WO2017104049A1 - 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 - Google Patents
熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 Download PDFInfo
- Publication number
- WO2017104049A1 WO2017104049A1 PCT/JP2015/085361 JP2015085361W WO2017104049A1 WO 2017104049 A1 WO2017104049 A1 WO 2017104049A1 JP 2015085361 W JP2015085361 W JP 2015085361W WO 2017104049 A1 WO2017104049 A1 WO 2017104049A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flat
- sectional shape
- opening
- central axis
- heat exchanger
- Prior art date
Links
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/30—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means being attachable to the element
Abstract
熱交換器(5)では、第1列(5a)の第1扁平管(23a)と第2列(5b)の第2扁平管(23b)とを繋ぐジョイント部(25)は、第1開口部(26a)、第2開口部(26b)および流路(28)を備えている。ジョイント部(25)では、第2開口部(26b)側の中心軸(CF)と第1開口部(26a)側の中心軸(CC)との間の距離は、第2開口部(26b)側の中心軸(CF)と第1開口部(26a)側の中心軸(CF)との間の距離よりも長い。また、第1開口部(26a)側の中心軸(CF)と第2開口部(26b)側の中心軸(CC)との間の距離は、第1開口部(26a)側の中心軸(CF)と第2開口部(26b)側の中心軸(CF)との間の距離よりも長い。
Description
本発明は、熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法に関し、特に、伝熱管として扁平管を適用した熱交換器と、その熱交換器を備えた空気調和機と、その熱交換器の製造方法とに関するものである。
空気調和機に使用されている室外機の熱交換器には、間隔を隔てて配置された板状のフィンを貫通するように、冷媒が流れる伝熱管を配置させた熱交換器がある。このような熱交換器は、フィンチューブ型熱交換器と呼ばれている。この種の熱交換器には、熱交換が効率的に行われるように、伝熱管として、断面形状が扁平状の扁平型断面形状を有する扁平管が使用されている熱交換器がある。
このような扁平管では、扁平型断面形状の長径が空気の通風方向に沿って配置された複数の扁平管が、扁平型断面形状の短径の方向に互いに距離を隔てて配置されている。また、その複数の扁平管(第1列)に対して、扁平型断面形状の長径の方向に距離を隔てて他の複数の扁平管(第2列)が配置されている。第1列の扁平管のそれぞれと、対応する第2列の扁平管のそれぞれとが、ジョイント部によって繋がれている。
ジョイント部を介して第1列に位置する扁平管および第2列に位置する扁平管を冷媒が流れる間に、冷媒と空気と間で熱交換が行われることになる。なお、このような熱交換器を開示した特許文献の一例として、特許文献1がある。
熱交換器として、扁平管を使用した熱交換器では、冷媒と空気等との熱交換をさらに効率的に行うことが求められている。
本発明は、そのような開発の一環でなされたものであり、一つの目的は、熱交換のさらなる改善が図られる熱交換器を提供することであり、他の目的は、そのような熱交換器を備えた空気調和機を提供することであり、さらに他の目的は、そのような熱交換器の製造方法を提供することである。
本発明に係る熱交換器は、第1扁平管と第2扁平管とジョイント部とを有している。第1扁平管は、長径と短径を有する扁平型断面形状を有する。第2扁平管は、扁平型断面形状を有し、第1扁平管に対して長径の方向に距離を隔てられている。ジョイント部は、第1扁平管と第2扁平管とを繋いでいる。前記ジョイント部は、第1開口部と第2開口部と流路とを備えている。第1開口部は、扁平型断面形状に対応する第1断面形状を有し、第1扁平管に連通する。第2開口部は、第1開口部とは長径の方向に距離を隔てられ、扁平型断面形状に対応する第2断面形状を有し、第2扁平管に連通する。流路は、円形断面形状を有し、第1開口部と第2開口部とに繋がって、第1開口部と第2開口部とを互いに連通させる。流路と第2開口部とが繋がっている第1位置における第2断面形状の中心を通り、第2扁平管が延在する方向に平行な軸を第1中心軸とし、流路と第1開口部とが繋がっている第2位置における円形断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第2中心軸とし、第2位置における第1断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第3中心軸とする。そうすると、第1中心軸と第2中心軸との間の第1距離は、第1中心軸と第3中心軸との間の第2距離よりも長い。
本発明に係る空気調和機は、上述した熱交換器を備えた空気調和機である。
本発明に係る熱交換器の製造方法は、以下の工程を備えている。長径と短径を有する扁平型断面形状をそれぞれ有する複数の第1扁平管を用意するとともに、扁平型断面形状をそれぞれ有する複数の第2扁平管を用意する。複数の第1扁平管のそれぞれを、短径の方向に互いに距離を隔てて配置する。複数の第2扁平管のそれぞれを、短径の方向に距離を隔てるとともに、複数の第1扁平管のそれぞれに対して長径の方向に距離を隔てて配置する。扁平型断面形状に対応する第1断面形状を有する第1開口部、扁平型断面形状に対応する第2断面形状を有する第2開口部、および、第1開口部と第2開口部とに繋がる円形断面形状を有する流路を有するジョイント部を形成する。第1扁平管および第2扁平管に対して、複数の第1扁平管のそれぞれと、複数の第1扁平管のそれぞれに対して長径の方向に距離を隔てて配置された複数の第2扁平管のそれぞれとに、ジョイント部を接続する。組み付けられた、複数の第1扁平管、複数の第2扁平管および複数のジョイント部をロウ付けする。ジョイント部を形成する工程では、流路と第2開口部とが繋がっている第1位置における第2断面形状の中心を通り、第2扁平管が延在する方向に平行な軸を第1中心軸とし、流路と第1開口部とが繋がっている第2位置における円形断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第2中心軸とし、第2位置における第1断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第3中心軸とすると、第1中心軸と第2中心軸との間の第1距離は、第1中心軸と第3中心軸との間の第2距離よりも長くなるように形成される。
本発明に係る熱交換器の製造方法は、以下の工程を備えている。長径と短径を有する扁平型断面形状をそれぞれ有する複数の第1扁平管を用意するとともに、扁平型断面形状をそれぞれ有する複数の第2扁平管を用意する。複数の第1扁平管のそれぞれを、短径の方向に互いに距離を隔てて配置する。複数の第2扁平管のそれぞれを、短径の方向に距離を隔てるとともに、複数の第1扁平管のそれぞれに対して長径の方向に距離を隔てて配置する。扁平型断面形状に対応する第1断面形状を有する第1開口部、扁平型断面形状に対応する第2断面形状を有する第2開口部、および、第1開口部と第2開口部とに繋がる円形断面形状を有する流路を有するジョイント部を形成する。第1扁平管および第2扁平管に対して、複数の第1扁平管のそれぞれと、複数の第1扁平管のそれぞれに対して長径の方向に距離を隔てて配置された複数の第2扁平管のそれぞれとに、ジョイント部を接続する。組み付けられた、複数の第1扁平管、複数の第2扁平管および複数のジョイント部をロウ付けする。ジョイント部を形成する工程では、流路と第2開口部とが繋がっている第1位置における第2断面形状の中心を通り、第2扁平管が延在する方向に平行な軸を第1中心軸とし、流路と第1開口部とが繋がっている第2位置における円形断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第2中心軸とし、第2位置における第1断面形状の中心を通り、第1扁平管が延在する方向に平行な軸を第3中心軸とすると、第1中心軸と第2中心軸との間の第1距離は、第1中心軸と第3中心軸との間の第2距離よりも長くなるように形成される。
本発明に係る熱交換器によれば、ジョイント部では、第1距離が第2距離よりも長くなるように第1開口部、第2開口部および流路が形成されている。これにより、冷房運転および暖房運転のいずれかの運転に対して、熱交換を効率的に行うことができる。
本発明に係る空気調和機によれば、エネルギ効率を高めることができる。
本発明に係る熱交換器の製造方法によれば、熱交換が効率的に行われるジョイント部を備えた熱交換器を製造することができる。
本発明に係る熱交換器の製造方法によれば、熱交換が効率的に行われるジョイント部を備えた熱交換器を製造することができる。
実施の形態1
はじめに、熱交換器を適用した空気調和機(または空調冷凍装置)の冷媒回路について説明する。図1に示すように、空気調和機1の冷媒回路は、圧縮機3、凝縮熱交換器7(5)、主絞り装置11、蒸発熱交換器9(5)、送風機8a、10a、モータ8b、10bにより構成される。空気調和機1を冷房運転させる際には、凝縮熱交換器7が室外機に搭載される熱交換器5となり、蒸発熱交換器9が室内機に搭載される熱交換器となる。一方、空気調和機1を暖房運転させる際には、蒸発熱交換器9が室外機に搭載される熱交換器5となり、凝縮熱交換器7が室内機に搭載される熱交換器となる。その冷媒回路では、冷媒として、たとえば、R410A、R32、HFO-1234yf等の冷媒が用いられる。
はじめに、熱交換器を適用した空気調和機(または空調冷凍装置)の冷媒回路について説明する。図1に示すように、空気調和機1の冷媒回路は、圧縮機3、凝縮熱交換器7(5)、主絞り装置11、蒸発熱交換器9(5)、送風機8a、10a、モータ8b、10bにより構成される。空気調和機1を冷房運転させる際には、凝縮熱交換器7が室外機に搭載される熱交換器5となり、蒸発熱交換器9が室内機に搭載される熱交換器となる。一方、空気調和機1を暖房運転させる際には、蒸発熱交換器9が室外機に搭載される熱交換器5となり、凝縮熱交換器7が室内機に搭載される熱交換器となる。その冷媒回路では、冷媒として、たとえば、R410A、R32、HFO-1234yf等の冷媒が用いられる。
次に、凝縮熱交換器7または蒸発熱交換器9として、室外機に搭載される熱交換器5の構造について説明する。図2および図3に示すように、互いに間隔を隔てて配置された板状の複数のフィン21に、伝熱管として、長径LRと短径SRを有する扁平型断面形状(図17参照)を有するそれぞれ複数の第1扁平管23aおよび第2扁平管23bが一方から他方へ貫通するように配置されている。
複数の第1扁平管23aのそれぞれは、短径の方向に互いに距離を隔てて配置されている。複数の第1扁平管23aは第1列5aの第1扁平管23aとなる。また、複数の第2扁平管23bのそれぞれは、短径の方向に互いに距離を隔てられるとともに、複数の第1扁平管23aのそれぞれに対して長径の方向に距離を隔てて配置されている。複数の第2扁平管23bは第2列5bの第2扁平管23bとなる。
第2列の第2扁平管23bと対向するように送風機8a、10aが配置されている。第1列5aの第1扁平管23aは風上側に配置されている。第2列5bの第2扁平管23bは風下側に配置されている。複数のフィン21の一方から突出する複数の第1扁平管23aのそれぞれと、対応する複数の第2扁平管23bのそれぞれとが、ジョイント部25によって繋がっている。
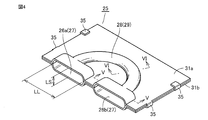
次に、そのジョイント部25について説明する。図4、図5および図6に示すように、ジョイント部25は、第1開口部26a、第2開口部26bおよび流路28を備えている。第1開口部26aおよび第2開口部26bのそれぞれは、第1扁平管23aおよび第2扁平管23bの扁平型断面形状(図17参照)に対応した、長径LLおよび短径LSを有する扁平型断面形状27を有する。流路28は、円形断面形状29を有し、略半円を描くように形成されている。
第1開口部26aは第1扁平管23aに接続されて、第1扁平管23aに連通する。第2開口部26bは第2扁平管23bに接続されて、第2扁平管23bに連通する。流路28は、第1開口部26aと第2開口部26bとに繋がって、第1開口部26aと第2開口部26bとを互いに連通させている。後述するように、ジョイント部25は、それぞれプレス加工された2枚のアルミニウム板を、互いに接合(かしめ)することによって形成されている。
ここで、図7に示すように、流路28と第1開口部26a(第2開口部26b)とが繋がっている位置における円形断面形状29の中心MCを通り、第1扁平管23a(第2扁平管23b)が延在する方向に平行な軸を中心軸CCとする。また、その位置における扁平型断面形状27の中心MFを通り、第1扁平管23a(第2扁平管23b)が延在する方向に平行な軸を中心軸CFとする。なお、扁平型断面形状27の中心MFとは、長径LL(図4参照)の垂直二等分線と短径LS(図4参照)の垂直二等分線とが交差する交点をいうが、幾何学的に厳密な交点を意図するものではなく、製造上の誤差が含まれる。円形断面形状29の中心MCについても、同様である。
そうすると、熱交換器5では、第2開口部26b側の中心軸CFと第1開口部26a側の中心軸CCとの間の距離は、第2開口部26b側の中心軸CFと第1開口部26a側の中心軸CFとの間の距離よりも長い。また、第1開口部26a側の中心軸CFと第2開口部26b側の中心軸CCとの間の距離は、第1開口部26a側の中心軸CFと第2開口部26b側の中心軸CFとの間の距離よりも長い。具体的には、後述するように、風上側に位置する第1列5a側では、中心軸CCが中心軸CFよりも風上側に位置する。風下側に位置する第2列5b側では、中心軸CCが中心軸CFよりも風下側に位置する。
複数のフィン21の他方では、風上側(第1列5a側)に分配ヘッダ15が配置され、風下側(第2列5b側)にガスヘッダ13が配置されている。実施の形態1に係る熱交換器5は、上記のように構成される。
次に、上述した熱交換器5を適用した空気調和の動作として、まず、冷房運転について、図1に示す冷媒回路に基づいて説明する。冷房運転では、圧縮機によって圧縮された高温高圧のガス冷媒が、凝縮熱交換器7に送り込まれる。凝縮熱交換器7では、高温高圧のガス冷媒は周囲に放熱をしながら液化し、低温高圧の液冷媒になる。低温高圧の液冷媒は、主絞り装置11によって圧力が下げられて、低温低圧の液冷媒になる。低温低圧の液冷媒は、蒸発熱交換器9へ送り込まれる。蒸発熱交換器9では、低温低圧の液冷媒は周囲の熱を奪いながら気化し、低圧のガス冷媒になる。低圧のガス冷媒は、圧縮機に送り込まれて、高温高圧のガス冷媒になる。以下、このサイクルが繰り返される。
冷房運転では、熱交換器5が凝縮熱交換器7として室外機に搭載される。次に、その熱交換器5(凝縮熱交換器7)における冷媒の流れについて説明する。図8に示すように、熱交換器5では、送風機8aの回転によって、空気は、矢印YWに示すように、第1列5a側から第2列5b側に向かって熱交換器5を通り抜けて流れることになる。
圧縮機から送られた高温高圧のガス冷媒は、まず、風下側に位置する第2列5bの第2扁平管23bを、矢印YCに示すように、ガスヘッダ13が配置されている側からジョイント部25が配置されている側に向かって流れる。ジョイント部25では、第2扁平管23bを流れてきた冷媒が、第2開口部26b、流路28および第1開口部26aを経て、風上側に位置する第1列5aの第1扁平管23aへ送られる。
第1扁平管23aへ送られた冷媒は、矢印YCに示すように、分配ヘッダ15が配置されている側に向かって第1扁平管23aを流れる。高温高圧のガス冷媒が、第2扁平管23bおよび第1扁平管23aを流れる間に、熱交換器5を通り抜ける空気との間で熱交換が行われて、低温高圧の液冷媒になる。
次に、ジョイント部25における冷媒の流れについて説明する。図9に示すように、高温高圧のガス冷媒は、風下側の第2扁平管23bを流れる間に徐々に凝縮して液化し、ジョイント部25の第2開口部26bへは、ガス冷媒と液冷媒との二相状態の冷媒が流れ込む。第2開口部26bへ流れ込んだ冷媒は、流路28を流れて第1開口部26aに流れ込む。
このとき、二相状態の冷媒のうち、液冷媒が、慣性力によって、第1開口部26aの風上側に一旦流れ込んだ後、その慣性力によって、さらに、第1開口部26aの内壁面を流れて、第1開口部26aの風下側に流れ込むことになる(流れを示す矢印を参照)。このため、第1扁平管23aに流れ込む直前の液冷媒41の分布は、風下側に偏った分布になる。液冷媒41が風下側に偏ることで、風上側では、ガス冷媒が偏って分布することになる。
次に、図10に示すように、風上側では主にガス冷媒が分布し、風下側では主に液冷媒41が分布した状態で、冷媒通路24が設けられた第1扁平管23aに冷媒が流れ込む。風上側の熱流速は、風下側の熱流速よりも大きいため、風上側に偏って分布するガス冷媒は、第1扁平管23aを流れる間に、効率的に凝縮して液化する。これにより、熱交換器5の分配ヘッダ15側(出口)では、冷媒の乾き度は、第1扁平管23aの長径の方向にほぼ均一になる。こうして、凝縮して液化した低温高圧の液冷媒が、熱交換器5から送り出される。
次に、暖房運転について説明する。暖房運転の場合の冷媒回路における冷媒の流れは、冷房運転について説明したとおりである。暖房運転の場合には、熱交換器5が蒸発熱交換器9として室外機に搭載される。
次に、その熱交換器5(蒸発熱交換器9)における冷媒の流れについて説明する。図11に示すように、熱交換器5では、送風機10aの回転によって、空気は、矢印YWに示すように、第1列5a側から第2列5b側に向かって熱交換器5を通り抜けて流れることになる。
主絞り装置11を経て、低温低圧となった液冷媒は、まず、風上側に位置する第1列5aの第1扁平管23aを、矢印YHに示すように、分配ヘッダ15が配置されている側からジョイント部25が配置されている側に向かって流れる。ジョイント部25では、第1扁平管23aを流れてきた冷媒が、第1開口部26a、流路28および第2開口部26bを経て、風下側に位置する第2列5bの第2扁平管23bへ送られる。
第2扁平管23bへ送られた冷媒は、矢印YHに示すように、ガスヘッダ13が配置されている側に向かって第2扁平管23bを流れる。低温低圧の液冷媒が、第1扁平管23aおよび第2扁平管23bを流れる間に、熱交換器5を通り抜ける空気との間で熱交換が行われて、低圧のガス冷媒になる。
次に、ジョイント部25における冷媒の流れについて説明する。図12に示すように、低温低圧の液冷媒は、風上側の第1扁平管23aを流れる間に徐々に蒸発して気化し、ジョイント部25の第1開口部26aへは、ガス冷媒と液冷媒との二相状態の冷媒が流れ込む。第1開口部26aへ流れ込んだ冷媒は、流路28を流れて第2開口部26bに流れ込む。
このとき、二相状態の冷媒のうち、液冷媒が、慣性力によって、第2開口部26bの風下側に一旦流れ込んだ後、その慣性力によって、さらに、第2開口部26bの内壁面を流れて、第2開口部26bの風上側に流れ込むことになる(流れを示す矢印を参照)。このため、第2扁平管23bに流れ込む直前の液冷媒41の分布は、風上側に偏った分布になる。液冷媒41が風上側に偏ることで、風下側では、ガス冷媒が偏って分布することになる。
次に、図13に示すように、風上側では主に液冷媒41が分布し、風下側では主にガス冷媒が分布した状態で、冷媒通路24が設けられた第2扁平管23bに冷媒が流れ込む。風上側の熱流速は、風下側の熱流速よりも大きいため、風上側に偏って分布する液冷媒41は、第2扁平管23bを流れる間に、効率的に蒸発して気化する。これにより、熱交換器5のガスヘッダ13側(出口)では、冷媒の乾き度は、第2扁平管23bの長径の方向にほぼ均一になる。こうして、蒸発して気化した低圧のガス冷媒が、熱交換器5から送り出される。
上述した熱交換器5のジョイント部25における風上側の第1列5a側では、流路28の中心軸CCが、第1開口部26aの中心軸CFよりも風上側に位置する。このため、熱交換器5が凝縮熱交換器として使用される場合(冷房運転)において、冷媒が、風下側の第2扁平管23bからジョイント部25の第2開口部26bおよび流路28を経て、第1開口部26aに流れ込む際に、液冷媒を、慣性力によって風下側に偏らせることができる。
これにより、風上側の第1扁平管23aへは、風下側に液冷媒が偏り、風上側にガス冷媒が偏った状態で流れ込み、第1扁平管23a内では、熱流速が風下側に比べて大きい風上側において、ガス冷媒を効率的に凝縮させて液化することができる。その結果、ガス冷媒(または液冷媒)が、第1扁平管23aの長径の方向にほぼ均一な分布をもって第1扁平管23aへ流れ込む場合と比べて、より効率的に熱交換が行われて、熱交換器としての熱交換性能を向上させることができる。なお、熱交換性能とは、伝熱面積と熱通過率との積であり、この値が高い方が、熱交換性能が高いとされる。
また、上述した熱交換器5のジョイント部25における風下側の第2列5b側では、流路28の中心軸CCが、第2開口部26bの中心軸CFよりも風下側に位置する。このため、熱交換器5が蒸発熱交換器として使用される場合(暖房運転)において、冷媒が、風上側の第1扁平管23aからジョイント部25の第1開口部26aおよび流路28を経て、第2開口部26bに流れ込む際に、液冷媒を、慣性力によって風上側に偏らせることができる。
これにより、風下側の第2扁平管23bへは、風上側に液冷媒が偏り、風下側にガス冷媒が偏った状態で流れ込み、第2扁平管23b内では、熱流速が風下側に比べて大きい風上側において、液冷媒を効率的に蒸発させて気化することができる。その結果、液冷媒(またはガス冷媒)が、第2扁平管23bの長径の方向にほぼ均一な分布をもって第2扁平管23bへ流れ込む場合と比べて、より効率的に熱交換が行われて、熱交換器としての熱交換性能を向上させることができる。
このようにして、上述したジョイント部25を備えた熱交換器5を、凝縮熱交換器および蒸発熱交換器の一方、または、双方に適用することで、エネルギ効率の高い空気調和機を実現することができる。
ここで、暖房エネルギ効率は、次の式、
暖房エネルギ効率=凝縮熱交換器(室内)能力(ワット)/全入力(ワット)
によって表される。
暖房エネルギ効率=凝縮熱交換器(室内)能力(ワット)/全入力(ワット)
によって表される。
冷房エネルギ効率は、次の式、
冷房エネルギ効率=蒸発熱交換器(室内)能力(ワット)/全入力(ワット)
によって表される。
冷房エネルギ効率=蒸発熱交換器(室内)能力(ワット)/全入力(ワット)
によって表される。
実施の形態2
ここでは、実施の形態1において説明した、ジョイント部を備えた熱交換器の製造方法の一例について説明する。
ここでは、実施の形態1において説明した、ジョイント部を備えた熱交換器の製造方法の一例について説明する。
まず、図14に示すように、所望の寸法にカットした金属板(板状体)として、たとえば、2枚のアルミニウム板31a、31bを用意する。アルミニウム板31a、31bのそれぞれには、カシメ部となる突起部32が形成されている。
次に、図15に示すように、アルミニウム板31a、31bのそれぞれに対して、プレス加工を施すことによって、アルミニウム板31aに第1凹部33aを形成し、アルミニウム板31bに第2凹部33bを形成する。ここで、第1凹部33aと第2凹部33bとは、アルミニウム板31aとアルミニウム板31bとを合わせた状態で、第1開口部26a、第2開口部26bおよび流路28となる形状に形成される(図16参照)。つまり、図7に示すように、中心軸CCと中心軸CFとが、長径LL(図4参照)の方向に互いにずれるように、第1凹部33aと第2凹部33bとがそれぞれ形成されることになる。
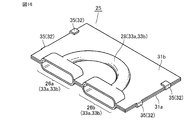
次に、図16に示すように、第1凹部33aと第2凹部33bとを対向させた状態で、アルミニウム板31aとアルミニウム板31bとを合せ、突起部32を曲げて互いにかしめる(カシメ部35)。第1凹部33aと第2凹部33bとが向かい合うことで、第1開口部26a、流路28および第2開口部26bが形成される。こうして、ジョイント部25が形成される。
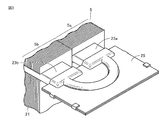
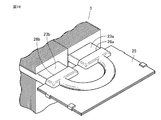
次に、そのジョイント部25を第1扁平管と第2扁平管とに接続する。図17に示すように、複数のフィン21を貫通して一方からそれぞれ突出する第1扁平管23aと第2扁平管23bとに対して、第1扁平管23aに第1開口部26aを合せるとともに、第2扁平管23bに第2開口部26bを合せた状態で、ジョイント部25を第1扁平管23a(第2扁平管23b)に向かって押し込む。こうして、図18に示すように、ジョイント部25が、第1扁平管23aと第2扁平管23bとに接続されて、第1扁平管23aと第2扁平管23bとが繋がる。
以下、この工程を繰り返すことによって、図19に示すように、複数のフィン21を貫通して一方から突出する複数の第1扁平管23aのそれぞれと、対応する複数の第2扁平管23bのそれぞれとを、ジョイント部25によって繋げる。
次に、組み付けられた、複数のフィン21、第1扁平管23a、第2扁平管23bおよびジョイント部25(組立体)に、たとえば、スプレー法等によってフラックスを塗布する。次に、フラックスが塗布された組立体を炉(図示せず)に入れる。次に、所定の温度条件のもとで組立体に熱処理を行うことによってロウ付けを行う。
炉内の温度が下がった後、組立体を取り出す。こうして、ジョイント部25を備えた熱交換器5が完成する。その後、完成した熱交換器5を所定の筐体内に組み付けることによって、空気調和機の室外機が完成する(図2参照)。
前述したように、熱交換器5のジョイント部25では、第2開口部26b側の中心軸CFと第1開口部26a側の中心軸CCとの間の距離は、第2開口部26b側の中心軸CFと第1開口部26a側の中心軸CFとの間の距離よりも長い。また、第1開口部26a側の中心軸CFと第2開口部26b側の中心軸CCとの間の距離は、第1開口部26a側の中心軸CFと第2開口部26b側の中心軸CFとの間の距離よりも長い。つまり、中心軸CCと中心軸CFとが、長径LL(図4参照)の方向に互いにずれている。
上述した熱交換器の製造方法では、そのような第1開口部26a、流路28および第2開口部26bを有するジョイント部25は、2枚のアルミニウム板31a、31bにプレス加工を施すことによって形成される(図14~図16参照)。これにより、上記配置関係を有する第1開口部26a、流路28および第2開口部26bとなる第1凹部33aおよび第2凹部33bを、比較的容易に形成することができる。
(変形例)
上述した製造方法では、複数のジョイント部を、一つずつ、対応する第1扁平管と第2扁平管とに接続させる場合について説明したが、複数のジョイント部をまとめて接続するようにしてもよい。
上述した製造方法では、複数のジョイント部を、一つずつ、対応する第1扁平管と第2扁平管とに接続させる場合について説明したが、複数のジョイント部をまとめて接続するようにしてもよい。
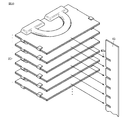
図20に示すように、複数のジョイント部25を、短径の方向に間隔を隔てて保持する保持部材43を用意する。保持部材43には、長手方向に互いに間隔を隔てて、複数のスリット43aが形成されている。次に、その複数のスリット43aのそれぞれに、ジョイント部25を嵌め込む。
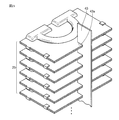
こうして、図21に示すように、保持部材43によって、複数のジョイント部25が互いに間隔を隔てられた状態で保持される。次に、図22に示すように、保持された複数のジョイント部25を、対応する第1扁平管23aと第2扁平管23bとに一括して接続する。
この方法では、複数のジョイント部25を、一つずつ、対応する第1扁平管23aと第2扁平管23bとに接続させる場合と比べて、複数のジョイント部25を、一括して、対応する第1扁平管23aと第2扁平管23bとに接続することができ、熱交換器5の組立作業の効率化を図ることができる。
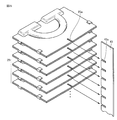
なお、複数のジョイント部をより強固に保持するために、図23に示すように、ジョイント部25にも、スリット25aを形成してもよい。図24に示すように、保持部材43のスリット43aにジョイント部25を嵌め入れるとともに、ジョイント部25のスリット25aに保持部材43を嵌め入れることで、複数のジョイント部が、保持部材によってより強固に保持される。これにより、複数のジョイント部25を第1扁平管と第2扁平管とに接続する際に、位置決めが容易になる。
また、変形例では、一つの保持部材43によって、複数のジョイント部25を保持する場合を例に挙げて説明したが、2つ以上の保持部材を用いて保持するようにしてもよい。この場合、第1開口部の近傍の部分と第2開口部の近傍の部分とを保持することで、複数のジョイント部25を第1扁平管と第2扁平管とに接続する際に、位置決めがさらに容易になる。
上述した熱交換器5のジョイント部として、2枚のアルミニウム板をプレス加工することによって形成する場合について説明した。ジョイント部の製造方法としては、中心軸CCと中心軸CFとが、長径LLの方向に互いにずれている配置関係をもって、第1開口部、流路および第2開口部を形成することができれば、プレス加工による方法に限られるものではない。たとえば、第1開口部、流路および第2開口部を別部材として形成した後、当該配置関係になるように、第1開口部、流路および第2開口部をロウ付け等によって繋げてもよい。
また、ジョイント部25を備えた熱交換器5として、室外機に搭載される熱交換器を例に挙げて説明したが、室内機に搭載される熱交換器としても適用することが可能である。さらに、冷凍機油として、鉱油系、アルキルベンゼン油系、エステル油系、エーテル油系、フッ素油系等の冷凍機油を使用することができ、冷媒または冷凍機油の溶不溶にかかわらず、熱交換器5による効果を得ることができる。また、冷媒と空気との間の熱交換の他に、冷媒と、空気以外の他の気体、液体、または、気液混合流との熱交換にも適用することができる。
さらに、上述した各実施の形態では、フィン21を備えた熱交換器5を例に挙げて説明した。熱交換器としては、フィンを備えないフィンレス熱交換器(図示せず)であってもよい。フィンレス熱交換器の場合、ジョイント部を第1扁平管と第2扁平管とに接続する際には、第1扁平管と第2扁平管とを保持部材等(図示せず)によって所定の位置に保持した状態でジョイント部を接続させればよい。
今回開示された実施の形態は例示であってこれに制限されるものではない。本発明は上記で説明した範囲ではなく、請求の範囲によって示され、請求の範囲と均等の意味および範囲でのすべての変更が含まれることが意図される。
本発明は、空気調和機の伝熱管として、扁平管を適用した熱交換器、空気調和機、ヒートポンプ装置等に有効に利用される。
1 空気調和機、3 圧縮機、5 熱交換器、5a 第1列、5b 第2列、7 凝縮熱交換器、8a 送風機、8b モータ、9 蒸発熱交換器、10a 送風機、10b モータ、11 主絞り装置、13 ガスヘッダ、15 分配ヘッダ、21 フィン、23、23a、23b 扁平管、24 冷媒通路、25 ジョイント部、25a スリット、26a 第1開口部、26b 第2開口部、27 扁平型断面形状、28 流路、29 円形断面形状、31a、31b アルミニウム板、32 突起部、33a 第1凹部、33b 第2凹部、35 カシメ部、41 液冷媒、43 保持部材、43a スリット、CC、CF 中心軸、LL、LR 長径、LS、SR 短径、MC、MF 中心、YC、YH、YW 矢印。
Claims (11)
- 長径と短径を有する扁平型断面形状を有する第1扁平管と、
前記扁平型断面形状を有し、前記第1扁平管に対して前記長径の方向に距離を隔てられた第2扁平管と、
前記第1扁平管と前記第2扁平管とを繋ぐジョイント部と
を有し、
前記ジョイント部は、
前記扁平型断面形状に対応する第1断面形状を有し、前記第1扁平管に連通する第1開口部と、
前記第1開口部とは前記長径の方向に距離を隔てられ、前記扁平型断面形状に対応する第2断面形状を有し、前記第2扁平管に連通する第2開口部と、
円形断面形状を有し、前記第1開口部と前記第2開口部とに繋がって、前記第1開口部と前記第2開口部とを互いに連通させる流路と
を備え、
前記流路と前記第2開口部とが繋がっている第1位置における前記第2断面形状の中心を通り、前記第2扁平管が延在する方向に平行な軸を第1中心軸とし、
前記流路と前記第1開口部とが繋がっている第2位置における前記円形断面形状の中心を通り、前記第1扁平管が延在する方向に平行な軸を第2中心軸とし、
前記第2位置における前記第1断面形状の中心を通り、前記第1扁平管が延在する方向に平行な軸を第3中心軸とすると、
前記第1中心軸と前記第2中心軸との間の第1距離は、前記第1中心軸と前記第3中心軸との間の第2距離よりも長い、熱交換器。 - 前記第1位置における前記円形断面形状の中心を通り、前記第2扁平管が延在する方向に平行な軸を第4中心軸とすると、
前記第3中心軸と前記第4中心軸との間の第3距離は、前記第3中心軸と前記第1中心軸との間の第4距離よりも長い、請求項1記載の熱交換器。 - 前記ジョイント部では、2枚の板状材が接合された状態で前記第1開口部、前記第2開口部および前記流路が形成された、請求項1記載の熱交換器。
- 前記第1扁平管は、前記短径の方向に互いに距離を隔てられる態様で複数配置され、
前記第2扁平管は、前記短径の方向に互いに距離を隔てられるとともに、前記複数の第1扁平管のそれぞれに対して前記長径の方向に距離を隔てられる態様で複数配置され、
前記ジョイント部は、前記複数の第1扁平管のそれぞれと、前記長径の方向に距離を隔てて互いに隣り合う、対応する前記複数の第2扁平管のそれぞれとを繋ぐ態様で複数配置された、請求項1記載の熱交換器。 - 前記短径の方向に間隔を隔てて配置される前記複数のジョイント部のそれぞれを保持する保持部材を備えた、請求項4記載の熱交換器。
- 前記第1扁平管および前記第2扁平管に対して、冷媒の出入り口部が配置された、請求項1記載の熱交換器。
- 請求項1記載の熱交換器を備えた、空気調和機。
- 長径と短径を有する扁平型断面形状をそれぞれ有する複数の第1扁平管を用意するとともに、前記扁平型断面形状をそれぞれ有する複数の第2扁平管を用意する工程と、
前記複数の第1扁平管のそれぞれを、前記短径の方向に互いに距離を隔てて配置する工程と、
前記複数の第2扁平管のそれぞれを、前記短径の方向に距離を隔てるとともに、前記複数の第1扁平管のそれぞれに対して前記長径の方向に距離を隔てて配置する工程と、
前記扁平型断面形状に対応する第1断面形状を有する第1開口部、前記扁平型断面形状に対応する第2断面形状を有する第2開口部、および、前記第1開口部と前記第2開口部とに繋がる円形断面形状を有する流路を有するジョイント部を形成する工程と、
前記複数の第1扁平管のそれぞれと、前記複数の第1扁平管のそれぞれに対して前記長径の方向に距離を隔てて配置された前記複数の第2扁平管のそれぞれとに、前記ジョイント部を接続する工程と、
組み付けられた、前記複数の第1扁平管、前記複数の第2扁平管および前記複数のジョイント部をロウ付けする工程と
を有し、
前記ジョイント部を形成する工程では、
前記流路と前記第2開口部とが繋がっている第1位置における前記第2断面形状の中心を通り、前記第2扁平管が延在する方向に平行な軸を第1中心軸とし、前記流路と前記第1開口部とが繋がっている第2位置における前記円形断面形状の中心を通り、前記第1扁平管が延在する方向に平行な軸を第2中心軸とし、前記第2位置における前記第1断面形状の中心を通り、前記第1扁平管が延在する方向に平行な軸を第3中心軸とすると、
前記第1中心軸と前記第2中心軸との間の第1距離は、前記第1中心軸と前記第3中心軸との間の第2距離よりも長くなるように形成される、熱交換器の製造方法。 - 前記ジョイント部を形成する工程では、
前記第1位置における前記円形断面形状の中心を通り、前記第2扁平管が延在する方向に平行な軸を第4中心軸とすると、
前記第3中心軸と前記第4中心軸との間の第3距離は、前記第3中心軸と前記第1中心軸との間の第4距離よりも長くなるように形成される、請求項8記載の熱交換器の製造方法。 - 前記ジョイント部を形成する工程は、
第1板状体および第2板状体を用意する工程と、
前記第1板状体にプレス加工を行うことにより第1凹部を形成する工程と、
前記第2板状体にプレス加工を行うことにより第2凹部を形成する工程と、
前記第1凹部と前記第2凹部とが向かい合う態様で前記第1板状体と前記第2板状体とを接合する工程と
を含み、
前記第1凹部を形成する工程および前記第2凹部を形成する工程では、前記第1凹部と前記第2凹部とが向かい合った状態で、前記第1断面形状、前記第2断面形状および前記円形断面形状が形成される態様で、前記第1凹部および前記第2凹部が形成される、請求項9記載の熱交換器の製造方法。 - 前記ジョイント部を形成する工程は、前記短径の方向に距離を隔てて配置される前記複数のジョイント部をあらかじめ保持する保持部材を取り付ける工程を含み、
前記ジョイント部を接続する工程は、前記保持部材によって保持された前記複数のジョイント部を、対応する前記第1扁平管および前記第2扁平管のそれぞれに接続する工程を含む、請求項10記載の熱交換器の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017556276A JP6440867B2 (ja) | 2015-12-17 | 2015-12-17 | 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 |
| PCT/JP2015/085361 WO2017104049A1 (ja) | 2015-12-17 | 2015-12-17 | 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/085361 WO2017104049A1 (ja) | 2015-12-17 | 2015-12-17 | 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017104049A1 true WO2017104049A1 (ja) | 2017-06-22 |
Family
ID=59056120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/085361 WO2017104049A1 (ja) | 2015-12-17 | 2015-12-17 | 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6440867B2 (ja) |
| WO (1) | WO2017104049A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019132512A (ja) * | 2018-01-31 | 2019-08-08 | ダイキン工業株式会社 | 冷凍装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS597887A (ja) * | 1982-07-06 | 1984-01-17 | Mitsubishi Heavy Ind Ltd | 蛇管形伝熱管の製作方法 |
| JPS6281876U (ja) * | 1985-10-31 | 1987-05-25 | ||
| JP2008122058A (ja) * | 2006-10-17 | 2008-05-29 | Alps Electric Co Ltd | ラジエータ及び冷却システム |
| JP2010185614A (ja) * | 2009-02-12 | 2010-08-26 | Mitsubishi Electric Corp | 扁平管継手 |
| JP2014119212A (ja) * | 2012-12-18 | 2014-06-30 | Nisshin Steel Co Ltd | 熱交換器 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1050082A (fr) * | 1952-02-01 | 1954-01-05 | Radiateur de chauffage | |
| JPS577993Y2 (ja) * | 1978-04-01 | 1982-02-16 | ||
| IT1234289B (it) * | 1989-06-14 | 1992-05-14 | Piemontese Radiatori | Perfezionamenti apportati ad uno scambiatore di calore a tubi appiattiti |
| RO120359B1 (ro) * | 1998-06-12 | 2005-12-30 | S.C. Romradiatoare S.A. | Element radiant pentru schimbătoare de căldură şi procedeu de realizare a acestora |
| CN104121800B (zh) * | 2013-04-27 | 2017-09-26 | 杭州三花微通道换热器有限公司 | 流通管接头及具有该流通管接头的换热器 |
| US20160245560A1 (en) * | 2013-10-29 | 2016-08-25 | Mitsubishi Electric Corporation | Tube fitting, heat exchanger, and air-conditioning apparatus |
| JP6355473B2 (ja) * | 2014-08-07 | 2018-07-11 | 三菱電機株式会社 | 熱交換器 |
-
2015
- 2015-12-17 JP JP2017556276A patent/JP6440867B2/ja active Active
- 2015-12-17 WO PCT/JP2015/085361 patent/WO2017104049A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS597887A (ja) * | 1982-07-06 | 1984-01-17 | Mitsubishi Heavy Ind Ltd | 蛇管形伝熱管の製作方法 |
| JPS6281876U (ja) * | 1985-10-31 | 1987-05-25 | ||
| JP2008122058A (ja) * | 2006-10-17 | 2008-05-29 | Alps Electric Co Ltd | ラジエータ及び冷却システム |
| JP2010185614A (ja) * | 2009-02-12 | 2010-08-26 | Mitsubishi Electric Corp | 扁平管継手 |
| JP2014119212A (ja) * | 2012-12-18 | 2014-06-30 | Nisshin Steel Co Ltd | 熱交換器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019132512A (ja) * | 2018-01-31 | 2019-08-08 | ダイキン工業株式会社 | 冷凍装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017104049A1 (ja) | 2018-03-29 |
| JP6440867B2 (ja) | 2018-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9322602B2 (en) | Heat exchanger having a plurality of plate-like fins and a plurality of flat-shaped heat transfer pipes orthogonal to the plate-like fins | |
| US20100050685A1 (en) | Multichannel Heat Exchanger with Dissimilar Flow | |
| CN106482568B (zh) | 用于换热器的换热管、换热器及其装配方法 | |
| JP2007017132A (ja) | 熱交換用チューブおよび熱交換器 | |
| JP6765528B2 (ja) | 熱交換器、冷凍サイクル装置および空気調和機 | |
| JP3934631B2 (ja) | 熱交換器用エンドプレートと、これを備える熱交換器及びその作製方法 | |
| JP6440867B2 (ja) | 熱交換器およびそれを備えた空気調和機ならびに熱交換器の製造方法 | |
| JP6826133B2 (ja) | 熱交換器及び冷凍サイクル装置 | |
| US10941989B2 (en) | Air conditioner and method of manufacturing the same | |
| JP6455103B2 (ja) | 熱交換器 | |
| US20190277569A1 (en) | Heat exchanger and air-conditioner | |
| KR20130084179A (ko) | 열교환기 | |
| JP6880206B2 (ja) | 熱交換器の製造方法 | |
| JP6797304B2 (ja) | 熱交換器及び空気調和機 | |
| EP2713135B1 (en) | Heat exchanger | |
| JP6493575B1 (ja) | 冷凍装置 | |
| JP5404729B2 (ja) | 熱交換器及び冷凍サイクル装置 | |
| WO2018096666A1 (ja) | 熱交換器および冷凍サイクル装置並びに熱交換器の製造方法 | |
| JP7462832B2 (ja) | 熱交換器 | |
| WO2020213227A1 (ja) | 熱交換器およびそれを用いた冷凍システム | |
| JP7118279B2 (ja) | 熱交換器、その製造方法および空気調和装置 | |
| US20220299275A1 (en) | Microchannel heat exchanger for appliance condenser | |
| WO2022137562A1 (ja) | 熱交換器およびその製造方法ならびに冷凍サイクル装置 | |
| KR20170042138A (ko) | 다열 열교환기 | |
| KR102293545B1 (ko) | 응축기 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15910739 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017556276 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15910739 Country of ref document: EP Kind code of ref document: A1 |