WO2008146929A1 - Abrasion-resistant steel sheet having excellent processability, and method for production thereof - Google Patents
Abrasion-resistant steel sheet having excellent processability, and method for production thereof Download PDFInfo
- Publication number
- WO2008146929A1 WO2008146929A1 PCT/JP2008/060096 JP2008060096W WO2008146929A1 WO 2008146929 A1 WO2008146929 A1 WO 2008146929A1 JP 2008060096 W JP2008060096 W JP 2008060096W WO 2008146929 A1 WO2008146929 A1 WO 2008146929A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wear
- steel sheet
- resistant steel
- test
- phase
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Definitions
- the present invention is used in the fields of construction, civil engineering, mining, etc., for example, power shovels, bulldozers, hoppers, buckets. Suitable for materials such as industrial machines such as buckets and transporting machines where wear or abrasion due to contact with earth and sand is a problem.
- BACKGROUND OF THE INVENTION 1 Field of the Invention The present invention relates to abrasion resistant steel and a method for producing the same, and particularly to a material having excellent bending formability.
- steel materials with excellent wear resistance are used to extend the service life. It is known that the abrasion resistance property of steel is improved by increasing the hardness, and a large amount of alloying elements such as Cr and Mo are required for parts that require wear resistance. Steel materials that have been hardened by heat treatment such as quenching have been used.
- Japanese Patent Application Laid-Open No. Sho 62-1-4 2 7 2 6 contains C: 0.1 0-0.19%, contains appropriate amounts of Si and Mn, and C eq is 0.3.
- the steel limited to 5 to 0.44% is directly quenched after hot rolling, or re-heated to 90 to 95 ° C and then quenched, at 300 to 500 ° C.
- JP-A-6 3-1 6 9 3 5 9 includes C: 0.1 0 to 0.20% and adjusts Si, Mn, P, S, N, and A 1 to appropriate amounts. , Or further to steel containing one or more of Cu, Ni, Cr, Mo, B after hot rolling and directly quenching, or after rolling and allowing to cool, then reheating and quenching 340HB (Brinell hardness) A method of manufacturing a wear-resistant thick steel plate that imparts the above hardness has been proposed.
- solute C in order to increase the hardness of the hardened structure, it is generally necessary to increase the amount of solute C in the steel material.
- an increase in the amount of solute C causes a decrease in weldability, bending workability, etc.
- a decrease in bending workability restricts the bending work required as a member and limits the use conditions.
- Japanese Patent No. 3 0 8 9 8 8 2 discloses C: 0. 1 to 0 to 0.4 5%, Si, Mn, P, S, and N are adjusted to appropriate amounts, and Ti: 0.1 to 1.0% is contained, and the average particle size is 0.5.
- Ti / Cm or more T i C precipitates or composite precipitates of T i C and T i N, T i S, including 40 0 Zmm 2 or more, T i * force S 0. 0
- a wear-resistant steel having an excellent surface property of 5% or more and less than 0.4% has been proposed.
- Japanese Patent Laid-Open No. 4 1 6 1 6 discloses that C: 0.05 to 0.4: 5%, S i: 0.1 to 1.0%, Mn: 0.1 to 1.
- Manufacture of wear-resistant steel plates with improved bending workability by containing 0%, T i: 0.05 to 1.5%, and having a surface hardness of 40 1 or less in terms of Brinellhardness A method has been proposed.
- the surface hardness is regulated to 401 or less in terms of Brinell hardness in order to ensure bending workability, but the amount of alloying elements added is large. Therefore, the tensile strength exceeds 7 8 OMPa, and sufficient bending workability is not achieved from the viewpoint of reducing the load during processing.
- Japanese Patent Laid-Open Nos. 62-14-272 6 Japanese Patent Laid-Open No. 63-1 693 559, Japanese Patent Laid-Open No. 1-14 2 023, Japanese Patent Laid-Open No. Hei 4 1 4 1 6 1 6 It is essential to perform heat treatment on the wear-resistant steel described in No. 6 publication, leaving problems in terms of production period and production cost.
- the present invention provides a method for producing a wear-resistant steel plate that can be produced without being subjected to heat treatment while being hot-rolled, and that has excellent wear resistance and bendability.
- the inventors have an influence on wear plugs and bending workability. As a result of diligent research on various factors, it has a component system containing T i and C, and has a microstructure of base metal force. S Ferrite and pearlite structure as-rolled ) Is a complex structure (base phase), and a hard second phase (hard phase : Ti-based carbide) in the matrix. It has been found that by dispersing, it is possible to reduce the processing load during bending while maintaining wear resistance, that is, it is possible to improve bending workability.
- the present invention has been made on the basis of the further findings based on the obtained knowledge.
- Mass 0 /. C 0.0 5 to 0.35%, S i: 0.0 5 to 1.0%, Mn: 0.1 to 2.0%, T i: 0.1 to 1.2% , AI: 0.1% or less, Cu: 0.1-1.0%, Ni: 0.1-2.0%, Cr: 0.1-1.0%, Mo: 0.0%, 1.0%, W: 0.05 ⁇ ; 1.0%, B: 0. 0 0 0 3 to 0.0 0 3 0% 1 type or 2 types or more A wear-resistant steel sheet having an excellent workability consisting of the balance Fe and inevitable impurities, wherein DI * represented by the formula (1) is less than 60.
- the wear-resistant steel sheet according to 3, wherein the hard phase has a dispersion density of 400 pieces / mm 2 or more. 5. After hot rolling a steel slab having the composition described in 1 or 2, it is cooled to 400 ° C or less at a cooling rate of 3 or less in 2 to produce a wear-resistant steel plate with excellent workability. Manufacturing method.
- the rolling reduction at 920 ° C. or lower is set to 30% or more, and the rolling end temperature is set to 900 or lower, and wear resistance with excellent workability according to 5, Steel manufacturing method.
- the hard phase is preferably a Ti-based carbide such as T i C, and is contained in T i C, (Nb T i) C, (VT i) C, or T i C.
- T i C Ti-based carbide
- Nb T i Nb T i
- VT i T i C
- T i C T i C
- Mo and W are dissolved is an example.
- a wear-resistant steel sheet having improved bending workability without degrading the wear resistance can be obtained after hot rolling without being subjected to heat treatment.
- Reasonable production such as shortening the production period, is possible and has a remarkable industrial effect.
- Figure 1 A graph showing the effect of Ti addition on wear resistance.
- Fig. 2 Diagram showing the effect of Ti addition on tensile properties (yield strength: Y S, tensile strength: T S).
- Figure 3 Diagram showing the effect of D I * on wear resistance.
- Figure 4 Diagram showing the effect of D I * on tensile properties (yield strength: YS, tensile strength: TS).
- Ti carbide is formed as a hard second phase (hereinafter also referred to as a hard phase), and is an effective element for improving wear resistance. 0 Containing 5% or more is required.
- C is specified in the range of 0.05 to 0.35%. In addition, Preferably it is 0.15 to 0.32%.
- Ti, together with C, is an important element in the present invention, and is an essential element that forms carbides as a hard phase that contributes to improved wear resistance. In order to obtain such an effect, a content of 0.1% or more is required.
- Fig. 1 shows the effect of Ti addition on wear resistance
- Fig. 2 shows the effect of Ti addition on tensile properties (yield strength: Y S, tensile strength: TS).
- the vertical axis shows the wear resistance ratio in the rubber wheel abrasion test compared to the abrasion weight loss of mild steel (S S 400).
- the wear resistance is as high as that of general wear-resistant steel, and TS is reduced to 80 OMPa or less. In other words, it is possible to improve workability while having the same wear characteristics as the conventional wear-resistant steel plate subjected to quenching heat treatment.
- the test steel in the rubber wheel wear test is massy. 0.3% 3% C— 0.35% S i-0.82% Mn-0.05-1. After rolling a steel slab containing 2% T i to 19 mm t, cooling rate: Manufactured by air cooling at 0.5 ° C / S.
- the obtained steel sheet was subjected to a tensile test and an abrasion test.
- the tensile test was conducted in accordance with the provisions of JI S Z 2201 and a J I S No. 5 test piece was sampled and subjected to a tensile test to determine the tensile properties (tensile strength: TS, yield strength: YS).
- the abrasion test is performed by a rubber wheel abrasion test in accordance with ASTM G 65, and the test result shows the ratio of the wear amount of mild steel (SS 400) to the wear amount of each test steel plate. Organized as wear ratio. The larger the wear resistance ratio, the better the wear characteristics.
- As a comparative test the same test as described above was performed for wear-resistant steel sheets produced by general heat treatment. The results obtained are shown in Fig. 1 and Fig. 2 for conventional steel.
- the general wear-resistant steel sheet is: 0.15 mass% C—0.35 mass% Si—1.50 mass% Mn—0.13 mass% Cr-0.13 mass% Mo-0.01 mass% Ti-0.0010 mass% B
- This is a material that is hot-rolled to 900 ° C and then subjected to quenching heat treatment, and has a Brinell hardness of about 400 HB.
- the hard phase (Ti carbide) becomes coarse, and cracks occur starting from the coarse hard phase during bending. Therefore, it is limited to the range of ⁇ ⁇ . 1 to 1.2%, preferably 0.1 to 0.8%.
- Si is an effective element as a deoxidizing element, and in order to obtain such an effect, its content must be 0.05% or more.
- Si is an effective element that contributes to high hardness by solid solution strengthening by solid solution strengthening, but inclusion exceeding 1.0% lowers ductility and toughness.
- problems such as an increase in inclusion content occur. Therefore, 1 is preferably limited to the range of 0.05 to 1.0%. More preferably, it is 0.05 to 0.40%.
- Mn is an effective element that contributes to higher hardness by solid solution strengthening, and in order to obtain such an effect, it needs to be contained in an amount of 0.1% or more. On the other hand, if the content exceeds 2.0%, weldability is lowered. For this reason, Mn is preferably limited to a range of 0.1 to 2.0%. More preferably, it is 0.1 to 1.6%.
- a 1 acts as a deoxidizing element, and such an effect is recognized at a content of 0.0 20% or more, but a large content exceeding 0.1% is the cleanliness of steel. Reduce (cleanness). For this reason, A 1 is limited to 0 .. 1% or less. It is preferable.
- Cu is an element that improves hardenability by dissolving in solid solution. To obtain this effect, Cu must be contained in an amount of 0.1% or more. On the other hand, if the content exceeds 1.0%, hot workability is lowered. For this reason, Cu is preferably limited to a range of 0.1 to 1.0%. More preferably, the content is 0.1 to 0.5%.
- Ni is an element that improves the hardenability by dissolving it in a solid solution, and such an effect becomes remarkable when it is contained in an amount of 1% or more.
- the content exceeds 2.0%, the material cost increases remarkably.
- Ni is preferably limited to a range of 0.1 to 2.0%. More preferably, the content is 0.1 to 1.0%.
- Cr has the effect of improving hardenability. To obtain such an effect, it needs to be contained in an amount of 0.1% or more. However, if it exceeds 1.0%, the weldability is lowered. Let For this reason, it is preferable that O is limited to the range of 0.1 to 1.0%. More preferably, the content is 0.1 to 0.8%. More preferably, it is 0.4 to 0.7%.
- Mo is an element that improves hardenability. In order to obtain such an effect, the content of 0.05% or more is required. On the other hand, if it exceeds 1.0%, the weldability is lowered. Therefore, Mo is preferably limited to the range of 0.05 to 1.0%. More preferably, it is 0.05 to 0.40%.
- W 0.05-1.0% w is an element that improves hardenability. In order to obtain such an effect, the content of 0 to 0 5% or more is required. On the other hand, if it exceeds 1.0%, weldability is lowered. Therefore, W is preferably limited to a range of 0.05 to 1.0%. More preferably, it is 0.05 to 0.40%. Mo and W have the effect of increasing the amount of the hard phase because they dissolve in TiC.
- B is an element that segregates at the grain boundary and strengthens the grain boundary to effectively contribute to the improvement of toughness. In order to obtain such an effect, 0.000% or more Must be included. On the other hand, if it exceeds 0.0 0 30%, the weldability is lowered. For this reason, B is preferably limited to the range of 0.0 0 0 3 to 0.0 0 30%. More preferably, it is 0.0 0 0 3 to 0.0 0 15%.
- DI * hardenability index value
- DI * 3 3. 8 5 X (0. 1 XC *) ° ⁇ 5 X (0. 7 XS i + 1)
- X 3. 3 3 XMn + 1)
- X (0. 3 5 XC u + 1)
- X (0. 3 6 XN i + 1)
- X (2. 1 6 XC r + 1)
- X (3 XM o * + 1) X ( 1.
- the vertical axis shows the wear resistance ratio comparing the amount of wear in the rubber wheel wear test with the amount of wear of mild steel (SS 400). The higher the wear resistance ratio, the better the wear characteristics. From Fig. 3 and Fig. 4, when DI * is less than 60, the tensile strength: TS is less than 800 M Pa and the wear amount is less than that of general wear-resistant steel. At the same level.
- DI * 60 or more
- the wear resistance is excellent, but the tensile strength is 80 Above OMP a, workability is inferior. If DI * is greater than 60, it is presumed to be a ferrite and bainite structure.
- the test steel is 0.34% C— 0.22% S i-0.55% Mn-0.22% in 1 in m a s s%. 11, 1 ⁇ 1,. ]: One or more of, 1 ⁇ 0, W or more, and a steel piece with DI * of 40 to 120 is rolled to 8 mm t and then air-cooled (cooling rate: 1.2 ° CZ s) Manufactured.
- the obtained steel sheet was subjected to a tensile test and an abrasion test.
- JISZ2201 JIS5 test specimens were collected and subjected to a tensile test to determine tensile properties (tensile strength TS, yield strength YS).
- the rubber wheel wear test was conducted in accordance with AS TMG 65, and the test results were organized as the wear resistance ratio of the ratio of wear of mild steel (S S 400) to that of each steel plate.
- the above-mentioned components are basic components, and excellent wear resistance can be obtained.
- a hard second phase is formed, which contributes to the wear resistance.
- Nb and V can be contained as selective elements.
- Nb When Nb is added in combination with T i, it forms a composite carbide of T i and Nb ((N b T i) C), which is dispersed as a hard second phase and is effective in improving wear resistance. It is an element that contributes to In order to obtain such an effect of improving wear resistance, a content of 0.005% or more is required. On the other hand, if the content exceeds 1.0%, the hard second phase (Ti, Nb composite carbide) becomes coarse and cracks starting from the hard second phase (Ti, Nb composite carbide) during bending. Will occur. For this reason, when Nb is added, Nb is preferably limited to a range of 0.005 to 1.0%. More preferably, the content is 0.1 to 0.5%.
- V When added in combination with T i, V, like Nb, forms a composite carbide of T i and V ((VT i) C), disperses it as a high-quality second phase, It is an element that contributes to effective wear resistance. In order to obtain such an effect of improving wear resistance, 0.0 0 Containing 5% or more is required.
- V is preferably limited to a range of 0.005 to 1.0%. More preferably, the content is 0.1 to 0.5%.
- the hard second phase is only (N b VT i) C, which has the same effect of improving wear resistance.
- N When N is contained, carbonitrides may be formed in addition to carbides, but similar effects can be obtained.
- the amount of N added exceeds 0.01%, the proportion of N in the carbonitride increases and the hardness of the hard second phase decreases, but the wear resistance deteriorates. Concerned. Therefore, it is preferable that the amount of N added is not more than 0.0.
- the metal structure is a structure in which the ferrite phase is a base phase and a hard phase (hard second phase) is dispersed in the base phase.
- the base phase means that the volume ratio is 90% or more.
- the two phases of ferrite and pearlite account for 90% or more of the total.
- the ferrite phase has a volume fraction of 70% or more and a ferrite phase having an equivalent circle diameter and an average particle diameter of 20 fm.
- the base phase has a Brinell hardness of 30 O HB or less.
- the hard phase is preferably Ti carbide such as T i C.
- T i C, (N b T i) C, (VT i) C, or T i C contains Mo, W Can be illustrated as a solid solution.
- the size of the hard phase is not particularly limited, but is preferably about 0.5 ⁇ m or more and 50 ⁇ m or less from the viewpoint of wear resistance. Further, the dispersion density of the hard phase is preferably 400 pieces / "mm 2 or more from the viewpoint of wear resistance.
- the average equivalent diameter of the obtained circle-equivalent diameters is taken as the size of the hard phase (average particle size) in the steel sheet.
- the wear-resistant steel sheet according to the present invention is obtained by melting a molten steel having the above-described composition by a known melting method, and by using a continuous forging method or an ingot-disintegrating rolling method, It is preferable to use a material.
- the steel material is immediately hot-rolled without being cooled, or after being cooled, re-heated to 9500-125 ° C and then hot-rolled to obtain a steel plate having a desired thickness. . After hot rolling, it is cooled at an average cooling rate of 2 ° C / s or less without heat treatment.
- the hot rolling conditions are not particularly limited as long as the steel sheet can have a desired size and shape.
- the surface temperature of the steel sheet is 9 2 0. It is necessary that the rolling reduction at 30 ° C. or less is 30% or more and the rolling end temperature is 90 ° C. or less.
- the wear-resistant steel sheet according to the present invention does not need to be heat-treated after hot rolling, and can be used for various applications that require bending while hot rolling.
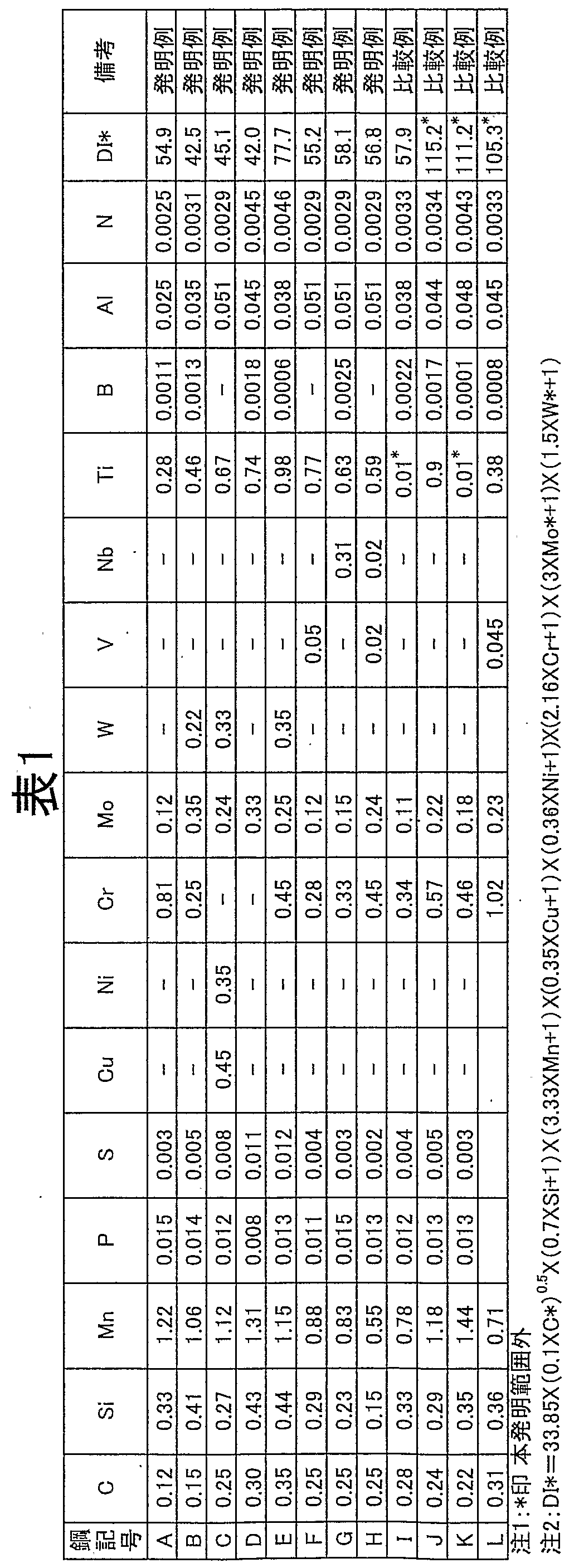
- Example Molten steel with the composition shown in Table 1 is melted in a vacuum melting furnace to form a small steel ingot (50 kg) (steel material), and then heated to 1 0 5 0 to 1 2 5 0 and hot rolled To give a test steel plate with a thickness of 6 to 100 mm. Each steel plate was subjected to microstructure observation, tensile test, abrasion test, Charpy impact test, and bend test.
- the specimens for tissue observation were corroded by nital, and at the position 1 mm below the surface layer, using an optical microscope (magnification ratio: 400 times), Identification, ferrite grain diameter, and size and number of hard phases were measured.
- the structure occupying 90% or more was the base phase, and the size of the hard phase was the average particle size obtained by the method described above.
- JISZ 2 201 JIS No. 5 test specimens were collected and subjected to a tensile test in accordance with the provisions of JISZ 2 24 1, tensile properties (yield strength: YS, tensile strength: TS). Tensile strength (T S) ⁇ 80 OMPa and yield strength (Y S) ⁇ 60 0 MPa are within the scope of the present invention.
- test piece was t (plate thickness) X 20 X 7 5 (mm), and the rubber wheel abrasion test was performed using abrasive sand in accordance with the regulations of AS TM G 65. After the test, the amount of wear of the test piece was measured.
- the larger the wear resistance ratio, the better the wear resistance, and the scope of the present invention was set to 4.0 or more.
- the test piece that has been ground from one side and reduced to a thickness of 25 mm is used.
- Table 2 shows the results of microstructure observation, tensile test, and wear test.
- Examples of the present invention (steel plate Nos. 1 to 6, steel plates No. 8, 9) have a tensile strength (TS) ⁇ 80 OMPa and a yield strength (YS) ⁇ 60 OMPa, It is a steel plate with excellent wear resistance.
- the Charpy absorbed energy was 27 J or more when the rolling finishing temperature was 900 ° C or lower.
- the comparative example is inferior in bending workability as compared with the present invention example, or even if the wear resistance is equivalent, YS and TS are high, so that the bending workability is inferior.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description



Claims
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2685710A CA2685710C (en) | 2007-05-29 | 2008-05-26 | Abrasion resistant steel excellent in formability and production method thereof |
| BRPI0812277-6A2A BRPI0812277A2 (en) | 2007-05-29 | 2008-05-26 | STEEL RESISTANT TO EXCELLENT ABRASION IN CONFORMING CAPACITY AND ITS PRODUCTION METHOD. |
| KR1020097021902A KR101165654B1 (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel sheet having excellent processability, and method for production thereof |
| AU2008255706A AU2008255706B2 (en) | 2007-05-29 | 2008-05-26 | Abrasion resistant steel excellent in formability and production method thereof |
| MX2009012820A MX2009012820A (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel sheet having excellent processability, and method for production thereof. |
| US12/600,891 US20100147424A1 (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel excellent in formability and production method thereof |
| CN2008800161928A CN101688283B (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel sheet having excellent processability, and method for production thereof |
| EP08764952.1A EP2154262B1 (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel sheet having excellent processability, and method for production thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007142003 | 2007-05-29 | ||
| JP2007-142003 | 2007-05-29 | ||
| JP2008-113529 | 2008-04-24 | ||
| JP2008113529A JP5380892B2 (en) | 2007-05-29 | 2008-04-24 | Wear-resistant steel plate with excellent workability and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2008146929A1 true WO2008146929A1 (en) | 2008-12-04 |
| WO2008146929A9 WO2008146929A9 (en) | 2009-11-12 |
Family
ID=40075158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/060096 WO2008146929A1 (en) | 2007-05-29 | 2008-05-26 | Abrasion-resistant steel sheet having excellent processability, and method for production thereof |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20100147424A1 (en) |
| EP (1) | EP2154262B1 (en) |
| JP (1) | JP5380892B2 (en) |
| KR (1) | KR101165654B1 (en) |
| CN (1) | CN101688283B (en) |
| AU (1) | AU2008255706B2 (en) |
| BR (1) | BRPI0812277A2 (en) |
| CA (1) | CA2685710C (en) |
| CL (1) | CL2008001542A1 (en) |
| MX (1) | MX2009012820A (en) |
| PE (1) | PE20090342A1 (en) |
| WO (1) | WO2008146929A1 (en) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5458624B2 (en) * | 2009-03-25 | 2014-04-02 | Jfeスチール株式会社 | Wear-resistant steel plate with excellent workability and method for producing the same |
| FR2960883B1 (en) * | 2010-06-04 | 2012-07-13 | Vallourec Mannesmann Oil & Gas | LOW-ALLOY STEEL WITH HIGH ELASTICITY LIMIT AND HIGH STRENGTH RESISTANCE TO SULFIDE-CONTAMINATED CRACKING |
| KR101271781B1 (en) * | 2010-12-23 | 2013-06-07 | 주식회사 포스코 | Steel sheet for oil sands slurry transportation system having excellent wear resistance, corrosion resistance and low temperature toughness, and method for manufacturing the same |
| KR101253897B1 (en) * | 2010-12-23 | 2013-04-16 | 주식회사 포스코 | Steel sheet for oil sands slurry transportation system having excellent wear resistance and corrosion resistance and method for manufacturing the same |
| CN102296234A (en) * | 2011-09-07 | 2011-12-28 | 柳州钢铁股份有限公司 | Abrasion-resistant steel plate and production device and production method thereof |
| JP5375981B2 (en) * | 2012-01-10 | 2013-12-25 | Jfeスチール株式会社 | Wear-resistant welded steel pipe with excellent weld crack resistance and method for producing the same |
| KR101382833B1 (en) * | 2012-03-16 | 2014-04-08 | 주식회사 포스코 | Steel sheet for oil sands slurry pipe having excellent erosion resistance and method for manufacturing the same |
| KR101382790B1 (en) * | 2012-03-16 | 2014-04-08 | 주식회사 포스코 | Steel sheet for oil sands slury pipe having excellent erosion resistance and low temperature toughness and method for manufacturing the same |
| KR101382675B1 (en) | 2012-03-19 | 2014-04-07 | 주식회사 포스코 | Low alloy hot-rolled steel sheet having excellent wear-resistant and workability and method for manufacturing the same |
| CN102876993A (en) * | 2012-10-24 | 2013-01-16 | 章磊 | High-strength corrosion-resisting steel material and manufacturing method thereof |
| KR101461741B1 (en) * | 2012-12-21 | 2014-11-14 | 주식회사 포스코 | Thick hot rolled steel plate for steel pipe and steel pipe produced therefrom having excellent impact toughness and method for manufacturing thereof |
| CN103898420A (en) * | 2012-12-25 | 2014-07-02 | 隆英(金坛)特钢科技有限公司 | Wear-resisting steel plate and manufacturing method thereof |
| CN103272848B (en) * | 2013-05-20 | 2015-12-02 | 浙江朋诚科技有限公司 | A kind of fast mill roll shaft |
| CN103272851A (en) * | 2013-05-20 | 2013-09-04 | 浙江朋诚科技有限公司 | High-speed mill roller box |
| CN103266270A (en) * | 2013-05-23 | 2013-08-28 | 江苏久联冶金机械制造有限公司 | Boron-containing iron-based wear-resistant material |
| CN103409695B (en) * | 2013-08-16 | 2015-04-08 | 洛阳钢丰机械制造有限公司 | Composite material pouring-casted bucket and its production technology and production device |
| CN103469077B (en) * | 2013-09-30 | 2015-12-02 | 济钢集团有限公司 | A kind of high silicon rolled sheet material and preparation technology thereof |
| CN104561823B (en) * | 2013-10-09 | 2016-12-07 | 宝钢特钢有限公司 | A kind of deep-draw superhigh intensity steel hot rolled steel plate and manufacture method |
| CN105940133B (en) | 2014-01-28 | 2017-11-07 | 杰富意钢铁株式会社 | Wear-resistant steel plate and its manufacture method |
| CN103882331A (en) * | 2014-02-25 | 2014-06-25 | 南通东方科技有限公司 | High-strength and high-wear-resistant supporting wheel for large type excavator |
| US10570487B2 (en) * | 2014-10-17 | 2020-02-25 | Nippon Steel Corporation | Rolled steel material for fracture splitting connecting rod |
| CN105779885B (en) * | 2014-12-23 | 2018-03-27 | 上海梅山钢铁股份有限公司 | A kind of wear-resistant hot rolling sheet metal and its manufacture method with excellent machinability |
| CN105018848A (en) * | 2015-08-05 | 2015-11-04 | 启东市佳宝金属制品有限公司 | Abrasion-resistant alloy |
| CN105063497B (en) * | 2015-09-17 | 2017-10-17 | 东北大学 | A kind of high-wear resistance easy processing low alloy wear resistance steel plate and its manufacture method |
| CN105349896B (en) * | 2015-10-28 | 2017-03-22 | 安徽省三方新材料科技有限公司 | Preparation method for low-alloy excavator bucket tooththereof |
| CN105220077B (en) * | 2015-11-11 | 2017-05-10 | 武汉钢铁(集团)公司 | High surface quality hot rolled steel plate for manufacturing excavator bucket and manufacturing method |
| CN105695861B (en) * | 2016-04-22 | 2018-04-24 | 柳州凯通新材料科技有限公司 | A kind of wear-resisting Rolling compund steel plate |
| CN105779895A (en) * | 2016-04-22 | 2016-07-20 | 柳州凯通新材料科技有限公司 | Manganese-tungsten-titanium wear-resisting cast steel and machining process thereof |
| CN105695878A (en) * | 2016-04-22 | 2016-06-22 | 柳州凯通新材料科技有限公司 | Manganese-tungsten-titanium wear-resistant cast steel and preparation method thereof |
| CN105671438B (en) * | 2016-04-22 | 2018-06-29 | 柳州凯通新材料科技有限公司 | A kind of manganese-tungsten-titanium alloy steel and its processing technology |
| CN108034940B (en) * | 2017-11-24 | 2020-08-25 | 宁波祥福机械科技有限公司 | Turbine supercharging rotor shaft and preparation method thereof |
| CN108588573A (en) * | 2018-04-28 | 2018-09-28 | 江苏恒加机械工程有限公司 | A kind of production technology of metallic support |
| CN109881120A (en) * | 2019-03-15 | 2019-06-14 | 重庆明高机械制造有限公司 | A kind of husky bucket of digging |
| CN110387499A (en) * | 2019-06-27 | 2019-10-29 | 扬州市海纳源科技服务有限责任公司 | It is a kind of to mix low-alloyed metal material and preparation method |
| CN112442635B (en) * | 2020-11-13 | 2022-03-29 | 唐山钢铁集团高强汽车板有限公司 | High-performance low-alloy high-strength steel plate with strength of above 800MPa and preparation method thereof |
| CN112553543A (en) * | 2020-11-30 | 2021-03-26 | 攀钢集团研究院有限公司 | Bainite-based wear-resistant steel and production method thereof |
| CN112813362B (en) * | 2020-12-14 | 2023-03-28 | 内蒙古科技大学 | Manufacturing method of high-strength steel and high-strength steel track shoe |
| CN114774799B (en) * | 2022-03-02 | 2023-04-18 | 河钢乐亭钢铁有限公司 | Wear-resistant round bar for agricultural machinery and production method thereof |
| CN114737136B (en) * | 2022-03-30 | 2023-05-16 | 鞍钢股份有限公司 | Production method of high-strength high-toughness hot continuous rolling thin steel plate with Brinell hardness of 400HBW |
| CN115612923B (en) * | 2022-09-13 | 2023-11-14 | 攀钢集团攀枝花钢铁研究院有限公司 | Wear-resistant steel with good forming and welding performances and production method thereof |
| CN115558864B (en) * | 2022-10-19 | 2023-10-24 | 湖南华菱涟源钢铁有限公司 | High-strength steel plate and preparation method thereof |
| CN115838897A (en) * | 2022-11-18 | 2023-03-24 | 莱芜钢铁集团银山型钢有限公司 | Martensite wear-resistant corrosion-resistant steel pipe for 415 HB-level sediment conveying pipeline and preparation method thereof |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142726A (en) | 1985-12-18 | 1987-06-26 | Kobe Steel Ltd | Manufacture of wear resistant steel sheet having satisfactory weldability |
| JPS63169359A (en) | 1986-12-29 | 1988-07-13 | Sumitomo Metal Ind Ltd | Thick steel plate having high toughness and wear resistance |
| JPH01142023A (en) | 1987-11-30 | 1989-06-02 | Kobe Steel Ltd | Manufacture of wear-resistant steel plate having superior bendability |
| JPH0441616A (en) | 1990-06-06 | 1992-02-12 | Nkk Corp | Production of low-hardness water-resistant steel excellent in wear resistance and bendability |
| JPH04208058A (en) * | 1990-11-30 | 1992-07-29 | Railway Technical Res Inst | Device for propelling magnetically levitated vehicle |
| JPH04228536A (en) * | 1990-06-06 | 1992-08-18 | Nkk Corp | Steel excellent in wear resistance |
| JPH05239591A (en) * | 1992-02-27 | 1993-09-17 | Nkk Corp | Steel excellent in wear resistance |
| JPH06256896A (en) * | 1993-03-09 | 1994-09-13 | Nkk Corp | Wear-resistant steel excellent in surface property and its production |
| JP2007197813A (en) * | 2005-12-28 | 2007-08-09 | Jfe Steel Kk | Wear-resistant steel sheet superior in bendability |
| JP2008169443A (en) * | 2007-01-12 | 2008-07-24 | Jfe Steel Kk | Wear-resistant steel sheet superior in workability and manufacturing method therefor |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5284529A (en) * | 1990-06-06 | 1994-02-08 | Nkk Corporation | Abrasion-resistant steel |
| JPH04308058A (en) * | 1991-04-02 | 1992-10-30 | Nkk Corp | Steel having superior wear resistance |
| JP4239257B2 (en) * | 1998-11-02 | 2009-03-18 | Jfeスチール株式会社 | Method for producing Ti-containing ferritic stainless steel sheet having excellent ridging resistance |
| JP3940301B2 (en) * | 2002-02-27 | 2007-07-04 | 新日本製鐵株式会社 | Blasting weathering high-strength steel plate with excellent bending resistance and method for producing the same |
| FR2847272B1 (en) * | 2002-11-19 | 2004-12-24 | Usinor | METHOD FOR MANUFACTURING AN ABRASION RESISTANT STEEL SHEET AND OBTAINED SHEET |
| JP4257539B2 (en) * | 2003-09-01 | 2009-04-22 | 住友金属工業株式会社 | Non-tempered steel for soft nitriding |
-
2008
- 2008-04-24 JP JP2008113529A patent/JP5380892B2/en active Active
- 2008-05-26 US US12/600,891 patent/US20100147424A1/en not_active Abandoned
- 2008-05-26 MX MX2009012820A patent/MX2009012820A/en active IP Right Grant
- 2008-05-26 AU AU2008255706A patent/AU2008255706B2/en active Active
- 2008-05-26 KR KR1020097021902A patent/KR101165654B1/en active IP Right Grant
- 2008-05-26 CA CA2685710A patent/CA2685710C/en active Active
- 2008-05-26 EP EP08764952.1A patent/EP2154262B1/en active Active
- 2008-05-26 BR BRPI0812277-6A2A patent/BRPI0812277A2/en not_active Application Discontinuation
- 2008-05-26 CN CN2008800161928A patent/CN101688283B/en active Active
- 2008-05-26 WO PCT/JP2008/060096 patent/WO2008146929A1/en active Application Filing
- 2008-05-28 CL CL200801542A patent/CL2008001542A1/en unknown
- 2008-05-28 PE PE2008000905A patent/PE20090342A1/en active IP Right Grant
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142726A (en) | 1985-12-18 | 1987-06-26 | Kobe Steel Ltd | Manufacture of wear resistant steel sheet having satisfactory weldability |
| JPS63169359A (en) | 1986-12-29 | 1988-07-13 | Sumitomo Metal Ind Ltd | Thick steel plate having high toughness and wear resistance |
| JPH01142023A (en) | 1987-11-30 | 1989-06-02 | Kobe Steel Ltd | Manufacture of wear-resistant steel plate having superior bendability |
| JPH0441616A (en) | 1990-06-06 | 1992-02-12 | Nkk Corp | Production of low-hardness water-resistant steel excellent in wear resistance and bendability |
| JPH04228536A (en) * | 1990-06-06 | 1992-08-18 | Nkk Corp | Steel excellent in wear resistance |
| JPH04208058A (en) * | 1990-11-30 | 1992-07-29 | Railway Technical Res Inst | Device for propelling magnetically levitated vehicle |
| JPH05239591A (en) * | 1992-02-27 | 1993-09-17 | Nkk Corp | Steel excellent in wear resistance |
| JPH06256896A (en) * | 1993-03-09 | 1994-09-13 | Nkk Corp | Wear-resistant steel excellent in surface property and its production |
| JP3089882B2 (en) | 1993-03-09 | 2000-09-18 | 日本鋼管株式会社 | Abrasion-resistant steel having excellent surface properties and method for producing the same |
| JP2007197813A (en) * | 2005-12-28 | 2007-08-09 | Jfe Steel Kk | Wear-resistant steel sheet superior in bendability |
| JP2008169443A (en) * | 2007-01-12 | 2008-07-24 | Jfe Steel Kk | Wear-resistant steel sheet superior in workability and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2685710A1 (en) | 2008-12-04 |
| WO2008146929A9 (en) | 2009-11-12 |
| EP2154262A1 (en) | 2010-02-17 |
| CL2008001542A1 (en) | 2008-09-05 |
| PE20090342A1 (en) | 2009-03-29 |
| EP2154262A4 (en) | 2016-01-20 |
| CA2685710C (en) | 2012-07-31 |
| BRPI0812277A2 (en) | 2014-11-18 |
| CN101688283A (en) | 2010-03-31 |
| JP2009007665A (en) | 2009-01-15 |
| KR101165654B1 (en) | 2012-07-16 |
| EP2154262B1 (en) | 2018-03-07 |
| AU2008255706A1 (en) | 2008-12-04 |
| KR20090123006A (en) | 2009-12-01 |
| US20100147424A1 (en) | 2010-06-17 |
| MX2009012820A (en) | 2009-12-15 |
| AU2008255706B2 (en) | 2011-10-13 |
| CN101688283B (en) | 2012-02-01 |
| JP5380892B2 (en) | 2014-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2008146929A1 (en) | Abrasion-resistant steel sheet having excellent processability, and method for production thereof | |
| JP5186809B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP6007847B2 (en) | Wear-resistant thick steel plate having low temperature toughness and method for producing the same | |
| JP4538094B2 (en) | High strength thick steel plate and manufacturing method thereof | |
| JP6235221B2 (en) | Wear-resistant thick steel plate having low temperature toughness and hydrogen embrittlement resistance and method for producing the same | |
| KR100918321B1 (en) | High tensile strength steel material having excellent delayed fracture resistance property | |
| JP4735167B2 (en) | Method for producing wear-resistant steel sheet with excellent low-temperature toughness | |
| JP4735191B2 (en) | Abrasion resistant steel plate with excellent low temperature toughness and method for producing the same | |
| JP4650013B2 (en) | Abrasion resistant steel plate with excellent low temperature toughness and method for producing the same | |
| JP4899874B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| WO2010055609A1 (en) | Thick steel sheet having high strength and method for producing same | |
| WO2014154106A1 (en) | Low-alloy high-hardness wear-resistant steel plate and manufacturing method therefor | |
| JP6540764B2 (en) | Wear-resistant steel plate and method of manufacturing the same | |
| JP5683327B2 (en) | Wear-resistant steel plate with excellent low-temperature toughness | |
| TWI742812B (en) | Wear-resistant steel plate and manufacturing method thereof | |
| JP5458624B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP5217191B2 (en) | Wear-resistant steel plate with excellent workability and method for producing the same | |
| JP5348392B2 (en) | Wear resistant steel | |
| JP4259145B2 (en) | Abrasion resistant steel plate with excellent low temperature toughness and method for producing the same | |
| JP5017937B2 (en) | Wear-resistant steel plate with excellent bending workability | |
| JP6791179B2 (en) | Non-microalloyed steel and its manufacturing method | |
| JP2007262429A (en) | Wear-resistant steel sheet excellent in bendability | |
| JP5794077B2 (en) | Steel for machine structure excellent in strength and toughness and method for producing the same | |
| JP3443544B2 (en) | High strength precipitation hardening martensitic stainless steel | |
| JP2020193380A (en) | Abrasion resistant steel plate and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880016192.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08764952 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008255706 Country of ref document: AU Ref document number: 3531/KOLNP/2009 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20097021902 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2685710 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2008255706 Country of ref document: AU Date of ref document: 20080526 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12600891 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2009/012820 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008764952 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| ENP | Entry into the national phase |
Ref document number: PI0812277 Country of ref document: BR Kind code of ref document: A2 Effective date: 20091130 |