WO2014155820A1 - アルミニウム合金導体、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体の製造方法 - Google Patents
アルミニウム合金導体、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体の製造方法 Download PDFInfo
- Publication number
- WO2014155820A1 WO2014155820A1 PCT/JP2013/080958 JP2013080958W WO2014155820A1 WO 2014155820 A1 WO2014155820 A1 WO 2014155820A1 JP 2013080958 W JP2013080958 W JP 2013080958W WO 2014155820 A1 WO2014155820 A1 WO 2014155820A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- aluminum alloy
- wire
- alloy conductor
- heat treatment
- Prior art date
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
- H01B1/023—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0016—Apparatus or processes specially adapted for manufacturing conductors or cables for heat treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/0045—Cable-harnesses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2927—Rod, strand, filament or fiber including structurally defined particulate matter
Definitions
- the present invention relates to an aluminum alloy conductor used as a conductor of an electrical wiring body.
- the present invention relates to an aluminum alloy conductor that achieves high conductivity, high bending fatigue resistance, and high elongation even though it is an extremely thin wire.
- the specific gravity of aluminum is about 1/3 of the specific gravity of copper
- the conductivity of aluminum is about 2/3 of the conductivity of copper (based on 100% IACS for pure copper, about 66% IACS for pure aluminum)
- IACS International Annealed Copper Standard
- Patent Document 1 As a representative example of an aluminum conductor used for an electrical wiring body of a moving body, there is one described in Patent Document 1. This is an extremely thin wire, and realizes an aluminum alloy conductor and an aluminum alloy twisted wire excellent in elongation while having high strength and high conductivity. Further, since the patent document 1 has sufficient elongation, it is described that it has excellent bending characteristics.
- An object of the present invention is to provide an aluminum alloy conductor, an aluminum alloy stranded wire, a coated electric wire, and a wire harness, which ensures high conductivity and simultaneously realizes high bending fatigue resistance, high impact absorption and high extensibility. And a method of manufacturing an aluminum alloy conductor.
- the present inventors have found that when the grain size of the aluminum alloy conductor varies, the strength of the large part of the grain size is low and it is easily deformed, so the extensibility in the entire aluminum alloy conductor is lowered. did. In addition, it has been found that when the crystal grain size is large, the accumulated amount of plastic strain increases as compared to the case where the crystal grain size is small, and the bending fatigue characteristics deteriorate.
- the present inventors paid attention to the ability to suppress the crystal grain growth by interposing the compound particle in the aluminum alloy, and as a result of conducting earnest research, as a result of uniformly dispersing the compound particle in the aluminum alloy conductor, It has been found that uniformly forming crystal grains of an appropriate size, and thereby ensuring high conductivity, while being able to realize high resistance to bending fatigue, high impact absorption, and high elongation, the present invention is completed. It came to
- the aluminum alloy conductor according to any one of the above (1) to (6) which is an aluminum alloy wire having a wire diameter of 0.1 to 0.5 mm.
- An aluminum alloy stranded wire comprising a plurality of the aluminum alloy wires according to any one of the above (1) to (8) twisted together.
- a wire harness comprising: the coated electric wire according to (10); and a terminal attached to an end of the coated electric wire from which the coating layer is removed.
- the die half angle of the die used in the first wire drawing process is 1 to 10 °, and the processing rate of one pass is 10 to 40%, Any one of (1) to (8), wherein the half angle of the die used in the second wire drawing process is 1 to 10 °, and the processing rate of one pass is 10 to 40%.
- the aluminum alloy conductor of the present invention since the conductivity is excellent, the aluminum alloy conductor is useful as a battery cable, a harness or a lead wire for a motor mounted on a moving body. In particular, since it has high resistance to bending fatigue, it can be used for a bent portion such as a door or trunk where high resistance to bending fatigue is required. Furthermore, since it has high impact absorption and is excellent in extensibility, it can withstand the impact at the time of attaching or after attaching the wire harness, and can reduce the occurrence of disconnection or cracking. In addition, it is possible to provide an aluminum alloy conductor, an aluminum alloy stranded wire, a coated electric wire, and a wire harness which are used as a conductor of an electric wiring body, in which bending fatigue resistance and impact absorption are improved.
- the aluminum alloy conductor of the present invention comprises Mg: 0.10 to 1.00% by mass, Si: 0.10 to 1.00% by mass, Fe: 0.01 to 1.40% by mass, Ti: 0.000 to 0.100 mass%, B: 0.000 to 0.030 mass%, Cu: 0.00 to 1.00 mass%, Ag: 0.00 to 0.50 mass%, Au: 0.00 to 0.
- the dispersion density of the compound particle having a particle size of 20 to 1000 nm, which has a composition of Al and an unavoidable impurity, is 1 piece / ⁇ m 2 or more.
- Chemical composition ⁇ Mg: 0.10 to 1.00 mass%> Mg has a function of solid solution strengthening in an aluminum matrix, and a part thereof combines with Si to form a precipitate to improve tensile strength, bending fatigue resistance and heat resistance. It is an element having an action.
- Mg content is less than 0.1% by mass, the above-mentioned effect is insufficient, and if the Mg content exceeds 1.0% by mass, a Mg-concentrated portion is formed in the grain boundaries.
- the Mg content is made 0.10 to 1.00 mass%.
- the Mg content is preferably 0.50 to 1.00 mass% when importance is attached to high strength, and 0.10 to 0.50 mass% when importance is attached to conductivity. It is preferable that the total content be 0.30 to 0.70% by mass from such a viewpoint.
- Si is an element that combines with Mg to form a precipitate, and has the effect of improving tensile strength, bending fatigue resistance, and heat resistance. If the Si content is less than 0.10% by mass, the above-described effects are insufficient, and if the Si content exceeds 1.00% by mass, the possibility of forming a Si-concentrated portion in the crystal grain boundaries As a result, the tensile strength, the elongation, and the bending fatigue resistance decrease, and the conductivity also decreases due to the increase in the amount of solid solution of the Si element. Therefore, the Si content is set to 0.10 to 1.00 mass%.
- the Si content is preferably 0.50 to 1.00% by mass in the case of placing importance on high strength, and 0.10 to 0.50% by mass in the case of placing importance on conductivity. It is preferable that the total content be 0.30 to 0.70% by mass from such a viewpoint.
- Fe is an element that contributes to the refinement of crystal grains by mainly forming an Al—Fe-based intermetallic compound and improves the tensile strength and the bending fatigue resistance characteristics.
- Fe can only form a solid solution of 0.05 mass% in Al at 655 ° C. and is less at room temperature, so the remaining Fe that can not form a solid solution in Al is Al-Fe, Al-Fe-Si, Al-Fe Crystallized or precipitated as an intermetallic compound such as -Si-Mg. This intermetallic compound contributes to the refinement of crystal grains and improves the tensile strength and the bending fatigue resistance.
- Fe also has an effect of improving the tensile strength by Fe in solid solution in Al. If the Fe content is less than 0.01% by mass, these effects are insufficient, and if the Fe content is more than 1.40% by mass, wire drawing occurs due to coarsening of crystallized matter or precipitate. As a result, the desired bending fatigue resistance can not be obtained, and the conductivity also decreases. Therefore, the Fe content is 0.01 to 1.40% by mass, preferably 0.15 to 0.90% by mass, and more preferably 0.15 to 0.45% by mass.
- the aluminum alloy conductor of the present invention contains Mg, Si and Fe as essential components, but if necessary, it may further contain one or more selected from the group consisting of Ti and B, Cu, Ag, One or more of Au, Mn, Cr, Zr, Hf, V, Sc and Ni can be contained.
- Ti is an element having the function of refining the structure of the ingot during melt casting. If the structure of the ingot is coarse, disconnection occurs in the ingot cracking in the casting and in the wire processing step, which is not desirable industrially. If the Ti content is less than 0.001% by mass, the above-mentioned effects can not be sufficiently exhibited, and if the Ti content exceeds 0.100% by mass, the conductivity tends to decrease. It is. Therefore, the Ti content is set to 0.001 to 0.100% by mass, preferably 0.005 to 0.050% by mass, and more preferably 0.005 to 0.030% by mass.
- B like Ti, is an element having the function of refining the structure of the ingot during melt casting. If the structure of the ingot is coarse, it is industrially undesirable because breakage tends to occur in the ingot cracking and wire rod processing steps during casting. If the B content is less than 0.001% by mass, the above-described effects can not be sufficiently exhibited, and if the B content exceeds 0.030% by mass, the conductivity tends to decrease. Therefore, the B content is set to 0.001 to 0.030% by mass, preferably 0.001 to 0.020% by mass, and more preferably 0.001 to 0.010% by mass.
- ⁇ Cu 0.01 to 1.00 mass%>, ⁇ Ag: 0.01 to 0.50 mass%>, ⁇ Au: 0.01 to 0.50 mass%>, ⁇ Mn: 0.01 to 1 .00 mass%, ⁇ Cr: 0.01 to 1.00 mass%>, ⁇ Zr: 0.01 to 0.50 mass%>, ⁇ Hf: 0.01 to 0.5 mass%>, ⁇ V : 0.01 to 0.5 mass%>, ⁇ Sc: 0.01 to 0.5 mass%>, ⁇ Co: 0.01 to 0.50 mass%> and ⁇ Ni: 0.01 to 0.50 Containing one or more of mass%> Cu, Ag, Au, Mn, Cr, Zr, Hf, V, Sc, Co and Ni are all elements having the function of refining crystal grains Furthermore, Cu, Ag and Au are elements that also have the effect of enhancing grain boundary strength by precipitating at grain boundaries, and at least one of these elements is When the content of the species is 0.01% by mass or more, the above-described effects can be obtained,
- the total content of these elements is preferably 2.00% by mass or less. Since Fe is an essential element in the aluminum alloy conductor of the present invention, the total content of Fe, Ti, B, Cu, Ag, Au, Mn, Cr, Zr, Hf, V, Sc, Co and Ni is 0. The content is from 01 to 2.00% by mass. The content of these elements is more preferably 0.10 to 2.00% by mass.
- Ni is particularly preferably 0.10 to 0.80% by mass, and more preferably 0.20 to 0.60% by mass.
- the conductivity is slightly reduced, but in order to further improve the tensile strength, elongation, and bending fatigue resistance, more than 0.80 to 2.00% by mass is particularly preferable, and 1.00 to 2.00% by mass. Is more preferred.
- Unavoidable impurities mean impurities of a content level that can be included inevitably in the manufacturing process. Since the unavoidable impurities can also be a factor to reduce the conductivity depending on the content, it is preferable to suppress the content of the unavoidable impurities to some extent in consideration of the decrease in the conductivity.
- As a component mentioned as an unavoidable impurity Ga, Zn, Bi, Pb etc. are mentioned, for example.
- Dispersion density of compound particles having a particle size of 20 to 1000 nm is 1 particle / ⁇ m 2 or more
- dispersion density of compound particles having a particle size of 20 to 1000 nm is 1 particle / ⁇ m 2 or more.
- compound particles are substantially uniformly dispersed in the metal structure of the aluminum alloy conductor.
- the "uniform dispersion" of the compound particles in the present invention is defined as follows. First, while observing a cross section perpendicular to the wire drawing direction of the aluminum alloy conductor by TEM, draw a square containing a predetermined number (40) of compound particles, and use a square having the same size as the square and use any square , Count the number of particles contained within each square. Then, the ratio of the maximum value to the minimum value of the counted compound particles is determined, and when the ratio is equal to or less than a predetermined ratio, it is assumed that the compound particles are uniformly dispersed.
- the ratio of the maximum value to the minimum value of the counted compound particles that is, the value obtained by dividing the maximum dispersion density by the minimum dispersion density is 5 or less
- the compound particles are uniformly dispersed.
- the ratio of the maximum value to the minimum value is more than 5 times, the crystal grains of the aluminum alloy become uneven, and the extensibility and the bending fatigue resistance deteriorate. Therefore, the ratio of the maximum value to the minimum value of the compound particles calculated by the above method is 5 times or less, preferably 3 times or less, more preferably 2 times or less.
- the compound particle of the present invention is a compound containing a constituent element of the aluminum alloy conductor of the present invention, such as Al-Fe based compound, TiB, Mg2Si, Fe-Mn based compound, Fe-Mn-Cr based compound, It has the effect of suppressing the movement of the world.
- the particle size of the compound particles is 20 to 1000 nm, preferably 20 to 800 nm, and more preferably 30 to 500 nm. If the particle size of the compound particle is less than 20 nm, a sufficient pinning effect can not be obtained because the particle size is too small, and if it is larger than 1000 nm, grain boundaries and dislocations move in the compound particle and a sufficient pinning effect is obtained. I can not.
- the particle size of the compound particles is measured, for example, using a TEM.
- the aluminum alloy conductor of the present invention is [1] melting treatment, [2] casting treatment, [3] hot or cold working treatment, [4] first wire drawing processing, [5] intermediate heat treatment, [6] It can manufacture through each process of a 2nd wire drawing process, [7] solution heat treatment, and [8] aging heat treatment.
- a step of forming a stranded wire or a step of resin-coating a wire may be provided. The steps [1] to [8] will be described below.
- [2] Casting treatment, [3] hot or cold working treatment Roll is carried out while continuously casting a molten metal in a water-cooled mold using a propelchi continuous casting and rolling machine combining a casting shaft and a belt,
- a propelchi continuous casting and rolling machine combining a casting shaft and a belt
- the cooling rate at the time of casting at this time is preferably 5 to 20 ° C./s from the viewpoint of preventing coarsening of the Fe-based crystallized product and preventing a decrease in conductivity due to forced solid solution of Fe.
- Casting and hot rolling may be performed by billet casting and extrusion methods and the like.
- the cooling rate at the time of casting is 5 to 20 ° C./s
- the particle diameter of the compound particles generated in the metal structure in the subsequent steps becomes small, and it is possible to obtain a sufficient pinning effect.
- the cooling rate at the time of casting is 5 to 20 ° C./s, preferably 10 to 20 ° C./s, and more preferably 15 to 20 ° C./s.
- the die half angle ⁇ of the die is preferably 1 to 10 °, and the processing ratio per pass is preferably more than 10% and 40% or less. If the die half angle is smaller than 1 °, the length of the bearing portion in the die hole becomes longer, and the frictional resistance becomes larger. If the half-angle of the die is larger than 10 °, distortion easily occurs in the surface layer of the wire, the distribution of compound particle formation in the subsequent heat treatment becomes uneven, the crystal grain size also becomes uneven, and the elongation and bending fatigue resistance decrease. Do.
- the processing rate is the difference between the cross sectional area before and after wire drawing divided by the original cross sectional area and multiplied by 100. If the processing rate is 10% or less, distortion easily occurs in the surface layer of the wire, and the distribution of compound particle formation in the subsequent heat treatment varies, and the crystal grain size also varies, and the elongation and bending fatigue resistance characteristics Decreases. If the working ratio is more than 40%, wire drawing becomes difficult, and problems may occur in quality such as breakage during wire drawing. In addition, when the half diameter of the die is set in the above range and the processing ratio is set in the above range, the dispersibility of the compound particles is improved (the particle distribution becomes uniform), and the variation of the grain size of the aluminum matrix phase is suppressed. be able to. In the first wire drawing process, the surface of the bar is peeled at first, but it is not necessary to peel the surface of the bar.
- an intermediate heat treatment (intermediate annealing) is performed on the cold drawn material to be processed.
- the intermediate heat treatment of the present invention is carried out to recover the flexibility of the material to be processed and to improve wire drawability, and to generate compound particles.
- the heating temperature in the intermediate annealing is 300 to 480 ° C., and the heating time is usually 0.05 to 6 hours. If the heating temperature is lower than 300 ° C., the compound particles do not grow and the crystal grain growth is insufficiently suppressed. If the heating temperature is higher than 480 ° C., the particle diameter of the compound particles becomes coarse although it depends on the heating time. .
- the energy area at the time of this intermediate annealing is 180 to 2500 ° C. ⁇ h.
- the energy area is 180 to 2500 ° C. ⁇ h, the compound particles become small, and a sufficient pinning effect can be obtained.
- the energy area at the time of this intermediate annealing is preferably 500 to 2000 ° C. ⁇ h, more preferably 500 to 1500 ° C. ⁇ h.
- the die half angle of the die is preferably 1 to 10 °, and the processing ratio per pass is preferably more than 10% and 40% or less. If the die half angle is smaller than 1 °, the length of the bearing portion in the die hole becomes longer, and the frictional resistance becomes larger. If the half-angle of the die is larger than 10 °, distortion easily occurs in the surface layer of the wire, the distribution of compound particle formation in the subsequent heat treatment becomes uneven, the crystal grain size also becomes uneven, and the elongation and bending fatigue resistance decrease. Do.
- the processing rate is 10% or less, distortion easily occurs in the surface layer of the wire, and the distribution of compound particle formation in the subsequent heat treatment varies, and the crystal grain size also varies, and the elongation and bending fatigue resistance characteristics Decreases. If the working ratio is more than 40%, wire drawing becomes difficult, and problems may occur in quality such as breakage during wire drawing. In addition, when the die half angle is small as in the above range and the processing ratio is as high as the above range, the particle distribution of the compound particles becomes uniform, and the dispersion of the grain diameter of the crystal grains of the aluminum matrix can be suppressed. .
- solution heat treatment is performed on the workpiece.
- This solution heat treatment is performed to dissolve Mg and Si compounds randomly contained in the workpiece into the aluminum matrix.
- the heating temperature in solution heat treatment is 480 to 620 ° C.
- cooling is performed at a temperature of at least 150 ° C. at an average cooling rate of 11 ° C./s or more.
- the solution heat treatment temperature is lower than 480 ° C., the solution heat treatment is incomplete and the needle-like Mg 2 Si precipitates precipitated during the aging heat treatment in the subsequent step are reduced, and the tensile strength, the bending fatigue resistance and the conductivity are improved.
- the width is smaller.
- the solution heat treatment is higher than 620 ° C., compound particles may be excessively dissolved to cause a problem of coarsening of the crystal grain size of the aluminum matrix, and pure aluminum other than aluminum may be used.
- the melting point is lowered due to the large amount of elements contained, which may cause partial melting.
- the heating temperature in the solution heat treatment is preferably 500 to 600 ° C., more preferably 520 to 580 ° C.
- the temperature of the wire rises with the passage of time because the current is normally supplied to the wire. Therefore, if the current continues to flow, the wire may be melted, so it is necessary to perform the heat treatment in an appropriate time range.
- the temperature of the inter-heating annealing furnace is usually set higher than the wire temperature.
- the heat treatment for a long time since the wire may be melted, it is necessary to carry out the heat treatment in an appropriate time range. Further, in all heat treatments, it is necessary to have a predetermined time or more for dissolving Mg and Si compounds randomly contained in the workpiece into the aluminum matrix. The heat treatment according to each method will be described below.
- the continuous heat treatment by high frequency heating is a heat treatment by Joule heat generated from the wire itself by the induction current when the wire continuously passes through the magnetic field by high frequency.
- the wire can be heat treated by controlling the temperature of the wire and the heat treatment time including the rapid heating and quenching steps. Cooling is performed by passing the wire continuously through water or nitrogen gas atmosphere after rapid heating.
- the heat treatment time is 0.01 to 2 s, preferably 0.05 to 1 s, more preferably 0.05 to 0.5 s.
- heat treatment is performed by Joule heat generated from the wire itself by passing an electric current through the wire continuously passing through the two electrode wheels.
- the wire can be heat treated by controlling the temperature of the wire and the heat treatment time including the rapid heating and quenching steps. Cooling is performed by passing the wire continuously through water, air, or a nitrogen gas atmosphere after rapid heating.
- the heat treatment time is 0.01 to 2 s, preferably 0.05 to 1 s, more preferably 0.05 to 0.5 s.
- the wire is continuously passed through the heat treatment furnace maintained at a high temperature for heat treatment.
- the wire material can be heat treated by controlling the temperature in the heat treatment furnace and the heat treatment time including the rapid heating and quenching steps. Cooling is performed by passing the wire continuously through water, air, or a nitrogen gas atmosphere after rapid heating.
- the heat treatment time is 0.5 to 120 s, preferably 0.5 to 60 s, more preferably 0.5 to 20 s.
- Batch type heat treatment is a method in which a wire is put into an annealing furnace and heat treatment is performed at a predetermined set temperature and set time.
- the wire itself may be heated for several tens of seconds at a predetermined temperature, but a large amount of wire is to be introduced for industrial use, so 30 minutes or more to suppress heat treatment unevenness of the wire Is preferred.
- the upper limit of the heat treatment time is not particularly limited as long as the number of crystal grains counted in the radial direction of the wire is 5 or more, but if it is performed in a short time, the number of crystal grains in the radial direction of the wire tends to be 5 or more.
- the heat treatment is carried out within 10 hours, preferably within 6 hours, because the productivity is good for industrial use.
- a material to be processed is subjected to an aging heat treatment.
- Aging heat treatment is performed to precipitate needle-like Mg 2 Si precipitates.
- the heating temperature in the aging heat treatment is 140 to 250 ° C., and the heating time is 1 minute to 15 hours. Since such thermal energy is important in the aging heat treatment, heat treatment in a short time such as 1 minute is preferable at a higher temperature such as 250 ° C. in order to precipitate needle-like Mg 2 Si precipitates. If the heating temperature is less than 140 ° C., needle-like Mg 2 Si precipitates can not be sufficiently precipitated, and the strength, bending fatigue resistance and conductivity tend to be insufficient. When the heating temperature is higher than 250 ° C., the size of the Mg 2 Si precipitate increases, and the conductivity increases, but the strength and the bending fatigue resistance tend to be insufficient.
- the wire diameter of the aluminum alloy conductor of the present invention is not particularly limited and can be appropriately determined according to the application, but in the case of fine wire, ⁇ 0.1 to 0.5 mm, and in the case of medium fine wire, ⁇ 0 .8 to 1.5 mm is preferred.
- the dispersion density of the compound particles having a particle diameter of 20 to 1000 nm is 1 / ⁇ m 2 or more, and the compound particles are uniformly dispersed in the metal structure, so that the cyclic fatigue strength measured by the bending fatigue test is repeated.
- the number of returns can reach 100,000 times or more, and the growth can reach 5 to 20%.
- the present aluminum alloy conductor can achieve a conductivity of 45 to 60% IACS.
- the shock absorption energy of the present invention is an index of how much impact the aluminum alloy conductor can withstand, and it is calculated by (potential energy of weight) / (cross sectional area of aluminum alloy conductor) immediately before the aluminum alloy conductor breaks. Ru. It can be said that the higher the shock absorption energy, the higher the shock absorption.
- the present aluminum alloy conductor can achieve an impact absorption energy of 200 J / cm 2 or more.
- the aluminum alloy conductor of the present invention may be applied to an aluminum alloy stranded wire formed by twisting a plurality of aluminum alloy conductors.
- the said aluminum alloy conductor or aluminum alloy twisted wire can be applied to the coated wire which has a coating layer in the outer periphery.
- the wire harness assembled wire comprised with two or more of the structure which consists of a coated wire and the terminal attached to the edge part.
- the manufacturing method of the aluminum alloy conductor which concerns on the said embodiment is not limited to the embodiment of description, Various deformation
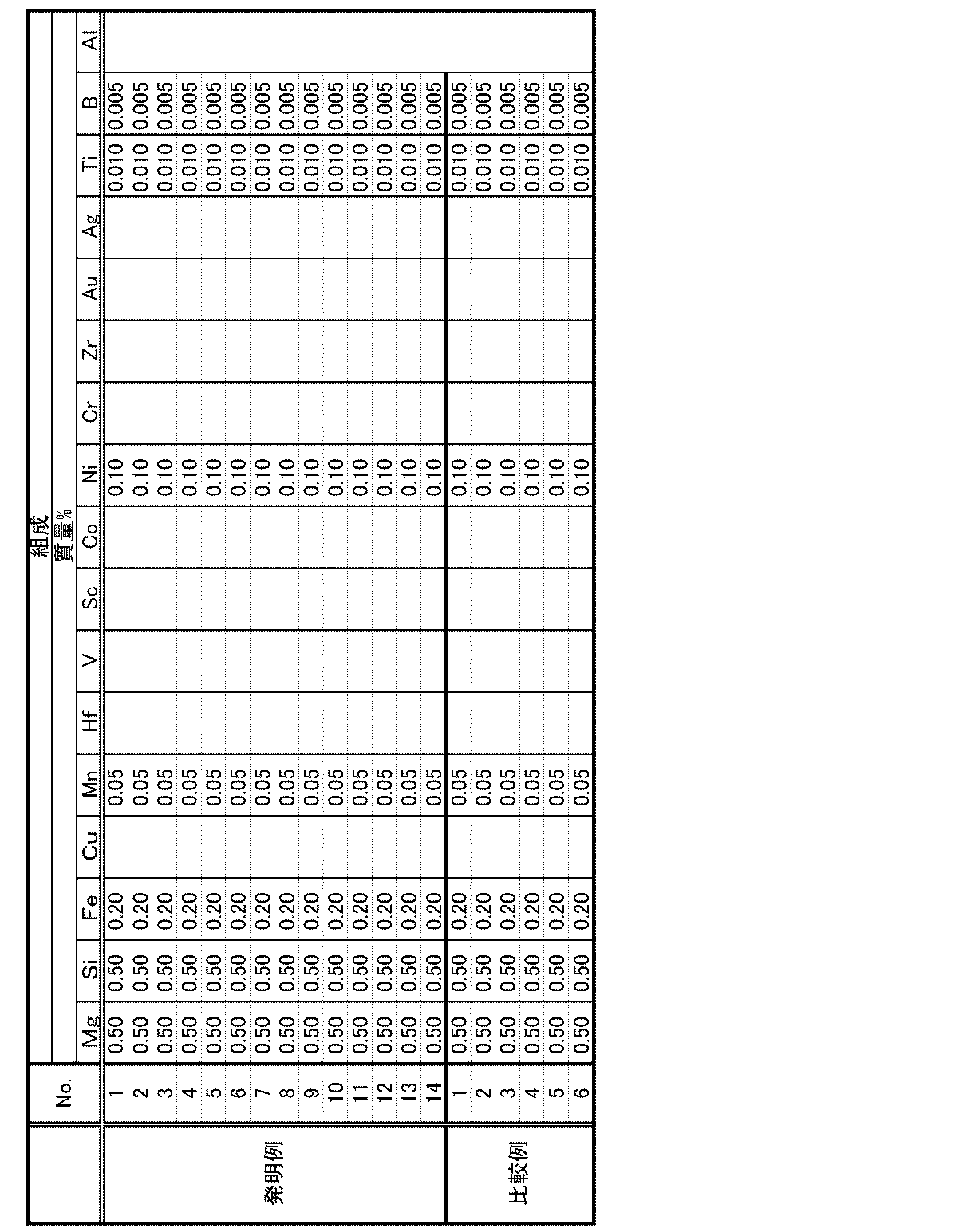
- Example 1 Using a propelchi continuous casting mill so that the contents (% by mass) shown in Table 1 of Mg, Si, Fe and Al, and selectively added Mn, Ni, Ti and B are obtained. Rolling was carried out while continuously casting using a water-cooled mold to obtain a bar of about 9.5 mm ⁇ . The casting cooling rate at this time was about 15 ° C./s. Subsequently, wire drawing was performed at a one-pass working ratio shown in Table 2 below.
- intermediate heat treatment intermediate annealing
- wire drawing processing was performed to obtain a diameter of 0.3 mm.
- the processed material was subjected to solution treatment.
- solution heat treatment in the batch heat treatment, a wire was wound with a thermocouple to measure the temperature of the wire.
- thermocouple thermocouple to measure the temperature of the wire.
- high frequency heating and heat treatment during continuous running the temperature of the wire near the exit of the heat treatment section was measured.
- aging heat treatment was performed under the conditions shown in Table 1 to produce an aluminum alloy wire.
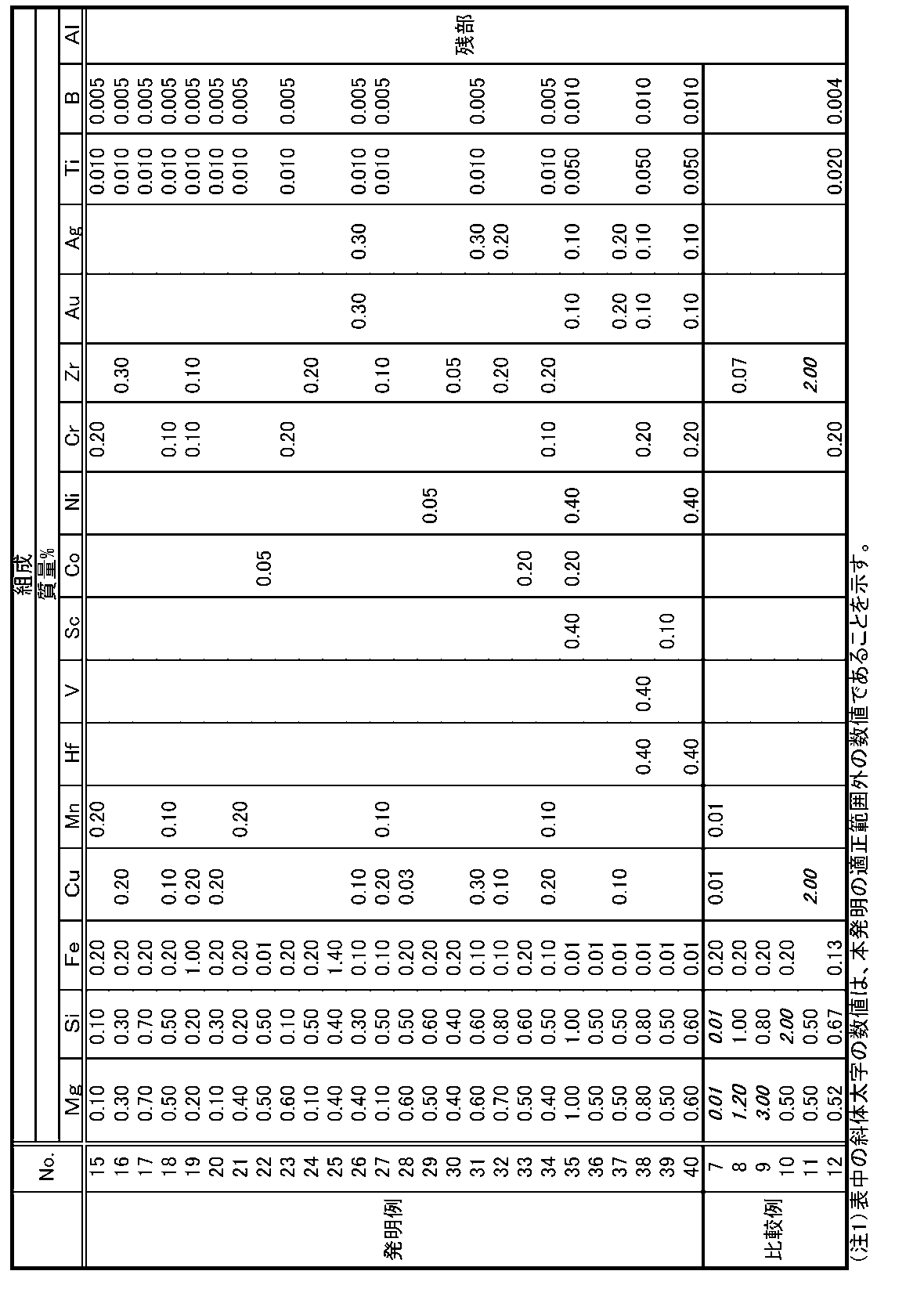
- Example 2 The contents (% by mass) shown in Table 3 of Mg, Si, Fe and Al and Cu, Mn, Hf, V, Sc, Co, Ni, Cr, Zr, Au, Ag, Ti and B to be selectively added Casting and rolling were carried out in the same manner as in Example 1 except that they were compounded to be approximately 9.5 mm ⁇ , and wire drawing was performed at a one-pass working ratio shown in Table 2 except that the components were blended. Next, intermediate heat treatment was performed on the processed material subjected to wire drawing processing under the conditions shown in Table 4, and then wire drawing processing was performed to obtain a diameter of 0.3 mm. Next, the processed material was further subjected to solution treatment. Then, after solution treatment, aging heat treatment was performed under the conditions shown in Table 4 to produce an aluminum alloy wire.
- (A) Particle distribution of compound particles Using a photograph taken by arbitrarily observing a cross section perpendicular to the wire drawing direction of the aluminum alloy conductor at 5 to 600,000 times by TEM, a square containing at least 40 compound particles is drawn. Using the squares having the same dimensions as the squares, the number of particles contained in each square was counted at 30 arbitrary places. Then, the ratio of the maximum value to the minimum value of the counted compound particles was determined. In the present example, the ratio of the maximum value to the minimum value, that is, the value obtained by dividing the maximum dispersion density by the minimum dispersion density is determined to be five or less.
- a plurality of photographs were used for the counting range.
- 1 ⁇ m 2 was specified to calculate the dispersion density in that range.
- the dispersion density of the compound particles is calculated using the sample thickness of the thin film as a reference thickness of 0.15 ⁇ m.
- the sample thickness is converted to the reference thickness, that is, by multiplying (reference thickness / sample thickness) by the dispersion density calculated based on the photographed photograph, The dispersion density can be calculated.
- the sample thickness was set to about 0.15 ⁇ m in all samples by the FIB method.
- the dispersion density of the compound particles having a particle diameter of 20 to 1000 nm is 1 piece / ⁇ m 2 or more, it is regarded as “o”, and if it is not in such a dispersion state, it is regarded as “x”.
- the aluminum alloy wires of the invention examples 1 to 14 exhibited high conductivity, high bending fatigue resistance, high impact absorption and high elongation.
- Comparative Examples 1 and 4 the energy area and particle diameter in the intermediate annealing were out of the range of the present invention, and the number of repetitions until breakage, elongation and impact absorption energy were insufficient.
- Comparative Examples 2 and 5 the wire was broken during wire drawing.
- Comparative Example 3 the casting cooling temperature and the particle diameter were out of the range of the present invention, and the number of repetitions until breakage, elongation and impact absorption energy were insufficient.
- Comparative Example 6 the processing rate of one pass, the half angle of the die and the particle distribution were out of the range of the present invention, and the number of repetitions until breakage, elongation and impact absorption energy were insufficient.
- the aluminum alloy wires of the invention examples 15 to 40 exhibited high conductivity, high bending fatigue resistance, high impact absorption and high elongation.
- Comparative Example 7 the Mg and Si contents and the particle distribution were out of the range of the present invention, and the number of repetitions until breakage was insufficient. Further, in Comparative Example 8, the Mg content, the casting cooling rate, the energy area at intermediate annealing and the particle diameter were out of the range of the present invention, and the number of repetitions until breakage, elongation and impact absorption energy were insufficient. In Comparative Example 9, the Mg content, die half angle and particle distribution were out of the range of the present invention, and the number of repetitions until breakage, elongation, impact energy absorption and conductivity were insufficient.
- Comparative Example 10 the Si content and the particle distribution were out of the range of the present invention, and the number of repetitions until breakage, elongation and conductivity were insufficient.
- Comparative Example 11 the Cu and Zr contents and the particle distribution were out of the range of the present invention, and were broken during wire drawing.
- Comparative Example 12 the casting cooling rate and the particle diameter were out of the range of the present invention, and the number of repetitions until breakage, elongation and impact energy absorption were insufficient.
- the aluminum alloy conductor of the present invention is a high electrical conductivity, high bending fatigue resistance even when used as an ultrafine wire having a diameter of 0.5 mm or less in an Al-Mg-Si alloy, for example, a 6000 series aluminum alloy. It can be used as a wire of an electrical wiring body which exhibits properties and high extensibility. Further, it can be used for aluminum alloy stranded wire, coated electric wire, wire harness and the like, and is useful as a battery cable mounted on a moving body, a harness or a lead for a motor, and a wiring body of an industrial robot. Furthermore, it can be suitably used for doors, trunks, bonnets and the like where very high bending fatigue resistance is required.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Conductive Materials (AREA)
- Insulated Conductors (AREA)
- Non-Insulated Conductors (AREA)
Abstract
Description
(3)Cu:0.01~1.00質量%、Ag:0.01~0.50質量%、Au:0.01~0.50質量%、Mn:0.01~1.00質量%、Cr:0.01~1.00質量%、Zr:0.01~0.50質量%、Hf:0.01~0.50質量%、V:0.01~0.50質量%、Sc:0.01~0.50質量%、Co:0.01~0.50質量%、Ni:0.01~0.50質量%からなる群から選択された1種または2種以上を含有することを特徴とする、上記(1)または(2)記載のアルミニウム合金導体。
(4)Fe、Ti、B、Cu、Ag、Au、Mn、Cr、Zr、Hf、V、Sc、Co、Niの含有量の合計が0.01~2.00質量%である、上記(1)~(3)のいずれかに記載のアルミニウム合金導体。
(5)前記アルミニウム合金導体中の前記化合物粒子の分布において、該化合物粒子の最大分散密度が最小分散密度の5倍以下であることを特徴とする、上記(1)~(4)のいずれかに記載のアルミニウム合金導体。
(6)屈曲疲労破断回数が10万回以上であり、導電率が45~60%IACSであり、伸びが5~20%であることを特徴とする、上記(1)~(5)のいずれかに記載のアルミニウム合金導体。
(7)衝撃吸収エネルギーが200J/cm2以上であることを特徴とする、(1)~(6)のいずれかに記載のアルミニウム合金導体。
(8)素線の直径が0.1~0.5mmであるアルミニウム合金線である上記(1)~(6)のいずれかに記載のアルミニウム合金導体。
(9)上記(1)~(8)のいずれかに記載のアルミニウム合金線を複数本撚り合わせて構成されることを特徴とする、アルミニウム合金撚線。
(10)上記(8)に記載のアルミニウム合金導体または上記(9)に記載のアルミニウム合金撚線の外周に被覆層を有する被覆電線。
(11)上記(10)に記載の被覆電線と、該被覆電線の、前記被覆層を除去した端部に装着された端子とを具備するワイヤーハーネス。
(12)溶解処理、鋳造処理、熱間または冷間加工処理、第1伸線加工処理、中間熱処理、第2伸線加工処理、溶体化熱処理および時効熱処理を、この順に実行して得られるアルミニウム合金導体の製造方法であって、
前記鋳造処理の冷却速度が、5~20℃/sであり、
前記中間熱処理は300~480℃の温度範囲で行い、該温度範囲においてアルミニウム合金導体に与えるエネルギーのエネルギー面積が180~2500℃・hであり、
前記第1伸線加工処理において用いられるダイスのダイス半角が1~10°であり、1パスの加工率が10~40%であり、
前記第2伸線加工処理において用いられるダイスのダイス半角が1~10°であり、1パスの加工率が10~40%であることを特徴とする、(1)~(8)のいずれかに記載のアルミニウム合金導体の製造方法。
(1)化学組成
<Mg:0.10~1.00質量%>
Mg(マグネシウム)は、アルミニウム母材中に固溶して強化する作用を有すると共に、その一部はSiと化合して析出物を形成して引張強度、耐屈曲疲労特性および耐熱性を向上させる作用を有する元素である。しかしながら、Mg含有量が0.1質量%未満だと、上記作用効果が不十分であり、また、Mg含有量が1.0質量%を超えると、結晶粒界にMg濃化部分を形成する可能性が高まり、引張強度、伸び、耐屈曲疲労特性が低下するとともに、Mg元素の固溶量が多くなることによって導電率も低下する。したがって、Mg含有量は0.10~1.00質量%とする。なお、Mg含有量は、高強度を重視する場合には0.50~1.00質量%にすることが好ましく、また、導電率を重視する場合には0.10~0.50質量%とすることが好ましく、このような観点から総合的に0.30~0.70質量%が好ましい。
Si(ケイ素)は、Mgと化合して析出物を形成して引張強度、耐屈曲疲労特性、及び耐熱性を向上させる作用を有する元素である。Si含有量が0.10質量%未満だと、上記作用効果が不十分であり、また、Si含有量が1.00質量%を超えると、結晶粒界にSi濃化部分を形成する可能性が高まり、引張強度、伸び、耐屈曲疲労特性が低下するとともに、Si元素の固溶量が多くなることによって導電率も低下する。したがって、Si含有量は0.10~1.00質量%とする。なお、Si含有量は、高強度を重視する場合には0.50~1.00質量%にすることが好ましく、また、導電率を重視する場合には0.10~0.50質量%とすることが好ましく、このような観点から総合的に0.30~0.70質量%が好ましい。
Fe(鉄)は、主にAl-Fe系の金属間化合物を形成することによって結晶粒の微細化に寄与すると共に、引張強度および耐屈曲疲労特性を向上させる元素である。Feは、Al中に655℃で0.05質量%しか固溶できず、室温では更に少ないため、Al中に固溶できない残りのFeは、Al-Fe、Al-Fe-Si、Al-Fe-Si-Mgなどの金属間化合物として晶出又は析出する。この金属間化合物は、結晶粒の微細化に寄与すると共に、引張強度および耐屈曲疲労特性を向上させる。また、Feは、Al中に固溶したFeによっても引張強度を向上させる作用を有する。Fe含有量が0.01質量%未満だと、これらの作用効果が不十分であり、また、Fe含有量が1.40質量%超えだと、晶出物または析出物の粗大化により伸線加工性が悪くなり、その結果、目的とする耐屈曲疲労特性が得られなくなる他、導電率も低下する。したがって、Fe含有量は0.01~1.40質量%とし、好ましくは0.15~0.90質量%、更に好ましくは0.15~0.45質量%とする。
Tiは、溶解鋳造時の鋳塊の組織を微細化する作用を有する元素である。鋳塊の組織が粗大であると、鋳造において鋳塊割れや線材加工工程において断線が発生して工業的に望ましくない。Ti含有量が0.001質量%未満であると、上記作用効果を十分に発揮することができず、また、Ti含有量が0.100質量%超えだと導電率が低下する傾向があるからである。したがって、Ti含有量は0.001~0.100質量%とし、好ましくは0.005~0.050質量%、より好ましくは0.005~0.030質量%とする。
Bは、Tiと同様、溶解鋳造時の鋳塊の組織を微細化する作用を有する元素である。鋳塊の組織が粗大であると、鋳造において鋳塊割れや線材加工工程において断線が発生しやすくなるため工業的に望ましくない。B含有量が0.001質量%未満であると、上記作用効果を十分に発揮することができず、また、B含有量が0.030質量%超えだと導電率が低下する傾向がある。したがって、B含有量は0.001~0.030質量%とし、好ましくは0.001~0.020質量%、より好ましくは0.001~0.010質量%とする。
Cu、Ag、Au、Mn、Cr、Zr、Hf、V、Sc、CoおよびNiは、いずれも結晶粒を微細化する作用を有する元素であり、さらに、Cu、AgおよびAuは、粒界に析出することで粒界強度を高める作用も有する元素であって、これらの元素の少なくとも1種を0.01質量%以上含有していれば、上述した作用効果が得られ、引張強度、伸び、耐屈曲疲労特性を向上させることができる。一方、Cu、Ag、Au、Mn、Cr、Zr、Hf、V、Sc、CoおよびNiの含有量のいずれかが、それぞれ上記の上限値を超えると、導電率が低下する傾向がある。したがって、Cu、Ag、Au、Mn、Cr、Zr、Hf、V、Sc、CoおよびNiの含有量の範囲は、それぞれ上記の範囲とした。
前述した成分以外の残部はAl(アルミニウム)および不可避不純物である。ここでいう不可避不純物は、製造工程上、不可避的に含まれうる含有レベルの不純物を意味する。不可避不純物は、含有量によっては導電率を低下させる要因にもなりうるため、導電率の低下を加味して不可避不純物の含有量をある程度抑制することが好ましい。不可避不純物として挙げられる成分としては、例えば、Ga、Zn、Bi、Pbなどが挙げられる。
本発明では、粒径20~1000nmの化合物粒子の分散密度が1個/μm2以上である。本発明の合金成分の範囲においては、化合物粒子の分散密度に特に上限はない。
本発明のアルミニウム合金導体は、[1]溶解処理、[2]鋳造処理、[3]熱間または冷間加工処理、[4]第1伸線加工処理、[5]中間熱処理、[6]第2伸線加工処理、[7]溶体化熱処理、[8]時効熱処理の各工程を経て製造することができる。なお、溶体化熱処理前後、または時効熱処理後に、撚線とする工程や電線に樹脂被覆を行う工程を設けてもよい。以下、[1]~[8]の工程について説明する。
溶解は、後述するアルミニウム合金組成のそれぞれの実施態様の濃度となるような分量で溶製する。
鋳造軸とベルトを組み合わせたプロペルチ式の連続鋳造圧延機を用いて、溶湯を水冷した鋳型で連続的に鋳造しながら圧延を行い、例えばφ5.0~13.0mmの適宜の太さの棒材とする。このときの鋳造時の冷却速度は、Fe系晶出物の粗大化の防止とFeの強制固溶による導電率低下の防止の観点から、好ましくは5~20℃/sである。鋳造及び熱間圧延は、ビレット鋳造及び押出法などにより行ってもよい。また、鋳造時の冷却速度が5~20℃/sであると、その後の工程によって金属組織中に生じる化合物粒子の粒子径が小さくなり、十分なピンニング効果を得ることが可能となる。よって、鋳造時の冷却速度が5~20℃/sであり、好ましくは10~20℃/s、より好ましくは15~20℃/sである。
次いで、表面の皮むきを実施して、例えばφ5.0~12.5mmの適宜の太さの棒材とし、ダイス引きによって伸線加工する。ダイスのダイス半角αは1~10°、1パス当たりの加工率は、10%より大きく40%以下であることが好ましい。ダイス半角が1°より小さいと、ダイス穴におけるベアリング部の長さが長くなり、摩擦抵抗が大きくなる。ダイス半角が10°より大きいと線材表層にひずみが入りやすくなり、その後の熱処理での化合物粒子生成の分布にばらつきが生じ、結晶粒径にもばらつきが生じ、伸び性及び耐屈曲疲労特性が低下する。加工率は、伸線加工前後の断面積の差を元の断面積で割って100を掛けたものである。加工率が10%以下であると、線材表層にひずみが入りやすくなり、その後の熱処理での化合物粒子生成の分布にばらつきが生じ、結晶粒径にもばらつきが生じ、伸び性及び耐屈曲疲労特性が低下する。また、加工率が40%よりも大きいと、伸線加工が困難となり、伸線加工中に断線するなど品質の面で問題を生ずるおそれがある。また、ダイス半角を上記範囲に、加工率を上記範囲にそれぞれ設定すると、化合物粒子の分散性が良くなり(粒子分布が均一になり)、アルミニウム母相の結晶粒の粒径のばらつきを抑制することができる。なお、本第1伸線加工処理では最初に棒材表面の皮むきを行っているが、棒材表面の皮むきを行わなくてもよい。
次に、冷間伸線した被加工材に中間熱処理(中間焼鈍)を施す。本発明の中間熱処理は、被加工材の柔軟性を取り戻し、伸線加工性を高めるため、並びに化合物粒子を生成させるために行うものである。中間焼鈍における加熱温度は300~480℃、加熱時間は、通常0.05~6時間である。加熱温度が300℃より低いと、化合物粒子が成長せず、結晶粒成長の抑制が不十分となり、また、480℃より高いと、加熱時間にも拠るが化合物粒子の粒子径が粗大化してしまう。また、加熱時間が6時間以上であると、化合物粒子の粒子径が粗大化する可能性が高まる他、製造上も不利である。また、本中間焼鈍時のエネルギー面積は、180~2500℃・hである。エネルギー面積が180~2500℃・hであると、化合物粒子が小さくなり、十分なピンニング効果を得ることが可能となる。本発明では、300℃以下では化合物粒子が成長しないことから、エネルギー面積は、被加工材に与える熱(300℃より高い温度)を時間で積分したもの、すなわち被加工材の熱履歴(ヒートパターン)とt=300℃の直線とで囲まれた部分の面積をいう。本中間焼鈍時のエネルギー面積は、好ましくは500~2000℃・hであり、より好ましくは500~1500℃・hである。
さらに、被加工材をダイス引きによって伸線加工する。ダイスのダイス半角は1~10°、1パス当たりの加工率は、10%より大きく40%以下であることが好ましい。ダイス半角が1°より小さいと、ダイス穴におけるベアリング部の長さが長くなり、摩擦抵抗が大きくなる。ダイス半角が10°より大きいと線材表層にひずみが入りやすくなり、その後の熱処理での化合物粒子生成の分布にばらつきが生じ、結晶粒径にもばらつきが生じ、伸び性及び耐屈曲疲労特性が低下する。加工率が10%以下であると、線材表層にひずみが入りやすくなり、その後の熱処理での化合物粒子生成の分布にばらつきが生じ、結晶粒径にもばらつきが生じ、伸び性及び耐屈曲疲労特性が低下する。また、加工率が40%よりも大きいと、伸線加工が困難となり、伸線加工中に断線するなど品質の面で問題を生ずるおそれがある。また、ダイス半角が上記範囲のように小さく、加工率が上記範囲のように大きいと、化合物粒子の粒子分布が均一になり、アルミニウム母相の結晶粒の粒径のばらつきを抑制することができる。
次に、被加工材に溶体化熱処理を施す。この溶体化熱処理は、被加工材にランダムに含有されているMg、Si化合物をアルミ母相中に溶け込ませるために行う。溶体化熱処理における加熱温度は480~620℃であり、少なくとも150℃の温度までは11℃/s以上の平均冷却速度で冷却する。溶体化熱処理温度が480℃より低いと、溶体化が不完全になり後工程の時効熱処理時に析出する針状のMg2Si析出物が少なくなり、引張強度、耐屈曲疲労特性、導電率の向上幅が小さくなる。溶体化熱処理が620℃より高いと、化合物粒子が過度に固溶してしまいアルミニウム母相の結晶粒径が粗大化する問題が発生する可能性があり、また、純アルミに対してアルミ以外の元素が多く含まれているために融点が下がり、部分的に融解してしまう可能性がある。溶体化熱処理における加熱時の温度は、好ましくは500~600℃、更に好ましくは520~580℃である。
そして、被加工材に時効熱処理を施す。時効熱処理は、針状のMg2Si析出物を析出させるために行う。時効熱処理における加熱温度は、140~250℃、加熱時間は、1分~15時間である。時効熱処理ではかかる熱エネルギーが重要であるため、針状のMg2Si析出物を析出させるためには、例えば250℃などの高い側の温度では1分などの短時間での熱処理が好ましい。前記加熱温度が140℃未満であると、針状のMg2Si析出物を十分に析出させることができず、強度、耐屈曲疲労特性および導電率が不足しがちである。また、前記加熱温度が250℃よりも高いと、Mg2Si析出物のサイズが大きくなるため、導電率は上昇するが、強度および耐屈曲疲労特性が不足しがちである。
本発明のアルミニウム合金導体は、素線径が、特に制限はなく用途に応じて適宜定めることができるが、細物線の場合はφ0.1~0.5mm、中細物線の場合はφ0.8~1.5mmが好ましい。
(実施例1)
Mg、Si、FeおよびAlと、選択的に添加するMn、Ni、TiおよびBを、表1に示す含有量(質量%)になるようにプロペルチ式の連続鋳造圧延機を用いて、溶湯を水冷した鋳型で連続的に鋳造しながら圧延を行い、約9.5mmφの棒材とした。このときの鋳造冷却速度は約15℃/sとした。次いで、これを表2に示す1パス加工率にて伸線加工を行った。次に、この伸線加工を施した加工材に、表2に示す条件で中間熱処理(中間焼鈍)を行い、その後、伸線加工を施しφ0.3mmとした。次いで、その加工材に溶体化処理を施した。なお、溶体化熱処理において、バッチ式熱処理では、線材に熱電対を巻きつけて線材温度を測定した。連続通電熱処理では、線材の温度が最も高くなる部分での測定が設備上困難であるため、ファイバ型放射温度計(ジャパンセンサ社製)で線材の温度が最も高くなる部分よりも手前の位置にて温度を測定し、ジュール熱と放熱を考慮して最高到達温度を算出した。高周波加熱および連続走間熱処理では、熱処理区間出口付近の線材温度を測定した。第2熱処理後に、表1に示す条件で時効熱処理を施し、アルミニウム合金線を製造した。
Mg、Si、FeおよびAlと、選択的に添加するCu、Mn、Hf、V、Sc、Co、Ni、Cr、Zr、Au、Ag、TiおよびBを、表3に示す含有量(質量%)になるように配合した以外は、実施例1と同様の方法で鋳造、圧延を行い、約9.5mmφとし、これを表2に示す1パス加工率にて伸線加工を行った。次に、この伸線加工を施した加工材に表4に示す条件で中間熱処理を行い、その後、伸線加工を施しφ0.3mmとした。次いで、その加工材に更に溶体化処理を施した。そして、溶体化処理後に、表4に示す条件で時効熱処理を施し、アルミニウム合金線を製造した。
TEMでアルミニウム合金導体の伸線方向に垂直な断面を5~60万倍で任意に観察して撮影した写真を用いて、化合物粒子が少なくとも40個入る正方形を描き、該正方形と同一寸法の正方形を用いて、任意の場所30箇所で、それぞれの正方形内に含まれる粒子の個数をカウントした。そして、カウントされた化合物粒子の最大値と最小値の比を求めた。本実施例では、最大値と最小値の比、すなわち、最大分散密度を最小分散密度で割った値が5倍以下を合格とした。
実施例及び比較例の線材をFIB法(Focused Ion Beam)にて薄膜にし、透過電子顕微鏡(TEM)を用いて任意の範囲を観察した。化合物粒子は、撮影された写真から上記で規定する、粒子径20~1000nmの粒子をカウントした。粒子が測定範囲外にまたがるとき、粒子径の半分以上が測定範囲内に含まれていれば、粒子数にカウントした。化合物粒子の分散密度は40個以上をカウントできる範囲を設定して、化合物粒子の分散密度(個/μm2)=化合物粒子の個数(個)/カウント対象範囲(μm2)の式を用いて算出した。カウント対象範囲は場合によっては複数枚の写真を用いた。40個以上カウントできないほど粒子が少ない場合は、1μm2を指定してその範囲の分散密度を算出した。なお、化合物粒子の分散密度は、上記薄膜の試料厚さを、0.15μmを基準厚さとして算出している。試料厚さが基準厚さと異なる場合、試料厚さを基準厚さに換算して、つまり、(基準厚さ/試料厚さ)を撮影された写真を基に算出した分散密度にかけることによって、分散密度を算出できる。本実施例及び比較例では、FIB法によりすべての試料において試料厚さを約0.15μmに設定し作製した。粒子径20~1000nmの化合物粒子の分散密度が1個/μm2以上であれば「○」とし、そのような分散状態になければ「×」とした。
耐屈曲疲労特性の基準として、常温におけるひずみ振幅は±0.17%とした。耐屈曲疲労特性はひずみ振幅によって変化する。ひずみ振幅が大きい場合、疲労寿命は短くなり、ひずみ振幅が小さい場合、疲労寿命は長くなる。ひずみ振幅は、線材の線径と曲げ冶具の曲率半径により決定することができるため、線材の線径と曲げ冶具の曲率半径は任意に設定して屈曲疲労試験を実施することが可能である。藤井精機株式会社(現株式会社フジイ)製の両振屈曲疲労試験機を用い、0.17%の曲げ歪みが与えられる治具を使用して、繰り返し曲げを実施することにより、破断までの繰返回数を測定した。本実施例では、破断までの繰返回数が10万回以上を合格とした。
JIS Z2241に準じて各3本ずつの供試材(アルミニウム合金線)について引張試験を行い、その平均値を求めた。伸びは、引張破断伸びが5%以上を合格とした。
アルミニウム合金導体線の一方の端に錘を付け、錘を300mmの高さから自由落下させた。錘を重いものに順次変えていき、断線する直前の錘の重さから吸収エネルギーを計算した。衝撃吸収エネルギーは、アルミニウム合金導体が断線する直前の(錘の位置エネルギー)/(アルミニウム合金導体の断面積)で算出し、200J/cm2以上を合格とした。
長さ300mmの試験片を20℃(±0.5℃)に保持した恒温漕中で、四端子法を用いて比抵抗を各3本ずつの供試材(アルミニウム合金線)について測定し、その平均導電率を算出した。端子間距離は200mmとした。導電率は、45%IACS以上を合格とした。


Claims (12)
- Mg:0.10~1.00質量%、Si:0.10~1.00質量%、Fe:0.01~1.40質量%、Ti:0.000~0.100質量%、B:0.000~0.030質量%、Cu:0.00~1.00質量%、Ag:0.00~0.50質量%、Au:0.00~0.50質量%、Mn:0.00~1.00質量%、Cr:0.00~1.00質量%、Zr:0.00~0.50質量%、Hf:0.00~0.50質量%、V:0.00~0.50質量%、Sc:0.00~0.50質量%、Co:0.00~0.50質量%、Ni:0.00~0.50質量%、残部:Alおよび不可避不純物である組成を有し、
粒子径20~1000nmの化合物粒子の分散密度が1個/μm2以上であることを特徴とするアルミニウム合金導体。 - Ti:0.001~0.100質量%およびB:0.001~0.030質量%からなる群から選択された1種または2種を含有することを特徴とする、請求項1記載のアルミニウム合金導体。
- Cu:0.01~1.00質量%、Ag:0.01~0.50質量%、Au:0.01~0.50質量%、Mn:0.01~1.00質量%、Cr:0.01~1.00質量%、Zr:0.01~0.50質量%、Hf:0.01~0.50質量%、V:0.01~0.50質量%、Sc:0.01~0.50質量%、Co:0.01~0.50質量%、Ni:0.01~0.50質量%からなる群から選択された1種または2種以上を含有することを特徴とする、請求項1または2記載のアルミニウム合金導体。
- Fe、Ti、B、Cu、Ag、Au、Mn、Cr、Zr、Hf、V、Sc、Co、Niの含有量の合計が0.01~2.00質量%である、請求項1~3のいずれか1項に記載のアルミニウム合金導体。
- 前記アルミニウム合金導体中の前記化合物粒子の分布において、該化合物粒子の最大分散密度が最小分散密度の5倍以下であることを特徴とする、請求項1~4のいずれか1項に記載のアルミニウム合金導体。
- 屈曲疲労試験によって測定した破断までの繰返回数が10万回以上であり、導電率が45~60%IACSであり、伸びが5~20%であることを特徴とする、請求項1~5のいずれか1項に記載のアルミニウム合金導体。
- 衝撃吸収エネルギーが200J/cm2以上であることを特徴とする請求項1~6のいずれか1項に記載のアルミニウム合金導体。
- 素線の直径が0.1~0.5mmであるアルミニウム合金線である請求項1~7のいずれか1項に記載のアルミニウム合金導体。
- 請求項1~8のいずれか1項に記載のアルミニウム合金線を複数本撚り合わせて構成されることを特徴とする、アルミニウム合金撚線。
- 請求項8に記載のアルミニウム合金導体または請求項9に記載のアルミニウム合金撚線の外周に被覆層を有する被覆電線。
- 請求項10に記載の被覆電線と、該被覆電線の、前記被覆層を除去した端部に装着された端子とを具備するワイヤーハーネス。
- 溶解処理、鋳造処理、熱間または冷間加工処理、第1伸線加工処理、中間熱処理、第2伸線加工処理、溶体化熱処理および時効熱処理を、この順に実行して得られるアルミニウム合金導体の製造方法であって、
前記鋳造処理の冷却速度が、5~20℃/sであり、
前記中間熱処理は300~480℃の温度範囲で行い、該温度範囲においてアルミニウム合金導体に与えるエネルギーのエネルギー面積が180~2500℃・hであり、
前記第1伸線加工処理において用いられるダイスのダイス半角が1~10°であり、1パスの加工率が10~40%であり、
前記第2伸線加工処理において用いられるダイスのダイス半角が1~10°であり、1パスの加工率が10~40%であることを特徴とする、請求項1~8のいずれか1項に記載のアルミニウム合金導体の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157031014A KR101839662B1 (ko) | 2013-03-29 | 2013-11-15 | 알루미늄 합금 도체, 알루미늄 합금 연선, 피복 전선, 와이어하네스 및 알루미늄 합금 도체의 제조 방법 |
| EP13880629.4A EP2902517B1 (en) | 2013-03-29 | 2013-11-15 | Aluminum alloy wire rod, aluminum alloy stranded wire, sheathed wire, wire harness, and method for manufacturing aluminum alloy wire rod |
| JP2014508614A JP5607854B1 (ja) | 2013-03-29 | 2013-11-15 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金線材の製造方法 |
| CN201380053453.4A CN104781432A (zh) | 2013-03-29 | 2013-11-15 | 铝合金导体、铝合金绞线、被覆电线、线束以及铝合金导体的制造方法 |
| US14/695,934 US9773580B2 (en) | 2013-03-29 | 2015-04-24 | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod |
| US15/688,634 US20180002792A1 (en) | 2013-03-29 | 2017-08-28 | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013075402 | 2013-03-29 | ||
| JP2013-075402 | 2013-03-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/695,934 Continuation US9773580B2 (en) | 2013-03-29 | 2015-04-24 | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014155820A1 true WO2014155820A1 (ja) | 2014-10-02 |
Family
ID=51622856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/080958 WO2014155820A1 (ja) | 2013-03-29 | 2013-11-15 | アルミニウム合金導体、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9773580B2 (ja) |
| EP (1) | EP2902517B1 (ja) |
| JP (1) | JP5607854B1 (ja) |
| KR (1) | KR101839662B1 (ja) |
| CN (1) | CN104781432A (ja) |
| WO (1) | WO2014155820A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104775056A (zh) * | 2015-04-28 | 2015-07-15 | 绍兴文理学院 | 一种抗菌铝型材及其生产工艺 |
| WO2015182624A1 (ja) * | 2014-05-26 | 2015-12-03 | 古河電気工業株式会社 | アルミニウム合金導体線、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体線の製造方法 |
| JP2016037632A (ja) * | 2014-08-07 | 2016-03-22 | 国立大学法人横浜国立大学 | アルミニウム合金板 |
| WO2016088888A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス、ならびにアルミニウム合金線材の製造方法 |
| WO2016088889A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネス、並びにアルミニウム合金線材の製造方法 |
| WO2016088887A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネスならびにアルミニウム合金線材の製造方法 |
| CN106282618A (zh) * | 2015-05-18 | 2017-01-04 | 绍兴文理学院 | 一种减摩抗氧化铝型材热挤压制造方法 |
| JP2017179545A (ja) * | 2016-03-31 | 2017-10-05 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| JP2017218645A (ja) * | 2016-06-09 | 2017-12-14 | 矢崎総業株式会社 | アルミニウム合金電線及びそれを用いた自動車用ワイヤーハーネス |
| JP2018009211A (ja) * | 2016-07-13 | 2018-01-18 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| JP2018145457A (ja) * | 2017-03-02 | 2018-09-20 | 日立金属株式会社 | アルミニウム合金導体、該導体を用いた絶縁電線、および該絶縁電線の製造方法 |
| US10553327B2 (en) | 2014-05-26 | 2020-02-04 | Furukawa Electric Co., Ltd. | Aluminum alloy conductor wire, aluminum alloy stranded wire, coated wire, wire harness and method of manufacturing aluminum alloy conductor wire |
| US10920306B2 (en) | 2018-05-09 | 2021-02-16 | Hitachi Metals, Ltd. | Aluminum alloy wire rod and producing method thereof |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104975211B (zh) * | 2015-07-30 | 2018-01-19 | 全球能源互联网研究院 | 一种高导电率热处理型中强铝合金导电单丝 |
| US10450637B2 (en) * | 2015-10-14 | 2019-10-22 | General Cable Technologies Corporation | Cables and wires having conductive elements formed from improved aluminum-zirconium alloys |
| CN105349848B (zh) * | 2015-11-19 | 2017-07-14 | 江苏常铝铝业股份有限公司 | 一种百叶窗用连续铸轧铝合金材及其制造方法 |
| CN105838943B (zh) * | 2016-05-31 | 2018-01-16 | 广西南南铝加工有限公司 | 一种Al‑Mg‑Si铝合金及其型材的挤压方法 |
| RU2647070C2 (ru) * | 2016-07-06 | 2018-03-13 | Российская Федерация, от имени которой выступает Государственная корпорация по космической деятельности "РОСКОСМОС" (Госкорпорация "РОСКОСМОС") | Алюминиевый сплав |
| US11532407B2 (en) * | 2016-07-21 | 2022-12-20 | Universite Du Quebec A Chicoutimi | Aluminum conductor alloys having improved creeping resistance |
| JP6927685B2 (ja) * | 2016-10-25 | 2021-09-01 | 矢崎総業株式会社 | アルミニウム素線、並びにそれを用いたアルミニウム電線及びワイヤーハーネス |
| CN106811627A (zh) * | 2016-12-12 | 2017-06-09 | 佛山市尚好门窗有限责任公司 | 一种耐磨铝合金 |
| US11951533B2 (en) | 2017-12-06 | 2024-04-09 | Fujikura Ltd. | Method of manufacturing aluminum alloy wire, method of manufacturing electric wire and method of manufacturing wire harness using the same |
| US11306373B2 (en) | 2018-03-27 | 2022-04-19 | Furukawa Electric Co., Ltd. | Aluminum alloy material, and conductive member, battery member, fastening part, spring part, and structural part using aluminum alloy material |
| JP6614305B1 (ja) * | 2018-09-21 | 2019-12-04 | 日本軽金属株式会社 | 一体型防爆弁成形用の電池蓋用アルミニウム合金板及びその製造方法 |
| CN110373575A (zh) * | 2019-08-07 | 2019-10-25 | 安庆市泽烨新材料技术推广服务有限公司 | 一种电缆用铝合金及其制备方法 |
| US11697869B2 (en) | 2020-01-22 | 2023-07-11 | Heraeus Deutschland GmbH & Co. KG | Method for manufacturing a biocompatible wire |
| CN114921697B (zh) * | 2022-07-20 | 2022-09-30 | 中铝材料应用研究院有限公司 | 发动机盖内板用6xxx系铝合金板材、其制备方法及应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012011447A1 (ja) * | 2010-07-20 | 2012-01-26 | 古河電気工業株式会社 | アルミニウム合金導体及びその製造方法 |
| JP2012229485A (ja) | 2011-04-11 | 2012-11-22 | Sumitomo Electric Ind Ltd | アルミニウム合金線 |
| JP2013044038A (ja) * | 2011-08-25 | 2013-03-04 | Furukawa Electric Co Ltd:The | アルミニウム合金導体 |
| JP2013044039A (ja) * | 2011-08-25 | 2013-03-04 | Furukawa Electric Co Ltd:The | アルミニウム合金導体 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2462118C2 (de) * | 1973-05-17 | 1985-05-30 | Alcan Research and Development Ltd., Montreal, Quebec | Barren aus einer Aluminium-Eisen-Legierung |
| JP4550791B2 (ja) | 2005-11-24 | 2010-09-22 | 古河電気工業株式会社 | アルミ撚線用圧着端子および前記圧着端子が接続されたアルミ撚線の端末構造 |
| CN101317301A (zh) * | 2005-11-24 | 2008-12-03 | 古河电气工业株式会社 | 铝捻线用压接端子及连接有所述压接端子的铝捻线的终端结构 |
| US20100059151A1 (en) * | 2006-12-13 | 2010-03-11 | Shingo Iwamura | High-strength aluminum alloy product and method of producing the same |
| JP4787885B2 (ja) * | 2008-08-11 | 2011-10-05 | 住友電気工業株式会社 | ワイヤーハーネス用電線、及び自動車用ワイヤーハーネス |
| JP2010163675A (ja) | 2009-01-19 | 2010-07-29 | Furukawa Electric Co Ltd:The | アルミニウム合金線材 |
| WO2011105584A1 (ja) * | 2010-02-26 | 2011-09-01 | 古河電気工業株式会社 | アルミニウム合金導体 |
-
2013
- 2013-11-15 JP JP2014508614A patent/JP5607854B1/ja active Active
- 2013-11-15 KR KR1020157031014A patent/KR101839662B1/ko active IP Right Grant
- 2013-11-15 WO PCT/JP2013/080958 patent/WO2014155820A1/ja active Application Filing
- 2013-11-15 EP EP13880629.4A patent/EP2902517B1/en active Active
- 2013-11-15 CN CN201380053453.4A patent/CN104781432A/zh active Pending
-
2015
- 2015-04-24 US US14/695,934 patent/US9773580B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012011447A1 (ja) * | 2010-07-20 | 2012-01-26 | 古河電気工業株式会社 | アルミニウム合金導体及びその製造方法 |
| JP2012229485A (ja) | 2011-04-11 | 2012-11-22 | Sumitomo Electric Ind Ltd | アルミニウム合金線 |
| JP2013044038A (ja) * | 2011-08-25 | 2013-03-04 | Furukawa Electric Co Ltd:The | アルミニウム合金導体 |
| JP2013044039A (ja) * | 2011-08-25 | 2013-03-04 | Furukawa Electric Co Ltd:The | アルミニウム合金導体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2902517A4 * |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10553327B2 (en) | 2014-05-26 | 2020-02-04 | Furukawa Electric Co., Ltd. | Aluminum alloy conductor wire, aluminum alloy stranded wire, coated wire, wire harness and method of manufacturing aluminum alloy conductor wire |
| WO2015182624A1 (ja) * | 2014-05-26 | 2015-12-03 | 古河電気工業株式会社 | アルミニウム合金導体線、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体線の製造方法 |
| US9875822B2 (en) | 2014-05-26 | 2018-01-23 | Furukawa Electric Co., Ltd. | Aluminum alloy conductor wire, aluminum alloy stranded wire, coated wire, wire harness and method of manufacturing aluminum alloy conductor wire |
| JP2016037632A (ja) * | 2014-08-07 | 2016-03-22 | 国立大学法人横浜国立大学 | アルミニウム合金板 |
| WO2016088887A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネスならびにアルミニウム合金線材の製造方法 |
| JPWO2016088888A1 (ja) * | 2014-12-05 | 2017-11-16 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス、ならびにアルミニウム合金線材の製造方法 |
| WO2016088889A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネス、並びにアルミニウム合金線材の製造方法 |
| KR20170093110A (ko) * | 2014-12-05 | 2017-08-14 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금 선재, 알루미늄 합금연선, 피복전선 및 와이어 하네스 및 알루미늄 합금 선재의 제조방법 |
| KR20170094131A (ko) * | 2014-12-05 | 2017-08-17 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금 선재, 알루미늄 합금연선, 피복전선 및 와이어 하네스, 및 알루미늄 합금 선재의 제조방법 |
| CN107109544A (zh) * | 2014-12-05 | 2017-08-29 | 古河电气工业株式会社 | 铝合金线材、铝合金绞线、包覆电线、线束及铝合金线材的制造方法 |
| KR102474539B1 (ko) | 2014-12-05 | 2022-12-06 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금 선재, 알루미늄 합금연선, 피복전선 및 와이어 하네스, 및 알루미늄 합금 선재의 제조방법 |
| EP3228719A4 (en) * | 2014-12-05 | 2018-07-25 | Furukawa Electric Co. Ltd. | Aluminum alloy wire material, aluminum alloy stranded wire, covered electrical wire, wire harness, and method for producing aluminum alloy wire material |
| US10096394B2 (en) | 2014-12-05 | 2018-10-09 | Furukawa Electric Co., Ltd. | Aluminum alloy wire rod, aluminum alloy stranded wire, covered wire and wire harness, and method of manufacturing aluminum alloy wire rod |
| KR102474538B1 (ko) | 2014-12-05 | 2022-12-06 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금 선재, 알루미늄 합금연선, 피복전선 및 와이어 하네스 및 알루미늄 합금 선재의 제조방법 |
| EP3228718A4 (en) * | 2014-12-05 | 2018-07-04 | Furukawa Electric Co. Ltd. | Aluminum alloy wire material, aluminum alloy stranded wire, covered electrical wire, wire harness, and method for producing aluminum alloy wire material |
| WO2016088888A1 (ja) * | 2014-12-05 | 2016-06-09 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス、ならびにアルミニウム合金線材の製造方法 |
| US9994945B2 (en) | 2014-12-05 | 2018-06-12 | Furukawa Electric Co., Ltd. | Aluminum alloy wire rod, aluminum alloy stranded wire, covered wire, wire harness, and method of manufacturing aluminum alloy wire rod |
| US9997276B2 (en) | 2014-12-05 | 2018-06-12 | Furukawa Electric Co., Ltd. | Aluminum alloy wire rod, aluminum alloy stranded wire, covered wire, and wire harness, and method of manufacturing aluminum alloy wire rod |
| EP3228720A4 (en) * | 2014-12-05 | 2018-06-20 | Furukawa Electric Co. Ltd. | Aluminum alloy wire rod, aluminum alloy stranded conductor, covered conductor, and wire harness, and method for manufacturing aluminum alloy wire rod |
| CN104775056A (zh) * | 2015-04-28 | 2015-07-15 | 绍兴文理学院 | 一种抗菌铝型材及其生产工艺 |
| CN106282618A (zh) * | 2015-05-18 | 2017-01-04 | 绍兴文理学院 | 一种减摩抗氧化铝型材热挤压制造方法 |
| CN106282618B (zh) * | 2015-05-18 | 2017-12-26 | 绍兴文理学院 | 一种减摩抗氧化铝型材热挤压制造方法 |
| JP2017179545A (ja) * | 2016-03-31 | 2017-10-05 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| JP2017218645A (ja) * | 2016-06-09 | 2017-12-14 | 矢崎総業株式会社 | アルミニウム合金電線及びそれを用いた自動車用ワイヤーハーネス |
| US10246762B2 (en) | 2016-06-09 | 2019-04-02 | Yazaki Corporation | Aluminum alloy electric wire and automotive wire harness using the same |
| JP2018009211A (ja) * | 2016-07-13 | 2018-01-18 | 古河電気工業株式会社 | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| US10192649B2 (en) | 2017-03-02 | 2019-01-29 | Hitachi Metals, Ltd. | Aluminum alloy conductor, insulated wire including the conductor, and method for manufacturing the insulated wire |
| JP2018145457A (ja) * | 2017-03-02 | 2018-09-20 | 日立金属株式会社 | アルミニウム合金導体、該導体を用いた絶縁電線、および該絶縁電線の製造方法 |
| US10920306B2 (en) | 2018-05-09 | 2021-02-16 | Hitachi Metals, Ltd. | Aluminum alloy wire rod and producing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014155820A1 (ja) | 2017-02-16 |
| EP2902517B1 (en) | 2017-06-28 |
| EP2902517A1 (en) | 2015-08-05 |
| US9773580B2 (en) | 2017-09-26 |
| CN104781432A (zh) | 2015-07-15 |
| EP2902517A4 (en) | 2016-08-17 |
| US20150235729A1 (en) | 2015-08-20 |
| JP5607854B1 (ja) | 2014-10-15 |
| KR101839662B1 (ko) | 2018-03-16 |
| KR20150136125A (ko) | 2015-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5607854B1 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金線材の製造方法 | |
| JP5607855B1 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金線材の製造方法 | |
| WO2014155819A1 (ja) | アルミニウム合金導体、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金導体の製造方法 | |
| JP6499190B2 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネスおよびアルミニウム合金線材の製造方法 | |
| EP2896707B1 (en) | Aluminum alloy conductor, aluminum alloy twisted wire, coated electric wire, wire harness, and production method for aluminum alloy conductor | |
| JP6678579B2 (ja) | アルミニウム合金線及びアルミニウム合金線の製造方法 | |
| WO2016088889A1 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネス、並びにアルミニウム合金線材の製造方法 | |
| JP6534809B2 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線、ワイヤーハーネス、並びにアルミニウム合金線材およびアルミニウム合金撚線の製造方法 | |
| JP6147167B2 (ja) | アルミニウム合金導体、アルミニウム合金撚線、被覆電線およびワイヤーハーネス | |
| WO2016088887A1 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネスならびにアルミニウム合金線材の製造方法 | |
| JP6684176B2 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス | |
| JP6440476B2 (ja) | アルミニウム合金線材、アルミニウム合金撚線、被覆電線およびワイヤーハーネス、ならびにアルミニウム合金線材の製造方法 | |
| JP2013044038A (ja) | アルミニウム合金導体 | |
| US9991024B2 (en) | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod | |
| US9650706B2 (en) | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod | |
| US10553327B2 (en) | Aluminum alloy conductor wire, aluminum alloy stranded wire, coated wire, wire harness and method of manufacturing aluminum alloy conductor wire | |
| US20180002792A1 (en) | Aluminum alloy wire rod, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy wire rod |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014508614 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13880629 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013880629 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013880629 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157031014 Country of ref document: KR Kind code of ref document: A |