WO2009007253A1 - Durch ein redoxinitiatorsystem härtendes zwei- oder mehrkomponenten-system mit steuerbarer topfzeit sowie dessen verwendung - Google Patents
Durch ein redoxinitiatorsystem härtendes zwei- oder mehrkomponenten-system mit steuerbarer topfzeit sowie dessen verwendung Download PDFInfo
- Publication number
- WO2009007253A1 WO2009007253A1 PCT/EP2008/058222 EP2008058222W WO2009007253A1 WO 2009007253 A1 WO2009007253 A1 WO 2009007253A1 EP 2008058222 W EP2008058222 W EP 2008058222W WO 2009007253 A1 WO2009007253 A1 WO 2009007253A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- polymer
- weight
- activator
- monomers
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F257/00—Macromolecular compounds obtained by polymerising monomers on to polymers of aromatic monomers as defined in group C08F12/00
- C08F257/02—Macromolecular compounds obtained by polymerising monomers on to polymers of aromatic monomers as defined in group C08F12/00 on to polymers of styrene or alkyl-substituted styrenes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F263/00—Macromolecular compounds obtained by polymerising monomers on to polymers of esters of unsaturated alcohols with saturated acids as defined in group C08F18/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F263/00—Macromolecular compounds obtained by polymerising monomers on to polymers of esters of unsaturated alcohols with saturated acids as defined in group C08F18/00
- C08F263/02—Macromolecular compounds obtained by polymerising monomers on to polymers of esters of unsaturated alcohols with saturated acids as defined in group C08F18/00 on to polymers of vinyl esters with monocarboxylic acids
- C08F263/04—Macromolecular compounds obtained by polymerising monomers on to polymers of esters of unsaturated alcohols with saturated acids as defined in group C08F18/00 on to polymers of vinyl esters with monocarboxylic acids on to polymers of vinyl acetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F265/00—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00
- C08F265/04—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00 on to polymers of esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F265/00—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00
- C08F265/04—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00 on to polymers of esters
- C08F265/06—Polymerisation of acrylate or methacrylate esters on to polymers thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F285/00—Macromolecular compounds obtained by polymerising monomers on to preformed graft polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F291/00—Macromolecular compounds obtained by polymerising monomers on to macromolecular compounds according to more than one of the groups C08F251/00 - C08F289/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/40—Redox systems
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/003—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D151/00—Coating compositions based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Coating compositions based on derivatives of such polymers
- C09D151/003—Coating compositions based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Coating compositions based on derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/003—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to macromolecular compounds obtained by reactions only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2666/00—Composition of polymers characterized by a further compound in the blend, being organic macromolecular compounds, natural resins, waxes or and bituminous materials, non-macromolecular organic substances, inorganic substances or characterized by their function in the composition
- C08L2666/02—Organic macromolecular compounds, natural resins, waxes or and bituminous materials
Definitions
- the invention describes a curing by a redox initiator system two or more component system with controllable pot life and its application.
- the invention relates to two- or multi-component systems in which the activator component of the
- Redox initiator system can be stored together with the peroxide component.
- all other constituents are stored together until they are used, with the exception of at least one constituent of the monomer component, and are stable in this case.
- the polymerization is triggered only by addition of a Monomer horrteils.
- the invention also relates to the various applications of the two- or multi-component systems.
- Redox initiation curing two-component systems based on radically polymerizable monomers have long been known.
- the procedure is such that the missing redox system components or all redox system components are added to a liquid monomer or monomer mixture which may contain a redox component prior to use.
- systems which additionally contain a polymer dissolved in the monomer or monomer mixture.
- liquid monomer, a Perlpolymehsat and a redox initiator system are mixed before use to a highly viscous mass.
- Exemplary of a variety of publications on the subject are DE 43 15 788, DE OS 1 544 924 and DE 27 10 548 called. All these systems have the disadvantage that, after the components have been mixed together, the time available for processing (pot life) is limited or that energy must be introduced during the application, for example in the form of grinding and friction forces. Although the pot life can be prolonged by reducing the redox component concentration, there are limits to this, since hardening is impaired as the redox component concentration decreases.
- a further disadvantage of the formulations of the prior art is that the maximum concentrations in the workplace (MAK values) of readily volatile monomers, such as, for example, methyl methacrylate, can be exceeded.
- MAK values readily volatile monomers
- This application disadvantage can be counteracted only to a limited extent by the use of less volatile monomers, since the bead polymers which are frequently used, for example, are not swelled up with sufficient speed by less volatile monomers.
- the oxygen inhibition of the polymerization is more pronounced when using the less volatile monomers than when using methyl methacrylate.
- DE 100 51 762 provides monomeric polymer systems based on aqueous dispersions which, in addition to good mechanical properties, offer the advantage of emitting no or only very few monomers and, moreover, being easy to handle and having a high storage stability.
- mixtures of aqueous dispersions are used whose particles have been swollen with an ethylenically unsaturated monomer, each containing one of the redox components.
- These swollen aqueous systems are virtually unlimited shelf life and cure only after evaporation of the water and the subsequent film formation.
- the disadvantage of these systems is that the hardening due to the required evaporation of the water, especially in thicker layers, takes a long time and larger amounts of water interfere with a number of applications such as reactive adhesives.
- WO 99/15592 describes reactive plastisols which, after thermal gelation and curing, lead to films with good mechanical properties.
- These plastisols consist of a known base polymer, preferably in the form of a spray-dried emulsion polymer, a reactive monomer content consisting of at least one monofunctional (meth) acrylate monomer, a plasticizer and optionally further crosslinking monomers, fillers, pigments and excipients.
- Base polymer may have a core / shell structure and contain from 0-20% of polar comonomers.
- the plastisols are stable in storage for weeks and must be heated to high temperatures (eg 130 ° C.) for filming.
- DE 103 39 329 A1 describes a two-component system with controllable pot life curing by a redox initiator system, consisting of an emulsion polymer or more emulsion polymers and an ethylenically unsaturated monomer or a monomer mixture of ethylenically unsaturated monomers, where both the emulsion polymer and the monomer or the monomer mixture may contain one of the components of a redox initiator system.
- the control of the pot life is achieved by absorption of at least one component of the redox initiator system on the polymer.
- the low molecular weight initiator component is physically encapsulated in polymer particles which are prepared by emulsion polymerization.
- the encapsulated polymer together with monomer in the application of the two-component system swells the polymer, the former encapsulated and / or absorbed initiator component is released and can exert their effect.
- this "encapsulation" of a component of the initiator system in the polymer already allows a very favorable and variable control of the pot life, such a regulation is still in some ways in need of improvement. On the one hand, this is the security of the application.
- the concentration of the component encapsulated in the polymer may decrease, for example due to migration. As a consequence, the reactivity of the system may deviate from the desired values.
- the components of the redox initiator system essentially the activator component and the peroxidic component, are essential for the rate of cure of the overall system.
- the two specified special constituents have to be stored separately from one another until they are cured, there is always the risk that an incorrectly too slow or too rapid hardening reaction will occur due to incorrect metering of one of the two components.
- a further object to be achieved according to the invention is to minimize odor nuisance and to keep the concentration of monomer in the air below the limit values applicable to the respective monomer during use.
- Another task was to allow a wide variation range of activator concentration.
- pot life should be made independent of the storage life of the two- or multi-component system. So pot lives are often adjusted by a certain concentration of inhibitors. After prolonged storage under unfavorable conditions, the inhibitors may be partially consumed, so that the pot life is shorter than desired.
- the object of the invention was also to reduce the number of components of the multicomponent system as much as possible, if possible to avoid three or more multicomponent systems and, if possible, to use two-component systems.
- R1 is hydrogen or methyl
- X is a linear or branched alkanediyl group having 1 to 18
- Carbon atoms which may be substituted one or more times with hydroxyl groups and / or with C1 - C4 alkoxy groups;
- R 2 is hydrogen or a linear or branched alkyl radical having 1 to 12 carbon atoms, which is optionally substituted one or more times by hydroxyl groups or C 1 -C 4 -alkoxy groups, where the hydroxyl groups may be partially esterified with (meth) acrylic acid;
- R 3 , R 4 , R 5 , R 6 and R 7 are independently hydrogen or a linear or branched alkyl or alkoxy group having 1 to 8 carbon atoms, which may be monosubstituted or polysubstituted by hydroxyl groups; and where appropriate, two of the radicals R 3 to R 7 are joined together to form a five- to seven-membered ring and optionally form a fused aromatic ring system with the phenyl radical;
- the activator e) is incorporated into the emulsion polymer via covalent bonds; wherein the polymer A) is obtainable by polymerizing the constituents a) to e) in a first stage as a core in the manner of a core-shell polymerization and subsequently in at least one further stage as shell a mixture of the constituents a) to d); and wherein the components a) to e) together give 100% by weight of the polymerisable constituents of the mixture A);
- the system is characterized in that the component A) and the component C) are stored together and at least one component of the component B) is stored separately from the components A) and C), wherein the separately stored component of the component B) so is chosen so that the swelling capacity of this component of component B) for the polymer A) is so high that the polymer-fixed activator e) of the polymer A) with the component C) can be implemented.
- the components A) and C) are present together in mixture.
- the activator component e) and the peroxide C) form the redox initiator system which regularly initiates the curing.
- the storage stability is achieved by the encapsulation of the activator component in the core of the core-shell emulsion polymer, so that only a reaction possibility with the activator component is given for the peroxide component when the emulsion polymer has been swollen by monomers with sufficiently high swelling capacity.
- An important advantage of the invention is, inter alia, that one usually manages with a two-component system. If one does not store peroxide and encapsulated activator component, then one can possibly be forced to resort to a three-component system. However, this is less convenient than a two-component system. A common storage of peroxide and monomer would also not be a preferred alternative, since this would result in a poor storage stability.
- the components A), C), D), E) and F) are preferably present as a storable mixture, while the components B) are added to this mixture before use.
- component A), B), C), D), E) and F may also be preferred to combine the components A), B), C), D), E) and F), with the exception of only one component of component B), which has a sufficiently high swelling power, to produce the emulsion polymer A ) to the extent that the activator component c) bound covalently to the core of the polymer A) is available for the reaction with the peroxide component C).
- component B which has a sufficiently high swelling power
- Two or more component systems according to the invention can be used with great advantage in adhesives, casting resins, floor coatings, compositions for reactive dowels, dental materials or in sealing compounds.
- compositions according to the invention With the compositions according to the invention, a broad range of the concentration of the activator (range of variation) can be realized.
- a particular advantage is that at high activator concentrations in component A, less of A must be added to the two or more component system prior to use.
- the possibility of varying the reactivity is also advantageous. With constant addition amount of component A, the reactivity can be varied by A different levels of the activator.
- Component A is obtainable by polymerization of a mixture
- R 1 is hydrogen or methyl
- X is a linear or branched alkanediyl group having 1 to 18 carbon atoms which may be monosubstituted or polysubstituted by hydroxyl groups and / or by C 1 -C 4 alkoxy groups;
- R 2 is hydrogen or a linear or branched alkyl radical having 1 to 12 carbon atoms, optionally one or more times with
- R 3 , R 4 , R 5 , R 6 and R 7 independently of one another are hydrogen or a linear or branched alkyl or alkoxy group having 1 to 8 carbon atoms which may be mono- or polysubstituted by hydroxyl groups, where the hydroxyl groups are partially substituted by ( Meth) acrylic acid can be esterified; and where appropriate, two of the radicals R 3 to R 7 are joined together to form a five- to seven-membered ring and optionally form a fused aromatic ring system with the phenyl radical;
- the polymer A) is obtainable by polymerizing the constituents a) to e) in a first stage as a core in the manner of a core-shell polymerization and then, in at least one further stage as shell, mixing the constituents a) to d).
- the notation (meth) acrylate herein and throughout the context of the invention includes both methacrylate, such as methacrylate. Methyl methacrylate, ethyl methacrylate, etc., as well as acrylate, e.g. Methyl acrylate, ethyl acrylate, etc., as well as mixtures of both.
- the emulsion polymer component A) is preferably composed essentially of (meth) acrylate monomers and styrene and / or styrene derivatives and / or vinyl esters. Particularly preferred is the structure of at least 80% methacrylate and acrylate monomers, most preferably the structure of exclusively methacrylate and acrylate monomers.
- Examples of monofunctional methacrylate and acrylate having a solubility in water ⁇ 2 wt .-% at 20 0 C (component Aa)) acrylate, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, n-butyl (meth) acrylate, isobutyl (meth) acrylate, tert-butyl (meth) acrylate, hexyl (meth) acrylate, ethylhexyl (meth) acrylate, isodecyl methacrylate, lauryl methacrylate, cyclohexyl (meth) acrylate,
- Tetrahydrofurfuryl (meth) acrylate isobornyl (meth) acrylate, benzyl (meth) acrylate, phenyl (meth) acrylate, phenylethyl (meth) acrylate, 3,3,5-trimethylcyclohexyl (meth) acrylate.
- Methods for determining the water solubility of organic compounds are familiar to the person skilled in the art.
- styrene derivatives is meant, for example, methylstyrene, chlorostyrene or p-methylstyrene.
- vinyl esters are vinyl acetate and longer chain derivatives such as vinyl versatate.
- Methacrylate monomers in particular methyl methacrylate, are preferably incorporated in order to achieve a higher glass transition temperature, methacrylates having a C number> 4 in the side chain and acrylates in order to lower the glass transition temperature.
- the monomers are combined so that a glass transition temperature above 60 0 C results, preferably above 80 0 C and in particular above 100 ° C, when the emulsion polymer A) is to be isolated by drying.
- the glass transition temperatures are measured in accordance with EN ISO 11357. If the emulsion polymer A) is to be added to the two-component or multicomponent system as an aqueous dispersion, the glass transition temperature may be lower.
- a sufficiently high swelling resistance is usually a glass transition temperature above room temperature advantageous. It is preferably above 30 ° C., more preferably above 40 ° C., in particular above 60 ° C. Thus, it is not excluded that in certain cases, glass transition temperatures below room temperature may be advantageous. This may for example be the case when the dissolving power of the monomers used for component B) is low, so that the swelling takes too long.
- the glass transition temperatures of the copolymers can be calculated in a first approximation according to the following formula from Fox:
- Tg the glass transition temperature of the copolymer (in K)
- T gA , T gB , T gC , etc. the glass transition temperatures of the homopolymers of the monomers A, B, C, etc. (in K).
- w A , W B , W C USW. represent the mass fractions of the monomers A, B, C, etc. in the polymer.
- particularly preferred polymers are characterized in that a) consists of one or more methacrylate monomers and / or acrylate monomers. Especially useful is a) methyl methacrylate.
- component A b) examples are maleic anhydride, itaconic anhydride and esters of itaconic and maleic acid.
- Their proportion of the emulsion polymer can be up to 70 wt .-%, preferably from 0-30% by weight, especially 0-10% by weight. Most preferably, component A b) is omitted.
- crosslinker component A c
- the content of polyunsaturated monomers is preferably limited to 20% by weight, based on component A), more preferably less than 10% by weight, more preferably less than 2% by weight, especially less than 0.5 Wt .-% or it is completely dispensed polyunsaturated monomers.
- Suitable polyunsaturated monomers which can be used successfully in the context of the invention include, among others, ethylene glycol di (meth) acrylate and diethylene glycol di (meth) acrylate, polyethylene glycol di (meth) acrylate and their higher homologs, 1,3- and 1,4-butanediol di ( meth) acrylate, 1,6-hexanediol di (meth) acrylate, trimethylolpropane di (meth) acrylate or (meth) acrylates of ethoxylated trimethylolpropane, triallyl cyanurate and / or allyl (meth) acrylate.
- the swelling resistance can also be controlled by the incorporation of polar monomers (component A d)), such as methacrylamide or methacrylic acid in the emulsion polymer. This increases with increasing amount of methacrylamide or methacrylic acid.
- polar monomers such as methacrylamide or methacrylic acid
- Examples of other polar monomers are acrylic acid, acrylamide, acrylonitrile, methacrylonitrile, itaconic acid, maleic acid or N-Methacryloyloxyethylethylenharnstoff and N-Methacryloylamidoethylethylenharnstoff.
- N-methylolacrylamide or N-methylolmethacrylamide and their ethers are conceivable, provided that their proportion is limited so that despite crosslinking of the dispersion particles their Swelling is sufficiently possible and the initiation of the polymerization is not affected.
- the proportion of N-methylolacrylamide or methacrylamide should preferably not exceed 10% by weight, based on component A).
- Further polar monomers are hydroxyethyl (meth) acrylate, hydroxypropyl (meth) acrylate, homologues of alkoxy-polyethylene glycol methacrylate, of alkoxypolypropylene glycol methacrylate, of methacryloyloxypolyethylene and polypropylene glycol and of vinyl oxypolyethylene and polypropylene glycol. All of the monomers mentioned may also be present as a mixed form of ethylene and propylene glycol repeating units.
- the degree of polymerization may be 2 to 150, preferably 2 to 25.
- Alkoxy is primarily methyl, ethyl and butyl radicals. Longer alkyl chains, e.g. C18, are also possible, but not preferred. Particularly preferred is a methyl radical.
- the proportion of polar monomers depends primarily on the desired pot life of the formulation, but it is also linked to the glass transition temperature of the polymer. The lower the glass transition temperature, the higher the required proportion of polar monomers in order to achieve a specific swelling resistance. Furthermore, the proportion of polar monomers to vote on the dissolving power of the monomers used in the formulation B.
- the proportion of polar monomers in the range of 0 and 20 wt .-%, preferably from 1 to 10 wt .-%, particularly preferably from 2 to 5 wt .-%, in particular from 3 to 5 wt .-% , based on component A). If short pot lives are desired, for example a few minutes, or if the solubility of the monomers in component B) is low, it may be advantageous to to limit the content to below 2% or to completely abstain from polar monomers.
- Methacrylamide and acrylamide as well as methacrylic acid and acrylic acid are particularly effective and are therefore preferred when long pot lives are desired. Particularly preferred is a combination of methacrylamide or acrylamide with methacrylic acid or acrylic acid in the weight ratios of 3 to 1 to 1 to 3.
- the component Ae) to be used successfully in the context of the invention obeys the general formula I described above.
- linear or branched alkyl radical having 1 to 8 carbon atoms is meant for the invention radicals such. Methyl, ethyl, propyl, 1-methylethyl, 2-methylpropyl, 1, 1-dimethylethyl, pentyl, 2-methylbutyl, 1, 1-dimethylpropyl, hexyl, heptyl, octyl , or the 1,1,3,3-tetramethylbutyl radical.
- linear or branched alkyl radical having 1 to 12 carbon atoms for the invention means radicals having 1 to 8 carbon atoms as described above and, for example, the nonyl, isononyl, decyl, undecyl or the dodecyl radical.
- C 1 -C 4 -alkoxy groups for the invention are understood to mean alkoxy groups in which the hydrocarbon radical is a branched or unbranched hydrocarbon radical having 1 to 4 carbon atoms, such as. As the methyl, ethyl, propyl, 1-methylethyl, 2-methylpropyl or 1, 1-dimethylethyl.
- linear or branched alkoxy group having 1 to 8 carbon atoms for the invention is understood to mean alkoxy groups in which the hydrocarbon radical is a branched or unbranched hydrocarbon radical having 1 to 8 carbon atoms, such as. Methyl, ethyl, propyl, 1-methylethyl, 2-methylpropyl, 1, 1-dimethylethyl, pentyl, 2-methylbutyl, 1, 1-dimethylpropyl, hexyl, heptyl, octyl , or the 1,1,3,3-tetramethylbutyl radical.
- Activator components Ae) in general around (meth) acryloyl-functionalized amine derivatives.
- the activator or accelerator components are based on modified amines, such as 2-N- (ethylanilino) ethanol or 2-N- (ethylanilino) propanol, and these amines are converted to polymerizable accelerator / activator components, preferably by introduction of (meth) acrylate.
- modified amines such as 2-N- (ethylanilino) ethanol or 2-N- (ethylanilino) propanol
- these amines are converted to polymerizable accelerator / activator components, preferably by introduction of (meth) acrylate.
- m-toluidine and Xylidindehvate or other derivatives can be used as a starting point to obtain the activator or accelerator component.
- Preferred activator / accelerator components Ae) include the following compound classes: N - ((meth) acryloyl (poly) oxyalkyl) -N-alkyl- (o, m, p) - (mono, di, tri, tetra, penta ) alkylaniline, N- ((meth) acryloyl (poly) oxyalkyl) -N- (arylalkyl) - (o, m, p) - (mono, di, tri, tetra, penta) alkylaniline, N - ((meth) acryloyl (poly) oxyalkyl) -N-alkyl- (o, m, p) - (mono, di, tri, tetra, penta, etc.) alkylnaphthylamine, N- ((meth) acrylamidoalkyl) -N-alkyl- (o,
- Examples of other amines are N, N-dimethylaminoethyl (meth) acrylate, diethylaminoethyl (meth) acrylate, 3-dimethylamino-2,2-dimethylpropyl (meth) acrylate, tert-butylaminoethyl (meth) acrylate, N-vinylimidazole and dimethylaminopropyl (meth ) acrylamide.
- Particularly suitable emulsion polymers for the purposes of the invention are methacryloyl-functionalized substances, ie those compounds of the formula (I) in which R 1 is methyl.
- the polymers are characterized in that in the formula (I) X is an ethanediyl, ie an ethylene group -CH 2 -CH 2 -.
- the emulsion polymer is characterized in that X in the formula (I) is a hydroxyl-substituted propanediyl group, namely a 2-hydroxypropylene group -CH 2 -CH (OH) -CH 2 -.
- radical R 2 in the formula (I) is selected from the group consisting of methyl, ethyl and 2-hydroxyethyl.
- e1) contains only one (meth) acryloyl group.
- a content of such crosslinking structures is not critical, as long as he the Usability of the emulsion polymers A) in the two- or multi-component systems is not impaired, for example by insufficient swellability of the emulsion polymethylate in component B) due to a too high degree of crosslinking.
- the person skilled in the art can easily determine whether the monomer is suitable by, for example, checking whether an emulsion polymer A) prepared therewith in the two-component or multicomponent system contains
- Polymerization triggers in the desired time interval and whether the polymerization is fast and complete and the polymer has the desired properties.
- those polymers are useful, which are characterized in that in the formula (I) two of the radicals R 3 to R 7 are methyl while the remaining three radicals are hydrogen.
- the proportion of the polymerizable activator A e) in component A) can be between 0.1 and 95% by weight. Preferably, it is chosen as high as possible, for example between 5 and 60 wt .-%, particularly preferably 10 to 60 wt .-%, in particular 20 to 50 wt .-%.
- the upper limit is determined by the behavior of the selected activator in the emulsion polymerization. The skilled person will make sure that not too large amounts of unacceptable amounts of coagulum are formed, or too high residual monomer contents remain. It may also be that the specific activity of the activator decreases with increasing installation quantity. Since the polymerizable activator is a rather expensive monomer component is The skilled person will strive to find a compromise between the highest possible installation size and cost-effectiveness.
- the emulsion polymer A) is constructed for the purposes of the invention as a core-shell polymer
- Core-shell polymer here stands for a polymer which has been prepared by a two-stage or multistage emulsion polymerization, without the core-shell structure being shown, for example, by electron microscopy. If the polymerizable activator is incorporated only in the core, that is to say in the first stage, then such a structure contributes to the fact that the activator is not accessible to the peroxide until swelling and thus premature polymerization is prevented.
- a particular embodiment of the invention relates to the fact that the polar monomers are confined to the shell, core and shell, apart from the polymehsierbaren activator in the core, but otherwise the same structure.
- the core and the shell may differ significantly in the monomer composition, which has an effect, for example, on the particular glass transition temperature.
- the glass transition temperature of the shell is above the core, preferably above 60 0 C, more preferably above 80 0 C, in particular above 100 0 C.
- the polar monomers on the Shell be limited. Especially by the core-shell structure particularly advantageous properties are achieved. Among others, this includes the better protection of the activator against premature contact with the peroxide by a shell or a plurality of shells.
- the activator monomer is preferably incorporated into the core. It may also be necessary to make the cured polymers more flexible. In such cases, the core is set at a relatively low glass transition temperature. The shell with a higher glass transition temperature then has the task of ensuring the desired swelling resistance and possibly the insulation as a solid.
- the weight ratio of core to shell depends on how well the activator is to be protected or what effects are expected from this setup. In principle, it may be between 99 and 99: 1, ie it is generally not critical as long as the purpose of the emulsion polymer A) to activate the polymerization of the two-component or multicomponent system in the desired manner is not impaired.
- the shell content will usually be limited to the extent necessary to allow a high Aktivatoranteil in the emulsion polymer.
- the core-shell ratio is tuned to the desired effects.
- Most of the skilled person will adjust the shell content between 10 and 50 wt .-%, preferably between 20 and 40 wt .-%, in particular between 25 and 35 wt .-%.
- the invention also relates to a process for the preparation of an emulsion polymer according to the invention, in which the components a) to e) of component A) are polymerized in aqueous emulsion.
- the emulsion polymerization is carried out in a manner generally known to those skilled in the art.
- the performance of an emulsion polymerization is described by way of example in EP 0376096 B1.
- an initiator is selected which forms no redox system with the polymerizable activator A e).
- azo initiators such as the Na salt of 4,4'-azobis (4-cyanovaleric acid) are suitable.
- the solid of component A) can be recovered from the dispersion by known methods. These include spray drying, Frozen coagulation with suction and drying and pressing by means of an extruder.
- the polymer is preferably obtained by spray drying.
- component A) is not isolated. Since some amount of water generally does not interfere with the intended applications, component A) may also be added to the system as an aqueous dispersion.
- the molecular weight of component A influences the swelling resistance to a certain extent.
- High weight average molecular weights M w tend to increase the swelling resistance, while lower weight average molecular weights M w have a lowering effect.
- the desired pot life is decisive, inter alia, whether the expert selects a high molecular weight or a rather low.
- the person skilled in the art will generally have the molecular weight between 10,000 g / mol and 5,000,000 g / mol, preferably between 50,000 g / mol and 1,000,000 g / mol, and very particularly preferably between 100,000 g / mol and 500,000 g / mol.
- the molecular weight is determined by gel permeation chromatography. The measurement takes place in THF, PMMA is used as calibration standard.
- the swelling resistance can also be adjusted by the choice of particle size. The larger the particle diameter, the lower the swelling rate.
- the primary particle size of component A) is generally between 50 nm and 2 micrometers, preferably between 100 nm and 600 nm and most preferably between 150 nm and 400 nm. The particle size is measured using a Mastersizer 2000 Version 4.00.
- the constituents a) to e) for the core and the constituents a) to d) for the shell are selected so that the glass transition temperature T GS in the resulting polymer is at least one Shell is greater than the glass transition temperature T G ⁇ of the core, wherein the glass transition temperatures T G are determined according to EN ISO 11357.
- Yet another process modification provides that the constituents a) to d) are selected for the shell such that in the resulting polymer the glass transition temperature T G s of at least one shell is greater than 80, preferably greater than 100 ° C., the glass transition temperature T GS according to EN ISO 11357.
- the emulsion polymerization is basically possible as a batch or feed polymerization, feed polymerization is preferred. Likewise, the preparation of A) via a Miniemulsionspolymerisation is possible. The procedures are known to the person skilled in the art.
- the pot life of the formulation of components A), B), C), D), E) and F) can be influenced by the swelling power of the monomers used in component B). While methyl (meth) acrylate has a high swelling power and thus results in relatively short pot lives, more hydrophobic monomers such as 1,4-butanediol di (meth) acrylate and high molecular weight monomers such as ethyltriglycol (meth) acrylate tend to increase the pot life.
- methacrylate and acrylate monomers and styrene and mixtures thereof can be used as monomers.
- Subordinate proportions of other monomers such as vinyl acetate, vinyl versatate, vinyloxypolyethylene glycol, maleic and fumaric acid and their anhydrides or esters are possible as long as the copolymerization is not disturbed, but are not preferred. Criteria for the selection of monomers are their dissolving power, polymerization shrinkage, adhesion to the substrate, vapor pressure, toxicological properties and odor.
- (meth) acrylates are methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, butyl (meth) acrylate, isobutyl (meth) acrylate, hexyl (meth) acrylate, ethylhexyl (meth) acrylate, cyclohexyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, isobornyl (meth) acrylate, benzyl (meth) acrylate, phenyl (meth) acrylate, phenylethyl (meth) acrylate), 3,3,5-thmethylcyclohexyl ( meth) acrylate, hydroxyethyl (meth) acrylate, hydroxypropyl (meth) acrylate, methyl or ethyl trigly
- component B) is one or a plurality of compounds selected from the group consisting of
- (meth) acrylates having a molecular weight above 140 g / mol, particularly preferably above 165 g / mol and in particular above 200 g / mol.
- Methacrylates are preferred over acrylates for toxicological reasons.
- the peroxide C) is the partner of the activator in the redox system. Its proportion is generally between 0.05 and 10 wt .-%, preferably 0.1 to 5% by weight. Usually, a proportion of 0.5 to 5 wt .-% is selected, preferably 0.5 to 3, in particular 0.5 to 2 wt .-%. Decisive for the Peroxidanteil is that in the intended application a complete cure in the desired time and the cured system has the properties tailored to the purpose.
- the peroxide is usually phlegmatized e.g. in plasticizer or water or other medium.
- Particularly preferred for the invention is the peroxidic initiator in the aqueous phase.
- Typical peroxide contents of this peroxide formulation are 20-60% by weight.
- peroxides particularly suitable peroxides are dibenzoyl peroxide and dilauryl peroxide. Even more useful are aqueous phases of these two peroxides, either alone or in admixture with each other or other peroxide compounds not mentioned individually.
- component C consists in absorbing the peroxide in an emulsion polymer (component C).
- component C thus consists of an emulsion polymer containing a peroxide (component C).
- the emulsion polymer of component C may be the same or different structure as component A, but contains no polymerizable activator as a comonomer. Typical peroxide contents in component C are below 20, in particular below 10 wt .-%.
- emulsion polymers A and C are the same or different composition, as long as any incompatibility does not adversely affect.
- oligomers (component D)) unsaturated polyesters, and polyurethane (meth) acrylates based on polyether, polyester, or polycarbonate diols, and mixtures thereof can be used.
- vinyl-terminated prepolymers based on acrylonitrile and butadiene can be used.
- epoxide (meth) acrylates and also star-shaped copolymers as are obtainable, for example, by polymerization of (meth) acrylates in the presence of polyfunctional mercaptans.
- the oligomers are polyunsaturated.
- polymers based on polyacrylates, polyesters, polyethers, polycarbonates or the corresponding copolymers can be both saturated and unsaturated.
- the mixing ratio and the amount used is of the desired
- the polymers or their proportion are usually selected so that the viscosity of the mixture is not adversely affected.
- the molecular weight of the unsaturated oligomers is typically 500 to 20,000, in particular 1,000 to 5,000 g / mol.
- Saturated polymers typically have molecular weights above 20,000, for example 50,000-200,000 g / mol. In all cases, these are weight-averages of the molecular weight.
- the polymerization inhibitor (component E)) is optionally required to ensure sufficient storage stability of the mixture of components B), D), E) and F).
- the effect of the inhibitors is usually that they act as scavengers for the free radicals occurring during the polymerization.
- Suitable inhibitors include, inter alia, optionally substituted phenols, optionally substituted hydroquinones, such as hydroquinone monomethyl ether (HQME), optionally substituted quinones, optionally substituted pyrocatechols, tocopherol, tert-butylmethoxyphenol (BHA), butylhydroxytoluene (BHT),
- HQME hydroquinone monomethyl ether
- BHA tert-butylmethoxyphenol
- BHT butylhydroxytoluene
- Octyl gallate, dodecyl gallate, ascorbic acid optionally substituted aromatic amines, optionally substituted metal complexes of an aromatic amine, optionally substituted thazines, organic sulfides, organic polysulfides, organic dithiocarbamates, organic phosphites and organic phosphonates, phenothiazine and 4-hydroxy-2,2, 6,6-tetramethylpiperidine-1-oxyl.
- substituted hydroquinones and optionally substituted phenols are preferably used. Particularly preferred are hydroquinone, hydroquinone monomethyl ether and 4-methyl-2,6-di-tert-butylphenol.
- 0.2 wt .-% inhibitor are sufficient, usually the proportion is significantly lower, for example at 0.05 wt .-% or below.
- the pot life of the system after admixture of the components A and C is controlled according to the invention via the swelling of the component A.
- Higher levels than 0.2 wt% inhibitor, e.g. 1 wt .-% or higher, which are sometimes used in systems of the prior art to extend the pot life, are therefore usually not necessary, but should not be excluded.
- the formulation may in addition to the components described customary particulate fillers (component F), such as titanium dioxide, carbon black or silica, glass, glass beads, glass powder, cement, quartz sand, quartz, sand, corundum, earthenware, clinker, barite, magnesia, calcium carbonate, marble powder or aluminum hydroxide, mineral or organic pigments and auxiliaries (component F)).
- Adjuvants may be, for example: plasticizers, water, leveling agents, thickeners, defoamers, adhesives or wetting agents.
- no further plasticizer is included.
- the particulate fillers usually have a particle diameter of about 0.001 mm to about 6 mm.
- the invention relates to a two-component or multi-component system. This means that in terms of a "kit of parts" before the actual application of the entire system at least two subsystems are present, which are mixed together for the actual applications of the system.
- the particular advantage of the system according to the invention consists in the fact that the components of the redox initiator system together form a storage-stable mixture. Particularly advantageous is the presence of components A) and C) in a storage-stable aqueous phase. Furthermore, a mixture with components A) and C) may also comprise parts of component B), as well as all other components D), E) and F), provided that it is stored together with components A) and C) Monomer component B) is not able to adequately swell component A). The actual hardening of the
- the application is usually done by mixing all components A) to F) of the system together.
- the polymer A) is within a certain period of time by the monomer or monomers B) swollen.
- the polymer-fixed activator component Ae) is accessible to the peroxide and thus the polymerization reaction started.
- Is hidden polymer particles Surprising is the rapid and strong increase in temperature at a certain point in time, which shows that a long pot life can be set with the method according to the invention, without the subsequent polymerization being impaired.
- the mixing ratio depends on the intended application. This determines the amount of the components used A - F.
- the mixing ratio of the components used is preferably to be chosen so that a complete polymerization of the given system is achieved. In particular, a sufficient amount of a suitable
- Redox initiator system wherein the activator is provided at least predominantly in the form of an emulsion polymer (component A).
- the proportion of polymehsierbaren activator A e) in component A) can be selected within wide limits, there is also a wide margin for the amount of component A).
- the proportion of component A) can be between 0.8 and 69.94 wt .-%, and in turn 0.1 to 95 wt .-% of the polymerizable activator included.
- the amount of activator is adjusted to the proportion of peroxide used.
- the peroxide is the partner of the activator in the redox system. Its proportion is generally between 0.05 and 10 wt .-%, preferably 0.1 to 5 wt .-%.
- a proportion of 0.5 to 5 wt .-% is selected, preferably 0.5 to 3, in particular 0.5 to 2 wt .-%.
- Decisive for the peroxide content and the proportion of component A is that in the intended application, a desired complete polymerization takes place in the desired time and the hardened system provides the performance tailored to the application
- the proportion of an ethylenically unsaturated monomer (component B)) can be between 30 and 99.14% by weight. It is preferably 40-94.89% by weight, in particular 40-80% by weight.
- the proportion of an oligomer or polymer (component D) is 0-60% by weight, preferably 0-40% by weight, in particular 0-30% by weight.
- the mixture may contain between 0 and 800 parts by weight, based on the sum of A - D to 100 parts by weight, of fillers, pigments and other auxiliaries.
- Preferred two or more component systems according to the invention comprise
- component B From 40 to 94.89% by weight of component B), from 0.1 to 5% by weight of component C), 0-30% by weight of component D); 0.01-0.2% by weight of component E) and
- component F 0 to 800 parts by weight of component F
- the sum of the constituents A) + B) + C) + D) + E) being 100% by weight
- the amount of F) being 100 parts by weight of the sum A) + B) + C) + D) + E).
- component F 0 to 800 parts by weight of component F), the sum of the constituents A) + B) + C) + D) + E) being 100% by weight, and the amount of F) being 100 parts by weight of the sum A) + B) + C) + D)
- the content of component D) is particularly preferably 0 to 30% by weight.
- the invention comprises a system which is characterized in that component A) and component C) are stored together and at least one component of component B) is stored separately from A) and C) until the application of the system, wherein the swelling capacity of the component B) stored separately for the polymer A) is so high that the polymer-fixed activator of the polymer A) can be reacted with the component C).
- the system is basically suitable for all two-component systems such as adhesives, casting resins, floor coatings and others Reactive coatings, sealing compounds, impregnating compounds, investment compounds, reactive dowels, dental materials, production of artificial marble or other artificial stones, porous plastic molds for ceramic objects and similar applications. It is also suitable for use in unsaturated polyester resins and their typical applications.
- a high polymer content for example between 30 and 70 wt .-%, may be advantageous.
- the proportion of the activator in component A can then be limited, for example, to 0.1 to 5% by weight, based on component A.
- the components B and D taken together are then between 69.9 and 30 wt .-%.
- the peroxide content is preferably 0.1 to 5 wt .-%.
- component A polymer (component A)
- the proportion of component A is therefore preferably correspondingly low and is for example between 1 and 10 wt .-%.
- the proportion of the polymer-fixed in component A activator is correspondingly high and can be 10 or even up to 60 wt .-%, in some cases up to 95 wt .-% based on component A.
- Components B and D taken together are then between 98.9 and 90 wt .-%.
- the peroxide content is preferably 0.1 to 5 wt .-%.
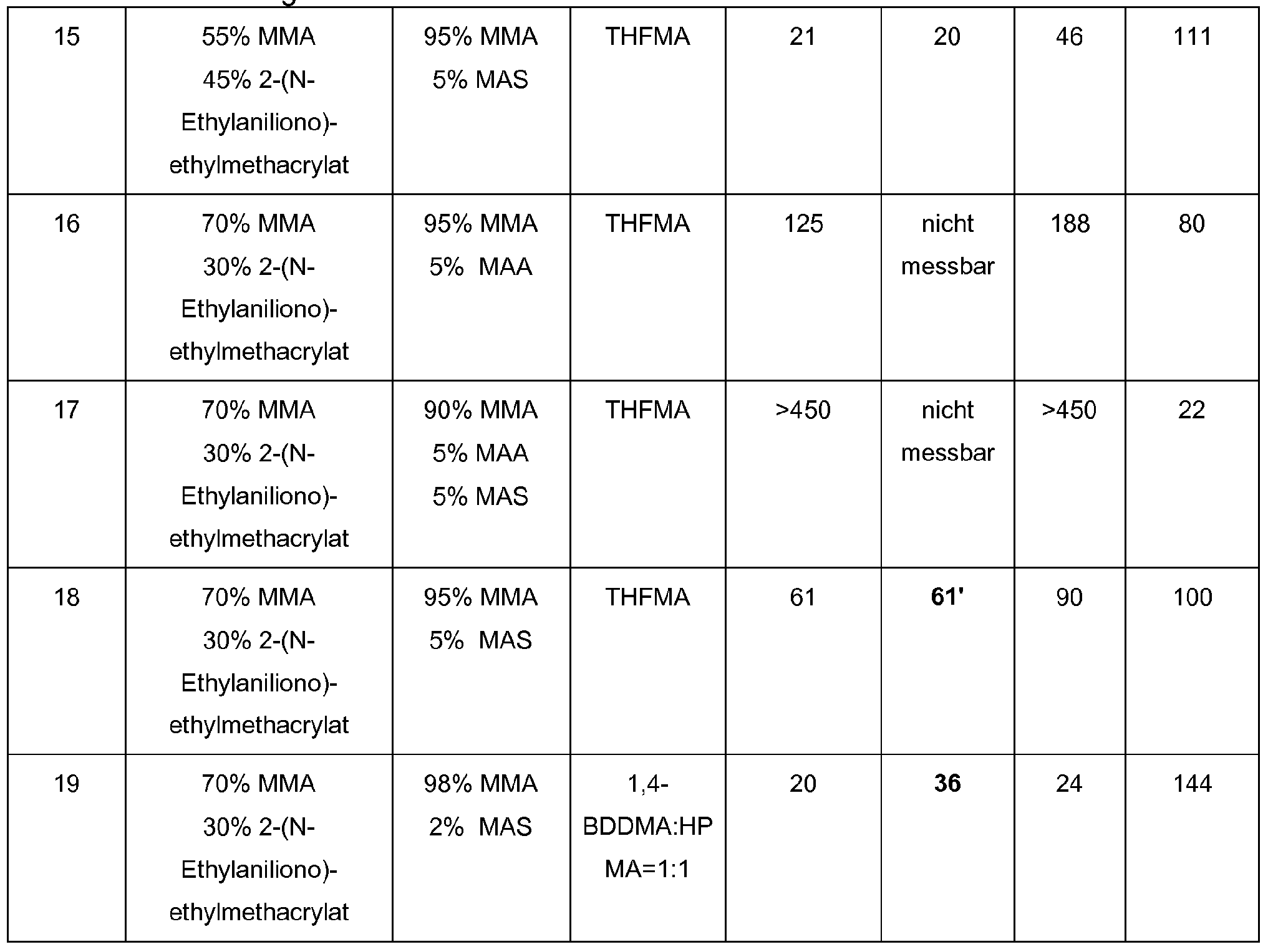
- the GELNORM gel timer is an automatic device for determining the
- Test tube test tube holder
- HPMA hydroxypropyl methacrylate
- the blends produced were laced into films.
- the layer thickness varied between 0.85 mm and 0.07 mm. Curing of the films was done in air and was complete within 60 minutes.
- BP-50-FT is a white flowable powder containing 50% by mass of dibenzoyl peroxide, with one
- Phthalic acid phlegmatized is mixed in equimolar amounts to the activator with the monomers B and component A.
- the polymerization time is defined as the time required for a start of polymerization (addition of initiators) until the polymerization peak temperature is reached. As a result, the required time and the peak temperature are indicated.
- the measurement is carried out by means of a contact thermometer recording the temperature profile.
- the storage stability of the samples was visually checked daily. Furthermore, the samples were stirred up again daily to ensure good mixing with the BPO suspension. The final assessment was made after addition of MMA by monitoring swelling and polymerization behavior.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Polymerization Catalysts (AREA)
- Graft Or Block Polymers (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Cosmetics (AREA)
- Polymerisation Methods In General (AREA)
- Paints Or Removers (AREA)
Abstract
Description















Claims

Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0813691-2A2A BRPI0813691A2 (pt) | 2007-07-12 | 2008-06-27 | Sistema bicomponente ou multicomponente de cura por meio de um sistema iniciador redox e com uma vida útil(pot life) controlável e também seu uso |
| EP08774393A EP2167559A1 (de) | 2007-07-12 | 2008-06-27 | Durch ein redoxinitiatorsystem härtendes zwei- oder mehrkomponenten-system mit steuerbarer topfzeit sowie dessen verwendung |
| AU2008274369A AU2008274369A1 (en) | 2007-07-12 | 2008-06-27 | Two or more-component system cured by a redox initiator system with controllable working life, and the use thereof |
| CA 2693019 CA2693019A1 (en) | 2007-07-12 | 2008-06-27 | Two-component or multicomponent system which cures by means of a redox initiator system and has a controllable pot life and also its use |
| JP2010515462A JP2010532809A (ja) | 2007-07-12 | 2008-06-27 | レドックス開始剤系によって硬化し、調節可能な可使時間を有する2成分以上の系、およびその使用 |
| US12/668,157 US20100286331A1 (en) | 2007-07-12 | 2008-06-27 | Two or more-component system cured by a redox initiator system with controllable working life, and the use thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007032836.4 | 2007-07-12 | ||
| DE102007032836A DE102007032836A1 (de) | 2007-07-12 | 2007-07-12 | Emulsionspolymerisat enthaltend Aktivatoren, Verfahren zu dessen Herstellung sowie dessen Verwendung in Zwei- oder Mehrkomponentensystemen |
| DE102008001582.2 | 2008-05-06 | ||
| DE102008001582A DE102008001582A1 (de) | 2008-05-06 | 2008-05-06 | Durch ein Redoxinitiatorsystem härtendes Zwei- oder Mehrkomponenten-System mit steuerbarer Topfzeit sowie dessen Verwendung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009007253A1 true WO2009007253A1 (de) | 2009-01-15 |
Family
ID=39798064
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2008/058222 WO2009007253A1 (de) | 2007-07-12 | 2008-06-27 | Durch ein redoxinitiatorsystem härtendes zwei- oder mehrkomponenten-system mit steuerbarer topfzeit sowie dessen verwendung |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20100286331A1 (de) |
| EP (1) | EP2167559A1 (de) |
| JP (1) | JP2010532809A (de) |
| KR (1) | KR20100048992A (de) |
| AU (1) | AU2008274369A1 (de) |
| BR (1) | BRPI0813691A2 (de) |
| CA (1) | CA2693019A1 (de) |
| RU (1) | RU2010104647A (de) |
| TW (1) | TW200922946A (de) |
| WO (1) | WO2009007253A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104628962A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 丙烯酰胺-脂肪酸乙烯酯接枝共聚物合成水泥分散剂的方法 |
| CN104628959A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 端基官能化聚脂肪酸乙烯酯大单体合成水泥分散剂的方法 |
| CN104628961A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 一种丙烯酸酯类聚合物接枝共聚脂肪酸乙烯酯制备聚羧酸减水剂的方法 |
| RU2640234C2 (ru) * | 2012-03-30 | 2017-12-27 | Лусайт Интернэшнл Спешиэлити Полимерс Энд Резинс Лимитед | Способная к отверждению акриловая композиция, состоящая из двух частей |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007032836A1 (de) * | 2007-07-12 | 2009-01-15 | Evonik Röhm Gmbh | Emulsionspolymerisat enthaltend Aktivatoren, Verfahren zu dessen Herstellung sowie dessen Verwendung in Zwei- oder Mehrkomponentensystemen |
| JP5000018B1 (ja) | 2011-03-03 | 2012-08-15 | 田岡化学工業株式会社 | 2−シアノアクリレートの精製方法 |
| CN108192512B (zh) * | 2018-01-03 | 2020-11-06 | 东莞市山森实业有限公司 | 一种环保防火胶带及其制备 |
| CN114752342A (zh) * | 2021-05-19 | 2022-07-15 | 道生天合材料科技(上海)股份有限公司 | 一种丙烯酸酯胶粘剂及其制备方法 |
| WO2023175033A1 (en) | 2022-03-17 | 2023-09-21 | Zephyros, Inc. | Autonomously curable and foamable two-component acrylic adhesive |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1199332A2 (de) * | 2000-10-18 | 2002-04-24 | Röhm GmbH & Co. KG | Wässriges Monomer-Polymer-System |
| DE10339329A1 (de) * | 2003-08-25 | 2005-03-24 | Röhm GmbH & Co. KG | Monomer - Polymer-Systeme mit steuerbarer Topfzeit |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60166603A (ja) * | 1984-12-21 | 1985-08-29 | Lion Corp | 歯科用接着組成物 |
| WO1995030480A2 (en) * | 1994-05-02 | 1995-11-16 | The Regents Of The University Of California | Initiators of tertiary amine/peroxide and polymer |
| DE102007032836A1 (de) * | 2007-07-12 | 2009-01-15 | Evonik Röhm Gmbh | Emulsionspolymerisat enthaltend Aktivatoren, Verfahren zu dessen Herstellung sowie dessen Verwendung in Zwei- oder Mehrkomponentensystemen |
-
2008
- 2008-06-27 US US12/668,157 patent/US20100286331A1/en not_active Abandoned
- 2008-06-27 KR KR1020107000611A patent/KR20100048992A/ko not_active Application Discontinuation
- 2008-06-27 EP EP08774393A patent/EP2167559A1/de not_active Withdrawn
- 2008-06-27 WO PCT/EP2008/058222 patent/WO2009007253A1/de active Application Filing
- 2008-06-27 RU RU2010104647/04A patent/RU2010104647A/ru not_active Application Discontinuation
- 2008-06-27 CA CA 2693019 patent/CA2693019A1/en not_active Abandoned
- 2008-06-27 BR BRPI0813691-2A2A patent/BRPI0813691A2/pt not_active IP Right Cessation
- 2008-06-27 JP JP2010515462A patent/JP2010532809A/ja active Pending
- 2008-06-27 AU AU2008274369A patent/AU2008274369A1/en not_active Abandoned
- 2008-07-09 TW TW097125911A patent/TW200922946A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1199332A2 (de) * | 2000-10-18 | 2002-04-24 | Röhm GmbH & Co. KG | Wässriges Monomer-Polymer-System |
| DE10339329A1 (de) * | 2003-08-25 | 2005-03-24 | Röhm GmbH & Co. KG | Monomer - Polymer-Systeme mit steuerbarer Topfzeit |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2640234C2 (ru) * | 2012-03-30 | 2017-12-27 | Лусайт Интернэшнл Спешиэлити Полимерс Энд Резинс Лимитед | Способная к отверждению акриловая композиция, состоящая из двух частей |
| US10022307B2 (en) | 2012-03-30 | 2018-07-17 | Lucite International Speciality Polymers And Resins Limited | Hardenable two part acrylic composition |
| CN104628962A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 丙烯酰胺-脂肪酸乙烯酯接枝共聚物合成水泥分散剂的方法 |
| CN104628959A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 端基官能化聚脂肪酸乙烯酯大单体合成水泥分散剂的方法 |
| CN104628961A (zh) * | 2015-02-15 | 2015-05-20 | 北京工业大学 | 一种丙烯酸酯类聚合物接枝共聚脂肪酸乙烯酯制备聚羧酸减水剂的方法 |
| CN104628959B (zh) * | 2015-02-15 | 2017-03-15 | 北京工业大学 | 端基官能化聚脂肪酸乙烯酯大单体合成水泥分散剂的方法 |
| CN104628961B (zh) * | 2015-02-15 | 2017-03-22 | 北京工业大学 | 一种丙烯酸酯类聚合物接枝共聚脂肪酸乙烯酯制备聚羧酸减水剂的方法 |
| CN104628962B (zh) * | 2015-02-15 | 2017-03-22 | 北京工业大学 | 丙烯酰胺‑脂肪酸乙烯酯接枝共聚物合成水泥分散剂的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2010104647A (ru) | 2011-08-20 |
| KR20100048992A (ko) | 2010-05-11 |
| EP2167559A1 (de) | 2010-03-31 |
| US20100286331A1 (en) | 2010-11-11 |
| JP2010532809A (ja) | 2010-10-14 |
| BRPI0813691A2 (pt) | 2014-12-30 |
| AU2008274369A1 (en) | 2009-01-15 |
| CA2693019A1 (en) | 2009-01-15 |
| TW200922946A (en) | 2009-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2164880B1 (de) | Emulsionspolymerisat enthaltend aktivatoren, verfahren zu dessen herstellung sowie dessen verwendung in zwei- oder mehrkomponentensystemen | |
| WO2009007253A1 (de) | Durch ein redoxinitiatorsystem härtendes zwei- oder mehrkomponenten-system mit steuerbarer topfzeit sowie dessen verwendung | |
| EP2164884A1 (de) | Emulsionspolymerisat enthaltend aktivatoren, verfahren zu dessen herstellung sowie dessen verwendung in zwei- oder mehrkomponentenssytemen | |
| EP2411466B1 (de) | Zusammensetzung umfassend als wässrige dispersion vorzugsweise benzophenon-haltige (meth)acrylatpolymere in mischung mit von diesen verschiedenen (meth)acrylatpolymeren sowie die verwendung der zusammensetzung | |
| EP1193299A2 (de) | Verlaufmittel für Oberflächenbeschichtungen | |
| EP2376552A1 (de) | Transparentes semi-interpenetrierendes netzwerk mit einer phase eines linearen unvernetzten isobutenpolymers | |
| EP2217629A2 (de) | Emulsionspolymere, wässrige dispersionen und verfahren zu deren herstellung | |
| DE102009046251A1 (de) | Reaktive 1-Komponenten-Fahrbahnmarkierung | |
| WO2013156358A1 (de) | Indolin-nitroxidradikal als stabilisator und inhibitor für reaktionsharze, diese enthaltende reaktionsharze und deren verwendung | |
| DE10339329A1 (de) | Monomer - Polymer-Systeme mit steuerbarer Topfzeit | |
| EP1370590B1 (de) | Verfahren zur herstellung von vernetzten acrylatschmelzhaftklebemassen | |
| EP3347388B1 (de) | Klebharz-modifizierte haftklebemasse | |
| DE102008001582A1 (de) | Durch ein Redoxinitiatorsystem härtendes Zwei- oder Mehrkomponenten-System mit steuerbarer Topfzeit sowie dessen Verwendung | |
| EP1476483A2 (de) | Verfahren zur herstellung wässriger dispersionen von blockmischpolymerisaten | |
| DE102008001583A1 (de) | Emulsionspolymerisat enthaltend Aktivatoren, Verfahren zu dessen Herstellung sowie dessen Verwendung in Zwei- oder Mehrkomponentensystemen | |
| DE102010041272A1 (de) | Beschichtungsmittel mit (Meth)acryl-Polymeren und Koaleszenzhilfsmitteln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08774393 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008274369 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008774393 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2008274369 Country of ref document: AU Date of ref document: 20080627 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12668157 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20107000611 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2693019 Country of ref document: CA Ref document number: 2010515462 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010104647 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: PI0813691 Country of ref document: BR Kind code of ref document: A2 Effective date: 20100112 |