WO2011105641A1 - 생산설비 이동시 자원구성 자동화 시스템 및 그 방법 - Google Patents
생산설비 이동시 자원구성 자동화 시스템 및 그 방법 Download PDFInfo
- Publication number
- WO2011105641A1 WO2011105641A1 PCT/KR2010/001195 KR2010001195W WO2011105641A1 WO 2011105641 A1 WO2011105641 A1 WO 2011105641A1 KR 2010001195 W KR2010001195 W KR 2010001195W WO 2011105641 A1 WO2011105641 A1 WO 2011105641A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- information
- function
- production
- resource
- facility
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 141
- 238000000034 method Methods 0.000 title claims abstract description 99
- 238000013507 mapping Methods 0.000 claims abstract description 36
- 230000008569 process Effects 0.000 claims description 61
- 230000008859 change Effects 0.000 claims description 26
- 238000004458 analytical method Methods 0.000 claims description 14
- 238000007726 management method Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 12
- 238000012545 processing Methods 0.000 claims description 10
- 238000005259 measurement Methods 0.000 claims description 8
- 238000012544 monitoring process Methods 0.000 claims description 8
- 238000013480 data collection Methods 0.000 claims description 4
- 238000004891 communication Methods 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims 4
- 239000000284 extract Substances 0.000 claims 2
- 238000006243 chemical reaction Methods 0.000 claims 1
- 230000004044 response Effects 0.000 abstract description 3
- 230000006870 function Effects 0.000 description 66
- 239000000047 product Substances 0.000 description 9
- 230000008901 benefit Effects 0.000 description 6
- 230000007547 defect Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 3
- 238000007792 addition Methods 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 230000008521 reorganization Effects 0.000 description 2
- 238000012384 transportation and delivery Methods 0.000 description 2
- 239000006227 byproduct Substances 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000013439 planning Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000012358 sourcing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000013024 troubleshooting Methods 0.000 description 1
- -1 work in progress) Substances 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41845—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by system universality, reconfigurability, modularity
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Definitions
- the present invention relates to the automation of configuration when the production equipment is moved in the production management system of the manufacturing industry, and more particularly, when the production equipment is moved (or changed), it is possible to automatically configure the resources or to configure the resources with minimal manual labor.
- the present invention relates to an automated system for configuring resources when moving a production facility that provides convenience to a production manager and enables a quick software response to hardware changes.
- the manufacturing industry consists of people, processes, technology, and information. From the information integration perspective of the manufacturing industry, the manufacturing process is an internal manufacturing process consisting of the basic elements related to performance improvement from raw material receipt to shipment, and an external process consisting of product design, material sourcing, product delivery, product service, factory design and maintenance. It is composed.
- the internal manufacturing process consists of 4M (Man, Machine, Equipment, Material, and Method) in terms of digitization of production resources.
- the 4M information table is defined, the program is set up, a tag manager is defined, a cable operation and a test are performed, and a production process is changed and moved when a problem occurs.
- the program will be changed and the following procedure will be repeated.
- resources are reconfigured according to hardware movements by moving production facilities, process routing (routing), etc., as a result of the movement of production facilities, that is, movements due to changes in vehicle types (addition, discontinued, movement), and rationalization of logistics.
- the manager directly inputs the location information of the production equipment moved by hand or other movement information, and the manager directly performs the configuration and allocation of resources to change the program.
- production information based on “factory-line-process” is essential when performing production informatization, and the process as a core component requires configuration and allocation of various company-wide resources. Will occur.
- the conventional method has a disadvantage in that the visibility of the user's point of view when the production information is configured, the process configuration is inconvenient, and it is difficult to grasp the progress of the process even when operating after configuration.
- the conventional method has a disadvantage in that the database-based process configuration is not easy to change when the layout of the factory or the process is added or deleted, and it is not easy to effectively accommodate the inter-process dependencies.
- the present invention solves the inconvenience of the administrator to perform the reconstruction when moving the conventional production equipment as described above, and solve the inconvenience of having to change the software (program) directly in accordance with the hardware change, the resource configuration in accordance with the hardware change As a proposal to alleviate the inconvenience of the administrator having to manually
- the problem to be solved by the present invention is to automatically configure resources when the production equipment is moved (changed) or resource configuration automation system to move the production equipment to provide convenience to the production manager to enable the resource configuration with a minimum of manual work And a method thereof.
- Another object of the present invention is to provide a system and method for automating resource configuration when moving a production facility to enable a software response quickly according to a hardware change.
- An information generating source mounted to the production facility and generating information according to the movement of the production facility;
- a middleware for collecting raw data generated by the information generating source, converting the raw data into configuration data, and outputting the production data
- a resource reconfiguration server for reconfiguring and allocating resources by registering production information output through the middleware and updating 4M mapping information based on the registered production information.
- the production facility includes a simple device that is not capable of automatically generating change information and a smart facility capable of automatically generating change information.
- the production facility is characterized in that a reconfigurable manufacturing system (RMS) for performing a small quantity production of a variety of varieties.
- RMS reconfigurable manufacturing system
- the information source is characterized in that the sensor for detecting the movement of the production facility and generates movement information.
- the middleware is characterized in that for transmitting the converted production information to the resource reconfiguration server via a communication bus.
- the middleware may include a function of automatically recognizing a state of a facility, a function of checking an operation rate, a function of generating an alarm when a facility failure occurs, a function of querying production information, and a function of managing worker information.
- the middleware may tag the 4M information and convert the 4M information into 4M data.
- the resource reconfiguration server includes an ERP server, an integrated operation server, an MES server, and a gateway server.
- the resource reconstruction may include process (process), facilities (Facilities), workers (Worker), logistics (Material), operation and management information.
- the resource reconfiguration server includes: an application template manager defining a resource;
- a point manager defining data collection information, completing resource configuration, executing resource reconfiguration, and processing monitoring information
- a real-time data manager that notifies the occurrence of an event to the outside in association with the point manager and stores a state value of a resource.
- the resource reconfiguration server may include a function of defining a resource configuration, a function of executing 4M middleware, an analysis function, and a function of reconfiguring a resource only by moving a work center.
- the function of defining the resource configuration includes modeling hierarchical facilities, defining and assigning resources, defining a bill of process (BOP) mapping, and mapping tag definitions and business processes.
- BOP bill of process
- the function of executing the 4M middleware includes defining a work center including a worker terminal and a measurement tag and executing business logic.
- the analysis function includes KPI based performance analysis and real time monitoring.
- the resource reconfiguration function may include a hierarchical structure editing function for defining a hierarchy between 4M and tags, a 4M reference information editing function for editing 4M reference information and generating map information between 4M, and extracting a tag registered in a point manager.
- Tag mapping function that registers and edits new tags, and registers and edits process information for each tag
- 4M dynamic mapping function that automatically updates 4M information by drag and drop.
- the middleware may include a function of automatically recognizing a state of a facility, a function of checking an operation rate, a function of generating an alarm when a facility failure occurs, a function of querying production information, and a function of managing worker information.
- the middleware may tag the 4M information and convert the 4M information into 4M data.
- the resource reconstruction may include process (process), facilities (Facilities), workers (Worker), logistics (Material), operation and management information.
- the resource reconfiguration process includes a function of defining a resource configuration, a function of executing 4M middleware, an analysis function, and a function of reconfiguring a resource only by moving a work center.
- the function of defining the resource configuration includes modeling hierarchical facilities, defining and assigning resources, defining a bill of process (BOP) mapping, and mapping tag definitions and business processes.
- BOP bill of process
- the function of executing the 4M middleware includes defining a work center including a worker terminal and a measurement tag and executing business logic.
- the function of reconfiguring the resource, 4M a hierarchical structure editing function for defining a hierarchical structure between tags, 4M reference information editing function for editing 4M reference information and generating map information between 4M, tags registered in the point manager
- a tag mapping function for extracting a new tag, registering and editing a new tag, and registering and editing process information for each tag
- a 4M dynamic mapping function for automatically updating 4M information by drag and drop. It features.
- FIG. 1 is an overall configuration diagram of a resource configuration automation system when moving a production facility according to the present invention.
- Figure 3 is a flow chart of the automatic configuration in a dynamic perspective view of the present invention.
- Figure 4 is an automatic configuration and program structure diagram in the present invention.
- FIG. 5 is a flowchart of a business procedure of the target system according to the present invention.
- Figure 6 is a flow chart showing a method of automating the configuration of resources during production equipment movement according to the present invention.
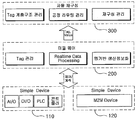
- FIG. 1 is an overall configuration diagram of a resource configuration automation system when moving a production facility according to a preferred embodiment of the present invention, the production facility 100, the information generation source (111a ⁇ 115a), the middleware 200, resource reconstruction server 300 It is composed.
- the information generating sources 111a to 115a are mounted in the production facility 4M and perform a function of generating information in accordance with the movement of the production facility.
- the production facility is a simple facility such as a control unit 111, an operator terminal 112, a PLC including a PLC 113, an alarm device 114, and an M2M device 115, which cannot automatically generate change information.
- Simple device 110 and a smart device 120 such as a mobile 121 capable of automatically generating the change information, a barcode 122, an RFID 123, and an OPC 124.
- the production facility may be a reconfigurable manufacturing system (RMS) for performing small quantities of multi-products.
- RMS reconfigurable manufacturing system
- the information generating sources 111a to 115a preferably implement a trigger signal as a sensor that generates the movement information when the movement is detected. Means the installation itself.
- the information source is a smart facility, the smart facility itself acts as a wireless sensor node, and automatically generates location information according to its movement and provides it to the middleware 200.
- the middleware 200 collects raw data generated by the information generating sources 111a to 115a, converts the raw data into configuration data, and outputs the production data.
- the middleware 200 transmits the converted production information to the resource reconstruction server 300 through the communication bus 230, and automatically recognizes the status of the facility, the function of checking the operation rate, the alarm in the event of facility failure Includes the ability to generate information, the ability to query production information, and the ability to manage worker information.
- the middleware 200 tags the 4M information and converts the 4M information into 4M data.
- the middleware 200 is the first middleware 210 for generating information generated from the information sources 111a to 115a installed in the simple facility 110 as production information, and the wireless information generated by the smart facility 120. May be divided into second middleware 220 for generating production information.
- the resource reconfiguration server 300 registers the production information output through the middleware 200, updates the 4M mapping information based on the registered production information, and performs a function of reconfiguring and allocating resources. 310, an integrated operation server 320, a MES server 330, and a gateway server 340.
- resource reconstruction includes process, facilities, workers, logistics, operation and management information.
- the integrated operation server 320 which is the resource reconfiguration server 300, includes an application template manager 321 for defining a resource; A point manager 322 for defining data collection information, completing resource configuration, executing resource reconfiguration, and processing monitoring information; It includes a real-time data manager (323) to notify the outside of the event (Event) generation in conjunction with the point manager 322, and to store the status value of the resource.
- an application template manager 321 for defining a resource
- a point manager 322 for defining data collection information, completing resource configuration, executing resource reconfiguration, and processing monitoring information
- It includes a real-time data manager (323) to notify the outside of the event (Event) generation in conjunction with the point manager 322, and to store the status value of the resource.
- the resource reconfiguration server 300 includes a function of defining a resource configuration, a function of executing 4M middleware, an analysis function, and a function of reconfiguring resources only by moving a work center, and the function of defining the resource configuration is It includes modeling hierarchical facilities, defining and assigning resources, defining bill of process (BOP) mappings, and mapping tag definitions and business processes.
- BOP bill of process
- the function of executing the 4M middleware includes defining a work center including a worker terminal and a measurement tag, and executing business logic, wherein the analysis function is KPI based performance analysis. And real time monitoring.
- the resource reconfiguration function may include a hierarchical structure editing function for defining a hierarchical structure between 4M and tags, editing 4M reference information and generating map information between 4M, and extracting a tag registered in a point manager. It registers and edits new tags, and includes a tag mapping function that registers and edits process information for each tag, and a 4M dynamic mapping function that automatically updates 4M information by drag and drop.
- RMS Reconfiguration Manufacturing composed of a unit (eg, cell) or block (block) unit that is frequently changed (moving) according to the production parts System) will automatically change the configuration.
- the production facility 100 includes a simple facility 110 that is not capable of automatically generating change information when a location is moved or changed, and a smart facility 120 capable of automatically generating change information when a location is moved or changed.
- the simple facility 110 or the smart facility 120 is a facility that can be moved at the production site, and is only a matter of whether automatic generation of change information is possible or impossible, and will be described below based on the simple facility 110.
- the information generating sources 111a to 115a may be implemented as a sensor for generating a trigger signal when changing or moving the facility and informing the change or movement of the facility as information.
- Man is a worker terminal, and includes information on defects and failures
- Machine includes information on PLC machine status, relay switch, counter, vibration, position, etc.
- Material is material as processed material, semi-finished product, defective product information
- the method includes a bar code, RF-ID / USN, IC-CARD, and instrument information.
- the middleware 200 automatically recognizes the facility through information such as device type, characteristics, version, protocol, DLL based on the information provided, It functions to check the operation rate, to generate alarms in case of facility failure, to search production information, and to manage worker information. It converts 4M data into configuration data.
- the middleware 200 performs 4M data standardization and integration, performs tagging and management of 4M data, and edits and maps 4M data for automatic configuration, as shown in FIG. 2. Do this.
- the middleware 200 is the first middleware 210 for generating the information generated from the information source (111a ⁇ 115a) mounted on the simple facility 110 as production information, and the wireless information generated by the smart facility 120
- the second middleware 220 for generating the production information.
- the resource reconfiguration server 300 that is, the integrated operation server 320 registers the production information output through the middleware 200, updates the 4M mapping information based on the registered production information, and reconfigures and allocates the resources. To perform the function.
- the reconstruction of the production information means the reconstruction of the input quantity, the number of defects, the number of operations, the operation time, the operation / non-operation, the equipment status for the machine, the material usage, equipment operation status, energy consumption, It means production quantity, and for man, it means product number, worker number, work details, reason for non-operation, defects, and reconstruction of the cause of failure.
- production information quality information, equipment information, schedule information, logistics Reconstruction of information, location information, and the like.
- Resource reconfiguration also includes processes, facilities, workers, logistics, operations and management.
- Process includes product data (type, quantity, production volume (daily, monthly, annual, etc.), process data (cycle time, setup time, mixed production target model by process), production process drawing (by product / parts) Process flow), layout drawings, CAD files, defect data by type (type, frequency, cause, etc.), production instruction data (SOP, order cycle, routing, sequence, priority, etc.), shortage data (frequency, Related process, history).
- product data type, quantity, production volume (daily, monthly, annual, etc.)
- process data cycle time, setup time, mixed production target model by process
- production process drawing by product / parts
- layout drawings CAD files
- defect data by type type, frequency, cause, etc.
- production instruction data SOP, order cycle, routing, sequence, priority, etc.
- shortage data frequency, Related process, history
- Facilities include type, quantity, location, function, capacity, machine failure data (type (fault, shutdown), maintenance / maintenance data, setup time (preparation time by machine, tool change time, transfer / loading, worker role))
- the worker includes reconfiguration of the number of workers, work assignment, work range, work time, travel time, work time, break time, and holiday.
- Logistics includes the reorganization of logistics equipment (type, number, speed, processing capacity, logistics policy (work sharing), logistics processing (storage (location, capacity, processing equipment, processing time, processing policy, etc.)).
- Operation & Management includes disbursement management (parts, products, work in progress), product delivery (frequency, timing, processing equipment (manual, machinery), quantity), logistics policies (work assignments, priorities), Includes reorganization of job priorities (priority of handling tasks by workers), quality control (bad handling (disposal, rework), machine breakdown repair time), and facility management (troubleshooting of failed machines, bypassing measures in case of machine breakdown) do.
- the structure for resource reconfiguration includes an application template manager 321 for defining a resource, as shown in FIGS. 3 and 4;
- a point manager 322 for defining data collection information, completing resource configuration, executing resource reconfiguration, and processing monitoring information; It includes a real-time data manager (323) to notify the outside of the event (Event) generation in conjunction with the point manager 322, and to store the status value of the resource.
- 4M production information is acquired at the interface layer (L0), and in conjunction with the management layer (L2) and the planning layer (L3) at the execution layer (L1). Run 4M middleware.
- the resource reconfiguration server 300 includes a function of defining a resource configuration, a function of executing 4M middleware, an analysis function, and a function of reconfiguring resources only by moving a work center.
- the function of defining a resource configuration is to model hierarchical facilities, define and allocate resources, define BOP (Bill Of Process) mapping, and map tag definitions and business processes.
- the function of executing the 4M middleware includes defining a work center including a worker terminal and a measurement tag, and executing business logic, wherein the analysis function is KPI based performance analysis. And real-time monitoring.
- the resource reconfiguration function may include a hierarchical structure editing function for defining a hierarchy between 4M and tags, a 4M reference information editing function for editing 4M reference information and generating map information between 4M, and a tag registered in a point manager.
- Tag mapping function for extracting, registering and editing new tags, registering and editing process information for each tag, and 4M dynamic mapping function for automatically updating 4M information by drag and drop.
- the hierarchical structure editing function defines and edits individual process elements in a hierarchical structure on a factory-line-fixed basis, composes process elements in an input-process-output form, and organizes them in a workflow form. Means to edit.
- 4M reference information editing means identifying and allocating resources of 5M (Man, Machine, Material, Method, and Measurement) elements constituting a process, and collecting and expressing database information of 5M standards as process standards.
- 5M Man, Machine, Material, Method, and Measurement
- the tag mapping function means to assign and manage a logical mapping relationship with a tag of a point manager for measuring 4M information.
- 4M Dynamic Mapping allows users to conveniently change and manage process additions, deletions, and changes in routing information from a GUI perspective from the user's point of view, automatically update relevant database information when editing process information with drag and drop, It means automatic identification and automatic generation of process configuration information when linking with ubiquitous sensor network (USN) based M2M devices in the future.
- USN ubiquitous sensor network
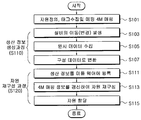
- Figure 5 shows the business procedure of the resource configuration automation system when moving the production facility according to the present invention as shown above, it shows a business procedure to automatically reconfigure the resource configuration when the 4M table definition, workplace and equipment changes and mobile work occurs.
- Figure 6 is a mechanism showing a method of automating the configuration of resources when moving production facilities according to the present invention, it is shown that the autonomous reconstruction based on smart equipment.
- resources are defined, performance function information is defined, tag collection and mapping are performed, and 4M mapping is performed (S101).
- the movement information of the production equipment is collected as raw data (S105), and converted into configuration data (S107) to perform the production information generation process of generating production information. (S110).
- the generated production information is registered in the middleware (S111), the resource reconfiguration process (S115) is automatically reconfigured (S113) and allocated (S113) by updating 4M mapping information based on the registered production information. Will be done.
- the present invention when a production facility moves (changes), it is possible to automatically configure resources or to configure resources with minimal manual effort, thereby providing user (manager) convenience in terms of production manager, and with minimal IT knowledge. It has the advantage of constructing the process and responding flexibly to changes, and has the advantage of improving the field operability by minimizing the complexity through modularization and componentization of management elements.
- the present invention can provide visibility of the work flow between processes, it has the advantage of helping the production managers and operators to identify and analyze the process status in real time, recognize the major events and make major decisions It has the advantage of minimizing the delay factor in performance, and provides the ease of identifying the management element through providing visibility.
Landscapes
- Engineering & Computer Science (AREA)
- Business, Economics & Management (AREA)
- General Physics & Mathematics (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- Entrepreneurship & Innovation (AREA)
- Economics (AREA)
- Human Resources & Organizations (AREA)
- Strategic Management (AREA)
- Development Economics (AREA)
- Operations Research (AREA)
- Game Theory and Decision Science (AREA)
- Tourism & Hospitality (AREA)
- Educational Administration (AREA)
- General Business, Economics & Management (AREA)
- Marketing (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Automation & Control Theory (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- General Factory Administration (AREA)
Abstract
Description
Claims (26)
- 생산설비 이동시 자원구성을 수행하기 위한 시스템에 있어서,상기 생산설비에 장착되며, 상기 생산설비의 이동 또는 변경에 따라 정보를 발생하는 정보 발생원과;상기 정보 발생원에 의해 발생하는 원시 데이터를 수집하고, 구성 데이터로 변환하여 생산정보로 출력하는 미들웨어; 및상기 미들웨어를 통해 출력되는 생산정보를 등록하고, 상기 등록한 생산정보를 기반으로 4M 매핑 정보를 갱신하여 자원을 재구성하고 할당하는 자원 재구성 서버를 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제1항에 있어서, 상기 생산설비는 변경 정보의 자동 생성이 불가능한 단순 설비(Device)와 상기 변경 정보의 자동 생성이 가능한 스마트 설비를 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제2항에 있어서, 상기 생산설비는 다품종 소량 생산을 수행하는 재구성 가능한 생산 시스템(RMS: Reconfigurable Manufacturing System)인 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제1항에 있어서, 상기 정보 발생원은 상기 생산설비의 이동을 감지하고 상기 이동이 감지되면 트리거 신호를 이동 정보로 발생하는 센서인 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제1항에 있어서, 상기 미들웨어는 상기 변환한 생산정보를 통신 버스를 통해 상기 자원 재구성 서버에 전송하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제5항에 있어서, 상기 미들웨어는 설비 상태를 자동으로 인식하는 기능, 가동률을 확인하는 기능, 설비 이상 시 경보를 발생하는 기능, 생산 정보를 조회하는 기능, 작업자 정보를 관리하는 기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제6항에 있어서, 상기 미들웨어는, 4M 정보를 태그(Tag)화하고, 4M 데이터로의 변환을 수행하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제1항에 있어서, 상기 자원 재구성 서버는, ERP 서버, 통합 운용 서버, MES 서버, 게이트웨이(Gateway) 서버를 포함하거나 상기 각각의 서버 중 어느 하나의 서버인 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제1항에 있어서, 상기 자원 재구성은 공정(프로세스), 설비(Facilities), 작업자(Worker), 물류(Material), 운영 및 관리를 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제8항에 있어서, 상기 자원 재구성 서버는,자원을 정의하는 응용 템플릿 매니저와;자료 수집 정보를 정의하며, 자원 구성을 완료하고, 자원 재구성을 실행하며, 모니터링 정보를 처리하는 포인트 매니저와;상기 포인트 매니저와 연동하여 이벤트 발생을 외부에 알리고, 자원의 상태 값을 저장하는 실시간 데이터 매니저를 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제10항에 있어서, 상기 자원 재구성 서버는, 자원 구성을 정의하는 기능, 4M 미들웨어를 실행하는 기능, 분석 기능, 워크센터(Workcenter) 이동만으로 자원을 재구성하는 기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제11항에 있어서, 상기 자원 구성을 정의하는 기능은, 계층적 설비를 모델링하고, 자원을 정의하고 할당하며, BOP(Bill Of Process) 매핑을 정의하고, 태그 정의 및 비즈니스 프로세스를 매핑하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제11항에 있어서, 상기 4M 미들웨어를 실행하는 기능은, 작업자 단말기와 측정 태그를 포함하는 워크센터를 정의하고, 비즈니스 로직을 실행하는 것을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제11항에 있어서, 상기 분석 기능은 KPI 기반의 성능 분석과 실시간 모니터링을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 제11항에 있어서, 상기 자원 재구성 기능은, 4M 및 태그 간 계층구조를 정의하는 계층구조 편집기능, 4M 기준정보를 편집하고 4M간 맵(Map) 정보를 생성하는 4M 기준정보 편집기능, 포인트 매니저에 등록된 태그를 추출하고, 신규 태그를 등록 및 편집하며, 태그별 공정정보 등록 및 편집을 수행하는 태그 매핑(Mapping)기능, 드래그 및 드롭(Drag & Drop)에 의한 4M 정보를 자동 갱신하는 4M 동적 매핑 기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 시스템.
- 생산설비 이동시 자원구성을 자동화하는 방법에 있어서,상기 생산설비에 장착된 정보 발생원에 의해 발생하는 상기 생산설비의 이동 또는 변경 정보를 원시 데이터로 수집하고, 구성 데이터로 변환하여 생산정보를 생성하는 생산정보 생성과정과;상기 생성한 생산정보를 미들웨어에 등록하고, 상기 등록한 생산정보를 기반으로 4M 매핑 정보를 갱신하여 자동으로 자원을 재구성하고 할당하는 자원 재구성 과정을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제16항에 있어서, 상기 미들웨어는, 설비 상태를 자동으로 인식하는 기능, 가동률을 확인하는 기능, 설비 이상 시 경보를 발생하는 기능, 생산 정보를 조회하는 기능, 작업자 정보를 관리하는 기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제17항에 있어서, 상기 미들웨어는 상기 4M 정보를 태그(Tag)화하고, 4M 데이터로의 변환을 수행하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화
- 제16항에 있어서, 상기 자원 재구성은 공정(프로세스), 설비(Facilities), 작업자(Worker), 물류(Material), 운영 및 관리를 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제16항에 있어서, 상기 자원 재구성 과정은 자원 구성을 정의하는 기능, 4M 미들웨어를 실행하는 기능, 분석 기능, 워크센터(Workcenter) 이동만으로 자원을 재구성하는 기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제20항에 있어서, 상기 자원 구성을 정의하는 기능은, 계층적 설비를 모델링하고, 자원을 정의하고 할당하며, BOP(Bill Of Process) 매핑을 정의하고, 태그 정의 및 비즈니스 프로세스를 매핑하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제20항에 있어서, 상기 4M 미들웨어를 실행하는 기능은, 작업자 단말기와 측정 태그를 포함하는 워크센터를 정의하고, 비즈니스 로직을 실행하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제20항에 있어서, 상기 자원을 재구성하는 기능은, 4M, 태그 간 계층구조를 정의하는 계층구조 편집기능을 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제23항에 있어서, 상기 자원을 재구성하는 기능은, 4M 기준정보를 편집하고 4M간 맵(Map) 정보를 생성하는 4M 기준정보 편집기능을 더 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제24항에 있어서, 상기 자원을 재구성하는 기능은, 포인트 매니저에 등록된 태그를 추출하고, 신규 태그를 등록 및 편집하며, 태그별 공정정보 등록 및 편집을 수행하는 태그 매핑 기능을 더 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
- 제25항에 있어서, 상기 자원을 재구성하는 기능은, 드래그 및 드롭(Drag & Drop)에 의한 4M 정보를 자동 갱신하는 4M 동적 매핑 기능을 더 포함하는 것을 특징으로 하는 생산설비 이동시 자원구성 자동화 방법.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012501921A JP2012511221A (ja) | 2010-02-25 | 2010-02-25 | 生産設備移動時における資源構成自動化システム及びその方法 |
| CN2010800010268A CN102239453A (zh) | 2010-02-25 | 2010-02-25 | 生产设备移动时的资源配置自动化系统及其方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2010-0017004 | 2010-02-25 | ||
| KR1020100017004A KR101057614B1 (ko) | 2010-02-25 | 2010-02-25 | 생산설비 이동시 자원구성 자동화 시스템 및 그 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011105641A1 true WO2011105641A1 (ko) | 2011-09-01 |
Family
ID=44507030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2010/001195 WO2011105641A1 (ko) | 2010-02-25 | 2010-02-25 | 생산설비 이동시 자원구성 자동화 시스템 및 그 방법 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2012511221A (ko) |
| KR (1) | KR101057614B1 (ko) |
| CN (1) | CN102239453A (ko) |
| WO (1) | WO2011105641A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103606060A (zh) * | 2013-12-04 | 2014-02-26 | 国家电网公司 | 一种电力设备业务处理方法和系统 |
| CN110766374A (zh) * | 2019-09-04 | 2020-02-07 | 华云数据(厦门)网络有限公司 | 资产自动化管控方法、装置、系统、设备及存储介质 |
| CN112947154A (zh) * | 2021-01-28 | 2021-06-11 | 山西云时代太钢信息自动化技术有限公司 | 一种碳纤维生产过程信息自动采集装置及打印方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101295731B1 (ko) | 2012-06-13 | 2013-08-12 | 수성대학교 산학협력단 | 자동인식장비 전용 단말기 |
| KR101536350B1 (ko) * | 2013-04-05 | 2015-07-14 | (주)에이시에스 | 유무선 센서네트워크 기반 생산자원 자율 관리시스템 |
| JP6563274B2 (ja) | 2015-08-20 | 2019-08-21 | 三菱重工業株式会社 | 生産設備、生産設備の設計方法、並びに生産設備の制御方法及び製造方法 |
| KR101716582B1 (ko) * | 2015-10-26 | 2017-03-14 | 현대오토에버 주식회사 | 데이터 중심 통신 기반의 통합 처리 시스템 및 그 동작 방법 |
| JP6613853B2 (ja) | 2015-12-01 | 2019-12-04 | オムロン株式会社 | 管理システムおよび管理プログラム |
| US10928792B2 (en) * | 2016-07-25 | 2021-02-23 | Leridge Corporation | Parallel manufacturing systems and methods |
| KR102393944B1 (ko) | 2017-04-21 | 2022-05-04 | 한국전자통신연구원 | 다품종 생산을 위한 유연 조립 시스템 및 생산 라인 재구성 방법 |
| KR102442296B1 (ko) | 2018-12-28 | 2022-09-15 | 한국전자통신연구원 | IoT 기반 가변 재구성 유연 조립 시스템 및 생산 라인 재구성 방법 |
| KR102474332B1 (ko) * | 2021-05-10 | 2022-12-05 | 충북대학교 산학협력단 | 스마트 공장 시스템에서 설비 건강 안정도 예측 방법 및 이를 기록한 기록매체 |
| KR102454168B1 (ko) * | 2022-08-08 | 2022-10-14 | 주식회사 와이즈엠시스템즈 | 제조수행 통합관리 시스템 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050004902A (ko) * | 2002-05-31 | 2005-01-12 | 어드밴스드 마이크로 디바이시즈, 인코포레이티드 | 자동화된 제조 환경에서 능동 소프트웨어 에이전트의 전문화 |
| KR20060113957A (ko) * | 2003-11-21 | 2006-11-03 | 지멘스 악티엔게젤샤프트 | 산업 설비들을 동작시키는 방법 |
| KR20080004049A (ko) * | 2006-07-04 | 2008-01-09 | Stx조선주식회사 | 선박의 생산실행 관리 시스템 구축 방법 |
| KR20090073643A (ko) * | 2007-12-31 | 2009-07-03 | 경남도립남해대학 산학협력단 | 생산 현장정보 제공 시스템 및 방법 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005352993A (ja) * | 2004-06-14 | 2005-12-22 | Tenma Kk | 生産計画支援システム、及び生産計画支援方法 |
| KR100695533B1 (ko) * | 2006-09-11 | 2007-03-16 | (주)에이시에스 | 유비쿼터스 기술을 적용한 생산 관리 시스템 |
| KR100788009B1 (ko) | 2007-07-13 | 2007-12-21 | (주)에이시에스 | 현업 생산 시스템 |
| KR100936106B1 (ko) * | 2007-12-31 | 2010-01-11 | 주식회사 동부하이텍 | 이미지 센서의 제조방법 |
| CN101308376B (zh) * | 2008-06-27 | 2010-12-08 | 天津市天锻压力机有限公司 | 电极棒制品双工位移动装置的数控系统 |
-
2010
- 2010-02-25 CN CN2010800010268A patent/CN102239453A/zh active Pending
- 2010-02-25 WO PCT/KR2010/001195 patent/WO2011105641A1/ko active Application Filing
- 2010-02-25 JP JP2012501921A patent/JP2012511221A/ja active Pending
- 2010-02-25 KR KR1020100017004A patent/KR101057614B1/ko active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050004902A (ko) * | 2002-05-31 | 2005-01-12 | 어드밴스드 마이크로 디바이시즈, 인코포레이티드 | 자동화된 제조 환경에서 능동 소프트웨어 에이전트의 전문화 |
| KR20060113957A (ko) * | 2003-11-21 | 2006-11-03 | 지멘스 악티엔게젤샤프트 | 산업 설비들을 동작시키는 방법 |
| KR20080004049A (ko) * | 2006-07-04 | 2008-01-09 | Stx조선주식회사 | 선박의 생산실행 관리 시스템 구축 방법 |
| KR20090073643A (ko) * | 2007-12-31 | 2009-07-03 | 경남도립남해대학 산학협력단 | 생산 현장정보 제공 시스템 및 방법 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103606060A (zh) * | 2013-12-04 | 2014-02-26 | 国家电网公司 | 一种电力设备业务处理方法和系统 |
| CN110766374A (zh) * | 2019-09-04 | 2020-02-07 | 华云数据(厦门)网络有限公司 | 资产自动化管控方法、装置、系统、设备及存储介质 |
| CN112947154A (zh) * | 2021-01-28 | 2021-06-11 | 山西云时代太钢信息自动化技术有限公司 | 一种碳纤维生产过程信息自动采集装置及打印方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101057614B1 (ko) | 2011-08-19 |
| CN102239453A (zh) | 2011-11-09 |
| JP2012511221A (ja) | 2012-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011105641A1 (ko) | 생산설비 이동시 자원구성 자동화 시스템 및 그 방법 | |
| CN107248021B (zh) | 一种平台化智能制造mes系统 | |
| CN109361562B (zh) | 一种基于关联网络设备接入的自动化测试方法 | |
| CN105491038B (zh) | 一种智能设备协议解析方法 | |
| CN106597991A (zh) | 数控机床远程监控方法及装置 | |
| KR20190088581A (ko) | Fbd 머신러닝 기반의 동적 모니터링 시스템 및 그 방법 | |
| CN107844098A (zh) | 一种数字化工厂管理系统及管理方法 | |
| CN106934507B (zh) | 一种针对油田石化领域的巡检系统和方法 | |
| KR20090124514A (ko) | 유비쿼터스 기술을 이용한 제품 수명 주기 정보 관리시스템 | |
| CN102158370A (zh) | 一种自动化测试方法和系统 | |
| CN104166900B (zh) | 一种idc机房设备管理系统及管理方法 | |
| CN107479540B (zh) | 故障诊断方法以及系统 | |
| JP5912018B2 (ja) | 動的設備管理システム | |
| CN103905270A (zh) | 智能电网andriod系统安全基线自动化检查系统及检查方法 | |
| CN113419920B (zh) | 物联管理平台仿真测试系统联调测试过程实时监控方法 | |
| US10091066B2 (en) | Integration method and system | |
| CN101594627A (zh) | 一种模拟移动终端故障的装置和方法 | |
| CN110705721A (zh) | 一种基于dicp系统的机器人自动化巡检方法 | |
| US20220253033A1 (en) | Method and System for Implementing Event Rules for Maintenance Relevant Events in a Plurality of Machines | |
| CN104038388B (zh) | 基于分布式的物联网自动测试系统及测试方法 | |
| CN109062147A (zh) | 一种可同时监控多条配料称重生产线的上位机控制系统 | |
| CN115115332A (zh) | 一种适用于中小水电站的智能综合管控平台 | |
| CN101217332A (zh) | 同步数字体系设备的告警测试方法及测试控制平台 | |
| CN105467969A (zh) | 一种制造执行系统 | |
| CN112015681B (zh) | 一种io端口的处理方法、装置、设备和介质 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080001026.8 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012501921 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10846668 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 32PN | Ep: public notification in the ep bulletin as address of the adressee cannot be established |
Free format text: NOTING OF LOSS OF RIGHTS PURSUANT TO RULE 112(1) EPC |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10846668 Country of ref document: EP Kind code of ref document: A1 |