WO2017030195A1 - シリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体 - Google Patents
シリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体 Download PDFInfo
- Publication number
- WO2017030195A1 WO2017030195A1 PCT/JP2016/074275 JP2016074275W WO2017030195A1 WO 2017030195 A1 WO2017030195 A1 WO 2017030195A1 JP 2016074275 W JP2016074275 W JP 2016074275W WO 2017030195 A1 WO2017030195 A1 WO 2017030195A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- outer cylinder
- seal cap
- distal end
- end portion
- syringe
- Prior art date
Links
Images

















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/32—Needles; Details of needles pertaining to their connection with syringe or hub; Accessories for bringing the needle into, or holding the needle on, the body; Devices for protection of needles
- A61M5/3202—Devices for protection of the needle before use, e.g. caps
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/04—Heat
- A61L2/06—Hot gas
- A61L2/07—Steam
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/002—Packages specially adapted therefor, e.g. for syringes or needles, kits for diabetics
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/28—Syringe ampoules or carpules, i.e. ampoules or carpules provided with a needle
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1412—Containers with closing means, e.g. caps
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/08—Radiation
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/02—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using physical phenomena
- A61L2/08—Radiation
- A61L2/087—Particle radiation, e.g. electron-beam, alpha or beta radiation
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/16—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using chemical substances
- A61L2/20—Gaseous substances, e.g. vapours
- A61L2/202—Ozone
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor
- A61L2/16—Methods or apparatus for disinfecting or sterilising materials or objects other than foodstuffs or contact lenses; Accessories therefor using chemical substances
- A61L2/20—Gaseous substances, e.g. vapours
- A61L2/206—Ethylene oxide
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2202/00—Aspects relating to methods or apparatus for disinfecting or sterilising materials or objects
- A61L2202/20—Targets to be treated
- A61L2202/23—Containers, e.g. vials, bottles, syringes, mail
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/002—Packages specially adapted therefor, e.g. for syringes or needles, kits for diabetics
- A61M2005/005—Magazines with multiple ampoules directly inserted into an injection or infusion device, e.g. revolver-like magazines containing ampoules with or without needles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M2005/3103—Leak prevention means for distal end of syringes, i.e. syringe end for mounting a needle
- A61M2005/3107—Leak prevention means for distal end of syringes, i.e. syringe end for mounting a needle for needles
- A61M2005/3109—Caps sealing the needle bore by use of, e.g. air-hardening adhesive, elastomer or epoxy resin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M2005/3117—Means preventing contamination of the medicament compartment of a syringe
- A61M2005/3118—Means preventing contamination of the medicament compartment of a syringe via the distal end of a syringe, i.e. syringe end for mounting a needle cannula
- A61M2005/312—Means preventing contamination of the medicament compartment of a syringe via the distal end of a syringe, i.e. syringe end for mounting a needle cannula comprising sealing means, e.g. severable caps, to be removed prior to injection by, e.g. tearing or twisting
Definitions
- the present invention relates to a syringe assembly equipped with a seal cap, a prefilled syringe, an outer cylinder seal cap, and a syringe assembly package.
- a syringe with a puncture needle fixed to the outer tube tip is used as a small amount of syringe for drug administration. And when comprising the prefilled syringe which filled the chemical
- seal caps capable of needle tip sealing for example, those disclosed in Patent Document 1 (Japanese Patent Publication No. 2010-534546) and Patent Document 2 (US Pat. No. 6,719,732) have been proposed.
- a prefilled syringe prefilled with a medicine is used.
- many highly soluble drugs such as nitroglycerin, cyclosporine, and benzodiazepines have been reported to decrease the content in various pharmaceutical containers, and the interaction between injection solutions and medical devices has become a problem. Yes. Therefore, a resin having a low drug adsorption property such as a cyclic polyolefin has been used as an outer cylinder for a syringe.
- the present applicant has proposed a prefilled syringe that is not provided with a needle as described above, but has an outer cylinder directly sealed with a seal cap and sterilized by autoclaving (Japanese Patent Laid-Open No. 2005-319118). : Patent Document 3).
- the seal cap (shield 10) of Patent Document 1 covers the end of a syringe (a part of which is shown in FIG. 2 of Patent Document 1).
- the distal end of the syringe 3 includes a hub 2 to which the needle 6 is fixed.
- the shield 10 has an open proximal end 11, a closed distal end 12, and a wall 13 that extends from the proximal end 11 to the closed distal end 12.
- the inner surface 14 of the wall 13 defines a cavity 15 that houses a portion of the distal end of the syringe 3.
- a portion 14a of the inner surface 14 is in contact with the hub 2 at the distal end of the syringe 3. It has become.
- the seal cap (device for protecting a syringe needle) of Patent Document 2 includes an elastic needle cap 20 extending in the longitudinal direction between an open base end 22 and a closed end 24, It has an inner housing 26 delimited by lateral walls 28 and end walls 30. Further, formed between the first and second portions 40 and the second portion 42 of the housing 26 to expand inwardly at the end of the second portion 42 toward the proximal end 22.
- An annular bead 70 (rib) is provided.
- the bead 70 is provided with four slots 72 extending in the longitudinal direction.
- This type of prefillable syringe with a needle is often provided as a so-called prefilled syringe in which a syringe is filled with a chemical solution.
- the above-described seal cap having a function of sealing the needle tip of the outer cylinder is attached.
- the seal cap is often formed of a rubber material having elasticity that can be punctured by the needle tip for sealing the needle tip.
- seal cap there is no sticking to the outer cylinder of the seal cap after sterilization in a state where the seal cap is attached to the outer cylinder made of cyclic polyolefin and after a predetermined period of storage, and the outer cylinder is sealed. It is required to have good autoclave sterilization property with the cap attached.
- the object of the present invention is that even when a cyclic polyolefin outer cylinder is used, it does not stick to the outer cylinder after high-pressure steam sterilization with pressure load and after storage for a predetermined period, and has good autoclave sterilization properties.
- An outer cylinder seal cap, a syringe assembly using the same, a prefilled syringe, and a syringe assembly package are provided.
- a syringe assembly comprising an outer cylinder having an outer cylinder main body having a distal end portion and a seal cap attached to the distal end portion of the outer cylinder, wherein the seal cap comprises a styrenic thermoplastic elastomer;
- the main component is a mixture with a hydrocarbon rubber softener having a kinematic viscosity at 1 ° C. of 1 to 5,000 mm 2 s ⁇ 1 and a naphthene carbon ratio (% CN) by ring analysis of 20% or less.
- a syringe assembly formed of a thermoplastic elastomer composition, wherein the outer cylinder body is formed of a cyclic polyolefin.
- a syringe assembly package containing a plurality of the above-described syringe assemblies, wherein the package has a container body having an open top surface and shape retention, and a plurality of the syringe assemblies.
- the syringe package includes a ventilation portion provided in the container body or the lid member and having a germ-impermeable and sterilizing gas flow property, and is sterilized under high pressure steam.
- FIG. 1 is a front view of a prefilled syringe according to an embodiment of the present invention.
- 2 is a cross-sectional view taken along line AA in FIG.
- FIG. 3 is an enlarged cross-sectional view of the syringe assembly of the present invention used in the prefilled syringe of FIGS. 1 and 2.
- FIG. 4 is an enlarged front view of the outer cylinder seal cap of the present invention used in the prefilled syringe of FIGS. 1 and 2 and the syringe assembly of FIG. 3.
- FIG. 5 is a bottom view of the outer cylinder seal cap shown in FIG. 4.
- 6 is an enlarged sectional view taken along line BB in FIG.
- FIG. 7 is a front view of an outer cylinder used in the prefilled syringe of FIGS. 1 and 2 and the syringe assembly of FIG.
- FIG. 8 is an enlarged sectional view taken along the line CC of FIG. 9 is an enlarged cross-sectional view of the distal end portion of the syringe assembly shown in FIG.
- FIG. 10 is an explanatory diagram for explaining the operation of the outer cylinder seal cap of the present invention.
- FIG. 11 is a front view of a prefilled syringe according to another embodiment of the present invention.
- 12 is a cross-sectional view taken along the line DD of FIG. 13 is an enlarged front view of a seal cap used in the syringe prefilled syringe shown in FIG.
- FIG. 14 is a longitudinal sectional view of the seal cap shown in FIG.
- FIG. 15 is a perspective view of the assembly package for a syringe of the present invention.
- FIG. 16 is an explanatory diagram for explaining an internal configuration of the assembly package for syringe shown in FIG. 15.
- 17 is a front view of the syringe assembly package shown in FIG.
- FIG. 18 is a plan view of the syringe assembly package shown in FIG. 17.
- FIG. 19 is an enlarged sectional view taken along line EE of FIG.
- the prefilled syringe 1 of the present invention includes a syringe assembly 10, a gasket 4 that is housed in the syringe assembly 10 and that can be liquid-tightly slid within the syringe assembly 10, and the syringe assembly 10. It consists of the medicine 8 filled in the space formed by the gasket 4.
- the syringe assembly 10 of the present invention includes an outer cylinder 2 including an outer cylinder body 21 having a distal end portion 22 and a seal cap 3 attached to the distal end portion 22 of the outer cylinder 2.
- the seal cap 3 is a styrene-based thermoplastic elastomer and a hydrocarbon having a kinematic viscosity at 100 ° C. of 1 to 5,000 mm 2 s ⁇ 1 and a naphthene carbon ratio (% CN) by ring analysis of 20% or less. It is formed of a thermoplastic elastomer composition mainly composed of a mixture with a rubber softener.
- the outer cylinder main body 21 is formed of cyclic polyolefin.
- An assembly for a syringe (in other words, an outer cylinder with a puncture needle fitted with a cap) 10 of the illustrated embodiment includes an outer cylinder main body 21 having a puncture needle fixing portion provided at a distal end portion 22 and a puncture at the distal end.
- the outer cylinder 2 includes a puncture needle 6 having a needle tip 61 and having a proximal end fixed to a puncture needle fixing portion, and a seal cap 3 attached to the outer cylinder 2.
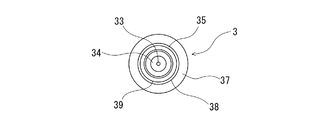
- the seal cap 3 of the illustrated embodiment has a closed distal end portion 31, an opening proximal end portion 32, a tube that extends from the opening proximal end portion 32 to the distal end side and can accommodate the distal end portion (puncture needle fixing portion) 22.
- a hollow portion 30 having a shape, and a pierceable portion 33 into which the puncture needle tip 61 of the puncture needle 6 inserted into the hollow portion 30 can be inserted.
- the seal cap 3 is attached to the outer cylinder 2, and the seal cap 3 is a pierceable portion into which the needle tip 61 of the puncture needle 6 can be inserted. 33, and the puncture needle tip 61 is inserted into the insertable portion 33 of the seal cap.
- the prefilled syringe 1 includes a syringe assembly 10 including an outer tube 2 and a seal cap 3 attached to the outer tube 2 so as to seal the needle tip 61 of the puncture needle 6.
- a gasket 4 that is housed in the syringe assembly 10 and that can be fluid-tightly slidable in the syringe assembly 10, and a medicine that is filled in a space formed by the syringe assembly 10 and the gasket 4. 8 and a plunger 5 attached to the gasket 4 or attached at the time of use.
- the medicine 8 is filled in a space formed by the outer cylinder 2, the gasket 4, and the seal cap 3.
- the drug 8 to be filled may be any one, for example, any drug that is usually used as an injection, such as protein drugs such as antibodies, peptide drugs such as hormones, nucleic acid drugs, Cellular medicines, blood products, vaccines to prevent various infectious diseases, anticancer agents, anesthetics, narcotics, antibiotics, steroids, protease inhibitors, heparin, glucose injections such as glucose, sodium chloride and lactic acid Examples include electrolyte correction injection solutions such as potassium, vitamins, fat emulsions, contrast agents, and stimulants.
- the outer cylinder 2 is provided at an outer cylinder main body 21, a cylindrical (hollow) distal end portion (puncture needle fixing portion) 22 provided at the distal end portion of the outer cylinder main body 21, and a proximal end portion of the outer cylinder main body 21. And a puncture needle 6 having a proximal end portion fixed to a distal end portion (puncture needle fixing portion) 22.
- the puncture needle 6 has a puncture needle tip 61 at the tip.
- the proximal end portion of the puncture needle 6 is inserted and fixed in the hollow portion of the distal end portion (puncture needle fixing portion) 22, and the inside of the puncture needle 6 communicates with the internal space 20 of the outer cylinder 2.
- the puncture needle 6 is in a state in which a portion (a base end portion not including the base end) slightly on the front end side from the base end is embedded in the front end portion 22 of the outer cylinder 2. For this reason, the hollow part of the front-end
- a lubricant is applied to at least the needle tip 61 of the puncture needle 6.
- a lubricant for example, a silicone oil is mentioned. By using this, a reduction in puncture resistance at the time of puncture can be expected.
- the puncture needle 6 may be inserted into the hollow portion of the tip portion 22 of the outer cylinder 2 that has been molded in advance, and fixed to the tip portion 22 by an adhesive, heat welding, or the like.
- the puncture needle 6 may be fixed directly to the outer cylinder 2 by insert molding.
- insert molding by molding the outer cylinder 2, the distal end portion 22 becomes a cylindrical shape (hollow shape) into which the puncture needle 6 is inserted, and the puncture needle 6 has a proximal end portion in the hollow portion of the distal end portion 22. It is inserted into and fixed.
- the outer cylinder 2 is transparent or translucent.
- the outer cylinder main body 21 is a substantially cylindrical part that accommodates the gasket 4 in a liquid-tight and slidable manner.
- the distal end portion 22 protrudes forward from the distal end portion of the outer cylinder main body and has a hollow cylindrical shape having a smaller diameter than the outer cylinder main body. Further, as shown in FIGS. 7 and 8, the distal end portion 22 is provided with a head 24 provided at the distal end and a short taper-shaped contraction provided at the proximal end of the head 24 and reducing in diameter toward the proximal end.
- the head portion 24 is formed with a recess 26 that is recessed from the distal end surface toward the proximal end side, and a hollow conical portion that is located in the recess 26 and has a vertex on the distal end side.
- a plurality of grooves extending in the axial direction of the outer cylinder 2 are formed on the outer surface of the connecting portion 27.
- the recessed part 25 may not be a taper shape but the shape simply reduced in diameter so that a level
- the connecting portion 27 may be omitted, and the base end portion of the concave portion (tapered reduced diameter portion 25) and the distal end portion of the outer cylinder main body 21 may be directly connected.
- the head 24 may have a hollow columnar shape (cylindrical shape) in which the recess 26 and the conical portion are omitted.
- the recess 25 is preferably an annular recess as in this embodiment.
- Cyclic polyolefin is used as a material for forming the outer cylinder 2.
- cyclic polyolefin any of cyclic olefin polymer (COP) which is a homopolymer of cyclic olefin, and cyclic olefin copolymer (COC) may be sufficient, for example.
- COP cyclic olefin polymer
- COC cyclic olefin copolymer
- cyclic polyolefin examples include a ring-opening metathesis polymer of a cyclic olefin monomer and a cyclic olefin polymer (COP) comprising a hydrogenated product thereof, a copolymer of a cyclic olefin and an olefin, a cyclic olefin monomer and an ⁇ -olefin.
- COP cyclic olefin copolymer
- a cyclic olefin copolymer (COC) composed of a copolymer of As the puncture needle 6, a hollow one having a puncture needle tip 61 at the tip is used.
- a metal is generally used. Stainless steel is preferred as the metal.
- the gasket 4 includes a main body portion extending at substantially the same outer diameter, and a plurality of annular ribs provided in the main body portion (in this embodiment, if two, two or more, As long as the liquid-tightness and the slidability can be satisfied, the number may be set as appropriate. Further, the tip surface of the gasket 4 has a shape corresponding to the shape of the inner surface of the distal end of the outer cylinder 2 so as not to form a gap as much as possible between the two when contacting the inner surface of the distal end of the outer cylinder 2.
- the material for forming the gasket 4 includes elastic rubber (eg, isoprene rubber, butyl rubber, latex rubber, silicone rubber), synthetic resin (eg, styrene elastomer such as SBS elastomer and SEBS elastomer, ethylene / ⁇ -olefin co-polymer). It is preferable to use an olefin elastomer such as a polymer elastomer).
- elastic rubber eg, isoprene rubber, butyl rubber, latex rubber, silicone rubber
- synthetic resin eg, styrene elastomer such as SBS elastomer and SEBS elastomer, ethylene / ⁇ -olefin co-polymer. It is preferable to use an olefin elastomer such as a polymer elastomer).
- the gasket 4 is provided with a recess extending inward from the base end portion, and this recess has a female screw shape and is formed on the outer surface of the protruding portion 52 formed at the distal end portion of the plunger 5. It can be screwed with the male thread.
- the plunger 5 is not detached from the gasket 4 by screwing them together.
- the plunger 5 may be removed and attached at the time of use.
- the plunger 5 includes a protruding portion 52 that protrudes in a cylindrical shape forward from the disk portion at the tip, and an external thread that is screwed into the recessed portion of the gasket 4 is formed on the outer surface of the protruding portion.
- the plunger 5 includes a main body 51 extending in the axial direction having a cross-shaped cross section, and a pressing disk 53 provided at the base end.
- An outer cylinder seal cap 3 includes an outer cylinder main body 21, a cylindrical distal end portion (puncture needle fixing portion) 22 provided at the distal end portion of the outer cylinder main body 21 and having a head portion 24, and a distal end. And a puncture needle tip 61, and a puncture needle 6 having a proximal end portion inserted and fixed to the distal end portion 22.
- the seal cap 3 has a closed distal end portion 31, an opening proximal end portion 32, and a hollow portion 30 extending from the opening proximal end portion 32 toward the distal end side.
- the hollow portion 30 includes a puncture needle fixing portion storage portion 35 that stores the distal end portion 22 at a proximal end portion, and a tapered puncture needle storage portion 34 that is continuous with the tip of the puncture needle fixing portion storage portion 35.
- the seal cap has a protrusion 33 formed on an inner surface of the puncture needle fixing portion storage portion 35 and a puncture needle fixing portion storage portion 35 into which the puncture needle tip 61 of the puncture needle 6 stored in the puncture needle storage portion 34 can be inserted. Part 36.
- the seal cap 3 attached to the outer cylinder 2 has at least a part of the hollow part 30 (specifically, the puncture needle fixing part storage part 35 which is a part of the hollow part and its part). As shown in FIG. 3, the vicinity) is in a state of being spread outward by the tip portion 22 accommodated in the hollow portion 30.
- the seal cap 3 is a styrene-based thermoplastic elastomer and a hydrocarbon having a kinematic viscosity at 100 ° C. of 1 to 5,000 mm 2 s ⁇ 1 and a naphthene carbon ratio (% CN) by ring analysis of 20% or less. It is formed of a thermoplastic elastomer composition mainly composed of a mixture with a rubber softener. For this reason, even if it stores in the state which contacted the puncture needle, there is no adhesion of a forming material to the puncture needle.
- the thermoplastic elastomer composition used here is a thermoplastic resin composition having elasticity.
- thermoplastic elastomer composition used for the seal cap 3 "mainly composed of a mixture of a styrenic thermoplastic elastomer and a hydrocarbon rubber softener” means that a styrene thermoplastic elastomer and a hydrocarbon rubber. It means that the total amount with the softening agent is 50% by weight or more of the entire thermoplastic elastomer composition.
- the styrene thermoplastic elastomer is preferably a styrene block copolymer.
- a styrenic block copolymer a block copolymer having at least one polymer block P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of a conjugated diene, or this
- a hydrogenated block copolymer obtained by hydrogenating the block copolymer, and a mixture of the block polymer and the hydrogenated block copolymer are preferred.
- styrene-isoprene-butadiene-styrene block copolymer SIBS
- hydrogenated styrene-isoprene-butadiene-styrene block copolymer styrene-ethylene-propylene-styrene block copolymer (SEPS)
- Styrene-butadiene copolymer SB
- styrene-butadiene-styrene block copolymer SBS
- hydrogenated product of styrene-butadiene-styrene block copolymer styrene-isoprene-styrene block copolymer
- SIS Styrene-ethylene-butene copolymer
- SEP styrene-ethylene-propylene copolymer
- SIS Styrene-isobutylene-styrene block copolymer
- a block copolymer having at least one polymer block P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of a conjugated diene and / or isobutylene, or A hydrogenated block copolymer obtained by hydrogenating this block copolymer is more preferable.
- the term “mainly” in the block copolymer means that the vinyl aromatic compound content in the block P and the conjugated diene and / or isobutylene content in the block Q are each 50% by weight or more. To do.
- thermoplastic elastomer composition may contain a different thermoplastic resin in addition to the above styrene-based thermoplastic elastomer.
- the thermoplastic resin used here is preferably polyolefin.
- polyolefin polypropylene, polyethylene and the like are suitable.
- the hydrocarbon rubber softener contained in the thermoplastic elastomer composition used in the present invention has a kinematic viscosity of 1 to 5,000 mm 2 s ⁇ 1 and a naphthene carbon ratio (% CN by ring analysis). ) Is 20% or less.
- a hydrocarbon rubber softener By using such a hydrocarbon rubber softener, the compatibility with the thermoplastic resin is high, and the thermoplastic elastomer composition containing the hydrocarbon rubber softener is used for forming the outer cylinder body.
- the permeability to the cyclic polyolefin is low.
- hydrocarbon rubber softener examples include ethylene / ⁇ -olefin copolymer, polybutene, and paraffin oil. Different types of hydrocarbon rubber softeners may be used in combination.
- the ethylene / ⁇ -olefin copolymer is more preferably an ethylene / ⁇ -olefin copolymer, which is an ⁇ -olefin copolymer having 1 to 10 carbon atoms, and particularly preferably an ethylene / propylene copolymer.
- the ethylene / propylene copolymer may be a copolymer of ⁇ -olefin other than propylene.
- the kinematic viscosity at 100 ° C. (JIS K2283) of the hydrocarbon rubber softener is 1 to 5,000 mm 2 s ⁇ 1 and 10 to 4,000 mm 2. more preferably s -1, particularly preferably 20 ⁇ 3,000mm 2 s -1. Furthermore, from the viewpoint of preventing penetration into the cyclic polyolefin, the hydrocarbon rubber softener has a naphthene carbon ratio (% CN) by ring analysis of 20% or less, preferably 15% or less, more preferably 10% or less.
- the hydrocarbon rubber softener preferably has an aromatic carbon ratio (% CA) of 5% or less, more preferably 1% or less, as determined by ring analysis.
- % CA aromatic carbon ratio
- the ring analysis can be specifically carried out by the ndM method defined in ASTM D2140 or ASTM D3238.
- the content of the softener for hydrocarbon rubber in the thermoplastic elastomer composition is preferably 20 to 70% by weight, more preferably 30 to 60% by weight, and particularly 35 to 50% by weight. Preferably there is.
- the amount of the hydrocarbon rubber softener added to the amount of the styrene thermoplastic elastomer in the thermoplastic elastomer composition is the styrene thermoplastic elastomer.
- the amount of the hydrocarbon-based rubber softener added is preferably 30 to 300 parts by weight, more preferably 50 to 200 parts by weight with respect to 100 parts by weight.
- the seal cap material of the present invention may further contain a release agent.
- the compounding amount of the release agent is preferably 0.03 to 5 parts by weight, more preferably 0.05 to 3 parts by weight with respect to 100 parts by weight of the base polymer.
- the release agent include higher fatty acid amides such as erucic acid amide, stearic acid amide, oleic acid amide, and palmitic acid amide, higher fatty acid esters such as ethyl oleate, higher aliphatic amines such as stearylamine and oleylamine, Examples include, but are not limited to, esters of aromatic alcohols, paraffins (however, paraffin in the release agent excludes those corresponding to ethylene / ⁇ -olefin copolymers), silicone oils, and the like.
- the seal cap material of the present invention may contain a pigment such as carbon black or titanium oxide as a colorant, if necessary.
- the seal cap material of the present invention includes, as a filler, talc, calcium carbonate, zinc carbonate, wollastonite, silica, alumina, magnesium oxide, calcium silicate, sodium aluminate, calcium aluminate, sodium aluminosilicate, magnesium silicate.
- Glass balloon carbon black, zinc oxide, antimony trioxide, zeolite, hydrotalcite, metal fiber, metal whisker, ceramic whisker, potassium titanate, boron nitride, carbon fiber and other inorganic fillers and starch, cellulose fine particles, wood powder Organic fillers such as naturally-derived polymers such as okara, fir shell and bran, and modified products thereof may be contained.
- the seal cap 3 is attached to the distal end portion (puncture needle fixing portion) 22 of the outer tube 2, and the puncture needle tip of the puncture needle 6 is provided.
- the seal cap 3 attached to the outer cylinder 2 has at least a part of the hollow part 30 (specifically, the puncture needle fixing part storage part 35 which is a part of the hollow part and its part). As shown in FIG. 3, the vicinity) is in a state of being spread outward by the tip portion 22 accommodated in the hollow portion 30.
- the seal cap 3 is attached to the distal end portion (puncture needle fixing portion) 22 of the outer tube 2, and the puncture needle tip of the puncture needle 6 is provided.
- 61 is inserted into the insertable portion 33 of the seal cap 3 and sealed in a liquid-tight state, and is formed on the inner surface of the concave portion 25 (the base of the head portion 24) of the distal end portion 22 and the puncture needle fixing portion storage portion 35
- the formed protruding portion 36 is engaged, and the inner surface of the puncture needle fixing portion storage portion 35 and the outer surface of the distal end portion 22 are in close contact with each other.
- at least the puncture needle fixing part storage part 35 is in a state of being spread outward by the tip part 22.
- the inner surface form of the seal cap 3 of this embodiment will be described.
- the seal cap 3 includes a protrusion 36 provided on the inner surface located on the distal end side by a predetermined length from the opening base end portion 32.
- the protruding portion 36 has a most protruding vertex portion 36a, and an inclined portion (tapered portion) 36b extending from the vertex portion 36a in the distal direction and gradually decreasing in the protruding height in the distal direction.
- the protruding portion 36 is an annular protruding portion
- the inclined portion 36b is a tapered portion in which the inner diameter of the puncture needle fixing portion storage portion 35 is reduced in the distal direction.
- the inner diameter of the puncture needle fixing portion storage portion 35 at the apex portion 36a is slightly smaller than the outer diameter of the head portion 24 of the distal end portion 22 of the outer cylinder 2.
- the inner surface of the puncture needle fixing portion storage portion 35 of the seal cap 3 is pressed against and closely adhered to the outer surface of the head 24. Furthermore, in this embodiment, the protrusion 36 and the recess 25 of the seal cap 3 are engaged.
- the tip-side inclined portion 36 b extends to the tip side from the recess 25 in a state where the seal cap 3 is attached to the tip portion 22 of the outer cylinder 2.
- the inner diameter of the puncture needle fixing portion storage portion 35 at least at the distal end portion of the distal end side inclined portion 36b is slightly smaller than the outer diameter of the head portion 24 of the distal end portion 22 of the outer cylinder 2.
- the protruding portion 36 further extends from the apex portion 36a toward the opening end (base end), and the protruding height is the opening end (base end).
- a proximal-side inclined portion 36c that gradually decreases in the direction is provided. Accordingly, when the seal cap 3 is attached to the distal end portion 22 of the outer cylinder 2, the apex portion 36 a of the protruding portion 36 can easily get over the head 24 of the distal end portion 22 from the distal end side.
- the puncture needle fixing portion storage portion 35 has a predetermined length (specifically, the puncture needle storage portion 34) from the distal end portion of the distal end side inclined portion 36b of the protruding portion 36 toward the distal end direction.
- a straight line portion 36d extending to the base end portion.
- the inner diameter of the puncture needle fixing portion storage portion 35 in the straight portion 36d is constant and slightly smaller than the outer diameter of the head portion 24 of the distal end portion 22 of the outer cylinder 2. For this reason, when the seal cap 3 is attached to the distal end portion 22 of the outer cylinder 2, the straight portion 36 d is pressed against the outer surface of the head 24 and is brought into close contact therewith. Further, since the straight portion 36 d is pressed against the outer surface of the head 24, at least the puncture needle fixing portion storage portion 35 is in a state of being pushed outward by the head 24.
- the base end portion of the tip side inclined portion 36b of the protruding portion 36 of the seal cap 3 is located around the recess 25 of the tip portion 22 of the outer cylinder 2, and is at least the base of the tip side inclined portion 36b.
- the inner diameter of the puncture needle fixing part storage part 35 in the vicinity of the end part is slightly smaller than the outer diameter of the annular recess 25. Therefore, the tip side inclined portion 36 b of the protruding portion 36 of the seal cap 3 is pressed against the outer surface of the concave portion 25 and is in close contact therewith. Thereby, the unintentional detachment
- the concave portion 25 is provided on the proximal end side of the head portion 24, and is formed of a tapered reduced diameter portion that decreases in diameter toward the proximal end direction.
- the hollow portion 30 is formed from the opening proximal end portion 32 of the seal cap 3 to the proximal end of the puncture needle fixing portion accommodating portion 35 (projecting portion 36), and has substantially the same inner diameter.
- An extending puncture needle fixing portion introducing portion 38 is provided.
- the puncture needle fixing part introduction part 38 has an inner diameter slightly larger than the maximum inner diameter of the puncture needle fixing part storage part 35 and is slightly larger than the outer diameter of the head 24 of the puncture needle fixing part 22 of the outer cylinder 2. It has become. For this reason, it functions as an introduction part of the puncture needle fixing part 22 when the seal cap 3 is attached to the puncture needle fixing part 22 of the outer cylinder 2.
- the puncture needle fixing portion introducing portion 38 has an annular standing surface 39 that stands up toward the opening proximal end portion 32 at the boundary with the proximal end of the puncture needle fixing portion accommodating portion 35 (projecting portion 36). Yes. Therefore, when the distal end portion of the outer cylinder 2 is inserted into the puncture needle fixing portion introducing portion 38 of the seal cap 3, the puncture needle fixing portion 22 of the outer cylinder 2 enters the puncture needle fixing portion introducing portion 38. Thereafter, as shown in FIG. 10, the annular distal end surface of the head 24 of the puncture needle fixing portion 22 comes into contact with the annular standing surface 39, and in this state, the puncture needle 6 is attached to the seal cap 3. It becomes substantially parallel to the central axis, and enters a state where it enters the small-diameter tip portion 34 a of the puncture needle storage portion 34.
- a gripping flange 37 is formed on the base end of the seal cap 3 so as to project outwardly in an annular shape, and the flange 37 is provided with an annular recess 71.
- the position of the distal end side of the flange 37 is located on the distal end side from the annular standing surface 39 of the hollow portion 30 and is near the apex portion 36a of the protrusion 36 (in the case shown in FIG. 32 side).
- the seal cap of the present invention may be exposed to a high ozone concentration environment before being used.
- a high ozone concentration environment for example, in a corona discharge static electricity removal environment, in an ozone sterilizer, in a clean room that is sterilized with ozone, or in a space that uses an air purifier that generates ozone (for example, a hospital). is there.
- the static electricity removal environment can be formed, for example, by introducing ions generated using a corona discharge ionizer together with clean air during the manufacturing process.
- the electrostatic removal environment is not limited to the corona discharge method (which may be either a voltage application method or a self-discharge method), and may be an AC discharge method, a DC discharge method, a pulse discharge method, or the like. is there.
- the prefilled syringe 40 of the present invention includes a syringe assembly 50, a gasket 42 that is housed in the syringe assembly 50 and that can slide liquid-tightly inside the syringe assembly 50, and the syringe assembly 50. It consists of the medicine 41 filled in the space formed by the gasket 42.
- the syringe assembly 50 includes an outer cylinder 80 and a seal cap 90 that seals the open end of the outer cylinder 80.
- the outer cylinder 80 is provided on the outer cylinder main body part 81, a tip part (nozzle part) 82 having an opening at the tip provided on the tip side of the outer cylinder main part 81, and a rear end side of the outer cylinder main part 81.
- an outwardly projecting flange 84 is provided on the outer cylinder main body part 81, a tip part (nozzle part) 82 having an opening at the tip provided on the tip side of the outer cylinder main part 81, and a rear end side of the outer cylinder main part 81.
- the prefilled syringe 40 of this embodiment includes the outer cylinder 80, a sealing member 90 that seals the distal end portion 82 of the outer cylinder 80, a slidable gasket 42 housed in the outer cylinder, The plunger 43 is attached to or attachable to the rear end of the gasket 42, and the drug solution 41 is filled in the space formed by the outer cylinder 80, the gasket 42, and the sealing member 90.
- the sealing member 90 is formed by a detachable seal cap 90.
- the prefilled syringe 40 includes an outer cylinder 80, a gasket 42, and a chemical solution 41 filled in a space formed by a seal cap 90 that is a sealing member.
- the outer cylinder 80 is a cylindrical body made of a transparent or translucent material, preferably a material having low oxygen permeability and water vapor permeability.
- the outer cylinder 80 includes an outer cylinder main body portion 81, a distal end portion 82 provided on the front end side of the outer cylinder main body portion 81, and a flange 84 provided on the rear end side of the outer cylinder main body portion 81.
- the outer cylinder main body part 81 is a substantially cylindrical part that accommodates the gasket 42 in a liquid-tight and slidable manner, and the nozzle part is a cylindrical part having a smaller diameter than the outer cylinder main body part 81. Moreover, the front-end
- the flange 84 has an arcuate outer edge formed so as to protrude in the vertical direction from the entire periphery of the rear end of the outer cylinder main body 81 as shown in FIGS. 11 and 12.
- the flange is in the shape of a donut board with an internal defect.
- the outer cylinder 80 is provided with a collar 83 formed concentrically with the tip portion (nozzle portion) 82.
- the distal end portion 82 is provided at the distal end of the outer cylinder 80, has a distal end opening for discharging a chemical solution or the like in the outer cylinder, and is formed so as to be tapered toward the distal end.
- the collar 83 is formed in a cylindrical shape concentrically with the distal end portion 82 so as to surround the cylindrical distal end portion 82.
- the collar 83 is open at the tip, and the inner diameter and the outer diameter of the collar 83 are substantially the same from the base end to the tip.
- the tip end portion of the tip portion (nozzle portion) 82 protrudes from the tip opening of the collar 83.
- the distal ends of the distal end portion 82 and the collar 83 are chamfered so that the distal end portion 82 and the collar 83 can be easily accommodated in the seal cap 90.
- (Cylinder side screwing portion) 84 is formed. Thereby, the outer cylinder 80 and the seal cap 90 are engaged between the collar inner peripheral surface and the nozzle housing portion outer peripheral surface.
- the thread groove (outer cylinder side threaded portion) 84 is a portion to which the injection needle (the hub of the injection needle) is attached after the seal cap 90 is removed from the outer cylinder.
- the forming material of the outer cylinder 80 the above-described materials are used.
- the seal cap 90 includes a closed end 96, a cylindrical main body portion 91, and a nozzle storage portion 92 formed in the cylindrical main body portion 91.
- the nozzle storage portion 92 includes a nozzle tip storage portion 97 that stores the front end portion (nozzle portion) 82 of the outer cylinder 80, and a collar front end storage portion 94 that stores the front end portion of the collar 83.
- the cylindrical main-body part 91 is a cylindrical part which the upper end obstruct
- the nozzle storage portion 92 stores substantially the entire tip portion (nozzle portion) 82 of the outer cylinder.
- the nozzle storage portion 92 includes a short cylinder portion 93 formed below the inner side of the closed end 96 (in the opening direction) and concentrically with the cylindrical main body portion 91.
- a rib 95 that can be engaged with the screwing portion 84 formed on the inner surface of the collar 83 is formed on the outer surface of the lower end portion of the short cylinder portion 93.
- the forming material of the seal cap 90 the above-described materials are used.
- the gasket 42 includes a cylindrical main body extending with substantially the same outer diameter, and a tapered closing portion extending in the distal direction from the main body.
- a plurality of annular ribs (three or two or more in this embodiment may be used as long as liquid tightness and slidability are satisfied) are formed on the outer surface of the main body. . These ribs are in liquid-tight contact with the inner surface of the outer cylinder 80.
- the gasket 42 is provided with the plunger mounting part provided in the inside of a cylindrical main-body part.
- the plunger mounting portion is constituted by a concave portion and a gasket side screwing portion 48 formed on the inner surface thereof, and the plunger 43 is formed by a gasket mounting portion 47 formed at the tip portion. It has.
- the gasket mounting portion 47 is composed of a protruding portion and a plunger-side threaded portion formed on the outer surface thereof.
- Examples of the material for forming the gasket 42 include elastic rubber (eg, butyl rubber, latex rubber, silicone rubber), synthetic resin (eg, styrene elastomer such as SBS elastomer and SEBS elastomer, ethylene- ⁇ olefin copolymer elastomer, etc. It is preferable to use olefin-based elastomers).
- elastic rubber eg, butyl rubber, latex rubber, silicone rubber
- synthetic resin eg, styrene elastomer such as SBS elastomer and SEBS elastomer, ethylene- ⁇ olefin copolymer elastomer, etc. It is preferable to use olefin-based elastomers).
- the plunger 43 includes a plunger main body portion 45, a gasket mounting portion 47 that protrudes from the plunger main body portion 45 in the distal direction, and a pressing portion 46.
- the plunger main body 45 includes a shaft portion formed in a cross shape in cross section, and the shaft portion is formed by four flat plate portions.
- a hard or semi-hard resin such as high-density polyethylene, polypropylene, polystyrene, or polyethylene terephthalate.
- the drug solution 41 filled in the space formed by the outer cylinder 80, the gasket 42, and the sealing member include, for example, a contrast agent, high-concentration sodium chloride injection solution, minerals, heparin sodium aqueous solution, nitroglycerin, isosorbide nitrate, Cyclosporine, benzodiazepines, antibiotics, vitamins (general vitamins), various amino acids, antithrombotics such as heparin, insulin, antitumor agents, analgesics, cardiotonics, intravenous anesthetics, antiparkinson agents, ulcer treatment Agents, corticosteroids, arrhythmic agents, correction electrolytes, antiviral agents, immunostimulants, and the like.
- the prefilled syringe 40 (outer cylinder 80) is mounted on an automatic administration device such as an injector or syringe pump having a flange housing portion into which the flange 84 of the outer cylinder 80 is inserted. It is preferable.
- an automatic administration device such as an injector or syringe pump having a flange housing portion into which the flange 84 of the outer cylinder 80 is inserted.
- the drug solution 41 administered in this way include a contrast agent for angiography.
- Example 1 Styrenic thermoplastic elastomer (hydrogenated product of styrene-isoprene-butadiene-styrene block copolymer. Weight average molecular weight: 380,000, styrene (block P) content: 30% by weight) 29 parts by weight, polypropylene (polypropylene single weight MFR (230 ° C., 2.16 kg load): 10 g / 10 min), hydrocarbon rubber softener (polybutene.
- thermoplastic elastomer composition having elasticity.
- a product was made.
- a seal cap having a configuration as shown in FIGS. 4 to 6 was produced using this thermoplastic elastomer.
- the outer cylinder which has a form as shown in FIG. 7 thru
- the outer cylinder main body was produced by injection-molding the cyclic olefin polymer (COP) which is a homopolymer of a cyclic olefin.
- COP cyclic olefin polymer
- Example 2 Styrenic thermoplastic elastomer (hydrogenated product of styrene-isoprene-butadiene-styrene block copolymer. Weight average molecular weight: 380,000, styrene (block P) content: 30% by weight) 38 parts by weight, polypropylene (polypropylene single weight MFR (230 ° C., 2.16 kg load): 10 g / 10 min), 9 parts by weight of a hydrocarbon rubber softener (ethylene / propylene copolymer.
- a hydrocarbon rubber softener ethylene / propylene copolymer.
- thermoplastic elastomer composition having elasticity was prepared by mixing 48 parts by weight of naphthene carbon ratio: 0) and 5 parts by weight of polyethylene wax (weight average molecular weight: 7,100).
- a seal cap was produced in the same manner as in Example 1 except that the thermoplastic elastomer composition was used as the seal cap forming material. The outer cylinder of Example 1 was used.
- thermoplastic elastomer (hydrogenated product of styrene-isoprene-butadiene-styrene block copolymer. Weight average molecular weight: 380,000, styrene (block P) content: 30% by weight), 40 parts by weight, polypropylene (polypropylene single weight Combined: 10 parts by weight of MFR (230 ° C., 2.16 kg load): 22 g / 10 min), 50 parts by weight of hydrocarbon rubber softener (paraffinic process oil, naphthene carbon ratio (% CN): 28%)
- a thermoplastic elastomer composition having elasticity was prepared by mixing.
- a seal cap was produced in the same manner as in Example 1 except that the thermoplastic elastomer composition was used as the seal cap forming material. The outer cylinder of Example 1 was used.
- Comparative Example 2 Using the liquid coating agent (trade name: Toray Dow Corning Co., Ltd./MDX4-4159) containing reactive silicone oil as the main component on the inner surface of the seal cap of Comparative Example 1, the inner surface of the seal cap is heated to room temperature or heated. A polymerized (including cross-linked) polymer was prepared. The procedure was the same as Example 1 except that this seal cap was used.
- liquid coating agent trade name: Toray Dow Corning Co., Ltd./MDX4-4159
- Example 1 Detachment strength test
- the seal caps of Examples 1 and 2 and Comparative Examples 1 and 2 prepared as described above were mounted to a predetermined position on the outer cylinder in which silicone was applied to the needle tip of the puncture needle.
- the internal pressure in the seal cap rises at the time of mounting, a gap was created between the outer cylinder and the seal cap by deforming the vicinity of the opening of the seal cap, and the internal pressure was released.
- autoclaving 123 ° C., 85 minutes
- Example 2 Water vapor permeability measurement
- a press having a thickness of 0.5 mm is formed by press molding at 200 ° C. with a press molding machine using the thermoplastic elastomer for forming each seal cap of Examples 1 and 2 and Comparative Examples 1 and 2 prepared as described above. Sheets were prepared and the water vapor permeability was measured for each sheet. The water vapor permeability was measured by conducting a water vapor test at 40 ° C. based on “Plastics—Film and Sheet—How to Obtain Water Vapor Permeability” described in JIS K7129 (Revised 2008/03/20). The results were as shown in Table 1. From this experiment, it was confirmed that the seal cap materials of Examples 1 and 2 and Comparative Examples 1 and 2 have good water vapor permeability.
- Example 3 Sterilization test
- the seal caps and the outer cylinders with needles of Examples 1 and 2 and Comparative Examples 1 and 2 prepared as described above were individually sterilized, and BI bacteria (2.7 ⁇ 10 6 CFU / ml) were sealed, and five syringe assemblies each mounted on an outer cylinder were produced.
- BI bacteria 2.7 ⁇ 10 6 CFU / ml
- Example 4 Ozone resistance test
- Example 4 Ozone resistance test
- ⁇ indicates ozone resistance (no deterioration in appearance due to ozone deterioration)
- X indicates no ozone resistance (interior deterioration due to ozone deterioration was observed). Indicates.
- the seal caps of Examples 1 and 2 and Comparative Examples 1 and 2 had ozone resistance.
- Example 5 Piercing resistance test
- the piercing resistance was measured for each of the 20 syringe assemblies of Examples 1 and 2 and Comparative Examples 1 and 2 prepared as described above.
- the results were as shown in Table 1.
- the piercing resistance is preferably low, and more preferably 0.2 N or less. In the piercing resistance column in Table 1, ⁇ indicates 0.2 N or less. In those using the seal caps of Examples 1 and 2 and Comparative Examples 1 and 2, it was confirmed that the needle tip after puncturing had sufficient piercing property.
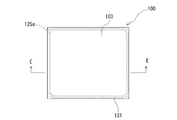
- a sterilizable or sterilized prefilled syringe assembly package 100 containing a plurality of syringe assemblies according to the present invention has a container body 102 having an open top surface and shape retention, and is housed in the container body 102.
- the outer cylinder holding member 104 capable of holding the plurality of syringe assemblies 10 formed, the plurality of syringe assemblies 10 held by the outer cylinder holding member 104, and the upper surface opening of the container body 102 are hermetically sealed.
- a peelable sheet-like lid member 103 is
- the prefilled syringe assembly package 100 of the present invention is a prefilled syringe assembly package that can be sterilized or sterilized.
- the sterilization method high-pressure steam sterilization, radiation or electron beam sterilization, or ethylene oxide gas sterilization is used.
- the prefilled syringe assembly package 100 according to the present invention includes a container body 102, an outer cylinder holding member 104 that can hold a plurality of syringe assemblies 10, The assembly includes a plurality of syringe assemblies 10 held by a cylinder holding member 104, and a sheet-like lid member 103 that hermetically seals the upper surface opening of the container body 102 and can be peeled off.
- the package 100 includes a ventilation portion provided on the container body 102 or the sheet-like lid member 103 and having a bacteria-impermeable and sterilizing gas flow.
- the container body 102 has a tray-like shape having a certain depth and a certain degree of strength and shape retention.
- the outer cylinder holding member holding part 126 for holding the peripheral part of the outer cylinder holding member 104 formed and holding the plurality of syringe assemblies 10 is provided, and an annular flange 124 provided in the upper surface opening.
- annular heat seal convex portion 125 for fixing to the sheet-like lid member 103 is provided.
- An outer cylinder holding member holding portion 126 is formed at a position that is a predetermined long bottom side from the flange 124.
- the outer cylinder holding member holding part 126 is an annular stepped part, and the peripheral part of the outer cylinder holding member 104 holding a plurality of syringe assemblies 10 is placed thereon. Can be placed.
- the container body 102 preferably has a certain degree of shape retention and rigidity.
- a thermoplastic material having heat resistance 120 ° C. or higher.
- materials having a certain degree of shape retention, a certain degree of rigidity, heat resistance and thermoplasticity include polyolefins such as polypropylene and polyethylene, vinyl chloride resins, polystyrene / polypropylene resins, polyethylene / ionomers (eg, ethylene-based, styrene).
- Type, fluorine type) / polyethylene polyester resin (for example, polyethylene terephthalate, polybutylene terephthalate, amorphous-polyethylene terephthalate), PP / EVOH / PP (laminate), and the like.
- the thickness of the container body 102 is preferably about 0.05 to 4.00 mm, and more preferably 1.00 to 2.00 mm.
- the container body 102 may be capable of radiation or electron beam sterilization.
- a radiation resistant material for example, radiation-resistant polyolefins
- Radiation-resistant materials are those that have been given radiation resistance by adding hindered amines, antioxidants, nucleating agents, etc. to polyolefins (for example, polypropylene, polyethylene).
- hindered amines include bis (2,2,6,6-tetramethylpiperidyl) sebacate, bis (2,2,6,6-tetramethylpiperidyl) adipate, bis (2,2,6,6-tetramethylpiperidyl) Examples include fumarate.
- Antioxidants include 1,1,3-tris (2-methyl-hydroxy-5-tert-butylphenyl) butane, tris (3,5-di-T-butyl-4-hydroxybenzyl) isocyanurate, tetrakis Examples include (methylene-3- (3,5-di-t-butyl-4-hydroxyphenyl) propionate) methane.
- the nucleating agent include 1,3,2,4-dibenzylidene sorbitol, 1,3,2,4-di (p-methylbenzylidene) sorbitol and the like.
- the outer cylinder holding member 104 capable of holding a plurality of syringe assemblies 10 includes a substrate portion 141 and a plurality of cylindrical portions 142 projecting upward from the substrate portion 141. ing.
- An outer cylinder holding opening 143 is formed in the cylindrical portion 142, and a gripping notch 144 is formed on a side portion of the substrate portion 141.
- the inner diameters of the cylindrical portion 142 and the outer cylinder holding opening 143 are larger than the outer diameter of the maximum diameter portion of the syringe assembly 10 to be held, and the syringe assembly 10 to be held has a larger inner diameter.
- the passage of the flange portion 23 is impossible.
- the syringe assembly 10 penetrates the cylindrical portion 142 and the flange 23 of the syringe assembly 10 is suspended by the outer cylinder holding opening 143. ing. Further, as shown in FIG. 19, the lower end (the tip of the seal cap 3) of the syringe assembly 10 held by the outer cylinder holding member 104 is not in contact with the bottom surface of the container body 102. In other words, the bottom surface of the container body 102 and the lower end of the syringe assembly 10 held by the outer cylinder holding member 104 (the tip of the seal cap 3) are separated from each other and do not hinder the flow of water vapor. It is desirable that the material for forming the outer cylinder holding member 104 also has heat resistance (120 ° C. or higher) in order to cope with high-pressure steam sterilization.
- the sheet-like lid member 103 As the sheet-like lid member 103, fine particles such as bacteria and viruses cannot be permeated for high-pressure steam sterilization or ethylene oxide gas sterilization, and sterilization gas flowability that allows sterilization gas such as water vapor or ethylene oxide gas to permeate. A member is desirable. Further, it is preferable that the container body 102 can be heat sealed.
- a synthetic resin nonwoven fabric specifically, a nonwoven fabric made of a synthetic resin material such as polyolefin known as Tyvek (registered trademark), a synthetic resin porous membrane, or the like is suitable. Can be used.
- the sheet-like lid member 103 is heat-sealed so that the peripheral portion thereof can be peeled off by a heat-sealing convex portion 125 provided on the annular flange 124 of the container body 102.
- the outer edge of the sheet-like lid member 103 is not heat-sealed to the annular flange 124 of the container body 102, and is easy to peel off.
- angular part of the convex part 125 for heat seal functions as a peeling start part.
- the sheet-like lid member 103 preferably has a thickness of about 0.05 to 1.00 mm, and more preferably about 0.10 to 0.50 mm.
- the ventilation portion is provided in the sheet-like lid member 103, but is not limited thereto, and may be provided in the container body 102.
- the assembly for a syringe of the present invention is as follows. (1) An assembly for a syringe comprising an outer cylinder having an outer cylinder main body having a distal end portion and a seal cap attached to the distal end portion of the outer cylinder, wherein the seal cap is a styrenic thermoplastic elastomer And a hydrocarbon rubber softener having a kinematic viscosity at 100 ° C. of 1 to 5,000 mm 2 s ⁇ 1 and a naphthene carbon ratio (% CN) by ring analysis of 20% or less.
- thermoplastic elastomer composition as a component
- the outer cylinder body is formed of a cyclic polyolefin.
- the seal cap is formed of a thermoplastic elastomer composition mainly composed of a mixture of a styrene thermoplastic elastomer and the above-described hydrocarbon rubber softener. For this reason, it has sufficient elasticity.
- the above-mentioned softener for hydrocarbon rubber is highly compatible with thermoplastic resin and has low permeability to cyclic polyolefin, so it has high pressure steam sterilization with pressure load, and a seal cap is attached to the outer cylinder.
- the seal cap has good autoclave sterilization properties, and even if it comes into contact with ozone at the time of manufacture or storage, the deterioration, cracks, and cracks due to it are small.
- the above embodiment may be as follows.
- the styrenic thermoplastic elastomer has at least one polymer block P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of a conjugated diene and / or isobutylene.
- the assembly for a syringe according to any one of (1) to (3) above which is a hydrogenated block copolymer obtained by hydrogenating the block copolymer and / or the block copolymer.
- the seal cap includes a closed distal end portion, an opening proximal end portion, and a hollow portion extending to the distal end side from the opening proximal end portion, and the hollow portion houses the distal end portion of the outer cylinder.
- the outer cylinder has a puncture needle fixing portion provided at the distal end portion of the outer cylinder main body and a puncture needle tip at the distal end, and a puncture in which a proximal end portion is fixed to the puncture needle fixing portion
- the syringe assembly according to any one of (1) to (5), further comprising a needle.
- the seal cap includes an insertable portion into which the puncture needle tip of the puncture needle inserted into the hollow portion can be inserted, and the puncture needle tip is inserted into the seal cap.
- the prefilled syringe of the present invention is as follows. (10) The syringe assembly according to any one of (1) to (9), a gasket that is housed in the outer cylinder and that can slide in a liquid-tight manner in the outer cylinder, and the outer cylinder; A prefilled syringe comprising a medicine filled in a space formed by the gasket. For this reason, there is no sticking of the seal cap to the cyclic polyolefin outer cylinder even after storage for a predetermined period, and it can be easily detached.
- the outer cylinder seal cap of the present invention is as follows. (11) An outer cylinder seal cap attached to the tip of the syringe outer cylinder, the seal cap having a styrene-based thermoplastic elastomer and a kinematic viscosity at 100 ° C. of 1 to 5,000 mm 2 s ⁇ 1 and a seal for an outer cylinder formed of a thermoplastic elastomer composition mainly composed of a mixture with a hydrocarbon rubber softener having a naphthene carbon ratio (% CN) of 20% or less by ring analysis cap.
- % CN naphthene carbon ratio
- this outer cylinder seal cap is formed of the thermoplastic elastomer composition containing the above-mentioned hydrocarbon rubber softener, it has sufficient elasticity and is used for an outer cylinder made of cyclic polyolefin for a predetermined period. Even after storage, it does not stick to the outer cylinder, has water vapor permeability, and has good autoclave sterilization properties. Furthermore, even if it comes into contact with ozone during production or storage, there are few occurrences of deterioration, cracks and cracks due to it.
- the above embodiment may be as follows. (12) The outer cylinder seal cap according to (11), wherein the outer cylinder seal cap is used for the outer cylinder made of cyclic polyolefin. (13) The outer cylinder seal cap according to (11) or (12), wherein the thermoplastic elastomer composition contains 20 to 70% by weight of the hydrocarbon rubber softener. (14) The styrenic thermoplastic elastomer has at least one polymer block P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of a conjugated diene and / or isobutylene.
- the outer cap seal cap according to any one of (11) to (13) above, which is a hydrogenated block copolymer obtained by hydrogenating the block copolymer and / or the block copolymer.
- the seal cap includes a closed distal end portion, an opening proximal end portion, and a hollow portion extending to the distal end side from the opening proximal end portion, and the hollow portion houses the distal end portion of the outer cylinder.
- the seal cap for an outer cylinder according to any one of the above (11) to (14), which has a distal end storage portion.
- the tip portion of the outer cylinder is an opening, and the seal cap is for sealing the opening, according to any one of (11) to (14) above. Seal cap for outer cylinder.
- the assembly package for a syringe of the present invention is as follows. (17) A syringe assembly package containing a plurality of syringe assemblies according to any one of (1) to (9), wherein the package has an open top surface and has shape retention. A container body, an outer cylinder holding member capable of holding a plurality of the syringe assemblies, a plurality of syringe assemblies held by the outer cylinder holding member, and an upper surface opening of the container body. A sheet-like lid member that stops and can be peeled off, and the packaging body further includes a ventilation portion that is provided on the container body or the lid member and has a bacteria-impermeable and sterilizing gas flow property. A syringe assembly package that is sterilized.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Biomedical Technology (AREA)
- Hematology (AREA)
- Heart & Thoracic Surgery (AREA)
- Anesthesiology (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Diabetes (AREA)
- Epidemiology (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Materials For Medical Uses (AREA)
Abstract
本発明のシリンジ用組立体10は、先端に先端部22を有する環状ポリオレフィン製外筒本体21と、先端に穿刺用針先61を有し、外筒の穿刺針固定部に固定された穿刺針6とを備える外筒2と、外筒2に装着されたシールキャップ3とからなる。シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている。
Description
シールキャップが装着されたシリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体に関する。
少量の薬剤投与用シリンジとして、外筒先端部に穿刺針が固定されているものが使用されている。そして、このようなタイプのシリンジを用いて、予め内部に薬剤を充填されたプレフィルドシリンジを構成する場合、針先をシールする必要がある。このような、針先シール可能なシールキャップとしては、例えば、特許文献1(特表2010-534546号公報)、特許文献2(米国特許6719732号明細書)のものが提案されている。
また、予め薬剤が充填されたプレフィルドシリンジが使用されている。しかし、ニトログリセリンやシクロスポリンおよびベンゾジアゼピン系薬物などの脂溶性の高い多くの医薬品は各種医薬品容器中で含量低下をおこすことが報告されており、注射液と医療用具との相互作用が問題となっている。そこで、シリンジ用外筒として、環状ポリオレフィンのような薬剤吸着性の低い樹脂が使用されるようになってきている。
また、プレフィルドシリンジとしては、上記のような針付きのものではなく、外筒が直接シールキャップにより封鎖され、オートクレーブ滅菌されたものを本出願人は提案している(特開2005-319118号公報:特許文献3)。
また、プレフィルドシリンジとしては、上記のような針付きのものではなく、外筒が直接シールキャップにより封鎖され、オートクレーブ滅菌されたものを本出願人は提案している(特開2005-319118号公報:特許文献3)。
特許文献1のシールキャップ(シールド10)は、注射器(特許文献1の図2に一部が示される)の末端を覆うようになっている。注射器3の末端は、針6が固定されるハブ2を備える。シールド10は、開口した基端11と、閉塞した末端12と、基端11から閉塞した末端12まで延在する壁13とを有する。壁13の内面14は、注射器3の末端の一部を収容する空洞15を画定する。例えば、使用前、注射装置を輸送する間、該末端を保護するためにシールド10が注射器の末端に固定される場合、内面14の一部14aは、注射器3の末端のハブ2と接触するようになっている。
特許文献2のシールキャップ(シリンジ針を保護する装置)は、特許文献2の図1~5に示すように、開放基端22と閉鎖末端24の間に長手方向に伸びる弾性針キャップ20は、横方向の壁28および端壁30によって区切られる内部ハウジング26を有する。さらに、第1および第2の部分40とハウジング26のうちの第2部分42との間に、近位端22に向かっている第2部分42の端に、内側に膨張するように形成された環状ビード70(リブ)が設けられている。そして、この環状ビード70の変形性を改善するため、およびに加圧水蒸気の通過を容易にするために、ビード70には長手方向に伸びる4つのスロット72が設けられている。
このタイプの針付きのプレフィラブルシリンジは、シリンジ内に薬液が充填されたいわゆるプレフィルドシリンジとして提供されることが多い。このため、外筒の針先を封止する機能を備えた上記のようなシールキャップが装着される。シールキャップは、針先のシールのため、針先により穿刺可能な弾性を備えたゴム材により成形される場合が多い。
そして、このようなシールキャップとしては、環状ポリオレフィン製の外筒にシールキャップが装着された状態での滅菌後および所定期間保管後におけるシールキャップの外筒への張り付きがないこと、外筒にシールキャップが装着された状態での良好なオートクレーブ滅菌性を有することが求められる。
本発明の目的は、環状ポリオレフィン製の外筒を用いた場合においても、圧力負荷を伴う高圧蒸気滅菌後および所定期間保管後における外筒との張り付きがなく、また、良好なオートクレーブ滅菌性を有する外筒用シールキャップおよびそれを用いたシリンジ用組立体、プレフィルドシリンジおよびシリンジ用組立体包装体を提供するものである。
上記目的を達成するものは、以下のものである。
先端部を有する外筒本体を備える外筒と、前記外筒の前記先端部に装着されるシールキャップとからなるシリンジ用組立体であって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成され、前記外筒本体は、環状ポリオレフィンにより形成されているシリンジ用組立体。
先端部を有する外筒本体を備える外筒と、前記外筒の前記先端部に装着されるシールキャップとからなるシリンジ用組立体であって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成され、前記外筒本体は、環状ポリオレフィンにより形成されているシリンジ用組立体。
また、上記目的を達成するものは、以下のものである。
上記のシリンジ用組立体と、前記外筒内に収納されかつ前記外筒内を液密に摺動可能なガスケットと、前記外筒と前記ガスケットにより形成された空間内に充填された薬剤とからなるプレフィルドシリンジ。
上記のシリンジ用組立体と、前記外筒内に収納されかつ前記外筒内を液密に摺動可能なガスケットと、前記外筒と前記ガスケットにより形成された空間内に充填された薬剤とからなるプレフィルドシリンジ。
また、上記目的を達成するものは、以下のものである。
シリンジ用外筒の先端部に装着される外筒用シールキャップであって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている外筒用シールキャップ。
シリンジ用外筒の先端部に装着される外筒用シールキャップであって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている外筒用シールキャップ。
また、上記目的を達成するものは、以下のものである。
複数の上記のシリンジ用組立体を収納したシリンジ用組立体包装体であって、前記包装体は、上面が開口し、かつ保形性を有する容器体と、複数の前記シリンジ用組立体を保持可能な外筒保持部材と、前記外筒保持部材に保持された複数のシリンジ用組立体と、前記容器体の上面開口を気密に封止するとともに剥離可能なシート状蓋部材とを備え、さらに、前記包装体は、前記容器体もしくは前記蓋部材に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備え、高圧蒸気滅菌されているシリンジ用組立体包装体。
複数の上記のシリンジ用組立体を収納したシリンジ用組立体包装体であって、前記包装体は、上面が開口し、かつ保形性を有する容器体と、複数の前記シリンジ用組立体を保持可能な外筒保持部材と、前記外筒保持部材に保持された複数のシリンジ用組立体と、前記容器体の上面開口を気密に封止するとともに剥離可能なシート状蓋部材とを備え、さらに、前記包装体は、前記容器体もしくは前記蓋部材に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備え、高圧蒸気滅菌されているシリンジ用組立体包装体。
本発明の外筒用シールキャップ、外筒用シールキャップが装着されたシリンジ用組立体、外筒用シールキャップが装着されたシリンジ用組立体を用いたプレフィルドシリンジを図面に示す実施形態を用いて説明する。
本発明のプレフィルドシリンジ1は、シリンジ用組立体10と、シリンジ用組立体10内に収納され、かつシリンジ用組立体10内を液密に摺動可能なガスケット4と、シリンジ用組立体10とガスケット4により形成された空間内に充填された薬剤8とからなる。
本発明のシリンジ用組立体10は、先端部22を有する外筒本体21を備える外筒2と、外筒2の先端部22に装着されるシールキャップ3とからなる。シールキャップ3は、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている。外筒本体21は、環状ポリオレフィンにより形成されている。
そして、図示する実施例のシリンジ用組立体(言い換えれば、キャップが装着された穿刺針付き外筒)10は、先端部22に穿刺針固定部が設けられた外筒本体21と、先端に穿刺用針先61を有し、穿刺針固定部に基端部が固定された穿刺針6とを備える外筒2と、外筒2に装着されたシールキャップ3とからなる。
なお、図示する実施例のシールキャップ3は、閉塞先端部31と、開口基端部32と、開口基端部32より先端側に延び、先端部(穿刺針固定部)22を収納可能な筒状の中空部30と、中空部30内に挿入された穿刺針6の穿刺用針先61が刺入可能な刺入可能部33とを備える。さらに、この実施例のシリンジ用組立体10では、シールキャップ3は、外筒2に装着されており、さらに、シールキャップ3は、穿刺針6の針先61が刺入可能な刺入可能部33を備え、穿刺用針先61がシールキャップの刺入可能部33に刺入した状態となっている。
プレフィルドシリンジ1は、図1および図2に示すように、外筒2と、穿刺針6の針先61をシールするように外筒2に装着されたシールキャップ3とからなるシリンジ用組立体10と、シリンジ用組立体10内に収納され、かつシリンジ用組立体10内を液密に摺動可能なガスケット4と、シリンジ用組立体10とガスケット4により形成された空間内に充填された薬剤8と、ガスケット4に取り付けられたもしくは使用時に取り付けられるプランジャー5とからなる。
そして、薬剤8は、外筒2とガスケット4とシールキャップ3内により形成される空間内に充填されている。
充填される薬剤8としては、どのようなものでもよいが、例えば、通常注射剤として使用される薬剤であれば何でもよく、例えば抗体等の蛋白質性医薬品、ホルモン等のペプチド性医薬品、核酸医薬品、細胞医薬品、血液製剤、各種感染症を予防するワクチン、抗がん剤、麻酔薬、麻薬、抗生物質、ステロイド剤、蛋白質分解酵素阻害剤、ヘパリン、ブドウ糖等の糖質注射液、塩化ナトリウムや乳酸カリウム等の電解質補正用注射液、ビタミン剤、脂肪乳剤、造影剤、覚せい剤等が挙げられる。
充填される薬剤8としては、どのようなものでもよいが、例えば、通常注射剤として使用される薬剤であれば何でもよく、例えば抗体等の蛋白質性医薬品、ホルモン等のペプチド性医薬品、核酸医薬品、細胞医薬品、血液製剤、各種感染症を予防するワクチン、抗がん剤、麻酔薬、麻薬、抗生物質、ステロイド剤、蛋白質分解酵素阻害剤、ヘパリン、ブドウ糖等の糖質注射液、塩化ナトリウムや乳酸カリウム等の電解質補正用注射液、ビタミン剤、脂肪乳剤、造影剤、覚せい剤等が挙げられる。
外筒2は、外筒本体21と、外筒本体21の先端部に設けられた筒状(中空状)の先端部(穿刺針固定部)22と、外筒本体21の基端部に設けられたフランジ23と、基端部が先端部(穿刺針固定部)22に固定された穿刺針6とを備える。
穿刺針6は、先端に穿刺用針先61を有する。穿刺針6の基端部は、先端部(穿刺針固定部)22の中空部内に挿入されかつ固定されるとともに、穿刺針6の内部は、外筒2の内部空間20と連通している。言い換えれば、穿刺針6は、基端より若干先端側となる部分(基端を含まない基端部)が、外筒2の先端部22に埋設した状態となっている。このため、先端部22の中空部は、消失している。穿刺針6としては、先端に刃先を有する金属製中空針が用いられている。さらに、この実施例では、穿刺針6の少なくとも針先61には、潤滑剤が塗布されている。潤滑剤としては、特に限定されないが、例えば、シリコーンオイルが挙げられる。これを用いることにより、穿刺時における刺通抵抗の低減が期待できる。
そして、穿刺針6は、予め成形した外筒2の先端部22の中空部内に挿入し、接着剤、熱溶着等により先端部22に固定してもよい。また、外筒2に穿刺針6を直接インサート成形することで固定してもよい。インサート成形の場合、外筒2を成形することで、先端部22は、穿刺針6が挿入された筒状(中空状)となり、穿刺針6は、その基端部が先端部22の中空部内に挿入されかつ固定されたものとなる。
外筒2は、透明もしくは半透明である。外筒本体21は、ガスケット4を液密かつ摺動可能に収納するほぼ筒状の部分である。また、先端部22は、外筒本体の先端部より、前方に突出するとともに、外筒本体より小径の中空筒状となっている。また、先端部22は、図7および図8に示すように、先端に設けられた頭部24と、頭部24の基端に設けられ、基端方向に向かって縮径する短いテーパー状縮径部25と、テーパー状縮径部25の基端部と外筒本体21の先端部とを連結する連結部27とを有し、テーパー状縮径部25により、凹部が形成されている。頭部24には、先端面から基端側に向かって窪んだ凹所26と、凹所26内に位置し、先端側に頂点を有する中空の円錐状部とが形成されている。
連結部27の外面には、外筒2の軸方向に延びる複数の溝が形成されている。なお、凹部25は、テーパー状でなく、頭部24の基端との間に段差が形成されるように単に縮径した形状であってもよい。また、連結部27を省略し、凹部(テーパー状縮径部25)の基端部と外筒本体21の先端部とが直接連結されていてもよい。また、頭部24は、凹所26および円錐状部を省略した中空の円柱形状(円筒形状)でもよい。なお、凹部25は、この実施例のように、環状凹部であることが好ましい。
外筒2の形成材料としては、環状ポリオレフィンが用いられている。環状ポリオレフィンとしては、例えば、環状オレフィンの単独重合体である環状オレフィンポリマー(COP)、環状オレフィンコポリマー(COC)のいずれであってもよい。環状ポリオレフィンとしては、具体的には、環状オレフィンモノマーの開環メタセシス重合体およびその水素添加物からなる環状オレフィンポリマー(COP)、環状オレフィンとオレフィンとの共重合体、環状オレフィンモノマーとα-オレフィンとの共重合体からなる環状オレフィンコポリマー(COC)などが使用できる。
穿刺針6としては、先端に穿刺用針先61を有する中空状のものが用いられる。穿刺針6の形成材料としては、金属が一般的である。金属としては、ステンレス鋼が好適である。
穿刺針6としては、先端に穿刺用針先61を有する中空状のものが用いられる。穿刺針6の形成材料としては、金属が一般的である。金属としては、ステンレス鋼が好適である。
ガスケット4は、図1および図2に示すようにほぼ同一外径にて延びる本体部と、この本体部に設けられた複数の環状リブ(この実施形態では2つ、2つ以上であれば、液密性と摺動性を満足できれば適宜数としてもよい)を備え、これらリブが、外筒2の内面に液密に接触する。また、ガスケット4の先端面は、外筒2の先端内面に当接した時に、両者間に極力隙間を形成しないように、外筒2の先端内面形状に対応した形状となっている。
ガスケット4の形成材料としては、弾性を有するゴム(例えば、イソプレンゴム、ブチルゴム、ラテックスゴム、シリコーンゴムなど)、合成樹脂(例えば、SBSエラストマー、SEBSエラストマー等のスチレン系エラストマー、エチレン・α-オレフィン共重合体エラストマー等のオレフィン系エラストマーなど)等を使用することが好ましい。
そして、ガスケット4には、その基端部より内部に延びる凹部が設けられ、この凹部は、雌ねじ状となっており、プランジャー5の先端部に形成された突出部52の外面に形成された雄ねじ部と螺合可能となっている。両者が螺合することにより、プランジャー5は、ガスケット4より離脱しない。なお、プランジャー5は、取り外しておき、使用時に取り付けるようにしてもよい。また、プランジャー5は、先端の円盤部より前方に筒状に突出する突出部52を備え、突出部の外面にはガスケット4の凹部と螺合する雄ねじが形成されている。また、プランジャー5は、断面十字状の軸方向に延びる本体部51と、基端部に設けられた押圧用の円盤部53を備えている。
本発明の外筒用シールキャップ3は、外筒本体21と、外筒本体21の先端部に設けられ、かつ、頭部24を有する筒状の先端部(穿刺針固定部)22と、先端に穿刺用針先61を有し、先端部22に基端部が挿入されかつ固定された穿刺針6とを備える外筒に装着されて用いられるものである。
シールキャップ3は、図6に示すように、閉塞先端部31と、開口基端部32と、開口基端部32より先端側に延びる中空部30を有する。中空部30は、基端部に先端部22を収納する穿刺針固定部収納部35と穿刺針固定部収納部35の先端に連続するテーパー状の穿刺針収納部34とを備える。さらに、シールキャップは、穿刺針収納部34に収納された穿刺針6の穿刺用針先61が刺入可能な刺入可能部33と、穿刺針固定部収納部35の内面に形成された突出部36とを備える。また、この実施例のものでは、外筒2に装着されたシールキャップ3は、中空部30の少なくとも一部(具体的には、中空部の一部である穿刺針固定部収納部35およびその付近)が、図3に示すように、中空部30に収納された先端部22により外側に押し広げられた状態となっている。
シールキャップ3は、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている。このため、穿刺針と接触した状態において保管されても、形成材料の穿刺針への付着がない。そして、ここで使用される熱可塑性エラストマー組成物は、弾性を有する熱可塑性樹脂組成物である。さらに、シールキャップ3に用いる熱可塑性エラストマー組成物において、「スチレン系熱可塑性エラストマーと炭化水素系ゴム用軟化剤との混合物を主成分とする」とは、スチレン系熱可塑性エラストマーと炭化水素系ゴム用軟化剤との合計量が熱可塑性エラストマー組成物全体の50重量%以上であることを意味する。
スチレン系熱可塑性エラストマーとしては、スチレン系ブロック共重合体であることが好ましい。スチレン系ブロック共重合体としてはビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体、またはこのブロック共重合体を水素添加して得られる水添ブロック共重合体、さらには、上記ブロック重合体と上記水添ブロック共重合体の混合物であることが好ましい。
具体的には、スチレン-イソプレン-ブタジエン-スチレンブロック共重合体(SIBS)、スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物、スチレン-エチレン-プロピレン-スチレンブロック共重合体(SEPS)、スチレン-ブタジエン共重合体(SB)、スチレン-ブタジエン-スチレンブロック共重合体(SBS)、スチレン-ブタジエン-スチレンブロック共重合体の水素添加物、スチレン-イソプレン-スチレンブロック共重合体(SIS)、スチレン-エチレン-ブテン共重合体(SEB)、スチレン-エチレン-プロピレン共重合体(SEP)、スチレン-イソブチレン-スチレンブロック共重合体およびそれらの1種又は2種以上の混合物等があげられる。特に、スチレン-エチレン-エチレン-プロピレン-スチレンブロック共重合体(SEEPS)が好適である。
さらには、これらの中でもビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体またはこのブロック共重合体を水素添加して得られる水添ブロック共重合体であることがより好ましい。なお、上記ブロック共重合体における「主体とする」とは、ブロックPにおけるビニル芳香族化合物の含有量及びブロックQにおける共役ジエン及び/又はイソブチレンの含有量がそれぞれ50重量%以上であることを意味する。
また、熱可塑性エラストマー組成物は、上記のスチレン系熱可塑性エラストマー以外に、それと異なる熱可塑性樹脂を含有してもよい。ここに用いられる熱可塑性樹脂としては、ポリオレフィンなどが好ましい。ポリオレフィンとしては、ポリプロピレン、ポリエチレンなどが好適である。
また、本発明において用いられる熱可塑性エラストマー組成物に含有される炭化水素系ゴム用軟化剤は、動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下であるものが使用される。このような炭化水素系ゴム用軟化剤を用いることにより熱可塑性樹脂との相溶性が高く、また、この炭化水素系ゴム用軟化剤を配合した熱可塑性エラストマー組成物は外筒本体の形成に用いる環状ポリオレフィンへの浸透性が低いものとなる。
炭化水素系ゴム用軟化剤としては、エチレン・α-オレフィン共重合体、ポリブテン、パラフィン系オイル等が挙げられる。炭化水素系ゴム用軟化剤は異なる種類のものを組み合わせて用いてもよい。
特に、エチレン・α-オレフィン共重合体としては、エチレンと炭素数1~10のα-オレフィン共重合体であるエチレン・α-オレフィン共重合体がより好ましく、エチレン・プロピレン共重合体が特に好ましい。なお、このエチレン・プロピレン共重合体にはプロピレン以外のα-オレフィンが共重合体されたものであってもよい。
特に、エチレン・α-オレフィン共重合体としては、エチレンと炭素数1~10のα-オレフィン共重合体であるエチレン・α-オレフィン共重合体がより好ましく、エチレン・プロピレン共重合体が特に好ましい。なお、このエチレン・プロピレン共重合体にはプロピレン以外のα-オレフィンが共重合体されたものであってもよい。
また、熱可塑性エラストマー組成物の成形性の観点から、炭化水素系ゴム用軟化剤の100℃における動粘度(JIS K2283)が1~5,000mm2s-1であり、10~4,000mm2s-1であることがより好ましく、20~3,000mm2s-1であることが特に好ましい。
更に、環状ポリオレフィンへの浸透を防ぐ観点から、炭化水素系ゴム用軟化剤は、環分析によるナフテン炭素の割合(%CN)が20%以下であり、好ましくは15%以下であり、より好ましくは10%以下である。また、炭化水素系ゴム用軟化剤は、環分析による芳香族炭素の割合(%CA)が5%以下であることが好ましく、1%以下であることがより好ましい。ここで、上記環分析は具体的にはASTM D2140またはASTM D3238に規定されるn-d-M法により実施することができる。
更に、環状ポリオレフィンへの浸透を防ぐ観点から、炭化水素系ゴム用軟化剤は、環分析によるナフテン炭素の割合(%CN)が20%以下であり、好ましくは15%以下であり、より好ましくは10%以下である。また、炭化水素系ゴム用軟化剤は、環分析による芳香族炭素の割合(%CA)が5%以下であることが好ましく、1%以下であることがより好ましい。ここで、上記環分析は具体的にはASTM D2140またはASTM D3238に規定されるn-d-M法により実施することができる。
熱可塑性エラストマー組成物中の炭化水素系ゴム用軟化剤含有量としては、20~70重量%であることが好ましく、30~60重量%であることがより好ましく、特に、35~50重量%であることが好ましい。また、熱可塑性エラストマー組成物におけるスチレン系熱可塑性エラストマー量(2種以上のスチレン系熱可塑性エラストマーを用いる場合には総量)に対する炭化水素系ゴム用軟化剤の添加量としては、スチレン系熱可塑性エラストマー量100重量部に対して、炭化水素系ゴム用軟化剤添加量が、30~300重量部であることが好ましく、特に、50~200重量部であることが好ましい。
なお、本発明のシールキャップ材料には、さらに、離型剤が配合されていてもよい。離型剤の配合量はベースポリマー100重量部に対して、0.03~5重量部含まれていることが好ましく、より好ましくは0.05~3重量部である。離型剤としては、例えば、エルカ酸アミド、ステアリン酸アミド、オレイン酸アミド、パルミチン酸アミド等の高級脂肪酸アミド、オレイン酸エチル等の高級脂肪酸エステル、ステアリルアミン、オレイルアミン等の高級脂肪族アミン、脂肪族アルコールのエステル、パラフィン(ただし、離型剤におけるパラフィンは、エチレン・α-オレフィン共重合体に該当するものを除く。)、シリコーンオイル等が挙げられるが、これらに限定されない。
さらに、本発明のシールキャップ材料には、必要に応じて、着色剤としてカーボンブラックや酸化チタン等の顔料を含有させてもよい。また、本発明のシールキャップ材料には、フィラーとして、タルク、炭酸カルシウム、炭酸亜鉛、ワラストナイト、シリカ、アルミナ、酸化マグネシウム、珪酸カルシウム、アルミン酸ナトリウム、アルミン酸カルシウム、アルミノ珪酸ナトリウム、珪酸マグネシウム、ガラスバルーン、カーボンブラック、酸化亜鉛、三酸化アンチモン、ゼオライト、ハイドロタルサイト、金属繊維、金属ウィスカー、セラミックウィスカー、チタン酸カリウム、窒化ホウ素、炭素繊維等の無機フィラーや澱粉、セルロース微粒子、木粉、おから、モミ殻、フスマ等の天然由来のポリマーやこれらの変性品等の有機フィラーを含有させてもよい。
そして、シールキャップ3の穿刺針固定部収納部35の内面と外筒2の先端部22の外面が密着した状態となっている。
そして、本発明のシリンジ用組立体10では、図3に示すように、外筒2の先端部(穿刺針固定部)22にシールキャップ3が装着され、かつ、穿刺針6の穿刺用針先61がシールキャップ3の刺入可能部33に刺入し、液密状態にシールされ、かつ、先端部22の頭部24の基端側に位置する凹部25と穿刺針固定部収納部35の内面に形成された突出部36とが係合し、かつ、穿刺針固定部収納部35の内面と先端部22の外面とが密着した状態となっている。また、この実施例のものでは、外筒2に装着されたシールキャップ3は、中空部30の少なくとも一部(具体的には、中空部の一部である穿刺針固定部収納部35およびその付近)が、図3に示すように、中空部30に収納された先端部22により外側に押し広げられた状態となっている。
そして、本発明のシリンジ用組立体10では、図3に示すように、外筒2の先端部(穿刺針固定部)22にシールキャップ3が装着され、かつ、穿刺針6の穿刺用針先61がシールキャップ3の刺入可能部33に刺入し、液密状態にシールされ、かつ、先端部22の頭部24の基端側に位置する凹部25と穿刺針固定部収納部35の内面に形成された突出部36とが係合し、かつ、穿刺針固定部収納部35の内面と先端部22の外面とが密着した状態となっている。また、この実施例のものでは、外筒2に装着されたシールキャップ3は、中空部30の少なくとも一部(具体的には、中空部の一部である穿刺針固定部収納部35およびその付近)が、図3に示すように、中空部30に収納された先端部22により外側に押し広げられた状態となっている。
そして、本発明のシリンジ用組立体10では、図3に示すように、外筒2の先端部(穿刺針固定部)22にシールキャップ3が装着され、かつ、穿刺針6の穿刺用針先61がシールキャップ3の刺入可能部33に刺入し、液密状態にシールされ、かつ、先端部22の凹部25(頭部24基端部)と穿刺針固定部収納部35の内面に形成された突出部36とが係合し、かつ、穿刺針固定部収納部35の内面と先端部22の外面とが密着した状態となっている。また、このとき、少なくとも穿刺針固定部収納部35は、先端部22により外側に押し広げられた状態となっている。
この実施例のシールキャップ3の内面形態について説明する。
このシールキャップ3は、開口基端部32より所定長先端側に位置する内面に設けられた突出部36を備えている。突出部36は、最も突出した頂点部36aと、頂点部36aより先端方向に向かって延びかつ突出高さが先端方向に向かって漸次低下する傾斜部(テーパー部)36bとを有している。特に、この実施例は、突出部36が、環状突出部となっており、傾斜部36bは、穿刺針固定部収納部35の内径が先端方向に向かって縮径するテーパー部となっている。
このシールキャップ3は、開口基端部32より所定長先端側に位置する内面に設けられた突出部36を備えている。突出部36は、最も突出した頂点部36aと、頂点部36aより先端方向に向かって延びかつ突出高さが先端方向に向かって漸次低下する傾斜部(テーパー部)36bとを有している。特に、この実施例は、突出部36が、環状突出部となっており、傾斜部36bは、穿刺針固定部収納部35の内径が先端方向に向かって縮径するテーパー部となっている。
頂点部36aにおける穿刺針固定部収納部35の内径は、外筒2の先端部22の頭部24の外径)より若干小さいものとなっている。これにより、外筒2の先端部22にシールキャップ3が装着された際に、中空部の一部である穿刺針固定部収納部35およびその付近が、図3に示すように、中空部30に収納された先端部22により外側に押し広げられた状態となる。
このため、シールキャップ3の穿刺針固定部収納部35の内面は、頭部24の外面に押し付けられて密着している。さらに、この実施例では、シールキャップ3の突出部36と凹部25が係合している。そして、先端側傾斜部36bは、外筒2の先端部22にシールキャップ3が装着された状態で、凹部25よりも先端側まで延びている。先端側傾斜部36bの少なくとも先端部における穿刺針固定部収納部35の内径は、外筒2の先端部22の頭部24の外径より若干小さいものとなっている。
このため、図9および図10に示すように、外筒2の先端部22にシールキャップ3が装着された際に、先端側傾斜部36bは、その内面全体が頭部24の外面に押し付けられて密着した状態となる。これにより、外筒2からのシールキャップ3の不本意な離脱がより少なくなる。また、先端側傾斜部36bが頭部24の外面に押し付けられているため、少なくとも穿刺針固定部収納部35は、頭部24により外側に押し広げられた状態となっている。
また、この実施形態のシールキャップ3では、図6に示すように、さらに突出部36は、頂点部36aより開口端(基端)方向に向かって延びかつ突出高さが開口端(基端)方向に向かって漸次低下する基端側傾斜部36cを有している。これにより、シールキャップ3を外筒2の先端部22に装着する際、突出部36の頂点部36aが先端部22の頭部24を先端側から乗り越え易くなる。
また、この実施形態のシールキャップ3では、穿刺針固定部収納部35は、突出部36の先端側傾斜部36bの先端部より先端方向に向かって所定長(具体的には穿刺針収納部34の基端部まで)延びる直線部36dを有している。この直線部36dにおける穿刺針固定部収納部35の内径は一定、かつ、外筒2の先端部22の頭部24の外径より若干小さくなっている。このため、外筒2の先端部22にシールキャップ3が装着された際に、直線部36dは、頭部24の外面に押し付けられて密着した状態となる。また、直線部36dが頭部24の外面に押し付けられているため、少なくとも穿刺針固定部収納部35は、頭部24により外側により押し広げられた状態となっている。
また、この実施例では、シールキャップ3の突出部36の先端側傾斜部36bの基端部は、外筒2の先端部22の凹部25の周囲に位置し、先端側傾斜部36bの少なくとも基端部近傍における穿刺針固定部収納部35の内径は、環状の凹部25の外径より若干小さいものとなっている。よって、シールキャップ3の突出部36の先端側傾斜部36bは、凹部25の外面に押し付けられて密着するものとなっている。これにより、外筒2からのシールキャップ3の不本意な離脱をより少なくすることができる。
また、この実施例では、凹部25は、頭部24の基端側に設けられ、基端方向に向かって縮径するテーパー状縮径部からなる。これにより、シールキャップ3を外筒2から離脱させる際、シールキャップ3の突出部36が、凹部25に沿って外側に拡げられ、頭部24を乗り越え易くなる。
さらに、この実施形態のシールキャップ3では、中空部30は、シールキャップ3の開口基端部32から穿刺針固定部収納部35(突出部36)の基端にかけて形成され、ほぼ同一内径にて延びる穿刺針固定部導入部38を備えている。穿刺針固定部導入部38は、穿刺針固定部収納部35の最大内径よりも若干広い内径を有しており、外筒2の穿刺針固定部22の頭部24の外径より若干大きいものとなっている。このため、シールキャップ3を外筒2の穿刺針固定部22に装着する際の穿刺針固定部22の導入部として機能する。
また、穿刺針固定部導入部38は、穿刺針固定部収納部35(突出部36)の基端との境界に、開口基端部32方向を向いて起立した環状起立面39を有している。よって、シールキャップ3の穿刺針固定部導入部38内に、外筒2の先端部が挿入されると、外筒2の穿刺針固定部22は、穿刺針固定部導入部38内に進入した後、図10に示すように、穿刺針固定部22の頭部24の環状先端面が、上記の環状起立面39に当接するものとなり、この状態にて、穿刺針6は、シールキャップ3の中心軸とほぼ平行なものとなり、穿刺針収納部34の小径先端部34a内に進入する状態となる。
また、シールキャップ3の基端部には、外方に環状に突出する把持用のフランジ37が形成されており、さらに、フランジ37には、環状凹部71が設けられている。フランジ37の先端側位置は、中空部30の環状起立面39より先端側に位置し、かつ、突出部36の頂点部36a付近(図6に示すものでは、頂点部36aより若干基端開口部32側)に位置するものとなっている。
なお、本発明のシールキャップは、使用されるまでに、オゾン高濃度環境下に暴露されることがある。オゾン高濃度環境下は、例えば、コロナ放電方式の静電気除去環境、オゾン殺菌器内、オゾン殺菌しているクリーンルーム内、オゾンが発生する空気清浄機を使用している空間(例えば、病院)などである。
また、シールキャップおよびシールキャップ装着済み外筒が静電気に帯電していると、製造工程中の塵等を吸着するおそれがある。このため、製造工程を静電気除去環境とし、静電気の除去が行われる。静電気除去環境は、例えば、コロナ放電式イオナイザを用いて発生させたイオンを、清浄な空気と共に製造工程中に導入することにより形成することができる。
コロナ放電時には、イオンと共にオゾンが発生するため、シールキャップ装着済み外筒が、オゾンに接触することになる。しかし、本願発明のシールキャップ装着済み外筒では、上述したように、シールキャップは、上述した材料にて形成されているため、オゾンによる劣化が生じない。このため、オゾン接触に起因するキャップの劣化がきわめて少ない。なお、静電除去環境は、コロナ放電方式(電圧印加式又は自己放電式のいずれであってもよい)に限定されるものではなく、AC放電方式、DC放電方式、パルス放電方式などの場合もある。
次に、本発明の他の実施例のプレフィルドシリンジ40およびシリンジ用組立体50について、図11ないし図13を用いて説明する。
本発明のプレフィルドシリンジ40は、シリンジ用組立体50と、シリンジ用組立体50内に収納され、かつシリンジ用組立体50内を液密に摺動可能なガスケット42と、シリンジ用組立体50とガスケット42により形成された空間内に充填された薬剤41とからなる。
本発明のプレフィルドシリンジ40は、シリンジ用組立体50と、シリンジ用組立体50内に収納され、かつシリンジ用組立体50内を液密に摺動可能なガスケット42と、シリンジ用組立体50とガスケット42により形成された空間内に充填された薬剤41とからなる。
シリンジ用組立体50は、外筒80と、外筒80の開口する先端部を封止するシールキャップ90とからなる。外筒80は、外筒本体部81と、外筒本体部81の先端側に設けられた先端に開口部を有する先端部(ノズル部)82と、外筒本体部81の後端側に設けられた外方に突出するフランジ84とを備える。
また、この実施例のプレフィルドシリンジ40は、上記の外筒80と、外筒80の先端部82を封止する封止部材90と、外筒内に収納された摺動可能なガスケット42と、ガスケット42の後端に取り付けられたもしくは取り付け可能なプランジャー43と、外筒80とガスケット42と封止部材90により形成される空間内に充填された薬液41とからなるものである。なお、この実施例では、封止部材90は、着脱可能なシールキャップ90により形成されている。
また、この実施例のプレフィルドシリンジ40は、上記の外筒80と、外筒80の先端部82を封止する封止部材90と、外筒内に収納された摺動可能なガスケット42と、ガスケット42の後端に取り付けられたもしくは取り付け可能なプランジャー43と、外筒80とガスケット42と封止部材90により形成される空間内に充填された薬液41とからなるものである。なお、この実施例では、封止部材90は、着脱可能なシールキャップ90により形成されている。
この実施例のプレフィルドシリンジ40は、外筒80とガスケット42と封止部材であるシールキャップ90により形成される空間内に充填された薬液41とからなる。
外筒80は、透明もしくは半透明材料により、好ましくは、酸素透過性、水蒸気透過性の少ない材料により形成された筒状体である。
外筒80は、外筒本体部81と、外筒本体部81の先端側に設けられた先端部82と、外筒本体部81の後端側に設けられたフランジ84を備える。
外筒本体部81は、ガスケット42を液密かつ摺動可能に収納するほぼ筒状の部分であり、ノズル部は、外筒本体部81より小径の筒状部となっている。また、外筒本体部の先端部はノズル部に向かって縮径するテーパー部となっている。
外筒80は、透明もしくは半透明材料により、好ましくは、酸素透過性、水蒸気透過性の少ない材料により形成された筒状体である。
外筒80は、外筒本体部81と、外筒本体部81の先端側に設けられた先端部82と、外筒本体部81の後端側に設けられたフランジ84を備える。
外筒本体部81は、ガスケット42を液密かつ摺動可能に収納するほぼ筒状の部分であり、ノズル部は、外筒本体部81より小径の筒状部となっている。また、外筒本体部の先端部はノズル部に向かって縮径するテーパー部となっている。
フランジ84は、図11および図12に示すように外筒本体部81の後端全周より垂直方向に突出するように形成された円弧状外縁を有するものとなっている。言い換えれば、フランジは、内部が欠損したドーナツ盤状のものとなっている。
そして、この実施例では、図12に示すように、外筒80は、先端部(ノズル部)82と同心的に形成されたカラー83を備えている。先端部82は、外筒80の先端に設けられており、外筒内の薬液等を排出するための先端開口を備えるとともに先端に向かってテーパー状に縮径するように形成されている。カラー83は、筒状の先端部82を取り囲むように先端部82と同心的に円筒状に形成されている。また、カラー83は、先端が開口しており、カラー83の内径および外径は基端から先端までほぼ同一径となっている。また、カラー83の先端開口からは先端部(ノズル部)82の先端部が突出している。先端部82およびカラー83の先端は、先端部82およびカラー83をシールキャップ90内に収納しやすくするため面取り加工されている。
カラー83の内周面には、後述するシールキャップ90の短筒部93に形成されたリブ95および使用時に接続される注射針のハブ(図示せず)と係合するためのネジ溝(外筒側螺合部)84が形成されている。これにより、外筒80とシールキャップ90は、カラー内周面とノズル収納部外周面との間で係合する。また、ネジ溝(外筒側螺合部)84は、シールキャップ90を外筒から取り外した後注射針(注射針のハブ)を取り付ける部分となる。
外筒80の形成材料としては、上述したものが使用される。
外筒80の形成材料としては、上述したものが使用される。
シールキャップ90は、図11ないし図14に示すように、閉塞端96と、筒状本体部91と、筒状本体部91内に形成されたノズル収納部92とを有している。さらに、ノズル収納部92は、外筒80の先端部(ノズル部)82の先端を収納するノズルチップ収納部97と、カラー83の先端部を収納するカラー先端部収納部94とを備えている。そして、筒状本体部91は、上端が閉塞し、下端が開放開口した円筒部である。ノズル収納部92は、外筒の先端部(ノズル部)82のほぼ全体を収納するものとなっている。ノズル収納部92には、閉塞端96の内側より、下方(開口部方向)に、かつ、筒状本体部91と同心的に形成された短筒部93を備えている。そして、短筒部93の下端部の外面には、カラー83の内面に形成された螺合部84と係合可能なリブ95が形成されている。
シールキャップ90の形成材料としては、上述したものが使用される。
シールキャップ90の形成材料としては、上述したものが使用される。
ガスケット42は、図12に示すようにほぼ同一外径にて延びる筒状本体部と、本体部より先端方向に延びるテーパー状閉塞部とを備える。そして、本体部の外側面には、複数の環状リブ(この実施例では3つ、2つ以上であれば、液密性と摺動性を満足できれば適宜数としてもよい)が形成されている。これらのリブは、外筒80の内面に液密に接触する。
そして、ガスケット42は、筒状本体部の内部に設けられたプランジャー装着部を備えている。この実施例のものでは、プランジャー装着部は、凹部とその内面に形成されたガスケット側螺合部48により構成されている、また、プランジャー43は、先端部に形成されたガスケット装着部47を備えている。この実施例のものでは、ガスケット装着部47は、突出部とその外面に形成されたプランジャー側螺合部とにより構成されている。
ガスケット42の形成材料としては、弾性を有するゴム(例えば、ブチルゴム、ラテックスゴム、シリコーンゴムなど)、合成樹脂(例えば、SBSエラストマー、SEBSエラストマー等のスチレン系エラストマー、エチレン-αオレフィン共重合体エラストマー等のオレフィン系エラストマーなど)等を使用することが好ましい。
ガスケット42の形成材料としては、弾性を有するゴム(例えば、ブチルゴム、ラテックスゴム、シリコーンゴムなど)、合成樹脂(例えば、SBSエラストマー、SEBSエラストマー等のスチレン系エラストマー、エチレン-αオレフィン共重合体エラストマー等のオレフィン系エラストマーなど)等を使用することが好ましい。
プランジャー43は、図11および図12に示すように、プランジャー本体部45と、プランジャー本体部45より先端方向に突出するガスケット装着部47と、押圧部46を備えている。プランジャー本体部45は、断面十字状に形成されたシャフト部を備え、シャフト部は、4つの平板部により形成されている。
プランジャー43の構成材料としては、高密度ポリエチレン、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレート等の硬質もしくは半硬質樹脂を用いることが好ましい。
外筒80とガスケット42と封止部材により形成される空間内に充填される薬液41としては、例えば、造影剤、高濃度塩化ナトリウム注射液、ミネラル類、ヘパリンナトリウム水溶液、ニトログリセリン、硝酸イソソルビド、シクロスポリン、ベンゾジアゼピン系薬剤、抗生物質、ビタミン剤(総合ビタミン剤)、各種アミノ酸、ヘパリンのような抗血栓剤、インスリン、抗腫瘍剤、鎮痛剤、強心剤、静注麻酔剤、抗パーキンソン剤、潰瘍治療剤、副腎皮質ホルモン剤、不整脈用剤、補正用電解質、抗ウイルス剤、免疫賦活剤等が挙げられる。充填される薬液41としては、特に、外筒80のフランジ84を挿入するフランジ収納部を有するインジェクター、シリンジポンプなどの自動投与器にプレフィルドシリンジ40(外筒80)が装着されて、投与されるものであることが好ましい。このように投与される薬液41としては、血管造影用の造影剤が挙げられる。
外筒80とガスケット42と封止部材により形成される空間内に充填される薬液41としては、例えば、造影剤、高濃度塩化ナトリウム注射液、ミネラル類、ヘパリンナトリウム水溶液、ニトログリセリン、硝酸イソソルビド、シクロスポリン、ベンゾジアゼピン系薬剤、抗生物質、ビタミン剤(総合ビタミン剤)、各種アミノ酸、ヘパリンのような抗血栓剤、インスリン、抗腫瘍剤、鎮痛剤、強心剤、静注麻酔剤、抗パーキンソン剤、潰瘍治療剤、副腎皮質ホルモン剤、不整脈用剤、補正用電解質、抗ウイルス剤、免疫賦活剤等が挙げられる。充填される薬液41としては、特に、外筒80のフランジ84を挿入するフランジ収納部を有するインジェクター、シリンジポンプなどの自動投与器にプレフィルドシリンジ40(外筒80)が装着されて、投与されるものであることが好ましい。このように投与される薬液41としては、血管造影用の造影剤が挙げられる。
(実施例1)
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)29重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):10g/10分)12重量部、炭化水素系ゴム用軟化剤(ポリブテン。100℃での動粘度:590mm2s-1、ナフテン炭素割合:0)35重量部、ポリエチレンワックス(重量平均分子量:7,100)5重量部、タルク(平均粒子径:8.0μm、比重:0.25)19重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。この熱可塑性エラストマーを用いて、図4ないし図6に示す様な形態を有するシールキャップを作製した。
また、図7ないし図9に示すような形態を有する外筒を作製した。なお、外筒本体は、環状オレフィンの単独重合体である環状オレフィンポリマー(COP)を射出成形することにより作製した。
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)29重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):10g/10分)12重量部、炭化水素系ゴム用軟化剤(ポリブテン。100℃での動粘度:590mm2s-1、ナフテン炭素割合:0)35重量部、ポリエチレンワックス(重量平均分子量:7,100)5重量部、タルク(平均粒子径:8.0μm、比重:0.25)19重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。この熱可塑性エラストマーを用いて、図4ないし図6に示す様な形態を有するシールキャップを作製した。
また、図7ないし図9に示すような形態を有する外筒を作製した。なお、外筒本体は、環状オレフィンの単独重合体である環状オレフィンポリマー(COP)を射出成形することにより作製した。
(実施例2)
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)38重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):10g/10分)9重量部、炭化水素系ゴム用軟化剤(エチレン・プロピレン共重合体。100℃での動粘度:40mm2s-1、ナフテン炭素割合:0)48重量部、ポリエチレンワックス(重量平均分子量:7,100)5重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。シールキャップ形成材料として上記の熱可塑性エラストマー組成物を用いた以外は、実施例1と同様に行い、シールキャップを作製した。外筒は、実施例1のものを用いた。
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)38重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):10g/10分)9重量部、炭化水素系ゴム用軟化剤(エチレン・プロピレン共重合体。100℃での動粘度:40mm2s-1、ナフテン炭素割合:0)48重量部、ポリエチレンワックス(重量平均分子量:7,100)5重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。シールキャップ形成材料として上記の熱可塑性エラストマー組成物を用いた以外は、実施例1と同様に行い、シールキャップを作製した。外筒は、実施例1のものを用いた。
(比較例1)
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)40重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):22g/10分)10重量部、炭化水素系ゴム用軟化剤(パラフィン系プロセスオイル。ナフテン炭素割合(%CN):28%)50重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。シールキャップ形成材料として上記の熱可塑性エラストマー組成物を用いた以外は、実施例1と同様に行い、シールキャップを作製した。外筒は、実施例1のものを用いた。
スチレン系熱可塑性エラストマー(スチレン-イソプレン-ブタジエン-スチレンブロック共重合体の水素添加物。重量平均分子量:380,000、スチレン(ブロックP)含量:30重量%)40重量部、ポリプロピレン(ポリプロピレン単独重合体。MFR(230℃、2.16kg荷重):22g/10分)10重量部、炭化水素系ゴム用軟化剤(パラフィン系プロセスオイル。ナフテン炭素割合(%CN):28%)50重量部を混合して弾性を有する熱可塑性エラストマー組成物を作製した。シールキャップ形成材料として上記の熱可塑性エラストマー組成物を用いた以外は、実施例1と同様に行い、シールキャップを作製した。外筒は、実施例1のものを用いた。
(比較例2)
比較例1のシールキャップの内面に、反応性シリコーンオイルを主成分とする液状コーティング剤(商品名:東レ・ダウコーニング(株)/MDX4-4159)を用いて、シールキャップの内面に常温または加熱により重合(架橋を含む)させたものを作製した。このシールキャップを用いた以外は、実施例1と同様とした。
比較例1のシールキャップの内面に、反応性シリコーンオイルを主成分とする液状コーティング剤(商品名:東レ・ダウコーニング(株)/MDX4-4159)を用いて、シールキャップの内面に常温または加熱により重合(架橋を含む)させたものを作製した。このシールキャップを用いた以外は、実施例1と同様とした。
(実験1:離脱強度試験)
穿刺針の針先にシリコーンを塗布した外筒に、上記のように準備した実施例1,2および比較例1,2のシールキャップを所定の位置まで装着した。なお、装着時にシールキャップ内の内圧が上昇する為、シールキャップの開口部付近を変形させることにより外筒、シールキャップ間に隙間を作り、内圧解除を行った。外筒へのシールキャップの装着後、オートクレーブ処理(123℃、85分)を行った。続いて、シールキャップの先端にフックをかけ、オートグラフ(ロードセルMAX100N)を用い、外筒のフランジを固定し引張試験を実施して、シールキャップの離脱強度を測定した。結果は、表1の通りであった。
なお、上記離脱強度は低い方が好ましく、更には25N以下が好ましい。表1中の離脱強度欄における、○は、25N以下のもの、×は、25Nより大きい値のものを示す。実施例1および2のものは、比較例1および2のものより、離脱強度が低く、優れた張付抑制効果を有することが確認できた。
穿刺針の針先にシリコーンを塗布した外筒に、上記のように準備した実施例1,2および比較例1,2のシールキャップを所定の位置まで装着した。なお、装着時にシールキャップ内の内圧が上昇する為、シールキャップの開口部付近を変形させることにより外筒、シールキャップ間に隙間を作り、内圧解除を行った。外筒へのシールキャップの装着後、オートクレーブ処理(123℃、85分)を行った。続いて、シールキャップの先端にフックをかけ、オートグラフ(ロードセルMAX100N)を用い、外筒のフランジを固定し引張試験を実施して、シールキャップの離脱強度を測定した。結果は、表1の通りであった。
なお、上記離脱強度は低い方が好ましく、更には25N以下が好ましい。表1中の離脱強度欄における、○は、25N以下のもの、×は、25Nより大きい値のものを示す。実施例1および2のものは、比較例1および2のものより、離脱強度が低く、優れた張付抑制効果を有することが確認できた。
(実験2:水蒸気透過度測定)
上記のように作製した実施例1、2および比較例1、2の各シールキャップ形成用の熱可塑性エラストマーを用いて、プレス成形機にて200℃でプレス成形することにより厚み0.5mmのプレスシートを作製し、各シートについて、水蒸気透過度を測定した。水蒸気透過度の測定は、JIS K7129(2008/03/20改定)に記載されている「プラスチック-フィルム及びシート-水蒸気透過度の求め方」に基づき、40℃における水蒸気試験を実施した。結果は、表1に示す通りであった。この実験により、実施例1、2および比較例1、2のシールキャップ材料は、良好な水蒸気透過性を有するものであることが確認できた。
装置:PERMATRAN-W 3/31
温湿度:40℃、90%RH
透過面積:50cm2
上記のように作製した実施例1、2および比較例1、2の各シールキャップ形成用の熱可塑性エラストマーを用いて、プレス成形機にて200℃でプレス成形することにより厚み0.5mmのプレスシートを作製し、各シートについて、水蒸気透過度を測定した。水蒸気透過度の測定は、JIS K7129(2008/03/20改定)に記載されている「プラスチック-フィルム及びシート-水蒸気透過度の求め方」に基づき、40℃における水蒸気試験を実施した。結果は、表1に示す通りであった。この実験により、実施例1、2および比較例1、2のシールキャップ材料は、良好な水蒸気透過性を有するものであることが確認できた。
装置:PERMATRAN-W 3/31
温湿度:40℃、90%RH
透過面積:50cm2
(実験3:滅菌性試験)
上述したように作製した実施例1、2および比較例1、2のシールキャップおよび針付外筒を個々に滅菌したものを準備し、かつ、各シールキャップ内に、BI菌(2.7×106CFU/ml)を封入後、外筒に装着したシリンジ組立体を各5個を作製した。なお、装着時にシールキャップ内の内圧が上昇する為、シールキャップの開口部付近を変形させることにより外筒、シールキャップ間に隙間を作り、内圧解除を行った。そして、シールキャップの装着後、オートクレーブ処理(123℃、20分)を行った。滅菌後、7日間培地処理を行ったところ、表1に示す結果となった。なお、表1中の滅菌性欄における、○は、滅菌できた(全て菌死滅)、×は、滅菌できず(全ての菌が死滅せず)を示す。実施例1、2および比較例1、2のシールキャップはオートクレーブ滅菌性を有することが確認できた。
上述したように作製した実施例1、2および比較例1、2のシールキャップおよび針付外筒を個々に滅菌したものを準備し、かつ、各シールキャップ内に、BI菌(2.7×106CFU/ml)を封入後、外筒に装着したシリンジ組立体を各5個を作製した。なお、装着時にシールキャップ内の内圧が上昇する為、シールキャップの開口部付近を変形させることにより外筒、シールキャップ間に隙間を作り、内圧解除を行った。そして、シールキャップの装着後、オートクレーブ処理(123℃、20分)を行った。滅菌後、7日間培地処理を行ったところ、表1に示す結果となった。なお、表1中の滅菌性欄における、○は、滅菌できた(全て菌死滅)、×は、滅菌できず(全ての菌が死滅せず)を示す。実施例1、2および比較例1、2のシールキャップはオートクレーブ滅菌性を有することが確認できた。
(実験4:オゾン耐性試験)
上記のように作製した滅菌済みの実施例1、2および比較例1、2のシリンジ組立体各10本について、JIS K 6249(2004/03/20改定)に記載されている「加硫ゴム及び熱可塑性ゴム-耐オゾン性の求め方」に基づき、試験を実施した。暴露後、各シールキャップを確認したところ、表1のような結果が得られた。なお、表3中における、○は、オゾン耐性あり(オゾン劣化に伴う外観上の劣化が認められなかった)、×は、オゾン耐性なし(オゾン劣化に伴う外観上の劣化が認められた)ことを示す。そして、実施例1,2および比較例1、2のシールキャップは、オゾン耐性を有することが確認できた。
上記のように作製した滅菌済みの実施例1、2および比較例1、2のシリンジ組立体各10本について、JIS K 6249(2004/03/20改定)に記載されている「加硫ゴム及び熱可塑性ゴム-耐オゾン性の求め方」に基づき、試験を実施した。暴露後、各シールキャップを確認したところ、表1のような結果が得られた。なお、表3中における、○は、オゾン耐性あり(オゾン劣化に伴う外観上の劣化が認められなかった)、×は、オゾン耐性なし(オゾン劣化に伴う外観上の劣化が認められた)ことを示す。そして、実施例1,2および比較例1、2のシールキャップは、オゾン耐性を有することが確認できた。
(実験5:刺通抵抗試験)
上記のように作製した滅菌済みの実施例1、2および比較例1、2のシリンジ組立体各20本について、刺通抵抗を測定した。シールキャップを取り外し、オートグラフを用いて、シリコーンゴム(t=0.5mm)に対する刺通抵抗を測定した。結果は、表1に示す通りであった。なお、刺通抵抗は低い方が好ましく、更には0.2N以下が好ましい。表1中の刺通抵抗欄における、○は、0.2N以下のものを示す。
実施例1,2および比較例1、2のシールキャップを用いたものにおいて、穿刺後の針先は、十分な刺通性を有することが確認できた。
上記のように作製した滅菌済みの実施例1、2および比較例1、2のシリンジ組立体各20本について、刺通抵抗を測定した。シールキャップを取り外し、オートグラフを用いて、シリコーンゴム(t=0.5mm)に対する刺通抵抗を測定した。結果は、表1に示す通りであった。なお、刺通抵抗は低い方が好ましく、更には0.2N以下が好ましい。表1中の刺通抵抗欄における、○は、0.2N以下のものを示す。
実施例1,2および比較例1、2のシールキャップを用いたものにおいて、穿刺後の針先は、十分な刺通性を有することが確認できた。

次に、本発明のシリンジ用組立体が複数収納された包装体について、図面に示した実施形態を図15ないし図19を用いて説明する。
本発明の複数のシリンジ用組立体を収納した滅菌可能もしくは滅菌されたプレフィルドシリンジ用組立体包装体100は、上面が開口し、かつ保形性を有する容器体102と、容器体102内に収納された複数のシリンジ用組立体10を保持可能な外筒保持部材104と、外筒保持部材104に保持された複数のシリンジ用組立体10と、容器体102の上面開口を気密に封止するとともに剥離可能なシート状蓋部材103とを備える。
本発明の複数のシリンジ用組立体を収納した滅菌可能もしくは滅菌されたプレフィルドシリンジ用組立体包装体100は、上面が開口し、かつ保形性を有する容器体102と、容器体102内に収納された複数のシリンジ用組立体10を保持可能な外筒保持部材104と、外筒保持部材104に保持された複数のシリンジ用組立体10と、容器体102の上面開口を気密に封止するとともに剥離可能なシート状蓋部材103とを備える。
本発明のプレフィルドシリンジ用組立体包装体100は、滅菌可能もしくは滅菌されたプレフィルドシリンジ用組立体包装体である。滅菌方法としては、高圧蒸気滅菌、放射線もしくは電子線滅菌、エチレンオキサイドガス滅菌が用いられる。
本発明のプレフィルドシリンジ用組立体包装体100は、図15、図16および図19に示すように、容器体102と、複数のシリンジ用組立体10を保持可能な外筒保持部材104と、外筒保持部材104に保持された複数のシリンジ用組立体10と、容器体102の上面開口を気密に封止するとともに剥離可能なシート状蓋部材103とからなる。さらに、包装体100は、容器体102もしくはシート状蓋部材103に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備えている。
本発明のプレフィルドシリンジ用組立体包装体100は、図15、図16および図19に示すように、容器体102と、複数のシリンジ用組立体10を保持可能な外筒保持部材104と、外筒保持部材104に保持された複数のシリンジ用組立体10と、容器体102の上面開口を気密に封止するとともに剥離可能なシート状蓋部材103とからなる。さらに、包装体100は、容器体102もしくはシート状蓋部材103に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備えている。
容器体102は、図15ないし図19に示すように、ある程度の強度と保形性を有する所定の深さを有するトレー状のものとなっており、本体部121と、本体部121の上部に形成され、複数のシリンジ用組立体10を保持した外筒保持部材104の周縁部を保持するための外筒保持部材保持部126と、上面開口に設けられた環状フランジ124とを備えている。
さらに、環状フランジ124の上面には、シート状蓋部材103との固着のための環状のヒートシール用凸部125が設けられている。そして、フランジ124より所定長底面側となる位置に、外筒保持部材保持部126が形成されている。この第1の実施形態の容器体102では、外筒保持部材保持部126は、環状の段差部となっており、複数のシリンジ用組立体10を保持した外筒保持部材104の周縁部を載置可能となっている。
容器体102は、ある程度の保形性と剛性を備えることが好ましい。また、高圧蒸気滅菌に対応するために、耐熱性(120℃以上)を有する熱可塑性材料を用いることが望ましい。ある程度の保形性と、ある程度の剛性と、耐熱性と熱可塑性を有する材料としては、例えば、ポリプロピレン、ポリエチレンなどポリオレフィン、塩化ビニル樹脂、ポリスチレン/ポリプロピレン樹脂、ポリエチレン/アイオノマー(例えば、エチレン系、スチレン系、フッ素系)/ポリエチレン、ポリエステル樹脂(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、アモルファス-ポリエチレンテレフタレート)、PP/EVOH/PP(ラミネート)等が挙げられる。この場合の容器体102の厚さとしては、0.05~4.00mm程度が好ましく、特に、1.00~2.00mmがより好適である。
さらに、容器体102を放射線もしくは電子線滅菌を可能としてもよく、この場合には、耐放射線性材料と呼ばれるものを使用することが望ましい。耐放射線性材料(例えば、耐放射線性ポリオレフィン)としては、ポリオレフィン(例えば、ポリプロピレン、ポリエチレン)に、ヒンダードアミンさらには酸化防止剤、核剤などが添加されることにより、対放射線性が付与されたものを用いることができる。ヒンダードアミンとしては、ビス(2,2,6,6-テトラメチルピペリジル)セバケート、ビス(2,2,6,6-テトラメチルピペリジル)アジペート、ビス(2,2,6,6-テトラメチルピペリジル)フマレートなどが例示される。酸化防止剤としては、1,1,3-トリス(2-メチル-ヒドロキシ-5-t-ブチルフェニル)ブタン、トリス(3,5-ジ-T-ブチル-4-ヒドロキシベンジル)イソシアヌレート、テトラキス(メチレン-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート)メタンなどが例示される。核剤としては、1,3,2,4-ジベンジリデンソルビトール、1,3,2,4-ジ(p-メチルベンジリデン)ソルビトールなどが例示される。
複数のシリンジ用組立体10を保持可能な外筒保持部材104は、図16および図19に示すように、基板部141と、この基板部141より上方に突出する複数の筒状部142を備えている。そして、筒状部142内に外筒保持用開口部143が形成されており、また、基板部141の側部には、把持用の切欠部144が形成されている。筒状部142および外筒保持用開口部143の内径は、保持されるシリンジ用組立体10の最大径部分の外径より大きいものとなっており、また、保持されるシリンジ用組立体10のフランジ部23の通過が不能なものとなっている。
このため、図19に示すように、シリンジ用組立体10は、筒状部142を貫通するとともに、外筒保持用開口部143によりシリンジ用組立体10のフランジ23が吊り下げられた状態となっている。また、図19に示すように、外筒保持部材104により保持されたシリンジ用組立体10の下端(シールキャップ3の先端)は、容器体102の底面に接触しないものとなっている。言い換えれば、容器体102の底面と外筒保持部材104により保持されたシリンジ用組立体10の下端(シールキャップ3の先端)間は、離間し、水蒸気の流通を阻害しないものとなっている。この外筒保持部材104の形成材料も高圧蒸気滅菌に対応するために、耐熱性(120℃以上)を有するものであることが望ましい。
シート状蓋部材103としては、高圧蒸気滅菌やエチレンオキサイドガス滅菌のために菌やウイルスなどの微粒子が透過不可能で、水蒸気やエチレンオキサイドガスなどの滅菌ガスが透過可能な滅菌ガス流通性を有する部材が望ましい。また、容器体102にヒートシール可能であることが好ましい。シート状蓋部材103としては、例えば、合成樹脂製不織布、具体的には、タイベック(登録商標)として知られているポリオレフィン等の合成樹脂材料からなる不織布、合成樹脂製多孔質膜などが好適に使用できる。
そして、シート状蓋部材103は、容器体102の環状フランジ124に設けられたヒートシール用凸部125にその周縁部が剥離可能にヒートシールされている。なお、この第1の実施形態では、シート状蓋部材103の外縁は、容器体102の環状フランジ124には、ヒートシールされておらず、剥離を容易なものとしている。また、ヒートシール用凸部125の角部に設けられた突出部125aが、剥離開始部として機能する。シート状蓋部材103としては、厚さ0.05~1.00mm程度が好ましく、0.10~0.50mm程度がより好適である。
なお、上述した第1の実施形態では、通気部は、シート状蓋部材103に設けられているが、これに限定されるものではなく、容器体102に設けてもよい。
なお、上述した第1の実施形態では、通気部は、シート状蓋部材103に設けられているが、これに限定されるものではなく、容器体102に設けてもよい。
そして、このプレフィルドシリンジ用組立体包装体100においても、外筒2にシールキャップ3を装着したままプレフィルドシリンジ用組立体包装体100を保管した場合、およびプレフィルドシリンジ用組立体包装体100に対して高圧蒸気滅菌やエチレンオキサイドガス滅菌などの圧力負荷を伴う滅菌を行った場合でも、穿刺針取付部収納部35の内面と穿刺針取付部22の外面との張付きを抑制することができる。
本発明のシリンジ用組立体は、以下のものである。
(1) 先端部を有する外筒本体を備える外筒と、前記外筒の前記先端部に装着されるシールキャップとからなるシリンジ用組立体であって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成され、前記外筒本体は、環状ポリオレフィンにより形成されているシリンジ用組立体。
このシリンジ用組立体では、シールキャップは、スチレン系熱可塑性エラストマーと上記の炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている。このため、十分な弾性を備える。さらに、上記の炭化水素系ゴム用軟化剤は、熱可塑性樹脂との相溶性が高く、環状ポリオレフィンへの浸透性が低いため、圧力負荷を伴う高圧蒸気滅菌、外筒にシールキャップを装着した状態での保管を行ってもシールキャップの内面と環状ポリオレフィン製外筒の先端部の外面間の張り付きがない。このため、キャップの離脱障害を生じることがない。さらに、このシリンジ用組立体では、シールキャップは、良好なオートクレーブ滅菌性を有し、かつ、製造時あるいは保管時にオゾンに接触したとしても、それに起因する劣化、ヒビ割れ、亀裂の発生が少ない。
(1) 先端部を有する外筒本体を備える外筒と、前記外筒の前記先端部に装着されるシールキャップとからなるシリンジ用組立体であって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成され、前記外筒本体は、環状ポリオレフィンにより形成されているシリンジ用組立体。
このシリンジ用組立体では、シールキャップは、スチレン系熱可塑性エラストマーと上記の炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている。このため、十分な弾性を備える。さらに、上記の炭化水素系ゴム用軟化剤は、熱可塑性樹脂との相溶性が高く、環状ポリオレフィンへの浸透性が低いため、圧力負荷を伴う高圧蒸気滅菌、外筒にシールキャップを装着した状態での保管を行ってもシールキャップの内面と環状ポリオレフィン製外筒の先端部の外面間の張り付きがない。このため、キャップの離脱障害を生じることがない。さらに、このシリンジ用組立体では、シールキャップは、良好なオートクレーブ滅菌性を有し、かつ、製造時あるいは保管時にオゾンに接触したとしても、それに起因する劣化、ヒビ割れ、亀裂の発生が少ない。
また、上記の実施態様は、以下のものであってもよい。
(2) 前記シリンジ用組立体は、高圧蒸気滅菌可能もしくは高圧蒸気滅菌されている上記(1)に記載のシリンジ用組立体。
(3) 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している上記(1)または(2)に記載のシリンジ用組立体。
(4) 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である上記(1)ないし(3)のいずれかに記載のシリンジ用組立体。
(5) 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有し、前記シールキャップの前記先端部収納部は、前記外筒本体の先端部を収納し、かつ密着している上記(1)ないし(4)のいずれかに記載のシリンジ用組立体。
(6) 前記外筒は、前記外筒本体の前記先端部に設けられた穿刺針固定部と、先端に穿刺用針先を有し、前記穿刺針固定部に基端部が固定された穿刺針とを備えている上記(1)ないし(5)のいずれかに記載のシリンジ用組立体。
(7) 前記先端部収納部は、前記外筒の前記穿刺針固定部を収納するものである上記(6)に記載のシリンジ用組立体。
(8) 前記シールキャップは、前記中空部内に挿入された前記穿刺針の穿刺用針先が刺入可能な刺入可能部を備え、かつ、前記穿刺用針先が前記シールキャップの前記刺入可能部に刺入した状態となっている上記(6)または(7)に記載のシリンジ用組立体。
(9) 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止している上記(1)ないし(5)のいずれかに記載のシリンジ用組立体。
(2) 前記シリンジ用組立体は、高圧蒸気滅菌可能もしくは高圧蒸気滅菌されている上記(1)に記載のシリンジ用組立体。
(3) 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している上記(1)または(2)に記載のシリンジ用組立体。
(4) 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である上記(1)ないし(3)のいずれかに記載のシリンジ用組立体。
(5) 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有し、前記シールキャップの前記先端部収納部は、前記外筒本体の先端部を収納し、かつ密着している上記(1)ないし(4)のいずれかに記載のシリンジ用組立体。
(6) 前記外筒は、前記外筒本体の前記先端部に設けられた穿刺針固定部と、先端に穿刺用針先を有し、前記穿刺針固定部に基端部が固定された穿刺針とを備えている上記(1)ないし(5)のいずれかに記載のシリンジ用組立体。
(7) 前記先端部収納部は、前記外筒の前記穿刺針固定部を収納するものである上記(6)に記載のシリンジ用組立体。
(8) 前記シールキャップは、前記中空部内に挿入された前記穿刺針の穿刺用針先が刺入可能な刺入可能部を備え、かつ、前記穿刺用針先が前記シールキャップの前記刺入可能部に刺入した状態となっている上記(6)または(7)に記載のシリンジ用組立体。
(9) 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止している上記(1)ないし(5)のいずれかに記載のシリンジ用組立体。
本発明のプレフィルドシリンジは、以下のものである。
(10) 上記(1)ないし(9)のいずれかに記載のシリンジ用組立体と、前記外筒内に収納されかつ前記外筒内を液密に摺動可能なガスケットと、前記外筒と前記ガスケットにより形成された空間内に充填された薬剤とからなるプレフィルドシリンジ。
このため、所定期間保存後においても環状ポリオレフィン製外筒へのシールキャップの張り付きがなく、容易に離脱できる。
(10) 上記(1)ないし(9)のいずれかに記載のシリンジ用組立体と、前記外筒内に収納されかつ前記外筒内を液密に摺動可能なガスケットと、前記外筒と前記ガスケットにより形成された空間内に充填された薬剤とからなるプレフィルドシリンジ。
このため、所定期間保存後においても環状ポリオレフィン製外筒へのシールキャップの張り付きがなく、容易に離脱できる。
本発明の外筒用シールキャップは、以下のものである。
(11) シリンジ用外筒の先端部に装着される外筒用シールキャップであって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている外筒用シールキャップ。
この外筒用シールキャップは、上記の炭化水素系ゴム用軟化剤を含有する熱可塑性エラストマー組成物により形成されているため、十分な弾性を備え、かつ、環状ポリオレフィン製の外筒に用い所定期間保存後においても外筒への張り付きがなく、また、水蒸気透過性を有しており、良好なオートクレーブ滅菌性を有する。さらには、製造時あるいは保管時にオゾンに接触したとしても、それに起因する劣化、ヒビ割れ、亀裂の発生が少ない。
(11) シリンジ用外筒の先端部に装着される外筒用シールキャップであって、前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されている外筒用シールキャップ。
この外筒用シールキャップは、上記の炭化水素系ゴム用軟化剤を含有する熱可塑性エラストマー組成物により形成されているため、十分な弾性を備え、かつ、環状ポリオレフィン製の外筒に用い所定期間保存後においても外筒への張り付きがなく、また、水蒸気透過性を有しており、良好なオートクレーブ滅菌性を有する。さらには、製造時あるいは保管時にオゾンに接触したとしても、それに起因する劣化、ヒビ割れ、亀裂の発生が少ない。
また、上記の実施態様は、以下のものであってもよい。
(12) 前記外筒用シールキャップは、環状ポリオレフィン製の前記外筒に使用するためのものである上記(11)に記載の外筒用シールキャップ。
(13) 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している上記(11)または(12)に記載の外筒用シールキャップ。
(14) 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である上記(11)ないし(13)のいずれかに記載の外筒用シールキャップ。
(15) 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有している上記(11)ないし(14)のいずれかに記載の外筒用シールキャップ。
(16) 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止するためのものである上記(11)ないし(14)のいずれかに記載の外筒用シールキャップ。
(12) 前記外筒用シールキャップは、環状ポリオレフィン製の前記外筒に使用するためのものである上記(11)に記載の外筒用シールキャップ。
(13) 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している上記(11)または(12)に記載の外筒用シールキャップ。
(14) 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である上記(11)ないし(13)のいずれかに記載の外筒用シールキャップ。
(15) 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有している上記(11)ないし(14)のいずれかに記載の外筒用シールキャップ。
(16) 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止するためのものである上記(11)ないし(14)のいずれかに記載の外筒用シールキャップ。
本発明のシリンジ用組立体包装体は、以下のものである。
(17) 複数の上記(1)ないし(9)のいずれかに記載のシリンジ用組立体を収納したシリンジ用組立体包装体であって、前記包装体は、上面が開口し、かつ保形性を有する容器体と、複数の前記シリンジ用組立体を保持可能な外筒保持部材と、前記外筒保持部材に保持された複数のシリンジ用組立体と、前記容器体の上面開口を気密に封止するとともに剥離可能なシート状蓋部材とを備え、さらに、前記包装体は、前記容器体もしくは前記蓋部材に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備え、高圧蒸気滅菌されているシリンジ用組立体包装体。
(17) 複数の上記(1)ないし(9)のいずれかに記載のシリンジ用組立体を収納したシリンジ用組立体包装体であって、前記包装体は、上面が開口し、かつ保形性を有する容器体と、複数の前記シリンジ用組立体を保持可能な外筒保持部材と、前記外筒保持部材に保持された複数のシリンジ用組立体と、前記容器体の上面開口を気密に封止するとともに剥離可能なシート状蓋部材とを備え、さらに、前記包装体は、前記容器体もしくは前記蓋部材に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備え、高圧蒸気滅菌されているシリンジ用組立体包装体。
Claims (17)
- 先端部を有する外筒本体を備える外筒と、前記外筒の前記先端部に装着されるシールキャップとからなるシリンジ用組立体であって、
前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成され、前記外筒本体は、環状ポリオレフィンにより形成されていることを特徴とするシリンジ用組立体。 - 前記シリンジ用組立体は、高圧蒸気滅菌可能もしくは高圧蒸気滅菌されている請求項1に記載のシリンジ用組立体。
- 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している請求項1または2に記載のシリンジ用組立体。
- 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である請求項1ないし3のいずれかに記載のシリンジ用組立体。
- 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有し、前記シールキャップの前記先端部収納部は、前記外筒本体の先端部を収納し、かつ密着している請求項1ないし4のいずれかに記載のシリンジ用組立体。
- 前記外筒は、前記外筒本体の前記先端部に設けられた穿刺針固定部と、先端に穿刺用針先を有し、前記穿刺針固定部に基端部が固定された穿刺針とを備えている請求項1ないし5のいずれかに記載のシリンジ用組立体。
- 前記先端部収納部は、前記外筒の前記穿刺針固定部を収納するものである請求項6に記載のシリンジ用組立体。
- 前記シールキャップは、前記中空部内に挿入された前記穿刺針の穿刺用針先が刺入可能な刺入可能部を備え、かつ、前記穿刺用針先が前記シールキャップの前記刺入可能部に刺入した状態となっている請求項6または7に記載のシリンジ用組立体。
- 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止している請求項1ないし5のいずれかに記載のシリンジ用組立体。
- 請求項1ないし9のいずれかに記載のシリンジ用組立体と、前記外筒内に収納されかつ前記外筒内を液密に摺動可能なガスケットと、前記外筒と前記ガスケットにより形成された空間内に充填された薬剤とからなることを特徴とするプレフィルドシリンジ。
- シリンジ用外筒の先端部に装着される外筒用シールキャップであって、
前記シールキャップは、スチレン系熱可塑性エラストマーと、100℃での動粘度が1~5,000mm2s-1であり、環分析によるナフテン炭素の割合(%CN)が20%以下である炭化水素系ゴム用軟化剤との混合物を主成分とする熱可塑性エラストマー組成物により形成されていることを特徴とする外筒用シールキャップ。 - 前記外筒用シールキャップは、環状ポリオレフィン製の前記外筒に使用するためのものである請求項11に記載の外筒用シールキャップ。
- 前記熱可塑性エラストマー組成物は、20~70重量%の前記炭化水素系ゴム用軟化剤を含有している請求項11または12に記載の外筒用シールキャップ。
- 前記スチレン系熱可塑性エラストマーは、ビニル芳香族化合物を主体とする少なくとも1個の重合体ブロックPと、共役ジエン及び/又はイソブチレンを主体とする少なくとも1個の重合体ブロックQとを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である請求項11ないし13のいずれかに記載の外筒用シールキャップ。
- 前記シールキャップは、閉塞先端部と、開口基端部と、前記開口基端部より先端側に延びる中空部を備え、かつ前記中空部は、前記外筒の前記先端部を収納する先端部収納部を有している請求項11ないし14のいずれかに記載の外筒用シールキャップ。
- 前記外筒の前記先端部は、開口部となっており、前記シールキャップは、前記開口部を封止するためのものである請求項11ないし14のいずれかに記載の外筒用シールキャップ。
- 複数の請求項1ないし9のいずれかに記載のシリンジ用組立体を収納したシリンジ用組立体包装体であって、
前記包装体は、上面が開口し、かつ保形性を有する容器体と、複数の前記シリンジ用組立体を保持可能な外筒保持部材と、前記外筒保持部材に保持された複数のシリンジ用組立体と、前記容器体の上面開口を気密に封止するとともに剥離可能なシート状蓋部材とを備え、さらに、前記包装体は、前記容器体もしくは前記蓋部材に設けられた菌不透過性かつ滅菌ガス流通性を有する通気部を備え、高圧蒸気滅菌されていることを特徴とするシリンジ用組立体包装体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16837184.7A EP3338839B1 (en) | 2015-08-20 | 2016-08-19 | Syringe assembly, pre-filled syringe, sealing cap for outer tube and package for syringe assembly |
| CN201680048569.2A CN107921221B (zh) | 2015-08-20 | 2016-08-19 | 注射器用组装体、预充式注射器、外筒用密封盖及注射器用组装体包装体 |
| JP2017535579A JP6780831B2 (ja) | 2015-08-20 | 2016-08-19 | シリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体 |
| US15/898,904 US10086148B2 (en) | 2015-08-20 | 2018-02-19 | Assembly for syringe, prefilled syringe, seal cap for barrel and package for assembly for syringe |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015163245 | 2015-08-20 | ||
| JP2015-163245 | 2015-08-20 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/898,904 Continuation US10086148B2 (en) | 2015-08-20 | 2018-02-19 | Assembly for syringe, prefilled syringe, seal cap for barrel and package for assembly for syringe |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017030195A1 true WO2017030195A1 (ja) | 2017-02-23 |
Family
ID=58051136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/074275 WO2017030195A1 (ja) | 2015-08-20 | 2016-08-19 | シリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10086148B2 (ja) |
| EP (1) | EP3338839B1 (ja) |
| JP (1) | JP6780831B2 (ja) |
| CN (1) | CN107921221B (ja) |
| WO (1) | WO2017030195A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020203952A1 (ja) * | 2019-03-29 | 2020-10-08 | 出光興産株式会社 | プロセス油 |
| US10905786B2 (en) | 2017-03-27 | 2021-02-02 | Regeneron Pharmaceuticals, Inc. | Sterilisation method |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107106409A (zh) * | 2014-10-02 | 2017-08-29 | 泰尔茂株式会社 | 用于容纳蛋白质溶液制剂的医疗用容器 |
| US20200171244A1 (en) * | 2017-05-24 | 2020-06-04 | Sio2 Medical Products, Inc. | Sterilizable pharmaceutical package for ophthalmic formulations |
| SI3659594T1 (sl) | 2018-11-30 | 2021-02-26 | Klaus Stegemann | Sterilna raztopina z aplikacijskim injektorjem, ki vsebuje medicinsko sredstvo in postopek z proizvodnjo le-te |
| US20220257467A1 (en) * | 2019-07-02 | 2022-08-18 | Taisei Kako Co., Ltd. | Composition for protective cover and cap |
| CN111760129A (zh) * | 2020-07-15 | 2020-10-13 | 太阳升(亳州)生物医药科技有限公司 | 即用型预充填式阿加曲班注射制品及其制备方法 |
| CN112451797B (zh) * | 2020-11-05 | 2023-04-18 | 山东永聚医药科技有限公司 | 高分子预灌封注射器 |
| CN114470416A (zh) * | 2021-12-23 | 2022-05-13 | 山东永聚医药科技有限公司 | 带针高分子材料预灌封注射器及其成型工艺 |
| WO2023139423A1 (en) * | 2022-01-20 | 2023-07-27 | Orbicular Pharmaceutical Technologies Private Limited | Vitamin k1 injection device kit |
| WO2024024039A1 (ja) * | 2022-07-28 | 2024-02-01 | ナッジヘルステック株式会社 | 血液保存容器および血液採取器具 |
| WO2024188441A1 (de) * | 2023-03-11 | 2024-09-19 | Actega Ds Gmbh | DICHTUNGSMATERIAL FÜR GEFÄßVERSCHLÜSSE BASIEREND AUF BUTEN -(CO)POLYMEREN |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007501062A (ja) * | 2003-08-05 | 2007-01-25 | ベクトン・ディキンソン・アンド・カンパニー | 多数斜面付き針を有する注射器 |
| WO2014131987A1 (fr) * | 2013-03-01 | 2014-09-04 | Aptar Stelmi Sas | Dispositif de protection d'aiguille |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6629963B2 (en) * | 1996-06-20 | 2003-10-07 | Becton, Dickinson And Company | Syringe and needle shield assembly and method of sterilizing such assembly |
| JP3589042B2 (ja) * | 1998-09-29 | 2004-11-17 | 三菱化学株式会社 | 熱可塑性エラストマー組成物 |
| KR100654196B1 (ko) * | 2000-04-07 | 2006-12-07 | 미쓰이 가가쿠 가부시키가이샤 | 고내열 노화성 열가소성 엘라스토머 조성물 |
| FR2816848B1 (fr) | 2000-11-17 | 2003-06-20 | Rumpler Technologies | Dispositif de protection pour aiguille de seringue |
| US7169849B2 (en) * | 2001-06-18 | 2007-01-30 | Kuraray Co., Ltd. | Process for production of thermoplatic elastomer composition |
| CN100488580C (zh) * | 2003-10-01 | 2009-05-20 | 贝克顿·迪金森公司 | 可萃取物低的热塑性注射器和针尖盖帽 |
| US20050075611A1 (en) * | 2003-10-01 | 2005-04-07 | Hetzler Kevin G. | Low extractable, thermoplastic syringe and tip cap |
| JP2005319118A (ja) | 2004-05-10 | 2005-11-17 | Terumo Corp | キャップおよびプレフィルドシリンジの製造方法 |
| ES2357499T3 (es) | 2007-07-27 | 2011-04-27 | Becton Dickinson France | Protector de aguja que presenta una rugosidad específica. |
| JP5928824B2 (ja) * | 2010-03-18 | 2016-06-01 | 株式会社大協精工 | シリンジニードルキャップ |
| EP2974762B1 (en) * | 2013-03-15 | 2021-12-08 | Terumo Kabushiki Kaisha | Syringe assembly, syringe assembly packaging, and pre-filled syringe |
-
2016
- 2016-08-19 EP EP16837184.7A patent/EP3338839B1/en active Active
- 2016-08-19 WO PCT/JP2016/074275 patent/WO2017030195A1/ja active Application Filing
- 2016-08-19 CN CN201680048569.2A patent/CN107921221B/zh active Active
- 2016-08-19 JP JP2017535579A patent/JP6780831B2/ja active Active
-
2018
- 2018-02-19 US US15/898,904 patent/US10086148B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007501062A (ja) * | 2003-08-05 | 2007-01-25 | ベクトン・ディキンソン・アンド・カンパニー | 多数斜面付き針を有する注射器 |
| WO2014131987A1 (fr) * | 2013-03-01 | 2014-09-04 | Aptar Stelmi Sas | Dispositif de protection d'aiguille |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3338839A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10905786B2 (en) | 2017-03-27 | 2021-02-02 | Regeneron Pharmaceuticals, Inc. | Sterilisation method |
| US10918754B2 (en) | 2017-03-27 | 2021-02-16 | Regeneron Pharmaceuticals, Inc. | Sterilisation method |
| WO2020203952A1 (ja) * | 2019-03-29 | 2020-10-08 | 出光興産株式会社 | プロセス油 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10086148B2 (en) | 2018-10-02 |
| EP3338839B1 (en) | 2023-03-15 |
| JPWO2017030195A1 (ja) | 2018-05-31 |
| CN107921221A (zh) | 2018-04-17 |
| EP3338839A4 (en) | 2019-03-27 |
| CN107921221B (zh) | 2021-07-20 |
| JP6780831B2 (ja) | 2020-11-04 |
| EP3338839A1 (en) | 2018-06-27 |
| US20180169347A1 (en) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017030195A1 (ja) | シリンジ用組立体、プレフィルドシリンジ、外筒用シールキャップおよびシリンジ用組立体包装体 | |
| US9867950B2 (en) | Syringe assembly, syringe assembly package body, and pre-filled syringe | |
| US10549048B2 (en) | Syringe assembly, syringe assembly package body, seal cap for barrel, and prefilled syringe | |
| JP6686268B2 (ja) | シリンジ用組立体、シリンジ用組立体包装体、外筒用シールキャップおよびプレフィルドシリンジ | |
| JP6858561B2 (ja) | シリンジ用組立体、プレフィルドシリンジおよびシリンジ用組立体包装体 | |
| US20190015598A1 (en) | Syringe assembly, syringe assembly packaging, and prefilled syringe | |
| WO2014049781A1 (ja) | プレフィルドシリンジ用外筒、プレフィルドシリンジ用穿刺具、プレフィルドシリンジおよびプレフィルドシリンジ用外筒包装体 | |
| JP2014131763A (ja) | 医療用具接続具および薬剤投与具 | |
| JP6352122B2 (ja) | シリンジ用組立体、針付き外筒用シールキャップ、プレフィルドシリンジおよび針付き外筒用シールキャップの製造方法 | |
| JP6479394B2 (ja) | シリンジ用組立体、シリンジ用組立体包装体およびプレフィルドシリンジ | |
| JP6907453B2 (ja) | シリンジ用組立体、プレフィルドシリンジ、穿刺針付外筒用シールキャップおよびシリンジ用組立体包装体 | |
| WO2014049797A1 (ja) | プレフィルドシリンジ用外筒、プレフィルドシリンジ用穿刺具、プレフィルドシリンジおよびプレフィルドシリンジ用外筒包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16837184 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017535579 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016837184 Country of ref document: EP |