WO2010137748A1 - 高炉操業方法 - Google Patents
高炉操業方法 Download PDFInfo
- Publication number
- WO2010137748A1 WO2010137748A1 PCT/JP2010/059572 JP2010059572W WO2010137748A1 WO 2010137748 A1 WO2010137748 A1 WO 2010137748A1 JP 2010059572 W JP2010059572 W JP 2010059572W WO 2010137748 A1 WO2010137748 A1 WO 2010137748A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gas
- blast furnace
- blowing
- temperature
- furnace
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000007664 blowing Methods 0.000 claims abstract description 144
- 239000007789 gas Substances 0.000 claims description 342
- 239000000571 coke Substances 0.000 claims description 96
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 65
- 239000002994 raw material Substances 0.000 claims description 49
- 229910052742 iron Inorganic materials 0.000 claims description 32
- 238000011017 operating method Methods 0.000 claims description 18
- 229910002091 carbon monoxide Inorganic materials 0.000 claims description 10
- 238000002485 combustion reaction Methods 0.000 claims description 10
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 claims description 2
- 239000003546 flue gas Substances 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 33
- 230000009467 reduction Effects 0.000 abstract description 22
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 abstract description 20
- 229910002092 carbon dioxide Inorganic materials 0.000 abstract description 10
- 239000001569 carbon dioxide Substances 0.000 abstract description 9
- 230000000630 rising effect Effects 0.000 abstract description 3
- 230000001603 reducing effect Effects 0.000 description 35
- 230000002829 reductive effect Effects 0.000 description 21
- 238000002347 injection Methods 0.000 description 20
- 239000007924 injection Substances 0.000 description 20
- 239000003245 coal Substances 0.000 description 17
- 239000010410 layer Substances 0.000 description 17
- 238000002474 experimental method Methods 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- 230000007423 decrease Effects 0.000 description 11
- 238000011084 recovery Methods 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000004321 preservation Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 238000009423 ventilation Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000002801 charged material Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005338 heat storage Methods 0.000 description 3
- 239000003949 liquefied natural gas Substances 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000010298 pulverizing process Methods 0.000 description 3
- 230000009257 reactivity Effects 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000004484 Briquette Substances 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000003197 catalytic effect Effects 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000005243 fluidization Methods 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000805 Pig iron Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000011338 soft pitch Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B5/00—Making pig-iron in the blast furnace
- C21B5/006—Automatically controlling the process
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B5/00—Making pig-iron in the blast furnace
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B5/00—Making pig-iron in the blast furnace
- C21B5/001—Injecting additional fuel or reducing agents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B5/00—Making pig-iron in the blast furnace
- C21B5/008—Composition or distribution of the charge
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B5/00—Making pig-iron in the blast furnace
- C21B5/06—Making pig-iron in the blast furnace using top gas in the blast furnace process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a method for operating a blast furnace in which a ferro-coke produced by dry-distilling a mixture of coal and iron ore is used as a blast furnace raw material, and stable operation with a low reducing material ratio is stably performed.
- RAR Reduction Agent Ratio
- Blast furnaces mainly use coke and pulverized coal as reducing materials, and in order to achieve a low reducing material ratio, and thus carbon dioxide emission control, coke and the like are discarded plastic, LNG (Liquid Natural Gas) It is effective to replace with a reducing material having a high hydrogen content such as heavy oil.
- Patent Document 1 describes a low carbon dioxide exhaust steelmaking method in which LNG is blown into a blast furnace from a tuyere to reduce carbon dioxide exhausted in a steelmaking process. Has been.
- Patent Document 2 there is a method using ferro-coke produced by mixing coal and iron ore, and dry-molding the molded product.
- Ferro-coke promotes reduction of sintered ore due to its high reactivity, and partly reduced iron ore is included, so the temperature of the blast furnace's heat preservation zone can be lowered, and the ratio of reducing materials can be reduced. Can be reduced.
- the RAR is lowered, in principle, the air flow rate is lowered.
- the temperature rise of the charged material is delayed at the top of the shaft, that is, the top of the furnace, so that smooth reduction cannot be achieved.
- the wall will be promoted and that the furnace conditions will be distorted, such as wind pressure fluctuations and unloading abnormalities.
- the furnace top gas temperature falls below 100 ° C., there is a problem that moisture in the exhaust gas is condensed in the pipe.
- Patent Document 1 As the amount of hydrogen input from the tuyere increases and the ratio of hydrogen reduction in the reduction of iron oxide increases, the temperature of the shaft portion decreases, and in the low temperature region of charges such as iron ore and sintered ore. This suggests that the residence time may increase. Expansion of the low temperature region of the shaft means expansion of the reduced pulverization region of the sintered ore, and the air permeability and the charge lowering behavior are deteriorated by pulverization of iron ore and the like by reduction. (Patent Document 3) During blast furnace operation using ferro-coke as part of the blast furnace charge, this is a method of heating the blast furnace charge in a bunker for charging the raw material installed at the top of the blast furnace.
- Patent Document 4 During blast furnace operation using ferro-coke as part of the blast furnace charge, the oxygen enrichment rate of the air blown from the tuyere, the amount of reducing material blown from the tuyere, and the nitrogen enrichment rate of the air blown from the tuyere It is a method to control one type or two or more types selected from among them, but in this method, it is necessary to investigate in advance the optimum conditions for each operation of each blast furnace, and oxygen enrichment to the blast Nitrogen enrichment, blowing amount of blown reducing material may be limited in terms of adjustment range due to the equipment capacity of each blast furnace, and although it is a very excellent technology, it is a blower, oxygen separator, blown reducing material drying There is a possibility that a
- An object of the present invention is to provide a method for operating a blast furnace.
- the present invention uses ferro-coke as a raw material charged to the blast furnace, blows shaft gas into the blast furnace from the shaft portion of the blast furnace, and the shaft is in accordance with the top gas temperature of the blast furnace.
- a blast furnace operating method for controlling at least one selected from the group consisting of a gas blowing temperature, a blowing amount, and a blowing height position.
- the shaft gas is a gas blown into the blast furnace from the shaft portion of the blast furnace.
- the charging raw material contains iron ore, coke, and ferro-coke, and the ferro-coke is preferably 2 mass% or more and 60 mass% or less of the total coke amount that is the total of coke and ferro-coke.
- the at least one control is performed by controlling at least one selected from the group consisting of a blowing temperature of a shaft gas blown from a shaft portion of a blast furnace, a blowing amount, and a blowing height position, thereby setting a furnace top gas temperature to 80 ° C. It is preferable that the control is performed in excess.
- the at least one control preferably comprises controlling the shaft gas blowing height position so that the position where the furnace temperature in the blast furnace is lower than the temperature of the shaft gas becomes the shaft gas blowing height position.
- the gas is preferably blown into the blast furnace at a tip gas flow rate of 6 to 100 m / s from a shaft gas blow pipe provided in the shaft portion.
- the tip gas flow rate is more preferably 10 to 72 m / s, and most preferably 15 to 72 m / s.
- the shaft gas blowing temperature is preferably 200 to 1000 ° C.
- the amount of shaft gas blown is preferably 20 to 200 Nm 3 / t.
- the shaft gas is preferably blown from the shaft portion into the blast furnace at an angle in the range of 45 ° downward from the horizontal or horizontal. The angle is more preferably downward 15 ° to 45 °. It is desirable that the shaft gas is blown into the blast furnace from a position deeper than 7 m from the raw material surface.
- the shaft gas is preferably blown into the blast furnace from four or more locations in the circumferential direction of the blast furnace.
- the shaft gas is preferably combustion exhaust gas from which O 2 has been removed. Further, the shaft gas is desirably a flue gas containing one or both of at least CO and CO 2.
- the shaft gas is preferably blast furnace gas.
- the blast furnace operation method of the present invention during the blast furnace operation using ferro-coke as part of the charged raw material, depending on the furnace top gas temperature, the shaft gas blowing temperature from the shaft portion, Low RAR operation (reduced carbon dioxide emissions) is performed because it is possible to control the reduction of the furnace top gas temperature by controlling either the blowing amount and the blowing height position or a combination of two or three types. Even in this case, a large-scale capital investment is not required, and a temperature rise failure at the top of the furnace can be avoided at a low cost.
- the ferro-coke used as a part of the charging raw material is 2 mass% or more of the total amount of coke in which the effect of lowering the temperature of the heat preservation zone is expressed, in order to avoid deterioration of air permeability due to excessive ferro-coke abundance in the lower part of the furnace
- the blast furnace operation of 60 mass% or less, since the decrease in the furnace top gas temperature is suppressed according to the furnace top gas temperature, stable operation of the blast furnace can be realized under the use of ferro-coke.
- the furnace top gas temperature can be maintained above 80 ° C., there is no inconvenience that the amount of dust discharge is reduced, the ventilation is changed, and the stable operation of the blast furnace is hindered.
- the tip gas flow velocity of the shaft gas blowing pipe is set to 6 to 100 m / s or less and the shaft gas is blown from the shaft portion, it is difficult to form a mixed layer of ore and coke at the blowing portion, which adversely affects the blast furnace operation.
- the shaft gas is blown at a temperature of 200 to 1000 ° C., the charge can be efficiently heated, and the top gas temperature at the top of the blast furnace furnace can be maintained above 80 ° C. Can be effective.
- the charge of the shaft gas is 20 to 200 Nm 3 / t and the charge is heated, the charge can be efficiently heated.
- the shaft gas blowing height position according to the shaft gas temperature blown from the shaft portion
- the inside of the furnace is not cooled by the shaft gas.
- the shaft gas blowing angle is set in the range of 0 ° horizontal to 45 ° downward, the shaft gas blowing portion is not blocked.
- the shaft gas blown from the shaft portion is performed at a position deeper than 7 m from the raw material surface of the blast furnace interior, the blown shaft gas is prevented from being blown, and the charged material is heated by the blown shaft gas. It can be realized effectively.
- the shaft gas can be blown from four or more locations in the blast furnace circumferential direction, whereby a uniform furnace top gas temperature can be maintained in the blast furnace circumferential direction.
- the combustion exhaust gas from which O 2 has been removed is used as the shaft gas, the reduction action in the furnace is not hindered.
- the combustion exhaust gas containing at least one or both of CO and CO 2 is used as the shaft gas, the reduction action in the furnace is not hindered and various combustion exhaust gases including blast furnace gas and The sensible heat can be used.
- the blast furnace gas is used as the shaft gas, an atmosphere in the furnace can be secured.
- FIG. 2 is an enlarged view of the shaft gas blowing tube portion of FIG. 1 ( ⁇ > 0 °).
- FIG. 2 is an enlarged view of a shaft gas blowing tube portion of FIG. 1 ( ⁇ ⁇ 0 °).
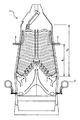
- FIG. 1 is an overall view of a blast furnace to which the blast furnace operating method of the present embodiment is applied.
- the shaft is a portion of the blast furnace that is spread downward from the upper part of the blast furnace.
- hot air is blown from the tuyere 2
- the coke charged in the furnace is burned to reduce and melt the iron ore into molten iron, and it is discharged from an unillustrated tap hole provided in the hearth part.
- the arrow in a figure has shown the gas flow.
- a mixture of coal and iron ore is molded, and ferro-coke produced by dry distillation is used.
- Ferro-coke in the present invention refers to coal and iron ore. Is a ferro-coke produced using a raw material containing 70 mass% or more. Ferro-coke is able to increase the reactivity of coke due to the catalytic effect of iron ore at the same time that iron ore is partially reduced, and the gas utilization rate in the blast furnace can be increased. Therefore, it is preferable that the blending ratio of iron ore is at least 5 mass%, preferably at least 10 mass%. If the blending ratio of iron ore is more than 40 mass%, the strength of ferro-coke will rapidly decrease, so the iron ore is 5 to 40 mass%, preferably 10 to 40 mass% of the total amount of iron ore and coal. Is preferred.
- the raw materials blended as described above are molded by a molding machine to become a mass molded product.
- the mass molded product is dry-distilled by a direct heating method using hot air in a shaft furnace type heat treatment furnace or the like to produce ferro-coke.
- the lump-molded product becomes a temperature of 900 ° C. or higher in the shaft furnace, the iron ore in contact with the coal is reduced, and the iron ore reduction rate is over 60%.
- the reduction rate of iron in iron ore is as high as 60% or more, preferably 70% or more, the coke drum strength and crushing strength of ferro-coke increases due to the composition of iron ore, and ferro-coke is pulverized in the blast furnace. Since it can suppress more, it is preferable.
- ferro-coke iron ore is partially reduced, and at the same time, the catalytic effect of iron ore can increase the coke reactivity and increase the gas utilization rate in the blast furnace. By using it, the reducing material ratio of the blast furnace can be reduced.
- the amount of ferro-coke that is subject to furnace top gas temperature control by shaft gas blowing in the present invention is such that the effect of lowering the temperature of the heat preservation zone is manifested, and the total amount of coke that begins to cause a decrease in the blast furnace top gas temperature.
- the blast furnace gas generated in the blast furnace is discharged and recovered from the blast furnace body through an uptake installed at the top of the furnace.
- the furnace top gas temperature refers to the blast furnace gas temperature measured in the uptake and is defined as the furnace top gas temperature.
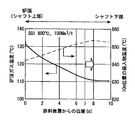
- Table 1 shows the results of examination of the gas temperature change at the top of the furnace based on the thermal mass balance model of the blast furnace.
- the effects of heat storage zone temperature and shaft efficiency on the furnace top gas temperature were investigated with constant heat loss and pulverized coal ratio.
- the shaft efficiency representing the gas reduction efficiency is improved by 0.05 with respect to the base in the table by adjusting the distribution of charges
- the reducing material ratio is ⁇ 18.2 kg / t relative to the base.
- the furnace top gas temperature decreased by 14.6 ° C.
- the reducing material ratio was -37.0 kg / t
- the furnace top gas temperature was reduced by 85.7 ° C. .
- the blast furnace operating method of performing temperature control by blowing shaft gas from the shaft portion shown in the present invention is more effective as a countermeasure for reducing the furnace top gas temperature.
- the blast furnace gas is used as the shaft gas
- the so-called blast furnace gas in the blast furnace 1 that is, the so-called blast furnace gas
- the shaft gas is heated by a heating device as necessary.
- the blast furnace gas when used as the shaft gas, the blast furnace gas is effectively used as an energy source in the steelworks, so that individual combustion gases are mixed and burned in the heating device to heat the blast furnace gas, Alternatively, the blast furnace gas is heated by an external heating means such as a burner, a heater, or a heat storage body. In addition, the blast furnace gas itself can be burned and the temperature can be raised.
- blast furnace gas As the shaft gas, blast furnace gas is most ideal in the sense that the atmosphere inside the blast furnace 1 is maintained.
- combustion exhaust gas such as so-called coke oven gas obtained from, for example, a coke oven can be used in addition to the blast furnace gas.
- An important requirement for shaft gas is that it does not impede the reducing atmosphere in the furnace. 2 Is not included.
- the shaft gas blowing pipe 3 for the shaft gas is provided, for example, at equal intervals around the circumference of the blast furnace 1 so that the shaft gas is blown at equal intervals from the whole circumference of the blast furnace.
- a multi-stage arrangement was adopted.
- the shaft gas is blown from at least four locations in the circumferential direction of the blast furnace so that the shaft gas is blown at equal intervals from the entire circumference of the blast furnace. By blowing at an equal interval at four or more locations, a substantially uniform temperature distribution can be obtained in the blast furnace circumferential direction.
- the reason why the multi-stage arrangement is made so that the height position of the shaft gas blowing pipe 3 can be adjusted is that the shaft gas blowing height position is changed according to the temperature of the shaft gas or the temperature of the top of the blast furnace 1. It is possible.
- the shaft gas is blown below 7 m from the raw material surface layer for the reason shown in FIG.
- FIG. 2 shows the effect of the shaft gas on the furnace top gas temperature and the solid (charge) temperature when the shaft gas is blown, and shows the temperature change at each position from the raw material surface layer. . That is, the charged gas is heated by the blown-in shaft gas, and the furnace top gas temperature also rises.
- the charged material is almost heated when the shaft gas blowing position reaches 7 m from the surface of the raw material.
- the shaft gas needs to be blown below 7 m from the raw material surface layer.
- the static repose angle of the raw material used in the blast furnace is 35 to 45 °, and the powder pressure in the vicinity of the middle stage of the shaft is about 0.8 to 1.6 kPa.
- the raw material in the furnace not only flows in according to the angle of repose of the raw material, but also acts to be pushed out by the powder pressure in the furnace, and the installed shaft gas blowing pipe may be blocked. It is expected that. If the shaft gas blowing pipe is closed, blow-through in the shaft gas blowing pipe or back flow of the shaft gas may be considered when the shaft gas is blown. Therefore, the present inventors examined the installation angle of the shaft gas blowing tube in order to prevent the shaft gas blowing tube from being blocked by the raw material. FIG.
- Reference numeral 9 in the drawing indicates the flow of shaft gas in the furnace.
- the shaft gas 4 is blown into the blast furnace 1 from the shaft gas blowing pipe 3, but the shaft gas is blown into the ore (raw material) 5 or coke 6 in the furnace due to the flow phenomenon or the extrusion by the powder pressure in the furnace. There is a risk of inflow into the tube 3.
- FIG. 4 shows a case where the shaft gas blowing pipe 3 is installed at a downward angle and the shaft gas 4 is blown downward, and the shaft gas 4 is blown at an inclination angle ⁇ > 0 ° with respect to the horizontal. In such a case, the flow of the ore 5 and the coke 6 into the shaft gas blowing pipe 3 is unlikely to occur.
- FIG. 5 shows a case where the shaft gas blowing pipe 3 is installed at an upward angle and the shaft gas 4 is blown upward, and the shaft gas 4 is blown at an inclination angle ⁇ ⁇ 0 ° with respect to the horizontal.
- the present inventors examined a condition in which the shaft gas blowing tube was not blocked by performing a model experiment. Therefore, a 1/21 blast furnace cold model was manufactured, and first, the gas flow rate at which the raceway was formed at the tip of the blowing pipe by the gas blowing from the shaft portion was investigated. When the gas is blown from the shaft portion, it is important that the raw material packed bed is not fluidized or stirred by the blown gas (shaft gas).
- FIG. 6 shows an outline of the model apparatus.
- the model device 11 includes a furnace body 14, tuyere 12, and a shaft gas blowing tube 13.
- the furnace body 14 had an inner size furnace opening radius of 271 mm and a furnace height of 1493 mm, a SUS container was used for the lower part, and an acrylic container was used for the upper part.
- the shaft gas blowing pipe 13 uses a pipe with an inner diameter of 10 mm, which is 0.035 m in terms of actual equipment. 2 It was considerable.
- the raw materials filled in the furnace were ore (sintered ore) 5 and coke 6 used in the actual machine, and were used after being pulverized and classified according to the scale ratio of the model. Further, in order to realize the unloading of the raw material of the actual machine and the blowing from the tuyere, the raw material was cut out from the vibration feeder 7 installed at the lower part of the furnace body, and air 8 was introduced from the tuyere 12 at the lower end of the Bosch.
- the raw material cutting speed and blowing conditions of the model apparatus 11 were set to be constant with the actual machine and the Fr number (Froude number) in consideration of the drag that the raw material receives from the gas.
- the shaft gas blowing angle ⁇ is set to 0 ° (horizontal)
- the shaft gas blowing amount is changed
- the gas velocity at the tip of the shaft gas blowing tube 3 is controlled
- mixing is performed at the tip of the shaft gas blowing tube 3.
- FIG. 7 shows an enlarged view of the area surrounded by the square in FIG.
- symbol 22 is equivalent to a raceway and measured the mixed layer depth a of the mixed layer 23 of the coke and ore (sintered ore) formed in the lower part.
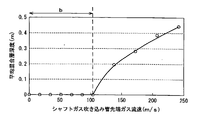
- FIG. 8 shows the relationship between the gas flow velocity at the tip of the shaft gas blowing tube 3 and the average mixed layer depth formed in the shaft portion.
- the average mixed layer depth is defined as one charge composed of two layers of one ore layer (sintered ore layer) and one coke layer, and is formed below the tip of the shaft gas blowing tube 3 described above.
- the average depth in the furnace radial direction in the range of 5 charges of the mixed layer 23 was determined.
- the gas flow velocity and average mixed layer depth were corrected by the actual furnace temperature and pressure, and converted to values corresponding to the actual machine according to the scale.
- the raceway 22 was not generated when the tip gas flow velocity of the shaft gas blowing tube 3 was 100 m / s or less, and in the region b (region where the tip gas flow velocity was 100 m / s or less) b shown in FIG. No formation was seen. Therefore, in the following experiment, the tip gas flow velocity of the shaft gas blowing tube 3 was fixed to 100 m / s, and the shaft gas blowing angle ⁇ was examined. In addition, when the mixed layer is formed, local reduction failure, that is, so-called birth / fall occurs due to the mixed layer, and the gas in the furnace is disturbed to cause deterioration of ventilation.
- the gas flow velocity at the tip of the shaft gas blowing tube 3 needs to be 100 m / s or less, and in order to secure the blowing amount, it is necessary to make it 6 m / s or less. More preferably, it is 10 to 72 m / s, and desirably 15 to 72 m / s.
- the shaft gas injection inclination angle ⁇ in FIGS. 3 to 5 is set to ⁇ 30 ° to 70 ° ( ⁇ ⁇ 0 ° is upward shaft gas injection, and ⁇ > 0 ° is downward). The experiment was performed while changing the range of shaft gas injection.
- FIG. 9 shows the relationship between the shaft gas blowing angle and the flow length of the raw material in the furnace.
- the flow length is the distance d from the tip of the shaft gas blowing tube to the tip of the flowing material in the situation where the raw material in the furnace flows into the shaft gas blowing tube and accumulates. Yes, the distance d obtained in the experiment was converted into the flow length in the actual machine.
- the angle of the shaft gas blowing pipe that is, the shaft gas blowing angle is in the range of 0 ° to 70 °
- the flow of the raw material in the furnace into the shaft gas blowing pipe is hardly caused by the drag of the shaft gas blowing. Not observed.
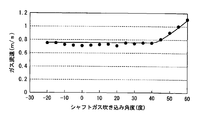
- FIG. 10 shows the relationship between the gas flow velocity and the shaft gas blowing angle at the material deposition surface in the furnace (near the furnace wall immediately above the shaft gas blowing tube) in the model experiment.
- the gas flow rate on the deposition surface was measured using a hot wire anemometer.
- the gas flow rate in the vicinity of the deposition surface hardly changes when the shaft gas blowing angle is in the range of ⁇ 20 ° to 45 °, but the gas flow rate increases when the shaft gas blowing angle is 45 ° or more.
- strengthening the surrounding gas flow in the blast furnace is considered to lead to an increase in the reducing material ratio due to an increase in heat loss from the furnace wall, and therefore a phenomenon in which the gas flow rate at the wall increases is not preferable.
- the blowing angle is considered to be in the range of 0 ° to 45 ° with respect to the horizontal. In consideration of operational fluctuations in the actual machine, the shaft gas blowing angle is preferably in the range of 15 ° to 45 °.
- the shaft gas blowing rate is at least 20 Nm for heating and heating the ore layer and the coke layer. 3 (Standard state) / t (per charged amount) of shaft gas blowing amount is necessary, and the upper limit is 200 Nm from the heating cost 3 (Standard state) / t (per charge amount).
- the shaft gas blowing temperature is less than 200 ° C., the difference from the furnace top gas temperature to be controlled becomes small, and the temperature rising effect is insufficient, so a temperature of 200 ° C. or higher is necessary for heating the charge.
- the upper limit is determined from the heat resistant temperature and cost of the blowing equipment, but is preferably 1000 ° C. or lower.
- the blowing position since it is necessary to blow in the temperature range where the charge in the blast furnace is lower than the blowing temperature of the shaft gas to be blown, the height position of the shaft gas blowing pipe can be adjusted as described above. It is what.
- the shaft gas injection pipe provided at equal intervals around the circumference of the blast furnace near the furnace top, and observe the furnace top gas temperature .
- the shaft is switched to the injection of shaft gas from a shaft gas injection pipe provided at equal intervals around the circumference of the blast furnace at a position 7 m from the surface of the charged raw material lower than the top of the furnace. Insufflate with gas.
- the temperature of the shaft gas blown from a position lower than the top of the furnace was made higher than the temperature of the shaft gas blown from the top of the furnace, and the furnace top gas temperature control such as enhancing the charge heating was added. Perform blast furnace operation.
- the inventors conducted ferro-coke charging to the blast furnace that is normally operated, and after confirming that the gas temperature at the top of the furnace was lowered due to the reduction in the reducing material ratio, from the blast furnace shaft portion shown in FIG.
- a test for blowing shaft gas was conducted.
- the state of change in the furnace top gas temperature was investigated by changing the temperature of the heated shaft gas, the amount of injection, and the position of the height of injection.
- the furnace internal volume is 5000 m.
- a pellet feed having a particle size of 100 microns or less ( ⁇ 100 ⁇ m) was used for the iron ore.
- Coal having a maximum average reflectance of 1.0% was used as the coal.
- the particle size of the coal used was pulverized to a particle size of 3 mm or less (-3 mm).
- This briquette was heated in a shaft furnace, which is a dedicated carbonization furnace, and carbon was carbonized to produce ferro-coke. And this ferro-coke and the iron raw material were mixed, and the mixture and the lump coke were alternately charged into the furnace for operation.
- Table 2 below shows the aforementioned base conditions, ferro-coke usage conditions, test conditions, and blast furnace operation results.
- Case 1 is a case in which ferro-coke is used by replacing the coke with the blowing condition and the amount of pulverized coal being the same as the base condition.
- the furnace top gas temperature was lowered to 99.2 ° C.
- the amount of dust discharged was reduced, leading to fluctuations in ventilation, and the stable operation of the blast furnace was hindered.
- shaft gas was blown into the shaft portion simultaneously with the use of ferro-coke.
- Cases 2 to 4 have a shaft gas blowing rate of 20 to 200 Nm.
- the dimensionless height position in the table indicates the shaft gas blowing height position.
- the total length of the blast furnace shaft portion is h0 (m)
- the shaft gas blowing height h (m) The ratio with respect to the blast furnace shaft portion h0 (m) is shown as a dimensionless height position, and in case 2 to case 4, the dimensionless height position is set to 0.8.
- the shaft gas blowing temperature is 600 ° C.
- the blowing height position is a dimensionless height position 0.6
- the shaft gas blowing amount is 32.5 Nm, respectively.
- the shaft gas blowing temperature is 1000 ° C.
- the shaft gas blowing amount is 97.5 Nm. 3 / T
- the shaft gas blowing height position was set to 0.4, 0.6, and 0.8 at the dimensionless height position, respectively.
- recovery of the furnace top gas temperature was confirmed in all of cases 2 to 10, and stable furnace conditions could be maintained even in the operation with a low reducing material ratio.
- the recovery amount of the furnace top gas temperature also changes depending on the operating factors of the shaft gas injection amount, injection height position, and injection temperature, so it can be adjusted to achieve the minimum required temperature recovery amount. is there.
- Case 11 to Case 15 are examples in which the blast coke and the amount of pulverized coal injected are the same as the base conditions, and the ferro coke used to replace the coke is increased to 100 kg / t.
- the coke ratio was 250 kg / t
- the ferro-coke ratio was 100 kg / t
- the pulverized coal ratio was 100 kg / t.
- the reducing material ratio was 450 kg / t.
- Cases 16 to 20 are examples in which the ferro-coke used by replacing the coke is further increased to 120 kg / t. In cases 16 to 20, the coke ratio was 222 kg / t, the ferro-coke ratio was 120 kg / t, and the pulverized coal ratio was 100 kg / t.
- the reducing material ratio was 442 kg / t.
- the furnace top gas temperature was reduced to 62.5 ° C.
- the amount of dust discharged was reduced, leading to fluctuations in ventilation, and the stable operation of the blast furnace was hindered.
- the shaft gas blowing temperature is 600 ° C.
- the shaft gas blowing amount is 130 Nm. 3 / T
- the shaft gas blowing height position was 0.6 at the dimensionless height position.
- the shaft gas blowing temperature is 1000 ° C., and the shaft gas blowing amount is 65 Nm.
- the furnace top gas temperatures were 103.9 ° C., 116.8 ° C., 108.7 ° C., 116.5 ° C., and 137.2 ° C., respectively.
- the problem that occurred in is resolved.
- recovery of the furnace top gas temperature exceeding 100 ° C. has been confirmed. Stable furnace conditions could be maintained even in the operation of reducing material ratio.
- the recovery amount of the furnace top gas temperature varies depending on the operating factors of the shaft gas injection amount, the injection height position, and the injection temperature. It is possible to adjust the recovery amount.
- the shaft gas blown from the shaft portion is desirably equal to or higher than the furnace temperature at the blow position. This is because if the temperature of the shaft gas is lower than the temperature at the blowing position, the inside of the furnace may be cooled.
- the blast furnace top gas is effectively used as an energy source in the ironworks, so the amount of recovery required for the top gas temperature is reduced.
- the maximum effect can be obtained with a smaller amount of blast furnace gas circulation, leading to energy saving.
- the injection temperature of the shaft gas from the shaft portion the injection In case of performing low RAR operation (reducing CO2 emission) because it is controlled to reduce the top gas temperature by controlling the amount and the blowing height position or any combination of two or three types Even so, large-scale capital investment is not required, and poor temperature rise at the top of the furnace can be avoided at a low cost.
- the inside of the furnace is not cooled by the shaft gas.
- shaft gas O 2
- the combustion exhaust gas from which is removed the reducing action in the furnace is not hindered.
- shaft gas at least CO and CO 2
- the furnace atmosphere can be ensured by using blast furnace gas as the shaft gas.
- the furnace top gas temperature in the present invention means that in the blast furnace operating method of the present invention, blast furnace operation is performed while maintaining the temperature of the furnace top at 80 ° C. or higher. Thereby, even when performing low RAR operation (reducing carbon dioxide emission), it is possible to avoid a temperature rise failure particularly at the top of the furnace.
- the blast furnace operation is continued while maintaining the furnace top gas temperature at 80 ° C. or higher, moisture condensation in the exhaust gas can be avoided while the operation is continued, but preferably, 100 ° C. or higher that can avoid moisture condensation in terms of temperature
- the temperature at the top of the furnace is maintained at 110 ° C. or higher, which exceeds 100 ° C.
- the upper limit is 300 ° C. or lower, preferably 200 ° C.
- the low RAR operation refers to a low RAR operation in which coke is replaced with ferro-coke and the coke ratio (reducing agent ratio) is 470 kg / t or less.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Iron (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Abstract
Description
また、別の方法として、鉄源として、鉄鉱石ではなく、既に還元された鉄スクラップを高炉原料として使用する方法もあるが、高炉操業を考えた場合、装入する鉄スクラップの大きさ(サイズ)、亜鉛、銅等の不純物濃度の制約があり、適切な前処理を必要とする。
更には、下記特許文献2に記載されるように、石炭と鉄鉱石とを混合し、成型した成型物を乾留して製造されるフェロコークスを用いた方法もある。フェロコークスは、高反応性のため、焼結鉱の還元を促進すると共に、一部還元された鉄鉱石が含まれているので、高炉の熱保存帯温度を下げることができ、還元材比を低下させることができる。
しかしながら、RARが低下すると、原理的に送風量が低下し、この結果、シャフト上部、即ち炉頂部においては装入物の昇温が遅れ、順調な還元が達成されなくなるばかりか、亜鉛化合物などの壁付きが助長され、風圧変動や荷下がり異常などの炉況不調を招くことが懸念されている。また、炉頂ガス温度が低下して100℃を割り込むような場合には、排ガス中の水分が配管内に凝縮する問題が生じる。
フェロコークスを用いた場合の炉頂ガス温度制御方法として、下記特許文献3に記載されるように高炉装入原料を加熱した後に炉頂から装入する方法や、下記特許文献4に記載されるように、羽口からの送風の酸素富化率、羽口からの還元材の吹き込み量、羽口からの送風の窒素富化率の中から選ばれる1種、又は2種以上を制御する方法がある。
(特許文献1)
羽口からの投入水素量が増え、酸化鉄の還元のうち、水素還元の比率が大きくなっていくと、シャフト部の温度が低下し、鉄鉱石、焼結鉱等装入物の低温領域での滞留時間が拡大する可能性があることを示唆している。シャフト部の低温領域の拡大は、焼結鉱の還元粉化領域の拡大を意味し、還元による鉄鉱石等の粉化により、通気性及び装入物降下挙動を悪化させる。
(特許文献3)
高炉装入原料の一部としてフェロコークスを使用する高炉操業の際に、高炉の炉頂部に設置された原料装入用のバンカー内で高炉装入原料を加熱する方法であるが、例えば、1日10000tの溶銑を製造する高炉において、約15000tの鉄鉱石、約3200tのコークスを100℃~200℃に予熱するためには膨大な熱量を必要とし、経済的でないと考えられる。
(特許文献4)
高炉装入原料の一部としてフェロコークスを使用する高炉操業の際に、羽口からの送風の酸素富化率、羽口からの還元材吹き込み量、羽口からの送風の窒素富化率の中から選ばれる1種、又は2種以上を制御する方法であるが、この方法では、各高炉の操業毎の最適条件を事前に詳細に調査する必要があること、また送風への酸素富化、窒素富化、吹き込み還元材の吹き込み量には高炉毎の設備能力上、調整幅に限界があることも考えられ、非常に優れた技術でありながら、送風機、酸素分離器、吹き込み還元材乾燥、粉砕、搬送設備などの多岐にわたる大規模な設備投資が必要となる可能性がある。
本発明は、上記のような問題点に着目してなされたものであり、低RAR操業(炭酸ガス排出量削減)を行う場合であっても、特に炉頂部の昇温不良を低コストで回避することができる高炉操業方法を提供することを目的とするものである。
前記装入原料は、鉄鉱石、コークスと前記フェロコークスを含み、前記フェロコークスがコークスとフェロコークスの合計である全コークス量の2mass%以上、60mass%以下であるのが好ましい。より好ましくは、10mass%以上、35mass%以下である。
前記少なくとも一つの制御は、高炉のシャフト部から吹き込むシャフトガスの吹き込み温度、吹き込み量、及び吹き込み高さ位置からなるグループから選択された少なくとも一つを制御することにより、炉頂ガス温度を80℃超えに制御することからなるのが好ましい。
前記少なくとも一つの制御は、高炉の炉内温度が前記シャフトガスの温度より低い位置をシャフトガス吹き込み高さ位置となるように、シャフトガス吹き込み高さ位置を制御することからなるのが望ましい。
前記ガスの吹き込みは、シャフト部に設けられたシャフトガスの吹き込み管から6~100m/sの先端ガス流速でシャフトガスを高炉内に吹き込むのが好ましい。前記先端ガス流速は、10~72m/sであるのがより好ましく、15~72m/sであるのが最も好ましい。
前記シャフトガスの吹き込み温度は、200~1000℃であるのが好ましい。
前記シャフトガスの吹き込み量は、20~200Nm3/tであるのが好ましい。
前記シャフトガスの吹き込みは、水平または水平から下向き45°の範囲の角度でシャフト部から高炉内にシャフトガスを吹き込むことからなるのが好ましい。前記角度は下向き15°~45°であるのがより好ましい。
前記シャフトガスの吹き込みは、原料表面から7m以上深い位置から高炉内にシャフトガスを吹き込むことからなるのが望ましい。
前記シャフトガスの吹き込みは、高炉円周方向の4ヶ所以上から高炉内にガスを吹き込むことからなるのが望ましい。
前記シャフトガスは、O2の除去された燃焼排ガスであるのが望ましい。
また、前記シャフトガスは、少なくともCO及びCO2の何れか一方又は双方を含有する燃焼排ガスであるのが望ましい。
また、前記シャフトガスは、高炉ガスであるのが望ましい。
また、前記装入原料の一部として使用するフェロコークスは、熱保存帯温度低下効果が発現する全コークス量の2mass%以上、炉下部でのフェロコークス存在量過多による通気性悪化を回避するための60mass%以下の高炉操業の際に、炉頂ガス温度に応じて炉頂ガス温度の低下を抑制することとしたため、高炉の安定操業をフェロコークス使用下において実現できる。
また、前記炉頂ガス温度を80℃超えに維持することができるため、ダスト排出量が低下し、通気変動に繋がり、高炉の安定操業が阻害されるという不都合の発生がない。
さらに、前記シャフトガスの吹き込み管の先端ガス流速を6~100m/s以下として、シャフト部からシャフトガスを吹き込むため、吹き込む部位に、鉱石、コークスの混合層形成が生じにくく、高炉操業に悪影響がでない。
また、前記シャフトガスの吹き込みは、200~1000℃の温度で行なわれるため、装入物を効率よく加熱することが可能となり、高炉炉頂部の炉頂ガス温度を80℃超えに維持することが効果的にできる。
また、前記シャフトガスの吹き込み量を、20~200Nm3/tとして装入物の加熱を行なうため、装入物の昇温が効率的にできる。
また、前記シャフト部から吹き込まれるシャフトガス温度に応じて、炉内温度がシャフトガス温度より低い位置をシャフトガス吹き込み高さ位置とすることとしたため、シャフトガスによって炉内を冷やすことがない。
また、前記シャフトガス吹き込み角度を水平0°から下向き45°の範囲で行なうため、シャフトガス吹き込み部分を閉塞させることがない。
また、前記シャフト部から吹き込まれるシャフトガスを、高炉内装入物の原料表面から7m以上深い位置で行なうようにしたため、吹き込んだシャフトガスの吹き抜けが防止され、吹き込むシャフトガスによる装入物の加熱を有効に実現できる。
また、前記シャフトガスの吹き込みは、高炉円周方向の4ヶ所以上から行なうことにより、高炉円周方向で均一な炉頂ガス温度維持が可能となる。
また、シャフトガスとして、O2の除去された燃焼排ガスを用いることとしたため、炉内の還元作用を阻害することがない。
また、シャフトガスとして、少なくともCO及びCO2の何れか一方又は双方を含有する燃焼排ガスを用いることとしたため、炉内の還元作用を阻害することがなく、高炉ガスを始め、多種の燃焼排ガス及びその顕熱を利用することができる。
また、シャフトガスとして高炉ガスを用いることとしたため、炉内雰囲気を確保することができる。
図1は、本実施形態の高炉操業方法が適用された高炉の全体図である。シャフトとは、この高炉のうち、高炉上部から下方に向けて下広がりになった部分である。
この高炉1では、羽口2から熱風を吹き込み、炉内に装入されたコークスを燃焼させて鉄鉱石を還元、溶融させて溶銑とし、炉床部に設けた図示しない出銑孔から出銑する操業を行う。なお、図中の矢印は、ガス流れを示している。
本実施形態では、装入原料の一部として、石炭と鉄鉱石の混合物を成型し、乾留して製造するフェロコークスを使用するもので、本発明でのフェロコークスとは、石炭と鉄鉱石とを70mass%以上含有する原料を用いて製造したフェロコークスである。フェロコークスは、鉄鉱石が一部還元されていると同時に、鉄鉱石の触媒効果でコークスの反応性を高めることができ、高炉の中でのガス利用率を高められる。そのために、少なくとも鉄鉱石の配合比率を5mass%以上好ましくは10mass%以上とするのが好ましい。鉄鉱石の配合比率が40mass%超であると、フェロコークスの強度が急激に低下するため、鉄鉱石を、鉄鉱石と石炭の合計量の5~40mass%、好ましくは10~40mass%とするのが好ましい。上記のように配合された原料は成型機で成型され、塊成型物となる。前記塊成型物はシャフト炉型熱処理炉等で熱風を用いた直接加熱法にて乾留され、フェロコークスが製造される。
また、前記シャフト炉内で塊成型物は900℃以上の温度になるので、石炭と接触している鉄鉱石が還元され、鉄鉱石の還元率60%超となるフェロコークスである。鉄鉱石中の鉄の還元率が60%以上、好ましくは70%以上と高くなると、鉄鉱石の配合によりフェロコークスのコークスドラム強度や圧潰強度が高くなり、高炉内でのフェロコークスの粉化をより抑制することができるので好ましい。
このようなフェロコークスは、鉄鉱石が一部還元されていると同時に、鉄鉱石の触媒効果でコークスの反応性を高めることができ、高炉の中でのガス利用率を高められるため、これを用いることで高炉の還元材比を低下させることができる。
なお、本発明におけるシャフトガス吹きこみによる炉頂ガス温度制御の対象となるフェロコークスの使用量は、熱保存帯温度低下効果が発現し、高炉炉頂ガス温度の低下が生じ始める全コークス量の2mass%以上から、高炉炉内でガス化しきれなかったフェロコークスが炉下部に多量に存在して高炉内部の通気性が悪化する全コークス量の60mass%までであるのが好ましい。さらに、前記フェロコークスが全コークス量の10mass%以上、35mass%以下であるのがより好ましい。
高炉内で発生した高炉ガスは、高炉炉体から炉頂に設置されているアップテイクを経由して、外に排出され、回収されている。本発明において炉頂ガス温度は、前記アップテイクで測定される高炉ガス温度を称して炉頂ガス温度と規定する。
高炉の熱物質収支モデルによる炉頂ガス温度変化の検討結果を下記表1に示す。
ヒートロス、微粉炭比を一定にして熱保存帯温度、シャフト効率が炉頂ガス温度に及ぼす影響を調査した。表中のベースに対して、装入物分布調整等でガス還元効率を表すシャフト効率を0.05改善させた場合のケース1では、還元材比はベースに対して、−18.2kg/tとなり、炉頂ガス温度は、14.6℃低下した。一方、フェロコークスを使用した場合に想定される熱保存帯温度が大幅に低下したようなケース2では還元材比は−37.0kg/tとなり、炉頂ガス温度は、85.7℃低下した。どちらのケースも還元材比の低下により炉頂ガス温度は低下するが、熱保存帯温度が低下したケース2の方が、炉頂ガス温度低下に及ぼす影響が大きいことが分かる。また、一般に還元材比を低下させると炉頂ガス温度も低下するが、還元材比1kg/t低減時の炉頂ガス温度低下量は、ケース1では−0.8℃/kg/t、ケース2では−2.32℃/kg/tとなり、熱保存帯温度低下を伴う還元材比低下時は、炉頂ガス温度の低下幅が大きいことがわかる。従って、フェロコークス使用によって熱保存帯温度低下を介して還元材比低減を図る場合には、通常の還元材比低減よりも炉頂ガス温度の確保に留意する必要がある。そのため、高炉においてフェロコークスを使用するような場合は、炉頂ガス温度の低減対策として本発明に示すシャフト部からのシャフトガスの吹き込みによる温度制御を行う高炉操業方法がより有効となるのである。

シャフトガスのシャフトガス吹き込み管3は、例えば高炉1の周方向全周に等間隔で設け、シャフトガスが高炉の周方向全周から等間隔に吹き込まれるようにすると共に、そのシャフトガス吹き込み管3の高さ位置を調整可能とするため多段配置とした。
前記シャフトガスが高炉の周方向全周から等間隔に吹き込まれるように、本発明では、少なくとも高炉円周方向の4カ所以上からシャフトガスを吹き込む。4カ所以上で等間隔の配置で吹き込むことにより、高炉円周方向でほぼ均一の温度分布を得ることができる。好ましくは6カ所以上がよい。また、前記シャフトガス吹き込み管3の高さ位置を調整可能とするため多段配置とする理由は、シャフトガスの温度や高炉1の炉頂部の温度に応じて、シャフトガスの吹き込み高さ位置を変更可能としたものである。また、本発明においては、図2に示す理由から、シャフトガスは、原料表層から7mより下に吹き込む。図2は、シャフトガスを吹き込んだ際、炉頂ガス温度と固体(装入物)温度にシャフトガスが及ぼす効果を示したもので、原料表層からの各位置における温度変化を示したものである。即ち、吹き込んだシャフトガスにより、装入物が加熱され、同時に炉頂ガス温度も上昇するが、装入物はシャフトガス吹き込み位置が原料表層から7mに達した段階で装入物の加熱はほぼ完了する結果が得られ、その結果から、シャフトガスは、原料表層から7mより下に吹き込む必要があることが判明した。
更に、上記のように高炉における低RAR操業を行う際に、炉内の還元効率向上や、炉上部の昇温不良を回避するためにシャフト部からガス吹き込みを行う場合、シャフト部の中段位置にシャフトガスの吹き込み管を設置すると、炉内の原料が吹き込み管内に流入して閉塞してしまい、予熱ガスの安定供給の妨げになる恐れがある。高炉で使用される原料の静的安息角は35~45°、またシャフト部中段付近における粉体圧は凡そ0.8~1.6kPaであることが知られている。つまり、炉内の原料は、原料の安息角に従った流れ込み現象のみならず、炉内の粉体圧によって押し出されるような力が働き、設置されたシャフトガス吹き込み管が閉塞される場合があることが予想される。シャフトガス吹き込み管が閉塞されると、シャフトガス吹き込み時に、シャフトガス吹き込み管内での吹き抜けやシャフトガスの逆流なども考えられる。そこで本発明者等は、原料によるシャフトガス吹き込み管の閉塞を防止するため、シャフトガス吹き込み管の設置角度を検討した。
図3は、シャフトガス吹き込み管3を水平に設置し、シャフトガス4の吹き込みを水平方向に行う、水平に対するシャフトガス4の傾斜角度θ=0°の吹き込みの場合である。図中の符号9は、炉内におけるシャフトガスの流れを示す。この場合、シャフトガス吹き込み管3からシャフトガス4が高炉1内に吹き込まれるが、流れ込み現象や、炉内の粉体圧による押し出しで、炉内の鉱石(原料)5やコークス6のシャフトガス吹き込み管3への流れ込みが発生する恐れがある。
図4は、シャフトガス吹き込み管3を下向きの角度に設置し、シャフトガス4の吹き込みを下向きに行う、水平に対するシャフトガス4の傾斜角度θ>0°の吹き込みの場合である。このような場合には、シャフトガス吹き込み管3への鉱石5やコークス6の流れ込みは発生しにくい。
これに対し、図5は、シャフトガス吹き込み管3を上向きの角度に設置し、シャフトガス4の吹き込みを上向きに行う、水平に対するシャフトガス4の傾斜角度θ<0°の吹き込みの場合である。このような場合には、シャフトガス吹き込み管3への鉱石5やコークス6の流れ込みが容易となり、それらの流れ込み19によるシャフトガス吹き込み管3の閉塞が発生すると考えられる。
次に本発明者等は、模型実験を行うことでシャフトガス吹き込み管の閉塞が発生しない条件を検討した。そのため、1/21の高炉冷間模型を製作し、まず、シャフト部からのガス吹き込みにより、吹き込み管先端にレースウエイが形成されるガス流速の調査を行った。シャフト部からのガス吹き込みの際には、吹き込みガス(シャフトガス)による原料充填層の流動化や撹拌を生じさせないことが重要である。原料充填層の流動化は、炉内原料の吹き込みガスから受ける抗力が、原料の降下(荷下がり)の慣性力を上回るために発生する。それゆえ原料充填層の流動化を防止するためには、シャフトガスから受ける抗力が原料降下の慣性力を下回るように、低ガス流速の吹き込み条件を実現することが好ましい。
図6に模型装置の概略を示す。模型装置11は、炉体14、羽口12、シャフトガス吹き込み管13を備える。炉体14は、内寸炉口半径271mm、炉高1493mmであり、下部はSUS容器を、上部はアクリル容器を用いた。シャフトガス吹き込み管13には内径10mmのパイプを使用し、これは実機換算で0.035m2相当であった。炉内に充填される原料は、実機で使用する鉱石(焼結鉱)5とコークス6を用い、模型の縮尺比に従って粉砕、分級して使用した。また、実機の原料の荷下がりと羽口からの送風を実現するために、炉体下部に設置した振動フィーダー7から原料を切り出し、ボッシュ下端の羽口12からはエアー8を導入した。模型装置11の原料切り出し速度と送風条件は、原料がガスから受ける抗力を考慮し、実機とFr数(フルード数)一定の条件とした。
模型実験ではまず、シャフトガス吹き込み角度θを0°(水平)とし、シャフトガス吹き込み量を変化させ、シャフトガス吹き込み管3の先端のガス速度を制御し、シャフトガス吹き込み管3の先端で、混合層の発生状況を観察した。図6中の四角で囲まれた範囲を拡大して図7に示す。図7において、符号22はレースウエイに相当し、その下部に形成されるコークスと鉱石(焼結鉱)との混合層23の混合層深度aを測定した。
図8には、シャフトガス吹き込み管3先端のガス流速と、シャフト部に形成された平均混合層深度の関係を示す。平均混合層深度は、1層の鉱石層(焼結鉱層)と1層のコークス層の計2層で1チャージが構成されるものとし、前述したシャフトガス吹き込み管3の先端部下方に形成された混合層23の5チャージの範囲における炉径方向の深さの平均とした。ガス流速と平均混合層深度は、実機炉内温度と圧力で補正し、縮尺に応じて実機相当の値に換算した。実験の結果、レースウエイ22は、シャフトガス吹き込み管3の先端ガス流速が100m/s以下で発生せず、図8に示す領域(凡そ先端ガス流速100m/s以下の領域)bでは混合層の形成は見られなかった。それゆえ、以下の実験では、シャフトガス吹き込み管3の先端ガス流速を100m/sに固定し、シャフトガス吹き込み角度θの検討を行った。なお、混合層が形成されると、その混合層により局所的な還元不良、所謂生降りが発生するほか、炉内ガスが乱れ、通気悪化を引き起こすことになる。従って、前記シャフトガス吹き込み管3の先端のガス流速は,100m/s以下とする必要があり、また、吹き込み量確保のためには、6m/s以下とする必要があるため6~100m/sとし、より好ましくは10~72m/s、望ましくは15~72m/sである。
シャフトガス吹き込み角度の影響を調べるために、図3~図5におけるシャフトガスの吹き込み傾斜角度θを−30°~70°(θ<0°は上向きのシャフトガス吹き込み、θ>0°は下向きのシャフトガス吹き込み)の範囲で変化させて実験を行った。図9には、シャフトガス吹き込み角度と炉内原料の流れ込み長さとの関係を示す。流れ込み長さは、図5のように、炉内原料がシャフトガス吹き込み管の内部に流入して堆積している状況において、シャフトガス吹き込み管先端から流入している原料の先端までの距離dであり、実験で得た距離dを実機での流れ込み長さに換算して表した。図9に示すように、シャフトガス吹き込み管の角度、即ちシャフトガスの吹き込み角度が0°~70°の範囲では、シャフトガス吹き込みの抗力により、炉内原料のシャフトガス吹き込み管への流れ込みは殆ど観察されなかった。しかしながら、シャフトガスの吹き込み角度が−20°~0°の範囲では、炉内原料のシャフトガス吹き込み管への流れ込みが発生し、−30°~−20°の範囲では、実験開始直後にシャフトガス吹き込み管が完全に閉塞されてしまった。
また、図10には、模型実験における炉内原料堆積面(シャフトガス吹き込み管直上部の炉壁近傍)でのガス流速とシャフトガス吹き込み角度との関係を示す。堆積面でのガス流速は、熱線流速計を用いて測定した。図10によれば、シャフトガス吹き込み角度が−20°~45°までの範囲では、堆積面近傍のガス流速は殆ど変化しないが、シャフトガス吹き込み角度が45°以上では、ガス流速が増加することが分かる。これは、炉内の径方向のガス流分配が、シャフトガス吹き込みの影響を受けて変化し、周辺ガス流が強化されたことを示唆するものである。一般的に、高炉内の周辺ガス流が強化されることは、炉壁からのヒートロスの増加による還元材比増加につながるとされるため、壁際のガス流速が増加する現象は好ましいことではない。
以上の模型実験の結果より、シャフトガス吹き込み管内への炉内原料の流れ込みを防止し、また炉壁からのヒートロスを増加させることなく、シャフトガスの炉内への安定供給を可能とする適正な吹き込み角度は水平に対して0°以上45°以下の範囲であると考えられる。なお、実機での操業変動を考慮すれば、シャフトガス吹き込み角度は15°以上45°以下の範囲が好ましい。
また、シャフトガスの吹き込み量は、鉱石層、コークス層の昇温加熱のためには少なくとも20Nm3(標準状態)/t(装入量当たり)のシャフトガスの吹き込み量が必要であり、上限は昇温コストから200Nm3(標準状態)/t(装入量当たり)となる。好ましくは30~180Nm3(標準状態)/t(装入量当たり)である。
更に、シャフトガスの吹き込み温度は、200℃未満では、制御対象である炉頂ガス温度と差が小さくなり、昇温効果が不足するため、200℃以上の温度が装入物加熱のために必要であり、上限は、吹き込み設備の耐熱温度、コストから定まるが、1000℃以下が好ましい。
また、吹き込み位置は、高炉内の装入物温度が、吹き込まれるシャフトガスの吹き込み温度より低い温度領域で吹込む必要があるため、前述したように、シャフトガス吹き込み管の高さ位置を調整可能とするものである。炉頂ガス温度低下が軽微なときは、炉頂の近くで高炉の周方向全周に等間隔に設けられたシャフトガス吹き込み管からシャフトガス吹き込みを開始し、炉頂ガス温度を観察する。炉頂ガス温度低下が進展する場合は、炉頂部より低い位置で高炉の周方向全周に等間隔に設けられたシャフトガス吹き込み管からもシャフトガスの吹き込みを行う。この場合、炉頂部より低い位置から吹き込まれるシャフトガスの温度を、炉頂部から吹き込まれるシャフトガスの温度より高くして、装入物加熱を強化するなどの炉頂ガス温度制御を加えた高炉操業を行う。または、炉頂ガス温度低下が軽微なときは、炉頂の近くで高炉の周方向全周に等間隔に設けられたシャフトガス吹き込み管からシャフトガス吹き込みを開始し、炉頂ガス温度を観察する。炉頂ガス温度低下が進展する場合は、炉頂部より低い装入原料表層から7m位置で高炉の周方向全周に等間隔に設けられたシャフトガス吹き込み管からのシャフトガスの吹き込みに切り替えたシャフトガス吹き込みを行う。この場合、炉頂部より低い位置から吹き込まれるシャフトガスの温度を、炉頂部から吹き込まれていたシャフトガスの温度より高くして、装入物加熱を強化するなどの炉頂ガス温度制御を加えた高炉操業を行う。
また、本発明者等は、通常操業を行っている高炉に対し、フェロコークスの装入を行い、還元材比の低下に伴う炉頂ガス温度低下の確認後、図1に示す高炉シャフト部からシャフトガスを吹き込む試験を行った。試験を行う上で、加熱されたシャフトガスの吹き込み温度、吹き込み量、吹き込み高さ位置を変化させて、炉頂ガス温度の変化の様子を調査した。
本実施形態では、炉内容積5000m3の高炉において、フェロコークスを装入原料として用いない通常の操業であるコークス比390kg/t、微粉炭比100kg/tの操業条件をベースに、鉄:コークス=0.4:0.6の質量比のフェロコークスを使用した操業試験を行った。フェロコークスは、以下のようにして製造した。鉄鉱石と石炭との混合物(0.4:0.6の質量比率)に、バインダーとしてアスファルトピッチと軟ピッチの混合物を5mass%添加して、ミキサーで撹拌して混合した後、線圧5t/cmで成型して6ccのブリケット成型物を製造した。鉄鉱石には、粒径100ミクロン以下(−100μm)のペレットフィードを用いた。石炭には最大平均反射率1.0%の石炭を用いた。石炭の粒度は、全量を粒径3mm以下(−3mm)に粉砕したものを用いた。このブリケットを専用の乾留炉であるシャフト炉で加熱して石炭を乾留し、フェロコークスを製造した。そして、このフェロコークスと鉄原料とを混合し、その混合物と塊コークスとを交互に炉内に装入して操業を行った。
下記表2に、前述したベース条件、フェロコークス使用条件、試験条件と高炉操業結果を示す。
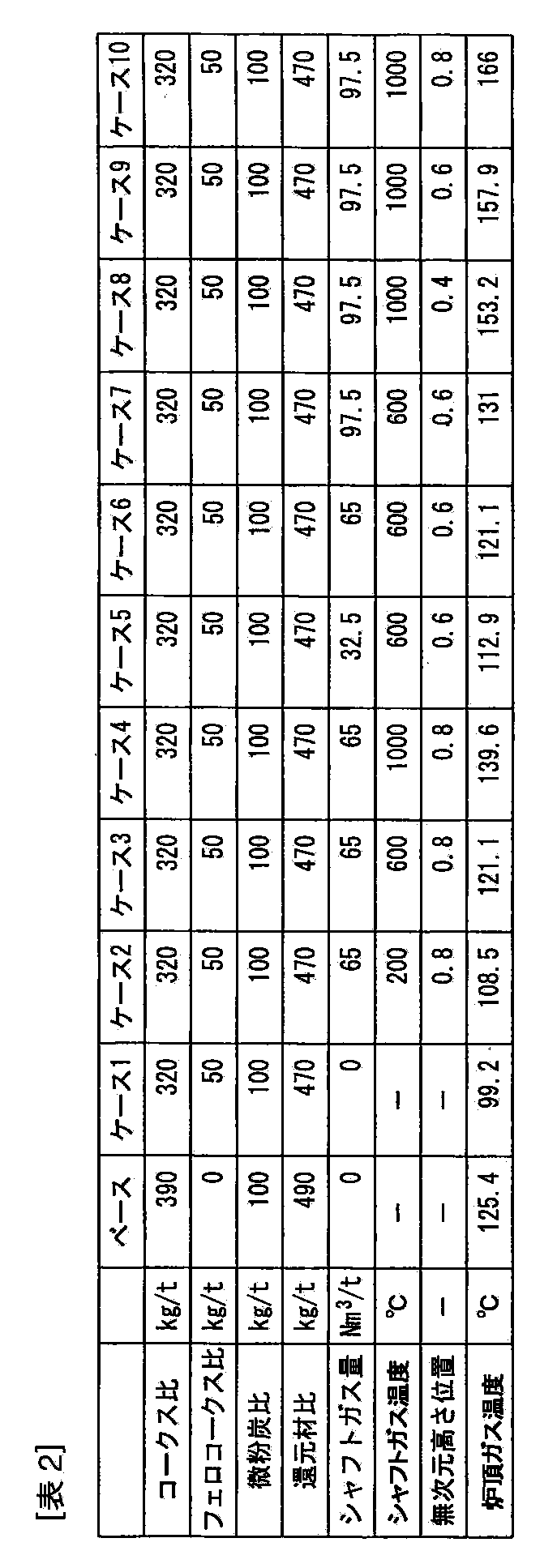
ケース2~ケース4は、シャフトガス吹き込み量を20~200Nm3/tの中から65Nm3/t一定とし、シャフトガス吹き込み温度を夫々200℃、600℃、1000℃とした。なお、表中の無次元高さ位置は、シャフトガスの吹き込み高さ位置を示し、図1に示すように高炉シャフト部の全長をh0(m)とし、シャフトガス吹き込み高さh(m)の高炉シャフト部h0(m)に対する割合を無次元高さ位置として示し、ケース2~ケース4では、無次元高さ位置を0.8とした。
また、ケース5~ケース7では、シャフトガス吹き込み温度を600℃、吹き込み高さ位置を無次元高さ位置0.6とし、シャフトガス吹き込み量を夫々32.5Nm3/t、65Nm3/t、97.5Nm3/tとした。また、ケース8~ケース10では、シャフトガス吹き込み温度を1000℃、シャフトガス吹き込み量を97.5Nm3/tとし、シャフトガス吹き込み高さ位置を無次元高さ位置で夫々0.4、0.6、0.8とした。
ケース1に対して、ケース2~ケース10の何れも炉頂ガス温度の回復が確認され、低還元材比操業においても安定した炉況を継続することができた。また、シャフトガスの吹き込み量、吹き込み高さ位置、吹き込み温度の操作因子の違いにより、炉頂ガス温度の回復量も変化するため、必要最低限の温度回復量を目指して調整することが可能である。
ケース1~ケース10の試験後、更にコークス比を低減し、フェロコークス比を増大し、還元材比を低減化して実際に高炉操業を行った。試験ケース11~ケース20のフェロコークス使用条件、試験条件と高炉操業結果を示す。
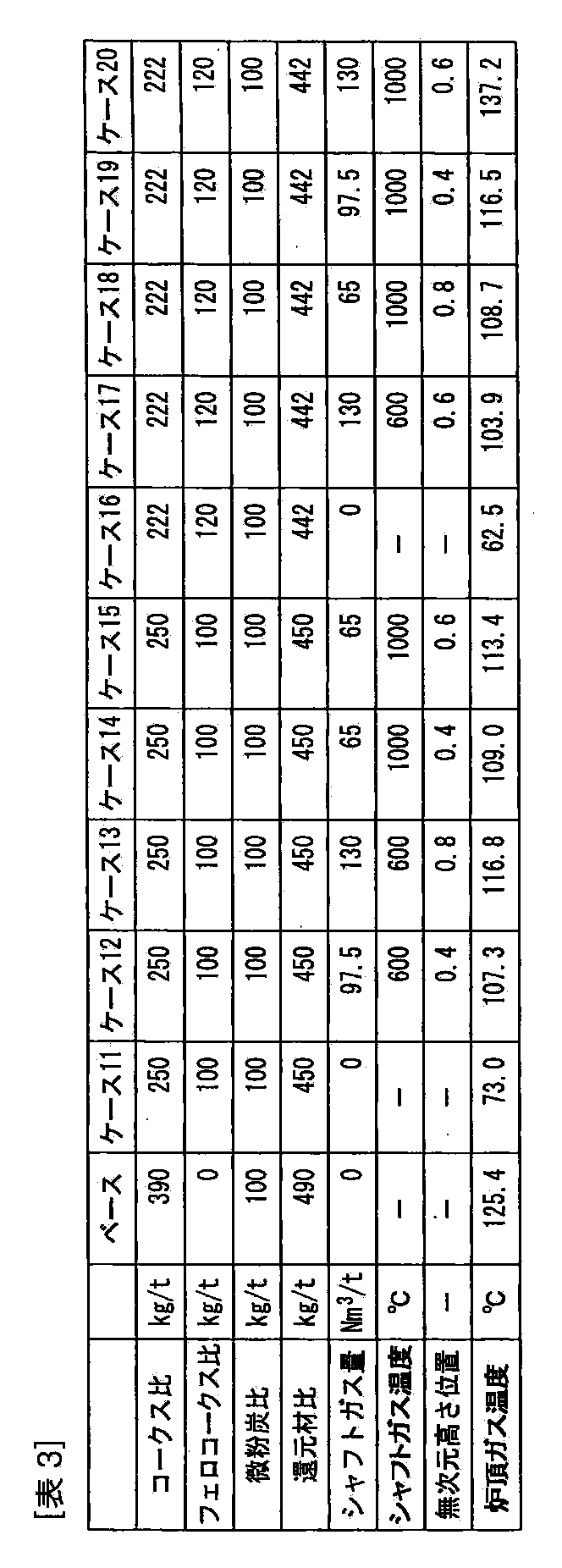
ケース16~ケース20は、コークスと置換して使用するフェロコークスをさらに120kg/tまで増加した例である。ケース16~ケース20では、コークス比222kg/t、フェロコークス比120kg/t、微粉炭比100kg/tとした結果、還元材比は442kg/tとなった。シャフトガスを吹き込まないケース16では、炉頂ガス温度が62.5℃に低下し、ダスト排出量が低下し、通気変動に繋がり、高炉の安定操業が阻害された。これに対し、ケース17ではシャフトガス吹き込み温度を600℃、シャフトガス吹き込み量を130Nm3/tとし、シャフトガス吹き込み高さ位置を無次元高さ位置で0.6とした。また、ケース18~ケース20ではシャフトガス吹き込み温度を1000℃、シャフトガス吹き込み量を夫々65Nm3/t、97.5Nm3/t、130Nm3/tとし、シャフトガス吹き込み高さ位置を無次元高さ位置で夫々0.8、0.4、0.6とした。この結果、炉頂ガス温度は、それぞれ103.9℃、116.8℃、108.7℃、116.5℃、137.2℃と、それぞれ炉頂ガス温度は、100℃以上となり、ケース16で生じた不具合は解消された。
シャフトガスを吹き込まないケース11、ケース16に対して、シャフトガス吹き込みを行うケース12~ケース15、ケース17~ケース20の何れも100℃を超える炉頂ガス温度の回復が確認され、更なる低還元材比操業においても安定した炉況を継続することができた。また、ケース2~ケース10の場合と同様に、シャフトガスの吹き込み量、吹き込み高さ位置、吹き込み温度の操作因子の違いにより、炉頂ガス温度の回復量も変化するため、必要最低限の温度回復量を目指して調整することが可能である。
なお、シャフト部から吹き込むシャフトガスは、吹き込む位置の炉内温度以上であることが望ましい。吹き込む位置の温度よりシャフトガスの温度が低い場合には、炉内を逆に冷やしてしまう恐れがあるためである。
また、シャフトガスとして、高炉の炉頂ガスの一部を用いる場合については、高炉の炉頂ガスは製鉄所内でエネルギー源として有効に使用されているため、その炉頂ガス温度の必要回復量に応じて、シャフトガスの吹き込み量、吹き込み高さ位置、吹き込み温度の操作因子を調整することにより、より少ない高炉ガス循環量で、最大限の効果を得ることが可能となり、省エネルギーにつながる。
このように、本実施形態の高炉操業方法では、装入原料の一部としてフェロコークスを使用する高炉操業の際に、炉頂ガス温度に応じて、シャフト部からのシャフトガスの吹き込み温度、吹き込み量、及び吹き込み高さ位置の何れか又は2種又は3種を組合せて制御することにより、炉頂ガス温度の低下を抑制することとしたため、低RAR操業(炭酸ガス排出量削減)を行う場合であっても、大規模な設備投資を必要とせず、炉頂部の昇温不良を低コストで回避することができる。
また、シャフト部から吹き込まれるシャフトガス温度に応じて、炉内温度がシャフトガス温度より低い位置をシャフトガス吹き込み高さ位置とすることとしたため、シャフトガスによって炉内を冷やすことがない。
また、シャフトガスとして、O2の除去された燃焼排ガスを用いることにより、炉内の還元作用を阻害することがない。
また、シャフトガスとして、少なくともCO及びCO2の何れか一方又は双方を含有する燃焼排ガスを用いることにより、炉内の還元作用を阻害することがなく、高炉ガスを始め、多種の燃焼排ガス及びその顕熱を利用することができる。
また、シャフトガスとして高炉ガスを用いることにより、炉内雰囲気を確保することができる。
なお、本発明における炉頂ガス温度とは、本発明の高炉操業方法では、炉頂部の温度を80℃以上に保持しながら高炉操業を行うこととする。これにより、低RAR操業(炭酸ガス排出量削減)を行う場合であっても、特に炉頂部の昇温不良を回避することができる。炉頂ガス温度を80℃以上に保持しながら高炉操業を継続している限り、排ガス中の水分凝縮も操業継続中は回避できるが、好ましくは、温度的に水分凝縮を回避できる100℃以上、望ましくは100℃超えである110℃以上に炉頂部の温度を保持する。上限は指向する低RAR操業にもよるが、300℃以下、好ましくは200℃以下である。
なお、前記低RAR操業(炭酸ガス排出量削減)とは、本発明ではコークスをフェロコークスと置換してコークス比(還元剤比)470kg/t以下の低RAR操業を指すものである。
Claims (17)
- 高炉への装入原料としてフェロコークスを使用し、
前記高炉のシャフト部から高炉内にガスを吹き込み、
高炉の炉頂ガス温度に応じて、前記ガスの吹き込み温度、吹き込み量、及び、吹き込み高さ位置からなるグループから選択された少なくとも一つを制御する、
高炉操業方法。 - 前記装入原料が、鉄鉱石、コークスと前記フェロコークスを含み、
前記フェロコークスが、コークスとフェロコークスの合計である全コークス量の2mass%以上、60mass%以下である、
請求項1に記載の高炉操業方法。 - 前記フェロコークスが、コークスとフェロコークスの合計である全コークス量の10mass%以上、35mass%以下である、請求項1に記載の高炉操業方法。
- 前記少なくとも一つを制御することが、高炉のシャフト部から吹き込むガスの吹き込み温度、吹き込み量、及び吹き込み高さ位置からなるグループから選択された少なくとも一つを制御することにより、炉頂ガス温度を80℃超えに維持することからなる、請求項1に記載の高炉操業方法。
- 前記ガスの吹き込みが、シャフト部に設けられたガスの吹き込み管から6~100m/sの先端ガス流速でガスを高炉内に吹き込むことからなる請求項1に記載の高炉操業方法。
- 前記先端ガス流速が、10~72m/sである請求項5に記載の高炉操業方法。
- 前記先端ガス流速が、15~72m/sである請求項6に記載の高炉操業方法。
- 前記ガスの吹き込み温度が、200~1000℃である請求項1に記載の高炉操業方法。
- 前記ガスの吹き込み量が、20~200Nm3/tである請求項1に記載の高炉操業方法。
- 前記少なくとも一つを制御することが、高炉の炉内温度が前記ガスの温度より低い位置をガス吹き込み高さ位置となるように、ガス吹き込み高さ位置を制御することからなる、請求項1に記載の高炉操業方法。
- 前記ガスの吹き込みが、水平または水平から下向き45°の範囲の角度でシャフト部から高炉内にガスを吹き込むことからなる請求項1に記載の高炉操業方法。
- 前記角度が、下向き15°~45°である請求項11に記載の高炉操業方法。
- 前記ガスの吹き込みが、原料表面から7m以上深い位置から高炉内にガスを吹き込むことからなる請求項1に記載の高炉操業方法。
- 前記ガスの吹き込みが、高炉円周方向の4ヶ所以上から高炉内にガスを吹き込むことからなる請求項1に記載の高炉操業方法。
- 前記ガスが、O2の除去された燃焼排ガスである請求項1に記載の高炉操業方法。
- 前記ガスが、CO及びCO2の何れか一方又は双方を含有する燃焼排ガスである請求項1に記載の高炉操業方法。
- 前記ガスが、高炉ガスである請求項1に記載の高炉操業方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI1015416-7A BRPI1015416B1 (pt) | 2009-05-29 | 2010-05-28 | Método para operar alto-forno |
| KR1020117029007A KR101355325B1 (ko) | 2009-05-29 | 2010-05-28 | 고로 조업 방법 |
| EP10780698.6A EP2431484B1 (en) | 2009-05-29 | 2010-05-28 | Blast furnace operation method |
| CN201080023706XA CN102449173A (zh) | 2009-05-29 | 2010-05-28 | 高炉操作方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009130282 | 2009-05-29 | ||
| JP2009-130282 | 2009-05-29 | ||
| JP2010-120398 | 2010-05-26 | ||
| JP2010120398A JP4697340B2 (ja) | 2009-05-29 | 2010-05-26 | 高炉操業方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010137748A1 true WO2010137748A1 (ja) | 2010-12-02 |
Family
ID=43222845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/059572 WO2010137748A1 (ja) | 2009-05-29 | 2010-05-28 | 高炉操業方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2431484B1 (ja) |
| JP (1) | JP4697340B2 (ja) |
| KR (1) | KR101355325B1 (ja) |
| CN (2) | CN102449173A (ja) |
| BR (1) | BRPI1015416B1 (ja) |
| WO (1) | WO2010137748A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2410065A4 (en) * | 2009-04-30 | 2017-06-07 | JFE Steel Corporation | Blast furnace operation method |
| CN114107584A (zh) * | 2021-11-25 | 2022-03-01 | 江苏沙钢集团有限公司 | 一种高炉低炉温滑料的二级应对方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4894949B2 (ja) * | 2009-05-29 | 2012-03-14 | Jfeスチール株式会社 | 高炉操業方法 |
| CN102597275B (zh) * | 2009-10-29 | 2014-08-13 | 杰富意钢铁株式会社 | 高炉操作方法 |
| JP5708029B2 (ja) * | 2011-02-25 | 2015-04-30 | Jfeスチール株式会社 | 高炉操業方法 |
| KR101322904B1 (ko) * | 2012-04-03 | 2013-10-29 | 주식회사 포스코 | 용융로 연소대 모의 실험 장치 |
| CN104334748B (zh) * | 2012-06-06 | 2016-10-26 | 杰富意钢铁株式会社 | 使用铁焦的高炉作业方法 |
| CN106257370B (zh) * | 2015-06-19 | 2019-07-02 | 株式会社Posco | 偏流控制装置及偏流控制方法 |
| JP6354962B2 (ja) * | 2015-09-11 | 2018-07-11 | Jfeスチール株式会社 | 酸素高炉の操業方法 |
| US10961596B2 (en) * | 2016-02-05 | 2021-03-30 | Nippon Steel Corporation | Method for supplying hydrogen-containing reducing gas to shaft part of blast furnace |
| KR102292145B1 (ko) * | 2017-06-29 | 2021-08-20 | 제이에프이 스틸 가부시키가이샤 | 탄화 종료 시간 제어 방법, 탄화 종료 시간 제어 가이던스 표시 장치, 코크스로의 조업 방법, 및 탄화 종료 시간 제어 장치 |
| CN110747303B (zh) * | 2018-07-24 | 2021-11-16 | 宝山钢铁股份有限公司 | 一种高炉 |
| CN109108218B (zh) * | 2018-08-31 | 2020-03-27 | 共享智能铸造产业创新中心有限公司 | 热法再生全自动控制系统及其工作方法 |
| CN111378799A (zh) * | 2018-12-28 | 2020-07-07 | 南京梅山冶金发展有限公司 | 一种高炉智能补槽的流程闭环控制方法 |
| JP7472864B2 (ja) * | 2021-06-23 | 2024-04-23 | Jfeスチール株式会社 | 気体還元材の吹込み方法および高炉用羽口 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033305A (ja) * | 1983-08-04 | 1985-02-20 | Nippon Steel Corp | 高炉操業法 |
| JPH03240906A (ja) | 1990-02-19 | 1991-10-28 | Nkk Corp | 低炭酸ガス排出製鉄法 |
| JP2006028594A (ja) | 2004-07-16 | 2006-02-02 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008106320A (ja) * | 2006-10-26 | 2008-05-08 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008111145A (ja) | 2006-10-30 | 2008-05-15 | Jfe Steel Kk | フェロコークス使用時の高炉炉頂温度低下抑制方法 |
| JP2008111172A (ja) | 2006-10-31 | 2008-05-15 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008111176A (ja) * | 2006-10-31 | 2008-05-15 | Jfe Steel Kk | フェロコークス使用時の高炉操業方法 |
| JP2008214735A (ja) * | 2007-03-08 | 2008-09-18 | Jfe Steel Kk | 高炉の操業方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4381938A (en) * | 1980-06-12 | 1983-05-03 | Claflin H Bruce | Multi-purpose zone controlled blast furnace and method of producing hot metal, gases and slags |
| CA1165561A (en) * | 1981-02-23 | 1984-04-17 | Marvin H. Bayewitz | Blast furnace control method |
| JPS6227509A (ja) * | 1985-07-26 | 1987-02-05 | Nippon Kokan Kk <Nkk> | 高炉操業方法 |
| US4844737A (en) * | 1986-12-27 | 1989-07-04 | Nippon Kokan Kabushiki Kaisha | Method for operating a blast furnance by blowing pulverized coal |
| AU596253B2 (en) * | 1986-12-27 | 1990-04-26 | Nippon Kokan Kabushiki Kaisha | A blast furnace |
| JPH0913110A (ja) * | 1995-06-29 | 1997-01-14 | Kawasaki Steel Corp | 竪型炉における装入物層の通気性評価法 |
| CN1128230C (zh) * | 2000-11-23 | 2003-11-19 | 沈峰满 | 高炉炼铁两段式喷吹煤粉工艺方法 |
| JP4427295B2 (ja) * | 2003-09-29 | 2010-03-03 | 新日本製鐵株式会社 | 還元性ガスの脱硫方法、高炉操業方法および還元性ガスの利用方法 |
| JP4830670B2 (ja) * | 2006-06-29 | 2011-12-07 | 株式会社ニコン | 再生装置 |
-
2010
- 2010-05-26 JP JP2010120398A patent/JP4697340B2/ja active Active
- 2010-05-28 KR KR1020117029007A patent/KR101355325B1/ko active IP Right Grant
- 2010-05-28 EP EP10780698.6A patent/EP2431484B1/en active Active
- 2010-05-28 BR BRPI1015416-7A patent/BRPI1015416B1/pt active IP Right Grant
- 2010-05-28 CN CN201080023706XA patent/CN102449173A/zh active Pending
- 2010-05-28 CN CN201510280335.8A patent/CN104878140A/zh active Pending
- 2010-05-28 WO PCT/JP2010/059572 patent/WO2010137748A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033305A (ja) * | 1983-08-04 | 1985-02-20 | Nippon Steel Corp | 高炉操業法 |
| JPH03240906A (ja) | 1990-02-19 | 1991-10-28 | Nkk Corp | 低炭酸ガス排出製鉄法 |
| JP2006028594A (ja) | 2004-07-16 | 2006-02-02 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008106320A (ja) * | 2006-10-26 | 2008-05-08 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008111145A (ja) | 2006-10-30 | 2008-05-15 | Jfe Steel Kk | フェロコークス使用時の高炉炉頂温度低下抑制方法 |
| JP2008111172A (ja) | 2006-10-31 | 2008-05-15 | Jfe Steel Kk | 高炉の操業方法 |
| JP2008111176A (ja) * | 2006-10-31 | 2008-05-15 | Jfe Steel Kk | フェロコークス使用時の高炉操業方法 |
| JP2008214735A (ja) * | 2007-03-08 | 2008-09-18 | Jfe Steel Kk | 高炉の操業方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2431484A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2410065A4 (en) * | 2009-04-30 | 2017-06-07 | JFE Steel Corporation | Blast furnace operation method |
| CN114107584A (zh) * | 2021-11-25 | 2022-03-01 | 江苏沙钢集团有限公司 | 一种高炉低炉温滑料的二级应对方法 |
| CN114107584B (zh) * | 2021-11-25 | 2023-02-03 | 江苏沙钢集团有限公司 | 一种高炉低炉温滑料的二级应对方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104878140A (zh) | 2015-09-02 |
| BRPI1015416A2 (pt) | 2016-04-19 |
| CN102449173A (zh) | 2012-05-09 |
| EP2431484A1 (en) | 2012-03-21 |
| KR101355325B1 (ko) | 2014-01-27 |
| JP4697340B2 (ja) | 2011-06-08 |
| BRPI1015416B1 (pt) | 2021-10-26 |
| KR20120023057A (ko) | 2012-03-12 |
| JP2011006787A (ja) | 2011-01-13 |
| EP2431484A4 (en) | 2014-06-11 |
| EP2431484B1 (en) | 2018-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4697340B2 (ja) | 高炉操業方法 | |
| US20110023657A1 (en) | Process for producing reduced iron pellets, and process for producing pig iron | |
| JP2007231326A (ja) | 高炉操業方法 | |
| JP2009221547A (ja) | 高炉操業方法 | |
| AU2021202096A1 (en) | Metallurgical furnace for producing metal alloys | |
| JP5034189B2 (ja) | 高炉への原料装入方法 | |
| EA036649B1 (ru) | Способ прямого восстановления и шахтная печь, в которой используется удлиненное коническое устройство отклонения потока | |
| JP4894949B2 (ja) | 高炉操業方法 | |
| RU2669653C2 (ru) | Способ производства гранулированного металлического железа | |
| JP2008111172A (ja) | 高炉の操業方法 | |
| JP4743332B2 (ja) | 高炉操業方法 | |
| WO2009031368A1 (ja) | 竪型炉及びその操業方法 | |
| EP2796566B1 (en) | Blast furnace operation method | |
| JP2008111176A (ja) | フェロコークス使用時の高炉操業方法 | |
| JP2003247008A (ja) | 微粉炭多量吹込み高炉の操業方法 | |
| JP2008111145A (ja) | フェロコークス使用時の高炉炉頂温度低下抑制方法 | |
| JP5708029B2 (ja) | 高炉操業方法 | |
| JP4893290B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| JP7310858B2 (ja) | 高炉操業方法 | |
| JP4214111B2 (ja) | 部分還元鉄の製造方法及び部分還元鉄製造用竪型シャフト炉 | |
| TWI830137B (zh) | 轉爐之頂吹噴槍、副原料添加方法及熔鐵之精煉方法 | |
| JP5400600B2 (ja) | 高炉操業方法 | |
| JP5966608B2 (ja) | 高炉への原料装入方法 | |
| JP4992407B2 (ja) | 竪型スクラップ溶解炉を用いた溶銑製造方法 | |
| WO2003062473A1 (fr) | Procede de production de metal liquide a faible teneur en silicium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080023706.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10780698 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2357/MUMNP/2011 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010780698 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117029007 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: PI1015416 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: PI1015416 Country of ref document: BR Kind code of ref document: A2 Effective date: 20111129 |