WO2013039066A1 - Double-layer coating film formation method and double-layer coating film - Google Patents
Double-layer coating film formation method and double-layer coating film Download PDFInfo
- Publication number
- WO2013039066A1 WO2013039066A1 PCT/JP2012/073196 JP2012073196W WO2013039066A1 WO 2013039066 A1 WO2013039066 A1 WO 2013039066A1 JP 2012073196 W JP2012073196 W JP 2012073196W WO 2013039066 A1 WO2013039066 A1 WO 2013039066A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating film
- base
- paint
- coating
- film
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
Definitions
- the present invention relates to a method of forming a multilayer coating and a multilayer coating. More particularly, the present invention relates to a method of forming a multilayer coating for an automobile body and a multilayer coating.
- a middle coat coating process for example, a baking process, a top coat base coating process, a preheating process, a top coat clear coating process and a baking process on an object to which electrodeposition coating as an undercoat is applied.
- a multilayer coating film is formed.
- the shielding effect by the inorganic ultraviolet shielding agent largely varies depending on the hue, and in particular, the shielding effect to light rays of colors having high brightness is low. Therefore, it was easy to transmit the light ray of the color with high brightness through the coating, and it was not possible to sufficiently suppress the deterioration and the peeling at the interface between the top coat and the undercoat.
- the light shielding effect per unit amount of the inorganic ultraviolet shielding agent is not sufficient, and when the content is increased, the content of other components such as a pigment decreases, There was a risk of impairing the curability.
- a base coating film that expresses a hue has a place where the pigment concentration greatly varies depending on the hue (for example, 40 parts by mass or more is required for high brightness white, and 20 parts by mass or less for low brightness black)
- the pigment concentration in the base coating remains the same despite the elimination of the middle coat coating. Therefore, since the pigment concentration in the base coating film is largely different depending on the hue, the stress propagation property to an impact received from the outside, that is, the chipping resistance largely varies depending on the hue.
- the stress input from the outside can not be dispersed, and problems such as exfoliation of the coating film and exposure of the substrate occur to obtain excellent coating film performance regardless of the hue. I could not.
- the present invention has been made in view of the above, and the object thereof is to suppress deterioration and peeling at the interface between the top coat film and the under coat film sufficiently even if the middle coat coating is abolished, regardless of the hue.
- An object of the present invention is to provide a technology capable of obtaining excellent coating film performance.
- the pigment concentration of the first base coating film after baking and curing becomes 40 to 60 mass% and the film thickness becomes 20 ⁇ m or more
- the first base paint is applied to form the first base paint film
- the second base paint film forming step the film thickness of the second base paint film after baking and curing becomes 8 ⁇ m or more.
- the second base paint is applied to form a second base coating.
- a second base coating formation step of forming a second base coating on the first base coating is set to 40 to 60% by mass
- the film thickness is set to 20 ⁇ m or more
- the film thickness of the second base coating film is set to 8 ⁇ m or more.
- a base coating film which develops a hue is divided into two layers, and a first base coating film having a high pigment concentration is formed in a lower layer of the second base coating film with a predetermined film thickness or more secured.
- the method for forming a multilayer coating film according to the present invention further comprises a baking step of baking and curing the first base coating film and the second base coating film simultaneously, and the first base paint and the second base paint. It is preferable to use a combination in which the first base paint has a lower curing temperature than the second base paint.
- the first base coating and the second base coating are formed using a combination in which the first base coating has a lower curing temperature than the second base coating, and the first base coating and the second base are formed.
- the coating is simultaneously baked and cured.
- curing of the second base coating is initiated prior to curing of the first base coating at the time of simultaneous printing, curing has already started along with curing shrinkage of the first base coating A distortion occurs in the second base coating film, causing a problem that the smoothness of the multilayer coating film is impaired.
- the curing of the second base coating film is started after the curing of the first base coating film is started. The smoothness of the film can be improved, and the gloss as an appearance characteristic can be improved.
- the clear paint is a coating film more than the second base paint at the curing temperature of the second base paint. It is preferred to use a combination having a low viscosity.
- the second base coating film and the clear coating film are formed using a combination in which the clear coating composition has a lower viscosity than the second base coating composition at the curing temperature of the second base coating composition.
- the viscosity of the clear coating film is lower than that of the second base coating film at the curing temperature of the second base paint, so that the mixed layer between the second base coating film and the clear coating film can be suppressed.
- curing strain stress in the coating film shrinkage direction which occurs at the time of curing shrinkage of the second base coating film, and it is possible to suppress the curing strain from remaining in the coating film.
- the gloss as the appearance characteristic can be improved, and simultaneously with the input of external stress such as chipping, the curing strain remaining in the coating film can be released and peeling can be suppressed.
- the present invention also provides a multilayer coating film formed by the method for forming a multilayer coating film described above.
- the same effect as the method of forming a multilayer coating film described above can be obtained.
- the present invention it is possible to sufficiently suppress the deterioration and peeling at the interface between the top coat film and the under coat film even if the middle coat coating is abolished, and a technology capable of obtaining excellent coat film performance regardless of paint color. Can be provided.
- FIG. 6 is a view showing the relationship between the temperature and the viscosity of each paint used in Example 3.
- FIG. 2 is a view showing the relationship between the temperature and the viscosity of each paint used in Example 1;
- the first base paint, the second base paint, and the clear paint are sequentially applied on the substrate to which the electrodeposition coating has been applied, and then they are simultaneously baked and cured. As a result, the first base coating, the second base coating and the clear coating are formed.
- the multilayer coating film which concerns on this embodiment is a multilayer coating film formed by such a formation method.
- the formation method of the multilayer coating film which concerns on this embodiment has a 1st base coating film formation process, a 2nd base coating film formation process, and a clear coating film formation process.
- a drying step of drying the coating film is included between the second base coating film forming step and the clear coating film forming step. Later, it has the baking process which bakes and hardens the 1st base coat, the 2nd base coat, and the clear coat simultaneously.
- the first base coating is formed on the substrate to which the electrodeposition coating has been applied by coating the first base coating.
- a substrate to which electrodeposition coating has been applied an automobile body to which cationic electrodeposition coating has been applied is preferably applied.
- a water-soluble paint or a water-dispersible paint such as an emulsion containing a resin component and a pigment component can be used.
- the resin component one containing a polyester resin, an acrylic resin, a urethane resin or the like as a main component is used.
- the pigment component general-purpose color pigments and extender pigments are used. Examples of color pigments include white pigments such as titanium oxide, black pigments such as carbon black, yellow pigments such as ocher, red pigments such as red iron oxide and anthraquinone, blue pigments such as phthalocyanine blue, green pigments such as phthalocyanine green and the like Can be mentioned.
- the extender pigment include inorganic pigments such as barium sulfate, calcium carbonate, kaolin and silicate (talc).
- the first base paint may contain an organic solvent and various additives as needed.
- the first base coating material in which the pigment concentration of the first base coating film after baking and curing is 40 to 60% by mass is used.
- the lower limit value of the pigment concentration of the first base coating film after baking and curing is 40 to 60% by mass.
- the first base coating film is coated by applying the first base paint so that the film thickness of the first base coating film after baking and curing becomes 20 ⁇ m or more.
- the lower limit value of the film thickness of the first base coating film after baking and curing is set to 20 ⁇ m, it is possible to reliably block light rays of colors with high brightness and sufficiently suppress deterioration and peeling at the interface with the electrodeposition coating film.
- the upper limit of the film thickness is preferably 40 ⁇ m from the viewpoint of avoiding the occurrence of sagging after coating and the reduction of the finished appearance.
- a first base paint whose curing temperature is lower than the curing temperature of the second base paint described later is used. That is, when simultaneously baking and curing the first base coating film and the second base coating film, the first base coating film is set to be cured prior to the second base coating film.
- “hardening temperature” means the temperature at which the drop in viscosity stops and increases while the temperature is rising. Specifically, it is measured by a dynamic viscoelasticity measuring device.
- the second base coating film is formed on the first base coating film to form a second base coating film.
- the second base paint is applied wet on wet on the first base coating film.
- the second base paint as in the first base paint, it is possible to use a water-soluble paint or a water-dispersible paint such as an emulsion, which contains a resin component and a pigment component.
- a resin component one containing a polyester resin, an acrylic resin, a urethane resin or the like as a main component is used as in the first base coating film.
- the resin does not have to be the same as the resin of the first base coating film.
- the pigment component various color pigments and extender pigments described above are used as in the first base coating film.
- the second base coating film plays a role of color development, and a glitter pigment can be used in addition to the above-mentioned color pigment.
- the bright pigment those generally blended in automobile outer plate paints such as aluminum flakes, mica, mica flakes, glass flakes and the like can be mentioned.
- the second base paint may contain an organic solvent and various additives as necessary.
- the second base coating is applied to form a second base coating so that the film thickness of the second base coating after baking and curing becomes 8 ⁇ m or more.
- the corrosion resistance after chipping can be improved by setting the lower limit value of the film thickness of the second base coating film after baking and curing to 8 ⁇ m.
- the upper limit of the film thickness is preferably 25 ⁇ m from the viewpoint of avoiding the occurrence of sagging after coating and the reduction in the finished appearance.
- a drying step of drying the coating is provided between the second base coating forming step and the clear coating forming step. This drying step removes the solvent components in the first base coating and the second base coating.
- a clear coating film is formed by applying a clear paint on the second base coating film.
- a clear paint a general purpose water-based paint for automobile exterior can be used.
- the curing mechanism include acrylic-melamine curing, carboxylic acid-glycidyl curing, hydroxyl group- (block) isocyanate curing and the like.
- the clear paint can be used either as a one-part or two-part mixed paint.
- the one-component paint is preferable from the viewpoint of ease of handling in a car coating line because it is inexpensive and there is no restriction such as pot life.
- the clear paint may contain an organic solvent and various additives as needed.
- a clear paint having a viscosity lower than that of the second base paint is used at the curing temperature of the second base paint. That is, when the second base coating film and the clear coating film are simultaneously baked and cured, the viscosity of the clear paint is set to be lower than the viscosity of the second base paint.
- a baking step in which the first base coating film, the second base coating film and the clear coating film are simultaneously baked and cured.
- the baking conditions are appropriately set according to the types of the first base paint, the second base paint and the clear paint.
- the formation method of the multilayer coating film which concerns on this embodiment forms a 1st base coating film which forms a 1st base coating film on an electrodeposition coating film as a base coating film formation process instead of abolishing middle coat coating.
- a step of forming a second base coating film on the first base coating film is provided. Further, the pigment concentration of the first base coating film is set to 40 to 60% by mass, the film thickness is set to 20 ⁇ m or more, and the film thickness of the second base coating film is set to 8 ⁇ m or more.
- the base coating film that develops the hue is divided into two layers, and the first base coating film having a high pigment concentration is formed in the lower layer of the second base coating film with a predetermined film thickness or more secured.
- the intermediate coating is abolished, deterioration and peeling at the interface with the electrodeposition coating can be sufficiently suppressed, and excellent coating performance can be obtained regardless of the hue.
- the first base coating and the second base coating are formed using a combination in which the first base coating has a lower curing temperature than the second base coating, and the first base coating and the second base coating are formed.
- the base coating is simultaneously baked and cured.
- curing of the second base coating is initiated prior to curing of the first base coating at the time of simultaneous printing, curing has already started along with curing shrinkage of the first base coating A distortion occurs in the second base coating film, causing a problem that the smoothness of the multilayer coating film is impaired.
- the curing of the second base coating film is started after the curing of the first base coating film is started.
- the smoothness of the coating film can be improved, and the gloss as an appearance characteristic can be improved.
- the second base coating film and the clear coating film are formed using a combination in which the clear coating composition has a lower viscosity than the second base coating composition at the curing temperature of the second base coating composition.
- the viscosity of the clear coating is lower than that of the second base coating at the curing temperature of the second base coating, so that the mixed layer between the second base coating and the clear coating can be suppressed.
- the gloss as the appearance characteristic can be improved, and simultaneously with the input of external stress such as chipping, the curing strain remaining in the coating film can be released and peeling can be suppressed.
- the same effect as the above-described method for forming a multilayer coating film can be obtained.
- the present invention is not limited to the above-described embodiment, and modifications, improvements, and the like as long as the object of the present invention can be achieved are included in the present invention.
- the first base coating, the second base coating and the clear coating are simultaneously baked and cured, but the present invention is not limited thereto.
- Example 1 Preparation of first base paint
- a water-based paint for automobiles (“Aquarex” (registered trademark) manufactured by Nippon Paint Co., Ltd.)
- titanium oxide (CR-90” (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) as a pigment component in advance 0.56 parts by mass of carbon black (“FW 200" (registered trademark) manufactured by Evonik Tegsa Co., Ltd.) and 17.05 parts by mass of talc (manufactured by Nippon Talc Co., Ltd. "SG-95” (registered trademark)
- FW 200 registered trademark
- talc manufactured by Evonik Tegsa Co., Ltd.
- SG-95 registered trademark
- Example 1 a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 1 was obtained in which the pigment concentration in the coating film after baking and curing was adjusted to 40 parts by mass.
- the first base paint prepared in the present example was spray-coated on a steel plate previously subjected to cationic electrodeposition coating so that the film thickness after baking and curing was 20 ⁇ m.
- the second base paint prepared in the present example was spray-coated by wet on wet so that the film thickness of the coating after baking and curing was 8 ⁇ m.
- the film is allowed to stand for 5 minutes in a drying oven at 80 ° C. for drying, and then allowed to cool to room temperature, and then the clear paint (“Macflow O100” manufactured by Nippon Paint Co., Ltd.) is baked and the film thickness after curing is It spray-coated so that it might be set to 30 micrometers.
- the multilayer coating film of Example 1 was obtained by standing for 30 minutes in a drying oven at 140 ° C. and simultaneously baking and curing the first base coating film, the second base coating film, and the clear coating film. .
- Example 2 [Formation of multilayer coating film]
- the multilayer coating of Example 2 is carried out by performing the same operation as in Example 1 except that the first base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 23 ⁇ m. I got a membrane.
- Comparative Example 1 [Formation of multilayer coating film] The multilayer coating of Comparative Example 1 is carried out by carrying out the same operation as in Example 1 except that the first base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 15 ⁇ m. I got a membrane.
- Comparative Example 2 [Preparation of first base paint] To the first base paint prepared in Example 1, a water-based paint for automobiles not containing a pigment ("Aquarex” (registered trademark) manufactured by Nippon Paint Co., Ltd.) is blended, and a urethane emulsion resin (SANYO Kasei Co., Ltd.) 22.23 parts by mass of “U-Coat UX-310” manufactured by Co., Ltd. and 12.1 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) were sufficiently stirred. Thereby, the 1st base paint of comparative example 2 adjusted so that the pigment concentration in the coating film after bake-hardening might be 35 mass parts was obtained.
- Aquarex registered trademark
- a urethane emulsion resin SANYO Kasei Co., Ltd. 22.23 parts by mass of “U-Coat UX-310” manufactured by Co., Ltd.
- HMP 27 manufactured by Mitsui Chemicals
- a multilayer paint of Comparative Example 2 is carried out by carrying out the same operation as in Example 1 except that the first base paint prepared in this Comparative Example is used instead of the first base paint prepared in Example 1. I got a membrane.
- Comparative Example 3 [Formation of multilayer coating film] The multilayer coating film of Comparative Example 3 is carried out by performing the same operation as in Example 1 except that the second base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 5 ⁇ m. I got
- the chipping resistance of the multilayer coatings obtained in Examples 1 and 2 and Comparative Examples 1 to 3 was evaluated. Specifically, the evaluation was performed according to the following procedure. First, the multilayer coating films of each of the Examples and Comparative Examples, which had been cooled to -20.degree. C. in advance, were set at positions where the shot materials hit at an angle of 90.degree. With a gravelometer tester according to JASO M104. As a shot material, 50 g of crushed stone No. 7 for road was used, and shot with an air pressure of 2 kgf / cm 2 . After completion of the test, the multilayer coating was taken out and the broken coating and the portion of the coating floating were removed. Thereafter, using a loupe or the like, the amount of peeling of the coating film and the amount of exposure of the steel plate were visually evaluated.
- the exposure of the steel plate was evaluated in the following five grades in the order from the one with the least exposure: ⁇ (less exposure), ((less exposure), ((more exposure slightly), x (more exposure), and x (excessive) .
- the multilayer coating film after shot is left to stand in a salt water sprayer for 24 hours in accordance with JIS Z 2371, and in 50 mm x 50 mm squares where scratches are concentrated, the number of rusted areas is measured did.
- the chipping resistance is evaluated as ⁇ with good chipping resistance and as ⁇ with poor chipping resistance. did. The results are shown in Table 1.
- the film thickness of the first base coating film is 15 ⁇ m and is thin and is outside the range (20 ⁇ m or more) of the present invention
- the pigment concentration in the first base coating film is 35 parts by mass and the present invention is small
- Comparative Example 2 which is out of the range (40 to 60 parts by mass)
- Comparative Example 3 in which the film thickness of the second base coating film is 5 ⁇ m and thin and outside the range of the present invention (8 ⁇ m or more)
- the exposure of the coating film peeling and the steel plate was small, and it was determined that the chipping resistance was good.
- the chipping resistance is excellent by setting the pigment concentration of the first base coating film to 40 to 60 mass%, setting the film thickness to 20 ⁇ m or more, and setting the film thickness of the second base coating film to 8 ⁇ m or more. It was confirmed that sex was obtained.
- Example 3 [Preparation of first base paint] By replacing all the melamine resin components in the first base paint prepared in Example 1 with a completely methylated melamine resin (“Cymel 303” (registered trademark) manufactured by Nippon Cytech Industries, Ltd.), the third of Example 3 was obtained. 1 base paint was prepared. As a result, the curing temperature of the first base paint of this example was lower than the curing temperature of the second base paint (second base paint of Example 1) used in this example.
- a completely methylated melamine resin (“Cymel 303” (registered trademark) manufactured by Nippon Cytech Industries, Ltd.
- the clear paint of Example 3 was prepared by adding 1.2 parts by mass of dimethylethanolamine to the clear paint ("Macflow O100" manufactured by Nippon Paint Co., Ltd.) used in Example 1.
- the viscosity of the clear paint of this example is the same as that of the second base paint used in this example (Example 1) Lower than the viscosity of the second base paint).
- the curing temperature of the first base paint is lower than the curing temperature of the second base paint
- the viscosity of the clear paint at the curing temperature of the second base paint is lower than the viscosity of the second base paint
- Example 3 in which the steel plate was exposed was less than in Example 1, and it was confirmed that the chipping resistance was improved.
- the Wa on the coating film surface was large and somewhat glossy
- the Wa on the coating film surface was small and gloss It was confirmed that the closing was slight.
- the boundary between the first base coating film and the second base coating film is clearer in Example 3 than in Example 1. That was confirmed.
- FIG. 1 is a view showing the relationship between temperature and viscosity of each paint used in Example 3
- FIG. 2 is a view showing the relationship between temperature and viscosity of each paint used in Example 1.
- the horizontal axis represents temperature (° C.)
- the vertical axis represents the viscosity (Pa ⁇ s) of each paint.
- the viscosity of each paint was measured using a dynamic viscoelasticity measuring apparatus ("Rheosol-G5000" manufactured by UBM), using a parallel plate having a diameter of 25 mm and a gap of 1 mm, a frequency of 1.6 Hz, and an angular amplitude of 8.23 deg. It means the complex viscosity measured when the temperature is raised from 25 ° C. to 140 ° C. in 10 minutes.
- Example 3 the curing temperature of the first base paint is lower than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is the second base paint. It was confirmed to be lower than the viscosity of On the other hand, as is clear from FIG. 2, in Example 1, the curing temperature of the first base paint is higher than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is the second It was confirmed to be higher than the viscosity of the base paint.
- Example 4 [Preparation of first base paint] While replacing all melamine resin components in a water-based paint for automobiles ("Aquarex” (registered trademark) made by Nippon Paint Co., Ltd.) with a completely methylated melamine resin ("Cymel 303" (registered trademark) made by Nippon Cytech Industries, As a pigment component, 13.16 parts by mass of titanium oxide (“CR-90” (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) and 0. 4 of carbon black (“FW 200" (registered trademark) manufactured by Evonik Tegsa Co., Ltd.). 13 parts by mass and 6.11 parts by mass of talc (Nippon Talc Co., Ltd.
- Example 4 (registered trademark)) were mixed to adjust the brightness of the coating after baking and curing to 50 to 60. .
- a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 4 was obtained, which was adjusted so that the pigment concentration in the coating film after baking and curing was 40 parts by mass.
- Example 5 [Preparation of second base paint]
- a urethane emulsion resin ("U-coat UX-310" manufactured by Sanyo Chemical Industries, Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex R540P” manufactured by Nippon Paint Co., Ltd.) registered in red in advance. After adding by mass, the second base paint of Example 5 was obtained by sufficiently stirring.
- Example 6 [Preparation of second base paint]
- a urethane emulsion resin ("U-Coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex B 548 P” (registered trademark) manufactured by Nippon Paint Co., Ltd.) previously adjusted to blue. After adding by mass, the second base paint of Example 6 was obtained by sufficiently stirring.
- Example 7 [Preparation of first base paint] While replacing all melamine resin components in a water-based paint for automobiles ("Aquarex” (registered trademark) made by Nippon Paint Co., Ltd.) with a completely methylated melamine resin ("Cymel 303" (registered trademark) made by Nippon Cytech Industries, By blending 26.19 parts by mass of titanium oxide (“CR-90” (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) as a pigment component in advance, the brightness of the coating film after baking and curing becomes 80 to 90. It was adjusted.
- CR-90 registered trademark
- Example 7 a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 7 was obtained, which was adjusted so that the pigment concentration in the coating film after baking and curing was 47.4 parts by mass.
- a urethane emulsion resin ("U-Coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex NH578" manufactured by Nippon Paint Co., Ltd.) which has been previously adjusted to white. After addition by mass, the second base paint of Example 7 was obtained by sufficiently stirring.
- the silver multi-layer coating film of Example 4 As shown in Table 3, the silver multi-layer coating film of Example 4, the red multi-layer coating film of Example 5, the blue multi-layer coating film of Example 6, the white multi-layer coating of Example 7 It was found that all of the films had the same chipping resistance as the black multilayer coating of Example 3. From this result, it was confirmed that excellent coating film performance can be obtained regardless of the hue by the method of forming a multilayer coating film according to the present invention.
Abstract
Description
本発明によれば、色相を発現するベース塗膜を2層に分割し、第2ベース塗膜の下層に顔料濃度の高い第1ベース塗膜を所定以上の膜厚を確保して形成することで、明度の高い色の光線を確実に遮蔽できるとともに優れた耐チッピング性を確保できる。これにより、中塗り塗装を廃止しても、電着塗膜との界面における劣化及び剥離を十分に抑制でき、色相によらず優れた塗膜性能が得られる。 In the method of forming a multilayer coating film according to the present invention, a first base coating film forming step of forming a first base coating film on an electrodeposition coating film as a base coating film forming step, instead of eliminating the middle coat coating. And a second base coating formation step of forming a second base coating on the first base coating. Further, the pigment concentration of the first base coating film is set to 40 to 60% by mass, the film thickness is set to 20 μm or more, and the film thickness of the second base coating film is set to 8 μm or more.
According to the present invention, a base coating film which develops a hue is divided into two layers, and a first base coating film having a high pigment concentration is formed in a lower layer of the second base coating film with a predetermined film thickness or more secured. Thus, it is possible to securely block light rays of high brightness and to ensure excellent chipping resistance. As a result, even if the intermediate coating is abolished, deterioration and peeling at the interface with the electrodeposition coating can be sufficiently suppressed, and excellent coating performance can be obtained regardless of the hue.
従来、同時焼き付け時に第2ベース塗膜の硬化が第1ベース塗膜の硬化よりも先に開始された場合には、第1ベース塗膜の硬化収縮に伴って、既に硬化が開始している第2ベース塗膜に歪みが発生し、複層塗膜の平滑性が損なわれてしまう不具合が生じていた。これに対して本発明によれば、同時焼き付け時において、第1ベース塗膜の硬化が開始された後に第2ベース塗膜の硬化が開始されるため、上記の不具合を回避して複層塗膜の平滑性を向上でき、外観特性としての艶感を向上できる。 In the present invention, the first base coating and the second base coating are formed using a combination in which the first base coating has a lower curing temperature than the second base coating, and the first base coating and the second base are formed. The coating is simultaneously baked and cured.
Conventionally, when curing of the second base coating is initiated prior to curing of the first base coating at the time of simultaneous printing, curing has already started along with curing shrinkage of the first base coating A distortion occurs in the second base coating film, causing a problem that the smoothness of the multilayer coating film is impaired. On the other hand, according to the present invention, at the time of simultaneous printing, the curing of the second base coating film is started after the curing of the first base coating film is started. The smoothness of the film can be improved, and the gloss as an appearance characteristic can be improved.
この発明によれば、第2ベース塗料の硬化温度において、クリア塗膜の方が第2ベース塗膜よりも粘度が低いため、第2ベース塗膜とクリア塗膜間での混層を抑制できる。また、第2ベース塗膜の硬化収縮時に生じる塗膜収縮方向の応力(以下、「硬化歪」という。)を開放でき、塗膜中に硬化歪が残存するのを抑制できる。これにより、外観特性としての艶感を向上できるとともに、チッピングのような外部からの応力の入力と同時に、塗膜中に残存する硬化歪が開放されて剥離が生じるのを抑制できる。 In this invention, the second base coating film and the clear coating film are formed using a combination in which the clear coating composition has a lower viscosity than the second base coating composition at the curing temperature of the second base coating composition.
According to this invention, the viscosity of the clear coating film is lower than that of the second base coating film at the curing temperature of the second base paint, so that the mixed layer between the second base coating film and the clear coating film can be suppressed. In addition, it is possible to release stress (hereinafter referred to as "curing strain") in the coating film shrinkage direction which occurs at the time of curing shrinkage of the second base coating film, and it is possible to suppress the curing strain from remaining in the coating film. Thus, the gloss as the appearance characteristic can be improved, and simultaneously with the input of external stress such as chipping, the curing strain remaining in the coating film can be released and peeling can be suppressed.
本実施形態に係る複層塗膜の形成方法は、電着塗装が施された被塗物上に、第1ベース塗料、第2ベース塗料及びクリア塗料を順次塗装した後、これらを同時に焼き付け硬化させることで、第1ベース塗膜、第2ベース塗膜及びクリア塗膜を形成するものである。また、本実施形態に係る複層塗膜は、このような形成方法により形成された複層塗膜である。 Hereinafter, an embodiment of the present invention will be described in detail with reference to the drawings.
In the method for forming a multilayer coating film according to the present embodiment, the first base paint, the second base paint, and the clear paint are sequentially applied on the substrate to which the electrodeposition coating has been applied, and then they are simultaneously baked and cured. As a result, the first base coating, the second base coating and the clear coating are formed. Moreover, the multilayer coating film which concerns on this embodiment is a multilayer coating film formed by such a formation method.
また、本実施形態に係る複層塗膜の形成方法では、第2ベース塗膜形成工程とクリア塗膜形成工程の間に、塗膜を乾燥させる乾燥工程を有し、クリア塗膜形成工程の後に、第1ベース塗膜、第2ベース塗膜及びクリア塗膜を同時に焼き付け硬化させる焼き付け工程を有する。 The formation method of the multilayer coating film which concerns on this embodiment has a 1st base coating film formation process, a 2nd base coating film formation process, and a clear coating film formation process.
In the method of forming a multilayer coating film according to the present embodiment, a drying step of drying the coating film is included between the second base coating film forming step and the clear coating film forming step. Later, it has the baking process which bakes and hardens the 1st base coat, the 2nd base coat, and the clear coat simultaneously.
電着塗装が施された被塗物としては、カチオン電着塗装が施された自動車ボディが好ましく適用される。 In the first base coating film forming step, the first base coating is formed on the substrate to which the electrodeposition coating has been applied by coating the first base coating.
As a substrate to which electrodeposition coating has been applied, an automobile body to which cationic electrodeposition coating has been applied is preferably applied.
樹脂成分としては、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂等を主成分として含むものが用いられる。
顔料成分としては、汎用的な着色顔料及び体質顔料が用いられる。
着色顔料としては、例えば、酸化チタン等の白色顔料、カーボンブラック等の黒色顔料、黄土等の黄色顔料、弁柄やアントラキノン等の赤色顔料、フタロシアニンブルー等の青色顔料、フタロシアニングリーン等の緑顔料等が挙げられる。
体質顔料としては、硫酸バリウム、炭酸カルシウム、カオリン、ケイ酸塩(タルク)等の無機顔料が挙げられる。
なお、第1ベース塗料は、必要に応じて有機溶剤や各種添加剤を含むものであってよい。 As the first base paint, a water-soluble paint or a water-dispersible paint such as an emulsion containing a resin component and a pigment component can be used.
As the resin component, one containing a polyester resin, an acrylic resin, a urethane resin or the like as a main component is used.
As the pigment component, general-purpose color pigments and extender pigments are used.
Examples of color pigments include white pigments such as titanium oxide, black pigments such as carbon black, yellow pigments such as ocher, red pigments such as red iron oxide and anthraquinone, blue pigments such as phthalocyanine blue, green pigments such as phthalocyanine green and the like Can be mentioned.
Examples of the extender pigment include inorganic pigments such as barium sulfate, calcium carbonate, kaolin and silicate (talc).
The first base paint may contain an organic solvent and various additives as needed.
焼き付け硬化後の第1ベース塗膜の顔料濃度の下限値を40質量%とすることで、明度の高い色の光線を確実に遮蔽して電着塗膜との界面における劣化及び剥離を十分に抑制できるとともに、優れた耐チッピング性を確保できる。また、上限値を60質量%とすることで、顔料の分散性を安定化させて色ムラを抑制できるとともに、塗膜の膜切れを抑制できるため、優れた仕上がり外観及び塗膜性能が得られる。 In the first base coating film forming step according to the present embodiment, the first base coating material in which the pigment concentration of the first base coating film after baking and curing is 40 to 60% by mass is used.
By setting the lower limit value of the pigment concentration of the first base coating film after baking and curing to 40% by mass, it is possible to reliably block light beams of high brightness and sufficiently degrade and peel off the interface with the electrodeposition coating film. While being able to control, excellent chipping resistance can be secured. Further, by setting the upper limit value to 60% by mass, the dispersibility of the pigment can be stabilized and the color unevenness can be suppressed, and the film breakage of the coating film can be suppressed, so an excellent finish appearance and coating film performance can be obtained. .
焼き付け硬化後の第1ベース塗膜の膜厚の下限値を20μmとすることで、明度の高い色の光線を確実に遮蔽して電着塗膜との界面における劣化及び剥離を十分に抑制できる。なお、塗装後にタレが生じて仕上がり外観が低下するのを回避する観点から、好ましい膜厚の上限値は、40μmである。 Further, in the first base coating film forming step according to the present embodiment, the first base coating film is coated by applying the first base paint so that the film thickness of the first base coating film after baking and curing becomes 20 μm or more. Form.
By setting the lower limit value of the film thickness of the first base coating film after baking and curing to 20 μm, it is possible to reliably block light rays of colors with high brightness and sufficiently suppress deterioration and peeling at the interface with the electrodeposition coating film. . The upper limit of the film thickness is preferably 40 μm from the viewpoint of avoiding the occurrence of sagging after coating and the reduction of the finished appearance.
ここで、「硬化温度」とは、温度上昇中に粘度の下降が停止して上昇に転じるときの温度を意味する。具体的には、動的粘弾性測定装置により測定される。 Further, in the first base coating film forming step according to the present embodiment, a first base paint whose curing temperature is lower than the curing temperature of the second base paint described later is used. That is, when simultaneously baking and curing the first base coating film and the second base coating film, the first base coating film is set to be cured prior to the second base coating film.
Here, "hardening temperature" means the temperature at which the drop in viscosity stops and increases while the temperature is rising. Specifically, it is measured by a dynamic viscoelasticity measuring device.
樹脂成分としては、第1ベース塗膜と同様に、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂等を主成分として含むものが用いられる。ただし、第1ベース塗膜の樹脂と同一の樹脂である必要は無い。
顔料成分としては、第1ベース塗膜と同様に、上記の各種着色顔料及び体質顔料が用いられる。また、第2ベース塗膜は、色相の発現の役割を担うものであり、上記の着色顔料に加えて光輝性顔料を用いることができる。
光輝性顔料としては、アルミフレーク、雲母、マイカフレーク、ガラスフレーク等の汎用的に自動車外板塗料に配合されているものが挙げられる。
なお、第2ベース塗料は、必要に応じて有機溶剤や各種添加剤を含むものであってよい。 As the second base paint, as in the first base paint, it is possible to use a water-soluble paint or a water-dispersible paint such as an emulsion, which contains a resin component and a pigment component.
As the resin component, one containing a polyester resin, an acrylic resin, a urethane resin or the like as a main component is used as in the first base coating film. However, the resin does not have to be the same as the resin of the first base coating film.
As the pigment component, various color pigments and extender pigments described above are used as in the first base coating film. In addition, the second base coating film plays a role of color development, and a glitter pigment can be used in addition to the above-mentioned color pigment.
As the bright pigment, those generally blended in automobile outer plate paints such as aluminum flakes, mica, mica flakes, glass flakes and the like can be mentioned.
The second base paint may contain an organic solvent and various additives as necessary.
焼き付け硬化後の第2ベース塗膜の膜厚の下限値を8μmとすることで、チッピング後の耐食性を向上できる。なお、塗装後にタレが生じて仕上がり外観が低下するのを回避する観点から、好ましい膜厚の上限値は、25μmである。 In the second base coating formation step of the present embodiment, the second base coating is applied to form a second base coating so that the film thickness of the second base coating after baking and curing becomes 8 μm or more.
The corrosion resistance after chipping can be improved by setting the lower limit value of the film thickness of the second base coating film after baking and curing to 8 μm. The upper limit of the film thickness is preferably 25 μm from the viewpoint of avoiding the occurrence of sagging after coating and the reduction in the finished appearance.
クリア塗料としては、汎用的な自動車外装用の水性塗料を用いることができる。硬化機構としては、例えば、アクリル-メラミン硬化、カルボン酸-グリシジル硬化、水酸基-(ブロック)イソシアネート硬化等が挙げられる。
クリア塗料は、1液あるいは2液混合塗料のいずれでも用いることができる。1液塗料の方が廉価でポットライフ等の制約が無いため、自動車塗装ラインにおける取り扱い易さの観点から好ましい。
なお、クリア塗料は、必要に応じて有機溶剤や各種添加剤を含むものであってよい。 In the clear coating film forming step, a clear coating film is formed by applying a clear paint on the second base coating film.
As the clear paint, a general purpose water-based paint for automobile exterior can be used. Examples of the curing mechanism include acrylic-melamine curing, carboxylic acid-glycidyl curing, hydroxyl group- (block) isocyanate curing and the like.
The clear paint can be used either as a one-part or two-part mixed paint. The one-component paint is preferable from the viewpoint of ease of handling in a car coating line because it is inexpensive and there is no restriction such as pot life.
In addition, the clear paint may contain an organic solvent and various additives as needed.
本実施形態に係る複層塗膜の形成方法は、中塗り塗装を廃止する代わりに、ベース塗膜形成工程として、電着塗膜上に第1ベース塗膜を形成する第1ベース塗膜形成工程と、第1ベース塗膜上に第2ベース塗膜を形成する第2ベース塗膜形成工程を設ける。また、第1ベース塗膜の顔料濃度を40~60質量%、膜厚を20μm以上に設定し、第2ベース塗膜の膜厚を8μm以上に設定する。
本実施形態によれば、色相を発現するベース塗膜を2層に分割し、第2ベース塗膜の下層に顔料濃度の高い第1ベース塗膜を所定以上の膜厚を確保して形成することで、明度の高い色の光線を確実に遮蔽できるとともに優れた耐チッピング性を確保できる。これにより、中塗り塗装を廃止しても、電着塗膜との界面における劣化及び剥離を十分に抑制でき、色相によらず優れた塗膜性能が得られる。 According to the present embodiment, the following effects are achieved.
The formation method of the multilayer coating film which concerns on this embodiment forms a 1st base coating film which forms a 1st base coating film on an electrodeposition coating film as a base coating film formation process instead of abolishing middle coat coating. A step of forming a second base coating film on the first base coating film is provided. Further, the pigment concentration of the first base coating film is set to 40 to 60% by mass, the film thickness is set to 20 μm or more, and the film thickness of the second base coating film is set to 8 μm or more.
According to the present embodiment, the base coating film that develops the hue is divided into two layers, and the first base coating film having a high pigment concentration is formed in the lower layer of the second base coating film with a predetermined film thickness or more secured. As a result, it is possible to reliably block light rays of high brightness and to ensure excellent chipping resistance. As a result, even if the intermediate coating is abolished, deterioration and peeling at the interface with the electrodeposition coating can be sufficiently suppressed, and excellent coating performance can be obtained regardless of the hue.
従来、同時焼き付け時に第2ベース塗膜の硬化が第1ベース塗膜の硬化よりも先に開始された場合には、第1ベース塗膜の硬化収縮に伴って、既に硬化が開始している第2ベース塗膜に歪みが発生し、複層塗膜の平滑性が損なわれてしまう不具合が生じていた。これに対して本実施形態によれば、同時焼き付け時において、第1ベース塗膜の硬化が開始された後に第2ベース塗膜の硬化が開始されるため、上記の不具合を回避して複層塗膜の平滑性を向上でき、外観特性としての艶感を向上できる。 In this embodiment, the first base coating and the second base coating are formed using a combination in which the first base coating has a lower curing temperature than the second base coating, and the first base coating and the second base coating are formed. The base coating is simultaneously baked and cured.
Conventionally, when curing of the second base coating is initiated prior to curing of the first base coating at the time of simultaneous printing, curing has already started along with curing shrinkage of the first base coating A distortion occurs in the second base coating film, causing a problem that the smoothness of the multilayer coating film is impaired. On the other hand, according to the present embodiment, at the time of simultaneous printing, the curing of the second base coating film is started after the curing of the first base coating film is started. The smoothness of the coating film can be improved, and the gloss as an appearance characteristic can be improved.
本実施形態によれば、第2ベース塗料の硬化温度において、クリア塗膜の方が第2ベース塗膜よりも粘度が低いため、第2ベース塗膜とクリア塗膜間での混層を抑制できる。また、第2ベース塗膜の硬化収縮時に生じる塗膜収縮方向の応力(硬化歪)を開放でき、塗膜中に硬化歪が残存するのを抑制できる。これにより、外観特性としての艶感を向上できるとともに、チッピングのような外部からの応力の入力と同時に、塗膜中に残存する硬化歪が開放されて剥離が生じるのを抑制できる。 In the present embodiment, the second base coating film and the clear coating film are formed using a combination in which the clear coating composition has a lower viscosity than the second base coating composition at the curing temperature of the second base coating composition.
According to the present embodiment, the viscosity of the clear coating is lower than that of the second base coating at the curing temperature of the second base coating, so that the mixed layer between the second base coating and the clear coating can be suppressed. . In addition, it is possible to release the stress (curing strain) in the coating film shrinkage direction which occurs at the time of curing shrinkage of the second base coating film, and it is possible to suppress the curing strain from remaining in the coating film. Thus, the gloss as the appearance characteristic can be improved, and simultaneously with the input of external stress such as chipping, the curing strain remaining in the coating film can be released and peeling can be suppressed.
上記実施形態では、第1ベース塗膜、第2ベース塗膜及びクリア塗料を同時に焼き付け硬化させるものとしたがこれに限定されない。 The present invention is not limited to the above-described embodiment, and modifications, improvements, and the like as long as the object of the present invention can be achieved are included in the present invention.
In the above embodiment, the first base coating, the second base coating and the clear coating are simultaneously baked and cured, but the present invention is not limited thereto.
[第1ベース塗料の調製]
自動車用水性塗料(日本ペイント株式会社製「アクアレックス」(登録商標))に対して、予め顔料成分として、酸化チタン(石原産業株式会社製「CR-90」(登録商標))を1.79質量部、カーボンブラック(エボニックテグサ株式会社製「FW200」(登録商標))を0.56質量部、タルク(日本タルク株式会社製「SG-95」(登録商標))を17.05質量部配合することで、焼き付け硬化後の塗膜の明度が10~20となるように調整した。次いでそこに、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」を17.92質量部、ポリエステル樹脂(三井化学株式会社製「HMP27」)を9.76質量部添加して十分に撹拌した。これにより、焼き付け硬化後の塗膜中の顔料濃度が40質量部となるように調整された実施例1の第1ベース塗料を得た。 Example 1
[Preparation of first base paint]
For a water-based paint for automobiles ("Aquarex" (registered trademark) manufactured by Nippon Paint Co., Ltd.), titanium oxide ("CR-90" (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) as a pigment component in advance 0.56 parts by mass of carbon black ("FW 200" (registered trademark) manufactured by Evonik Tegsa Co., Ltd.) and 17.05 parts by mass of talc (manufactured by Nippon Talc Co., Ltd. "SG-95" (registered trademark) By blending, the brightness of the coating film after bake curing was adjusted to 10 to 20. Next, a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 1 was obtained in which the pigment concentration in the coating film after baking and curing was adjusted to 40 parts by mass.
予め黒パール色に調整された自動車用水性塗料(日本ペイント株式会社製「アクアレックスNH731P」(登録商標))に対して、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を14.36質量部加した後、十分に撹拌することで、実施例1の第2ベース塗料を得た。 [Preparation of second base paint]
A urethane emulsion resin ("U-coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) against a water-based automotive paint ("Aquarex NH 731 P" manufactured by Nippon Paint Co., Ltd.) registered in black pearl in advance. After adding .36 parts by mass, the second base paint of Example 1 was obtained by sufficiently stirring.
予めカチオン電着塗装が施された鋼板上に、本実施例で調製した第1ベース塗料を、焼き付け硬化後の膜厚が20μmとなるようにスプレー塗装した。次いで、本実施例で調製した第2ベース塗料を、焼き付け硬化後の塗膜の膜厚が8μmとなるようにウェットオンウェットでスプレー塗装した。その後、80℃の乾燥炉内に5分間静置して乾燥させた後、室温まで放冷してから、クリア塗料(日本ペイント株式会社製「マックフローO100」)を焼き付け硬化後の膜厚が30μmとなるようにスプレー塗装した。次いで、140℃の乾燥炉内に30分間静置して、第1ベース塗膜、第2ベース塗膜及びクリア塗膜を同時に焼き付け硬化させることで、実施例1の複層塗膜を得た。 [Formation of multilayer coating film]
The first base paint prepared in the present example was spray-coated on a steel plate previously subjected to cationic electrodeposition coating so that the film thickness after baking and curing was 20 μm. Next, the second base paint prepared in the present example was spray-coated by wet on wet so that the film thickness of the coating after baking and curing was 8 μm. Then, the film is allowed to stand for 5 minutes in a drying oven at 80 ° C. for drying, and then allowed to cool to room temperature, and then the clear paint (“Macflow O100” manufactured by Nippon Paint Co., Ltd.) is baked and the film thickness after curing is It spray-coated so that it might be set to 30 micrometers. Subsequently, the multilayer coating film of Example 1 was obtained by standing for 30 minutes in a drying oven at 140 ° C. and simultaneously baking and curing the first base coating film, the second base coating film, and the clear coating film. .
[複層塗膜の形成]
実施例1で調製した第1ベース塗料を、焼き付け硬化後の膜厚が23μmとなるようにスプレー塗装した以外は、実施例1と同様の操作を実施することで、実施例2の複層塗膜を得た。 Example 2
[Formation of multilayer coating film]
The multilayer coating of Example 2 is carried out by performing the same operation as in Example 1 except that the first base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 23 μm. I got a membrane.
[複層塗膜の形成]
実施例1で調製した第1ベース塗料を、焼き付け硬化後の膜厚が15μmとなるようにスプレー塗装した以外は、実施例1と同様の操作を実施することで、比較例1の複層塗膜を得た。 Comparative Example 1
[Formation of multilayer coating film]
The multilayer coating of Comparative Example 1 is carried out by carrying out the same operation as in Example 1 except that the first base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 15 μm. I got a membrane.
[第1ベース塗料の調製]
実施例1で調製した第1ベース塗料に対して、顔料が配合されていない自動車用水性塗料(日本ペイント株式会社製「アクアレックス」(登録商標))を配合するとともに、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を22.23質量部、ポリエステル樹脂(三井化学株式会社製「HMP27」)を12.1質量部添加して十分に撹拌した。これにより、焼き付け硬化後の塗膜中の顔料濃度が35質量部となるように調整された比較例2の第1ベース塗料を得た。 Comparative Example 2
[Preparation of first base paint]
To the first base paint prepared in Example 1, a water-based paint for automobiles not containing a pigment ("Aquarex" (registered trademark) manufactured by Nippon Paint Co., Ltd.) is blended, and a urethane emulsion resin (SANYO Kasei Co., Ltd.) 22.23 parts by mass of “U-Coat UX-310” manufactured by Co., Ltd. and 12.1 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) were sufficiently stirred. Thereby, the 1st base paint of comparative example 2 adjusted so that the pigment concentration in the coating film after bake-hardening might be 35 mass parts was obtained.
実施例1で調製した第1ベース塗料の代わりに、本比較例で調製した第1ベース塗料を用いた以外は、実施例1と同様の操作を実施することで、比較例2の複層塗膜を得た。 [Formation of multilayer coating film]
A multilayer paint of Comparative Example 2 is carried out by carrying out the same operation as in Example 1 except that the first base paint prepared in this Comparative Example is used instead of the first base paint prepared in Example 1. I got a membrane.
[複層塗膜の形成]
実施例1で調製した第2ベース塗料を、焼き付け硬化後の膜厚が5μmとなるようにスプレー塗装した以外は、実施例1と同様の操作を行うことで、比較例3の複層塗膜を得た。 Comparative Example 3
[Formation of multilayer coating film]
The multilayer coating film of Comparative Example 3 is carried out by performing the same operation as in Example 1 except that the second base paint prepared in Example 1 is spray-coated so that the film thickness after baking and curing becomes 5 μm. I got
実施例1~2及び比較例1~3で得た各複層塗膜について、耐チッピング性の評価を実施した。具体的には、以下の手順に従って評価を実施した。
先ず、JASO M 104に準じてグラベロメータ試験機にて、予め-20℃に冷却した各実施例及び比較例の複層塗膜を、ショット材が90度の角度で当たる位置にセットした。ショット材としては、道路用砕石の7号砕石50gを用い、2kgf/cm2のエア圧でショットした。試験終了後、複層塗膜を取り出し、破壊された塗膜及び塗膜浮きの部分を取り除いた。その後、ルーペ等を用いて、塗膜ハガレの多さと鋼板の露出の多さを目視で評価した。 <Evaluation>
The chipping resistance of the multilayer coatings obtained in Examples 1 and 2 and Comparative Examples 1 to 3 was evaluated. Specifically, the evaluation was performed according to the following procedure.
First, the multilayer coating films of each of the Examples and Comparative Examples, which had been cooled to -20.degree. C. in advance, were set at positions where the shot materials hit at an angle of 90.degree. With a gravelometer tester according to JASO M104. As a shot material, 50 g of crushed stone No. 7 for road was used, and shot with an air pressure of 2 kgf / cm 2 . After completion of the test, the multilayer coating was taken out and the broken coating and the portion of the coating floating were removed. Thereafter, using a loupe or the like, the amount of peeling of the coating film and the amount of exposure of the steel plate were visually evaluated.
鋼板の露出については、露出の少ないものから順に、◎(露出僅か)、○(露出少ない)、△(露出やや多い)、×(露出多い)、××(露出過多)の5段階で評価した。また、ショット後の複層塗膜を、JIS Z 2371に順じて塩水噴霧装置に24時間放置し、傷が集中している50mm×50mm四方において、錆が発生している部位の個数を計測した。
また、塗膜ハガレと露出の多さの評価結果に基づいて、耐チッピング性が良好であるとされたものを○とし、耐チッピング性に劣るとされたものを×として、耐チッピング性を判定した。結果を表1に示す。 Specifically, with regard to coating film peeling, in order from the film coating having a slight peeling, ◎ (slightly peeling), ○ (smallly peeling), Δ (slightly many peeling), × (largely peeling), × × (slarking excess) 5). Also, measure the number of coated film peelings with a diameter or length of 0.5 mm to 1 mm and the number of coated film peelings with a diameter or length of 1 mm or more in a 50 mm × 50 mm square in which scratches after shot are concentrated. did.
The exposure of the steel plate was evaluated in the following five grades in the order from the one with the least exposure: ◎ (less exposure), ((less exposure), ((more exposure slightly), x (more exposure), and x (excessive) . In addition, the multilayer coating film after shot is left to stand in a salt water sprayer for 24 hours in accordance with JIS Z 2371, and in 50 mm x 50 mm squares where scratches are concentrated, the number of rusted areas is measured did.
Also, based on the evaluation results of coating film peeling and the degree of exposure, the chipping resistance is evaluated as ○ with good chipping resistance and as × with poor chipping resistance. did. The results are shown in Table 1.

これに対して、実施例1及び実施例2はいずれも、塗膜ハガレ及び鋼板の露出が少なく、耐チッピング性が良好であると判定された。
これらの結果から、第1ベース塗膜の顔料濃度を40~60質量%、膜厚を20μm以上に設定し、第2ベース塗膜の膜厚を8μm以上に設定することで、優れた耐チッピング性が得られることが確認された。 As shown in Table 1, the film thickness of the first base coating film is 15 μm and is thin and is outside the range (20 μm or more) of the present invention, the pigment concentration in the first base coating film is 35 parts by mass and the present invention is small Comparative Example 2 which is out of the range (40 to 60 parts by mass) and Comparative Example 3 in which the film thickness of the second base coating film is 5 μm and thin and outside the range of the present invention (8 μm or more) And it was judged that it was inferior to chipping resistance, since there were many exposures of a steel plate.
On the other hand, in each of Example 1 and Example 2, the exposure of the coating film peeling and the steel plate was small, and it was determined that the chipping resistance was good.
From these results, the chipping resistance is excellent by setting the pigment concentration of the first base coating film to 40 to 60 mass%, setting the film thickness to 20 μm or more, and setting the film thickness of the second base coating film to 8 μm or more. It was confirmed that sex was obtained.
[第1ベース塗料の調製]
実施例1で調製した第1ベース塗料中のメラミン樹脂成分を全て、完全メチル化メラミン樹脂(日本サイテックインダストリーズ株式会社製「サイメル303」(登録商標))に置換することで、実施例3の第1ベース塗料を調製した。これにより、本実施例の第1ベース塗料の硬化温度は、本実施例で用いる第2ベース塗料(実施例1の第2ベース塗料)の硬化温度よりも低いものとした。 Example 3
[Preparation of first base paint]
By replacing all the melamine resin components in the first base paint prepared in Example 1 with a completely methylated melamine resin (“Cymel 303” (registered trademark) manufactured by Nippon Cytech Industries, Ltd.), the third of Example 3 was obtained. 1 base paint was prepared. As a result, the curing temperature of the first base paint of this example was lower than the curing temperature of the second base paint (second base paint of Example 1) used in this example.
実施例1で用いたクリア塗料(日本ペイント株式会社製「マックフローO100」)に対して、ジメチルエタノールアミンを1.2質量部添加することで、実施例3のクリア塗料を調製した。これにより、本実施例で用いる第2ベース塗料(実施例1の第2ベース塗料)の硬化温度において、本実施例のクリア塗料の粘度は、本実施例で用いる第2ベース塗料(実施例1の第2ベース塗料)の粘度よりも低いものとした。 [Preparation of clear paint]
The clear paint of Example 3 was prepared by adding 1.2 parts by mass of dimethylethanolamine to the clear paint ("Macflow O100" manufactured by Nippon Paint Co., Ltd.) used in Example 1. Thus, at the curing temperature of the second base paint used in this example (the second base paint of Example 1), the viscosity of the clear paint of this example is the same as that of the second base paint used in this example (Example 1) Lower than the viscosity of the second base paint).
実施例1で調製した第1ベース塗料の代わりに本実施例で調製した第1ベース塗料を用いる点と、実施例1で用いたクリア塗料の代わりに本実施例で調製したクリア塗料を用いる以外は、実施例1と同様の操作を実施することで、実施例3の複層塗膜を得た。 [Formation of multilayer coating film]
Using the first base paint prepared in this example instead of the first base paint prepared in Example 1 and using the clear paint prepared in this example instead of the clear paint used in Example 1 The multilayer coating film of Example 3 was obtained by carrying out the same operation as in Example 1.
実施例3で得た複層塗膜について、上述の手順に従って耐チッピング性の評価を実施した。また、実施例1と実施例3の各複層塗膜を対比させつつ、塗膜外観の評価を併せて実施した。
塗膜外観の評価については、目視で、塗膜表面の艶感が良いものから順に、◎(艶引け僅か)、○(艶引けあまり無い)、△(やや艶引け)、×(かなり艶引け)、××(艶引け過多)の5段階で評価した。
また、Wave Scan DOI(BYK Gardner社製)を用いて、塗膜表面の算術平均うねりWa値を測定した。結果を表2に示す。
また、光学顕微鏡を用いて、実施例1と実施例3の各複層塗膜の断面観察を実施した。 <Evaluation>
The evaluation of chipping resistance was carried out on the multilayer coating film obtained in Example 3 in accordance with the above-mentioned procedure. Moreover, evaluation of a coating-film external appearance was implemented collectively, making each multilayer coating film of Example 1 and Example 3 contrast.
For the evaluation of the coating appearance, visually, in order from the one with the best gloss of the coating surface, ◎ (slight gloss), 僅 か (slight gloss), ((slight gloss), x (slight gloss) Evaluation was made in 5 steps of x) and x (over gloss).
In addition, the arithmetic mean waviness Wa value of the coating film surface was measured using Wave Scan DOI (manufactured by BYK Gardner). The results are shown in Table 2.
Moreover, cross-sectional observation of each multilayer coating film of Example 1 and Example 3 was implemented using the optical microscope.
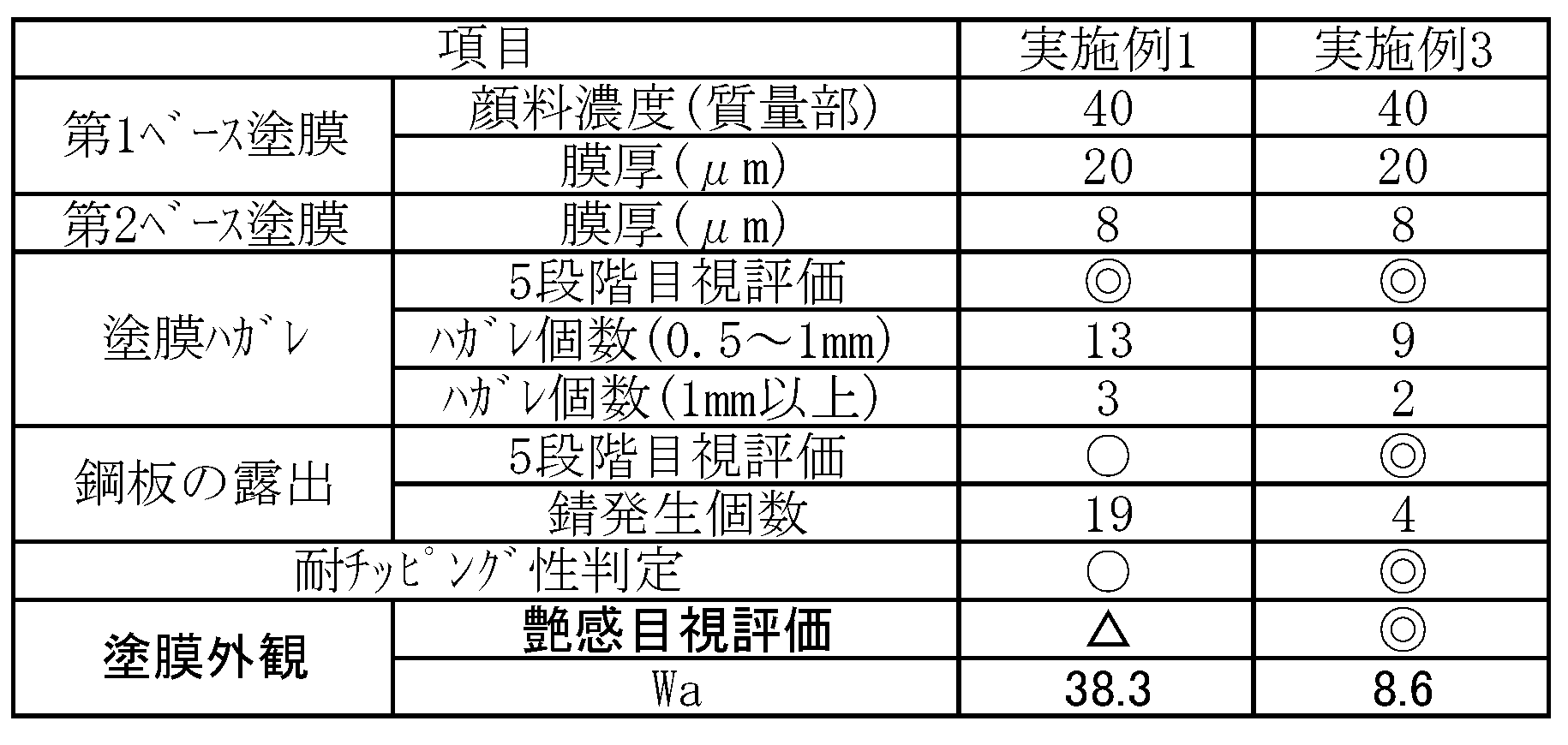
また、実施例1の複層塗膜では、塗膜表面のWaが大きく、やや艶引けしていたのに対して、実施例3の複層塗膜では、塗膜表面のWaが小さく、艶引けは僅かであることが確認された。
また、実施例1と実施例3の複層塗膜について断面観察を実施した結果、実施例1よりも実施例3の方が第1ベース塗膜と第2ベース塗膜の境界が明瞭であることが確認された。 As shown in Table 2, the curing temperature of the first base paint is lower than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is lower than the viscosity of the second base paint Particularly in Example 3 in which the steel plate was exposed was less than in Example 1, and it was confirmed that the chipping resistance was improved.
Moreover, in the multilayer coating film of Example 1, the Wa on the coating film surface was large and somewhat glossy, while in the multilayer coating film of Example 3, the Wa on the coating film surface was small and gloss It was confirmed that the closing was slight.
In addition, as a result of cross-sectional observation of the multilayer coating films of Example 1 and Example 3, the boundary between the first base coating film and the second base coating film is clearer in Example 3 than in Example 1. That was confirmed.
図1及び図2において、横軸は温度(℃)を表し、縦軸は各塗料の粘度(Pa・s)を表している。各塗料の粘度は、動的粘弾性測定装置(UBM社製「Rheosol-G5000」)を用い、コーンの直径が25mm、ギャップが1mmのパラレルプレートを用い、周波数1.6Hz、角振幅8.23degとして、10分間で25℃~140℃まで昇温させたときに測定された複素粘性率を意味する。 Here, the behavior of the viscosity at the time of baking and curing of each paint used in Example 1 and Example 3 will be described with reference to FIG. 1 and FIG. FIG. 1 is a view showing the relationship between temperature and viscosity of each paint used in Example 3, and FIG. 2 is a view showing the relationship between temperature and viscosity of each paint used in Example 1.
In FIG. 1 and FIG. 2, the horizontal axis represents temperature (° C.), and the vertical axis represents the viscosity (Pa · s) of each paint. The viscosity of each paint was measured using a dynamic viscoelasticity measuring apparatus ("Rheosol-G5000" manufactured by UBM), using a parallel plate having a diameter of 25 mm and a gap of 1 mm, a frequency of 1.6 Hz, and an angular amplitude of 8.23 deg. It means the complex viscosity measured when the temperature is raised from 25 ° C. to 140 ° C. in 10 minutes.
一方、図2から明らかであるように、実施例1では、第1ベース塗料の硬化温度が第2ベース塗料の硬化温度よりも高く、第2ベース塗料の硬化温度におけるクリア塗料の粘度が第2ベース塗料の粘度よりも高いことが確認された。
以上の結果から、第1ベース塗料の硬化温度を第2ベース塗料の硬化温度よりも低いものとし、第2ベース塗料の硬化温度におけるクリア塗料の粘度を第2ベース塗料の粘度よりも低いものとする本発明の複層塗膜形成方法によれば、艶感を向上できるとともに、耐チッピング性を向上できることが確認された。 As indicated by the arrows in FIGS. 1 and 2, it is considered that curing started when the viscosity began to rise, and the temperature is the curing temperature of each paint. As apparent from FIG. 1, in Example 3, the curing temperature of the first base paint is lower than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is the second base paint. It was confirmed to be lower than the viscosity of
On the other hand, as is clear from FIG. 2, in Example 1, the curing temperature of the first base paint is higher than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is the second It was confirmed to be higher than the viscosity of the base paint.
From the above results, it is assumed that the curing temperature of the first base paint is lower than the curing temperature of the second base paint, and the viscosity of the clear paint at the curing temperature of the second base paint is lower than the viscosity of the second base paint. According to the method of forming a multilayer coating film of the present invention, it was confirmed that the glossiness can be improved and the chipping resistance can be improved.
[第1ベース塗料の調製]
自動車用水性塗料(日本ペイント株式会社製「アクアレックス」(登録商標))中のメラミン樹脂成分全てを完全メチル化メラミン樹脂(日本サイテックインダストリーズ製「サイメル303」(登録商標))に置換するとともに、予め顔料成分として、酸化チタン(石原産業株式会社製「CR-90」(登録商標))を13.16質量部、カーボンブラック(エボニックテグサ株式会社製「FW200」(登録商標))を0.13質量部、タルク(日本タルク株式会社製「SG-95」(登録商標))を6.11質量部配合することで、焼き付け硬化後の塗膜の明度が50~60となるように調整した。次いでそこに、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」を17.92質量部、ポリエステル樹脂(三井化学株式会社製「HMP27」)を9.76質量部添加して十分に撹拌した。これにより、焼き付け硬化後の塗膜中の顔料濃度が40質量部となるように調整された実施例4の第1ベース塗料を得た。 Example 4
[Preparation of first base paint]
While replacing all melamine resin components in a water-based paint for automobiles ("Aquarex" (registered trademark) made by Nippon Paint Co., Ltd.) with a completely methylated melamine resin ("Cymel 303" (registered trademark) made by Nippon Cytech Industries, As a pigment component, 13.16 parts by mass of titanium oxide ("CR-90" (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) and 0. 4 of carbon black ("FW 200" (registered trademark) manufactured by Evonik Tegsa Co., Ltd.). 13 parts by mass and 6.11 parts by mass of talc (Nippon Talc Co., Ltd. “SG-95” (registered trademark)) were mixed to adjust the brightness of the coating after baking and curing to 50 to 60. . Next, a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 4 was obtained, which was adjusted so that the pigment concentration in the coating film after baking and curing was 40 parts by mass.
予めシルバー色に調整された自動車用水性塗料(日本ペイント株式会社製「アクアレックスNH737M」(登録商標))に対して、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を14.36質量部加した後、十分に撹拌することで、実施例4の第2ベース塗料を得た。 [Preparation of second base paint]
14. A urethane emulsion resin ("U-Coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) against a water-based automotive paint ("Aquarex NH 737 M" manufactured by Nippon Paint Co., Ltd.) previously adjusted to silver color. After adding 36 parts by mass, the second base paint of Example 4 was obtained by sufficiently stirring.
実施例1の第1ベース塗料、第2ベース塗料及びクリア塗料の代わりに、本実施例で調製した第1ベース塗料及び第2ベース塗料と、実施例3で調製したクリア塗料を用いる以外は、実施例1と同様の操作を実施することで、実施例4の複層塗膜を得た。 [Formation of multilayer coating film]
The first base paint and the second base paint prepared in this example and the clear paint prepared in Example 3 are used instead of the first base paint, the second base paint and the clear paint of Example 1 By carrying out the same operation as in Example 1, a multilayer coating film of Example 4 was obtained.
[第2ベース塗料の調製]
予め赤色に調整された自動車用水性塗料(日本ペイント株式会社製「アクアレックスR540P」(登録商標))に対して、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を14.36質量部加した後、十分に撹拌することで、実施例5の第2ベース塗料を得た。 Example 5
[Preparation of second base paint]
A urethane emulsion resin ("U-coat UX-310" manufactured by Sanyo Chemical Industries, Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex R540P" manufactured by Nippon Paint Co., Ltd.) registered in red in advance. After adding by mass, the second base paint of Example 5 was obtained by sufficiently stirring.
実施例1の第1ベース塗料、第2ベース塗料及びクリア塗料の代わりに、実施例4で調製した第1ベース塗料、本実施例で調製した第2ベース塗料及び実施例3で調製したクリア塗料を用いる以外は、実施例1と同様の操作を実施することで、実施例5の複層塗膜を得た。 [Formation of multilayer coating film]
Instead of the first base paint, the second base paint and the clear paint of Example 1, the first base paint prepared in Example 4, the second base paint prepared in this example, and the clear paint prepared in Example 3 The multilayer coating film of Example 5 was obtained by carrying out the same operation as Example 1 except using.
[第2ベース塗料の調製]
予め青色に調整された自動車用水性塗料(日本ペイント株式会社製「アクアレックスB548P」(登録商標))に対して、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を14.36質量部加した後、十分に撹拌することで、実施例6の第2ベース塗料を得た。 Example 6
[Preparation of second base paint]
A urethane emulsion resin ("U-Coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex B 548 P" (registered trademark) manufactured by Nippon Paint Co., Ltd.) previously adjusted to blue. After adding by mass, the second base paint of Example 6 was obtained by sufficiently stirring.
実施例1の第1ベース塗料、第2ベース塗料及びクリア塗料の代わりに、実施例4で調製した第1ベース塗料、本実施例で調製した第2ベース塗料及び実施例3で調製したクリア塗料を用いる以外は、実施例1と同様の操作を実施することで、実施例5の複層塗膜を得た。 [Formation of multilayer coating film]
Instead of the first base paint, the second base paint and the clear paint of Example 1, the first base paint prepared in Example 4, the second base paint prepared in this example, and the clear paint prepared in Example 3 The multilayer coating film of Example 5 was obtained by carrying out the same operation as Example 1 except using.
[第1ベース塗料の調製]
自動車用水性塗料(日本ペイント株式会社製「アクアレックス」(登録商標))中のメラミン樹脂成分全てを完全メチル化メラミン樹脂(日本サイテックインダストリーズ製「サイメル303」(登録商標))に置換するとともに、予め顔料成分として、酸化チタン(石原産業株式会社製「CR-90」(登録商標))を26.19質量部配合することで、焼き付け硬化後の塗膜の明度が80~90となるように調整した。次いでそこに、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」を17.92質量部、ポリエステル樹脂(三井化学株式会社製「HMP27」)を9.76質量部添加して十分に撹拌した。これにより、焼き付け硬化後の塗膜中の顔料濃度が47.4質量部となるように調整された実施例7の第1ベース塗料を得た。 Example 7
[Preparation of first base paint]
While replacing all melamine resin components in a water-based paint for automobiles ("Aquarex" (registered trademark) made by Nippon Paint Co., Ltd.) with a completely methylated melamine resin ("Cymel 303" (registered trademark) made by Nippon Cytech Industries, By blending 26.19 parts by mass of titanium oxide ("CR-90" (registered trademark) manufactured by Ishihara Sangyo Co., Ltd.) as a pigment component in advance, the brightness of the coating film after baking and curing becomes 80 to 90. It was adjusted. Next, a urethane emulsion resin (17.92 parts by mass of “U-Coat UX-310” manufactured by Sanyo Chemical Industries, Ltd., and 9.76 parts by mass of a polyester resin (“HMP 27” manufactured by Mitsui Chemicals, Inc.) are added and sufficiently stirred As a result, the first base paint of Example 7 was obtained, which was adjusted so that the pigment concentration in the coating film after baking and curing was 47.4 parts by mass.
予め白色に調整された自動車用水性塗料(日本ペイント株式会社製「アクアレックスNH578」(登録商標))に対して、ウレタンエマルジョン樹脂(三洋化成株式会社製「ユーコートUX-310」)を14.36質量部加した後、十分に撹拌することで、実施例7の第2ベース塗料を得た。 [Preparation of second base paint]
A urethane emulsion resin ("U-Coat UX-310" manufactured by Sanyo Kasei Co., Ltd.) is 14.36 against a water-based paint for automobiles ("Aquarex NH578" manufactured by Nippon Paint Co., Ltd.) which has been previously adjusted to white. After addition by mass, the second base paint of Example 7 was obtained by sufficiently stirring.
実施例1の第1ベース塗料、第2ベース塗料及びクリア塗料の代わりに、本実施例で調製した第1ベース塗料、本実施例で調製した第2ベース塗料及び実施例3で調製したクリア塗料を用いる以外は、実施例1と同様の操作を実施することで、実施例7の複層塗膜を得た。 [Formation of multilayer coating film]
Instead of the first base paint, the second base paint and the clear paint of Example 1, the first base paint prepared in this example, the second base paint prepared in this example and the clear paint prepared in Example 3 The multilayer coating film of Example 7 was obtained by carrying out the same operation as Example 1 except using.
実施例3~7の各複層塗膜について、上述した評価方法に従って耐チッピング性の評価を実施した。結果を表3に示す。 <Evaluation>
The chipping resistance of each of the multilayer coatings of Examples 3 to 7 was evaluated according to the above-mentioned evaluation method. The results are shown in Table 3.

Claims (4)
- 電着塗装が施された被塗物上に、第1ベース塗料を塗装して第1ベース塗膜を形成する第1ベース塗膜形成工程と、
前記第1ベース塗膜上に、第2ベース塗料を塗装して第2ベース塗膜を形成する第2ベース塗膜形成工程と、
前記第2ベース塗膜上に、クリア塗料を塗装してクリア塗膜を形成するクリア塗膜形成工程と、を有する複層塗膜の形成方法であって、
前記第1ベース塗膜形成工程では、焼き付け硬化後の第1ベース塗膜の顔料濃度が40~60質量%となり且つ膜厚が20μm以上となるように前記第1ベース塗料を塗装して前記第1ベース塗膜を形成し、
前記第2ベース塗膜形成工程では、焼き付け硬化後の第2ベース塗膜の膜厚が8μm以上となるように前記第2ベース塗料を塗装して第2ベース塗膜を形成することを特徴とする複層塗膜の形成方法。 A first base coating film forming step of coating a first base paint on a substrate to which electrodeposition coating has been applied to form a first base coating film;
A second base coating film forming step of coating a second base paint on the first base coating film to form a second base coating film;
A clear coating film forming step of applying a clear coating on the second base coating film to form a clear coating film;
In the first base paint film forming step, the first base paint is applied so that the pigment concentration of the first base paint film after baking and curing becomes 40 to 60 mass% and the film thickness becomes 20 μm or more. 1 form a base coating,
In the second base coating film forming step, the second base coating is applied to form a second base coating film so that the film thickness of the second base coating film after baking and curing becomes 8 μm or more. Of forming a multilayer coating film. - 前記第1ベース塗膜及び前記第2ベース塗膜を同時に焼き付け硬化する焼き付け工程をさらに有し、
前記第1ベース塗料及び前記第2ベース塗料の組み合わせとして、第1ベース塗料の方が第2ベース塗料よりも硬化温度が低い組み合わせを用いることを特徴とする請求項1に記載の複層塗膜の形成方法。 The method further comprises a baking step of baking and curing the first base coating and the second base coating simultaneously.
The multilayer coating film according to claim 1, wherein the combination of the first base coating and the second base coating uses a combination having a lower curing temperature than the second base coating. How it is formed. - 前記第2ベース塗料及び前記クリア塗料の組み合わせとして、第2ベース塗料の硬化温度において、クリア塗料の方が第2ベース塗料よりも塗膜の粘度が低い組み合わせを用いることを特徴とする請求項1又は2に記載の複層塗膜の形成方法。 The combination of the second base paint and the clear paint, wherein the clear paint has a lower viscosity of the coating film than the second base paint at the curing temperature of the second base paint. Or the formation method of the multilayer coating film as described in 2.
- 請求項1から3いずれかに記載の複層塗膜の形成方法により形成された複層塗膜。 A multilayer coating film formed by the method for forming a multilayer coating film according to any one of claims 1 to 3.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112014005780A BR112014005780A2 (en) | 2011-09-13 | 2012-09-11 | Multilayer coating film and multilayer coating film forming method |
| CN201280044666.6A CN103796764B (en) | 2011-09-13 | 2012-09-11 | The formation method of multilayer film and multilayer film |
| JP2013533673A JP5881719B2 (en) | 2011-09-13 | 2012-09-11 | Method for forming multilayer coating film and multilayer coating film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-199398 | 2011-09-13 | ||
| JP2011199398 | 2011-09-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013039066A1 true WO2013039066A1 (en) | 2013-03-21 |
Family
ID=47883294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/073196 WO2013039066A1 (en) | 2011-09-13 | 2012-09-11 | Double-layer coating film formation method and double-layer coating film |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5881719B2 (en) |
| CN (1) | CN103796764B (en) |
| BR (1) | BR112014005780A2 (en) |
| WO (1) | WO2013039066A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105358259A (en) * | 2013-07-01 | 2016-02-24 | 本田技研工业株式会社 | Coating facility and coating method |
| WO2022054709A1 (en) * | 2020-09-14 | 2022-03-17 | 日本ペイント・オートモーティブコーティングス株式会社 | Multi-layer coating film and multi-layer coating film forming method |
| JP7433853B2 (en) | 2019-11-19 | 2024-02-20 | トヨタ自動車東日本株式会社 | Formation method of multi-layer coating and multi-layer coating |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107286724B (en) * | 2017-07-06 | 2020-06-05 | 观致汽车有限公司 | Automobile coating structure |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60132679A (en) * | 1983-11-28 | 1985-07-15 | バスフ・コーポレイション | Colored clear coat paint system |
| JPH01210082A (en) * | 1988-02-17 | 1989-08-23 | Kansai Paint Co Ltd | Coating method |
| WO1996033814A1 (en) * | 1995-04-27 | 1996-10-31 | Kansai Paint Co., Ltd. | Method of multilayer coating |
| JP2000281962A (en) * | 1999-03-31 | 2000-10-10 | Kansai Paint Co Ltd | Method for forming multi-layer coated film |
| JP2000317394A (en) * | 1999-05-12 | 2000-11-21 | Kansai Paint Co Ltd | Method for forming coating film |
| JP2005177631A (en) * | 2003-12-19 | 2005-07-07 | Nissan Motor Co Ltd | Coating method |
| JP2005177680A (en) * | 2003-12-22 | 2005-07-07 | Nissan Motor Co Ltd | Coating method and apparatus used therefor |
| JP2008521604A (en) * | 2004-12-04 | 2008-06-26 | ビー・エイ・エス・エフ、コーポレーション | Primerless integrated multilayer coating |
| JP2009034668A (en) * | 2007-07-06 | 2009-02-19 | Toyota Central R&D Labs Inc | Coating method, and coated object prepared by the same |
| JP2009539604A (en) * | 2006-06-14 | 2009-11-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | Multilayer coating manufacturing method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10277478A (en) * | 1997-04-09 | 1998-10-20 | Nippon Paint Co Ltd | Formation of coating film |
| JP2009177680A (en) * | 2008-01-28 | 2009-08-06 | Nikon Corp | Camera |
-
2012
- 2012-09-11 CN CN201280044666.6A patent/CN103796764B/en active Active
- 2012-09-11 JP JP2013533673A patent/JP5881719B2/en active Active
- 2012-09-11 BR BR112014005780A patent/BR112014005780A2/en not_active IP Right Cessation
- 2012-09-11 WO PCT/JP2012/073196 patent/WO2013039066A1/en active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60132679A (en) * | 1983-11-28 | 1985-07-15 | バスフ・コーポレイション | Colored clear coat paint system |
| JPH01210082A (en) * | 1988-02-17 | 1989-08-23 | Kansai Paint Co Ltd | Coating method |
| WO1996033814A1 (en) * | 1995-04-27 | 1996-10-31 | Kansai Paint Co., Ltd. | Method of multilayer coating |
| JP2000281962A (en) * | 1999-03-31 | 2000-10-10 | Kansai Paint Co Ltd | Method for forming multi-layer coated film |
| JP2000317394A (en) * | 1999-05-12 | 2000-11-21 | Kansai Paint Co Ltd | Method for forming coating film |
| JP2005177631A (en) * | 2003-12-19 | 2005-07-07 | Nissan Motor Co Ltd | Coating method |
| JP2005177680A (en) * | 2003-12-22 | 2005-07-07 | Nissan Motor Co Ltd | Coating method and apparatus used therefor |
| JP2008521604A (en) * | 2004-12-04 | 2008-06-26 | ビー・エイ・エス・エフ、コーポレーション | Primerless integrated multilayer coating |
| JP2009539604A (en) * | 2006-06-14 | 2009-11-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | Multilayer coating manufacturing method |
| JP2009034668A (en) * | 2007-07-06 | 2009-02-19 | Toyota Central R&D Labs Inc | Coating method, and coated object prepared by the same |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105358259A (en) * | 2013-07-01 | 2016-02-24 | 本田技研工业株式会社 | Coating facility and coating method |
| CN105358259B (en) * | 2013-07-01 | 2017-05-31 | 本田技研工业株式会社 | Coating equipment and coating process |
| JP7433853B2 (en) | 2019-11-19 | 2024-02-20 | トヨタ自動車東日本株式会社 | Formation method of multi-layer coating and multi-layer coating |
| WO2022054709A1 (en) * | 2020-09-14 | 2022-03-17 | 日本ペイント・オートモーティブコーティングス株式会社 | Multi-layer coating film and multi-layer coating film forming method |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103796764B (en) | 2016-03-02 |
| JP5881719B2 (en) | 2016-03-09 |
| BR112014005780A2 (en) | 2017-03-28 |
| CN103796764A (en) | 2014-05-14 |
| JPWO2013039066A1 (en) | 2015-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4274228B2 (en) | Coating film excellent in heat dissipation and formation method thereof | |
| WO2014034175A1 (en) | Method for forming fancy multi-layer coating film | |
| JP5489976B2 (en) | Multi-layer coating formation method | |
| WO2013039066A1 (en) | Double-layer coating film formation method and double-layer coating film | |
| TWI793326B (en) | Multilayer coating film forming method | |
| JP5405394B2 (en) | Multi-layer coating formation method | |
| JP2009286862A (en) | Heat-insulating coating material composition, method for forming heat-insulating coating film using the same and heat-insulating coating film | |
| JP4170806B2 (en) | Multilayer coating film forming method, multilayer coating film and article | |
| US20220410210A1 (en) | Method for forming multilayer coating film | |
| JP4235391B2 (en) | Multilayer coating film forming method and aqueous intermediate coating composition | |
| JP5089518B2 (en) | Repair painting method | |
| JP4638771B2 (en) | White pearl coating film forming method and laminated coating film | |
| JP2004298837A (en) | Formation method for multilayer coating film | |
| JP2011045855A (en) | Method for forming multilayer coating film | |
| JP4712630B2 (en) | Method for repairing multilayer coating film and article obtained therefrom | |
| WO2010134617A1 (en) | Precoated metal sheet having excellent scratch resistance and method for producing the same | |
| JP5110486B2 (en) | Pre-coated metal plate | |
| JP2005200519A (en) | Metallic coating composition, coating film forming method, and coated article | |
| JP6343518B2 (en) | Method for forming pearl-like thermal barrier multilayer coating film and thermal barrier multilayer coating film obtained therefrom | |
| JP2019084711A (en) | Coating repaired article and coating repairing method | |
| JP5342457B2 (en) | Multi-layer coating formation method | |
| JP2009274379A (en) | Pre-coated metal plate and its manufacturing method | |
| JP6254970B2 (en) | Method for forming laminated coating film | |
| JP2014028332A (en) | Recoating method of coated matter having sealer part | |
| JP6986225B2 (en) | Paint repair products and paint repair methods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12832275 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013533673 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014005780 Country of ref document: BR |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12832275 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 112014005780 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140312 |