WO2013137454A1 - 熱間プレス成形品およびその製造方法 - Google Patents
熱間プレス成形品およびその製造方法 Download PDFInfo
- Publication number
- WO2013137454A1 WO2013137454A1 PCT/JP2013/057469 JP2013057469W WO2013137454A1 WO 2013137454 A1 WO2013137454 A1 WO 2013137454A1 JP 2013057469 W JP2013057469 W JP 2013057469W WO 2013137454 A1 WO2013137454 A1 WO 2013137454A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- region
- area
- less
- molding
- hot press
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/007—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of special steel or specially treated steel, e.g. stainless steel or locally surface hardened steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
Definitions
- the present invention relates to a hot press-formed product used for a structural member of an automobile part and capable of adjusting strength and ductility in accordance with different regions in the molded product, and a manufacturing method thereof.
- a hot press-molded product capable of obtaining strength and ductility corresponding to different regions by applying heat treatment simultaneously with the shape formation, and such a hot press-molded product It relates to a useful method for manufacturing.
- the steel sheet is heated to a predetermined temperature (for example, a temperature at which it becomes an austenite phase) to reduce the strength (that is, to facilitate forming), and then at a lower temperature than the thin steel sheet (
- a predetermined temperature for example, a temperature at which it becomes an austenite phase
- a hot press molding method that secures the strength after molding by forming a mold with a room temperature mold and performing a quenching heat treatment (quenching) using the temperature difference between the two at the same time as giving the shape. It has been adopted.
- Such a hot press forming method since the material is formed in a low strength state, the spring back is also small (the shape freezing property is good), and a material with good hardenability to which alloy elements such as Mn and B are added is used. By doing so, a strength of 1500 MPa class is obtained as a tensile strength by rapid cooling.
- a hot press forming method is called by various names such as a hot forming method, a hot stamping method, a hot stamp method, and a die quench method in addition to the hot press method.
- FIG. 1 is a schematic explanatory view showing a mold configuration for carrying out the above hot press molding (hereinafter may be represented by “hot stamp”).
- 3 is a blank holder
- 4 is a steel plate (blank)
- BHF is a crease pressing force
- rp is a punch shoulder radius
- rd is a die shoulder radius
- CL is a punch / die clearance.
- the punch 1 and the die 2 have passages 1a and 2a through which a cooling medium (for example, water) can pass, and the cooling medium is allowed to pass through the passages.
- a cooling medium for example, water
- a steel sheet for hot stamping As a steel sheet for hot stamping that is currently widely used, a steel sheet made of 22MnB5 steel is known. This steel sheet has a tensile strength of 1500 MPa and an elongation of about 6 to 8%, and is applied to an impact resistant member (a member that is not deformed as much as possible at the time of collision and does not break).
- an impact resistant member a member that is not deformed as much as possible at the time of collision and does not break.
- the development of increasing the C content and further increasing the strength (1500 MPa or higher, 1800 MPa class) based on 22MnB5 steel is also in progress.
- Non-Patent Document 1 proposes a method of hot stamping 22MnB5 steel for hot stamping and a material that does not become high strength even when quenched with a mold and laser welding (tailored weld blank: TWB).
- the tensile strength is 1500 MPa (elongation 6-8%) on the high strength side (impact resistant site side), and the tensile strength is 440 MPa (elongation 12%) on the low strength side (energy absorption site side).
- a technique such as Non-Patent Document 2 has also been proposed.
- the tensile strength is 600 MPa or less and the elongation is about 12 to 18% on the energy absorption site side, but it is necessary to perform laser welding (tailored weld blank: TWB) in advance, As the number increases, the cost increases. Moreover, the energy absorption site
- Non-Patent Documents 3 and 4 have also been proposed as techniques for creating different strengths within the parts.
- the technique of this Non-Patent Document 3 is to make a difference by giving a temperature difference (distribution) to a blank in a heating furnace, but it is based on 22MnB5 steel.
- the robustness of the strength after quenching is poor with respect to the heating of the temperature, it is difficult to control the strength on the energy absorption site side, and the elongation is only about 15%.
- Non-Patent Document 4 the process is performed by changing the cooling rate within the mold (a part of the mold is heated by a heater or a material having a different thermal conductivity is used).
- 22MnB5 steel which is not rational in terms of controlling the 22MnB5 steel with good hardenability so as not to be quenched (die cooling control).
- the present invention has been made in view of the above circumstances, and the object thereof is to have an area corresponding to an impact resistant part and an energy absorbing part in a single molded article without applying a welding method, It is an object of the present invention to provide a hot press-formed product that can achieve a high balance between high strength and elongation depending on the region, and a useful method for producing such a hot press-formed product.
- the hot press-formed product of the present invention that has achieved the above object is a hot press-formed product obtained by forming a thin steel plate by a hot press forming method, and is martensite: 80 to 97 area%, retained austenite.
- the chemical component composition is not limited.
- the first molding region and the second molding region have the same chemical component composition
- the steel in each molding region has C: 0. 1 to 0.3% (meaning mass%, hereinafter the same for chemical composition)
- P: 0.05% or less 0% S: 0.05% or less (not including 0%)
- N 0.001 to 0.01%
- the steel may further contain other elements: (a) B: 0.01% or less (excluding 0%) and Ti: 0.1% or less (0% not included), (b) one or more selected from the group consisting of Cu, Ni, Cr and Mo: 1% or less in total (not including 0%), (c) V and / or Nb : It is also useful to contain a total of 0.1% or less (excluding 0%) and the like, and the characteristics of the hot press-formed product are further improved depending on the type of element contained.
- the method of the present invention is a method for producing a hot press-formed product as described above by dividing a thin steel plate into a plurality of regions including at least first and second, wherein the thin steel plate includes martensite.
- a first heat treatment in which the first forming region is heated to a temperature not lower than the Ac 3 transformation point and not higher than 1000 ° C. using a site or bainite having a metal structure of 80 area% or higher, and a second forming region as Ac.
- the thin steel sheet is subjected to a heating step in which a plurality of heat treatments including a second heat treatment to be heated to a temperature not lower than 1 transformation point and not higher than (Ac 1 transformation point ⁇ 0.2 + Ac 3 transformation point ⁇ 0.8).
- At least the first molding region and the second molding region are both pressed with a mold to start cooling and molding at an average cooling rate of 20 ° C./second or more, and start martensitic transformation. Temperature It includes the features in that exit the mold at 50 ° C. temperature lower.
- the method of the present invention is a method for producing a hot press-formed product as described above by dividing a thin steel plate into a plurality of regions including at least the first and second regions.
- there is a gist in that both pressing with a mold starts cooling and forming at an average cooling rate of 20 ° C./second or more, and finishes forming at a temperature lower by 50 ° C. than the martensite transformation start temperature.
- the metal structure of each region can be adjusted while the appropriate amount of retained austenite is present. It is possible to realize a hot press-formed product having a higher ductility (residual ductility) inherent in the molded product than when using conventional 22MnB5 steel, and the heat treatment conditions and the structure (initial structure) of the steel sheet before forming. By combining these, strength and elongation can be appropriately controlled according to each region.
- the inventors of the present invention after heating a thin steel plate to a predetermined temperature, when producing a molded product by hot press forming, after forming, good strength is ensured according to the required characteristics of each different region In order to realize a hot press-formed product that also exhibits ductility (elongation), examination was performed from various angles.
- the reason for setting the range of the structure (basic structure) in each forming region of the hot press-formed product of the present invention is as follows.
- the area fraction of martensite needs to be 80 area% or more. However, when this fraction exceeds 97 area%, the fraction of retained austenite becomes insufficient and ductility (residual ductility) decreases.
- a preferred lower limit of the martensite fraction is 83 area% or more (more preferably 85 area% or more), and a preferred upper limit is 95 area% or less (more preferably 93 area% or less).
- Residual austenite has the effect of increasing the work hardening rate (transformation-induced plasticity) and improving the ductility of the molded product by transforming into martensite during plastic deformation.
- the fraction of retained austenite needs to be 3 area% or more.
- the ductility the higher the retained austenite fraction, the better.
- the retained austenite that can be secured is limited, and the upper limit is about 20 area%.
- the preferable lower limit of retained austenite is 5 area% or more (more preferably 7 area% or more).
- ferrite, pearlite, bainite and the like may be included as the remaining structure.
- these structures are softer than martensite and contribute less to the strength than other structures, and are preferably as small as possible. However, up to 5 area% is acceptable.
- the remaining structure is more preferably 3 area% or less, and still more preferably 0 area%.
- a portion having a strength (tensile strength TS) of 1470 MPa or more and an elongation (total elongation EL) of 10% or more (for example, an impact resistant part of an automobile part) ) can be formed.
- the main structure of the second molding region is fine and annealed martensite or annealed bainite having a low dislocation density, and while maintaining a predetermined strength,
- the ductility (elongation) of the press-formed product can be increased.
- the area fraction of annealed martensite or annealed bainite is preferably 30 area% or more. However, when this fraction exceeds 97 area%, the fraction of retained austenite becomes insufficient and ductility (residual ductility) decreases.
- the more preferable lower limit of the fraction of annealed martensite or annealed bainite is 40 area% or more (more preferably 50 area% or more), and the more preferable upper limit is less than 90 area% (more preferably less than 80 area%). is there.
- As-quenched martensite is a structure with poor ductility, and if it is present in a large amount, the strength becomes too high and the elongation deteriorates. However, since it is a very effective tissue for increasing strength, the presence of an appropriate amount is acceptable. From such a viewpoint, it is preferable that the fraction of martensite as quenched is 67 area% or less. A more preferable upper limit of the martensite fraction as-quenched is 60 area% or less (more preferably 50 area% or less).
- the fraction of retained austenite is made 3 area% or more and 20 area% or less.
- the preferable lower limit of retained austenite is also the same.
- ferrite, pearlite, bainite and the like may be included as the remaining structure, but these structures have a lower contribution to strength and ductility than other structures, and it is preferable that they are not basically contained ( It may be 0 area%). However, up to 20 area% is acceptable.
- the remaining structure is more preferably 10 area% or less, and still more preferably 5 area% or less.
- a portion having a strength (tensile strength TS) of 980 MPa or more and an elongation (total elongation EL) of 15% or more (for example, an energy absorbing portion of an automobile part) ) can be formed.
- the molded product of the present invention has at least a first molding region and a second molding region, but is not necessarily limited to two molding regions, and may have a third or fourth molding region. Good. In forming such a molding region, it is possible to make it according to the manufacturing method described later.
- a thin steel plate (chemical component composition is the same as that of the formed product) is divided into a plurality of regions including at least a first and a second, and the first forming region is converted into an Ac 3 transformation.
- the first heat treatment for heating to a temperature of not less than 1000 ° C.
- the second forming region is not less than the Ac 1 transformation point and is (Ac 1 transformation point ⁇ 0.2 + Ac 3 transformation point ⁇ 0.8)
- a process of performing a plurality of heat treatments including a second heat treatment to be heated to a corresponding temperature or less, at least for the first forming region and the second forming region, Both of them are pressed in a mold to start cooling and forming at an average cooling rate of 20 ° C./second or more, and the temperature is 50 ° C. lower than the martensite transformation start temperature (hereinafter referred to as “Ms point ⁇ 50 ° C.”). Finish) at the following temperature If may.
- Ms point ⁇ 50 ° C. martensite transformation start temperature
- finishing the molding basically means a state where the bottom dead center of the molding (when the tip of the punch is at the uppermost position: the state shown in FIG. 1) has been reached.
- the heating region of the steel sheet is divided into at least two regions (for example, a high-strength side region and a low-strength side region), and the manufacturing conditions are controlled in accordance with each region, whereby the strength corresponding to each region.
- -A molded product exhibiting a ductile balance can be obtained.
- Manufacturing conditions for forming each region will be described. In carrying out this manufacturing method, it is necessary to form regions with different heating temperatures with a single steel plate, but by using an existing heating furnace (for example, a far-infrared furnace, electric furnace + shield), It is possible to control the temperature boundary portion while keeping it at 50 mm or less.
- an existing heating furnace for example, a far-infrared furnace, electric furnace + shield
- the heating temperature of the thin steel plate exceeds 1000 ° C.
- the grain size of austenite increases during heating, the martensite transformation start temperature (Ms point) and the martensite transformation end temperature (Mf point) rise, and remain during quenching. Austenite cannot be secured and good moldability cannot be achieved.
- the heating temperature is preferably (Ac 3 transformation point + 50 ° C.) or more and 950 ° C. or less.
- first steel plate region an average cooling rate of 20 ° C./second or more is secured in the mold.
- the average cooling rate during molding is 20 ° C./second or more, and the molding end temperature is (Ms point ⁇ 50 ° C.) or less.
- the average cooling rate during molding is preferably 30 ° C./second or more (more preferably 40 ° C./second or more).
- the forming end temperature in the first steel plate region may be finished while cooling to room temperature at the above average cooling rate, but is not higher than (Ms point ⁇ 50 ° C.) (preferably up to Ms point ⁇ 50 ° C.). ) After cooling, cooling to 200 ° C. or less may be performed at an average cooling rate of 20 ° C./second or less (two-stage cooling). The amount of retained austenite can be increased by adding such a cooling step and concentrating carbon in martensite to untransformed austenite. When performing such two-stage cooling, the average cooling rate during the second stage cooling is preferably 10 ° C./second or less (more preferably 5 ° C./second or less).
- second steel plate region a steel plate region corresponding to the second forming region of the formed product (this region may be referred to as “second steel plate region”)
- martensite and bainite contained in the thin steel plate are annealed (annealing).
- the heating temperature needs to be controlled within a predetermined range. By appropriately controlling this heating temperature (second heat treatment), in the subsequent cooling process, it is transformed into retained austenite or martensite and can be formed into a desired structure with the final hot press-formed product. it can.
- the heating temperature of the second steel sheet region is lower than the Ac 1 transformation point, a sufficient amount of austenite cannot be obtained during heating, and a predetermined amount of retained austenite cannot be secured in the final structure (structure of the molded product).
- the heating temperature of the second steel sheet region exceeds (Ac 1 transformation point ⁇ 0.2 + Ac 3 transformation point ⁇ 0.8)
- the transformation amount to austenite increases too much during heating, resulting in a final structure (formed product).
- a predetermined amount of annealed martensite and annealed bainite cannot be secured.
- the heating temperature is preferably (Ac 1 transformation point + 50 ° C.) or more and not more than a temperature corresponding to (Ac 1 transformation point ⁇ 0.3 + Ac 3 transformation point ⁇ 0.7).
- the average cooling rate during forming and the forming end temperature in the second steel plate region Need to be controlled appropriately. From such a viewpoint, it is preferable that the average cooling rate during molding is 20 ° C./second or more, and the molding end temperature is 200 ° C. or less.
- the average cooling rate during molding is preferably 30 ° C./second or more (more preferably 40 ° C./second or more).
- the molding end temperature may be completed while cooling to room temperature at the above average cooling rate, but the molding may be terminated after cooling to (Ms point ⁇ 50 ° C.) or less.
- a thin steel plate (cold-rolled steel plate) in which martensite or bainite is 80% by area or more as the steel plate structure used in the manufacturing. That is, in order to secure an appropriate amount of annealed martensite and annealed bainite that have a large contribution to ductility in the subsequent heating process (heating, hot press forming and cooling), the martensite or bainite fraction must be It is preferable to use a thin steel plate of 80 area% or more.
- this fraction is less than 80% by area, annealing in the structure of the molded product will not be able to secure an appropriate amount of martensite or annealed bainite, but also increase the fraction of other structures (for example, ferrite) and balance between strength and ductility. Will be reduced.
- the lower limit of this fraction is more preferably 90 area% or more (more preferably 95 area% or more). Even if a thin steel plate having such a structure is used, the first region is not affected.
- Control of the average cooling rate during molding can be achieved by means such as (a) controlling the temperature of the molding die (cooling medium shown in FIG. 1), (b) controlling the thermal conductivity of the die. . Further, in the method of the present invention, the cooling conditions during molding differ depending on each steel plate region, but the control means such as (a) and (b) above are separately formed in a single mold. The cooling control corresponding to each steel plate region may be performed in a single mold.
- a simple shape hot press-formed product as shown in FIG. 1 is manufactured (direct method) as well as a relatively complicated shape.
- the present invention can also be applied to manufacturing products.
- a method of performing cold press forming in a pre-process of hot press forming (this method is called “indirect method”) can be employed.
- This method is a method in which a portion that is difficult to be molded is preliminarily molded to an approximate shape by cold working, and the other portions are hot press molded. If such a method is adopted, for example, when a part having three uneven portions (peaks) of a molded product is formed, the two parts are formed by cold press molding, and then the third part is formed. Will be hot pressed.
- the present invention is made assuming a hot press-formed product made of a high-strength steel plate, and its steel type may be of a normal chemical composition as a high-strength steel plate, but C, Si, About Mn, P, S, Al, and N, it is good to adjust to an appropriate range. From such a viewpoint, the preferable ranges of these chemical components and the reasons for limiting the ranges are as follows.
- C 0.1-0.3%) C is an important element in securing retained austenite.
- the austenite is concentrated to form residual austenite after quenching. Further, it is an important element also in increasing the amount of martensite and controlling the strength of martensite (first molding region).
- the C content is less than 0.1%, a predetermined retained austenite amount cannot be secured, and good ductility cannot be obtained. In addition, the strength of martensite is insufficient. On the other hand, if the C content is excessive and exceeds 0.3%, the strength becomes too high.
- a more preferable lower limit of the C content is 0.15% or more (more preferably 0.20% or more), and a more preferable upper limit is 0.27% or less (more preferably 0.25% or less).
- Si 0.5-3%)
- Si suppresses the formation of austenite after heating to a single-phase region temperature above the Ac 3 transformation point or formation of cementite, or after heating to a two-phase region temperature (Ac 1 transformation point to Ac 3 transformation point). This suppresses the decomposition of austenite into cementite and ferrite and increases and forms retained austenite during quenching.
- the solid solution strengthening also exerts the effect of increasing the strength without significantly degrading the ductility. If the Si content is less than 0.5%, a predetermined retained austenite amount cannot be secured, and good ductility cannot be obtained.
- the more preferable lower limit of the Si content is 1.15% or more (more preferably 1.20% or more), and the more preferable upper limit is 2.7% or less (more preferably 2.5% or less).
- Mn is an element that stabilizes austenite and contributes to an increase in retained austenite. Moreover, it is an element effective in improving hardenability, suppressing the formation of ferrite, pearlite, and bainite during cooling after heating, and ensuring retained austenite. In order to exhibit such an effect, it is preferable to contain 0.5% or more of Mn. Considering only the characteristics, it is preferable that the Mn content is large, but it is preferable to set the content to 2% or less because the cost of alloy addition increases. Further, since the strength of austenite is significantly improved, the hot rolling load becomes large and the production of the steel sheet becomes difficult. Therefore, it is not preferable to contain more than 2% from the viewpoint of productivity. A more preferable lower limit of the Mn content is 0.7% or more (more preferably 0.9% or more), and a more preferable upper limit is 1.8% or less (more preferably 1.6% or less).
- P 0.05% or less (excluding 0%)
- P is an element inevitably contained in the steel, but it deteriorates ductility, so it is preferable to reduce P as much as possible.
- extreme reduction leads to an increase in steelmaking cost, and since it is difficult to make it 0%, it is preferable to make it 0.05% or less (not including 0%).
- a more preferable upper limit of the P content is 0.045% or less (more preferably 0.040% or less).
- S 0.05% or less (excluding 0%)
- S is an element inevitably contained in steel, and deteriorates ductility. Therefore, S is preferably reduced as much as possible.
- extreme reduction leads to an increase in steelmaking cost, and since it is difficult to make it 0%, it is preferable to make it 0.05% or less (not including 0%).
- a more preferable upper limit of the S content is 0.045% or less (more preferably 0.040% or less).
- Al 0.01-0.1%
- Al is useful as a deoxidizing element, and also fixes solid solution N present in steel as AlN, which is useful for improving ductility.
- the Al content is preferably 0.01% or more.
- a more preferable lower limit of the Al content is 0.013% or more (more preferably 0.015% or more), and a more preferable upper limit is 0.08% or less (more preferably 0.06% or less).
- N (N: 0.001 to 0.01%) N is an element inevitably mixed in, and is preferably reduced. However, since there is a limit to reducing it in the actual process, 0.001% was set as the lower limit. If the N content is excessive, the ductility deteriorates due to strain aging, or when B is added, it precipitates as BN and lowers the effect of improving hardenability by solute B, so the upper limit is 0.01. %. The upper limit with more preferable N content is 0.008% or less (more preferably 0.006% or less).
- substantially iron means a trace component that does not inhibit the properties of the steel material of the present invention other than iron (for example, Mg, Ca, Sr, Ba, REM such as La, and Zr, Hf). , Ta, W, Mo and other carbide-forming elements) are acceptable, and inevitable impurities other than P, S, N (for example, O, H, etc.) can also be included.
- B is an element that prevents formation of cementite during cooling after heating and contributes to securing retained austenite.
- B is preferably contained in an amount of 0.0001% or more, but the effect is saturated even if it is contained in excess of 0.01%.
- a more preferable lower limit of the B content is 0.0002% or more (more preferably 0.0005% or more), and a more preferable upper limit is 0.008% or less (more preferably 0.005% or less).
- Ti fixes N and causes B to be maintained in a solid solution state, thereby improving the hardenability.
- the Ti content is excessive and exceeds 0.1%, a large amount of TiC is formed, The strength increases by precipitation strengthening, but the ductility deteriorates.
- a more preferable lower limit of the Ti content is 0.05% or more (more preferably 0.06% or more), and a more preferable upper limit is 0.09% or less (more preferably 0.08% or less).
- Cu, Ni, Cr and Mo prevent the formation of cementite during cooling after heating and effectively act to secure retained austenite.
- the content is large, but since the cost of alloy addition increases, the total content is preferably 1% or less.
- strength of austenite significantly since the load of hot rolling becomes large and manufacture of a steel plate becomes difficult, it is preferable to set it as 1% or less also from a viewpoint of productivity.
- the more preferable lower limit of the content of these elements is 0.05% or more (more preferably 0.06% or more) in total, and the more preferable upper limit is 0.9% or less (more preferably 0.8% or less) in total. ).
- V and Nb 0.1% or less in total (excluding 0%)
- V and Nb have the effect of forming fine carbides and making the structure fine by the pinning effect. In order to exhibit such an effect, it is preferable to contain 0.001% or more in total. However, if the content of these elements is excessive, coarse carbides are formed and the ductility is deteriorated by becoming the starting point of destruction, so the total content is preferably 0.1% or less.
- the more preferable lower limit of the content of these elements is 0.005% or more (more preferably 0.008% or more) in total, and the more preferable upper limit is 0.08% or less (more preferably 0.06% or less) in total. ).
- the press forming conditions heat forming conditions (heating temperature and cooling rate according to each steel plate region)
- characteristics such as strength and elongation for each forming region in the molded product
- a hot-pressed product with high ductility residual ductility
- conventional hot-pressed products for example, members that require both impact resistance and suppression of energy absorption.
- the molded product obtained by the present invention has a larger residual ductility than a molded product whose structure is adjusted by performing normal annealing after cold press molding.
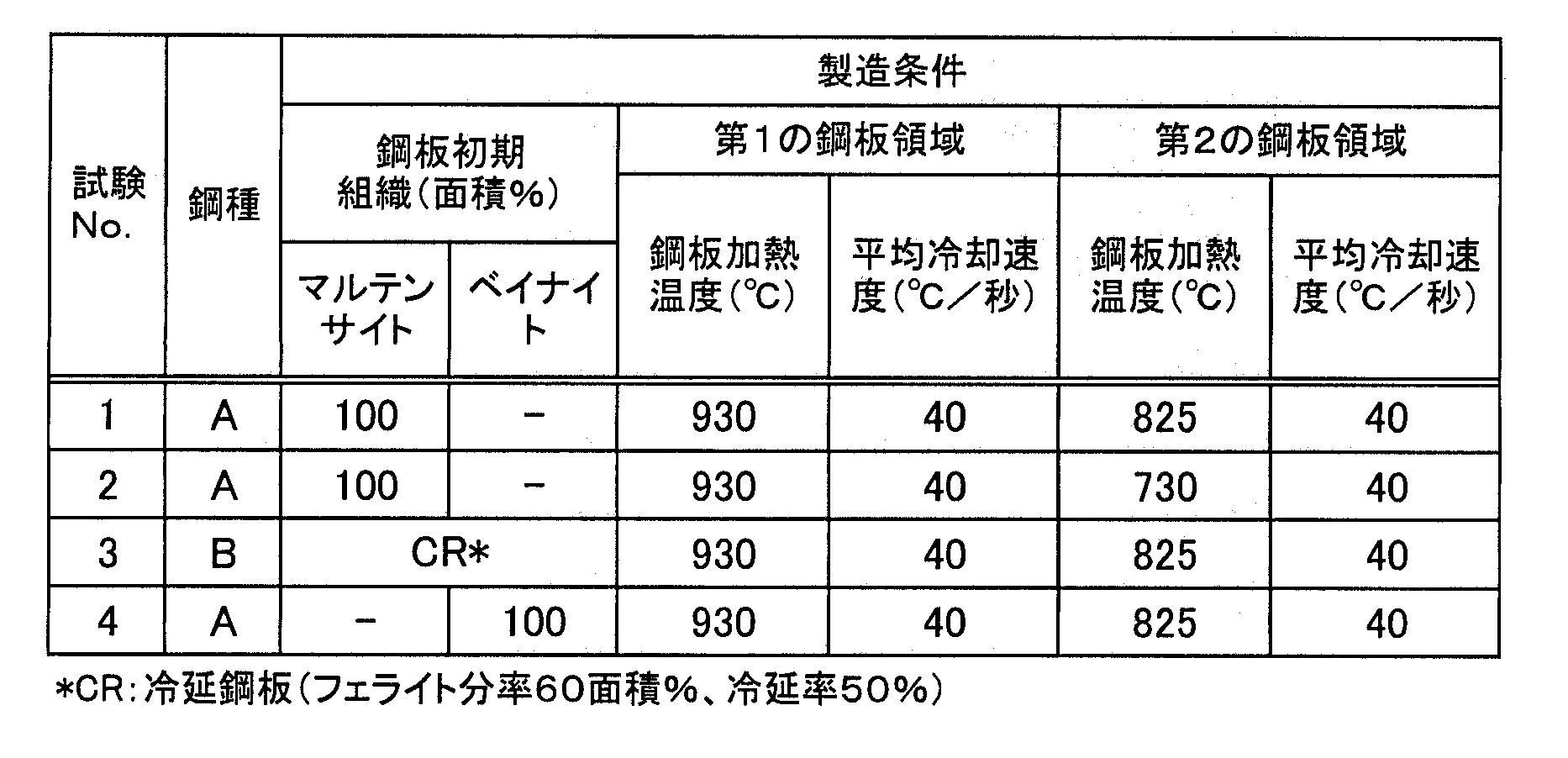
- a steel material having the chemical composition shown in Table 1 below was vacuum-melted to obtain a slab for experiment, then hot rolled, and then cooled and wound up. Furthermore, it cold-rolled and made it the thin steel plate.
- the Ac 1 transformation point, Ac 3 transformation point, and Ms point in Table 1 were determined using the following formulas (1) to (3) (for example, “Leslie Steel Material Gakuzen Maruzen (1985)).
- Table 1 also shows the calculated value (hereinafter referred to as “A value”) of (Ac 1 transformation point ⁇ 0.2 + Ac 3 transformation point ⁇ 0.8).
- the obtained steel sheet was subjected to forming / cooling treatment by changing the heating temperature in each steel sheet region.
- press molding was performed using a HAT (hat channel) -shaped bending mold shown in FIG.
- the heating temperature and average cooling rate in each steel plate region are shown in the following Table 2 (the forming end temperature (mold release temperature) is 200 ° C. in all regions).
- the steel plate size at the time of forming and cooling was 220 mm ⁇ 500 mm (plate thickness: 1.4 mm) (the area ratio of the first steel plate region and the second steel plate region was 1: 1).
- the shape of the molded press-molded product is shown in FIG. 3 [FIG. 3 (a) is a perspective view and FIG. 3 (b) is a cross-sectional view].
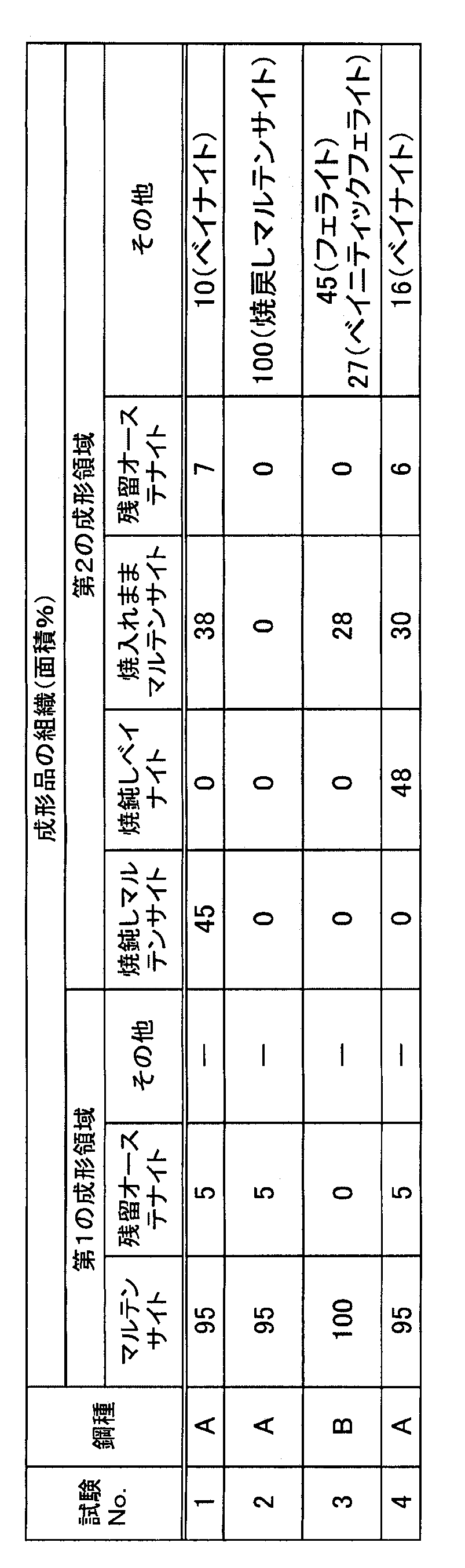
- Test No. Examples Nos. 1 and 4 are examples that satisfy the requirements defined in the present invention, and it can be seen that a molded article in which the strength-ductility balance in each molding region is achieved with high performance is obtained.
- test no. Examples 2 and 3 are comparative examples that do not satisfy any of the requirements defined in the present invention, and any of the characteristics is deteriorated. That is, test no. In the case of No. 2, since heating was performed below the Ac 1 transformation point in the molding region 2, it had a 100% tempered martensite structure, martensite was not formed as it was quenched, and the strength was not ensured.
- Test No. No. 3 is a conventional 22MnB5 equivalent steel (steel type B in Table 1). Although high strength is obtained, retained austenite is not ensured and only low elongation (EL) is obtained. It is not done.
- the hot press-formed product of the present invention includes a first forming region showing a metal structure containing martensite: 80 to 97 area%, retained austenite: 3 to 20 area%, and the remaining structure being 5 area% or less. And a second forming region showing a metal structure composed of annealed martensite or annealed bainite: 30 to 97 area%, as-quenched martensite: 0 to 67 area%, and retained austenite: 3 to 20 area%.
- the single molded article has regions corresponding to the impact resistant region and the energy absorbing region, and the balance between high strength and elongation can be achieved at a high level according to each region.
Abstract
Description
第1の成形領域の主要組織を、高強度のマルテンサイトにすることで、熱間プレス成形品における特定領域の高強度を確保することができる。こうした観点から、マルテンサイトの面積分率は、80面積%以上とする必要がある。しかしながら、この分率が97面積%を超えると、残留オーステナイトの分率が不足し、延性(残存延性)が低下する。マルテンサイト分率の好ましい下限は83面積%以上(より好ましくは85面積%以上)であり、好ましい上限は95面積%以下(より好ましくは93面積%以下)である。
第2の成形領域の主要組織を、微細で且つ転位密度の低い焼鈍しマルテンサイトまたは焼鈍しベイナイトにすることで、所定の強度を確保しつつ、熱間プレス成形品の延性(伸び)を高めることができる。こうした観点から、焼鈍しマルテンサイトまたは焼鈍しベイナイトの面積分率は、30面積%以上とすることが好ましい。しかしながら、この分率が97面積%を超えると、残留オーステナイトの分率が不足し、延性(残存延性)が低下する。焼鈍しマルテンサイトまたは焼鈍しベイナイトの分率のより好ましい下限は40面積%以上(更に好ましくは50面積%以上)であり、より好ましい上限は90面積%未満(更に好ましくは80面積%未満)である。
熱間プレス成形品の組織を適切に調整するためには、加熱温度は所定の範囲に制御する必要がある。この加熱温度を適切に制御することによって(第1の加熱処理)、その後の冷却過程で、所定量の残留オーステナイトを確保しつつ、第1の成形領域をマルテンサイト主体とする組織に変態させ、最終的な熱間プレス成形品で所望の組織に作り込むことができる。薄鋼板の加熱温度がAc3変態点未満であると、加熱時に十分な量のオーステナイトが得られず、最終組織(成形品の組織)で所定量の残留オーステナイトを確保できない。また、薄鋼板の加熱温度が1000℃を超えると、加熱時にオーステナイトの粒径が大きくなり、マルテンサイト変態開始温度(Ms点)およびマルテンサイト変態終了温度(Mf点)が上昇し、焼入れ時に残留オーステナイトを確保できず、良好な成形性が達成されない。加熱温度は好ましくは(Ac3変態点+50℃)以上、950℃以下である。
一方、成形品の第2の成型領域に相当する鋼板領域(この領域を「第2の鋼板領域」と呼ぶことがある)においては、薄鋼板中に含まれるマルテンサイトやベイナイトを焼きなまし(焼鈍)しつつ、部分的に変態させるために、加熱温度は所定の範囲に制御する必要がある。この加熱温度を適切に制御することによって(第2の加熱処理)、その後の冷却過程で、残留オーステナイト若しくはマルテンサイトに変態させ、最終的な熱間プレス成形品で所望の組織に作り込むことができる。第2の鋼板領域の加熱温度がAc1変態点未満であると、加熱時に十分な量のオーステナイトが得られず、最終組織(成形品の組織)で所定量の残留オーステナイトを確保できない。また、第2の鋼板領域の加熱温度が(Ac1変態点×0.2+Ac3変態点×0.8)を超えると、加熱時にオーステナイトへの変態量が増加し過ぎて、最終組織(成形品の組織)で所定量の焼鈍しマルテンサイトや焼鈍しベイナイトを確保できない。加熱温度は好ましくは、(Ac1変態点+50℃)以上、(Ac1変態点×0.3+Ac3変態点×0.7)に相当する温度以下である。
Cは、残留オーステナイトを確保する上で重要な元素である。(Ac1変態点~Ac3変態点)の二相域温度またはAc3変態点以上の単相域温度の加熱時に、オーステナイトに濃化することで、焼入れ後に残留オーステナイトを形成させる。また、マルテンサイト量の増加や、マルテンサイトの強度を支配する上でも(第1の成形領域)重要な元素である。C含有量が0.1%未満では、所定の残留オーステナイト量が確保できず、良好な延性が得られない。またマルテンサイトの強度が不足することにもなる。一方、C含有量が過剰になって0.3%を超えると、強度が高くなり過ぎることになる。C含有量のより好ましい下限は0.15%以上(更に好ましくは0.20%以上)であり、より好ましい上限は0.27%以下(更に好ましくは0.25%以下)である。
Siは、Ac3変態点以上の単相域温度に加熱後のオーステナイトがセメンタイトに形成されることを抑制し、或は(Ac1変態点~Ac3変態点)の二相域温度に加熱後のオーステナイトがセメンタイトとフェライトに分解することを抑制し、焼入れ時に残留オーステナイトを増加・形成させる作用を発揮する。また、固溶強化によって、延性をあまり劣化させずに強度を高める作用も発揮する。Si含有量が0.5%未満では、所定の残留オーステナイト量が確保できず、良好な延性が得られない。またSi含有量が過剰になって3%を超えると、固溶強化量が大きくなり過ぎ、延性が大幅に劣化することになる。Si含有量のより好ましい下限は1.15%以上(更に好ましくは1.20%以上)であり、より好ましい上限は2.7%以下(更に好ましくは2.5%以下)である。
Mnは、オーステナイトを安定化させる元素であり、残留オーステナイトの増加に寄与する。また、焼入れ性を高め、加熱後の冷却中にフェライト、パーライト、ベイナイトの形成を抑制し、残留オーステナイトを確保する上でも有効な元素である。こうした効果を発揮させるためには、Mnは0.5%以上含有させることが好ましい。特性だけを考慮した場合は、Mn含有量は多い方が好ましいが、合金添加のコストが上昇することから、2%以下とすることが好ましい。また、オーステナイトの強度を大幅に向上させるため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、生産性の上からも、2%を超えて含有させることは好ましくない。Mn含有量のより好ましい下限は0.7%以上(更に好ましくは0.9%以上)であり、より好ましい上限は1.8%以下(更に好ましくは1.6%以下)である。
Pは、鋼中に不可避的に含まれる元素であるが延性を劣化させるので、Pは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。P含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
SもPと同様に鋼中に不可避的に含まれる元素であり、延性を劣化させるので、Sは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、0.05%以下(0%を含まない)とすることが好ましい。S含有量のより好ましい上限は0.045%以下(更に好ましくは0.040%以下)である。
Alは、脱酸元素として有用であると共に、鋼中に存在する固溶NをAlNとして固定し、延性の向上に有用である。こうした効果を有効に発揮させるためには、Al含有量は0.01%以上とすることが好ましい。しかしながら、Al含有量が過剰になって0.1%を超えると、Al2O3が過剰に生成し、延性を劣化させる。尚、Al含有量のより好ましい下限は0.013%以上(更に好ましくは0.015%以上)であり、より好ましい上限は0.08%以下(更に好ましくは0.06%以下)である。
Nは、不可避的に混入する元素であり、低減することが好ましいが、実プロセスの中で低減するには限界があるため、0.001%を下限とした。また、N含有量が過剰になると、歪み時効により延性が劣化したり、Bを添加している場合はBNとして析出し、固溶Bによる焼入れ性改善効果を低下させるため、上限を0.01%とした。N含有量のより好ましい上限は0.008%以下(更に好ましくは0.006%以下)である。
Bは、加熱後の冷却中に、セメンタイトの形成を防止し、残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Bは0.0001%以上含有させることが好ましいが、0.01%を超えて過剰に含有させても効果が飽和する。B含有量のより好ましい下限は0.0002%以上(更に好ましくは0.0005%以上)であり、より好ましい上限は0.008%以下(更に好ましくは0.005%以下)である。
Cu,Ni,CrおよびMoは、加熱後の冷却中に、セメンタイトの形成を防止し、残留オーステナイトの確保に有効に作用する。こうした効果を発揮させるためには、合計で0.01%以上含有させることが好ましい。特性だけを考慮すると含有量は多いほうが好ましいが、合金添加のコストが上昇することから、合計で1%以下とすることが好ましい。また、オーステナイトの強度を大幅に高める作用を有するため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、製造性の観点からも1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は合計で0.9%以下(更に好ましくは0.8%以下)である。
VおよびNbは、微細な炭化物を形成し、ピン止め効果により組織を微細にする効果がある。こうした効果を発揮させるためには、合計で0.001%以上含有させることが好ましい。しかしながら、これらの元素の含有量が過剰になると、粗大な炭化物が形成され、破壊の起点になることで逆に延性を劣化させるので、合計で0.1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.005%以上(更に好ましくは0.008%以上)であり、より好ましい上限は合計で0.08%以下(更に好ましくは0.06%以下)である。
Ac3変態点(℃)=910-203×[C]1/2+44.7×[Si]-30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]-11×[Cr]+31.5×[Mo]-20×[Cu]-15.2×[Ni] …(2)
Ms点(℃)=550-361×[C]-39×[Mn]-10×[Cu]-17×[Ni]-20×[Cr]-5×[Mo]+30×[Al] …(3)
但し、[C],[Si],[Mn],[P],[Al],[Ti],[V],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,P,Al,Ti,V,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(1)式~(3)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。

JIS5号試験片を用いて引張試験を行い、引張強度(TS)、伸び(EL)を測定した。このとき、引張試験の歪速度:10mm/秒とした。本発明では、(a)第1の鋼板領域において、引張強度(TS)が1470MPa以上で伸び(EL)が10%以上を満足し、且つ(b)第2の鋼板領域において引張強度(TS)が980MPa以上で伸び(EL)が15%以上を満足するときに合格と評価した。
(1)鋼板中のマルテンサイト、焼鈍しマルテンサイト、ベイナイト、焼鈍しベイナイトの組織については、鋼板をナイタールで腐食し、SEM(倍率:1000倍または2000倍)観察により、マルテンサイト、焼鈍しマルテンサイト、ベイナイト、焼鈍しベイナイトを区別し、夫々の分率(面積率)を求めた。
(2)鋼板中の残留オーステナイト分率(面積率)は、鋼板の1/4の厚さまで研削した後、化学研磨してからX線回折法によって測定した(例えば、ISJJ Int.Vol.33.(1933),No.7,P.776)。
(3)マルテンサイト(焼入れままマルテンサイト)の面積率については、鋼板をレペラ腐食し、SEM観察により白いコントラストを、マルテンサイト(焼入れままマルテンサイト)と残留オーステナイトの混合組織として面積率を測定し、そこからX線回折により求めた残留オーステナイト分率を差し引いて、焼入れままマルテンサイト分率を計算した。

2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
Claims (7)
- 熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、マルテンサイト:80~97面積%、残留オーステナイト:3~20面積%を夫々含み、残部組織が5面積%以下である金属組織を示す第1の成形領域と、焼鈍しマルテンサイトまたは焼鈍しベイナイト:30~97面積%、焼入れままマルテンサイト:0~67面積%、残留オーステナイト:3~20面積%からなる金属組織を示す第2の成形領域を有するものであることを特徴とする熱間プレス成形品。
- 第1の成形領域および第2の成形領域は、化学成分組成が等しく、各成形領域の鋼は、
C :0.1~0.3%(質量%の意味。以下、化学成分組成について同じ。)、
Si:0.5~3%、
Mn:0.5~2%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01~0.1%、および
N:0.001~0.01%、
を夫々含有し、残部が鉄および不可避不純物からなるものである請求項1に記載の熱間プレス成形品。 - 前記鋼が、更に他の元素として、B:0.01%以下(0%を含まない)およびTi:0.1%以下(0%を含まない)を含有するものである請求項2に記載の熱間プレス成形品。
- 前記鋼が、更に他の元素として、Cu,Ni,CrおよびMoよりなる群から選択される1種以上:合計で1%以下(0%を含まない)含有するものである請求項2または3に記載の熱間プレス成形品。
- 前記鋼が、更に他の元素として、Vおよび/またはNb:合計で0.1%以下(0%を含まない)含有するものである請求項2または3に記載の熱間プレス成形品。
- 薄鋼板を少なくとも第1および第2を含む複数の領域に分けて成形することによって、請求項1~3のいずれかに記載の熱間プレス成形品を製造する方法であって、
前記薄鋼板として、マルテンサイトまたはベイナイトが80面積%以上の金属組織を有するものを用い、
第1の成形領域をAc3変態点以上、1000℃以下の温度に加熱する第1加熱処理と、第2の成形領域をAc1変態点以上、(Ac1変態点×0.2+Ac3変態点×0.8)に相当する温度以下に加熱する第2加熱処理とを含む複数の加熱処理を並行して行う加熱工程によって前記薄鋼板を加熱した後、
少なくとも第1の成形領域および第2の成形領域に対しては、共に金型でプレスすることによって平均冷却速度20℃/秒以上の冷却と成形を開始し、
マルテンサイト変態開始温度より50℃低い温度以下で成形を終了することを特徴とする熱間プレス成形品の製造方法。 - 薄鋼板を少なくとも第1および第2を含む複数の領域に分けて成形することによって、請求項1~3のいずれかに記載の熱間プレス成形品を製造する方法であって、
第1の成形領域をAc3変態点以上、1000℃以下の温度に加熱する第1加熱処理と、第2の成形領域をAc1変態点以上、(Ac1変態点×0.2+Ac3変態点×0.8)に相当する温度以下に加熱する第2加熱処理とを含む複数の加熱処理を並行して行う加熱工程によって前記薄鋼板を加熱した後、
少なくとも第1の成形領域および第2の成形領域に対しては、共に金型でプレスすることによって平均冷却速度20℃/秒以上の冷却と成形を開始し、
マルテンサイト変態開始温度より50℃低い温度以下で成形を終了することを特徴とする熱間プレス成形品の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380012953.3A CN104204251B (zh) | 2012-03-15 | 2013-03-15 | 热压成形品及其制造方法 |
| EP13761485.5A EP2826879A4 (en) | 2012-03-15 | 2013-03-15 | HOT PRESSED MOLDED ARTICLE AND METHOD FOR MANUFACTURING THE SAME |
| US14/373,965 US9850554B2 (en) | 2012-03-15 | 2013-03-15 | Hot-press formed product and method for manufacturing same |
| KR1020147025092A KR20140129129A (ko) | 2012-03-15 | 2013-03-15 | 열간 프레스 성형품 및 그 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-059448 | 2012-03-15 | ||
| JP2012059448A JP5890711B2 (ja) | 2012-03-15 | 2012-03-15 | 熱間プレス成形品およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013137454A1 true WO2013137454A1 (ja) | 2013-09-19 |
Family
ID=49161349
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/057469 WO2013137454A1 (ja) | 2012-03-15 | 2013-03-15 | 熱間プレス成形品およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9850554B2 (ja) |
| EP (1) | EP2826879A4 (ja) |
| JP (1) | JP5890711B2 (ja) |
| KR (1) | KR20140129129A (ja) |
| CN (1) | CN104204251B (ja) |
| WO (1) | WO2013137454A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018174082A1 (ja) | 2017-03-24 | 2018-09-27 | 新日鐵住金株式会社 | ハット部材およびその製造方法 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016003389A (ja) * | 2014-06-20 | 2016-01-12 | 株式会社神戸製鋼所 | 熱間プレス用鋼板、並びに該鋼板を用いた熱間プレス成形品及びその製造方法 |
| JP6318971B2 (ja) * | 2014-08-18 | 2018-05-09 | 株式会社豊田中央研究所 | 熱間プレス成形方法 |
| KR101657376B1 (ko) * | 2014-12-26 | 2016-09-13 | 현대제철 주식회사 | 핫 스탬핑 부품 및 그 제조 방법 |
| JP6309480B2 (ja) * | 2015-03-31 | 2018-04-11 | 住友重機械工業株式会社 | 成形装置 |
| CN104831020A (zh) * | 2015-04-03 | 2015-08-12 | 燕山大学 | 一种非均匀温度场下冲压淬火成形方法 |
| US9968977B2 (en) | 2015-07-06 | 2018-05-15 | GM Global Technology Operations LLC | Method of shaping a component |
| KR101673342B1 (ko) * | 2015-10-02 | 2016-11-16 | 현대자동차 주식회사 | 핫 스탬핑 방법 및 핫 스탬핑 강 |
| WO2017098305A1 (en) * | 2015-12-09 | 2017-06-15 | Arcelormittal | Vehicle underbody structure comprising a transversal beam of varying resistance to plastic deformation |
| US10619223B2 (en) | 2016-04-28 | 2020-04-14 | GM Global Technology Operations LLC | Zinc-coated hot formed steel component with tailored property |
| US10385415B2 (en) | 2016-04-28 | 2019-08-20 | GM Global Technology Operations LLC | Zinc-coated hot formed high strength steel part with through-thickness gradient microstructure |
| US10288159B2 (en) | 2016-05-13 | 2019-05-14 | GM Global Technology Operations LLC | Integrated clutch systems for torque converters of vehicle powertrains |
| US10240224B2 (en) | 2016-08-12 | 2019-03-26 | GM Global Technology Operations LLC | Steel alloy with tailored hardenability |
| JP6519565B2 (ja) * | 2016-10-11 | 2019-05-29 | トヨタ自動車株式会社 | フロアパネル |
| WO2018097200A1 (ja) * | 2016-11-25 | 2018-05-31 | 新日鐵住金株式会社 | 焼き入れ成形品の製造方法、熱間プレス用鋼材の製造方法、及び熱間プレス用鋼材 |
| US10260121B2 (en) | 2017-02-07 | 2019-04-16 | GM Global Technology Operations LLC | Increasing steel impact toughness |
| WO2019003451A1 (ja) * | 2017-06-30 | 2019-01-03 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法ならびに熱間プレス用冷延鋼板 |
| WO2019038788A2 (en) * | 2017-08-25 | 2019-02-28 | Metalsa India Private Limited | IMPROVED TRANSVERSE ELEMENT AND TRANSVERSE ELEMENT ASSEMBLY FOR VEHICLE FRAME |
| WO2019222950A1 (en) | 2018-05-24 | 2019-11-28 | GM Global Technology Operations LLC | A method for improving both strength and ductility of a press-hardening steel |
| CN112534078A (zh) | 2018-06-19 | 2021-03-19 | 通用汽车环球科技运作有限责任公司 | 具有增强的机械性质的低密度压制硬化钢 |
| CN111197145B (zh) | 2018-11-16 | 2021-12-28 | 通用汽车环球科技运作有限责任公司 | 钢合金工件和用于制造压制硬化钢合金部件的方法 |
| US11512373B2 (en) * | 2019-03-20 | 2022-11-29 | Nippon Steel Corporation | Hot-stamping formed body |
| US11530469B2 (en) | 2019-07-02 | 2022-12-20 | GM Global Technology Operations LLC | Press hardened steel with surface layered homogenous oxide after hot forming |
| DE102019215053A1 (de) * | 2019-09-30 | 2021-04-01 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines zumindest teilweise vergüteten Stahlblechbauteils und zumindest teilweise vergütetes Stahlblechbauteil |
| CN111235375A (zh) * | 2019-10-28 | 2020-06-05 | 金华克钻特钢工具有限公司 | 一种锯片热处理工艺 |
| CN113025876A (zh) | 2019-12-24 | 2021-06-25 | 通用汽车环球科技运作有限责任公司 | 高性能压制硬化钢组件 |
| CN113025877A (zh) * | 2019-12-24 | 2021-06-25 | 通用汽车环球科技运作有限责任公司 | 高性能压制硬化钢 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006213959A (ja) * | 2005-02-02 | 2006-08-17 | Nippon Steel Corp | 生産性に優れたホットプレス高強度鋼製部材の製造方法 |
| WO2011111333A1 (ja) * | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2012041613A (ja) * | 2010-08-20 | 2012-03-01 | Nippon Steel Corp | 耐遅れ破壊特性及び衝突安全性に優れたホットプレス用鋼板及びその製造方法 |
| WO2012147963A1 (ja) * | 2011-04-28 | 2012-11-01 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2012169640A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10208216C1 (de) | 2002-02-26 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| JP4445365B2 (ja) * | 2004-10-06 | 2010-04-07 | 新日本製鐵株式会社 | 伸びと穴拡げ性に優れた高強度薄鋼板の製造方法 |
| DE102010004081C5 (de) * | 2010-01-06 | 2016-11-03 | Benteler Automobiltechnik Gmbh | Verfahren zum Warmformen und Härten einer Platine |
| CN102304612B (zh) * | 2011-09-20 | 2013-07-17 | 山东建筑大学 | 超高强钢高温拼接淬火成形工艺及装置 |
| JP5756774B2 (ja) * | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP5756773B2 (ja) * | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
-
2012
- 2012-03-15 JP JP2012059448A patent/JP5890711B2/ja not_active Expired - Fee Related
-
2013
- 2013-03-15 KR KR1020147025092A patent/KR20140129129A/ko not_active Application Discontinuation
- 2013-03-15 WO PCT/JP2013/057469 patent/WO2013137454A1/ja active Application Filing
- 2013-03-15 CN CN201380012953.3A patent/CN104204251B/zh not_active Expired - Fee Related
- 2013-03-15 US US14/373,965 patent/US9850554B2/en not_active Expired - Fee Related
- 2013-03-15 EP EP13761485.5A patent/EP2826879A4/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006213959A (ja) * | 2005-02-02 | 2006-08-17 | Nippon Steel Corp | 生産性に優れたホットプレス高強度鋼製部材の製造方法 |
| WO2011111333A1 (ja) * | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2012041613A (ja) * | 2010-08-20 | 2012-03-01 | Nippon Steel Corp | 耐遅れ破壊特性及び衝突安全性に優れたホットプレス用鋼板及びその製造方法 |
| WO2012147963A1 (ja) * | 2011-04-28 | 2012-11-01 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2012169640A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
Non-Patent Citations (5)
| Title |
|---|
| "Thermo-Mechanical Properties of Tailor Welded Blanks in Hot Sheet Metal Forming Processes", PROC. IDDRG2010, 2010 |
| BEGONA CASAS; DAVID LATRE; NOEMI RODRIGUEZ; ISAAC VALLS: "Tailor made tool materials for the present and upcoming tooling solutions in hot sheet metal forming", PROC, OF 1ST INT. CONF. ON HOT SHEET METAL FORMING OF HIGH-PERFORMANCE STEEL, 2008, pages 23 - 35 |
| ISJJ INT., vol. 33, no. 7, 1933, pages 776 |
| RUDIGER ERHARDT; JOHANNES BOKE: "Proc, of 1st Int. Conf. on Hot Sheet Metal Forming of High-Performance steel", 2008, STEINHOFF, K., OLDENBURG, M, STEINHOFF, AND PRAKASH, B., article "Industrial application of hot forming process simulation", pages: 83 - 88 |
| See also references of EP2826879A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018174082A1 (ja) | 2017-03-24 | 2018-09-27 | 新日鐵住金株式会社 | ハット部材およびその製造方法 |
| US10773755B2 (en) | 2017-03-24 | 2020-09-15 | Nippon Steel Corporation | Hat member |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140129129A (ko) | 2014-11-06 |
| US9850554B2 (en) | 2017-12-26 |
| EP2826879A1 (en) | 2015-01-21 |
| EP2826879A4 (en) | 2015-11-04 |
| CN104204251A (zh) | 2014-12-10 |
| US20140367002A1 (en) | 2014-12-18 |
| JP5890711B2 (ja) | 2016-03-22 |
| JP2013194249A (ja) | 2013-09-30 |
| CN104204251B (zh) | 2016-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5890711B2 (ja) | 熱間プレス成形品およびその製造方法 | |
| JP5890710B2 (ja) | 熱間プレス成形品およびその製造方法 | |
| JP5873393B2 (ja) | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 | |
| JP5883351B2 (ja) | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 | |
| JP5873385B2 (ja) | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 | |
| JP5883350B2 (ja) | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 | |
| JP6073154B2 (ja) | 熱間プレス成形品の製造方法 | |
| JP5756773B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP6001883B2 (ja) | プレス成形品の製造方法およびプレス成形品 | |
| KR101827188B1 (ko) | 열간 프레스용 강판 및 프레스 성형품, 및 프레스 성형품의 제조 방법 | |
| KR101716624B1 (ko) | 프레스 성형품의 제조 방법 및 프레스 성형품 | |
| JP5894470B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP5802155B2 (ja) | プレス成形品の製造方法およびプレス成形品 | |
| JP5894469B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP5869924B2 (ja) | プレス成形品の製造方法およびプレス成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13761485 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013761485 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013761485 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14373965 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147025092 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |