WO2012133338A1 - Module de cellules photovoltaïques, procédé de production de module de cellules photovoltaïques et languette de connexion - Google Patents
Module de cellules photovoltaïques, procédé de production de module de cellules photovoltaïques et languette de connexion Download PDFInfo
- Publication number
- WO2012133338A1 WO2012133338A1 PCT/JP2012/057791 JP2012057791W WO2012133338A1 WO 2012133338 A1 WO2012133338 A1 WO 2012133338A1 JP 2012057791 W JP2012057791 W JP 2012057791W WO 2012133338 A1 WO2012133338 A1 WO 2012133338A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tab wire
- solar cell
- wire
- adhesive layer
- tab
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 239000012790 adhesive layer Substances 0.000 claims abstract description 73
- 230000002093 peripheral effect Effects 0.000 claims description 29
- 239000000853 adhesive Substances 0.000 claims description 21
- 230000001070 adhesive effect Effects 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 14
- 239000010410 layer Substances 0.000 claims description 13
- 230000008569 process Effects 0.000 claims description 5
- 229920005989 resin Polymers 0.000 description 27
- 239000011347 resin Substances 0.000 description 27
- 239000002245 particle Substances 0.000 description 23
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 19
- 239000003822 epoxy resin Substances 0.000 description 15
- 229920000647 polyepoxide Polymers 0.000 description 15
- 238000006243 chemical reaction Methods 0.000 description 14
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 12
- 239000002313 adhesive film Substances 0.000 description 11
- 239000011230 binding agent Substances 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000011889 copper foil Substances 0.000 description 9
- 238000001723 curing Methods 0.000 description 9
- 239000010408 film Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 239000011256 inorganic filler Substances 0.000 description 4
- 229910003475 inorganic filler Inorganic materials 0.000 description 4
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 230000035939 shock Effects 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- -1 Poly Ethylene Terephthalate Polymers 0.000 description 3
- 239000006087 Silane Coupling Agent Substances 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910021417 amorphous silicon Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000005026 oriented polypropylene Substances 0.000 description 2
- 239000013034 phenoxy resin Substances 0.000 description 2
- 229920006287 phenoxy resin Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000012945 sealing adhesive Substances 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- KJCVRFUGPWSIIH-UHFFFAOYSA-N 1-naphthol Chemical compound C1=CC=C2C(O)=CC=CC2=C1 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- PJANXHGTPQOBST-VAWYXSNFSA-N Stilbene Natural products C=1C=CC=CC=1/C=C/C1=CC=CC=C1 PJANXHGTPQOBST-VAWYXSNFSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- LEVVHYCKPQWKOP-UHFFFAOYSA-N [Si].[Ge] Chemical compound [Si].[Ge] LEVVHYCKPQWKOP-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 125000001951 carbamoylamino group Chemical group C(N)(=O)N* 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000013039 cover film Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910021424 microcrystalline silicon Inorganic materials 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002096 quantum dot Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- RXFVKZHOXNKNEU-UHFFFAOYSA-N s-(aminodisulfanyl)thiohydroxylamine Chemical compound NSSSN RXFVKZHOXNKNEU-UHFFFAOYSA-N 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- PJANXHGTPQOBST-UHFFFAOYSA-N stilbene Chemical compound C=1C=CC=CC=1C=CC1=CC=CC=C1 PJANXHGTPQOBST-UHFFFAOYSA-N 0.000 description 1
- 235000021286 stilbenes Nutrition 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/05—Electrical interconnection means between PV cells inside the PV module, e.g. series connection of PV cells
- H01L31/0504—Electrical interconnection means between PV cells inside the PV module, e.g. series connection of PV cells specially adapted for series or parallel connection of solar cells in a module
- H01L31/0512—Electrical interconnection means between PV cells inside the PV module, e.g. series connection of PV cells specially adapted for series or parallel connection of solar cells in a module made of a particular material or composition of materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Definitions
- the present invention relates to a solar cell module in which a plurality of solar cells are connected by a tab wire, and particularly to a linear tab wire, a solar cell module using the tab wire, and a method for manufacturing the solar cell module.
- a plurality of adjacent solar cells are connected by a tab wire serving as an interconnector.
- One end side of the tab wire is connected to the front surface electrode of one solar battery cell, and the other end side is connected to the back surface electrode of the adjacent solar battery cell, thereby connecting the solar battery cells in series.
- one surface of the tab wire is bonded to the surface electrode of one solar cell, and the other surface of the other end is bonded to the back electrode of the adjacent solar cell.
- a bus bar electrode is formed on the light receiving surface by screen printing of silver paste, and an Ag electrode is formed on the back surface connection portion of the solar cell.
- Al electrodes and Ag electrodes are formed in regions other than the connection portion on the back surface of the solar battery cell.
- the tab wire 50 is formed by providing solder coat layers 52 on both sides of a ribbon-like copper foil 51.
- the tab wire is a rectangular copper wire having a width of 1 to 3 mm obtained by slitting a copper foil rolled to a thickness of about 0.05 to 0.2 mm or rolling a copper wire into a flat plate shape. It is formed by performing solder plating, dip soldering, or the like.
- connection between the solar battery cell and the tab wire is performed by disposing the tab wire on each electrode of the solar battery cell and applying heat and pressure with a heating bonder to melt and cool the solder formed on the tab wire surface ( Patent Document 1).
- a conductive adhesive film that can be connected by thermocompression treatment at a relatively low temperature is used to connect the front and back electrodes of the solar battery cell and the tab wire (Patent Document 2).
- a conductive adhesive film a film obtained by dispersing spherical or scaly conductive particles having an average particle size on the order of several ⁇ m in a thermosetting binder resin composition is used.
- the conductive adhesive film is interposed between the front electrode and the back electrode and the tab wire, and then thermally pressed by a heating bonder from above the tab wire, so that the binder resin exhibits fluidity and the electrode and tab. While flowing out from between the wires, the conductive particles conduct between the electrode and the tab wire, and in this state, the binder resin is thermally cured. Thereby, the string by which the several photovoltaic cell was connected in series by the tab wire is formed.
- a plurality of solar cells in which the tab wire and the front and back electrodes are connected using a conductive adhesive film are made of a surface protective material having translucency such as glass and translucent plastic, and PET (Poly Ethylene Terephthalate) ) And the like, and a back protective material made of a film such as ethylene vinyl acetate resin (EVA).
- a surface protective material having translucency such as glass and translucent plastic, and PET (Poly Ethylene Terephthalate)
- EVA ethylene vinyl acetate resin
- the tab wire needs to be formed into a flat copper wire by slitting a copper foil rolled to a thickness of about 0.05 to 0.2 mm or rolling a copper wire into a flat plate shape. And manufacturing man-hours increase.
- the tab wire made of a rectangular conductor has a width of about 2 to 3 mm, and when this is adhered to the light receiving surface of the solar battery cell, a shadow loss corresponding to the width of the tab wire occurs.
- an object of the present invention is to provide a tab wire that can be easily manufactured and can reduce shadow loss, a solar cell using the tab wire, and a method for manufacturing a solar cell module.
- the solar cell module according to the present invention is bonded to a plurality of solar cells and electrodes formed on the surface of the solar cell and the back surface of the adjacent solar cell, A plurality of tab wires connecting the plurality of solar cells, and the tab wires are linearly bonded to the electrodes by an adhesive layer covering an outer peripheral surface including an adhesive portion with the electrodes. It is.
- the manufacturing method of the solar cell module which concerns on this invention uses a linear tab wire, arrange
- the step of arranging the other end side of the tab wire on the back electrode, and the pressure bonding of the tab wire to the surface electrode and the back electrode, and flowing between the surface electrode and the back electrode and the tab wire A step of adhering the tab wire to the front electrode and the back electrode by an agent layer.
- the tab wire according to the present invention is bonded to the electrodes formed on the front surface of the solar battery cell and the back surface of the adjacent solar battery cell, and the tab wire connecting the plurality of solar battery cells is linear.
- the longitudinal direction at least 50% of the outer peripheral surface is covered with the adhesive layer, and is bonded to the electrode by the adhesive layer.
- a linear tab wire by using a linear tab wire, a step of forming and slitting a rolled copper foil and a step of rolling a copper wire into a flat plate shape are not required, and it is possible to reduce manufacturing equipment and man-hours. In addition, the manufacturing cost can be reduced. Further, according to the present invention, by using a linear tab wire, the area placed on the light receiving surface of the solar battery cell can be reduced as compared with the case where a flat tab wire is used. And reduction in photoelectric conversion efficiency due to shadow loss can be suppressed.
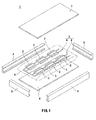
- FIG. 1 is an exploded perspective view showing a solar cell module.
- FIG. 2 is a cross-sectional view showing strings of solar cells.
- FIG. 3 is a plan view showing a back electrode and a connection part of the solar battery cell.
- FIG. 4 is a cross-sectional view showing a bonding state of tab wires.
- FIG. 5 is a diagram for explaining a cross-sectional dimension of the wire.
- 6A and 6B are diagrams showing a tab wire in which a wire is covered with an adhesive layer in advance, FIG. 6A is a sectional view, and FIG. 6B is a perspective view.
- FIG. 7 is a cross-sectional view showing a conductive adhesive film.
- FIG. 8 is a diagram showing a conductive adhesive film wound in a reel shape.
- FIG. 9 is a perspective view showing an embodiment.
- FIG. 10 is a perspective view showing a comparative example.
- FIG. 11 is a perspective view showing a conventional tab line.
- a solar cell module 1 to which the present invention is applied has a string 4 in which a plurality of solar cells 2 are connected in series by a tab wire 3 serving as an interconnector.
- a matrix 5 in which a plurality of 4 are arranged is provided.
- the solar cell module 1 is laminated together with the front cover 7 provided on the light receiving surface side and the back sheet 8 provided on the back surface side, with the matrix 5 sandwiched between the sealing adhesive sheets 6.
- a metal frame 9 such as aluminum is attached to the periphery.
- sealing adhesive for example, a translucent sealing material such as ethylene vinyl acetate resin (EVA) is used.
- EVA ethylene vinyl acetate resin
- surface cover 7 for example, a light-transmitting material such as glass or light-transmitting plastic is used.
- back sheet 8 a laminated body in which glass or aluminum foil is sandwiched between resin films is used.
- Each solar battery cell 2 of the solar battery module has a photoelectric conversion element 10.
- the photoelectric conversion element 10 includes a single crystal silicon photoelectric conversion element, a crystalline silicon solar cell using a polycrystalline photoelectric conversion element, a cell made of amorphous silicon and a cell made of microcrystalline silicon or amorphous silicon germanium.
- Various photoelectric conversion elements 10 such as a thin film silicon solar cell using a photoelectric conversion element, a so-called compound thin film type, an organic type, and a quantum dot type can be used.
- the photoelectric conversion element 10 is provided with a finger electrode 12 for collecting electricity generated inside and a bus bar electrode 11 for collecting electricity of the finger electrode 12 on the light receiving surface side.
- the bus bar electrode 11 and the finger electrode 12 are formed by baking after the Ag paste is applied to the surface to be the light receiving surface of the solar battery cell 2 by screen printing or the like.
- the finger electrode 12 has a plurality of lines having a width of about 50 to 200 ⁇ m, for example, approximately parallel to each other at a predetermined interval, for example, every 2 mm, over the entire light receiving surface.
- the bus bar electrodes 11 are formed so as to be substantially orthogonal to the finger electrodes 12, and a plurality of bus bar electrodes 11 are formed according to the area of the solar battery cell 2.
- the photoelectric conversion element 10 is provided with a back electrode 13 made of aluminum or silver on the back side opposite to the light receiving surface.
- the back electrode 13 is formed of an electrode made of aluminum or silver on the back surface of the solar battery cell 2 by, for example, screen printing or sputtering.
- the back electrode 13 has a tab line connecting portion 14 to which a tab line 3 described later is connected.
- the solar battery cell 2 is electrically connected to each bus bar electrode 11 formed on the surface by the tab wire 3 and the back electrode 13 of the adjacent solar battery cell 2, thereby connecting the strings connected in series. 4 is configured.
- the tab wire 3 and the bus bar electrode 11 and the back electrode 13 are connected by an adhesive layer 16 provided on the outer peripheral surface of the tab wire 3.
- the tab wire 3 electrically connects each of the adjacent solar cells 2X, 2Y, 2Z.
- a 2.0 m wire 15 is provided, and an adhesive layer 16 is provided on the outer peripheral surface of the wire 15 for bonding to the bus bar electrode 11 and the back electrode 13 of the solar battery cell 2.
- the wire 15 is made of a linear conductive material, and for example, a conductive material such as a copper wire, a gold wire, or an aluminum wire is used.
- the solar cell module 1 uses the wire 15 which consists of a linear conductive wire as the tab wire 3, and the process of forming and slitting rolled copper foil and the process of rolling a copper wire into flat form become unnecessary. Therefore, it is possible to reduce manufacturing equipment and man-hours, and to reduce manufacturing costs.
- the solar cell module 1 uses the wire 15 as the tab wire 3, thereby narrowing the area placed on the light receiving surface of the solar cell 2 as compared with the case where a flat tab wire is used. And reduction in photoelectric conversion efficiency due to shadow loss can be suppressed.
- the wire 15 has a cross-sectional area in the range of 0.5 to 13.0 mm 2 . This is because the solar cell module 1 is for electrically connecting the solar cells 2 via the tab wires 3, so that if the cross-sectional area of the wire 15 is smaller than 0.5 mm 2 , the conduction of the tab wires 3 is achieved. This is because the resistance increases and the photoelectric conversion efficiency may be reduced. Moreover, since the tab wire 3 is adhered to the light receiving surface of the solar battery cell 2 in the solar cell module 1, if the cross-sectional area of the wire 15 is larger than 13.0 mm 2 , the shadow loss due to the tab wire 3 is greatly affected. This is because there is a possibility of becoming.
- the wire 15 may have a circular or elliptical cross section.
- the wire 15 has an x-axis (major axis) radius of b and y-axis (minor axis) a of orthogonal coordinates passing through the center of a circle (ellipse) constituting the cross section.
- the following relationship is satisfied. 0.4 ⁇ a ⁇ 2 (Unit: mm) a ⁇ b ⁇ 2 (unit: mm)
- the tab wire 3 satisfies the above-described range of the cross-sectional area, and can suppress the increase in conduction resistance and the influence of shadow loss.
- the adhesive layer 16 covers the outer peripheral surface of the wire 15 to adhere the tab wire 3 to the bus bar electrode 11 and the back electrode 13 of the solar battery cell 2.
- the adhesive layer 16 may be formed in a paste shape and may cover the outer peripheral surface of the wire 15 of the tab wire 3 in advance, or may be formed in a film shape, and the solar battery cell 2.
- the tab wire 3 is bonded to each of the electrodes 11 and 13, the outer periphery of the wire 15 is placed on the electrodes 11 and 13 and the wire 15 is placed on the adhesive film and then heated and pressed by the heating bonder 20.
- the surface may be coated (FIG. 4).
- curing the adhesive layer 16 at a lamination process can also be used.
- the adhesive layer 16 is a thermosetting binder resin layer containing conductive particles 23 at a high density.
- the adhesive layer 16 preferably has a minimum melt viscosity of 100 to 100,000 Pa ⁇ s from the viewpoint of indentability. If the minimum melt viscosity of the adhesive layer 16 is too low, the resin will flow during the process of low pressure bonding to main curing, and connection failure or protrusion to the cell light receiving surface is likely to occur, causing a decrease in the light receiving rate. Moreover, even if the minimum melt viscosity is too high, defects are likely to occur when the film is adhered, and the connection reliability may be adversely affected.
- the minimum melt viscosity can be measured while a sample is loaded in a predetermined amount of rotational viscometer and raised at a predetermined temperature increase rate.
- the conductive particles 23 used for the adhesive layer 16 are not particularly limited.
- metal particles such as nickel, gold, silver, and copper, resin particles that are plated with gold, and resin particles that are plated with gold. Examples thereof include those in which the outermost layer of the applied particles is provided with an insulating coating.
- the number of the conductive particles 23 that overlap each other can be increased, and good conduction reliability can be ensured.
- the adhesive layer 16 preferably has a viscosity of about 10 to 10000 kPa ⁇ s at room temperature, more preferably 10 to 5000 kPa ⁇ s.
- the adhesive layer 16 has a viscosity in the range of 10 to 10,000 kPa ⁇ s, when the adhesive layer 16 is wound in a tape-like reel, so-called protrusion can be prevented and a predetermined tack force can be obtained. Can be maintained.
- composition of the binder resin layer of the adhesive layer 16 is not particularly limited as long as it does not impair the above-described characteristics, but more preferably a film-forming resin, a liquid epoxy resin, a latent curing agent, and a silane coupling. Containing the agent.
- the film-forming resin corresponds to a high molecular weight resin having an average molecular weight of 10,000 or more, and preferably has an average molecular weight of about 10,000 to 80,000 from the viewpoint of film formation.
- various resins such as an epoxy resin, a modified epoxy resin, a urethane resin, and a phenoxy resin can be used.
- a phenoxy resin is preferably used from the viewpoint of the film formation state, connection reliability, and the like. .
- the liquid epoxy resin is not particularly limited as long as it has fluidity at room temperature, and all commercially available epoxy resins can be used.
- Specific examples of such epoxy resins include naphthalene type epoxy resins, biphenyl type epoxy resins, phenol novolac type epoxy resins, bisphenol type epoxy resins, stilbene type epoxy resins, triphenolmethane type epoxy resins, phenol aralkyl type epoxy resins.
- Resins, naphthol type epoxy resins, dicyclopentadiene type epoxy resins, triphenylmethane type epoxy resins, and the like can be used. These may be used alone or in combination of two or more. Moreover, you may use it combining suitably with other organic resins, such as an acrylic resin.
- the latent curing agent various curing agents such as a heat curing type and a UV curing type can be used.
- the latent curing agent does not normally react but is activated by some trigger and starts the reaction.
- the trigger includes heat, light, pressurization, etc., and can be selected and used depending on the application.
- a latent curing agent composed of imidazoles, amines, sulfonium salts, onium salts and the like can be used.
- silane coupling agent epoxy, amino, mercapto sulfide, ureido, etc. can be used.
- an epoxy-type silane coupling agent is used preferably. Thereby, the adhesiveness in the interface of an organic material and an inorganic material can be improved.
- an inorganic filler as another additive composition.
- an inorganic filler silica, talc, titanium oxide, calcium carbonate, magnesium oxide and the like can be used, and the kind of the inorganic filler is not particularly limited.
- FIG. 8 is a diagram schematically showing an example of the product form of the adhesive layer 16.
- the adhesive layer 16 is formed in a tape shape by laminating a binder resin layer on a release substrate 24. This tape-like conductive adhesive film is wound and laminated on the reel 25 so that the peeling substrate 24 is on the outer peripheral side.
- the release substrate 24 is not particularly limited, and PET (Poly Ethylene Terephthalate), OPP (Oriented Polypropylene), PMP (Poly-4-methlpentene-1), PTFE (Polytetrafluoroethylene), or the like can be used.
- the adhesive layer 16 may have a transparent cover film on the binder resin layer.
- the conductive adhesive film having a film shape has been described as the adhesive layer 16, but there is no problem even if it is in a paste form.
- the adhesive layer 16 may be an insulating adhesive that does not contain conductive particles in the binder resin layer.
- the tab wire 3 is bonded by the wire 15 being in direct contact with the bus bar electrode 11 and the back surface electrode 13 to achieve conduction, and the adhesive layer 16 is sealed by sealing the periphery thereof.
- a film-like or paste-like conductive adhesive containing the conductive particles 23 and a film-like or paste-like insulating adhesive not containing the conductive particles 23 are defined as “adhesive layer 16”.
- the adhesive layer 16 is not limited to a reel shape, and may be a strip shape. As shown in FIG. 8, when the adhesive layer 16 is provided as a reel product wound, the adhesive layer 16 is prevented from being deformed by setting the viscosity of the adhesive layer 16 in the range of 10 to 10,000 kPa ⁇ s. And a predetermined dimension can be maintained. Similarly, when two or more adhesive layers 16 are stacked in a strip shape, deformation can be prevented and a predetermined dimension can be maintained.
- Such an adhesive layer 16 dissolves the conductive particles 23, the film-forming resin, the liquid epoxy resin, the latent curing agent, and the silane coupling agent in a solvent.
- a solvent toluene, ethyl acetate or the like, or a mixed solvent thereof can be used.
- the solution for resin production obtained by dissolving is applied to the wire 15 and then dried to volatilize the solvent, thereby obtaining the tab wire 3 in which the adhesive layer 16 is previously provided on the outer peripheral surface of the wire 15. .
- the tab wire 3 is bonded to each electrode 11, 13, the tab wire 3 is disposed on the bus bar electrode 11 and the tab wire connecting portion 14 of the back electrode 13, and a predetermined amount is applied from above the tab wire 3 by a heating bonder Heat-pressed with temperature and pressure.
- the tab wire 3 is cured between the adhesive portions where the binder resin of the adhesive layer 16 flows on the outer peripheral surface of the wire 15 and contacts the electrodes 11 and 13, and the conductive particles 23 are connected to the tab wire 3. It is sandwiched between the bus bar electrode 11 and the back electrode 13.
- the adhesive layer 16 can adhere the tab wire 3 onto each electrode and can be conductively connected.
- the adhesive layer 16 is formed into a film, an adhesive film is obtained by applying a solution for resin production obtained by dissolution onto a release sheet and volatilizing the solvent.
- the adhesive film is cut to a predetermined length for the bus bar electrode and the back electrode, and after the release sheet is peeled off, the adhesive layer 16 is temporarily attached onto the electrodes 11 and 13 on the front and back surfaces of the solar battery cell 2. Is done.
- the wire 15 cut to a predetermined length is disposed on the adhesive layer 16 in an overlapping manner. Thereafter, the adhesive layer 16 is heat-pressed from above the tab wire 3 with a heating bonder at a predetermined temperature and pressure.
- the tab wire 3 is cured after the binder resin flows and covers the outer peripheral surface including the adhesive portions that come into contact with the electrodes 11 and 13 of the wire 15, so that the conductive particles 23 become the tab wire 3 and the bus bar electrode. 11 and the back electrode 13.
- the adhesive layer 16 can adhere the tab wire 3 onto each electrode and can be conductively connected.
- the adhesive layer 16 covers at least 50% of the outer peripheral surface of the wire 15 and preferably covers 50 to 80%. This is because if the coverage of the outer peripheral surface of the wire 15 by the adhesive layer 16 is lower than 50%, the amount necessary for bonding the wire 15 and the electrodes 11 and 13 cannot be secured, and the adhesive strength may be insufficient. Because there is. Further, if the coverage of the outer peripheral surface of the wire 15 by the adhesive layer 16 is about 80%, it is sufficient to ensure the adhesive strength. However, if the coverage is higher than 90%, the binder resin is not heated when the wire 15 is hot-pressed. This is because the light receiving efficiency may be reduced by protruding from the bus bar electrode 11 onto the light receiving surface of the solar battery cell 2.
- the tab wire 3 in which the adhesive layer 16 is provided on the outer peripheral surface of the wire 15 in advance is covered by the adhesive layer 16 out of the surface area of the wire 15. It is determined by the ratio between the area and the area where the wire 15 is exposed.
- the coverage of the wire 15 of the film-like adhesive layer 16 disposed on each electrode 11, 13 is covered by the adhesive layer 16 out of the surface area of the wire 15 when the wire 15 is heated and pressurized. It is determined by the ratio of the area where the wire 15 is exposed and the area where the wire 15 is exposed.
- the solar battery cell 2 having the bus bar electrode 11 is described as an example, but the present invention does not have the bus bar electrode 11 and directly bonds the tab wire 3 onto the finger electrode 12.
- the so-called bus bar-less solar cell 2 can be applied.
- the bus bar-less structure includes, for example, a structure having an intermittent portion where the bus bar electrode 11 is not provided in the central portion of the solar battery cell 2 and partially including the bus bar electrode 11 only at the outer edge portion of the solar battery cell.
- FIG. 9 is a perspective view illustrating an embodiment
- FIG. 10 is a perspective view illustrating a comparative example.
- a tab wire having a length of 5 cm previously covered with the adhesive layer 16 was used, and each tab wire was applied to the Ag electrode 30 of the glass substrate 31 having the entire surface formed with the Ag electrode 30. Bonded by hot pressing one by one. The hot pressing conditions were all 180 ° C., 15 sec, and 0.5 MPa.
- the adhesive strength is a 90 ° peel test in which each tab wire is peeled in 90 ° direction from the adhesive layer 16 bonded to the Ag electrode 30 (JIS K6854-1).
- the adhesive strength (N / mm) was measured.
- the resistance value (m ⁇ ) was measured by a four-terminal method in which a current terminal and a voltage terminal were connected to each other from two tab wires.
- Example 1 a cylindrical copper wire was used as the wire 15.
- the cross-section of the wire 15 is a circle with a radius of 1.0 mm and a cross-sectional area of 3.14 mm 2 .
- the outer peripheral surface of the wire 15 was coat
- the adhesive layer 16 has a thickness of 10 ⁇ m.
- Example 2 was the same as Example 1 except that the coverage of the adhesive layer 16 was 60%.
- Example 3 was the same as Example 1 except that the coverage of the adhesive layer 16 was 80%.
- Example 4 was the same as Example 1 except that the coverage of the adhesive layer 16 was 90%.
- Example 5 the cross section of the wire 15 is a circle having a radius of 0.45 mm, the cross-sectional area is 0.64 mm 2 , and the coverage of the outer peripheral surface of the wire 15 by the adhesive layer 16 is 80%.
- the conditions were the same as in Example 1.
- Example 6 the cross section of the wire 15 is a circle having a radius of 2.00 mm, the cross-sectional area is 12.56 mm 2 , and the coverage of the outer peripheral surface of the wire 15 by the adhesive layer 16 is 80%.
- the conditions were the same as in Example 1.
- Example 7 a copper wire having an elliptical cross section was used as the wire 15.
- the cross section of the wire 15 is an ellipse having a major axis b of 0.70 mm and a minor axis a of 0.60 mm, and a sectional area of 1.32 mm 2 .
- the outer peripheral surface of the wire 15 was coat
- the adhesive layer 16 has a thickness of 10 ⁇ m.
- Example 8 was the same as Example 1 except that the outer peripheral surface of the wire 15 was covered with an adhesive layer 16 containing no conductive particles, and the coverage was 80%.
- Comparative Example 1 a rectangular copper foil was used.
- the copper foil has a width of 2 mm, a thickness of 50 ⁇ m, and a cross-sectional area of 1.26 mm 2 .
- both surfaces of the copper foil were covered with an adhesive layer 16 containing conductive particles.
- the adhesive layer 16 has a thickness of 20 ⁇ m.
- the adhesive layer 16 was prepared by blending an epoxy resin, a latent curing agent, and an organic solvent (toluene) for diluting them.
- nickel particles of 2 to 5 ⁇ m were further blended so as to have a weight ratio of 5% t.
- this adhesive solution was applied and dried so as to cover the outer peripheral surface of the wire 15 by 50 to 90%.
- Comparative Example 1 the adhesive solution was applied onto a copper foil having a thickness of 50 ⁇ m and dried, and then cut into a width of 2 mm and a length of 5 cm.
- Table 1 shows the measurement results.
- the adhesive strength was 0.6 to 2.0 N / mm regardless of pressing at a low pressure such as 0.5 MPa, which can withstand practical use. It can be seen that it is.
- the initial conduction resistance value was 5 to 10 m ⁇ , and it was 8 to 13 m ⁇ even after the thermal shock test.
- the adhesive strength was as good as 1.6 N / mm, but the initial conduction resistance was as high as 50 m ⁇ , and the resistance value could be detected due to poor conduction after the thermal shock test. There wasn't.
- 1 solar cell module 1 solar cell module, 2 solar cell, 3 tab wire, 4 strings, 5 matrix, 6 sheet, 7 surface cover, 8 back sheet, 9 metal frame, 10 photoelectric conversion element, 11 bus bar electrode, 12 finger electrode, 13 back surface Electrode, 14 tab wire connection, 15 wire, 16 adhesive layer, 23 conductive particles, 24 release substrate, 25 reel, 30 Ag electrode, 31 glass substrate
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Photovoltaic Devices (AREA)
Abstract
L'invention concerne une languette de connexion qui peut être produite facilement et peut réduire la perte d'ombre. Un module de cellules photovoltaïques est doté d'une pluralité de cellules photovoltaïques (2), et d'une languette de connexion (3) qui connecte la pluralité de cellules photovoltaïques (2) les unes aux autres en les faisant adhérer à des électrodes (11, 13) formées respectivement sur la surface avant d'une cellule photovoltaïque (2) et sur la surface arrière d'une cellule photovoltaïque (2) voisine. A l'intérieur de cette dernière, la languette de connexion (3) est amenée à adhérer aux électrodes (11, 13) par une couche adhésive linéaire (16) qui couvre une surface externe qui comprend les sections d'adhérence munies des électrodes (11, 13).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-068685 | 2011-03-25 | ||
| JP2011068685A JP5798772B2 (ja) | 2011-03-25 | 2011-03-25 | 太陽電池モジュール、太陽電池モジュールの製造方法、タブ線 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012133338A1 true WO2012133338A1 (fr) | 2012-10-04 |
Family
ID=46931055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/057791 WO2012133338A1 (fr) | 2011-03-25 | 2012-03-26 | Module de cellules photovoltaïques, procédé de production de module de cellules photovoltaïques et languette de connexion |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5798772B2 (fr) |
| TW (1) | TW201251065A (fr) |
| WO (1) | WO2012133338A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3136589A1 (fr) * | 2022-06-14 | 2023-12-15 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Élément d’interconnexion, chaîne photovoltaïque et procédés associés |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2960946B1 (fr) | 2014-06-26 | 2020-11-18 | LG Electronics Inc. | Module de cellule solaire |
| EP3399556A1 (fr) * | 2014-07-07 | 2018-11-07 | Lg Electronics Inc. | Module de cellule solaire |
| KR20160038694A (ko) * | 2014-09-30 | 2016-04-07 | 엘지전자 주식회사 | 태양 전지 및 이를 포함하는 태양 전지 패널 |
| KR20170017776A (ko) * | 2015-08-05 | 2017-02-15 | 엘지전자 주식회사 | 태양 전지 패널용 리본 및 이의 제조 방법, 그리고 태양 전지 패널 |
| JP6877897B2 (ja) * | 2016-06-22 | 2021-05-26 | シャープ株式会社 | 太陽電池モジュール |
| KR102618842B1 (ko) * | 2016-12-01 | 2023-12-28 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 고광전변환효율 태양전지셀 및 고광전변환효율 태양전지셀의 제조방법 |
| JP2019117860A (ja) * | 2017-12-27 | 2019-07-18 | シャープ株式会社 | 両面受光型太陽電池モジュール |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH036867A (ja) * | 1989-06-05 | 1991-01-14 | Mitsubishi Electric Corp | 光発電素子の電極構造、形成方法、及びその製造装置 |
| JPH0918034A (ja) * | 1995-06-28 | 1997-01-17 | Canon Inc | 光起電力素子の電極構造及び製造方法 |
| JP2005536894A (ja) * | 2002-08-29 | 2005-12-02 | デイ4 エネルギー インコーポレイテッド | 光起電力電池用電極、光起電力電池および光起電力モジュール |
| JP2007103535A (ja) * | 2005-09-30 | 2007-04-19 | Sanyo Electric Co Ltd | 太陽電池モジュール |
| JP2008263163A (ja) * | 2007-03-19 | 2008-10-30 | Sanyo Electric Co Ltd | 太陽電池モジュール |
-
2011
- 2011-03-25 JP JP2011068685A patent/JP5798772B2/ja active Active
-
2012
- 2012-03-26 WO PCT/JP2012/057791 patent/WO2012133338A1/fr active Application Filing
- 2012-03-26 TW TW101110501A patent/TW201251065A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH036867A (ja) * | 1989-06-05 | 1991-01-14 | Mitsubishi Electric Corp | 光発電素子の電極構造、形成方法、及びその製造装置 |
| JPH0918034A (ja) * | 1995-06-28 | 1997-01-17 | Canon Inc | 光起電力素子の電極構造及び製造方法 |
| JP2005536894A (ja) * | 2002-08-29 | 2005-12-02 | デイ4 エネルギー インコーポレイテッド | 光起電力電池用電極、光起電力電池および光起電力モジュール |
| JP2007103535A (ja) * | 2005-09-30 | 2007-04-19 | Sanyo Electric Co Ltd | 太陽電池モジュール |
| JP2008263163A (ja) * | 2007-03-19 | 2008-10-30 | Sanyo Electric Co Ltd | 太陽電池モジュール |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3136589A1 (fr) * | 2022-06-14 | 2023-12-15 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Élément d’interconnexion, chaîne photovoltaïque et procédés associés |
| EP4293730A1 (fr) * | 2022-06-14 | 2023-12-20 | Commissariat à l'énergie atomique et aux énergies alternatives | Élément d'interconnexion, chaîne photovoltaïque et procédés associés |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012204666A (ja) | 2012-10-22 |
| TW201251065A (en) | 2012-12-16 |
| JP5798772B2 (ja) | 2015-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012133338A1 (fr) | Module de cellules photovoltaïques, procédé de production de module de cellules photovoltaïques et languette de connexion | |
| JP5415396B2 (ja) | 太陽電池モジュールの製造方法及び太陽電池モジュール | |
| WO2012128366A1 (fr) | Module de cellules solaires, procédé de fabrication de module de cellules solaires et corps enroulé en bobine comportant un fil de connexion entouré autour | |
| KR101435312B1 (ko) | 태양 전지 모듈, 태양 전지 모듈의 제조 방법 | |
| JP5356347B2 (ja) | 太陽電池モジュール及び太陽電池モジュールの製造方法 | |
| JP5480120B2 (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法、太陽電池セル及びタブ線の接続方法 | |
| JP5676944B2 (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法 | |
| JP5892584B2 (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法 | |
| WO2013035667A1 (fr) | Procédé de fabrication de module solaire, module solaire et procédé de connexion de fil plat | |
| WO2012077784A1 (fr) | Module de cellules photovoltaïques, et procédé de fabrication de module de cellule solaire | |
| JP5828582B2 (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法、導電性接着剤 | |
| JP5759220B2 (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法 | |
| WO2013121877A1 (fr) | Agent adhésif conducteur de l'électricité, module de cellule solaire et procédé de fabrication de module de cellule solaire | |
| WO2012099257A1 (fr) | Module de cellules solaires et procédé de fabrication d'un module de cellules solaires | |
| JP2016021577A (ja) | 太陽電池モジュール、太陽電池モジュールの製造方法、導電性接着剤 | |
| JP2016167641A (ja) | 太陽電池モジュール及び太陽電池モジュールの製造方法 | |
| JP2016001765A (ja) | 太陽電池モジュール及び太陽電池モジュールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12763011 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12763011 Country of ref document: EP Kind code of ref document: A1 |