WO2010134208A1 - エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法 - Google Patents
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法 Download PDFInfo
- Publication number
- WO2010134208A1 WO2010134208A1 PCT/JP2009/059696 JP2009059696W WO2010134208A1 WO 2010134208 A1 WO2010134208 A1 WO 2010134208A1 JP 2009059696 W JP2009059696 W JP 2009059696W WO 2010134208 A1 WO2010134208 A1 WO 2010134208A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cylinder
- temperature
- starch
- screws
- extruder
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/465—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft each shaft comprising rotor parts of the Banbury type in addition to screw parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/482—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs
- B29B7/483—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs the other mixing parts being discs perpendicular to the screw axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/488—Parts, e.g. casings, sealings; Accessories, e.g. flow controlling or throttling devices
- B29B7/489—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/726—Measuring properties of mixture, e.g. temperature or density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/823—Temperature control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/826—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
- B29B7/92—Wood chips or wood fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/405—Intermeshing co-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/54—Screws with additional forward-feeding elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/55—Screws having reverse-feeding elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/57—Screws provided with kneading disc-like elements, e.g. with oval-shaped elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/918—Thermal treatment of the stream of extruded material, e.g. cooling characterized by differential heating or cooling
- B29C48/9185—Thermal treatment of the stream of extruded material, e.g. cooling characterized by differential heating or cooling in the direction of the stream of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/005—Processes for mixing polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/02—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques
- C08J3/03—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media
- C08J3/05—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media from solid polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L3/00—Compositions of starch, amylose or amylopectin or of their derivatives or degradation products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92895—Barrel or housing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2303/00—Characterised by the use of starch, amylose or amylopectin or of their derivatives or degradation products
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L3/00—Compositions of starch, amylose or amylopectin or of their derivatives or degradation products
- C08L3/02—Starch; Degradation products thereof, e.g. dextrin
Definitions
- the present invention relates to an extruder and a method for producing a raw material of a biodegradable foamed product using the extruder.
- a puff raw material containing a starch raw material and water are supplied to an extruder, and heated and kneaded so that the starch raw material is gelatinized, and at the end of the extruder.
- a method for producing a puff characterized by including an expansion step for obtaining a puff of 8 to 2.8 mm (see, for example, Patent Document 1).
- a biodegradable foamed molded article in which the surface of a foamed base material layer mainly composed of starch is coated with a hydrophobic film is known (for example, patent document). 2).
- an extruder capable of continuously performing various processes such as pulverization, mixing, heating, pressurization, sterilization, cooling, extrusion, and molding has been attracting attention.
- the extruder is composed of a temperature-controlled cylinder and a pair of elongated screws that rotate parallel to each other in the cylinder and rotate in the same direction.
- Each screw is configured by appropriately connecting a ball screw that conveys the material, a kneading screw that stirs and mixes the material, and a reverse screw that conveys the material in the reverse direction according to the purpose.
- the total length of the screw is limited by the extruder, and it is necessary to combine the ball screw, the kneading screw, and the reverse screw so that the target process is continuously performed within the total length.
- biodegradable container one in which the surface of a foamed base material layer containing starch as a main raw material is coated with a hydrophobic biodegradable plastic film has been proposed.
- the main raw material of the foam base material layer is mixed with additives such as pulp and polyvinyl alcohol for the purpose of cost reduction and strength maintenance after molding, in addition to starch.
- the pulp in the raw material stage, the pulp is agglomerated, while starch and polyvinyl alcohol are powdered or granular and have different properties. Therefore, there is a problem that even if starch, pulp, polyvinyl alcohol and water as main raw materials are supplied to the above-mentioned extruder together and stirred and mixed, the pulp does not disperse well uniformly. Furthermore, if polyvinyl alcohol is dissolved by heating without the pulp being uniformly dispersed, the viscosity will be increased by the dissolved polyvinyl alcohol, while starch will become lumpy due to the effect of heat, making uniform stirring and mixing even more difficult. There was a problem of becoming.
- the present invention has been made in consideration of the above-described circumstances.
- An extruder that can be uniformly agitated, mixed and extruded even with materials having different properties, and a biodegradable foam molded product using the extruder.
- a method for producing a raw material is provided.
- the present invention includes a temperature-controlled elongated cylinder and a pair of elongated screws that are parallel to each other in the cylinder and rotate in the same direction, and each screw feeds the material supplied to the cylinder from the proximal end side of the cylinder.
- the present invention provides an extruder in which a plurality of ball screws conveyed to the front end side and a plurality of kneading screws for agitating and mixing the conveyed materials are alternately combined.
- each screw rotating in a temperature-controlled cylinder is composed of a plurality of ball screws that convey materials and a plurality of kneading screws that stir and mix materials alternately. Since it is comprised, even if it is a material from which a property differs, it can extrude by stirring and mixing appropriately, keeping at the temperature suitable for the material.
- FIG. 5 is a perspective view of the kneading screw shown in FIG. 4.
- FIG. 4 shows the combination of a kneading screw.
- FIG. 2 corresponding view of the extruder which concerns on Embodiment 2 of this invention.
- FIG. 2 corresponding view of the extruder which concerns on Embodiment 3 of this invention.
- the extruder according to the present invention includes a temperature-controlled elongated cylinder and a pair of elongated screws that are parallel to each other in the cylinder and rotate in the same direction, and each screw feeds the material supplied to the cylinder to the base of the cylinder.
- a plurality of ball screws conveyed from the end side to the front end side and a plurality of kneading screws for stirring and mixing the conveyed material are alternately combined.
- each screw further includes a reverse screw that pushes back the material conveyed in the configuration from the distal end side to the proximal end side, and the reverse screw is adjacent to the distal end side of some kneading screws. It may be provided. According to such a configuration, the material pushed back by the reverse screw stays in the arrangement portion of the kneading screw that stirs and mixes the material, and is filled in the cylinder. It is done efficiently. Further, since the material pushed back by the river screw is filled in the cylinder, heat exchange with the cylinder is also efficiently performed.
- the cylinder may be formed by connecting a plurality of cylinder blocks, and the temperature of each cylinder block may be controlled independently. According to such a configuration, the temperature of the cylinder can be controlled according to the process, and processes such as heating and cooling can be performed continuously.
- the present invention uses the above-described extruder according to the present invention to prepare a pulp dispersion by stirring and mixing pulp, powdered polyvinyl alcohol and water, and heating the prepared pulp dispersion.
- the polyvinyl alcohol in the dispersion is dissolved, the pulp dispersion in which the polyvinyl alcohol is dissolved is cooled, the cooled pulp dispersion is kneaded with starch to prepare a starch kneaded body, and the prepared starch kneaded body
- It also provides a method for producing a raw material for a biodegradable foamed molded article obtained by heating the gelatin to obtain a gelatinized starch kneaded product.
- pulp, polyvinyl alcohol, starch and water can be uniformly stirred and mixed, and extrusion molding can be performed. It becomes possible to mass-produce a kneaded starch kneaded body as a raw material of a product with a certain quality.
- the pulp means an aggregate of plant-derived fibers and is not particularly limited, and examples thereof include wood pulp (virgin pulp) and non-wood pulp.
- Starch means starch or a derivative thereof, and is not particularly limited. For example, starch, potato, corn, tapioca, rice, wheat, sweet potato, etc. The obtained starch can be mentioned, The thing manufactured from the specific agricultural product may be used, and the thing manufactured from the several agricultural products may be mixed.
- starch derivatives refer to those obtained by modifying starch within a range that does not inhibit biodegradability, and examples thereof include pregelatinized starch, crosslinked starch, and modified starch. Furthermore, a mixture obtained by mixing the above-mentioned unmodified starch and the above-mentioned starch derivative may be used.
- the temperature of the cylinder is gradually increased from the normal temperature to a range of about 100 to 120 ° C. when the pulp dispersion is prepared, and the pulp dispersion is heated.
- the temperature of the cylinder is maintained in the range of about 130 to 140 ° C, and when the pulp dispersion is cooled, the temperature of the cylinder is about 100 to 120 ° C to about 35 to 50 ° C.
- the temperature of the cylinder is kept in the range of about 25 to 35 ° C. when the starch kneaded body is prepared by adding starch, and the temperature of the cylinder is increased when the starch kneaded body is heated to gelatinize. It may be maintained in the range of about 40-70 ° C.
- the method for producing a raw material for the biodegradable foamed molded article according to the present invention when preparing a pulp dispersion, gradually raises the temperature of the cylinder from room temperature to a range of about 70 to 90 ° C.
- the temperature of the cylinder is maintained in the range of about 130 to 140 ° C. when the polyvinyl alcohol is dissolved by heating and the temperature of the cylinder is maintained in the range of about 35 to 50 ° C. when the pulp dispersion is cooled.
- the temperature of the cylinder is maintained in the range of about 25 to 35 ° C. when preparing the starch kneaded body, and the temperature of the cylinder is set in the range of about 50 to 90 ° C. when the starch kneaded body is heated and gelatinized. May be maintained.
- temperature conditions are cylinder temperature control conditions that have been found to uniformly agitate and mix pulp, polyvinyl alcohol, starch and water under more appropriate conditions and extrude.
- temperature control conditions vary depending on various factors such as material quality, distribution, and conveyance speed in the cylinder, so the above temperature conditions are not necessarily absolute. This is a standard for considering the temperature control conditions.
- water at about 5 to 10 ° C. may be further added when the pulp dispersion is cooled.
- the pulp dispersion heated in the previous step is efficiently cooled in order to dissolve the polyvinyl alcohol in the dispersion. it can. Thereby, it is possible to prevent the starch from being damaged under the influence of heat in the next step in which the pulp dispersion and starch are kneaded.
- Embodiment 1 1 is a perspective view of an extruder according to Embodiment 1 of the present invention
- FIG. 2 is an explanatory view showing a pair of screws inserted into the cylinder of the extruder shown in FIG. 1
- FIG. 3 is shown in FIG.
- FIG. 4 is a plan view of the kneading screw constituting the screw shown in FIG. 2
- FIG. 7 is a perspective view showing kneading screws having different thicknesses.
- an extruder 100 As shown in FIG. 1, an extruder 100 according to Embodiment 1 of the present invention includes a biaxial cylinder 1, a hopper 2 that supplies material into the cylinder 1, and a pair of screws that are inserted into the cylinder 1. 3 (see FIG. 2) and a drive unit 4 that rotates the pair of screws 3 in the axial direction.
- the cylinder 1 is formed by connecting a plurality of cylinder blocks C1 to C11.
- a water jacket (not shown) is formed so as to surround the cylinder 1.
- the cylinder blocks C4 to C8 and C11 are provided with a heater (not shown) in addition to the water jacket.
- the cylinder blocks C1 to C3, C9, and C10 are temperature controlled for each of the cylinder blocks C1 to C3, C9, and C10 by passing water whose temperature is controlled through the water jacket.
- the cylinder blocks C4 to C8 and C11 are provided for each of the cylinder blocks C4 to C8 and C11 by the action of passing temperature-controlled water through the water jacket, the action of the attached heater, or both of them. Temperature controlled.
- the biaxial cylinder 1 has an eight-shaped cross section obtained by fusing opposite portions of two cylinders arranged in parallel, and a pair of screws 3 (see FIG. 2) are provided in the cylinder 1. 1 is inserted coaxially.
- the hopper 2 is drawn so as to straddle the cylinders C2 and C3.
- the hopper 2 is provided so that the material can be supplied to the cylinder C1.
- the same hopper is provided also in the upper part of the cylinder C10, and it is comprised so that the starch mentioned later can be supplied to the cylinder C10.
- the pair of screws 3 includes a first screw 3a and a second screw 3b, and the first and second screws 3a and 3b have basically the same configuration.
- the first and second screws 3a and 3b may be configured as shown in FIG. 3 (b) so that a desired process is continuously performed in the cylinder 1 having a predetermined length constituted by the cylinder blocks C1 to C11.
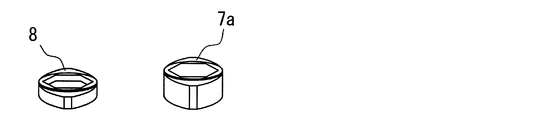
- the kneading screws 7a and 7b and the thin kneading screw 8 shown in FIG. 7 are appropriately combined.
- the ball screws 5a, 5b, and 5c act so as to feed the raw material supplied into the cylinder 1 from the proximal end side to the distal end side (see FIG. 2) by rotating the shaft within the cylinder 1.
- the reverse screw 6 acts to push the raw material supplied into the cylinder 1 back from the distal end side to the proximal end side by rotating the shaft within the cylinder 1.
- the kneading screws 7a, 7b, and 8 act so as to pulverize, stir, and mix the raw material supplied into the cylinder 1 by rotating the shaft within the cylinder 1.
- the ball screw 5 is formed with a hexagonal hole coaxially with the central axis thereof, which is not shown, but the same applies to the reverse screw 6.
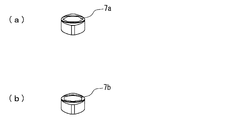
- hexagonal holes are formed on the two types of kneading screws 7a and 7b having a substantially elliptical appearance coaxially with the central axis. Yes.
- the kneading screws 7a and 7b have different hexagonal hole orientations.
- the ball screws 5a, 5b, 5c, the reverse screw 6 and the kneading screws 7a, 7b, 8 have a positional relationship with each other by passing a core rod (not shown) having a hexagonal cross section through the holes. It is determined and becomes the long and thin integrated screws 3a and 3b.
- the plurality of types of ball screws 5a, 5b, and 5c having different helical pitches have the same length. That is, the ball screws 5a, 5b, and 5c have the same length 1D on the basis of the maximum diameter 1D of the ball screw 5 shown in FIG.
- the reverse screw 6 shown in FIG. 3 (e) has a length 1 / 2D that is half of the ball screws 5a, 5b, and 5c.
- FIGS. 3B to 3D “4/4”, “3/4”, and “2/4” are respectively indicated next to the ball screws 5a, 5b, and 5c.
- the pitch represents the pitch.
- the spiral pitch of the reverse screw 6 is “4/4”.
- the kneading screws 7a and 7b shown in FIGS. 5A and 5B are of a type called KD and have a thickness 1 / 4D that is 1/4 that of the ball screws 5a, 5b, and 5c. That is, the KD type kneading screws 7a and 7b have the same length 1D as the ball screws 5a, 5b, and 5c by being overlapped. Furthermore, the kneading screw 8 shown in FIG. 7 is a thin type called TKD, and has a thickness 1 / 8D that is half that of the KD type kneading screw 7a.
- the kneading screw 7 having a thickness of 1 / 8D also has two types of hexagonal holes with different orientations similar to the kneading screws 7a and 7b shown in FIGS. 4 (a) and 4 (b). There is.
- kneading screws 7a and 7b having a substantially elliptical appearance are appropriately combined so that hexagonal holes formed in the shaft cores coincide with each other.
- the vertices of the ellipse are displaced at any angle of 30 °, 60 °, and 90 °.
- the combination in which the deviation of the vertex of the ellipse is 30 ° or 90 ° is obtained by combining kneading screws 7a and 7b having different hole orientations as shown in FIGS. 6 (a) and 6 (d).
- the combination in which the deviation of the vertex of the ellipse is 60 ° can be obtained by combining kneading screws 7a and 7b having the same hole direction as shown in FIGS. 6 (b) and 6 (c). Can be made.
- a combination in which the vertex of the ellipse is displaced in the same direction as the spiral direction of the ball screws 5a, 5b, 5c in the state assembled to the core rod is referred to as forward (F).
- the combination in which the vertex of the ellipse is shifted in the same direction as the spiral traveling direction of the reverse screw 6 is called reverse (R). Therefore, there is no distinction between forward and reverse in the 90 ° combination.
- the stirring force increases in the order of 30 ° forward (30F), 60 ° forward (60F), 90 °, 60 ° reverse (60R), and 30 ° reverse (30R).
- 7b and a TKD type kneading screw 8 must be combined.
- the length of each of the above-mentioned members set based on the maximum diameter 1D of the ball screw 5 (see FIG. 3A) is used. Must be combined in consideration.
- the configurations of the first and second screws 3a and 3b shown in FIG. 2 and the temperatures of the cylinder blocks C1 to C11 are made of pulp, polyvinyl alcohol (PVA), starch and water as raw materials for the biodegradable foamed molded product.
- PVA polyvinyl alcohol
- This is an example suitable for extrusion molding with uniform stirring, mixing and kneading.
- the upper table in FIG. 2 constitutes cylinder positions and control temperatures of the cylinders corresponding to the first and second screws 3a and 3b shown below the table, and the first and second screws 3a and 3b. The kind of member is shown.
- “4/4”, “3/4”, and “2/4” represent the helical pitch of the ball screw
- “R” represents the reverse screw
- “KD60F” indicates that the KD type kneading screw is assembled in the forward direction with a 60 ° deviation
- “KD30R” indicates that the KD type kneading screw is in the reverse direction with a 30 ° deviation
- “KD60R” indicates that the KD type kneading screw is assembled in the reverse direction with a 60 ° deviation.
- TKD30R indicates that the TKD type kneading screw is assembled in the reverse direction with a 30 ° offset
- TKD90 indicates that the TKD type kneading screw is assembled with the 90 ° offset
- TKD60F indicates that the TKD type kneading screw is assembled in the forward direction with a 60 ° deviation
- TKD60R indicates that the TKD type kneading screw is reverse with a 60 ° deviation. Indicates that they are assembled in the direction.
- the first and second screws 3 a and 3 b are “first feeding region”, “pulp dispersion region”, “PVA dissolution (heating) region” from the proximal end side toward the distal end side.
- the “preceding raw material and water mixing (cooling) region”, the “second feed region”, and the “ ⁇ -ized region” are continuously connected.
- the first and second screws 3a and 3b are configured such that a plurality of ball screws and a plurality of kneading screws are alternately combined as a whole.
- each of the above regions is separated by a solid line or a broken line for convenience, but this is for ease of explanation.
- adjacent regions act while affecting each other, and are not clearly separated as shown in FIG. In particular, the areas separated by broken lines are strongly related to each other. The same applies to other embodiments described later.
- first feed area corresponding to the cylinder C1
- pulp and PVA supplied from the hopper 2 (see FIG. 1) and water (about 30 to 40 ° C.) supplied from the liquid (1) are supplied to the “first feed area”. It is sent to “pulp dispersion zone” following “feed zone”.
- the cylinder C1 is at room temperature without any particular temperature control. This is indicated as “Nariyuki” in the upper table of FIG.
- the supply amount of pulp can be selected from the range of about 2.15 to 4.78 kg / h
- the supply amount of PVA can be selected from the range of about 2.30 to 5.09 kg / h
- water supply The amount can be selected from the range of about 7.41 to 18.00 l / h.
- the cylinders C2 to C4 are heated so that the cylinder temperature gradually increases from about 19 ° C. to about 118 ° C. Be controlled.
- the cylinders C5 to C7 are temperature-controlled so as to maintain a relatively high temperature of 133 to 134 ° C. Since the cylinder C8 is prepared for the "preceding raw material and water mixing (cooling) region", which is the next step, the temperature is controlled to be slightly lower at about 109 ° C.
- the pulp dispersion When applying heat to the pulp dispersion and stirring and mixing the pulp dispersion that has developed a viscosity due to dissolution of PVA, the pulp dispersion is retained in the cylinder to be in a fully-poured state. Stirring and mixing with a kneading screw having a strong stirring force is preferable from the viewpoint of heat transfer efficiency with the cylinder and stirring and mixing efficiency.
- KD30R having a length of 1D is provided in each of the portions corresponding to the cylinder C5 and C6, and further, the length corresponding to the cylinder C7 is 1 ⁇ 2D in length.
- One “KD30R” is provided.
- the reverse screw is each provided in the downstream of the location in which the kneading screw was provided.
- the pulp dispersion material that has developed a viscosity due to the dissolution of PVA stays at the place where the kneading screw is provided, and is fully filled in the cylinder. Become. It is possible to efficiently stir and mix the pulp dispersion material in the fully-poured state by stirring and mixing with “KD30R” having strong stirring power.
- the heated pulp dispersion is cooled in order to dissolve the PVA in the “PVA dissolution (heating) region” in the previous step. This is to prevent a situation in which, in the “second feeding region” after the starch is added, the starch becomes lumpy due to the influence of heat and is not uniformly mixed with the pulp dispersion.
- the cylinder C9 is temperature controlled to maintain about 39 ° C.
- water whose temperature is controlled at about 5 ° C. is supplied by the liquid (2) between the cylinder C8 and the cylinder C9.
- the supply amount of the cooling water can be selected from the range of about 6.00 to 18.00 l / h.
- the portion corresponding to the cylinder C9 has “TDD90” having a length of 1 / 2D. Three places are provided.
- the pulp dispersion can be efficiently cooled by stirring and mixing the water at about 5 ° C. and the pulp dispersion in a cylinder C9 whose temperature is controlled at about 39 ° C. It is possible to prepare for “region”.
- the pulp dispersion cooled in the previous process and the starch supplied from a hopper (not shown) are sent to the “alpha process area” corresponding to the next process.
- the supply amount of starch can be selected from the range of 9.30 to 20.66 kg / h.
- the pulp dispersion and starch are simply mixed in the process of being sent to the “alpha-ized region” to form a starch kneaded body.
- the “second feeding area” is intended to quickly send the pulp dispersion cooled in the previous process and the input starch to the “alpha-ized area” which is the next process.
- the “second feeding area” is mainly composed of a ball screw having a relatively high conveying speed such as a helical pitch “4/4” or “3/4”.
- the temperature of the cylinder C10 is controlled to a low temperature of about 29 ° C.
- the starch added here is a master batch in which starch and titanium dioxide are mixed, and starch and gelatin are added to show the optimum properties as a raw material for the biodegradable foamed molded product. For convenience, it is called blended starch.
- the masterbatch formulation is 850 g titanium dioxide per 19830 g starch. Add 26440 g of starch and 2000 g of gelatin to 6893 g of the master batch having such a composition, and stir for about 1 minute with a mixer to obtain a blended starch.
- the starch kneaded body formed in the “second feed region” is heated to be ⁇ -converted to obtain an ⁇ -modified starch kneaded body.
- the temperature of the cylinder 11 is controlled to about 68 ° C., and a ball screw 4 having a helical pitch 2/4 is used to uniformly apply heat to the starch kneaded body, and the conveying speed is kept low.
- the “ ⁇ -ized zone” has two “TKD60F” with a length of 1/2 and one “TKD60R” with a length of 1 / 2D, which is the last kneading to increase the stirring and mixing efficiency.
- a reverse screw is provided downstream of “TKD60R”, which is a screw, in order to achieve a full-poured state.
- TKD60R is a screw
- the starch kneaded body in a fully-poured state can be uniformly stirred and mixed with fine “TKD60F” and “TKD60R”, and the starch kneaded body can be uniformly heated to obtain a pregelatinized starch kneaded body. it can.
- the pregelatinized starch kneaded body thus obtained is then conveyed to the forming cylinder 9 and extruded from the outlet 9a of the forming cylinder 9 as a rod-shaped kneaded body.
- Extruded rod-shaped kneaded bodies are cut at predetermined lengths and used as raw materials for biodegradable foamed products.
- the length of 1D is about 47 mm
- the rotational speeds of the first and second screws 3a and 3b are about 150 to 300 rpm.
- FIG. 8 is a diagram corresponding to FIG. 2 of the extruder according to the second embodiment.
- the extruder according to Embodiment 2 of the present invention is obtained by changing the configuration of a pair of screws 3 (see FIG. 2) inserted into the cylinder 1 of the extruder 100 according to Embodiment 1 (see FIG. 1).
- the other points are the same as those of the extruder 100 according to the first embodiment.
- the pair of screws 203 used in the extruder according to the second embodiment includes a first screw 203a and a second screw 203b, and the first and second screws 203a and 203b are basically the same. It has the same configuration.
- FIG. 9 is a view corresponding to FIG. 2 of the extruder according to the third embodiment.
- the extruder according to Embodiment 3 of the present invention is obtained by changing the configuration of a pair of screws 3 (see FIG. 2) inserted into the cylinder 1 of the extruder 100 according to Embodiment 1 (see FIG. 1).
- the other points are the same as those of the extruder 100 according to the first embodiment.
- the pair of screws 303 used in the extruder according to the third embodiment includes a first screw 303a and a second screw 303b, and the first and second screws 303a and 303b are basically the same. It has the same configuration.
- the area corresponding to the cylinders C2 to C4 is a “pulp dispersion area” in which pulp, PVA, and water are stirred and mixed to form a pulp dispersion.
- a portion corresponding to the cylinders C2 to C6 is set as a “pulp dispersion region”. That is, in the third embodiment, the length of the “pulp dispersion region” is extended as compared with the first embodiment in order to obtain a pulp dispersion that is more uniformly stirred and mixed.
- the “pulp dispersion region” has two “KDD 90” s extending over the length 2D from the proximal end side toward the distal end side, and three “KD90s” extending over the length 2D, One “KD90” is provided over a length of 1 / 2D.
- a kneading screw having a total length of 10.5D is provided in the “pulp dispersion region” extended by two cylinders from Embodiment 1, and the pulp dispersion is In manufacturing, consideration is given to more uniform and reliable stirring and mixing.
- the cylinders C5 and C6 corresponding to the end of the “pulp dispersion region” have a cylinder temperature of about 40 ° C. and about 40 ° C. in preparation for the PVA being heated and dissolved in the “PVA dissolution (heating) region” corresponding to the next step.
- the temperature is controlled to 80 ° C., respectively.
- the cylinder C4 corresponding to the end of the “pulp dispersion region” has a cylinder temperature (about 134 ° C.) close to the cylinder temperature (about 134 ° C.) of the “PVA dissolution (heating) region” in which PVA is heated and dissolved.
- the temperature is controlled so that the temperature rises to 118 ° C.
- the third embodiment has a larger temperature difference between the “pulp dispersion region” and the “PVA dissolution (heating) region” than the first embodiment, and is more “pulp dispersion than the first embodiment from the viewpoint of temperature control of the cylinder. It can be said that the boundary between the “region” and the “PVA dissolution (heating) region” is clarified.
- the “pulp dispersion region” is extended by two cylinders, so that the “PVA dissolution (heating) region” for heating and dissolving PVA is shortened by two cylinders. That is, in Embodiment 1 described above, the temperature of the cylinders C5 to C7 is controlled to about 133 to 134 ° C., and the cylinder C8 is heated to about 109 ° C. in preparation for the “preceding raw material and water mixing (cooling) region” as the next step. Although controlled, in this embodiment, only the two cylinders C7 and C8 are in the PVA melting (heating) region, and the temperature is controlled to about 134 ° C., respectively.
- three cylinders are provided with a temperature controlled to about 133 to 134 ° C. in order to dissolve PVA, and gradually, in preparation for the “preceding raw material and water mixing (cooling) region”.
- a section for lowering the temperature is provided for one cylinder.
- the section for temperature control to a high temperature of about 133 to 134 ° C. is shortened by one cylinder, and the section for gradually lowering the temperature is eliminated. ing.
- the temperature difference between the “PVA melting (heating) region” and the “preceding raw material and water mixing (cooling) region” is larger than that in the first embodiment, and this embodiment is viewed from the viewpoint of cylinder temperature control. It can be said that the boundary between the “PVA dissolution (heating) region” and the “preceding raw material and water mixing (cooling) region” is clarified as compared with the first embodiment.
- the pulp dispersion cooled through the “preceding raw material and water mixing (cooling) region” is mixed with the starch in the “second feeding region” to form a starch kneaded body, and further heated in the “pregelatinized region” to be pregelatinized starch.
- the “second feeding region” and the “ ⁇ -ized region” are the same as those in the first embodiment.
- other various conditions relating to the manufacturing are basically the same as those in the first embodiment except for the matters described above.
- FIG. 10 is a view corresponding to FIG. 2 of the extruder according to the fourth embodiment.
- the extruder according to the fourth embodiment of the present invention is obtained by changing the configuration of a pair of screws 3 (see FIG. 2) inserted into the cylinder 1 of the extruder 100 (see FIG. 1) according to the first embodiment.
- the other points are the same as those of the extruder 100 according to the first embodiment.
- the pair of screws 403 used in the extruder according to the fourth embodiment includes a first screw 403a and a second screw 403b, and the first and second screws 403a and 403b are basically the same. It has the same configuration.
- the first and second screws 403a and 403b have substantially the same configuration as the first and second screws 303a and 303b of the extruder according to the third embodiment.
- KD90 having a length of 2D is used as the kneading screws located at the third and fourth positions from the proximal ends of the first and second screws 303a and 303b.
- the above “KD90” is replaced with “TKD90” capable of more uniform stirring and mixing.
- Others are the same as those of the above-described third embodiment, including various conditions relating to manufacturing.
- the cylinder positions shown in the tables of FIGS. 2 and 8 to 10 are for reference purposes, and the actual cylinder length is The length is slightly different from the length divided in the tables of the above figures.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Molding Of Porous Articles (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Glanulating (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Accessories For Mixers (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009122081 | 2009-05-20 | ||
| JP2009-122081 | 2009-05-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010134208A1 true WO2010134208A1 (ja) | 2010-11-25 |
Family
ID=43125903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/059696 WO2010134208A1 (ja) | 2009-05-20 | 2009-05-27 | エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4846861B2 (es) |
| WO (1) | WO2010134208A1 (es) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014181036A1 (en) * | 2013-05-08 | 2014-11-13 | Elastopoli Oy | Method and apparatus for the manufacturing of composite material |
| WO2016068049A1 (ja) * | 2014-10-27 | 2016-05-06 | 東芝機械株式会社 | 押出機および混練装置 |
| WO2020156970A1 (de) * | 2019-01-30 | 2020-08-06 | Basf Se | Verfahren zur herstellung von stärkeblends |
| WO2023105172A1 (fr) * | 2021-12-09 | 2023-06-15 | Universite Jean Monnet Saint Etienne | Procédé d'extrusion de granulés de bois, extrudeuse bi-vis corotative pour l'extrusion de granulés de bois, et granulés de bois correspondants |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130154151A1 (en) * | 2011-12-20 | 2013-06-20 | Kimberly-Clark Worldwide, Inc. | Method for Forming a Thermoplastic Composition that Contains a Renewable Biopolymer |
| US20130206035A1 (en) * | 2012-02-14 | 2013-08-15 | Weyerhaeuser Nr Company | Composite Polymer |
| CN102650078B (zh) * | 2012-03-22 | 2014-12-03 | 上海罗洋新材料科技有限公司 | 一种水汽密封型双螺杆挤出机 |
| KR102089436B1 (ko) * | 2017-06-07 | 2020-03-16 | (주)현우기공 | 압출기용 이물질 감지장치 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06271696A (ja) * | 1993-03-19 | 1994-09-27 | Nippon Synthetic Chem Ind Co Ltd:The | 生分解性樹脂発泡体の製造方法 |
| JPH08246398A (ja) * | 1995-03-08 | 1996-09-24 | Nippon Paper Ind Co Ltd | 植物繊維質成分を含む原料からなる成形体の製造方法、及び生分解性成形体 |
| JPH0939062A (ja) * | 1995-08-03 | 1997-02-10 | Kowa Kogyo:Kk | 緩衝材の製造方法及びその製造装置 |
| JP2002210732A (ja) * | 2000-11-17 | 2002-07-30 | Mitsui Chemicals Inc | オレフィン系熱可塑性エラストマー組成物の製造方法 |
| JP2003073484A (ja) * | 2001-09-03 | 2003-03-12 | Asahi Kasei Corp | 難燃性ポリカーボネート樹脂組成物の製造方法 |
| JP2005035134A (ja) * | 2003-07-18 | 2005-02-10 | Toray Ind Inc | 樹脂組成物の製造方法 |
| JP2005199531A (ja) * | 2004-01-14 | 2005-07-28 | Kankyo Keiei Sogo Kenkyusho:Kk | ペレット及びその製造方法並びにその成形品 |
-
2009
- 2009-05-27 WO PCT/JP2009/059696 patent/WO2010134208A1/ja active Application Filing
-
2010
- 2010-04-01 JP JP2010085129A patent/JP4846861B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06271696A (ja) * | 1993-03-19 | 1994-09-27 | Nippon Synthetic Chem Ind Co Ltd:The | 生分解性樹脂発泡体の製造方法 |
| JPH08246398A (ja) * | 1995-03-08 | 1996-09-24 | Nippon Paper Ind Co Ltd | 植物繊維質成分を含む原料からなる成形体の製造方法、及び生分解性成形体 |
| JPH0939062A (ja) * | 1995-08-03 | 1997-02-10 | Kowa Kogyo:Kk | 緩衝材の製造方法及びその製造装置 |
| JP2002210732A (ja) * | 2000-11-17 | 2002-07-30 | Mitsui Chemicals Inc | オレフィン系熱可塑性エラストマー組成物の製造方法 |
| JP2003073484A (ja) * | 2001-09-03 | 2003-03-12 | Asahi Kasei Corp | 難燃性ポリカーボネート樹脂組成物の製造方法 |
| JP2005035134A (ja) * | 2003-07-18 | 2005-02-10 | Toray Ind Inc | 樹脂組成物の製造方法 |
| JP2005199531A (ja) * | 2004-01-14 | 2005-07-28 | Kankyo Keiei Sogo Kenkyusho:Kk | ペレット及びその製造方法並びにその成形品 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014181036A1 (en) * | 2013-05-08 | 2014-11-13 | Elastopoli Oy | Method and apparatus for the manufacturing of composite material |
| CN105263683A (zh) * | 2013-05-08 | 2016-01-20 | 伊莱斯托波利公司 | 用于制备复合材料的方法和装置 |
| WO2016068049A1 (ja) * | 2014-10-27 | 2016-05-06 | 東芝機械株式会社 | 押出機および混練装置 |
| JP2016083869A (ja) * | 2014-10-27 | 2016-05-19 | 東芝機械株式会社 | 押出機および混練装置 |
| US11400632B2 (en) | 2014-10-27 | 2022-08-02 | Toshiba Kikai Kabushiki Kaisha | Extruder screw with conveying portions and barrier portions and extrusion methods using the extruder screw and a plurality of barrel blocks |
| WO2020156970A1 (de) * | 2019-01-30 | 2020-08-06 | Basf Se | Verfahren zur herstellung von stärkeblends |
| WO2023105172A1 (fr) * | 2021-12-09 | 2023-06-15 | Universite Jean Monnet Saint Etienne | Procédé d'extrusion de granulés de bois, extrudeuse bi-vis corotative pour l'extrusion de granulés de bois, et granulés de bois correspondants |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011000881A (ja) | 2011-01-06 |
| JP4846861B2 (ja) | 2011-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4846861B2 (ja) | エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法 | |
| RU2457223C2 (ru) | Способ получения наночастиц из биополимера | |
| JP3600641B2 (ja) | すぐれた耐破損性を有する押出成形し好性ドッグフード製品 | |
| JP4763869B2 (ja) | 食用デンプンの成形方法 | |
| CN101454071B (zh) | 具有独立传动的高速混合器轴的改进的预处理机 | |
| CN100575029C (zh) | 混合有高浓度的纤维状填充剂的树脂组合物的制备方法及树脂组合物颗粒 | |
| JPH09165401A (ja) | 温水または冷水分散性及び温時または冷時膨潤粘度を有する澱粉生成物 | |
| WO2015098428A1 (ja) | 透明樹脂組成物の製造方法 | |
| AU2009322284A1 (en) | Process for producing biopolymer nanoparticle biolatex compositions having enhanced performance and compositions based thereon | |
| JP3816282B2 (ja) | 二軸連続混練機によるコンパウンド製造方法 | |
| CN105916576B (zh) | 用于制造聚合物的装置 | |
| Mościcki et al. | Extrusion‐cooking and related technique | |
| JPH05506621A (ja) | Pvc粉末および添加剤の熱混合物の助けによりプラスチック製品を製造する方法および装置ならびにこの方法に使用するために好適なホットミキサ | |
| CN102630805A (zh) | 拉丝蛋白的制造方法 | |
| JP4746288B2 (ja) | 澱粉配合樹脂組成物の製造方法 | |
| JP2011184520A (ja) | セルロース系樹脂組成物の製造方法 | |
| JP2002355879A (ja) | コニカル形二軸押出機用スクリュおよびそれを用いた押出成形方法 | |
| TWI790055B (zh) | 塑膠粒原料之製造方法及其塑膠品 | |
| CN111016132A (zh) | 制备调温功能母粒的双螺杆挤压机 | |
| JP2558494B2 (ja) | 膨化食品の製造方法 | |
| JPS6249031B2 (es) | ||
| KR200217976Y1 (ko) | 식품 및 사료 제조장치 | |
| AU2013201235B2 (en) | Process for producing biopolymer nanoparticles | |
| JPS63254972A (ja) | 食品加工用二軸押出機 | |
| TWM624941U (zh) | 造粒機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09844939 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09844939 Country of ref document: EP Kind code of ref document: A1 |