造形装置について、図2乃至図5を用いて説明する。図2は、本実施形態に係る3次元積層造形装置200の構成を説明するための図である。本実施形態に係る3次元積層造形装置200は、上記第1実施形態と比べると、走査速度制御部を有する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
3次元積層造形装置200は、走査速度制御部207をさらに備え、偏向方向制御部106と走査速度制御部207とで制御部201を構成する。
走査速度制御部207は、電子ビーム130の走査速度を制御する。走査速度制御部207は、例えば、非溶融領域では材料150の温度が上がり過ぎないように、電子ビーム130の走査速度を高速にする。
これに対して、走査速度制御部207は、溶融領域では材料150の温度が溶融温度まで上がらなければならないので、電子ビーム130の走査速度を低速にして、材料150に熱が十分に伝わるようにする。このように、溶融領域における電子ビーム130の走査速度を制御すれば、材料150を仮焼結状態にすることも、本溶融状態にすることもできる。
そして、フォーカス制御部105、偏向方向制御部106および走査速度制御部207は協同して、電子ビーム130のフォーカス、走査方向および走査速度を制御する。
例えば、非溶融領域を電子ビーム130により走査する場合、非溶融領域では材料150を溶融させないので、電子ビーム130により与えられる熱を下げなければならない。この場合、電子ビーム130の出力を下げることでも対応することはできるが、出力の上げ下げをすると、出力が安定するまでの間は、材料150に所望の熱を与えることができない。したがって、電子ビーム130により材料150に余分な熱が与えられないようにしなければならない。
そこで、フォーカス制御部105が、電子ビーム130のフォーカスをデフォーカスし(暈し)、さらに、走査速度制御部207が、電子ビーム130の走査速度を制御する。つまり、非溶融領域を走査するので、電子ビーム130のフォーカスをデフォーカスし、さらに、材料150に多くの熱が与えられないように、電子ビーム130の走査速度を速くする。このように制御すれば、電子ビーム130のデフォーカスにより、材料150に与えられる熱が分散し、さらに、走査速度を速くするので、材料150が電子ビーム130に暴露される時間が減少するので、与えられる熱が減少する。
このように、使用する材料150や電子ビーム130の出力(電流値)に応じて、電子ビーム130のフォーカスを変更したり、走査速度を変更したりすることにより、溶融領域および非溶融領域を含む造形面(積層造形エリア)全体の温度を一定に保つこともできる。
また、3次元積層造形装置200によれば、造形面上の溶融領域の仮焼結および本溶融の切り替えも実現できる。例えば、材料150の仮焼結を実施する場合、フォーカス制御部105は、電子ビーム130のフォーカスをデフォーカスし、走査速度制御部207は、電子ビーム130の走査速度を速くする。そして、材料150の本溶融を実施する場合、フォーカス制御部105は、電子ビーム130のフォーカスを絞り、走査速度制御部207は、電子ビーム130の走査速度を遅くする。
このよう制御することにより、電子ビーム130の出力(電流値)を制御するよりも、仮焼結と本溶融との間の切り替えを迅速に行うことができ、3次元積層造形物120の造形時間を短縮することができる。
また、電子ビームのフォーカス制御や走査速度制御をするタイミングは、例えば、電子ビーム130の出力(電流)を変えるタイミングであってもよい。また、電子ビーム130の出力を変えてから、出力が安定するまでの間、フォーカス制御や走査速度制御を継続してもよい。
図3は、本実施形態に係る3次元積層造形装置200により3次元積層造形物が造形される造形面のメッシュモデルの一例を示す図である。図4は、本実施形態に係る3次元積層造形装置200により3次元積層造形物が造形される造形面のメッシュモデル内に3次元積層造形物が存在する場合の一例を示す図である。
3次元積層造形装置200は、例えば、造形面をn×m四方のメッシュに区切り、メッシュごとにデフォーカス量や走査速度を決定してもよい。また、例えば、造形が進んで、造形面に3次元積層造形物120が存在する場合、3次元積層造形装置200は、メッシュごとに3次元積層造形物120の存在の有無に基づいて、デフォーカス量や走査速度を決定してもよい。図3に示したように、造形面をメッシュに区切ることにより、メッシュ毎に電子ビーム130のフォーカスや走査速度を制御することができる。例えば、仮焼結(プレヒート)時には、外側のメッシュの走査速度を遅くし、中心付近のメッシュの走査速度を速くすることにより、造形面の表面温度を均一に維持することができる。
また、下層に本溶融を行ったメッシュが存在する場合には、本溶融を行ったメッシュの上層のメッシュやその周辺のメッシュでは、下層の熱による影響で、比較的温度の高い状態となっている。この場合において、上層のメッシュを仮焼結する場合には、上層のメッシュは、比較的温度が高いので、上層のメッシュの走査速度を速くすることにより、造形面の表面温度を均一に維持することができる。
図5は、本実施形態に係る3次元積層造形装置200の処理手順を説明するフローチャートである。ステップS501において、3次元積層造形装置200は、3次元積層造形物120の積層造形データ(造形モデル)を取得する。積層造形データは、例えば、ユーザが手動で入力してもよいし、CAM(Computer Aided Manufacturing)やCAD(Computer Aided Design)などから取得してもよい。
ステップS503において、3次元積層造形装置200は、仮焼結を実行するか否かを判断する。仮焼結を実行すると判断した場合(ステップS503のYES)、3次元積層造形装置200は、ステップS505に進む。ステップS505において、3次元積層造形装置200は、電子ビーム130により仮焼結領域を走査するための走査データを生成する。
仮焼結を実行しないと判断した場合(ステップS503のNO)、3次元積層造形装置200は、ステップS313に進む。ステップS313において、3次元積層造形装置200は、電子ビーム130により溶融領域を走査するための走査データを生成する。
ステップS507において、3次元積層造形装置200は、電子ビーム130のデフォーカス量および走査速度を決定する。ステップS509において、3次元積層造形装置200は、決定したデフォーカス量および走査速度で仮焼結および本溶融を実行する。ステップS311において、3次元積層造形装置200は、3次元積層造形物120の造形が終了したか否かを判断する。造形が終了したと判断した場合(ステップS311のYES)、3次元積層造形装置200は、処理を終了する。造形が終了していないと判断した場合(ステップS311のNO)、3次元積層造形装置200は、ステップS503以降の各ステップを繰り返す。
本実施形態によれば、電子ビームのデフォーカス量と共に、電子ビームの走査速度も制御するので、電子ビームのエネルギーを有効に使え、また、ブランキング機構を用いて遮蔽する必要もないので、装置構成がコンパクトになり、装置の汚染もない。さらに、デフォーカス量および走査速度を制御するので、造形面の温度を細かく制御することができ、造形面を一定の温度に維持することができる。
[第3実施形態]
次に本発明の第3実施形態に係る3次元積層造形装置600について、図6を用いて説明する。図6は、本実施形態に係る3次元積層造形装置600の構成を説明するための図である。本実施形態に係る3次元積層造形装置600は、上記第2実施形態と比べると、温度測定部を有する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
次に本発明の第3実施形態に係る3次元積層造形装置600について、図6を用いて説明する。図6は、本実施形態に係る3次元積層造形装置600の構成を説明するための図である。本実施形態に係る3次元積層造形装置600は、上記第2実施形態と比べると、温度測定部を有する点で異なる。その他の構成および動作は、第2実施形態と同様であるため、同じ構成および動作については同じ符号を付してその詳しい説明を省略する。
3次元積層造形装置600は、温度測定部608をさらに備える。温度測定部608は、造形面や造形面上の材料150の温度を測定し、例えば、測定した温度に関するデータを制御部201に送信する。そして、制御部201は、さらに、受信した温度に関するデータに基づいて、デフォーカス量や走査速度を決定する。
温度測定部608により測定した温度データを制御部201にフィードバックまたはフィードフォワードすることにより、より詳細なフォーカス制御および走査速度制御を実施してもよい。なお、温度測定部608は、例えば、サーモグラフィーや放射温度計などであるが、これらには限定されない。
本実施形態によれば、造形面の温度を測定するので、測定した温度データを制御部にフィードバックまたはフィードフォワードすることにより、より詳細なフォーカス制御および走査速度制御をすることができる。また、詳細なフォーカス制御および走査速度制御ができるので、造形面の温度を自在に制御することができ、3次元積層造形物の造形精度も向上する。
[他の実施形態]
以上、実施形態を参照して本願発明を説明したが、本願発明は上記実施形態に限定されるものではない。本願発明の構成や詳細には、本願発明のスコープ内で当業者が理解し得る様々な変更をすることができる。また、それぞれの実施形態に含まれる別々の特徴を如何様に組み合わせたシステムまたは装置も、本発明の範疇に含まれる。
以上、実施形態を参照して本願発明を説明したが、本願発明は上記実施形態に限定されるものではない。本願発明の構成や詳細には、本願発明のスコープ内で当業者が理解し得る様々な変更をすることができる。また、それぞれの実施形態に含まれる別々の特徴を如何様に組み合わせたシステムまたは装置も、本発明の範疇に含まれる。
また、本発明は、複数の機器から構成されるシステムに適用されてもよいし、単体の装置に適用されてもよい。さらに、本発明は、実施形態の機能を実現する情報処理プログラムが、システムあるいは装置に直接あるいは遠隔から供給される場合にも適用可能である。したがって、本発明の機能をコンピュータで実現するために、コンピュータにインストールされるプログラム、あるいはそのプログラムを格納した媒体、そのプログラムをダウンロードさせるWWW(World Wide Web)サーバも、本発明の範疇に含まれる。特に、少なくとも、上述した実施形態に含まれる処理ステップをコンピュータに実行させるプログラムを格納した非一時的コンピュータ可読媒体(non-transitory computer readable medium)は本発明の範疇に含まれる。
Claims (9)
- 3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布手段と、
電子ビームを発生させる電子銃と、
前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる少なくとも1つの偏向器と、
前記電子銃と前記偏向器との間に設けられ、前記電子ビームを集束させる少なくとも1つのレンズと、
前記電子ビームにより走査する領域に基づいて、前記電子ビームのフォーカスを制御するフォーカス制御手段と、
前記偏向器による偏向方向および走査速度を制御する制御手段と、
を備える3次元積層造形装置。 - 前記フォーカス制御手段は、前記電子ビームにより走査する領域が、前記材料を溶融させない領域である非溶融領域である場合に、前記電子ビームをデフォーカスする請求項1に記載の3次元積層造形装置。
- 前記フォーカス制御手段は、前記電子ビームにより走査する領域を仮焼結する場合に、前記電子ビームをデフォーカスする請求項1または2に記載の3次元積層造形装置。
- 前記制御手段は、前記電子ビームにより前記非溶融領域を走査する場合の走査速度を、前記材料が溶融される領域である溶融領域よりも高速にする請求項1または3に記載の3次元積層造形装置。
- 前記フォーカス制御手段は、前記電子ビームの出力を変更する場合に、デフォーカスする請求項1乃至4のいずれか1項に記載の3次元積層造形装置。
- 前記造形面の温度測定手段をさらに備え、
前記フォーカス制御手段は、前記造形面の温度に基づいて、前記フォーカスを制御し、
前記制御手段は、前記造形面の温度に基づいて、前記偏向器による偏向方向および走査速度を制御する、請求項1乃至5のいずれか1項に記載の3次元積層造形装置。 - 前記制御手段は、前記造形面をメッシュに区切り、メッシュ毎に前記走査速度を制御する請求項1乃至6のいずれか1項に記載の3次元積層造形装置。
- 3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
電子銃と偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
を含む3次元積層造形装置の制御方法。 - 3次元積層造形物が造形される造形面上に、前記3次元積層造形物の材料を散布する材料散布ステップと、
電子ビームを発生させる発生ステップと、
少なくとも1つの偏向器により、前記造形面上で、前記電子ビームを1次元偏向または2次元偏向させる偏向ステップと、
電子銃と偏向器との間に設けられた少なくとも1つのレンズにより、前記電子ビームを集束させる集束ステップと、
前記電子ビームのフォーカスを制御するフォーカス制御ステップと、
前記偏向器による偏向方向および走査速度を制御する制御ステップと、
をコンピュータに実行させる3次元積層造形装置の制御プログラム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16825688.1A EP3243634B1 (en) | 2016-03-25 | 2016-03-25 | Three-dimensional additive fabrication device, and method for controlling three-dimensional additive fabrication device |
| US15/123,350 US10566171B2 (en) | 2016-03-25 | 2016-03-25 | Three-dimensional layer-by-layer shaping apparatus, three-dimensional layer-by-layer shaping apparatus control method, and three-dimensional layer-by-layer shaping apparatus control program |
| PCT/JP2016/059643 WO2017163403A1 (ja) | 2016-03-25 | 2016-03-25 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
| JP2016547102A JP6273372B1 (ja) | 2016-03-25 | 2016-03-25 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/059643 WO2017163403A1 (ja) | 2016-03-25 | 2016-03-25 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017163403A1 true WO2017163403A1 (ja) | 2017-09-28 |
Family
ID=59900133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/059643 WO2017163403A1 (ja) | 2016-03-25 | 2016-03-25 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10566171B2 (ja) |
| EP (1) | EP3243634B1 (ja) |
| JP (1) | JP6273372B1 (ja) |
| WO (1) | WO2017163403A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019070034A1 (ja) * | 2017-10-06 | 2019-04-11 | 株式会社Ihi | 三次元積層造形物製造装置及び三次元積層造形物製造方法 |
| WO2019216228A1 (ja) * | 2018-05-09 | 2019-11-14 | 株式会社ニコン | 造形システム、及び、造形方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6042552B2 (ja) * | 2014-12-26 | 2016-12-14 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元造形装置、3次元造形装置の制御方法および制御プログラム |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| KR102130343B1 (ko) * | 2018-11-14 | 2020-08-06 | 한국기계연구원 | 레이저와 분말을 이용한 3차원 형상 제조장치 |
| US11763524B2 (en) * | 2019-09-13 | 2023-09-19 | Ansys, Inc. | Layered meshing for additive manufacturing simulations |
| CN111283196B (zh) * | 2020-03-05 | 2021-10-08 | 华中科技大学 | 铁基陶瓷复合材料薄壁回转体构件及其激光增材制造方法 |
| JP7378628B2 (ja) | 2020-07-31 | 2023-11-13 | 株式会社日立ハイテク | 電解質分析装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003531034A (ja) * | 2000-04-27 | 2003-10-21 | アルカム アーベー | 三次元製品を製造する装置及び方法 |
| JP2007067192A (ja) | 2005-08-31 | 2007-03-15 | Jeol Ltd | 荷電粒子ビーム露光装置の調整方法及び荷電粒子ビーム露光装置 |
| JP2015525428A (ja) * | 2012-05-09 | 2015-09-03 | ア−カム アーベー | 電子ビームを生成するための方法および装置 |
| JP2015168877A (ja) * | 2014-03-10 | 2015-09-28 | 日本電子株式会社 | 3次元積層造形装置及び3次元積層造形方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9079248B2 (en) | 2011-12-28 | 2015-07-14 | Arcam Ab | Method and apparatus for increasing the resolution in additively manufactured three-dimensional articles |
| DE102013017792A1 (de) | 2013-10-28 | 2015-04-30 | Cl Schutzrechtsverwaltungs Gmbh | Verfahren zum Herstellen eines dreidimensionalen Bauteils |
| US9789563B2 (en) * | 2013-12-20 | 2017-10-17 | Arcam Ab | Method for additive manufacturing |
| JP2015193866A (ja) * | 2014-03-31 | 2015-11-05 | 日本電子株式会社 | 3次元積層造形装置、3次元積層造形システム及び3次元積層造形方法 |
| US20150283613A1 (en) * | 2014-04-02 | 2015-10-08 | Arcam Ab | Method for fusing a workpiece |
| US10272516B2 (en) | 2015-12-07 | 2019-04-30 | Technology Research Association For Future Additive Manufacturing | Three-dimensional shaping apparatus, control method of three-dimensional shaping apparatus, and control program of three-dimensional shaping apparatus |
| WO2017126073A1 (ja) * | 2016-01-21 | 2017-07-27 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元造形装置、3次元造形装置の制御方法および3次元造形装置の制御プログラム |
-
2016
- 2016-03-25 WO PCT/JP2016/059643 patent/WO2017163403A1/ja active Application Filing
- 2016-03-25 US US15/123,350 patent/US10566171B2/en active Active
- 2016-03-25 JP JP2016547102A patent/JP6273372B1/ja active Active
- 2016-03-25 EP EP16825688.1A patent/EP3243634B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003531034A (ja) * | 2000-04-27 | 2003-10-21 | アルカム アーベー | 三次元製品を製造する装置及び方法 |
| JP2007067192A (ja) | 2005-08-31 | 2007-03-15 | Jeol Ltd | 荷電粒子ビーム露光装置の調整方法及び荷電粒子ビーム露光装置 |
| JP2015525428A (ja) * | 2012-05-09 | 2015-09-03 | ア−カム アーベー | 電子ビームを生成するための方法および装置 |
| JP2015168877A (ja) * | 2014-03-10 | 2015-09-28 | 日本電子株式会社 | 3次元積層造形装置及び3次元積層造形方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3243634A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019070034A1 (ja) * | 2017-10-06 | 2019-04-11 | 株式会社Ihi | 三次元積層造形物製造装置及び三次元積層造形物製造方法 |
| CN111148588A (zh) * | 2017-10-06 | 2020-05-12 | 株式会社Ihi | 三维层叠造型物制造装置以及三维层叠造型物制造方法 |
| EP3693166A4 (en) * | 2017-10-06 | 2020-08-12 | IHI Corporation | THREE-DIMENSIONAL STRATIFIED SHAPED ARTICLE MANUFACTURING DEVICE AND THREE-DIMENSIONAL LAMINATED SHAPED ARTICLE MANUFACTURING PROCESS |
| JPWO2019070034A1 (ja) * | 2017-10-06 | 2020-08-13 | 株式会社Ihi | 三次元積層造形物製造装置及び三次元積層造形物製造方法 |
| JP7020491B2 (ja) | 2017-10-06 | 2022-02-16 | 株式会社Ihi | 三次元積層造形物製造装置及び三次元積層造形物製造方法 |
| US11446917B2 (en) | 2017-10-06 | 2022-09-20 | Ihi Corporation | Additive manufacturing device and additive manufacturing method |
| WO2019216228A1 (ja) * | 2018-05-09 | 2019-11-14 | 株式会社ニコン | 造形システム、及び、造形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3243634B1 (en) | 2020-12-23 |
| US20180166251A1 (en) | 2018-06-14 |
| EP3243634A4 (en) | 2018-06-20 |
| JP6273372B1 (ja) | 2018-01-31 |
| JPWO2017163403A1 (ja) | 2018-03-29 |
| US10566171B2 (en) | 2020-02-18 |
| EP3243634A1 (en) | 2017-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6273372B1 (ja) | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム | |
| JP6771076B2 (ja) | 三次元の部材の生成的な製造の為の装置 | |
| US10399146B2 (en) | Contour scanning for additive manufacturing process | |
| JP6053745B2 (ja) | 照射システムを制御する方法及び制御装置 | |
| US20160121430A1 (en) | Production of a component by selective laser melting | |
| US10569364B2 (en) | Systems and methods for additive manufacturing recoating | |
| JP6480341B2 (ja) | 粉末粒子が低温状態で浴に到達する、粉末を溶融させることによる部品製造方法 | |
| US20150306820A1 (en) | Method for melting powder, comprising heating of the area adjacent to the bath | |
| JP6042552B2 (ja) | 3次元造形装置、3次元造形装置の制御方法および制御プログラム | |
| KR20180033530A (ko) | 공간적으로 제어된 재료 융합에 의한 적층 제조 | |
| US10500832B2 (en) | Systems and methods for additive manufacturing rotating build platforms | |
| EP3785089B1 (de) | Verfahren und vorrichtung zur generierung von steuerdaten für eine vorrichtung zur additiven fertigung | |
| EP3743233B1 (en) | Systems and methods for dynamic shaping of laser beam profiles for control of micro-structures in additively manufactured metals | |
| US20200376556A1 (en) | Additive manufacturing method with controlled solidification and corresponding device | |
| JP7302145B2 (ja) | スポット予熱 | |
| US10871765B2 (en) | Device for controlling additive manufacturing machinery | |
| JP6363293B1 (ja) | 3次元造形装置、3次元造形装置の制御方法および3次元造形装置の制御プログラム | |
| US20170197249A1 (en) | Additive manufacturing method | |
| JP2021507121A (ja) | 部材の付加製造のための方法及び装置並びに部材 | |
| CN108215175A (zh) | 用于添加式制造三维物体的方法 | |
| RU165868U1 (ru) | Устройство для получения изделий из порошковых материалов | |
| EP3446824B1 (en) | Laser processing | |
| CN108044930B (zh) | 一种塑胶粉末随形阶梯温度床的增材制造方法 | |
| EP3393760B1 (en) | Additive manufacturing apparatus and methods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016547102 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15123350 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016825688 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016825688 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |