WO2013175988A1 - ボロン含有アルミニウム板材の製造方法 - Google Patents
ボロン含有アルミニウム板材の製造方法 Download PDFInfo
- Publication number
- WO2013175988A1 WO2013175988A1 PCT/JP2013/063306 JP2013063306W WO2013175988A1 WO 2013175988 A1 WO2013175988 A1 WO 2013175988A1 JP 2013063306 W JP2013063306 W JP 2013063306W WO 2013175988 A1 WO2013175988 A1 WO 2013175988A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- boron
- alloy
- producing
- cast
- particles
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/14—Casting in, on, or around objects which form part of the product the objects being filamentary or particulate in form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/04—Casting in, on, or around objects which form part of the product for joining parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D31/00—Cutting-off surplus material, e.g. gates; Cleaning and working on castings
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1036—Alloys containing non-metals starting from a melt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0073—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only borides
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F1/00—Shielding characterised by the composition of the materials
- G21F1/02—Selection of uniform shielding materials
- G21F1/08—Metals; Alloys; Cermets, i.e. sintered mixtures of ceramics and metals
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F5/00—Transportable or portable shielded containers
- G21F5/005—Containers for solid radioactive wastes, e.g. for ultimate disposal
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F9/00—Treating radioactively contaminated material; Decontamination arrangements therefor
- G21F9/28—Treating solids
- G21F9/34—Disposal of solid waste
- G21F9/36—Disposal of solid waste by packaging; by baling
Definitions
- the present invention relates to a method for producing a boron-containing aluminum sheet.
- boron is also referred to as “boron” or “B”.
- SF spent nuclear fuel
- a melting / casting method In order to produce a boron-containing aluminum alloy, a melting / casting method has been conventionally used. As this melting / casting method, powdered boron is added to an aluminum alloy ingot and melted / casted (hereinafter referred to as “the former melting / casting method”), or KBF in molten aluminum. There is a method in which a boron fluoride such as 4 is added together with a catalyst to produce an aluminum-boron intermediate alloy and then cast with the boron concentration adjusted (hereinafter referred to as “the latter melting / casting method”). The ingot thus cast is formed into a plate material by rolling or extrusion.
- boron concentrated boron in which the concentration of a boron isotope having a mass number of 10 (hereinafter referred to as “B-10”) that absorbs thermal neutrons is inevitably required.
- B-10 concentration of a boron isotope having a mass number of 10
- an aluminum-based composite material including a ceramic skeleton containing an aluminum or aluminum alloy matrix and a neutron absorber such as a boron compound, and a technique for producing the same (see Patent Document 2).
- the ceramic skeleton disclosed in Patent Document 2 is a slurry in which a ceramic aluminum borate whisker or short fiber containing boron compound particles is mixed, and the slurry is dehydrated and pressurized, and then sintered to obtain a porous product. It is a reformed product.
- the aluminum-based composite material is produced by highly impregnating a porous preformed ceramic skeleton with a molten aluminum or aluminum alloy and casting and solidifying it into a matrix.
- Patent Documents 1 and 2 have the following problems.
- Patent Document 2 describes that boron compounds such as boron, boron nitride, and boron oxide may be used as the neutron absorbing material, the content of boron with an industrially excellent neutron absorbing ability is high. In view of the fact that it is stable up to a high temperature, boron carbide (B 4 C) is recommended. However, when this B 4 C is used, the cost becomes high. Further, it is described that non-pressure casting may be used as a method for impregnating a porous preformed ceramic skeleton with aluminum. However, in non-pressure casting, molten aluminum between boron compounds contained in the ceramic skeleton is described. Insufficient penetration may cause defects such as holes in the molded body after casting.
- the object of the invention is to use inexpensive natural boron-containing alloy particles (hereinafter simply referred to as “boron-containing alloy particles”), but has a high boron content with neutron absorption capability and uniformity within the plate surface. It is an object of the present invention to provide a method for producing a boron-containing aluminum sheet that can achieve a good boron distribution at a low cost.
- boron-containing alloy particles inexpensive natural boron-containing alloy particles
- the invention according to claim 1 of the present invention provides: A laying step of laminating boron-containing alloy particles containing boride particles having a boron content of 5% by mass or more on a bottom plate of aluminum or aluminum alloy placed in a container; A preheating step of placing a tundish for controlling the amount of pouring on the upper part of the container after the laying process, and preheating the container and the tundish at 300 ° C. or more and 500 ° C. or less; By pouring molten aluminum or molten aluminum alloy (hereinafter referred to as “Al molten metal”) of 580 ° C. or more and 900 ° C.
- Al molten metal molten aluminum or molten aluminum alloy
- the invention according to claim 2 is the invention according to claim 1,
- the boride particles include at least one selected from the group consisting of Al—B alloy, Ca—B alloy, Si—B alloy, Fe—B alloy, MnB alloy, and Mo—B alloy. To do.
- the invention according to claim 3 is the invention according to claim 2,
- the Al—B alloy is at least one of AlB 12 and AlB 2 .
- the invention according to claim 4 is the invention according to claim 1,
- the boride particles are characterized by comprising first boride particles having a boron content of 60% by mass or more and second boride particles having a boron content of 5% by mass or more and less than 60% by mass.
- the invention according to claim 5 is the invention according to claim 4,
- the boride particles are selected from the group consisting of at least one or more kinds of first boride particles selected from the group consisting of AlB 12 , CaB 6 and SiB 6 and FeB, MnB 2 , Fe 2 B and AlB 2. It is characterized by comprising at least one kind of second boride particles and inevitable impurity particles.
- the invention according to claim 6 is the invention according to claim 4 or 5,
- the ratio of the first boride particles in the boride particles is 50% by mass or more.
- the invention according to claim 7 is the invention according to any one of claims 1 to 5,
- the boron-containing alloy particles have a particle size of 15 mm or less (excluding zero).
- the invention according to claim 8 is the invention according to any one of claims 1 to 5,
- the molten aluminum alloy is at least one type of casting aluminum alloy selected from the group consisting of Al—Si, Al—Cu, and Al—Mg.
- total cast-in board thickness is 5 mm or more and 50 mm or less
- the thickness of the bottom plate is 1 / th of the total thickness of the cast-in board. 5 to 1/3
- the boron-containing alloy particle layer has a thickness of 1/3 to 3/5 of the total thickness of the cast-in plate.
- the invention according to claim 10 is the invention according to any one of claims 1 to 5, It is characterized by having a plate thickness adjusting step for adjusting the plate thickness by chamfering or forging after the cutting step.
- the invention according to claim 11 is the invention according to any one of claims 1 to 5, After the cutting step, a rolling process step for obtaining a cast-in plate having a thinner thickness is provided.
- the invention according to claim 12 is the invention according to any one of claims 1 to 5, A rolling process for obtaining a mold material having a predetermined shape is provided after the cutting process.
- the invention according to claim 13 is the invention according to any one of claims 1 to 5, It has the press work process for obtaining the forging material of a predetermined shape after the said cutting process.
- the method for producing a boron-containing aluminum plate according to the present invention includes boron containing boron particles having a boron content of 5% by mass or more on the bottom plate of aluminum or aluminum alloy placed in a container.
- a laying process in which alloy particles are spread in layers, a preheating process in which a tundish for controlling the amount of pouring is placed on the upper part of the container after the laying process, and both the container and the tundish are preheated at 300 ° C. or more and 500 ° C. or less, By pouring Al molten metal of 580 ° C. or higher and 900 ° C.
- the boron-containing alloy particle layer in the container preheated in the preheating step is also cast with the Al molten metal.
- a casting process for manufacturing a cast-in-place plate of a predetermined thickness, and a shrinkage nest generated in a hot-water supply portion at the upper part of the cast-in board manufactured in the casting process are cut out. Characterized in that comprises a dividing step.
- the method for producing a boron-containing aluminum sheet according to the present invention is as follows.
- the boron-containing alloy particle layer in the container preheated in the preheating step is cast with the Al molten metal.
- the present invention can achieve a boron distribution with a high boron content with neutron absorption capability and good uniformity at low cost while using inexpensive boron-containing alloy particles. is there.
- the present inventors can realize a boron distribution with a high boron content with neutron absorption capability and good uniformity in the plate surface at low cost while using inexpensive boron-containing alloy particles. I have studied earnestly.
- the object can be achieved as long as it has the above-described filling process, preheating process, casting process and cutting process (for details, see FIG. 1 below).
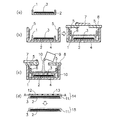
- FIG. 1 is a schematic diagram for chronologically explaining a process of a method for producing a boron-containing aluminum plate material according to an embodiment of the present invention, in which (a) is a diagram of aluminum or an aluminum alloy placed in a container 1. A group consisting of Al-B alloy, Ca-B alloy, Si-B alloy, Fe-B alloy, Mn-B alloy and Mo-B alloy, which are metal compounds containing 5 mass% or more of boron on the bottom plate 2 The figure which shows the filling process which spreads at least 1 or more types of boron containing alloy particle
- the tundish 6 for pouring amount control is placed on the top of the container 1 and further covered with a lid 8 with an open / close door 7, and the container 1 and the tundish 6 are both at 300 ° C.
- Preheating at 500 ° C or lower (C) is a diagram showing a preheating process, and (c) is similar to the preheating by pouring Al molten metal 10 of 580 ° C. or more and 900 ° C. or less from the ladle 9 into the tundish 6 preheated in the preheating process shown in (b).
- FIG. 1 (d) is a view showing a casting process for producing the extracted plate in the upper stage of FIG. 1 (d), and FIG. 4 (d) is a hot water at the upper part of the cast-in board 14 produced in the casting process shown in (c). It is a figure which shows the excision process of excising the shrinkage nest 13 which generate
- FIG. 1 (d) is a view showing a casting process for producing the extracted plate in the upper stage of FIG. 1 (d)
- FIG. 4 (d) is a hot water at the upper part of the cast-in board 14 produced in the casting process shown in (c). It is a figure which shows the excision process of excising the shrinkage nest 13 which generate
- the boron-containing alloy particles 3 are alloy particles containing natural boron that have not been concentrated. Therefore, this natural boron contains about 20% B-10 in the natural abundance ratio. In consideration of at least the point of aiming at a concentration of B-10 or more contained in a boron-containing aluminum plate produced by a conventional manufacturing method, this boron-containing alloy particle 3 has a neutron absorption function and contains boron. It is necessary to contain boride particles in an amount of 5% by mass or more.
- the boride particles include at least one selected from the group consisting of Al—B alloy, Ca—B alloy, Si—B alloy, FeB alloy, Mn—B alloy and Mo—B alloy. Is preferred.
- the Al—B alloy is at least one of AlB 12 and AlB 2 .
- the first boride particles having a high B-10 content that is, the boron content is 60% by mass or more
- the B-10 content being lower than that of the first boride particles.
- a configuration comprising second boride particles that is, a boron content of 5 mass% or more and less than 60 mass%) is also conceivable.
- At least one kind of particles selected from the group consisting of AlB 12 , CaB 6 and SiB 6 can be used as the first boride particles.
- various inevitable impurity particles are produced depending on the selection of the first boride particles and the second boride particles, but the amount is preferably suppressed to 10% by mass or less.
- the inevitable impurity particles include composite borides such as Mn 2 AlB 2 and oxides such as Al 2 O 3 , MnO 2 , FeO, B 2 O 3 , CaO, and SiO 2 .
- a small amount of B 4 C particles may be contained as the first boride particles to such an extent that the wettability with the aluminum alloy poured as the boron-containing aluminum material is not adversely affected.
- the B-10 content of the boron-containing aluminum material is improved mainly by the first boride particles and the second boride particles.
- the neutron absorption function of the boron-containing aluminum material is imparted mainly by the first boride particles and by extension the second boride particles.
- the proportion of the first boride particles in the boron-containing alloy particles 3 is preferably 50% by mass or more.
- first boride particles and the second boride particles can be appropriately combined as the boron-containing alloy particles 3, the degree of the neutron absorption function can be adjusted in a wide range.
- Boron particles contained in the boron-containing alloy particles 3 are FeB, Fe 2 B as the Fe—B alloy, MnB 2 as the Mn—B alloy, Mo—B alloy, AlB 12 as the Al—B alloy, and AlB. 2, SiB 6 as CaB 6, SiB alloy as CaB alloy is pouring to aluminum alloy (later, Al melt 10 illustrated in FIG. 1 (c) to be described) higher melting point than, This is desirable because the boron-containing alloy particles 3 are not dissolved by casting.
- These boron-containing alloys may be not only binary alloys but also multi-element alloys, and the lower limit of the boron concentration in the alloy is at least 5% by mass B necessary to ensure a concentration of B-10 or more by the conventional method.
- the upper limit of the boron concentration is 70% by mass B considering that the boron-containing alloy is practically obtainable.
- the boron-containing alloy particles 3 are preferable from the viewpoint that the wettability with the Al molten metal 10 is relatively good and the Al molten metal 10 easily penetrates between the boron-containing alloy particles 3.
- the boron-containing alloy is already commercially available for producing alloy steel, and is preferable because it can be obtained without being as expensive as boron carbide (B 4 C).
- the particle diameter of the boron-containing alloy particles 3 those having a diameter of 15 mm or less (however, not including zero) can be used.
- the particle size was measured by a laser diffraction scattering method. Further, in the case of the boron-containing alloy particles 3 having a particle size of less than 5 mm (excluding zero), the Al molten metal 10 hardly penetrates between the boron-containing alloy particles 3, and the boron-containing alloy particles 3 are caused by casting flow. Since it is easy to stir, it is more preferable to process the boron-containing alloy particles 3 into a highly filled plate-shaped preform by binder or sintering to form a uniform layer of boron-containing alloy particles 3.
- the Al molten metal 10 can easily penetrate between the boron-containing alloy particles 3 even if the boron-containing alloy particles 3 are simply arranged in layers, and the boron-containing alloy particles Since 95% or more of the voids between the particles 3 can be filled with the molten Al 10, it is most preferable.
- the thickness of the cast-in plate 15 shown in the lower part of FIG. It becomes too thick and is not suitable as a material for cask or canister.
- the reason for using the tundish 6 is to make it possible to evenly pour the molten Al 10 into the boron-containing alloy particles 3 spread in layers on the bottom plate 2. Thereby, the nonuniformity by casting is eliminated. Moreover, it is preferable to preheat both the container 1 and the tundish 6 at 300 ° C. or more and 500 ° C. or less. This is because at a preheating temperature of less than 300 ° C., the Al molten metal 10 is solidified immediately after pouring the molten Al 10, and the Al molten metal 10 cannot sufficiently penetrate between the boron-containing alloy particles 3. Further, if the preheating temperature is 300 ° C.
- the Al molten metal 10 can be sufficiently permeated between the boron-containing alloy particles 3, but if the preheating temperature exceeds 500 ° C., the operability at the time of producing a large plate material is improved. This is because it gets worse.
- the Al molten metal 10 is preferably 580 ° C. or higher and 900 ° C. or lower. The reason is that the melting point of the Al—Si alloy is lowest at 580 ° C., and if it is lower than 580 ° C., the Al molten metal 10 is solidified immediately after pouring, and the Al molten metal 10 is boron-containing alloy particles. This is because there is a case where it does not penetrate between 3. Moreover, if it is 580 degreeC or more, the Al molten metal 10 can fully osmose
- the molten aluminum alloy as the Al molten metal 10 it is possible to use at least one type of casting aluminum alloy selected from the group consisting of Al—Si, Al—Cu, and Al—Mg. .
- Such an aluminum alloy for casting is suitable for casting a thin wall because it has excellent permeability to the boron-containing alloy particles 3.
- an Al—Si alloy is more desirable when casting a thin wall because it is an alloy having high hot water flow and fluidity.
- the shrinkage nest 13 (shown in the upper part of FIG. 1 (d)) always occurs due to the solidification shrinkage. Therefore, the amount of molten Al is 10 mm to 15 mm thicker than the total thickness (the total thickness of the cast-in plate) of the cast-in plate 15 (shown in the lower part of FIG. 1D) after the shrinkage cavity 13 is cut off. 10 is poured (poured) to cast a layer of boron-containing alloy particles 3 with Al molten metal 10, and after the casting process, casting of a predetermined thickness as shown in the upper part of FIG. Manufacture so that round board 14 is obtained.
- produces in the hot-water part 12 of the upper part of the cast-in board 14 manufactured by the casting process shown in FIG.1 (c).
- the length is preferably 5 mm or more and 50 mm or less. This is because the material strength is insufficient if it is less than 5 mm, and it is too thick for the design of the cask or canister if it exceeds 50 mm.
- the thickness of the boron-containing alloy particles 3 is preferably 1/3 to 3/5 of the total thickness of the cast-in plate 15. This is because if it is less than 1/3, the total boron concentration of the cast-in plate 15 is low, and a boron concentration of 5% by mass or more cannot be maintained, and if it exceeds 3/5, aluminum that wraps the layer of boron-containing alloy particles 3 This is because the alloy portion (the portion 11 after solidification of the Al molten metal 10) is thin, and the material strength as the cast-in plate 15 is insufficient.
- the thickness of the bottom plate 2 is 1/5 to 1/3 of the total thickness of the cast-in plate 15. This is because if it is less than 1/5, the material strength as the cast-in plate 15 is insufficient, and if it exceeds 1/3, the thickness of the boron-containing alloy particles 3 relative to the total thickness of the cast-in plate 15 is small. This is because it becomes thinner and the total boron concentration of the cast-in plate 15 becomes lower. Moreover, since it is possible to employ
- the unevenness remaining on the surface of the cast-in board 15 is removed by providing a plate thickness adjusting process for adjusting the plate thickness by chamfering.
- a final product with a predetermined thickness can be created.
- large-scale equipment such as a large press is not required. Large end products can be manufactured.
- a rolling process step is provided to manufacture a cast-in plate with a thinner plate thickness or a predetermined shape (for example, a simple shape) A mold material such as an angle) can be manufactured.
- Example 1 An example to which the method for producing a boron-containing aluminum plate according to the present invention shown in FIG. 1 is applied will be described in detail below.
- Container 1 Graphite container of depth 100 mm x width 200 mm x height 70 mm (both internal dimensions) Tundish 6: Depth 120 x Width 220 x Height 70mm
- Bottom plate 2 Pure aluminum plate boron-containing alloy particles 3 mm in thickness 3: Fe-20 mass% B alloy with a particle size of 1 mm
- Layer of boron-containing alloy particles 3 Particle filling factor of the layer of boron-containing alloy particles 3 on which a 4 mm thick plate obtained by pre-forming the boron-containing alloy particles 3 in a layer with an inorganic binder is placed on the bottom plate 2: 65 % Al molten metal 10: Al-13 mass% Si alloy molten metal at 750 ° C.
- Preheating temperature of container 1 and tundish 6 500 ° C
- Resection of shrinkage nest 13 facing
- the total thickness of the cast board 15 prepared based on the above manufacturing conditions was 10 mm, and the total boron concentration of the cast board 15 was 5.2% by mass.
- Example 2 As in Example 1, the method for producing a boron-containing aluminum plate according to the present invention shown in FIG. 1 was applied. In the present embodiment, only conditions different from the manufacturing conditions described in the first embodiment will be described in detail.
- Bottom plate 2 Pure aluminum plate with a thickness of 4 mm Boron-containing alloy particles 3: Fe-20 mass% B alloy having a particle diameter of 4 mm
- Layer of boron-containing alloy particles 3 Particle filling rate of the layer of boron-containing alloy particles 3 on which a 10 mm thick plate obtained by preforming the boron-containing alloy particles 3 into a layer with an inorganic binder is placed on the bottom plate 2: 55 %
- the total thickness of the cast board 15 prepared based on the above manufacturing conditions was 19 mm, and the total boron concentration of the cast board 15 was 5.8% by mass.
- Example 3 As in Example 1, the method for producing a boron-containing aluminum plate according to the present invention shown in FIG. 1 was applied. In the present embodiment, only conditions different from the manufacturing conditions described in the first embodiment will be described in detail.
- Bottom plate 2 Pure aluminum plate with a thickness of 4 mm Boron-containing alloy particles 3: Fe-20 mass% B alloy with a particle size of 9 mm Layer of boron-containing alloy particles 3: Boron-containing alloy particles 3 in which one layer of boron-containing alloy particles 3 is spread on the bottom plate 2 Particle filling rate: 50%
- the total thickness of the cast board 15 prepared based on the above manufacturing conditions was 17 mm, and the total boron concentration of the cast board 15 was 5.3% by mass.
- Example 4 As in Example 1, the method for producing a boron-containing aluminum plate according to the present invention shown in FIG. 1 was applied. In the present embodiment, only conditions different from the manufacturing conditions described in the first embodiment will be described in detail.
- Boron-containing alloy particles 3 Boron-containing alloy particles having a particle diameter of 1 mm (see Table 1 below)
- Layer of boron-containing alloy particles 3 Particle filling rate of a layer of boron-containing alloy particles 3 on which a 4 mm-thick plate obtained by preforming boron-containing alloy particles 3 into a layer with an inorganic binder is placed on the bottom plate 2: 65 %
- the total thickness of the cast-in plate 15 prepared based on the above manufacturing conditions is 10 mm, and the total boron concentration of the boron-containing alloy particles 3 shown in Table 1 below is 60% by mass. The boron concentration of was 10% by mass.
- a boron-containing aluminum plate having a high boron content used for an intermediate storage container for spent nuclear fuel in a nuclear power plant can be manufactured at low cost.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- High Energy & Nuclear Physics (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Environmental & Geological Engineering (AREA)
- Ceramic Engineering (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
容器1内に置かれた底板2上に、ボロン含有合金粒子3を層状に敷き詰める敷詰工程と、容器1と容器1上に載せられたタンディッシュ6を共に予熱する予熱工程と、タンディッシュ6にAl溶湯10を注湯することにより、容器1内のボロン含有合金粒子3の層をAl溶湯10で鋳ぐるみし、所定の厚さの鋳ぐるみ板14を製造する鋳造工程と、鋳ぐるみ板14の上部の押し湯部12内に発生する引け巣13を切除する切除工程と、を有する。
Description
本発明は、ボロン含有アルミニウム板材の製造方法に関するものである。以下、ボロンを「ホウ素」または「B」とも称す。
近年、原子力発電所内での使用済核燃料(以下、「SF」と称す)の中間貯蔵ニーズが高まっている。さらに、SFの中間貯蔵にあたっては、湿式貯蔵(水中での貯蔵)から乾式貯蔵(空冷での貯蔵)へ移行する傾向がある。よって、SFは従来よりも発熱量と中性子発生密度が高くなる。したがって、SF貯蔵容器であるキャスクやキャニスタを形成するためのボロン含有アルミニウム板材にも、これまで以上にボロン含有率が高いものが必要である。
ボロン含有アルミニウム合金を製造するには、溶解・鋳造法が従来から用いられている。この溶解・鋳造法としては、アルミニウム合金地金に粉末状のボロンを添加し、それを溶解・鋳造する方法(以下、「前者の溶解・鋳造方法」と称す)、あるいは、アルミニウム溶湯中にKBF4等のホウ弗化物を触媒と共に添加して、アルミニウム-ボロン中間合金を生成後、ボロン濃度を調整して鋳造する方法(以下、「後者の溶解・鋳造方法」と称す)がある。このようにして鋳造されたインゴットは、圧延加工や押出加工などにより板材へ成形される。
上述した前者の溶解・鋳造方法では、アルミニウム-ボロン合金中に晶析出する多種のボロン化合物が形成され、加工性が悪くなってしまう。さらに、形成される多種のボロン化合物の比重差により、これらのボロン化合物は沈降(あるいは浮上)してボロンの分布が不均一(すなわち、偏析)となる。したがって、添加したボロン量よりも濃度の低い箇所が発生してしまい、鋳造品として、現実的に得られるボロン濃度は、1質量%程度が上限である。
また、上述した後者の溶解・鋳造方法では、熱中性子を吸収する質量数10のボロン同位体(以下、「B-10」と称す)の濃度を高めたボロン(濃縮ボロン)がどうしても必要である。しかし、この濃縮ボロンは非常に高価であり、コスト的に課題がある。
さらに、以下のような技術も提案されている。
0.5質量%以上5質量%以下のボロンを添加したアルミニウム合金粉末を製造し、この粉末を用いて成形体を作成し、この成形体を溶解・鋳造してアルミニウム合金材を製造する技術が開示されている(特許文献1参照)。この技術を用いると、粉末自体は小さいため、粉末内のボロンは確かに均一に分布している。
また、アルミニウムまたはアルミニウム合金のマトリックスとボロン化合物等の中性子吸収材を含有するセラミックス骨格体を備えたアルミニウム基複合材料およびそれを製造する技術が開示されている(特許文献2参照)。特許文献2に開示されたセラミックス骨格体は、セラミックスのホウ酸アルミニウムウィスカーもしくは短繊維とボロン化合物粒子を含有混合したスラリーを作成し、このスラリーを脱水・加圧後、焼結して多孔質プリフォームとした物である。また、前記アルミニウム基複合材料は、多孔質プリフォームされたセラミックス骨格体にアルミニウムまたはアルミニウム合金溶湯を高含浸させてマトリックス状に鋳造凝固させ製造したものである。
しかしながら、上記特許文献1、2に開示された技術にも、以下のような問題点が存在する。
すなわち、特許文献1に記載の技術は、粉末自体は小さいため、粉末内のボロンは確かに均一に分布しているが、それを用いた成形体は溶解・鋳造されたものであるため、ボロン化合物の凝集・粗大化、沈降・浮上によって、やはり成形体中のボロンの分布が不均一になり、材料内でのボロン偏析が発生し十分な中性子吸収能が得られない虞がある。
また、特許文献2に記載の技術は、中性子吸収材としてボロン、窒化ホウ素、酸化ホウ素などのボロン化合物でも良いと記載されているものの、工業的に中性子吸収能の優れたボロンの含有量が高く、かつ高温まで安定である点を考慮すると、炭化ボロン(B4C)を推奨している。しかし、このB4Cを用いた場合には、高コストになってしまう。また、多孔質プリフォームされたセラミックス骨格体にアルミニウムを含浸させる方法として、非加圧鋳造でも良いと記載されているが、非加圧鋳造ではセラミックス骨格体が含有するボロン化合物間へのアルミニウム溶湯の浸透が不十分となって、鋳造後の成形体中に空孔などの欠陥が生じる虞がある。したがって、有用な鋳造後の成形体を得ようとするならば、どうしても高圧鋳造法を採用せざるを得ないというのが現実である。しかし、キャスクやキャスク内で使用するバスケットのような大型のアルミニウム基複合材料を高圧鋳造法で製造するためには、ボロン化合物間へアルミニウム溶湯を均一に浸透させるための大型の高圧プレスなどの大規模な設備がどうしても必要となるという問題点があった。
発明の目的は、安価な天然ボロン含有合金粒子(以下、単に「ボロン含有合金粒子」と称す)を用いながらも、中性子吸収能を有するボロン含有率が高く、かつ、板面内での均一性良好なボロン分布も低コストで実現可能なボロン含有アルミニウム板材の製造方法を提供することにある。
この目的を達成するために、本発明の請求項1に記載の発明は、
容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、
この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンディッシュを共に300℃以上500℃以下で予熱する予熱工程と、
この予熱工程で予熱されたタンディッシュに580℃以上900℃以下の溶融アルミニウムまたは溶融アルミニウム合金(以下、「Al溶湯」と称す)を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、
この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、
を有したことを特徴とするボロン含有アルミニウム板材の製造方法である。
容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、
この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンディッシュを共に300℃以上500℃以下で予熱する予熱工程と、
この予熱工程で予熱されたタンディッシュに580℃以上900℃以下の溶融アルミニウムまたは溶融アルミニウム合金(以下、「Al溶湯」と称す)を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、
この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、
を有したことを特徴とするボロン含有アルミニウム板材の製造方法である。
請求項2に記載の発明は、請求項1に記載の発明において、
前記硼化物粒子は、Al-B合金、Ca-B合金、Si-B合金、Fe-B合金、MnB合金およびMo-B合金よりなる群から選択された少なくとも1種類以上を有することを特徴とする。
前記硼化物粒子は、Al-B合金、Ca-B合金、Si-B合金、Fe-B合金、MnB合金およびMo-B合金よりなる群から選択された少なくとも1種類以上を有することを特徴とする。
請求項3に記載の発明は、請求項2に記載の発明において、
前記Al-B合金は、AlB12およびAlB2の少なくともいずれか1つであることを特徴とする。
前記Al-B合金は、AlB12およびAlB2の少なくともいずれか1つであることを特徴とする。
請求項4に記載の発明は、請求項1に記載の発明において、
前記硼化物粒子は、ボロン含有量が60質量%以上の第1の硼化物粒子とボロン含有量が5質量%以上60質量%未満の第2の硼化物粒子とからなることを特徴とする。
前記硼化物粒子は、ボロン含有量が60質量%以上の第1の硼化物粒子とボロン含有量が5質量%以上60質量%未満の第2の硼化物粒子とからなることを特徴とする。
請求項5に記載の発明は、請求項4に記載の発明において、
前記硼化物粒子は、AlB12、CaB6およびSiB6よりなる群から選択された少なくとも1種類以上の第1の硼化物粒子と、FeB、MnB2、Fe2BおよびAlB2よりなる群から選択された少なくとも1種類以上の第2の硼化物粒子と、不可避的不純物粒子と、から成ることを特徴とする。
前記硼化物粒子は、AlB12、CaB6およびSiB6よりなる群から選択された少なくとも1種類以上の第1の硼化物粒子と、FeB、MnB2、Fe2BおよびAlB2よりなる群から選択された少なくとも1種類以上の第2の硼化物粒子と、不可避的不純物粒子と、から成ることを特徴とする。
請求項6に記載の発明は、請求項4又は5に記載の発明において、
前記硼化物粒子に占める前記第1の硼化物粒子の割合が50質量%以上であることを特徴とする。
前記硼化物粒子に占める前記第1の硼化物粒子の割合が50質量%以上であることを特徴とする。
請求項7に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記ボロン含有合金粒子の粒径は、15mm以下(ただし、ゼロは含まない)であることを特徴とする。
前記ボロン含有合金粒子の粒径は、15mm以下(ただし、ゼロは含まない)であることを特徴とする。
請求項8に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記溶融アルミニウム合金は、Al-Si系、Al-Cu系およびAl-Mg系よりなる群から選択された少なくとも1種類以上の鋳造用アルミニウム合金であることを特徴とする。
前記溶融アルミニウム合金は、Al-Si系、Al-Cu系およびAl-Mg系よりなる群から選択された少なくとも1種類以上の鋳造用アルミニウム合金であることを特徴とする。
請求項9に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記切除工程後の鋳ぐるみ板の全厚さ(以下、「鋳ぐるみ板全厚さ」と称す)は5mm以上50mm以下であり、前記底板の厚さは前記鋳ぐるみ板全厚さの1/5~1/3であり、かつ、前記ボロン含有合金粒子層の厚さは前記鋳ぐるみ板全厚さの1/3~3/5であることを特徴とする。
前記切除工程後の鋳ぐるみ板の全厚さ(以下、「鋳ぐるみ板全厚さ」と称す)は5mm以上50mm以下であり、前記底板の厚さは前記鋳ぐるみ板全厚さの1/5~1/3であり、かつ、前記ボロン含有合金粒子層の厚さは前記鋳ぐるみ板全厚さの1/3~3/5であることを特徴とする。
請求項10に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記切除工程後に、面削または鍛造により板厚を調整するための板厚調整加工工程を有したことを特徴とする。
前記切除工程後に、面削または鍛造により板厚を調整するための板厚調整加工工程を有したことを特徴とする。
請求項11に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記切除工程後に、さらに薄い板厚の鋳ぐるみ板を得るための圧延加工工程を有したことを特徴とする。
前記切除工程後に、さらに薄い板厚の鋳ぐるみ板を得るための圧延加工工程を有したことを特徴とする。
請求項12に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記切除工程後に、所定形状の型材を得るための圧延加工工程を有したことを特徴とする。
前記切除工程後に、所定形状の型材を得るための圧延加工工程を有したことを特徴とする。
請求項13に記載の発明は、請求項1~5のいずれか1項に記載の発明において、
前記切除工程後に、所定形状の鍛造材を得るためのプレス加工工程を有したことを特徴とする。
前記切除工程後に、所定形状の鍛造材を得るためのプレス加工工程を有したことを特徴とする。
以上のように、本発明に係るボロン含有アルミニウム板材の製造方法は、容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンディッシュを共に300℃以上500℃以下で予熱する予熱工程と、この予熱工程で予熱されたタンディッシュに580℃以上900℃以下のAl溶湯を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、を有したことを特徴とする。
これにより、安価なボロン含有合金粒子を用いながらも、中性子吸収能を有するボロン含有率が高く、かつ、板面内での均一性良好なボロン分布も低コストで実現可能である。
以下、本発明について、実施形態を例示しつつ、詳細に説明する。
(本発明に係るボロン含有アルミニウム板材の製造方法の構成)
本発明に係るボロン含有アルミニウム板材の製造方法は、
容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、
この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンディッシュを共に300℃以上500℃以下で予熱する予熱工程と、
この予熱工程で予熱されたタンディッシュに580℃以上900℃以下のAl溶湯を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、
この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、を有したことを特徴とする。
本発明に係るボロン含有アルミニウム板材の製造方法は、
容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、
この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンディッシュを共に300℃以上500℃以下で予熱する予熱工程と、
この予熱工程で予熱されたタンディッシュに580℃以上900℃以下のAl溶湯を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、
この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、を有したことを特徴とする。
以上のような構成であるため、本発明は、安価なボロン含有合金粒子を用いながらも、中性子吸収能を有するボロン含有率が高く、かつ、均一性良好なボロン分布も低コストで実現可能である。
以下に、上記構成に至った理由について述べる。
本発明者達は、如何にしたら安価なボロン含有合金粒子を用いながらも、中性子吸収能を有するボロン含有率が高く、かつ、板面内での均一性良好なボロン分布も低コストで実現可能であるのか鋭意研究を行った。
その結果、上述した敷詰工程、予熱工程、鋳造工程および切除工程(詳細は、後記図1参照)を有してさえいれば、目的を達成できることを見出した。
以下、本発明のボロン含有アルミニウム板材の製造方法について、図面を参照しながら説明する。
図1は本発明の一実施形態のボロン含有アルミニウム板材の製造方法のプロセスを時系列的に説明するための模式図であって、(a)は容器1内に置かれたアルミニウムまたはアルミニウム合金の底板2上に、5質量%以上のボロンを含有する金属化合物であるAl-B合金、Ca-B合金、Si-B合金、Fe-B合金、Mn-B合金およびMo-B合金よりなる群から選択された少なくとも1種類以上のボロン含有合金粒子3を層状に敷き詰める敷詰工程を示す図、(b)は(a)に示す敷詰工程後の容器1を電気炉4(側壁にヒータ5が設置されている)内に設置し、容器1の上部に注湯量制御用のタンディッシュ6を載せ、さらに開閉扉7付きの蓋8で覆った後、容器1とタンディッシュ6を共に300℃以上500℃以下で予熱する予熱工程を示す図、(c)は(b)に示す予熱工程で予熱されたタンディッシュ6に580℃以上900℃以下のAl溶湯10を取鍋9から注湯することにより、同じく前記予熱工程で予熱された容器1内のボロン含有合金粒子3の層をAl溶湯10で鋳ぐるみし、所定の厚さの鋳ぐるみ板(後程、詳述する「鋳造・凝固(冷却)後に容器1から取出した図1(d)の上段に示す形状の板」)14を製造する鋳造工程を示す図、(d)は(c)に示す鋳造工程で製造された鋳ぐるみ板14の上部の押し湯部12内に発生する引け巣13を切除する切除工程を示す図である。
図1(a)において、ボロン含有合金粒子3には、濃縮作業が施されていない天然ボロンを含有する合金粒子が採用されている。したがって、この天然ボロンには、天然存在比で約20%のB-10を含有している。少なくとも従来の製造方法で作成されたボロン含有アルミニウム板材中に含まれるB-10の濃度以上を目的とする点を考慮すると、このボロン含有合金粒子3としては、中性子吸収機能を有し、ボロン含有量が5質量%以上の硼化物粒子を含有する必要がある。
具体的には、硼化物粒子として、Al-B合金、Ca-B合金、Si-B合金、FeB合金、Mn-B合金およびMo-B合金よりなる群から選択された少なくとも1種類以上を有するのが好ましい。なお、Al-B合金は、AlB12およびAlB2の少なくともいずれか1つである。
また、硼化物粒子として、B-10含有量の高い(すなわち、ボロン含有量が60質量%以上の)第1の硼化物粒子と、第1の硼化物粒子よりもB-10含有量の低い(すなわち、ボロン含有量が5質量%以上60質量%未満の)第2の硼化物粒子とからなる構成も考えられる。
具体的には、第1の硼化物粒子として、AlB12、CaB6およびSiB6よりなる群から選択された少なくとも1種類以上の粒子を用いることも可能である。また、第2の硼化物粒子として、FeB、MnB2、Fe2BおよびAlB2よりなる群から選択された少なくとも1種類以上の粒子を用いることも可能である。また、第1の硼化物粒子と第2の硼化物粒子のそれぞれの選択如何によっては、種々の不可避的不純物粒子が生ずるが、その量を10質量%以下に抑えるのが好ましい。この不可避的不純物粒子としては、Mn2AlB2などの複合硼化物や、Al2О3、MnО2、FeО、B2О3、CaО、SiО2などの酸化物のようなものが含まれる。
なお、ボロン含有アルミニウム材として注湯するアルミニウム合金との濡れ性に悪影響がない程度に、上記第1の硼化物粒子としてB4C粒子が少量含まれていてもよい。
ボロン含有合金粒子3として、上述したような構成を採用することで、主として第1の硼化物粒子、従として第2の硼化物粒子により、ボロン含有アルミニウム材のB-10含有量が改善される。上述したような構成を採用することで、主として第1の硼化物粒子、従として第2の硼化物粒子により、ボロン含有アルミニウム材の中性子吸収機能が付与される。また、ボロン含有アルミニウム材の中性子吸収機能の改善の観点からは、ボロン含有合金粒子3に占める第1の硼化物粒子の割合が50質量%以上であることが好ましい。
また、ボロン含有合金粒子3として、第1の硼化物粒子と第2の硼化物粒子を適宜組合せることができるため、中性子吸収機能の程度を広範囲に調整することも可能になる。
ボロン含有合金粒子3が含有する硼化物粒子である上記Fe-B合金としてのFeB、Fe2B、Mn-B合金としてのMnB2、Mo-B合金、Al-B合金としてのAlB12、AlB2、Ca-B合金としてのCaB6、Si-B合金としてのSiB6、は、注湯するアルミニウム合金(後程、詳述する図1(c)に示すAl溶湯10)よりも融点が高く、鋳造によりボロン含有合金粒子3が溶解しないため、望ましい。これらのボロン含有合金は、2元系合金だけでなく多元系合金でも良く、合金中のボロン濃度の下限は、少なくとも従来法によるB-10の濃度以上を確保するために必要な5質量%Bであり、ボロン濃度の上限は、現実的に取得可能なボロン含有合金であることを考慮した70質量%Bである。また、上記ボロン含有合金粒子3は、Al溶湯10との濡れ性が比較的良好であり、Al溶湯10がボロン含有合金粒子3間に浸透しやすい点から好ましい。また、上記ボロン含有合金は、合金鋼を製造するために既に市販されており、炭化ボロン(B4C)程の高コストになることなく入手できる点から好適である。
ボロン含有合金粒子3の粒径としては、15mm以下(ただし、ゼロは含まない)のものを用いることが可能である。なお、粒径は、レーザー回折散乱法により測定した。また、粒径が5mm未満(ただし、ゼロは含まない)のボロン含有合金粒子3の場合、Al溶湯10がボロン含有合金粒子3の間に浸透しにくく、さらにボロン含有合金粒子3が鋳込み流によって攪拌されやすいため、ボロン含有合金粒子3をバインダあるいは焼結により高充填の板状プリフォームに加工することにより、均一なボロン含有合金粒子3の層とするのがより好ましい。粒径が5mm以上15mm以下のボロン含有合金粒子3の場合、ボロン含有合金粒子3をそのまま層状に配置するだけでもAl溶湯10がボロン含有合金粒子3の間に浸透しやすく、かつ、ボロン含有合金粒子3の間の空隙の95%以上をAl溶湯10で充填可能であるため、最も好適である。ただし、粒径が15mm超のボロン含有合金粒子3を用いた場合、引け巣13を切除した後の鋳ぐるみ板15(後程、詳述する図1(d)の下段に示す)の厚さが厚くなりすぎてしまい、キャスクやキャニスタなどの材料としては不適である。
図1(b)において、タンディッシュ6を用いる理由は、底板2上に層状に敷き詰めたボロン含有合金粒子3に対してAl溶湯10を均等に注湯することを可能にするためである。これにより、鋳造による不均一性が解消される。また、容器1とタンディッシュ6を共に300℃以上500℃以下で予熱するのが好ましい。何故ならば、300℃未満の予熱温度では、Al溶湯10を注湯後直ぐにAl溶湯10が凝固してしまい、Al溶湯10をボロン含有合金粒子3の間に十分に浸透できないためである。また、300℃以上の予熱温度であれば、Al溶湯10をボロン含有合金粒子3の間に十分に浸透できるが、500℃超の予熱温度にまでなると、大型の板材を作成時の操業性が悪化するためである。
図1(c)において、Al溶湯10は580℃以上900℃以下とするのが好ましい。何故ならば、Al-Si系合金で最も融点が低くなるのが580℃であるため、580℃未満では、注湯後すぐにAl溶湯10が凝固してしまい、Al溶湯10がボロン含有合金粒子3の間に浸透しない場合があるからである。また、580℃以上であれば、Al溶湯10をボロン含有合金粒子3の間に十分に浸透できるが、通常のアルミニウム合金鋳造の溶解設備を流用することを考えると、900℃以下が現実的である。また、Al溶湯10としての溶融アルミニウム合金には、Al-Si系、Al-Cu系およびAl-Mg系よりなる群から選択された少なくとも1種類以上の鋳造用アルミニウム合金を用いることが可能である。このような鋳造用アルミニウム合金は、ボロン含有合金粒子3の間への浸透性に優れるため、薄肉の鋳造を行なう際には好適である。特に、Al-Si系合金は、湯流れ性、流動性が高い合金であるため、薄肉の鋳造を行なう際には、より望ましい。
また、Al溶湯10の凝固過程では、凝固収縮によって引け巣13(図1(d)の上段に示す)は必ず発生する。したがって、引け巣13を切除した後の鋳ぐるみ板15(図1(d)の下段に示す)の全厚さ(鋳ぐるみ板全厚さ)より10mm~15mm程度厚くなるような量のAl溶湯10を注湯する(押し湯する)ことで、ボロン含有合金粒子3の層をAl溶湯10で鋳ぐるみし、鋳造工程後には図1(d)の上段に示すような所定の厚さの鋳ぐるみ板14が得られるように製造する。
図1(d)において、図1(c)に示す鋳造工程で製造された鋳ぐるみ板14の上部の押し湯部12内に発生する引け巣13を切除した後の鋳ぐるみ板15の全厚さとしては、5mm以上50mm以下が望ましい。何故ならば、5mm未満では材料強度が不足してしまい、50mm超ではキャスクやキャニスタの設計上、厚すぎるためである。
また、ボロン含有合金粒子3の層の厚さは、鋳ぐるみ板15の全厚さの1/3~3/5であることが望ましい。何故ならば、1/3未満では、鋳ぐるみ板15のトータルのボロン濃度が低く、5質量%以上のボロン濃度を維持できなくなり、3/5超では、ボロン含有合金粒子3の層を包むアルミニウム合金部分(Al溶湯10の凝固後の部分11)が薄く、鋳ぐるみ板15としての材料強度が不足してしまうためである。
また、底板2の厚さは、鋳ぐるみ板15の全厚さの1/5~1/3であることが望ましい。何故ならば、1/5未満では、鋳ぐるみ板15としての材料強度が不足してしまい、1/3超では、鋳ぐるみ板15の全厚さに対するボロン含有合金粒子3の層の厚さが薄くなり、鋳ぐるみ板15のトータルのボロン濃度が低くなってしまうためである。また、平滑な表面を有する底板2を採用することが可能であるため、Al溶湯10が凝固した後の鋳ぐるみ板14の全厚さの制御が容易になる。
また、図1(d)に示す引け巣13を切除する切除工程後に、面削により板厚を調整するための板厚調整加工工程を設けることにより、鋳ぐるみ板15の表面に残る凹凸を除去した所定厚さの最終製品を作成できる。また、図1(d)に示す引け巣13を切除する切除工程後に、鍛造により板厚を調整するための板厚調整加工工程を設けることにより、大型プレスなどの大規模な設備を必要とせずに大型の最終製品を製造することができる。
また、図1(d)に示す引け巣13を切除する切除工程後に、圧延加工工程を設けることにより、さらに薄い板厚の鋳ぐるみ板を製造したり、所定形状の型材(例えば、単純形状のアングル等の型材)を製造することができる。
また、図1(d)に示す引け巣13を切除する切除工程後に、プレス加工工程を設けることにより、所定形状の鍛造材を得ることが可能になる。
(実施例1)
図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した実施例について、以下に少しく詳述する。
<製造条件>
容器1:奥行き100mm×幅200mm×高さ70mm(いずれも内寸)の黒鉛製容器
タンディッシュ6:奥行き120×幅220×高さ70mm
底板2:厚さ3mmの純アルミニウム板
ボロン含有合金粒子3:粒径1mmのFe-20質量%B合金
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォー ムした厚さ4mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:65%
Al溶湯10:750℃のAl-13質量%Si合金溶湯
容器1とタンディッシュ6の予熱温度:500℃
引け巣13の切除:面削
図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した実施例について、以下に少しく詳述する。
<製造条件>
容器1:奥行き100mm×幅200mm×高さ70mm(いずれも内寸)の黒鉛製容器
タンディッシュ6:奥行き120×幅220×高さ70mm
底板2:厚さ3mmの純アルミニウム板
ボロン含有合金粒子3:粒径1mmのFe-20質量%B合金
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォー ムした厚さ4mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:65%
Al溶湯10:750℃のAl-13質量%Si合金溶湯
容器1とタンディッシュ6の予熱温度:500℃
引け巣13の切除:面削
以上の製造条件に基づき作成された鋳ぐるみ板15の全厚さは10mm、鋳ぐるみ板15のトータルのボロン濃度は5.2質量%であった。
(実施例2)
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
底板2:厚さ4mmの純アルミニウム板
ボロン含有合金粒子3:粒径4mmのFe-20質量%B合金
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォームした厚さ10mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:55%
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
底板2:厚さ4mmの純アルミニウム板
ボロン含有合金粒子3:粒径4mmのFe-20質量%B合金
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォームした厚さ10mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:55%
以上の製造条件に基づき作成された鋳ぐるみ板15の全厚さは19mm、鋳ぐるみ板15のトータルのボロン濃度は5.8質量%であった。
(実施例3)
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
底板2:厚さ4mmの純アルミニウム板
ボロン含有合金粒子3:粒径9mmのFe-20質量%B合金
ボロン含有合金粒子3の層:底板2の上にボロン含有合金粒子3を1層分敷き詰める
ボロン含有合金粒子3の層の粒子充填率:50%
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
底板2:厚さ4mmの純アルミニウム板
ボロン含有合金粒子3:粒径9mmのFe-20質量%B合金
ボロン含有合金粒子3の層:底板2の上にボロン含有合金粒子3を1層分敷き詰める
ボロン含有合金粒子3の層の粒子充填率:50%
以上の製造条件に基づき作成された鋳ぐるみ板15の全厚さは17mm、鋳ぐるみ板15のトータルのボロン濃度は5.3質量%であった。
(実施例4)
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
ボロン含有合金粒子3:粒径1mmのボロン含有合金粒子(下記表1を参照)
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォームした厚さ4mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:65%
実施例1と同様に、図1に示す本発明に係るボロン含有アルミニウム板材の製造方法を適用した。また、本実施例においては、実施例1で述べた製造条件と異なる条件のみ詳述する。
<製造条件>
ボロン含有合金粒子3:粒径1mmのボロン含有合金粒子(下記表1を参照)
ボロン含有合金粒子3の層:ボロン含有合金粒子3を無機系バインダで層状にプリフォームした厚さ4mmの板を底板2の上に載置する
ボロン含有合金粒子3の層の粒子充填率:65%
以上の製造条件に基づき作成された鋳ぐるみ板15の全厚さは10mm、下記表1に示すボロン含有合金粒子3のトータルのボロン濃度は60質量%であることから、鋳ぐるみ板15のトータルのボロン濃度は10質量%であった。

本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。
本出願は、2012年5月24日出願の日本特許出願(特願2012-118567)、2013年1月23日出願の日本特許出願(特願2013-010054)に基づくものであり、その内容はここに参照として取り込まれる。
本出願は、2012年5月24日出願の日本特許出願(特願2012-118567)、2013年1月23日出願の日本特許出願(特願2013-010054)に基づくものであり、その内容はここに参照として取り込まれる。
本発明によれば、原子力発電所内での使用済核燃料の中間貯蔵容器に使用される高ボロン含有率のボロン含有アルミニウム板材を、安価に製造することができる。
1 容器
2 底板
3 ボロン含有合金粒子
4 電気炉
5 ヒータ
6 タンディッシュ
7 開閉扉
8 蓋
9 取鍋
10 Al溶湯
11 Al溶湯10の凝固後の部分
12 押し湯部
13 引け巣
14 鋳造・凝固(冷却)後に容器1から取出した鋳ぐるみ板
15 引け巣13を切除した後の鋳ぐるみ板
2 底板
3 ボロン含有合金粒子
4 電気炉
5 ヒータ
6 タンディッシュ
7 開閉扉
8 蓋
9 取鍋
10 Al溶湯
11 Al溶湯10の凝固後の部分
12 押し湯部
13 引け巣
14 鋳造・凝固(冷却)後に容器1から取出した鋳ぐるみ板
15 引け巣13を切除した後の鋳ぐるみ板
Claims (13)
- 容器内に置かれたアルミニウムまたはアルミニウム合金の底板上に、ボロン含有量が5質量%以上の硼化物粒子を含有するボロン含有合金粒子を層状に敷き詰める敷詰工程と、
この敷詰工程後の容器の上部に注湯量制御用のタンディッシュを載せ、容器とタンデッシュを共に300℃以上500℃以下で予熱する予熱工程と、
この予熱工程で予熱されたタンディッシュに580℃以上900℃以下の溶融アルミニウムまたは溶融アルミニウム合金(以下、「Al溶湯」と称す)を注湯することにより、同じく前記予熱工程で予熱された容器内のボロン含有合金粒子層を前記Al溶湯で鋳ぐるみし、所定の厚さの鋳ぐるみ板を製造する鋳造工程と、
この鋳造工程で製造された鋳ぐるみ板の上部の押し湯部内に発生する引け巣を切除する切除工程と、
を有したことを特徴とするボロン含有アルミニウム板材の製造方法。 - 前記硼化物粒子は、Al-B合金、Ca-B合金、Si-B合金、Fe-B合金、Mn-B合金およびMo-B合金よりなる群から選択された少なくとも1種類以上を有することを特徴とする請求項1に記載のボロン含有アルミニウム板材の製造方法。
- 前記Al-B合金は、AlB12およびAlB2の少なくともいずれか1つであることを特徴とする請求項2に記載のボロン含有アルミニウム板材の製造方法。
- 前記硼化物粒子は、ボロン含有量が60質量%以上の第1の硼化物粒子とボロン含有量が5質量%以上60質量%未満の第2の硼化物粒子とからなることを特徴とする請求項1に記載のボロン含有アルミニウム板材の製造方法。
- 前記硼化物粒子は、AlB12、CaB6およびSiB6よりなる群から選択された少なくとも1種類以上の第1の硼化物粒子と、FeB、MnB2、Fe2BおよびAlB2よりなる群から選択された少なくとも1種類以上の第2の硼化物粒子と、不可避的不純物粒子と、から成ることを特徴とする請求項4に記載のボロン含有アルミニウム板材の製造方法。
- 前記硼化物粒子に占める前記第1の硼化物粒子の割合が50質量%以上であることを特徴とする請求項4又は5に記載のボロン含有アルミニウム板材の製造方法。
- 前記ボロン含有合金粒子の粒径は、15mm以下(ただし、ゼロは含まない)であることを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記溶融アルミニウム合金は、Al-Si系、Al-Cu系およびAl-Mg系よりなる群から選択された少なくとも1種類以上の鋳造用アルミニウム合金であることを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記切除工程後の鋳ぐるみ板の全厚さ(以下、「鋳ぐるみ板全厚さ」と称す)は5mm以上50mm以下であり、前記底板の厚さは前記鋳ぐるみ板全厚さの1/5~1/3であり、かつ、前記ボロン含有合金粒子層の厚さは前記鋳ぐるみ板全厚さの1/3~3/5であることを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記切除工程後に、面削または鍛造により板厚を調整するための板厚調整加工工程を有したことを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記切除工程後に、さらに薄い板厚の鋳ぐるみ板を得るための圧延加工工程を有したことを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記切除工程後に、所定形状の型材を得るための圧延加工工程を有したことを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
- 前記切除工程後に、所定形状の鍛造材を得るためのプレス加工工程を有したことを特徴とする請求項1~5のいずれか1項に記載のボロン含有アルミニウム板材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13793652.2A EP2859970B1 (en) | 2012-05-24 | 2013-05-13 | Method for manufacturing boron-containing aluminum plate material |
| ES13793652T ES2819223T3 (es) | 2012-05-24 | 2013-05-13 | Método para la fabricación un material de placa de aluminio que contiene boro |
| US14/399,404 US9358607B2 (en) | 2012-05-24 | 2013-05-13 | Method for manufacturing boron-containing aluminum plate material |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012118567 | 2012-05-24 | ||
| JP2012-118567 | 2012-05-24 | ||
| JP2013-010054 | 2013-01-23 | ||
| JP2013010054A JP6067386B2 (ja) | 2012-05-24 | 2013-01-23 | ボロン含有アルミニウム板材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013175988A1 true WO2013175988A1 (ja) | 2013-11-28 |
Family
ID=49623682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/063306 WO2013175988A1 (ja) | 2012-05-24 | 2013-05-13 | ボロン含有アルミニウム板材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9358607B2 (ja) |
| EP (1) | EP2859970B1 (ja) |
| JP (1) | JP6067386B2 (ja) |
| ES (1) | ES2819223T3 (ja) |
| WO (1) | WO2013175988A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3109332A1 (de) * | 2015-06-23 | 2016-12-28 | Airbus Defence and Space GmbH | Metallborid-modifizierter aluminium-basierter werkstoff für die lagerung abgebrannter kernbrennstäbe und herstellung desselben |
| DE102015225370B4 (de) * | 2015-12-16 | 2018-10-11 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines metallischen Hybridbauteils, sowie hiermit hergestelltes metallisches Hybridbauteil |
| CN105903937A (zh) * | 2016-05-12 | 2016-08-31 | 安徽纯启动力机械有限公司 | 一种铝合金压铸件的真空加压浸渗处理工艺 |
| CN113787182A (zh) * | 2021-09-17 | 2021-12-14 | 江西伟创丰电路有限公司 | 一种铝基覆铜板生产用压合成型精加工处理设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1110310A (ja) * | 1997-06-25 | 1999-01-19 | Toyota Central Res & Dev Lab Inc | 金属基複合材料の製造方法 |
| JP3207840B1 (ja) | 2000-07-06 | 2001-09-10 | 三菱重工業株式会社 | アルミニウム合金材およびその製造方法、それを用いたバスケットおよびキャスク |
| JP2003121590A (ja) | 2001-10-09 | 2003-04-23 | Mitsubishi Heavy Ind Ltd | アルミニウム基複合材料およびその製造方法、それを用いた複合体製品 |
| WO2004102586A1 (ja) * | 2003-05-13 | 2004-11-25 | Nippon Light Metal Company, Ltd. | アルミニウム系中性子吸収材及びその製造方法 |
| JP2013010054A (ja) | 2011-06-28 | 2013-01-17 | Iseki & Co Ltd | 籾摺選別機 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3864154A (en) * | 1972-11-09 | 1975-02-04 | Us Army | Ceramic-metal systems by infiltration |
| FR2533943B1 (fr) * | 1982-10-05 | 1987-04-30 | Montupet Fonderies | Procede de fabrication d'alliages composites a base d'aluminium et de bore et son application |
| JP2003191066A (ja) * | 2001-12-25 | 2003-07-08 | Yazaki Corp | 複合材及びその製造方法 |
-
2013
- 2013-01-23 JP JP2013010054A patent/JP6067386B2/ja not_active Expired - Fee Related
- 2013-05-13 ES ES13793652T patent/ES2819223T3/es active Active
- 2013-05-13 US US14/399,404 patent/US9358607B2/en active Active
- 2013-05-13 WO PCT/JP2013/063306 patent/WO2013175988A1/ja active Application Filing
- 2013-05-13 EP EP13793652.2A patent/EP2859970B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1110310A (ja) * | 1997-06-25 | 1999-01-19 | Toyota Central Res & Dev Lab Inc | 金属基複合材料の製造方法 |
| JP3207840B1 (ja) | 2000-07-06 | 2001-09-10 | 三菱重工業株式会社 | アルミニウム合金材およびその製造方法、それを用いたバスケットおよびキャスク |
| JP2003121590A (ja) | 2001-10-09 | 2003-04-23 | Mitsubishi Heavy Ind Ltd | アルミニウム基複合材料およびその製造方法、それを用いた複合体製品 |
| WO2004102586A1 (ja) * | 2003-05-13 | 2004-11-25 | Nippon Light Metal Company, Ltd. | アルミニウム系中性子吸収材及びその製造方法 |
| JP2013010054A (ja) | 2011-06-28 | 2013-01-17 | Iseki & Co Ltd | 籾摺選別機 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2859970A4 (en) | 2016-05-18 |
| JP6067386B2 (ja) | 2017-01-25 |
| US9358607B2 (en) | 2016-06-07 |
| EP2859970B1 (en) | 2020-08-26 |
| EP2859970A1 (en) | 2015-04-15 |
| ES2819223T3 (es) | 2021-04-15 |
| EP2859970A8 (en) | 2015-06-24 |
| US20150151360A1 (en) | 2015-06-04 |
| JP2014000603A (ja) | 2014-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108103345B (zh) | 一种含有微量纳米NbB2颗粒铝合金焊丝线材 | |
| CN102806335B (zh) | 一种碳化硅颗粒增强铝基复合材料及其制备方法 | |
| RU2391177C2 (ru) | Способ модифицирования поверхности отливок | |
| CN104313383B (zh) | 一种闭孔泡沫镁合金复合材料的制备方法 | |
| CN108480615B (zh) | 一种高熵合金粉末及其制备方法和在3d打印中的应用 | |
| CN104903031A (zh) | 多孔铝烧结体 | |
| US20160346841A1 (en) | Method of making a metal matrix composite material | |
| CN107636182A (zh) | 辐射屏蔽组合物及其制备方法 | |
| WO2013175988A1 (ja) | ボロン含有アルミニウム板材の製造方法 | |
| CN100453666C (zh) | 一种Al2O3颗粒增强铝基复合材料的无压浸渗制备方法 | |
| CN1042495A (zh) | 用于形成金属基质复合体的悬浮方法 | |
| CN101850479A (zh) | 快速焊接修复大型球墨铸铁件缺陷的焊接材料及修复方法 | |
| CN1042494A (zh) | 新型金属基质复合体的热成型方法及其由此生产的产品 | |
| US20210062315A1 (en) | Preparation method of a lithium-containing magnesium/aluminum matrix composite | |
| CN101508018A (zh) | 一种通过多包合浇抑制大型钢锭偏析的方法 | |
| CN110438373B (zh) | 一种镁基复合材料的制备方法 | |
| CN114985764B (zh) | 一种陶瓷-金属复合材料增材制造方法 | |
| JP5829997B2 (ja) | ボロン含有アルミニウム材およびその製造方法 | |
| ITTO20130531A1 (it) | Metodo per la fabbricazione di compositi a matrice di alluminio tramite infiltrazione senza pressione | |
| US20090104470A1 (en) | Production method for metal matrix composite material | |
| US7854887B2 (en) | Production method for metal matrix composite material | |
| JP2005163145A (ja) | 複合化鋳物、鋳包み用鉄基多孔質体およびそれらの製造方法 | |
| RU2514250C1 (ru) | Способ получения композиционных отливок методом литья по газифицируемым моделям | |
| JP2007204808A (ja) | 金属マトリックス複合体の形成方法 | |
| CN115637346B (zh) | 一种Al/SiC复合材料及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13793652 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013793652 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14399404 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |