WO2016180876A1 - Continuously operating press - Google Patents
Continuously operating press Download PDFInfo
- Publication number
- WO2016180876A1 WO2016180876A1 PCT/EP2016/060557 EP2016060557W WO2016180876A1 WO 2016180876 A1 WO2016180876 A1 WO 2016180876A1 EP 2016060557 W EP2016060557 W EP 2016060557W WO 2016180876 A1 WO2016180876 A1 WO 2016180876A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- press
- yokes
- plates
- heating plates
- lower yokes
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
- B30B5/06—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/24—Moulding or pressing characterised by using continuously acting presses having endless belts or chains moved within the compression zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/04—Frames; Guides
Definitions
- the invention relates to a continuously operating press for the production of wood-based or plastic plates, in particular fiber or chipboard, with a press frame with several in the press longitudinal direction in a row, each Oberjoche and Unterjoche having press racks, which surrounds running in the press longitudinal direction heating plates, and with the pressed material the press-pulling, flexible endless steel belts, which are guided by drive drums and pulleys around the plurality of upper and lower press yokes and supported by mitum convincedde, with their axes transversely to the strip running direction rolling support members against the heating plates, wherein the lying between the steel belts press nip is adjustable over a plurality of transversely to the strip running direction each side by side between the upper yoke and the upper heating plate arranged hydraulic cylinders and wherein the lower heating plates against the by the Hy Support the hydraulic pressure applied to the lower yokes.
- This construction thus has the disadvantage that no specially adapted compressive forces can be applied across the width of the heating plates so as to be suitable for e.g. to be able to compensate for different thermal stresses and resulting deformations across the width of the heating plates.
- the object of the present invention is therefore to further develop a press as indicated above in such a way that it is easier to assemble and with it also different pressure forces can be applied across the production direction.
- the press racks each consist of tie rods interconnected upper and lower yokes, wherein the lower yokes are each formed by two parallel plates, which are arranged on both sides in each case outside the tie rods.
- a design of this kind has several advantages: By dispensing with one-piece press racks, the racks can be installed and removed separately in a press. This not only facilitates the installation of such a press but also greatly simplifies their maintenance.
- the sub-yokes comprise two parallel plates.
- the outer plates of the lower yokes which form the bottom heating plate abutment for the lower heating plate, arranged so that they are each immediately adjacent to each other, with them the force generated by pressing forces sinusoidal contour of the lower heating plate is offset half a pitch to the the upper heating plate, which are deformed by the hydraulic cylinder from above.
- the desired Schmiegefunktion is thereby achieved and the press nip between the heating plates thus always remains parallel.
- the pressure is exerted substantially along a pressure line through the pressure cylinder arranged in a row transverse to the direction of tape travel.
- Fig. 1 is a front view of a multi-part press frame
- Fig. 2 is a side view of a portion of a press frame with three adjacent press frames
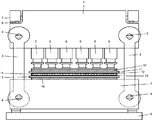
- FIG. 1 shows a press frame of a continuously operating press in a front view.
- the press frame has an upper yoke 1 and a lower yoke 2.
- the upper yoke 1 and the lower yoke 2 are connected to each other via tie rods 3.
- the tie rods 3 are coupled via bolts 4 to the lower yoke 2 and via bolts 5 on the upper yoke 1.
- the upper yoke 1 is supported by sliding shoes 6 on two head supports 7 of the continuous press in the transverse direction, while the entire press frame rests on the bottom of a foundation 8.
- the pressing pressure generated by the press is generated within the press frame by hydraulic cylinders 9 which are fixed to the upper yoke 1 and press down on an upper heating plate 10.
- the hydraulic cylinders 9 are arranged substantially within a press frame in a row transversely to the direction of tape travel 18.
- the pressure generated by the hydraulic cylinder 9 is transmitted from the upper heating plate 10 via rolling on her support elements 11 on a rotating endless steel strip 12, which with a parallel running steel strip 13, the pressed material 14 through the between the two steel strips 12, 13 press nip of the press draws.
- the parallel steel strip 13 is supported by mitum convincedde, guided with their axes transverse to the strip running direction 18 support members 15 which roll on a lower heating plate 16.
- the temperature generated by the heating plates 10, 16 causes a setting of the glue contained in the pressed material 14 in the press nip.
- the lower heating plate 16 is supported on the lower yoke 2 so that abutment 17 forms for the force applied by the hydraulic cylinders 9 pressing force.
- FIG. 2 shows a partial region of a press with a plurality of juxtaposed press frames according to FIG. 1 in a side view.
- both the upper yoke 1 consists of two parallel plates 19, 20 as well as the lower yoke 2 each consist of two parallel plates 21, 22 and that the tie rods 3 as two parallel plate-like elements 23, 24 are formed.
- the two plates 19, 20 of the upper yoke 1 in each case run inside, between the two elements 23, 24, which form the tie rod 3, and these in turn extend in each case between the two plates 21 22, which form the lower yoke 2.
- the lower yokes 2 are thus formed by two parallel plates 21, 22, which are arranged on both sides in each case outside of the elements 23, 24 of the tie rod 3
- the abutments 17, which are formed on both sides of the upper edge by the plates 21, 22 of the lower yoke 2 formed by the tie rods 3, 24, corresponding to the overlying abutment 17 on the lower yoke 2 lower heating plate 16. Since the lower yoke 2 is formed by two parallel plates, the abutment 17 splits at each Unterjoch 2 accordingly and is ultimately with its two parts each with respect to the vertically extending (not shown here) center axis of the impression cylinder 9 - based on the press frame in side view - outward or - relative to the strip running direction 18 - offset to the front and rear, so that the two heating plates 10 and 16 are each deformed substantially U-shaped.
- the heating plates 10, 16 are brought into this U-shaped course in the region of each press frame, it being understood that the heating plates 10, 16 in the area between these press racks then have to form a transitional shape, which is correspondingly reversed U-shaped.
Abstract
The invention relates to a continuously operating press for producing wood-based boards or plastic sheets, in particular fibreboards or particle boards, comprising a press frame with multiple press frames having respective upper yokes (1) and lower yokes (2) and arranged one behind the other in the longitudinal direction of the press, said press frames surrounding heating plates (10, 16) running in the press longitudinal direction, and comprising flexible continuous steel belts (12, 13) which draw the material to be pressed (14) through the press and which are guided via drive pulleys and deflection rollers around the plurality of upper yokes (1) and lower yokes (2) and which are supported against the heating plates (10, 16) via co-rotating rolling support elements (11, 15) guided with the axes thereof transverse to the belt running direction (18), wherein the press nip lying between the steel belts (12, 13) is adjustable via a plurality of hydraulic cylinders (9) arranged transverse to the belt running direction (18) and respectively adjacent to one another between the upper yokes (1) and the upper heating plate (10), and wherein the lower heating plates (16) are supported against the pressure applied by the hydraulic cylinder (9) on the lower yoke (2). According to the invention, in order to be able to carry out a desired bevel function of the heating plates (10, 16) even under load, the press frames are each formed by upper yokes (1) and lower yokes (2) connected to one another by tie rods (3), wherein the lower yokes (2) are each formed by two parallel plates (21, 22) which are each arranged on both sides outside of the elements (23, 24) of the tie rods (3).
Description
Die Erfindung betrifft eine kontinuierlich arbeitende Presse zur Herstellung von Holzwerkstoff- oder Kunststoffplatten, insbesondere Faser- oder Spanplatten, mit einem Pressengestell mit mehreren in Pressenlängsrichtung hintereinander gereihten, jeweils Oberjoche und Unterjoche aufweisende Pressengestelle, die in Pressenlängsrichtung verlaufende Heizplatten umgeben, und mit das Pressgut durch die Presse ziehenden, flexiblen endlosen Stahlbändern, die über Antriebstrommeln und Umlenkrollen um die Vielzahl von oberen und unteren Pressenjoche geführt sind und die sich über mitumlaufende, mit ihren Achsen quer zur Bandlaufrichtung geführten rollenden Stützelementen gegen die Heizplatten abstützen, wobei der zwischen den Stahlbändern liegende Pressspalt über eine Mehrzahl von quer zur Bandlaufrichtung jeweils nebeneinander zwischen den Oberjochen und der oberen Heizplatte angeordneten Hydraulikzylindern einstellbar ist und wobei sich die unteren Heizplatten gegen den durch die Hydraulikzylinder aufgebrachten Druck auf die Unterjoche abstützen.The invention relates to a continuously operating press for the production of wood-based or plastic plates, in particular fiber or chipboard, with a press frame with several in the press longitudinal direction in a row, each Oberjoche and Unterjoche having press racks, which surrounds running in the press longitudinal direction heating plates, and with the pressed material the press-pulling, flexible endless steel belts, which are guided by drive drums and pulleys around the plurality of upper and lower press yokes and supported by mitumlaufende, with their axes transversely to the strip running direction rolling support members against the heating plates, wherein the lying between the steel belts press nip is adjustable over a plurality of transversely to the strip running direction each side by side between the upper yoke and the upper heating plate arranged hydraulic cylinders and wherein the lower heating plates against the by the Hy Support the hydraulic pressure applied to the lower yokes.
Mit solchen Pressen werden zuvor beleimte Partikel unter Druck- und Wärmeeinwirkung zu Platten verarbeitet, wobei die Wärme insbesondere relevant ist für Abbindereaktion des verwendeten Leims.With such presses previously glued particles are processed under pressure and heat to plates, the heat is particularly relevant for setting reaction of the glue used.
Es ist bekannt, dass bei Pressen der beschriebenen Art, bei denen sich die Aufbringungsstelle der Presskräfte über die Hydraulikzylinder an der oberen Heizplatte und die entsprechende Position der diese Presskräfte an der unteren Heizplatte aufnehmenden Widerlager direkt gegenüberliegen, sich der in Bandlaufrichtung erstreckende Pressspalt im Bereich zwischen zwei benachbarten Aufbringungsstellen aufweitet und in dem Bereich der benachbarten Aufbringungsstellen wieder verengt.It is known that in presses of the type described in which the application point of the pressing forces on the hydraulic cylinder on the upper heating plate and the corresponding position of these pressing forces on the lower heating plate receiving abutment directly opposite, extending in the strip running direction press nip in the area between two adjacent application sites expands and narrows again in the area of the neighboring application sites.
Hierdurch können bereits abgebundene Leimbrücken im zu pressenden Gut wieder aufbrechen, so dass diese Aufweitung mit anschließender Verengung zu einer ungewünschten Qualitätsverschlechterung des Endproduktes führt. Dies ist insbesondere bei sehr dünnen Pressspan- oder Hartfaserplatten von erheblichem Nachteil.As a result, already set glue bridges in the material to be pressed can break open again, so that this widening with subsequent constriction leads to an unwanted deterioration of the quality of the end product. This is a considerable disadvantage, in particular with very thin pressboard or hardboard.
Um ein derartiges Aufweiten zwischen benachbarten Aufbringungsstellen der Presskräfte zu verhindern, wurde vorgeschlagen, die Aufbringungsstellen, an denen durch die Hydraulikzylinder an den oberen Heizplatten Druck aufgebracht wird, und die Position der Widerlager, an denen dieser Druck an den unteren Heizplatten wieder aufgenommen wird, in Bandlaufrichtung jeweils gegeneinander zu versetzen. Dadurch wird erreicht, dass die obere und die untere Heizplatte mit im Wesentlichen identischen sinusförmigen Biegelinien um eine halbe Teilung zueinander versetzt werden, so dass die entsprechenden Biegelinien parallel zueinander verlaufen und sich damit ein gleichbleibender Pressspalt ergibt. Dieser Versatz der Biegelinien wird üblicherweise als Schmiegefunktion bezeichnet.In order to prevent such expansion between adjacent application sites of the pressing forces, it has been proposed to apply the application points, where pressure is applied to the upper heating plates by the hydraulic cylinders, and the position of the abutments, at which this pressure is resumed at the lower heating plates Each tape movement direction to offset each other. This ensures that the upper and the lower heating plate are offset by half a pitch with substantially identical sinusoidal bending lines, so that the respective bending lines are parallel to each other and thus results in a constant press nip. This offset of the bend lines is commonly referred to as a bend function.
Um diesen Versatz der Biegelinien zu bewirken, wurde für einteilige Pressengestell, bei denen die Oberjoche und die Unterjoche einteilig miteinander ausgebildet sind, z.B. in der EP 2 514 585 A1 vorgeschlagen, die Unterjoche von jeweils benachbarten Pressengestellen mit Brückenelementen zu verbinden, wobei diese Brückenelemente dann mittig mit einem Druckstück versehen sind zur Aufnahme der Druckkräfte von den unteren Heizplatten in diese Brückenelemente.In order to effect this offset of the bending lines, for one-piece press frames in which the upper yokes and the lower yokes are integrally formed with each other, e.g. in EP 2 514 585 A1 proposed to connect the lower yokes of each adjacent press racks with bridge elements, these bridge elements are then provided centrally with a pressure piece for receiving the pressure forces from the lower heating plates in these bridge elements.
Diese Konstruktionen sind insbesondere diffizil zu montieren und damit zu warten und benötigen außerdem Brückenelemente als separate Bauteile, die so stabil sein müssen, dass sie die entsprechenden Kräfte aufnehmen und seitlich an die Unterjoche weiterleiten können. Derartige stabile Bauteile sind demgemäß entsprechend teuer.In particular, these designs are difficult to assemble and maintain and also require bridge elements as separate components that must be so stable that they can absorb the corresponding forces and transmit them laterally to the lower yokes. Such stable components are accordingly expensive accordingly.
Des Weiteren ist es vorbekannt, Pressengestelle nicht einstückig herzustellen sondern die Oberjoche und Unterjoche separat vorzusehen und diese durch Zuganker miteinander zu verbinden.Furthermore, it is already known to produce press frames not in one piece but to provide the upper yokes and lower yokes separately and to connect them together by tie rods.
Bei dieser z.B. aus der DE 199 26 258 A1 bekannten Konstruktion sitzen dann die Hydraulikzylinder aber nicht zwischen der oberen Heizplatte und dem Oberjoch sondern zwischen dem Oberjoch und den Zugankern und drücken so die Oberjoche als Ganzes gegen die oberen Heizplatten.In this e.g. However, known from DE 199 26 258 A1 known construction, the hydraulic cylinders do not sit between the upper heating plate and the upper yoke but between the upper yoke and the tie rods and so press the upper yokes as a whole against the upper heating plates.
Diese Konstruktion hat somit den Nachteil, dass über die Breite der Heizplatten keine speziell angepassten Druckkräfte aufgebracht werden können, um damit z.B. über die Breite der Heizplatten unterschiedliche thermische Spannungen und daraus resultierende Verformungen ausgleichen zu können.This construction thus has the disadvantage that no specially adapted compressive forces can be applied across the width of the heating plates so as to be suitable for e.g. to be able to compensate for different thermal stresses and resulting deformations across the width of the heating plates.
Des Weiteren wird für derartige mehrteilige Pressengestelle mit gegenüber den Zugankern im Ganzen niedergepressten Oberjochen vorgeschlagen, die Unterjoche, die jeweils aus zwei zueinander beabstandeten, parallel zueinander verlaufenden Platten bestehen, in ihren Breiten zu variieren, um damit einen unterschiedlichen Abstand der Widerlager zueinander zu erzeugen und damit die gewünschte geänderte Biegelinie.Furthermore, it is proposed for such multi-part press racks with respect to the tie rods as a whole pressed down upper yokes, the lower yokes, each consisting of two mutually spaced, mutually parallel plates to vary in width, so as to produce a different distance of the abutment to each other and thus the desired changed bending line.
Eine derartige Konstruktion hat aber dann den Nachteil, dass jeweils benachbart zueinander innerhalb der Presse unterschiedliche Pressengestelle vorgesehen werden müssen. Dies erhöht die Anzahl unterschiedlicher Bauelemente einer Presse und bringt somit nicht nur einen Kostennachteil mit sich sondern erschwert auch die Montage und spätere Wartung entsprechender Pressen.However, such a construction then has the disadvantage that in each case adjacent to each other within the press different press racks must be provided. This increases the number of different components of a press and thus not only brings a cost disadvantage with it but also complicates the installation and subsequent maintenance of appropriate presses.
Aufgabe der vorliegenden Erfindung ist es daher, eine Presse wie oben angegeben dahingehend weiterzuentwickeln, dass sie leichter zu montieren ist und mit ihr auch quer über die Produktionsrichtung unterschiedliche Druckkräfte aufbringbar sind.The object of the present invention is therefore to further develop a press as indicated above in such a way that it is easier to assemble and with it also different pressure forces can be applied across the production direction.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass die Pressengestelle jeweils aus durch Zuganker miteinander verbundene Ober- und Unterjoche bestehen, wobei die Unterjoche jeweils durch zwei parallele Platten gebildet sind, die beidseitig jeweils außerhalb der Zuganker angeordnet sind.This object is achieved in that the press racks each consist of tie rods interconnected upper and lower yokes, wherein the lower yokes are each formed by two parallel plates, which are arranged on both sides in each case outside the tie rods.
Eine Konstruktion dieser Art hat mehrere Vorteile: Durch Verzicht auf einteilige Pressengestelle können die Gestelle separat in eine Presse ein- und ausgebaut werden. Dies erleichtert nicht nur die Montage einer solchen Presse sondern vereinfacht auch deren Wartung erheblich.A design of this kind has several advantages: By dispensing with one-piece press racks, the racks can be installed and removed separately in a press. This not only facilitates the installation of such a press but also greatly simplifies their maintenance.
Da am Oberjoch mehrere nebeneinander angeordnete Hydraulikzylinder abgestützt sind, kann zusätzlich erreicht werden, dass auch über die Breite der Presse eine gleichmäßige und bedarfsgerechte Druckverteilung erreicht wird. Since several juxtaposed hydraulic cylinders are supported on the upper yoke, in addition it can be achieved that even across the width of the press a uniform and needs-based pressure distribution is achieved.
Gleichzeitig kann durch den Versatz der Platten der Unterjoche jeweils nach außen auf zwischen den einzelnen Unterjochen aufliegende Brückelemente verzichtet werden, womit die Anzahl an schweren und damit schwierig zu handhabenden Bauteilen bei der Montage und einer späteren Wartung einer entsprechenden Presse zu verringern ist.At the same time can be dispensed with by the displacement of the plates of the lower yokes each outwardly resting on between the individual Unterjochen bridge elements, which is the number of heavy and difficult to handle components during assembly and subsequent maintenance of a corresponding press to reduce.
Des Weiteren hat sich herausgestellt, dass durch Verwendung jeweils gleichartiger aus Oberjoch, Zuganker und außenliegenden Unterjoch-Platten bestehenden Pressengestelle die Zahl unterschiedlicher Baugruppen einer entsprechenden Presse zu verringern ist, was sich positiv auf die Herstellkosten der Presse auswirkt. Furthermore, it has been found that by using in each case similar Oberjoch, tie rods and outer subjoch plates existing press racks to reduce the number of different components of a corresponding press, which has a positive effect on the manufacturing costs of the press.
In Vorteilhafter Weise umfassen die Unterjoche zwei parallele Platten. Advantageously, the sub-yokes comprise two parallel plates.
Insbesondere sind die außenliegenden Platten der Unterjoche, die die von unten wirkenden Widerlager für die untere Heizplatte bilden, so angeordnet dass sie jeweils unmittelbar zueinander benachbart sind, wobei die mit ihnen die durch Presskräfte erzeugte sinusförmige Kontur der unteren Heizplatte eine halbe Teilung versetzt ist zu der der oberen Heizplatte, die durch die Hydraulikzylinder von oben verformt werden. Die gewünschte Schmiegefunktion wird hierdurch erzielt und der Pressspalt zwischen den Heizplatten bleibt somit stets parallel. In particular, the outer plates of the lower yokes, which form the bottom heating plate abutment for the lower heating plate, arranged so that they are each immediately adjacent to each other, with them the force generated by pressing forces sinusoidal contour of the lower heating plate is offset half a pitch to the the upper heating plate, which are deformed by the hydraulic cylinder from above. The desired Schmiegefunktion is thereby achieved and the press nip between the heating plates thus always remains parallel.
Auf die obere Heizplatte wird der Druck im Wesentlichen entlang einer Drucklinie durch die in einer Reihe quer zur Bandlaufrichtung angeordneten Druckzylinder ausgeübt. On the upper heating plate, the pressure is exerted substantially along a pressure line through the pressure cylinder arranged in a row transverse to the direction of tape travel.
Weitere Vorteile und Merkmale der Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels. Dabei zeigt:
Fig. 1 eine Vorderansicht eines mehrteiligen Pressengestells
Fig. 2 Eine Seitenansicht eines Teilbereiches eines Pressengestells mit drei zueinander benachbarten Pressengestelle Further advantages and features of the invention will become apparent from the following description of an embodiment. Showing:
Fig. 1 is a front view of a multi-part press frame
Fig. 2 is a side view of a portion of a press frame with three adjacent press frames
Fig. 1 eine Vorderansicht eines mehrteiligen Pressengestells
Fig. 2 Eine Seitenansicht eines Teilbereiches eines Pressengestells mit drei zueinander benachbarten Pressengestelle Further advantages and features of the invention will become apparent from the following description of an embodiment. Showing:
Fig. 1 is a front view of a multi-part press frame
Fig. 2 is a side view of a portion of a press frame with three adjacent press frames
In Figur 1 erkennt man ein Pressengestell einer kontinuierlich arbeitenden Presse in der Vorderansicht. Das Pressengestell hat ein Oberjoch 1 und ein Unterjoch 2. Das Oberjoch 1 und das Unterjoch 2 sind über Zuganker 3 miteinander verbunden. FIG. 1 shows a press frame of a continuously operating press in a front view. The press frame has an upper yoke 1 and a lower yoke 2. The upper yoke 1 and the lower yoke 2 are connected to each other via tie rods 3.
Die Zuganker 3 sind über Bolzen 4 an dem Unterjoch 2 und über Bolzen 5 an dem Oberjoch 1 angekoppelt.The tie rods 3 are coupled via bolts 4 to the lower yoke 2 and via bolts 5 on the upper yoke 1.
Das Oberjoch 1 stützt sich über Gleitschuhe 6 an zwei Kopfträgern 7 der kontinuierlich arbeitenden Presse in Querrichtung ab, während das gesamte Pressengestell unten auf einem Fundament 8 aufsteht. The upper yoke 1 is supported by sliding shoes 6 on two head supports 7 of the continuous press in the transverse direction, while the entire press frame rests on the bottom of a foundation 8.
Der mit der Presse erzeugte Pressdruck wird innerhalb des Pressengestells durch Hydraulikzylinder 9 erzeugt, die am Oberjoch 1 befestigt sind und nach unten auf eine obere Heizplatte 10 drücken. Die Hydraulikzylinder 9 sind dabei im Wesentlichen innerhalb eines Pressengestells in einer Reihe quer zur Bandlaufrichtung 18 angeordnet. Der durch die Hydraulikzylinder 9 erzeugte Druck wird von der oberen Heizplatte 10 über an ihr abrollende Stützelemente 11 auf ein umlaufendes endloses Stahlband 12 übertragen, das mit einem parallel laufenden Stahlband 13 das Pressgut 14 durch den zwischen den beiden Stahlbändern 12, 13 liegenden Pressspalt der Presse zieht. The pressing pressure generated by the press is generated within the press frame by hydraulic cylinders 9 which are fixed to the upper yoke 1 and press down on an upper heating plate 10. The hydraulic cylinders 9 are arranged substantially within a press frame in a row transversely to the direction of tape travel 18. The pressure generated by the hydraulic cylinder 9 is transmitted from the upper heating plate 10 via rolling on her support elements 11 on a rotating endless steel strip 12, which with a parallel running steel strip 13, the pressed material 14 through the between the two steel strips 12, 13 press nip of the press draws.
Auch das parallele Stahlband 13 wird über mitumlaufende, mit ihren Achsen quer zur Bandlaufrichtung 18 geführte Stützelementen 15 abgestützt, die auf einer unteren Heizplatte 16 abrollen.Also, the parallel steel strip 13 is supported by mitumlaufende, guided with their axes transverse to the strip running direction 18 support members 15 which roll on a lower heating plate 16.
Die durch die Heizplatten 10, 16 erzeugte Temperatur bewirkt im Pressspalt ein Abbinden des im Pressgut 14 enthaltenen Leims.The temperature generated by the heating plates 10, 16 causes a setting of the glue contained in the pressed material 14 in the press nip.
Die untere Heizplatte 16 stützt sich auf dem Unterjoch 2 ab, dass damit Widerlager 17 bildet für die von den Hydraulikzylindern 9 aufgebrachte Presskraft.The lower heating plate 16 is supported on the lower yoke 2 so that abutment 17 forms for the force applied by the hydraulic cylinders 9 pressing force.
In Figur 2 ist ein Teilbereich einer Presse mit mehreren nebeneinander stehenden Pressengestellen gemäß Fig. 1 in der Seitenansicht dargestellt.FIG. 2 shows a partial region of a press with a plurality of juxtaposed press frames according to FIG. 1 in a side view.
Man erkennt, dass sowohl das Oberjoch 1 aus jeweils zwei parallelen Platten 19, 20 wie auch das Unterjoch 2 aus jeweils zwei parallelen Platten 21, 22 besteht und dass auch die Zuganker 3 als zwei parallele plattenartige Elemente 23, 24 ausgebildet sind. It can be seen that both the upper yoke 1 consists of two parallel plates 19, 20 as well as the lower yoke 2 each consist of two parallel plates 21, 22 and that the tie rods 3 as two parallel plate- like elements 23, 24 are formed.
Die beiden Platten 19, 20 des Oberjoches 1 verlaufen dabei jeweils innerhalb, zwischen den beiden Elemente 23, 24, die den Zuganker 3 bilden, und diese verlaufen wiederum jeweils innerhalb, zwischen den beiden Platten 21 22, die das Unterjoch 2 bilden. Die Unterjoche 2 sind somit durch zwei parallele Platten 21, 22 gebildet, die beidseitig jeweils außerhalb Der Elemente 23, 24 des Zugankers 3 angeordnet sindThe two plates 19, 20 of the upper yoke 1 in each case run inside, between the two elements 23, 24, which form the tie rod 3, and these in turn extend in each case between the two plates 21 22, which form the lower yoke 2. The lower yokes 2 are thus formed by two parallel plates 21, 22, which are arranged on both sides in each case outside of the elements 23, 24 of the tie rod 3
An den beiden somit jeweils innen bzw. in der Mitte liegenden Platten 19, 20, die das Oberjoch 1 bilden, sind die Druckzylinder 9 befestigt. Sie drücken die obere Heizplatte 10 nach unten und diese verformt sich dabei.At the two thus respectively inside and in the middle lying plates 19, 20 which form the upper yoke 1, the impression cylinder 9 are fixed. You press the upper heating plate 10 down and this deforms.
Die Widerlager 17, die an den Oberkanten durch die Platten 21, 22 des Unterjoches 2 beidseitig außerhalb des durch die Elemente 23, 24 gebildeten Zugankers 3 gebildet werden, korrespondieren mit der überdiese Widerlager 17 auf dem Unterjoch 2 aufliegenden unteren Heizplatte 16. Da das Unterjoch 2 durch zwei parallele Platten gebildet wird, spaltet sich das Widerlager 17 an jedem Unterjoch 2 entsprechend auf und ist letztlich mit seinen zwei Teilen jeweils gegenüber der vertikal verlaufenden (hier nicht dargestellten) Mittelachse der Druckzylinder 9 - bezogen auf das Pressengestell in Seitenansicht - nach außen bzw. - bezogen auf die Bandlaufrichtung 18 - nach vorne und hinten versetzt, so dass die beiden Heizplatten 10 und 16 jeweils im Wesentlichen U-förmig verformt werden.The abutments 17, which are formed on both sides of the upper edge by the plates 21, 22 of the lower yoke 2 formed by the tie rods 3, 24, corresponding to the overlying abutment 17 on the lower yoke 2 lower heating plate 16. Since the lower yoke 2 is formed by two parallel plates, the abutment 17 splits at each Unterjoch 2 accordingly and is ultimately with its two parts each with respect to the vertically extending (not shown here) center axis of the impression cylinder 9 - based on the press frame in side view - outward or - relative to the strip running direction 18 - offset to the front and rear, so that the two heating plates 10 and 16 are each deformed substantially U-shaped.
Da in der Presse mehrere Pressengestelle benachbart zueinander bzw. in Produktions- bzw. Bandlaufrichtung 18 hintereinander angeordnet sind, werden die Heizplatten 10, 16 im Bereich eines jeden Pressengestells in diesen U-förmigen Verlauf gebracht, wobei es nachvollziehbar ist, dass die Heizplatten 10, 16 in dem Bereich zwischen diesen Pressengestellen dann eine Übergangsform bilden müssen, die entsprechend umgekehrt U-förmig ist.Since several press racks are arranged adjacent to one another in the press or in the production or strip running direction 18 in succession, the heating plates 10, 16 are brought into this U-shaped course in the region of each press frame, it being understood that the heating plates 10, 16 in the area between these press racks then have to form a transitional shape, which is correspondingly reversed U-shaped.
Damit wird ein insgesamt sinusförmiger oder sinusähnlicher Verlauf der Heizplatten 10, 16 bewirkt.This results in an overall sinusoidal or sinusoidal profile of the heating plates 10, 16.
Wesentlich ist jetzt, dass dieser sinusförmige Verlauf der Heizplatten 10, 16 erzeugt wird durch Aneinanderreihung von im Wesentlichen gleichartigen mehrteiligen Pressengestellen, wobei diese Pressengestelle ausschließlich über die sie lediglich führenden Kopfträger 7 und das sie tragende Fundament 8 verbunden sind, nicht jedoch durch sie starr miteinander verbindende Brückenelemente.It is essential now that this sinusoidal profile of the heating plates 10, 16 is produced by juxtaposition of substantially similar multi-part press racks, these press racks are connected exclusively via the only leading them head carrier 7 and the supporting foundation 8, but not by them rigidly together connecting bridge elements.
Des Weiteren hat man aufgrund der in der Figur 1 zu erkennenden Anordnung von mehreren Druckzylindern 9 nebeneinander, die Möglichkeit, den Presspalt über die Breite der Presse bedarfsgerecht anzupassen.Furthermore, because of the arrangement of a plurality of pressure cylinders 9 next to one another, which can be recognized in FIG. 1, it is possible to adapt the press nip as needed across the width of the press.
Bezugszeichenliste:
- Oberjoch
- Unterjoch
- Zuganker
- Bolzen
- Bolzen
- Gleitschiene
- Kopfträger
- Fundament
- Hydraulikzylinder
- Heizplatte
- Stützelement
- Stahlband
- Stahlband
- Pressgut
- Stützelement
- Heizplatte
- Widerlager
- Bandlaufrichtung
- Platte
- Platte
- Platte
- Platte
- Element
- Element
- Oberjoch
- Unterjoch
- tie rods
- bolt
- bolt
- slide
- endcarriages
- foundation
- hydraulic cylinders
- heating plate
- support element
- steel strip
- steel strip
- pressed material
- support element
- heating plate
- abutment
- Tape direction
- plate
- plate
- plate
- plate
- element
- element
Claims (3)
- Kontinuierlich arbeitende Presse zur Herstellung von Holzwerkstoff- oder Kunststoffplatten, insbesondere Faser- oder Spanplatten, Continuously working press for the production of wood-based or plastic boards, in particular fiber or chipboard,mit mehreren in Pressenlängsrichtung hintereinander gereihten, jeweils Oberjoche (1) und Unterjoche (2) aufweisende Pressengestelle, die in Pressenlängsrichtung verlaufende Heizplatten (10, 16) umgeben, with several in the press longitudinal direction in a row, each Oberjoche (1) and lower yokes (2) having press racks, which in the press longitudinal direction extending heating plates (10, 16) surroundedund mit das Pressgut (14) durch die Presse ziehenden, flexiblen endlosen Stahlbändern (12, 13), die über Antriebstrommeln und Umlenkrollen um die Vielzahl von Oberjoche (1) und Unterjoche (2) geführt sind und die sich über mitumlaufende, mit ihren Achsen quer zur Bandlaufrichtung (18) geführten rollenden Stützelementen (11, 15) gegen die Heizplatten (10, 16) abstützen, and with the pressed material (14) through the press pulling, flexible endless steel belts (12, 13), which are guided by drive drums and pulleys around the plurality of Oberjoche (1) and lower yokes (2) and the co-rotating, with their axes supported rolling support elements (11, 15) guided against the heating plates (10, 16) transversely to the strip running direction (18),wobei der zwischen den Stahlbändern (12, 13) liegende Pressspalt über eine Mehrzahl von quer zur Bandlaufrichtung (18) jeweils nebeneinander zwischen den Oberjochen (1) und der oberen Heizplatte (10) angeordneten Hydraulikzylindern (9) einstellbar ist und wherein the press nip between the steel belts (12, 13) is adjustable over a plurality of hydraulic cylinders (9) arranged side by side between the upper yokes (1) and the upper heating plate (10), transverse to the belt running direction (18), andwobei sich die unteren Heizplatten (16) gegen den durch die Hydraulikzylinder (9) aufgebrachten Druck auf die Unterjoche (2) abstützen,wherein the lower heating plates (16) are supported against the pressure applied by the hydraulic cylinders (9) pressure on the lower yokes (2),dadurch gekennzeichnet, dass die Pressengestelle jeweils aus durch Zuganker (3) miteinander verbundene Oberjoche (1) und Unterjoche (2) bestehen, wobei die Unterjoche (2) jeweils durch zwei parallele Platten (21, 22) gebildet sind, die beidseitig jeweils außerhalb der Zuganker (3) angeordnet sind. characterized in that the press racks each consist of tie rods (3) interconnected upper yokes (1) and lower yokes (2), wherein the lower yokes (2) are each formed by two parallel plates (21, 22) on both sides outside the Tie rod (3) are arranged.
- Presse gemäß Anspruch 1, dadurch gekennzeichnet, dass Press according to claim 1, characterized in thatdie mehreren Pressengestelle jeweils gleichartig aus Oberjochen (1), Zugankern (3) und außenliegenden Unterjochen (2) bestehen.the several press racks each consist identically of upper yokes (1), tie rods (3) and outer lower yokes (2).
- Presse gemäß einem oder mehreren der vorigen Ansprüche, dadurch gekennzeichnet, dass Press according to one or more of the preceding claims, characterized in thatbei benachbarten Pressengestellen die außenliegenden Platten (21, 22) der Unterjoche (2), die von unten wirkende Widerlager (17) für die untere Heizplatte (16) bilden, jeweils unmittelbar benachbart zueinander sind.at adjacent press racks, the outer plates (21, 22) of the lower yokes (2) forming lower abutments (17) for the lower heating plate (16) are each directly adjacent to each other.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16724336.9A EP3294540B1 (en) | 2015-05-11 | 2016-05-11 | Continuously operating press |
| CN201680027376.9A CN107592834B (en) | 2015-05-11 | 2016-05-11 | Continuously operating press |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015107314.5 | 2015-05-11 | ||
| DE102015107314.5A DE102015107314A1 (en) | 2015-05-11 | 2015-05-11 | Continuously working press |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016180876A1 true WO2016180876A1 (en) | 2016-11-17 |
Family
ID=56068852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2016/060557 WO2016180876A1 (en) | 2015-05-11 | 2016-05-11 | Continuously operating press |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3294540B1 (en) |
| CN (1) | CN107592834B (en) |
| DE (1) | DE102015107314A1 (en) |
| WO (1) | WO2016180876A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT523304A1 (en) * | 2019-12-19 | 2021-07-15 | Berndorf Band Gmbh | Double belt press with at least one pressing device |
| CN113232118B (en) * | 2021-06-07 | 2022-07-26 | 安徽忠盛新型装饰材料有限公司 | Rolling device for producing high-density compressed plate and implementation method thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4340982A1 (en) * | 1993-12-01 | 1995-06-29 | Dieffenbacher Gmbh Maschf | Continuously operating chipboard press |
| DE19926258A1 (en) * | 1999-06-09 | 2000-12-14 | Dieffenbacher Gmbh Maschf | Continuous working press for wood or plastic based panel production has modular pressing frames acting with alternating long and short spacing of supporting points onto press platens |
| EP2514585A1 (en) * | 2011-04-21 | 2012-10-24 | Siempelkamp Maschinen- und Anlagenbau GmbH & Co. KG | Continuous press |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009127235A1 (en) * | 2008-04-17 | 2009-10-22 | Kronoplus Technical Ag | Control and automation of a continuous press |
| CN201872364U (en) * | 2010-11-16 | 2011-06-22 | 上海秋林机械有限公司 | High-precision flat plate type pressing machine |
-
2015
- 2015-05-11 DE DE102015107314.5A patent/DE102015107314A1/en not_active Withdrawn
-
2016
- 2016-05-11 CN CN201680027376.9A patent/CN107592834B/en active Active
- 2016-05-11 EP EP16724336.9A patent/EP3294540B1/en active Active
- 2016-05-11 WO PCT/EP2016/060557 patent/WO2016180876A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4340982A1 (en) * | 1993-12-01 | 1995-06-29 | Dieffenbacher Gmbh Maschf | Continuously operating chipboard press |
| DE19926258A1 (en) * | 1999-06-09 | 2000-12-14 | Dieffenbacher Gmbh Maschf | Continuous working press for wood or plastic based panel production has modular pressing frames acting with alternating long and short spacing of supporting points onto press platens |
| EP2514585A1 (en) * | 2011-04-21 | 2012-10-24 | Siempelkamp Maschinen- und Anlagenbau GmbH & Co. KG | Continuous press |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107592834B (en) | 2019-09-13 |
| DE102015107314A1 (en) | 2016-11-17 |
| CN107592834A (en) | 2018-01-16 |
| EP3294540B1 (en) | 2019-08-14 |
| EP3294540A1 (en) | 2018-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4340982B4 (en) | Continuously working press | |
| EP0394697A2 (en) | Press installation for the continuous pressing of belt-like materials | |
| DE4405343A1 (en) | Press or heating plate for continuous press for producing chip and fibre boards | |
| EP1825993A2 (en) | Method and press in continuous operation for manufacturing composite panels | |
| EP2514585B1 (en) | Continuous press | |
| DE19926258B4 (en) | Continuously working press for the production of material plates | |
| EP3294540B1 (en) | Continuously operating press | |
| DE4340983B4 (en) | Continuously working press | |
| DE19622204A1 (en) | Continuously working press for manufacture of chipboard, fibreboard e.t.c. | |
| EP0458806B1 (en) | Process and installation for manufacturing particle boards and the like | |
| DE102009023581A1 (en) | Continuously operating press for pressing press material to material plate, has continuous steel belts supported by rolling support, and cantilever arms arranged at one of pressing frames in direction of adjacent pressing frame | |
| DE202015102390U1 (en) | Continuously working press | |
| EP2477805A1 (en) | Continuous double belt press | |
| EP2527116B1 (en) | Continuous press and Process using such press | |
| DE102009023577A1 (en) | Continuously operating press for pressing of pressing goods to material plates, has carrier arranged between pressing frames for supporting press plates and comprising ends that partially extends into support areas of two pressing frames | |
| DE19622213A1 (en) | Continuously operating press for manufacture of chipboard or fibreboard | |
| EP1435288B1 (en) | Continuously operating press | |
| DE4400347C5 (en) | Continuously working press | |
| DE202015102401U1 (en) | Continuously working press | |
| DE102017110875B4 (en) | Process for pressing a mat to be pressed | |
| DE19701570C2 (en) | Process for operating a continuous press in the course of the production of pressed boards | |
| DE2355797B2 (en) | Press for exerting a surface pressure | |
| DE2915995C3 (en) | Continuously operating press for the production of chipboard, fiberboard and the like. | |
| EP2527113B1 (en) | Continuous press and process to manufacture wood panels | |
| DE112007003416B4 (en) | Connection of partial plates from roll-off plates in a continuous press |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16724336 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016724336 Country of ref document: EP |