WO2012017581A1 - 金属蒸気放電ランプおよび照明装置 - Google Patents
金属蒸気放電ランプおよび照明装置 Download PDFInfo
- Publication number
- WO2012017581A1 WO2012017581A1 PCT/JP2011/002537 JP2011002537W WO2012017581A1 WO 2012017581 A1 WO2012017581 A1 WO 2012017581A1 JP 2011002537 W JP2011002537 W JP 2011002537W WO 2012017581 A1 WO2012017581 A1 WO 2012017581A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tube
- outer tube
- base
- lamp
- discharge lamp
- Prior art date
Links
Images

















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/30—Vessels; Containers
- H01J61/34—Double-wall vessels or containers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F21—LIGHTING
- F21V—FUNCTIONAL FEATURES OR DETAILS OF LIGHTING DEVICES OR SYSTEMS THEREOF; STRUCTURAL COMBINATIONS OF LIGHTING DEVICES WITH OTHER ARTICLES, NOT OTHERWISE PROVIDED FOR
- F21V7/00—Reflectors for light sources
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J5/00—Details relating to vessels or to leading-in conductors common to two or more basic types of discharge tubes or lamps
- H01J5/50—Means forming part of the tube or lamps for the purpose of providing electrical connection to it
- H01J5/54—Means forming part of the tube or lamps for the purpose of providing electrical connection to it supported by a separate part, e.g. base
- H01J5/56—Shape of the separate part
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J5/00—Details relating to vessels or to leading-in conductors common to two or more basic types of discharge tubes or lamps
- H01J5/50—Means forming part of the tube or lamps for the purpose of providing electrical connection to it
- H01J5/54—Means forming part of the tube or lamps for the purpose of providing electrical connection to it supported by a separate part, e.g. base
- H01J5/58—Means for fastening the separate part to the vessel, e.g. by cement
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/82—Lamps with high-pressure unconstricted discharge having a cold pressure > 400 Torr
- H01J61/827—Metal halide arc lamps
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/84—Lamps with discharge constricted by high pressure
- H01J61/88—Lamps with discharge constricted by high pressure with discharge additionally constricted by envelope
Definitions
- the present invention relates to a metal vapor discharge lamp and a lighting device, and more particularly to a structure for preventing damage to an outer tube in a metal halide lamp.
- a conventional metal halide lamp has a triple tube structure in which an inner tube 502 in which a discharge tube 501 is housed is further covered with an outer tube 503.
- an inner tube 502 in which a discharge tube 501 is housed is further covered with an outer tube 503.
- a breakage prevention member 507 for preventing breakage of the outer tube is provided outside the distal end portion 505 of the inner tube 502 and inside the closed portion 506 of the outer tube 503. Arrangement has been proposed (Patent Document 1). By providing the breakage preventing member 507, the distal end portion 505 of the inner tube 502 does not directly collide with the blocking portion 506 of the outer tube 503, and therefore the breakage of the outer tube 503 can be prevented.
- the breakingage prevention member 507 is provided in the metal halide lamp 500, the manufacturing cost of the metal halide lamp 500 increases due to the increase in the number of members and the complexity of the assembly work.
- an object of the present invention is to provide a metal vapor discharge lamp and an illuminating device in which an outer tube is not easily damaged without providing a breakage prevention member.
- an outer tube having an opening at one end and a closing portion at the other end, an inner tube housed in the outer tube and having a discharge tube disposed therein, and an opening of the outer tube
- a thin wall thickness of the closed portion of the outer tube is t [mm]
- an inner surface of the closed portion of the outer tube and an end portion of the inner tube on the side opposite to the mouthpiece are provided.
- An illuminating device includes the metal vapor discharge lamp and a reflecting mirror that reflects light emitted from the metal vapor discharge lamp in a desired direction.
- the thinnest thickness t and the shortest distance d are t ⁇ 1.1 ⁇ d ⁇ 0.4 , 0 ⁇ d, and 0.3 ⁇ t.
- the outer tube is not easily damaged without providing a breakage prevention member.
- the partially broken side view which shows the illuminating device which concerns on 1 aspect of this invention The partially broken side view which shows the metal vapor discharge lamp which concerns on 1 aspect of this invention
- Sectional drawing which shows the discharge tube of the metal vapor discharge lamp which concerns on 1 aspect of this invention
- pipe damage does not produce easily about the rated power 70 [W] type metal vapor discharge lamp The figure for demonstrating the influence which the shape of the front-end
- tube breakage The figure for demonstrating the metal vapor discharge lamp which concerns on the modification 1.
- the metal vapor discharge lamp and the lighting device according to the present embodiment will be described with reference to the drawings.
- the scale of the member in each drawing differs from an actual thing.
- the symbol “ ⁇ ” indicating a numerical range includes numerical values at both ends.
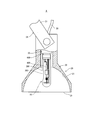
- FIG. 1 is a partially cutaway side view illustrating a lighting device according to one embodiment of the present invention.
- an illuminating device 1 according to one embodiment of the present invention is a spotlight illuminating device, and includes a metal vapor discharge lamp 10 (hereinafter simply referred to as “lamp 10”) and the lamp 10 inside. And the lighting fixture 20 arranged in the.
- the lighting device according to the present invention is not limited to a spotlight lighting device, and may be a lighting device for other purposes.
- the lamp 10 includes a discharge tube 100, an inner tube 200, an outer tube 300, and a base 400. Details of the lamp 10 will be described later.
- the luminaire 20 includes a reflecting mirror 22 having a concave reflecting surface 21 that reflects light emitted from the lamp 10 forward, a lamp mounting socket 23 incorporated in the reflecting mirror 22, and a wall or ceiling. And an attachment 24 for attaching the reflecting mirror 22.
- the reflecting mirror 22 is in an open state because the light extraction opening 25 provided on the front surface is not blocked by a cover such as a glass plate. Therefore, when the inner tube 200 and the outer tube 300 are damaged due to the rupture of the discharge tube 100, there is a possibility that fragments generated due to the rupture or damage are scattered outside the lighting apparatus 20. Since the fragments that are broken and scattered during the operation of the lamp 10 have a high temperature, there is a danger of causing a personal injury and also a fire. It is strongly desired to attach the lamp 10 which is not easily damaged.
- the socket 23 is electrically connected to a lighting device (not shown) embedded in a wall or ceiling via a supply line 26, and if the base 400 of the lamp 10 is inserted into the socket 23, the lamp 10 is connected to the lamp 10. Is supplied with power.
- the attachment tool 24 has an arm 27 that is rotatably attached to a wall or a ceiling, and a reflecting mirror 22 is rotatably attached to the tip of the arm 27.
- the direction of light emitted from the illumination device 1 can be adjusted by rotating the arm 27 or the reflecting mirror 22.
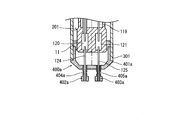
- FIG. 2 is a partially broken side view showing a metal vapor discharge lamp according to one embodiment of the present invention.
- the lamp 10 is a metal halide lamp having a triple tube structure, and includes a bottomed cylindrical outer tube 300 having an opening 301 at one end and a closing portion 302 at the other end,
- the inner tube 200 is housed in the tube 300 and the discharge tube 100 is disposed therein, and the base 400 is attached to the opening 301 of the outer tube 300.
- the tube axes of the discharge tube 100, the inner tube 200, and the outer tube 300 are preferably substantially coincident with the lamp axis X of the lamp 10 (the central axis in the longitudinal direction of the lamp 10).
- FIG. 3 is a cross-sectional view illustrating a discharge tube of a metal vapor discharge lamp according to an aspect of the present invention.
- the discharge tube 100 includes a main tube portion 102 having a discharge space 101 hermetically sealed therein, and a tube axis (the center in the longitudinal direction of the lamp 10) of the discharge tube 100 from the main tube portion 102.
- the main tube portion 103 and 104 formed so as to extend on both sides in the direction (which coincides with the lamp axis X, which is the shaft), and the main tube portion so as to fill a gap between the main tube portion 102 and the thin tube portions 103 and 104
- An envelope 107 including annular joint portions 105 and 106 disposed between the tube 102 and the thin tube portions 103 and 104 is provided.
- the envelope 107 is made of alumina ceramic, for example, and is configured by shrink fitting three types of parts, the main pipe section 102, the narrow pipe sections 103 and 104, and the joint sections 103 and 104.
- the envelope 107 is not limited to the one formed of alumina ceramic, and may be formed of other translucent ceramic (for example, rare earth alumina garnet ceramic), quartz glass, or the like. Further, the envelope 107 is not limited to the one configured by shrink fitting three types of parts, and may be configured by shrink fitting two types of parts, the main pipe portion and the narrow pipe portion, or the main pipe portion. And the thin tube portion may be integrally formed, or a part obtained by integrally forming the half portion from the center to the end of the main tube portion and the thin tube portion may be joined.
- the discharge space 101 is filled with a predetermined amount of a metal halide that is a luminescent material, a rare gas that is a starting auxiliary gas, and mercury that is a buffer gas.
- a metal halide that is a luminescent material, a rare gas that is a starting auxiliary gas, and mercury that is a buffer gas.
- the metal halide include sodium iodide, dysprosium iodide, holmium iodide, thulium iodide, thallium iodide, cerium iodide, praseodymium iodide, neodymium iodide, calcium iodide, lithium iodide, and iodide.
- Indium, scandium iodide, or the like is used.
- the metal halide is appropriately determined depending on the emission color.
- the discharge tube 100 has a pair of electrodes 108 and 109 whose distal ends are opposed to each other in the discharge space 101 of the main tube portion 102 and whose proximal ends are inserted into the narrow tube portions 103 and 104.
- the intermediate position between the tips of the electrodes 108 and 109 is the optical center O of the discharge tube 100.
- the electrodes 108 and 109 are power feeders 114 and 115, electrode rods 110 and 111, and electrode coils 112 provided at tip portions of the electrode rods 110 and 111 (end portions on the side facing each other in the discharge space 101). , 113.
- the power feeders 114 and 115 are made of a material having a thermal expansion coefficient close to that of the material constituting the envelope 107, such as cermet.
- the electrode rods 110 and 111 are made of a metal having a high halogen resistance and a high melting point, such as tungsten.
- the power feeder 114 and the electrode rod 110, and the power feeder 115 and the electrode rod 111 are joined by welding, for example, or joined by welding the lower melting point to the higher melting point between the power feeder and the electrode rod. Yes.
- a metal wire having high halogen resistance such as a molybdenum wire, may be wound in a coil shape on the electrode rods 110 and 111 on the side where the power feeder is provided.
- the electrodes 108 and 109 are preferably disposed on the lamp axis X or on an axis parallel to the lamp axis X. Ideally (designed), it is preferable that the electrodes 108 and 109 are arranged on the lamp axis X, that is, the electrode rods 110 and 111 of the electrodes 108 and 109 are arranged on the lamp axis X. . Actually, the electrodes 108 and 109 may not be arranged on the lamp axis X due to the accuracy of the process.
- the base end portions of the electrode rods 110 and 111 are joined to one end portions of the power feeding bodies 114 and 115 in the thin tube portions 103 and 104, and the power feeding bodies 114 and 115 are poured into the thin tube portions 103 and 104. It is sealed with sealing materials 116 and 117 made of.
- the power feeders 114 and 115 are electrically connected to the shell portion 401 and the eyelet portion 402 of the base 400 through the power supply lines 118 and 119, the metal foils 120 and 121 and the lead-in wires 122 and 123, respectively. It is connected.
- the lead wires 122 and 123 are, for example, a connection between the first lead wires 124 and 125 made of molybdenum and the second lead wires 126 and 127 made of nickel, and the first lead wires 124 and 125 are the metal foil 120,
- the second lead wires 126 and 127 are connected to the base 400. If the second lead wires 126 and 127 are soft nickel metal wires, the workability of the connection between the second lead wires 126 and 127 and the base 400 is improved.
- one power supply line 118 is covered with a sleeve 128 made of, for example, quartz glass at a portion facing the other power supply line 119 and the power supply body 115 connected to the power supply line 119.
- the maximum inner diameter A of the main tube portion 102 of the discharge tube 100 is 4.0 [mm] to 8.0 [mm] in the case of the rated power 35 [W] type, and the rated power 70 [W]. ] Type, it is 6.0 [mm] to 10.0 [mm].
- the wall thickness B of the main pipe section 102 is 0.3 [mm] to 0.8 [mm] for the rated power 35 [W] type, and 0.4 [mm] for the rated power 70 [W] type. Is 0.9 mm.
- the distance C between the electrodes is 3.0 [mm] to 7.0 [mm] for the rated power 35 [W] type, and 5.0 [mm] to 9.0 for the rated power 70 [W] type. [Mm].
- the distance D from the optical center O of the discharge tube 100 to the tip portion 202 of the inner tube 200 is 20.0 [mm] to 40.0 [mm] in the case of the rated power 35 [W] type.
- the rated power of 70 [W] type it is 20.0 [mm] to 40.0 [mm].
- the above dimensions are not limited to those constructed by shrink fitting three types of parts as shown in FIG. 3, but may be constructed by shrink fitting two types of parts, a main pipe part and a narrow pipe part.
- the main pipe part and the thin pipe part may be formed integrally, and further, the half part from the center to the end of the main pipe part and the part formed by integrally forming the thin pipe part are joined. Is the same.
- the inner tube 200 is, for example, a single-sealing type airtight container, and the end portion on the side of the base 400 is a sealing portion 201 that is crushed and sealed by the pinch seal method, and is opposite to the base 400 ( An end on the lamp top side is a tip 202 that faces the closing portion 302 of the outer tube 300. Note that metal foils 120 and 121 are sealed in the sealing portion 201.
- the base 400 is an Edison type and has a shell portion 401 and an eyelet portion 402.
- One second lead 126 passes through a through-hole 403 provided in the base 400, is led out to the outside, and is fixed to the base 400 by being joined to the shell portion 401.
- the other second lead wire 127 is fixed to the base 400 by passing through a through hole 404 provided in the base 400 and joining to the eyelet part 402.
- the outer tube side end 405 of the base 400 is inserted into the opening 301 of the outer tube 300.
- An annular flange portion 407 is formed on the outer peripheral surface 406 of the base 400 along the circumferential direction.
- the flange portion 407 bulges from the outer peripheral surface 406 in the direction orthogonal to the lamp axis X by the thickness of the opening portion 301 of the outer tube 300, and the opening portion 301 of the outer tube 300 is brought into contact with the flange portion 407.
- the base 400 and the outer tube 300 can be easily positioned in the lamp axis X direction.
- the opening 301 of the outer tube 300 is fixed to at least either the outer peripheral surface 405 or the flange 407 of the base 400.
- an adhesive such as cement (for example, between the opening 301 of the outer tube 300 and the outer peripheral surface 405 of the base 400 or between the opening 301 of the outer tube 300 and the flange portion 407 of the base 400).
- Inorganic adhesives such as SUMICERAM (registered trademark) manufactured by Asahi Chemical Industry Co., Ltd. or Bond X (registered trademark) manufactured by NISSAN CHEMICAL INDUSTRY CO., LTD.
- a locking structure in which a concave portion (convex portion) is provided on the side surface of the base 400 that is provided with a portion (or a concave portion) and is in contact with the opening 301 and the both are fitted may be used. There may be. Further, as will be described in Modification 7 described later, a means for mechanically fixing the opening 301 and the flange 407 of the outer tube 300 may be provided in a part of the base 400.
- the sealing part 201 of the inner pipe 200 is fixed to the base 400 with an adhesive 11 such as cement, and thus the inner pipe 200 is supported by the base 400. Further, the sealing portion 201 of the inner tube 200 is also fixed to the outer tube 300 by the adhesive 11, whereby the inner tube 200 is also supported by the outer tube 300.
- the tip portion 202 has a tip-off portion 203 which is the remaining portion of the exhaust pipe used when evacuating the inside of the inner pipe 200.
- metal members such as the power feeders 114 and 115 and the power supply lines 118 and 119 can be prevented from being exposed to high temperatures and being oxidized.
- the tip 202 except for the tip-off portion 203 inevitably change its shape sharply, is substantially hemispherical.
- the outer diameter of the intermediate portion 205 of the inner tube 200 is 13 [mm] to 17 [mm]
- the thickness of the intermediate portion 205 of the inner tube 200 is 1 [mm] to In order to obtain the lamp 10 that is 2 [mm] and is not easily damaged by the outer tube 300, a portion of the outer surface 204 of the tip portion 202 that undergoes a sharp change in the curved surface portion excluding the tip-off portion 203, that is, a shoulder portion 206.
- the outer surface has a curvature radius r [mm] of preferably 2.0 ⁇ r ⁇ 9.0, more preferably 3.0 ⁇ r ⁇ 9.0, and 5.0 ⁇ r ⁇ 9. More preferably, it is 0. That is, when the curvature radius r is small with respect to the shape of the outer surface of the shoulder portion 206 of the distal end portion 202, that is, the roundness of the shoulder portion 206 of the distal end portion 202 of the inner tube 200 is small, and the shape of the distal end portion 202 changes sharply. This is because the yield in manufacturing deteriorates and the cost increases.
- the tip 202 has a substantially hemispherical shape that does not have a steep change, including the shoulder 206, and the distortion that occurs due to the process of changing the shape of the material constituting the inner tube 200 is less. It is preferable because of its robustness.
- an intermediate portion 205 between the sealing portion 201 and the tip portion 202 is, for example, substantially cylindrical, and the envelope 107 of the discharge tube 100 is disposed in the intermediate portion 205.
- the shape of the intermediate portion 205 is not limited to a substantially cylindrical shape, and may be a cylindrical shape other than a cylinder, such as a polygonal cylindrical shape or an elliptical cylindrical shape.
- the inner diameter and the outer diameter of the intermediate portion 205 are not necessarily uniform along the central axis direction of the inner tube 200.
- the inner diameter and the outer diameter at a position corresponding to the main tube portion 107 of the discharge tube 100 are the same.
- the inner tube 200 is made of, for example, quartz glass.
- the inner tube 200 is not limited to the one formed of quartz glass, and may be formed of a translucent ceramic such as alumina ceramic, hard glass, or the like.
- the outer tube 300 includes, for example, an opening (neck portion) 301 that is a base side end, a closing portion 302 that is an end opposite to the base 400, and an intermediate between the opening 301 and the closing portion 302. It is a bottomed cylindrical shape constituted by the portion 303, and when the inner tube 200 is damaged due to the rupture of the discharge tube 100, it plays a role of preventing the fragments generated by the rupture or damage from being scattered.
- a base 400 is attached to the opening 301 of the outer tube 300 via the adhesive 11.
- an engaging part (not shown) is each provided in the opening part 301 and the nozzle
- a configuration may be adopted in which a convex portion is provided on the inner surface 304 of the outer tube 300 and a concave portion is provided on the outer peripheral surface 406 of the base 400, and the base 400 is directly attached to the opening 301 by engaging these engaging portions. .
- die 400 may be sufficient.
- an elastic metal member (not shown) such as a clip may be provided on the base 400 and the outer tube 300 may be held by the metal member. With the above configuration, the outer tube 300 can be prevented from falling.
- the outer tube 300 may not be bonded to the base 400 but may be configured to be bonded to the inner tube 200 with the adhesive 11.
- the closed portion 302 of the outer tube 300 is preferably, for example, substantially hemispherical or substantially plate-shaped.
- the curvature radius R of the inner surface 304 of the closing part 302 is preferably 8.0 or more.
- the inner surface 304 of the blocking part 302 is preferably a flat surface. The reason for each preference will be described later.
- the boundary between the closing part 302 and the intermediate part 303 is made clear.
- the portion whose inner diameter measured in the direction orthogonal to the axial direction is substantially equal to the axial direction belongs to the intermediate portion 303.
- the boundary between the intermediate portion 303 and the closed portion 302 is where the envelope 107 does not exist in the cross section perpendicular to the lamp axis X and the inner diameter starts to decrease.
- the blocking portion 302 is located on the lamp top side from the boundary.
- the closing part 302 When the closing part 302 is substantially hemispherical, the part where the inner diameter gradually decreases toward the lamp top side is the closing part 302.
- the closing part 302 When the closing part 302 is substantially plate-shaped, the substantially plate-like part and the corner part of the periphery thereof are the closing part 302.
- the intermediate portion 303 has a maximum outer diameter of 16 [mm] to 27 [mm] and a neck diameter (a diameter in the vicinity of the sealing portion 201) in order to ensure the compactness of the lamp 10 and the suitability for the lighting fixture 20. It is preferable that the thickness is 16 [mm] to 23 [mm] and the wall thickness is 1 [mm] to 2 [mm].
- the outer diameter of the intermediate portion 303 is 16 [mm] -22. [Mm] is preferable.
- the inner diameter of the intermediate portion 303 is preferably 13 [mm] to 17 [mm]
- the thickness of the intermediate portion 303 is preferably 1.0 [mm] to 2.0 [mm].
- the intermediate portion 303 has a substantially cylindrical shape that is the same as the intermediate portion 205 of the inner tube 200.
- the gap between the inner surface of the intermediate portion 303 of the outer tube 300 and the outer surface of the intermediate portion 205 of the inner tube 200 is preferably substantially uniform in the direction orthogonal to the lamp axis X.
- the shape of the intermediate portion 303 is not limited to a substantially cylindrical shape, and may be a cylindrical shape other than a cylinder such as a polygonal cylindrical shape or an elliptical cylindrical shape.
- the gap between the inner surface of the intermediate portion 303 of the outer tube 300 and the outer surface of the intermediate portion 205 of the inner tube 200 is It is preferable that the average is 1 [mm] to 3 [mm] in the region corresponding to the straight portion, and the average is 1 [mm] to 5 [mm] in the region corresponding to the bulging portion 306 of the intermediate portion 303.
- the outer tube 300 is made of, for example, hard glass.
- the outer tube 300 is not limited to the one made of hard glass, and may be made of a translucent ceramic such as alumina ceramic, quartz glass, or the like.
- the thinnest thickness of the closed portion 302 of the outer tube 300 is t [mm], and the shortest distance between the inner surface 304 of the closed portion 302 of the outer tube 300 and the outer surface 204 of the distal end portion 202 of the inner tube 200 in the outer tube axis direction.
- d [mm] the relationship of t ⁇ 1.1 ⁇ d ⁇ 0.4 , 0 ⁇ d, and 0.3 ⁇ t is satisfied.
- the spatter of the broken pieces of the inner tube 200 to the closed portion 302 of the outer tube 300 is immediately after the breakage, so the diffusion rate of the filled gas is larger than the speed of the broken pieces.
- the scattered fragments are pushed back by the sealed gas that has reached the tube 300 first and bounced back to the inner surface 304 of the outer tube 300, thereby reducing the speed of the fragments. Therefore, when the shortest distance d is small, the speed reduction of the scattered fragments reaches the outer tube 300 until reaching the outer tube 300, so that the impact on the outer tube 300 is strong and the outer tube 300 is easily cracked.
- the wall thickness of the blocking portion 302 means a width in the normal direction with respect to the inner surface 304 between the inner surface 304 and the outer surface 305.
- the thickness value of the blocking portion 302 can be obtained by measurement using X-rays or by measuring the cross section of the outer tube 300 with calipers or the like.
- the thinnest wall thickness t is preferably 0.3 [mm] or more. Furthermore, since it is very difficult to manufacture the thinnest wall thickness t of 1.0 [mm] or less, the thinnest wall thickness t is preferably 1.1 [mm] or more.
- the thinnest wall thickness t is preferably 5.0 [mm] or less from the viewpoint of ease of processing in consideration of the integrity with the intermediate portion. Further, when the thinnest thickness t is large, it is difficult to process the closed portion 302 of the outer tube 300 into a substantially hemispherical shape or a substantially plate shape. Therefore, the thinnest thickness t is preferably 3.0 [mm] or less in consideration of the workability of the closed portion 302 of the outer tube 300 and the unity between the closed portion 302 and the intermediate portion 303.
- the shortest distance d is preferably 15 mm or less.
- the shortest distance d exceeds 15 [mm]
- the shortest distance d in the present embodiment is a distance in the lamp axis X direction from the corner portion 206 of the tip portion 202 of the inner tube 200 to the inner surface 304 of the closed portion 302 of the outer tube 300, as shown in FIG.
- the shortest distance d is not limited to this.
- the distance E in the lamp axis X direction from the tip-off portion 203 of the inner tube 200 to the closed portion 302 of the outer tube 300 is such that the corner portion 206 of the distal end portion 202 of the inner tube 200 is the inner surface of the closed portion 302 of the outer tube 300.
- the distance E can be the shortest distance d.
- the rated power 35 [W] type lamp has a power consumption of 30 [W] to 45 [W] and an arc length (distance between the electrodes 108 and 109) of 2.5 [mm] to 5.5. [Mm] and the mercury amount is 3.0 [mg] to 4.5 [mg].
- the power consumption is 39 [W]
- the arc length is 4.5 [mm]
- the mercury amount is 4.5 [mg]
- the middle part of the outer tube A lamp having a maximum outer diameter of 21 [mm] and an intermediate portion of the outer tube and a wall thickness of 1.5 [mm] was used.
- the rated power 70 [W] type lamp has a power consumption of 65 [W] to 80 [W], an arc length of 5.5 [mm] to 8.0 [mm], and a mercury amount of 9.0. [Mg] to 12.5 [mg].
- the power consumption is 73 [W]
- the arc length is 6.0 [mm]
- the mercury amount is 12.5 [mg]
- the middle part of the outer tube A lamp having a maximum outer diameter of 22 [mm] and an intermediate portion of the outer tube and a wall thickness of 1.5 [mm] was used.
- FIG. 4 is a diagram showing the safety evaluation results for a metal vapor discharge lamp with a power consumption of 39 [W].
- FIG. 5 is a diagram showing a safety evaluation result for a metal vapor discharge lamp with a power consumption of 73 [W].
- the thinnest thickness t is 1.3 [mm] or more (sample 2), and the shortest distance When d is 1.0 [mm], the thinnest thickness t is 1.0 [mm] or more (Sample 5), and when the shortest distance d is 2.0 [mm], the thinnest thickness t is 0.7.
- the thinnest thickness t is 0.5 [mm] or more (sample 11) and the shortest distance d is 9.0 [mm].
- the thinnest wall thickness t was 0.4 [mm] or more (Sample 14), and an evaluation of “good” was obtained.
- the evaluation results shown in FIG. 4 are for a lamp with a power consumption of 39 [W], but for a lamp with a rated power of 35 [W] type in which the power consumption, arc length and mercury amount are defined within the above ranges. Both obtained the same results as the lamps with a power consumption of 39 [W].
- the thinnest thickness t is 1.2 [mm] or more (Sample 17)
- the thinnest thickness t is 1.0 [mm] or more (Sample 20)
- the shortest distance d is 3.0 [mm]
- the thinnest thickness t is 0.
- the shortest distance d is 7.0 [mm] when the distance is 7 [mm] or more (sample 23)
- the thinnest thickness t is 0.5 [mm] or more (sample 26)
- the shortest distance d is 11.0.
- the thinnest thickness t was 0.4 [mm] or more (Sample 29), and evaluations of “good” were obtained.
- the evaluation results shown in FIG. 5 are for a lamp with a power consumption of 73 [W], but for a lamp with a rated power of 70 [W] type in which the power consumption, arc length and mercury amount are defined within the above ranges. Both obtained the same results as the lamps with power consumption of 73 [W].
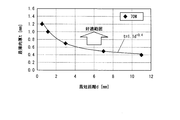
- FIG. 6 is a diagram for explaining conditions under which the outer tube is not easily damaged in the rated power 35 [W] type metal vapor discharge lamp.
- the values of samples 2, 5, 8, 11, 14 are plotted on XY Cartesian coordinates with the shortest distance d on the X axis and the thinnest wall thickness t on the Y axis. Then, a regression curve that can be expressed by t ⁇ d ⁇ 0.4 was obtained.
- FIG. 7 is a view for explaining the conditions under which the outer tube is not easily damaged in the rated power 70 [W] type metal vapor discharge lamp. Similarly, when the values of the samples 17, 20, 23, 26, and 29 are plotted for the rated power 70 [W] type lamp, a regression curve that can be expressed by t ⁇ 1.1 ⁇ d ⁇ 0.4 is obtained. It was.
- the breakage of the outer tube is mainly determined by the material / dimension shape of the inner tube and the material / dimension shape of the outer tube rather than the power consumption, the arc length, and the mercury amount during stable lighting.
- the said experimental result is a thing when the outer tube
- the Young's modulus of quartz glass is about the same as the Young's modulus of hard glass, and the Young's modulus of alumina ceramic is larger than the Young's modulus of hard glass.
- the Young's modulus is the ratio between the stress and the strain. A material with a higher Young's modulus is less likely to absorb impact due to elastic deformation. From this, when the outer tube 300 is made of quartz glass whose Young's modulus is the same as that of hard glass, the same experimental results as when the outer tube 300 is made of hard glass can be obtained. I can guess. Moreover, when the outer tube 300 is made of alumina ceramic having a Young's modulus larger than that of hard glass, it can be estimated that the safety is higher than when the outer tube 300 is made of hard glass.
- the said experimental result is a thing when the inner tube
- the density of hard glass is about 2.2 g / cm 3, which is the same as that of quartz glass, and the density of alumina ceramic is about 3.6 g / cm 3, which is larger than the density of quartz glass. .
- the scattering burst speed v is proportional to the force f generated by the burst and the time ⁇ t when the force is received, and inversely proportional to the mass of the scattered fragments.
- the force f generated by the burst is obtained by integrating the pressure applied by the burst over the inner surface of the scattered fragments. Since the size of the scattered pieces does not depend on the material constituting the inner tube 200, the magnitude f of the force generated by the rupture does not depend on the material constituting the inner tube 200.
- the time ⁇ t during which the force is received is determined mainly by the propagation of the gas flow generated by the bursting of the discharge tube 100, and cannot be generally stated, but at least the material of the inner tube 200 is hard glass as in the configuration of the present application. In the case of quartz glass or alumina ceramic, it is assumed that they are almost the same. From these facts, it is conceivable that the momentum imparted to the scattered pieces of the inner tube 200 does not depend on the material constituting the inner tube 200. On the other hand, the larger the density of the material constituting the inner tube 200, the larger the mass m of the scattered fragments.
- the scattered fragments are larger than the case where the inner tube 200 is made of a higher density alumina ceramic than the case where the inner tube 200 is made of quartz glass. And the time until the scattered fragments reach the outer tube 300 becomes longer. Then, since the encapsulated gas in the ruptured discharge tube 100 reaches the outer tube 300 earlier than the scattered fragments, the scattered fragments are pushed back by the encapsulated gas bounced back to the inner surface 304 of the outer tube 300, and thereby the speed of the fragments. A decrease occurs. As a result, it can be inferred that safety is higher in the case where the inner tube 200 is made of alumina ceramic than in the case where the inner tube 200 is made of quartz glass.
- the density of the hard glass and the quartz glass is the same.
- the speed is considered to be about the same, and it can be assumed that the experimental results are the same.
- the size of the scattered fragments is substantially the same for the rated power 35 [W] type and the rated power 70 [W] type. Therefore, it can be estimated that the same experimental result is obtained with the rated power 35 [W] type and the rated power 70 [W] type.
- FIG. 8 is a diagram for explaining the influence of the shape of the distal end portion of the inner tube and the closed portion of the outer tube on the outer tube breakage.
- the safety of the sample 11 which is a lamp of rated power 35 [W] type was evaluated by increasing the mercury amount from 4.5 [mg] to 5.0 [mg].
- the number of tube failures increased from 0 in 4 to 1 in 4.
- the safety of the sample 25, which is a rated power 70 [W] type lamp was evaluated by increasing the mercury amount from 12.5 [mg] to 13.0 [mg]. Increased from 0 out of 4 to 2 out of 4.
- the mercury content was increased from 12.5 [mg] to 13.5 [mg]
- the number of outer tube failures increased to 3 out of 4.
- the shape of the tip-off portion was left as it was, and the shape of the tip of the inner tube was changed from a substantially plate shape as shown in FIG. 2 to a substantially hemispherical shape.
- the mercury amount was 5.0 [mg].
- the number of breakage of the outer tube became 0 out of 4 and the outer tube became more difficult to break.
- the amount of mercury was 5.5 [mg]
- one of the four outer tubes was damaged even when the shape of the tip of the inner tube was changed to a substantially hemispherical shape.
- the inner surface of the closed portion of the outer tube is curved from a curved surface having a radius of curvature R [mm] of less than 8.0 as shown in FIG. 2, and the shape of the tip-off portion is kept as it is, and the radius of curvature R [mm] is 8
- the mercury amount of Sample 11 was 5.0 [mg] and 5.5 [mg] In either case, the number of breakage of the outer tube became 0 out of 4, and the outer tube became more difficult to break.
- the mercury amount is 13.0 [mg] and 13.5 [mg]
- the number of breakage of the outer tube is 0 out of 4, and the outer tube is further less likely to break. It was.
- the distal end portion of the inner tube is substantially hemispherical, or when the inner surface of the closed portion of the outer tube is a curved surface or a substantially flat surface having a curvature radius R [mm] of 8.0 or more,
- the distance in the lamp axis X direction from the corner portion 206 to the inner surface 304 of the closing portion 302 of the outer tube 300 is increased. Since the distance is the shortest distance d, the shortest distance d is consequently increased, and it is considered that the outer tube 300 is more difficult to break.
- the inner surface of the closed portion of the outer tube is a curved surface having a radius of curvature R [mm] of 8.0 or more, or a substantially flat surface, the distortion of the closed portion of the outer tube is reduced. This also seems to have prevented the outer tube from being damaged.
- the metal vapor discharge lamp and the lighting device according to the present invention have been specifically described based on the embodiments.
- the metal vapor discharge lamp and the lighting device according to the present invention are not limited to the above embodiments. Needless to say.
- symbol as the said embodiment is attached
- the inner tube 200 may be supported by holding the sealing portion 201 with the holder 12 provided at the outer tube side end 405 of the base 400.
- the holder 12 is a part of the base 400.
- the holder 12 is provided with an insertion port (not shown) that matches the shape of the sealing portion 201, and the sealing portion 201 is attached to the base 400 by inserting the tip of the sealing portion 201 into the insertion port. Retained.
- the fixing of the sealing part 201 and the base 400 of the second lead wires 126 and 127 of the inner tube 200 are performed. Can be performed separately, and the lamp can be easily assembled.
- the holder 12 is provided with a bowl-shaped large-diameter portion 12 a on the outer peripheral surface thereof, and the large-diameter portion 12 a is locked to the end portion 405 of the base 400 on the outer tube side.
- the outer tube 300 may be fixed to the holder 12 by abutting the opening 301 of the outer tube 300 on the side opposite to the base 400 (the lamp top side) of the large diameter portion 12a.
- the sealing portion 201 of the inner tube 200 may be supported also by the flange-shaped member 13 disposed between the sealing portion 201 and the outer tube 300. As shown in FIG. 10, the hook-shaped member 13 is fitted on the sealing portion 201 of the inner tube 200.
- the adhesive is used without using a special jig during the process of filling the gap between the inner pipe and the outer pipe with an adhesive such as cement.
- the filling condition can be confirmed from the outside.
- the base 600 of the bowl-shaped member 13 is filled with an adhesive 600.
- the base-side main surface 13a of the bowl-shaped member 13 is not visible from the outside of the lamp 10 by the adhesive 600.
- the adhesive 600 is not filled on the discharge tube side of the bowl-shaped member 13, and the discharge tube side main surface 13 b of the bowl-shaped member 13 can be seen from the outside of the lamp 10.
- the mode of the base side main surface 13 a that cannot be seen from the outside is arbitrary, but the discharge side main surface 13 b that can be seen from the outside is preferably a flat surface in order to improve the appearance of the lamp 10.
- the thickness of the bowl-shaped member 13 does not necessarily have to be substantially uniform, and may be non-uniform.
- the discharge tube side main surface 13b visible from the outside may be a flat surface and the base side main surface 13a may not be a flat surface.
- the hook-shaped member 13 is not limited to a substantially plate shape, and may have other shapes such as a film shape and a block shape.
- FIG. 11 is a perspective view showing a bowl-shaped member according to one embodiment of the present invention.
- a hole 13 c that matches the shape of the sealing portion 201 is formed in the approximate center of the bowl-shaped member 13.
- the shape of the hole 13c is substantially the same as the shape of the cross section when the sealing portion 201 is cut along a plane orthogonal to the lamp axis X, and the collar member 13 is externally fitted to the sealing portion 201. Therefore, it is preferable that the inner peripheral surface 13d of the hole 13c and the surface 207 of the sealing portion 201 are close to each other over substantially the entire circumference of the inner peripheral surface 13d, and are particularly in contact with each other.
- the hole 13c of the bowl-shaped member 13 does not necessarily have the same shape as the sealing portion 201, and may have a shape different from the cross section of the sealing portion 201 as long as it is within a certain range. .
- the shape of the hole 13c may be smaller than the cross section of the sealing portion 201 in whole or in part.
- the flange-shaped member 13 is formed of a plastically or elastically deformable material, preferably a heat-resistant material, it can be externally fitted to the sealing portion 201.
- the sealing portion 201 is press-fitted into the hole portion 13c, the flange-shaped member 13 is not easily displaced with respect to the sealing portion 201.
- the inner peripheral surface 13d of the hole 13c and the surface 207 of the sealing portion 201 are more closely attached, a gap through which the adhesive 600 leaks is between the flange-shaped member 13 and the sealing portion 201. It is hard to occur.
- the shape of the hole 13c may be larger than the cross section of the sealing portion 201 in whole or in part. In that case, a part of the inner peripheral surface 13d of the hole 13c is not in contact with the surface 207 of the sealing portion 201, or the inner peripheral surface 13d of the hole 13c is not at all with the surface 207 of the sealing portion 201. It can be the structure which is not contacting. In the case of a configuration in which a part of the inner peripheral surface 13d is not in contact, the hook-shaped member 13 only needs to be held by the sealing portion 201 in the contacted portion.
- the gap generated in the non-contact portion is preferably a narrow width that prevents the adhesive 600 from leaking, and the maximum width of the gap is preferably 1.0 mm [mm] or less.
- the hook-shaped member 13 and the sealing portion 201 are not in contact with each other, the hook-shaped member 13 may be fixed to the sealing portion 201 with an adhesive or the like.
- the adhesive in that case may be an adhesive 600 that joins the sealing portion 201 and the outer tube 300.
- the bowl-shaped member 13 has an outer peripheral shape along the shape of the inner circumferential surface of the outer tube 300, and the outer diameter of the bowl-shaped member 13 and the inner diameter of the outer tube 300 are substantially the same.
- the outer peripheral surface 13e of the bowl-shaped member 13 and the inner peripheral surface of the outer tube 300 are in contact with each other over substantially the entire periphery of the outer peripheral surface 13e.
- the outer diameter of the bowl-shaped member 13 does not necessarily have to be substantially the same as the inner diameter of the outer tube 300, and may have a size different from the inner diameter of the outer tube 300 as long as it is within a certain range.
- the outer diameter of the bowl-shaped member 13 may be larger than the inner diameter of the outer tube 300.
- the hook-shaped member 13 is formed of a plastic or elastic deformable material, preferably a heat-resistant material, the hook-shaped member 13 can be disposed in the outer tube 300. In that case, since the hook-shaped member 13 is press-fitted into the outer tube 300, the outer peripheral surface 13e of the hook-shaped member 13 and the inner peripheral surface of the outer tube 300 can be brought into close contact with each other. And the outer tube 300 are less likely to cause a gap that causes the adhesive 600 to leak.
- the outer diameter of the bowl-shaped member 13 may be smaller than the inner diameter of the outer tube 300, and the outer peripheral surface 13e may not be in contact with the inner peripheral surface of the outer tube 300 over the entire circumference.
- the gap generated between the outer peripheral surface 13e and the outer tube 300 is preferably a width that prevents the adhesive 600 from leaking, and the maximum width of the gap is preferably 1.0 [mm] or less.
- the bowl-shaped member 13 is not a substantially circular plate shape but a polygonal plate shape, for example, only a part of the outer circumferential surface 13e of the bowl-shaped member 13 is in contact with the inner circumferential surface of the outer tube 300.
- the gap formed between the outer peripheral surface 13e and the outer tube 300 is preferably a width that prevents the adhesive 600 from leaking, and the maximum width of the gap is preferably 1.5 [mm] or less. .
- the bowl-shaped member 13 preferably has a lower hardness than the outer tube 300 and the inner tube 200 so as not to damage the outer tube 300 and the inner tube 200. Moreover, since the sealing part 201 becomes high temperature when the lamp 10 is turned on, the heat resistant temperature of the bowl-shaped member 13 is 150 [° C.] or more, more preferably 200 [° C.] or more, and further preferably 250 [° C.] or more. It is preferable. Further, if the material constituting at least the periphery of the hole 13c of the hook-shaped member 13 is plastic or elastic and can be deformed, it can be press-fitted even if the outer diameter of the hook-shaped member 13 is larger than the inner diameter of the outer tube 300. Is possible.
- the material of the bowl-shaped member 13 is preferably a metal such as aluminum or stainless steel, or a mineral such as mica or glass.
- the hook-like member is not necessarily a plate shape, but may be, for example, a metal or glass fiber having a fine mesh as long as the adhesive 600 is difficult to leak.
- the bowl-shaped member 13 not only plays the above-described role, but also regulates the posture of the outer tube 300 with respect to the inner tube 200 and serves as a member for matching the tube axis of the inner tube 200 with the tube axis of the outer tube 300. Is available. In that case, it is preferable that the bowl-shaped member 13 is in contact with the sealing portion 201 and the outer tube 300.
- the sealing part 201 of the inner tube 200 and the outer tube 300 are joined together by an adhesive 600 disposed on the base side of the bowl-shaped member 13. Further, the outer tube 300 and the base 400 are also joined by an adhesive 600. Further, it is more preferable that the sealing portion 201 and the base 400 are also joined by the adhesive 600 because the holding strength of each member constituting the lamp 10 is increased and the impact resistance such as dropping is increased.
- the adhesive 600 only needs to join at least the sealing portion 201 and the outer tube 300, and the outer tube 300 and the base 400, and the sealing portion 201 and the base 400 are different adhesives or metal members. It may be joined by another joining structure such as
- the adhesive 600 is filled on the base side of the bowl-shaped member 13.
- the adhesive 600 is filled by holding the temporarily assembled lamp 10 so that the base 400 is positioned on the upper side, and inserting a nozzle (not shown) of the filling machine into the base 400 from the through hole 403 of the base 400.
- the adhesive 600 is injected into the gap between the sealing portion 201 of the inner tube 200 and the outer tube 300.
- the adhesive 600 is dammed by the hook-shaped member 13 so as to hang downward, that is, to flow to the discharge tube side in a state having fluidity before solidifying. Therefore, the adhesive 600 is solidified in a state where it is blocked by the hook-shaped member 13 on the base side of the hook-shaped member 13 in the outer tube 300.
- the adhesive 600 Since the adhesive 600 is blocked by the bowl-shaped member 13, the adhesive 600 does not flow to the discharge tube 100 side beyond the sealing portion 201, and the lamp 10 has a good appearance. Further, since the adhesive 600 has the height level in the lamp axis X direction aligned by the flange-shaped member 13 on the discharge tube 100 side, the appearance of the lamp 10 is good.
- the adhesive 600 does not leak at all to the discharge tube 100 side than the bowl-shaped member 13, so that the appearance of the lamp 10 is more suitable. May be.
- the adhesive 600 is formed by the flange-shaped member 13. Therefore, the adhesive 600 does not protrude beyond the sealing portion 201 to the discharge tube 100 side. Accordingly, poor appearance due to poor filling of the adhesive 600 hardly occurs.
- the axial displacement of the inner tube 200 can be prevented by any of the configurations of the first to third modifications described with reference to FIGS.
- tube 200 may be supported only by the introduction lines 122 and 123, without using the adhesive agent 11, the holder 12, the collar member 13, and an elastic metal member.
- the inner diameter and the outer diameter of the intermediate portion 303 do not necessarily have to be uniform along the lamp axis X direction.
- the inner diameter and the outer diameter of the region corresponding to the main tube portion 102 of the discharge tube 100 in the intermediate portion 303 are larger than the inner diameter and the outer diameter of the other regions.
- the shape may be a middle bulge shape having a bulging portion 306 in a part of the intermediate portion 303.
- the safety when the discharge tube 100 is damaged is also improved.
- the gap between the inner surface 304 of the outer tube 300 and the outer surface 204 of the inner tube 200 in the bulging portion 306 is designed to be 5 [mm] at the maximum.
- a swan-type base 400a includes a main body 401a to which the opening 301 of the outer tube 300 is attached, and a pair of two-stage pins 402a and 403a implanted in the main body 401a. With the other end portions of the lead wires 124 and 125 passing through the main body portion 401a and being inserted into the two-stage pins 402a and 403a, the caulking portions 404a and 405a are electrically and mechanically connected to the two-stage pins 402a and 403a. It is conceivable to have a connected configuration.
- caps such as a part constituting a part necessary for electrical connection such as a shell part and an eyelet part, a part constituting a part for holding an outer pipe, and a part constituting a part for supporting an inner pipe. Even if it consists of these parts, these parts should just be fixed by the adhesive agent etc.
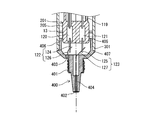
- FIG. 16 is a view for explaining a metal vapor discharge lamp according to Modification 7.
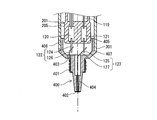
- the discharge tube 710 of the lamp according to the modified example 7 is not obtained by shrink-fitting three types of parts like the discharge tube 100 shown in FIG. 3, but includes a main tube portion 712 and a thin tube portion 713. It is molded integrally.
- the discharge tube 710 includes a main tube portion 712 having a discharge space 711 hermetically sealed therein, and a tube axis of the discharge tube 710 from the main tube portion 712 (a lamp axis X which is a central axis in the longitudinal direction of the lamp).
- an envelope 717 composed of narrow tube portions 713 and 714 formed so as to extend on both sides in the direction.
- the envelope 717 of the discharge tube 710 may be one in which a plurality of parts are shrink-fitted like the discharge tube 100 shown in FIG. A structure in which one of the thin tube portions is integrally molded may be joined.
- the opening 721 of the outer tube 720 and the flange 737 of the base 730 are connected by a connecting member 740 that is a part of the base 730.
- the outer tube 720 includes an opening (neck portion) 721 that is a base side end, a closing portion 722 that is an end opposite to the base 730, and an intermediate portion 723 between the opening 721 and the closing portion 722.
- the opening 721 is gradually expanded in diameter.
- the base 730 has a cylindrical main body 731, a cylindrical portion 732 into which the sealing portion 201 of the inner tube 200 is inserted is provided on one end side of the main body 731, and the other end side of the main body 731 is provided on the other end side.
- a shell 733 and an eyelet 734 are attached.
- On the outer peripheral surface 735 of the cylindrical portion 732 on the shell 733 side there are a flange portion 737 having the largest outer diameter of the cylindrical portion 732 in order of increasing distance from the shell 733, and a plurality of groove portions 736 along the lamp axis X. They are formed at substantially equal intervals along the circumferential direction. Thereby, in the outer peripheral surface 735, the flange portion 737 has a maximum outer diameter and the groove portion 736 has a minimum outer diameter.
- the connecting member 740 is, for example, a metallic cylinder, and spans the opening 721 of the outer tube 720 and the flange portion 737 and the groove portion 736 in the cylindrical portion 732 of the base 730, and the opening 721 and the cylindrical portion 732. Is externally fitted.
- the inner diameter of the outer tube side 741 of the connecting member 740 is larger than the outer diameter of the opening 721 of the outer tube 720, and the inner diameter of the base side 742 of the connecting member 740 is larger than the outer diameter of the cylindrical portion 732 of the base 730.
- the outer tube side 741 of the connecting member 740 is reduced in diameter along the shape of the opening 721 of the outer tube 720 so that the opening 721 of the outer tube 720 does not come out of the connecting member 740.
- a caulking portion 743 is provided on the base side 742 of the connecting member 740 corresponding to the groove portion 736 provided in the tubular portion 732, and the caulking structure prevents the tubular portion 732 from coming out from the inside of the connecting member 740. It has become.
- the outer tube 720 and the base 730 are connected by the connecting member 740.
- the outer tube 720 having a coefficient of thermal expansion different from that of the base 730 can be used, so that the range of lamp design is expanded.
- an outer tube made of quartz glass has higher heat resistance than an outer tube made of hard glass, but it is difficult to adhere to the die because the coefficient of thermal expansion is too different from that of the die.
- connection member 740 is not limited to metal, but is formed of a material having malleability and plasticity in order to ensure the reliability of connection between the opening 721 of the outer tube 720 and the flange 737 of the base 730. It is preferable that Since the material having malleability and plasticity can absorb an impact when the discharge tube 710 is ruptured, the outer tube 720 is not easily detached from the base 730 due to the impact. Further, the connection between the opening 721 of the outer tube 720 and the flange 737 of the base 730 by the connecting member 740 is not limited to the above-mentioned reduced diameter structure and the caulking structure, but a mechanical structure other than these structures such as engagement. It may be due to.
- an inner tube having a sealing portion at one end in a state in which the discharge tube is housed inside is fixed to the base with an adhesive, and a pair of members extending from one end of the inner tube.
- One end of an outer tube that includes a lead wire and covers the inner tube is attached to the base, and the base has a wall-like portion disposed so as to surround the sealing portion, and the adhesive is
- the lamp may be arranged between the one end portion of the inner tube and the wall-like portion and spaced from at least one of a pair of lead wires extending from one end of the inner tube.
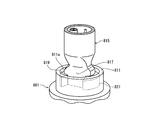
- FIG. 17 is a perspective view showing a base according to Modification 8.
- the base 801 includes a main body 803 and a shell 805 and an eyelet 807 attached to the other end of the main body 803.
- a joint 809 is provided on one end side of the main body 803.
- One end side of the main body 803 is constituted by a cylindrical portion 811 having a cylindrical shape, and a central portion of the cylindrical portion 811 is a recessed portion 813 into which it is recessed.
- the inner tube 815 includes the sealing portion 817 by the adhesives 819 and 821 existing inside the recessed portion 813 in a state where the sealing portion 817 of the inner tube 815 is inserted into the recessed portion 813.
- the inner surface of the cylindrical portion 811 are connected to the base 801.
- the cylindrical portion 811 is provided in the main body 803 so as to surround the sealing portion 817, and corresponds to the “wall-shaped portion” of the present invention. Further, when the cylindrical portion 811 of the base 801 is viewed from the tube axis direction of the inner tube 815 (the same applies to the outer tube 823), the outer peripheral surface of the cylindrical portion 811 is one end side of the outer tube 823. It has a shape along the inner peripheral surface of the end portion.
- the outer tube 823 is formed by the adhesive 825 with the tubular portion 811 of the joint portion 809 being installed, that is, with the tubular portion 811 inserted into one end of the outer tube 823. It is fixed to 801.
- the outer tube 823 has, for example, an annular cross section at one end, and the cylindrical portion 811 of the base 801 has an annular cross section, and the peripheral wall of the cylindrical portion 811 extends over the entire circumference.
- the cylindrical portion 811 is fitted into the outer tube 823 in a state of facing the inner peripheral surface of the outer tube 823.
- the sealing portion 817 of the inner tube 815 is formed by heating one end portion of the inner tube 815 and crushing it with a pinch (tool for pinch sealing) (for this reason, it is also referred to as “crush sealing”). . Accordingly, as shown in FIG. 19, the portions (outer surfaces) that are in contact with the pinch when pressed by the pinch are flat surfaces 817a and 817b, and the portions that are not in contact with the pinch (outer surface) are pressed from between the pinches. It bulges in a direction orthogonal to the direction to form bulged surfaces 817c and 817d.
- the adhesives 819 and 821 in the recessed portion 813 are arranged between the bulging surfaces 817c and 817d of the sealing portion 817 and the inner surface (811a) of the cylindrical portion 811 and are separated from each other. It is stuck. Further, the adhesives 819 and 821 are present in the recessed portion 813 without protruding from the recessed portion 813. For this reason, it is difficult to see the adhesives 819 and 821 in the recessed portion 813 in the appearance of the lamp, and it is possible to reduce the possibility of impairing the appearance design.
- the base 801 is arranged so that the opening of the cylindrical portion 811 faces upward.
- the sealing portion 817 of the inner tube 815 is inserted into the cylindrical portion 811.
- a pair of lead wires 827 and 829 extending from one end of the inner tube 815 are passed through a pair of through holes provided in the bottom portion of the cylindrical portion 811.
- the adhesives 819 and 821 are independently positioned on a straight line connecting the pair of lead wires 827 and 829 in a plan view, the adhesives 819 and 821 are placed on portions other than the sealing portion 817. Even if the flow is performed, the pair of lead wires 827 and 829 are not brought into contact with each other, and an electrical short circuit caused by the adhesive 819 and 821 adsorbing moisture can be prevented.
- the insulation distance between the different poles can be kept appropriate.
- the adhesive 825 (or the inner periphery of one end of the outer tube 823) is attached to the inner peripheral surface of one end of the outer tube 823 and the outer peripheral surface of the cylindrical portion 811 of the base 801.
- the surface and the outer peripheral surface of the cylindrical portion 811 of the base 801 may be applied), and one end portion of the outer tube 823 is covered with the cylindrical portion 811 of the base 801 to fix them together.
- the outer tube 823 is fixed to the base 801. Therefore, when the user mounts the lamp on the lighting fixture, the user holds the lamp outer tube 823 and screws it into the socket of the lighting fixture.
- the inner pipe 815 is not subjected to a load during mounting. For this reason, the bonding force between the inner tube 815 and the base 801 is sufficient if the positional relationship between the inner tube 815 and the base 801 can be maintained, and the adhesives 819 and 821 for fixing the inner tube 815 and the base 801 to each other. The amount used can be reduced.
- the recessed portion 813 of the base 801 according to the modified example 8 has a circular shape in plan view, but the planar shape of the recessed portion may be another shape.
- an example of a recessed portion whose planar view shape is other than a circular shape will be described.
- FIG. 20 is a perspective view showing a base according to the modified example 9, and the base part is omitted.
- the joint portion 833 of the base 831 is configured by a cylindrical portion 835, and a part of the inner peripheral surface 837 of the cylindrical portion 835 projects to the central axis side of the cylindrical portion 835. That is, the tubular portion 835 has overhanging regions 839 and 841 that project toward the center axis.
- the overhang regions 839 and 841 come into contact with the flat surfaces 817a and 817b of the sealing portion 817 when the sealing portion 817 of the inner tube 815 is inserted.
- the thickness of the sealing portion 817 (the thickness in the direction perpendicular to the virtual line connecting the pair of lead wires 827 and 829) is substantially constant by managing the distance between the pair of pinches at the time of sealing.
- the amount of overhang of the overhang regions 839 and 841 can be determined according to this distance.
- FIG. 21 is a cross-sectional view showing a joint portion between an inner tube and a base according to Modification 9.
- 21 (a), (b), and (c) all show the direction in which the imaginary line connecting the lead wires 827 and 829 in the plane perpendicular to the tube axis extends in the sealing portion 817 (hereinafter referred to as “virtual line direction”).
- the adhesive is disposed in at least one of the two regions outside the sealing portion 817. In other words, the adhesive is disposed in at least one of the two spaces formed between the sealing portion 817 and the cylindrical portion 835 of the base 831 in the imaginary line direction connecting the lead wires 827 and 829.
- the adhesive is disposed in at least one of the two spaces formed between the sealing portion 817 and the cylindrical portion 835 of the base 831 in the imaginary line direction connecting the lead wires 827 and 829.
- the adhesives 843 and 845 for fixing the base 831 and the inner tube 815 are the bulging surfaces 817c and 817d of the sealing portion 817 and the inner periphery of the cylindrical portion 835, as in the modification 8.
- the surface 837 is disposed between the bulging surfaces 817c and 817d and a surface (837) facing the surface 837.
- the adhesives 843 and 845 are located on an imaginary straight line connecting the pair of lead wires 827 and 829 in plan view.
- the adhesives 843 and 845 are arranged in two locations independently of each other, but in FIG. 21 (b), the adhesive is provided in one location. That is, the adhesive 847 is disposed only on one side between the bulging surfaces 817c and 817d of the sealing portion 817 and the inner peripheral surface 837 of the cylindrical portion 835 that faces the bulging surfaces 817c and 817d (837). Has been. Also in this example, the adhesive 847 is located on the imaginary line connecting the pair of lead wires 827 and 829, but the adhesive (847) may not be located on the imaginary line.
- the adhesives 843 and 845 are disposed leaving a space in the recessed portion of the cylindrical portion 835, but in FIG. 21C, between the recessed portion and the sealing portion 817.
- Adhesives 849 and 851 are filled so that all the gaps are filled. Even in this case, the adhesive 251 is separated from the lead wire 829, and the adhesive 253 is separated from the lead wire 827. For this reason, even if the adhesives 849 and 851 flow, it is unlikely to come into contact with both the pair of lead wires 827 and 829.
- one side portion of the sealing portion 817 including the lead wire 827 and separated from the lead wire 829 (a part of the outer peripheral portion of the sealing portion 817) and the lead wire 829 are arranged.
- an adhesive on at least one of the other side portions of the sealing portion 817 spaced apart from the including lead wire 827 (the other portion different from the portion of the outer peripheral portion of the sealing portion 817), Since the distance between the adhesives can be increased, safety can be improved.
- the adhesive is disposed in the imaginary line direction connecting the pair of lead wires 827 and 829 of the sealing portion 817.
- An adhesive may be disposed on a space including at least one of the surfaces (for example, “817b” in FIG. 19).
- the bases 801 and 831 have the shell (805) and the eyelet (807) attached to the main body (803) having the joint portions 809 and 833.
- the shell and the member to which the eyelet is attached may be separate. This case will be described as a tenth modification.
- FIG. 22 is a cross-sectional view showing a joint portion between the inner tube and the base according to Modification Example 10.
- FIG. 22 is a view in which only the base 853 is cut out with the inner tube 815 attached.
- a base 853 according to Modification 10 includes a cylinder 855 and a lid 857.
- the cylindrical body 855 constitutes a joint portion 859 that joins the inner tube 815 (sealing portion 817) inserted into the internal opening (recessed portion).
- an overhanging portion 863 that protrudes inward is provided at the opening side end.
- Adhesives 865 and 867 are disposed at two locations in the gap between the sealing portion 817 and the cylinder 855. Thereby, the cylinder 855 and the inner tube 815 are fixed.
- the inner tube 815 is fixed to the base 853 with adhesives 865 and 867.
- the inner tube 815 and the base 853 are members that can restrict the movement of each other, for example, the inner tube 815. It may be a filling member that fills the gap between the base 853 and the base 853.
- This filling member may be arranged on an imaginary line connecting the pair of lead wires 827 and 829 or may be arranged in another place, similarly to the modified example 8 or the like. However, it is necessary for this filling member not to be removed from the gap between the inner tube 815 and the base 853.
- the overhang portion 863 is provided, and the overhang portion 863 and the filling member are brought into contact with each other. You may make it let it.
- the base portion 869 includes a lid 857, a shell and an eyelet (not shown) attached to the lid 857. Note that the lid 857 and the cylinder 855 are joined by, for example, an adhesive.
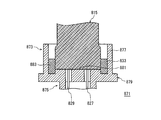
- FIG. 23 is a cross-sectional view showing a joint portion between the inner tube and the base according to the eleventh modification.
- FIG. 23 is a view in which only the base 871 is cut out in a state in which the inner tube 815 is mounted, as in FIG.
- the base 871 according to the modification 11 includes a joint portion 873 and a base portion 875.
- the base portion 875 is the same as that of the modified example 8 and the like, and the description thereof is omitted here.
- the joint portion 873 has a tubular portion 877, and a raised region 881 in which the bottom of the main body portion 879, that is, the center of the bottom of the recessed portion inside the tubular portion 877 bulges toward the opening side of the tubular portion 877.
- a raised region 881 in which the bottom of the main body portion 879, that is, the center of the bottom of the recessed portion inside the tubular portion 877 bulges toward the opening side of the tubular portion 877.
- through holes for lead wires 827 and 829 extending from one end of the inner tube 815 are provided.
- the inner tube 815 is bonded to the bonding portion 873 in a state where one end of the inner tube 815 is in contact with the raised region 881 of the recessed portion, and the sealing portion and the inner surface of the cylindrical portion 877 are fixed by the adhesives 883 and 885.
- the raised region 881 is provided at the bottom of the recessed portion as described above, the adhesives 883 and 885 in the recessed portion are difficult to flow, and the adhesives 883 and 885 are in contact with the lead wires 827 and 829. Such things can be eliminated.
- the present invention can be used for a metal vapor discharge lamp having a triple tube structure including a discharge tube, an inner tube, and an outer tube.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
Abstract
Description
図1は、本発明の一態様に係る照明装置を示す一部破断側面図である。図1に示すように、本発明の一態様に係る照明装置1は、スポットライト照明装置であって、金属蒸気放電ランプ10(以下、単に「ランプ10」という。)と、当該ランプ10が内部に配置された照明器具20とを備える。なお、本発明に係る照明装置は、スポットライト照明装置に限定されず、他の用途の照明装置であっても良い。
図2は、本発明の一態様に係る金属蒸気放電ランプを示す一部破断側面図である。図2に示すように、ランプ10は、3重管構造のメタルハライドランプであって、一端に開口部301を有し他端に閉塞部302を有する有底筒状の外管300と、当該外管300内に収納され内部に放電管100が配置された内管200と、外管300の開口部301に取り付けられた口金400とを備える。放電管100、内管200および外管300の管軸は、それぞれランプ10のランプ軸X(ランプ10の長手方向の中心軸)と略一致していることが好ましい。
例えば、内管200は、図9に示すように、口金400の外管側端部405に設けたホルダ12で封止部201を保持することにより支持されていても良い。ホルダ12は口金400の一部である。ホルダ12には封止部201の形状にあわせた差込口(不図示)が設けられており、その差込口に封止部201の先端を差し込むことによって、封止部201は口金400に保持される。
また、図10に示すように、内管200の封止部201は、当該封止部201と外管300との間に配置された鍔状部材13によっても支持されていても良い。図10に示すように、内管200の封止部201には鍔状部材13が外嵌されている。
接着剤600は、鍔状部材13の口金側に充填されている。接着剤600の充填は、仮組みしたランプ10を上側に口金400が位置するよう保持し、口金400の貫通孔403から口金400の内部に充填機のノズル(不図示)を差し込んで、そのノズルから内管200の封止部201と外管300との隙間に接着剤600を注入して行なわれる。
さらに、図12に示すように、接着剤11はなく、鍔状部材13によって内管200が支持されていても良い。さらに、口金400内に設けられたクリップ等の弾性のある金属部材によって内管200が支持されていても良い。これらの場合、内管200と外管300との間、または内管200と口金400との間の接着工程を省くことができる。
なお、接着剤11、ホルダ12、鍔状部材13、弾性のある金属部材等を用いることなく、図13に示すように、導入線122,123のみによって内管200が支持されていても良い。
また、中間部303の内径および外径は必ずしもランプ軸X方向に沿って均一である必要はない。例えば、図14に示すように、中間部303における、放電管100の本管部102に相当する領域の内径および外径が、それ以外の領域の内径および外径よりも大きくなっているような形状、すなわち中間部303の一部に膨出部306を有する中膨形状であっても良い。膨出部306を設けることにより放電管100からの熱による外管300の温度上昇を低減することができ、外管300の材料の歪点からの裕度ができて適合する照明器具20の選択の幅を広げることができる。さらに、放電管100の破損時の安全性も向上する。その場合、膨出部306における外管300の内面304と内管200の外面204との隙間は、最大で5[mm]になるよう設計されていることが好ましい。
また、口金は、エジソンタイプに限定されず、図15に示すように、スワンタイプであっても良い。具体例として、スワンタイプの口金400aが、外管300の開口部301が取り付けられる本体部401aと、当該本体部401aに植設された一対の二段ピン402a,403aとを有し、第1リード線124,125の他端部が、本体部401aを貫通し、二段ピン402a,403aに挿通された状態で、かしめ部分404a,405aにおいて二段ピン402a,403aと電気的および機械的に接続されている構成とすることが考えられる。
図16は、変形例7に係る金属蒸気放電ランプを説明するための図である。図16に示すように、変形例7に係るランプの放電管710は、図3に示す放電管100のような3種類の部品を焼き嵌めたものではなく、本管部712および細管部713を一体に成形したものである。放電管710は、内部に気密封止された放電空間711を有する本管部712と、当該本管部712から放電管710の管軸(ランプの長手方向の中心軸であるランプ軸Xと一致している)方向両側に延出するように形成された細管部713,714と、からなる外囲器717を有している。なお、放電管710の外囲器717は、図3に示す放電管100のように複数の部品を焼き嵌めしたものであっても良いし、本管部712の中央部から端部にわたる半分と細管部の一方を一体に成形したものを接合して構成しても良い。
変形例8に係るランプとして、放電管を内部に収納する状態で一端部に封止部を有する内管が口金に接着剤により固着されていると共に、前記内管の一端から延出する一対のリード線を備え、前記内管を覆う外管の一端が前記口金に取着されてなり、前記口金は、前記封止部を囲むように配置された壁状部を有し、前記接着剤は、前記内管の一端部と前記壁状部との間に配されている共に、前記内管の一端から延出する一対のリード線の少なくとも一方から離間している構成のランプとしても良い。このような構成であれば、一対のリード線が接着剤を介して接続するようなことがなくなり、電気的不具合を未然に防ぐことができる。
変形例8に係る口金801の凹入部分813は平面視において円形状をしていたが、凹入部分の平面形状は他の形状であっても良い。以下、平面視形状が円形状以外の凹入部分の一例を説明する。
変形例8および変形例9では、口金801,831は、接合部809,833を有する本体(803)にシェル(805)とアイレット(807)が装着されていたが、例えば、口金部を有する部材と、シェルとアイレットが装着される部材とが別体であっても良い。この場合を、変形例10として説明する。
図23は、変形例11に係る内管と口金との接合部分を示す断面図である。なお、図23は、図22と同様に、内管815が装着された状態であって、口金871だけを切り欠いた図である。
10 金属蒸気放電ランプ
100,710 放電管
200,815 内管
202 先端部
204 外面
300,720 外管
301,721 開口部
302,722 閉塞部
304 内面
400,730 口金
Claims (8)
- 一端に開口部を有し他端に閉塞部を有する外管と、当該外管内に収納され内部に放電管が配置された内管と、前記外管の開口部に取り付けられた口金とを備え、
前記外管の閉塞部の最薄肉厚をt[mm]とし、前記外管の閉塞部の内面と、前記内管の前記口金とは反対側の端部の外面との前記外管管軸方向における最短距離をd[mm]とした場合に、t≧1.1×d-0.4、且つ、0<d、且つ、0.3≦t、の関係を満たすことを特徴とする金属蒸気放電ランプ。 - 前記内管の口金とは反対側の端部の形状が略半球状である請求項1記載の金属蒸気放電ランプ。
- 前記外管の閉塞部の内面は、曲率半径R[mm]が8.0以上の曲面、または、略平面であることを特徴とする請求項1または2に記載の金属蒸気放電ランプ。
- 消費電力が30[W]~80[W]であることを特徴とする請求項1から3のいずれかに記載の金属蒸気放電ランプ。
- 前記最短距離dが15[mm]以下であることを特徴とする請求項1から4のいずれかに記載の金属蒸気放電ランプ。
- 前記最薄肉厚tが1.1[mm]以上3.0[mm]以下であることを特徴とする請求項1から5のいずれかに記載の金属蒸気放電ランプ。
- 前記外管が、硬質ガラス、石英ガラスまたはアルミナセラミックのいずれかで構成されていることを特徴とする請求項1から6のいずれかに記載の金属蒸気放電ランプ。
- 請求項1から7のいずれかに記載の金属蒸気放電ランプと、当該金属蒸気放電ランプから発せられた光を所望の方向に反射させる反射鏡とを備えることを特徴とする照明装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020127004043A KR20130102453A (ko) | 2010-08-06 | 2011-05-02 | 금속증기 방전램프 및 조명장치 |
| CN2011800035274A CN102484036A (zh) | 2010-08-06 | 2011-05-02 | 金属蒸气放电灯和照明装置 |
| JP2011529095A JP5082012B2 (ja) | 2010-08-06 | 2011-05-02 | 金属蒸気放電ランプおよび照明装置 |
| EP11814221A EP2479778A4 (en) | 2010-08-06 | 2011-05-02 | METAL STEAM DISCHARGE LAMP AND LIGHTING DEVICE |
| US13/387,691 US8519605B2 (en) | 2010-08-06 | 2011-05-02 | Metal vapor discharge lamp and lighting apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-177699 | 2010-08-06 | ||
| JP2010177699 | 2010-08-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012017581A1 true WO2012017581A1 (ja) | 2012-02-09 |
Family
ID=45559107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/002537 WO2012017581A1 (ja) | 2010-08-06 | 2011-05-02 | 金属蒸気放電ランプおよび照明装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8519605B2 (ja) |
| EP (1) | EP2479778A4 (ja) |
| JP (1) | JP5082012B2 (ja) |
| KR (1) | KR20130102453A (ja) |
| CN (1) | CN102484036A (ja) |
| WO (1) | WO2012017581A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013168044A1 (en) * | 2012-05-07 | 2013-11-14 | Koninklijke Philips N.V. | Electric lamp and assembling method therefore |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007522606A (ja) * | 2003-08-07 | 2007-08-09 | パテント−トロイハント−ゲゼルシヤフト フユール エレクトリツシエ グリユーラムペン ミツト ベシユレンクテル ハフツング | 片口金形ランプ |
| JP2009289524A (ja) * | 2008-05-28 | 2009-12-10 | Panasonic Corp | ランプおよびそれを用いた照明装置 |
| JP2010056031A (ja) * | 2008-08-29 | 2010-03-11 | Osram Melco Toshiba Lighting Kk | 高圧放電ランプおよび照明装置 |
| JP4436428B2 (ja) | 2006-05-31 | 2010-03-24 | パナソニック株式会社 | 金属蒸気放電ランプ及び照明装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1763066B1 (en) * | 2004-06-29 | 2010-10-06 | Panasonic Corporation | Metal halide lamp and lighting apparatus using the same |
| JP2008517939A (ja) | 2004-10-22 | 2008-05-29 | バイエル・クロツプサイエンス・アクチエンゲゼルシヤフト | 殺虫性3−(ジハロアルケニル)フェニル誘導体 |
| JP4130842B2 (ja) * | 2006-05-31 | 2008-08-06 | 松下電器産業株式会社 | 金属蒸気放電ランプ及び照明装置 |
-
2011
- 2011-05-02 US US13/387,691 patent/US8519605B2/en not_active Expired - Fee Related
- 2011-05-02 EP EP11814221A patent/EP2479778A4/en not_active Ceased
- 2011-05-02 KR KR1020127004043A patent/KR20130102453A/ko not_active Application Discontinuation
- 2011-05-02 WO PCT/JP2011/002537 patent/WO2012017581A1/ja active Application Filing
- 2011-05-02 CN CN2011800035274A patent/CN102484036A/zh active Pending
- 2011-05-02 JP JP2011529095A patent/JP5082012B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007522606A (ja) * | 2003-08-07 | 2007-08-09 | パテント−トロイハント−ゲゼルシヤフト フユール エレクトリツシエ グリユーラムペン ミツト ベシユレンクテル ハフツング | 片口金形ランプ |
| JP4436428B2 (ja) | 2006-05-31 | 2010-03-24 | パナソニック株式会社 | 金属蒸気放電ランプ及び照明装置 |
| JP2009289524A (ja) * | 2008-05-28 | 2009-12-10 | Panasonic Corp | ランプおよびそれを用いた照明装置 |
| JP2010056031A (ja) * | 2008-08-29 | 2010-03-11 | Osram Melco Toshiba Lighting Kk | 高圧放電ランプおよび照明装置 |
Non-Patent Citations (2)
| Title |
|---|
| "High Intensity Discharge Lighting Fixtures", 1991, UNDERWRITERS LABORATORIES INC. |
| See also references of EP2479778A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013168044A1 (en) * | 2012-05-07 | 2013-11-14 | Koninklijke Philips N.V. | Electric lamp and assembling method therefore |
| CN104488062A (zh) * | 2012-05-07 | 2015-04-01 | 皇家飞利浦有限公司 | 电灯及其组装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012017581A1 (ja) | 2013-09-19 |
| JP5082012B2 (ja) | 2012-11-28 |
| EP2479778A4 (en) | 2012-10-03 |
| CN102484036A (zh) | 2012-05-30 |
| KR20130102453A (ko) | 2013-09-17 |
| US20120267994A1 (en) | 2012-10-25 |
| US8519605B2 (en) | 2013-08-27 |
| EP2479778A1 (en) | 2012-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7652429B2 (en) | Electrodes with cermets for ceramic metal halide lamps | |
| JP4130842B2 (ja) | 金属蒸気放電ランプ及び照明装置 | |
| US7615929B2 (en) | Ceramic lamps and methods of making same | |
| JP5082012B2 (ja) | 金属蒸気放電ランプおよび照明装置 | |
| JPH09167599A (ja) | 二重管型白熱電球 | |
| EP2544213A1 (en) | Lamp | |
| JP4922078B2 (ja) | メタルハライドランプ | |
| US5440196A (en) | Dual-envelope high-pressure discharge lamp construction, and method of its manufacture | |
| JP4846856B2 (ja) | 高輝度放電ランプ | |
| JP5134054B2 (ja) | 金属蒸気放電ランプおよび照明装置 | |
| JP2010056031A (ja) | 高圧放電ランプおよび照明装置 | |
| JP3576159B2 (ja) | 高圧放電ランプ | |
| JP5799437B2 (ja) | 外球保護構造を有する高輝度放電灯 | |
| JP2012043588A (ja) | 金属蒸気放電ランプおよび照明装置 | |
| WO2005088674A1 (ja) | 金属蒸気放電ランプとその製造方法、およびリフレクタ付きランプ | |
| JP2011249292A (ja) | 高圧金属蒸気放電ランプおよび照明器具 | |
| JP2020024893A (ja) | 放電灯の封止構造、および当該構造を備える放電灯 | |
| JP3124181U (ja) | 高圧放電ランプ | |
| JP2013004434A (ja) | 高圧放電ランプおよび照明装置 | |
| JP2000021352A (ja) | 片口金放電ランプ、これを用いたシールドビーム装置およびシールドビーム点灯装置 | |
| JPH07230789A (ja) | 管球、光源および照明装置 | |
| JP2012048878A (ja) | 金属蒸気放電ランプ | |
| JP2012048879A (ja) | 金属蒸気放電ランプ | |
| JP2001338612A (ja) | 高圧放電ランプ | |
| JP2015072789A (ja) | 石英ガラス製発光管を用いたメタルハライドランプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180003527.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011529095 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13387691 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011814221 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20127004043 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11814221 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |