HIGH STRENGTH COLD ROLLED STEEL SHEET WITH SUPERIOR
FORMABILITY 7ΛND WELDABILITY, 7ΛND M7ΛNUFACTURING METHOD THEREFOR
Technical Field
The present invention relates to a high strength cold- rolled steel sheet suitable for use in numerous structural parts of automobiles. More particularly, the present invention relates to a high strength cold-rolled steel sheet, which simultaneously provides a tensile strength of 70 to 90 kgf/mm2 grade and is easily formed, thereby having increased impact energy absorption in case of collision and thus enhancing the safety of automobiles . The present invention also relates to a method for manufacturing the high strength cold-rolled steel sheet.
Background 7Art
Recently, as environmental preservation has become an important social issue, worldwide regulations of exhaust gas and continued ratio of automobiles have become stricter. 7Λnd, regulations regarding accident safety of automobiles have become increasingly strict. In order to keep pace with these trends, automobile manufacturers worldwide have tried to make automobiles light in weight and excellent in accident safety.
Meanwhile, as the number of automobiles has increased, the frequency of automobile accidents has become increasingly higher. Therefore, the safety of passengers has also been emphasized. In order to reduce the weight of automobiles and enhance the accident safety of automobiles, it is necessary to manufacture automobiles using high strength materials.
As regulations regarding the accident safety of automobiles have become stricter, a new test, i.e. a frontal offset collision test, has been additionally carried out, along with conventional frontal collision and side collision tests. In addition, impact energy absorption ability of bumpers is important in terms of automobile safety. Recently, in order to increase the impact energy absorption ability of bumpers, there has been an increasing demand for materials for automobile structural parts with high strength.
Conventional high strength cold-rolled steel sheets are divided into three categories, in the form of sheets: [1] work hardened steel, [2] composite structure steel, and [3] strain induced transformed steel.
[1] Work hardened steel
The steel utilizes work hardening based on a cold rolling process. A steel is generally cold rolled and then recovery annealed. Therefore, the strength of the steel is
increased due to its non-recrystallized structure. Although the steel has a reduced added amount of alloy and is excellent in weldability, elongation is lowered and thus formability is deteriorated.
[2] Composite structure steel
Composite structure steel with high strength, in the form of sheets, is manufactured by cold rolling a steel, heating the cold-rolled steel sheet at a temperature above the austenitic phase transformation temperature (also called i) to form austenite and quenching, so that the austenite may be transformed to martensite or bainite. However, because such a steel sheet must be rapidly cooled in a heat treatment process, there are disadvantages in that its manufacture is difficult and elongation is lowered. By way of example, refer to Japanese Patent Laid-Open Publication No. Hei. 6-271942 and Hei. 7-090488.
[3] Strain induced transformed steel Strain induced transformed steel has an increased elongation due to retained austenite present in the steel . The reason why elongation is increased is that the retained austenite is transformed to high strength martensite upon deformation, thereby increasing the work hardening rate. The steel contains retained austenite and its essential elements
are known to be C, Si and Mn. C serves to lower the transformation temperature of martensite and thus stabilize austenite, and Si contributes to increasing the content of dissolved C in the retained austenite by suppressing formation of carbides. Mn, along with C, lowers the transformation temperature of martensite and increases the strength of the steel.
In order to apply such a strain induced transformed steel as a material of structural parts of automobiles, and thereby to decrease the weight of the body, it is necessary to prepare a new strain induced transformed steel having a larger formability than that of above simple C-Si-Mh type strain induced transformed steel. In addition, as the structure of automobiles has become more complicated, conventional steels have not been applied to a large number of structural parts of automobiles. In order to solve this problem, it is necessary to make a new strain induced transformed steel having an excellent formability.
Meanwhile, formability must be enhanced with weldability. A conventional strain induced transformed steel has contained 1.5% or more Si to suppress formation of carbides, increase the volume fraction of retained austenite, and thus improve formability. However, if the content of Si
is high, weldability is deteriorated. Therefore, there are problems in that a defective proportion is increased in the course of welding steel sheets, as well as welding defects occur when such steel sheets are used in manufacturing structural parts of automobiles by spot welding.
Disclosure of the Invention
Therefore, the present invention has been made in view of the above problems of conventional strain induced transformed steel sheets, and it is an object of the present invention to provide a cold-rolled steel sheet with tensile strength of 70 to 90 kgf/ m2 grade, in which formability and weldability are excellent and strength is increased, resulting from optimizing the composition of steel components such as C, Si, P and N, thereby reducing the thickness of structural parts of automobiles and thus making automobiles light in weight, and enhancing the safety of automobiles due to excellent impact energy absorption ability, when being applied as structural parts of automobiles.
It is another object of the present invention to provide a method for manufacturing the cold-rolled steel sheet.
Brief Description of the Drawings
The above and other objects, features and other advantages of the present invention will be more clearly understood from the following detailed description taken in conjunction with the accompanying drawings, in which:
Figs, la and lb are graphs showing phase diagrams of C- 1.5Mn-1.5Si steel and C-l.5Mn-l.0Si-0.08P steel, respectively; Fig. 2 is a graph showing the variations in mechanical properties depending on the content of P, and with or without N addition in 0.2C-1.0Si-1.5Mn steel;
Fig. 3 is a microstructure photograph showing suppression of growth of austenite using AIN precipitates; and
Fig. 4 is a graph showing the variation in the volume fraction of austenite depending on an annealing temperature in steels, the steels differing only in the contents of C, Si and Mn.
Best Mode for Carrying Out the Invention
Hereinafter, the present invention will be described in detail. As mentioned previously, as for a strain induced
transformed steel, C, Si and Mn are added as essential elements, so that retained austenite may be present in the steel, thereby increasing the elongation of the steel.
In particular, Si is generally added to 1.5% or more to suppress formation of carbides and thus increase the volume fraction of retained austenite. However, as the content of Si increases, the weldability of the steel sheet is lowered.
Therefore, after repeatedly studying such phenomena, the present inventors found that where P is added in an appropriate amount, although the content of Si is maintained as low as less than 1.5%, excellent formability and weldability can be secured, as well as where appropriate amounts of 7A1 and N are added, thereby to form AIN precipitates and thus reduce the grain size of retained austenite, high strength cold-rolled steel sheet suitable for use in structural parts of automobiles can be obtained. The present invention is based on the above findings .
In accordance with one aspect, the present invention provides a cold-rolled steel sheet with excellent formability and weldability, comprising, in terms of percent by weight, 0.15 to 0.25% C, 0.5 to 1.5% Si, 1.0 to 2.0% Mh, 0.25% or less P, 0.020% or less S, 0.015 to 0.050% Al, 0.008 to 0.026% N, balance Fe and incidental impurities while satisfying a
condition of 1.2< Si [%]+50/8P[%]< 2.0.
In accordance with another aspect, the present invention provides a method for manufacturing a cold-rolled steel sheet with excellent formability and weldability, comprising the steps of: preparing a steel having the above composition; hot rolling the steel using a conventional method and then cold rolling the hot-rolled steel sheet using a conventional method so as to prepare a cold-rolled steel sheet; continuous annealing the cold-rolled steel sheet in a temperature range satisfying a condition of
563+651C[%]+42Si[%]+18Mn[%]≤ annealing temperature [°C]< 850;
and quenching the continuous annealed steel sheet at a rate
of 20 to 100°C/s to an austempering initiating temperature
ranging from 400 to 450°C and then cooling to a temperature
ranging from 350 to 400°C.
Now, the reason why the components and their amounts in the steel sheet are limited as mentioned above will be explained.
Carbon (C) : 0.15 to 0.25%
C is an element required for reducing the transformation temperature of martensite, thereby to stabilize austenite. Therefore, retained austenite is formed at room temperature and
thus elongation is increased. For these purposes, C must be added in an amount of at least 0.15 weight% (hereinafter, simply referred to as %) . However, if the C content exceeds 0.25%, weldability is deteriorated. As a result, such C content is unfavorable for welding of steel sheets and welding of structural parts of automobiles.
Silicon (Si): 0.5 to 1.5%
Si is an element which serves to suppress formation of carbides in an austempering process. If formation of carbides is suppressed by Si, the amount of dissolved C is increased and the dissolved C diffuses in retained austenite, so that the retained austenite is stabilized. On the other hand, because Si considerably reduces weldability, it is preferable to lower the content of Si so as to secure excellent welding of cold- rolled steel sheets for use as structural parts of automobiles.
That is, in order to secure excellent formability by forming an appropriate volume fraction of retained austenite, the content of Si must be increased, while in order to secure weldability, the content of Si must be decreased. In addition, where a large amount of Si is added to steels, internal oxidation occurs along grain boundaries of the surface layers of steel sheets in a coiling process following a hot rolling process. If internal oxidation occurs in hot-rolled steel
sheets, local corrosion occurs at internal oxidation-affected zones in a pickling process, thereby the surfaces of the pickled steel sheets being much roughened. 7As a result, surface defects occur in a subsequent cold rolling process and a hearth roll in an annealing furnace is damaged in an annealing process, thereby causing defects such as marks on steel sheets.
Therefore, it is preferable to limit the content of Si to a range of 0.5 to 1.5%, so that formation of carbides may not only be effectively suppressed, but weldability may also be improved and surface defects of hot-rolled steel sheets caused by internal oxidation may also be reduced. More preferably, the Si content ranges from 0.5 to 1.2%.
Manganese (Mn) : 1.0 to 2.0%
Mn is an element which increases the strength of steels and lowers the transformation temperature of martensite such as C, thereby stabilizing austenite. However, if the added amount of Mn is less than 1.0%, it is impossible to secure the above effects. If it exceeds 2.0%, there is a problem in that the transformation rate of ferrite is too slow and thus the amount of ferrite formed in a cooling process is reduced.
According to the present invention, the larger the
amount of formed ferrite is, the larger the amount of dissolved C in retained austenite is, thereby stabilizing the retained austenite. Therefore, it is important to form an appropriate amount of ferrite. Where Mh is excessively added, austenite which does not transform to ferrite in a cooling process is transformed to a high volume fraction of bainite at an austempering temperature. As a result, the strength of steel sheets is increased but elongation is reduced. Therefore, it is preferable to limit the content of Mn to a range of 1.0 to 2.0%.
Phosphorous (P) : 0.25% or less
P is an element required for strengthening ferrite such as Si and effectively suppresses formation of carbides. However, if the P content exceeds 0.25%, P is excessively segregated in the center portion of grains in a slab manufacturing process, thereby fractures readily occurring in a continuous casting process. In addition, P is excessively segregated at grain boundaries of steel products. As a result, grain boundaries are broken and thus ductility is reduced.
As mentioned previously, where the Si content exceeds
1.5%, the weldability of steel sheets is reduced. Therefore, P is also added simultaneously with limiting the content of Si to 1.5% or less, thereby suppressing formation of carbides and
maintaining the desired volume fraction of retained austenite. That is, as for conventional steels with no P, 1.5 to 2.0% of Si is required for suppressing formation of carbides and maintaining the desired volume fraction of retained austenite. On the other hand, as for the present invention with an appropriate amount of P, it is possible to stabilize retained austenite and enhance weldability even at Si content as low as 0.5 to 1.5%.
Fig.l shows a phase diagram of each of 1.5Mn-1.5Si steel and 1.5Mn-1.0Si-0.08P steel. It can be seen from Fig.l that the appearances of the phase diagrams of the 1.5 Mn-1.5Si steel and 1.5Mn-1.0Si-0.08P steel are the same.
That is, 0.08% P has the same effect as 0.5% Si in terms of phase transformation behavior.
In accordance with the present invention, therefore, it is preferable to lower the content of Si and to satisfy a
condition of 1.2< Si [%]+50/8 P[%]<2.0 upon the addition of P
while taking into consideration the above fact, so that internal oxidation resistance of hot-rolled steel sheets may be improved, along with weldability.
Meanwhile, Fig.2 is a graph showing the variations in
the mechanical properties depending on the content of P, and with or without the addition of N in 0.2C-1.0Si-1.5Mn steel. As shown in Fig.2, where the added amount of Si is reduced to 1.0% and the content of P is increased, elongation is increased. In particular, it can be seen that elongation is greatly increased at a P content of 0.08%.
Sulfur (S) : 0.020% or less
S is coupled with Mn to form MnS precipitates. Because inclusions such as MhS act as start points of cracks, it is advantage to reduce the amount of the precipitates. Therefore, it is preferable to limit the content of S to 0.020% or less.
Aluminum (Al) : 0.015 to 0.050% Al is an element that is used as a deoxidizer. Al generally reacts with 0 in steels to form slag in a steel manufacturing process. Upon removal of the slag formed on molten steels, 0 is removed along with the slag. According to the present invention, Al is not only used for removing O in steels, but also for forming AIN precipitates and thus reducing the grain size of retained austenite, thereby to enhance elongation.
Generally, it is known that where the amount of retained austenite is constant, small grain size of retained austenite
improves the work hardening rate while transforming to martensite upon deformation, thereby elongation being enhanced. Therefore, it is necessary to reduce the grain size of retained austenite. According to the present invention, the grain size of retained austenite must be reduced in an annealing process. The growth of the grains is suppressed through formation of precipitates.
However, where precipitates are excessively larger, due to precipitation hardening, strength is increased but elongation is liable to be reduced. Therefore, it is important to reduce the grain size of austenite by lessening the amount of precipitates. In the steel industry, precipitates containing Nb, Ti and V are mainly used to obtain the effect of precipitation hardening. However, these precipitates are large in size and react with C, which is an austenite stabilizing element, to form precipitates in the form of NbC, TiC, and VC, thereby reducing the content of dissolved C. Therefore, these precipitates are not suitable for strain induced transformed steels. In summary, in order to increase elongation in strain induced transformed steels, it is necessary to form small grain size precipitates without being coupled with C.
For this purpose, AIN precipitates are suitable. It is generally known that AIN cannot dissolve C and its size is much
smaller than precipitates such as TiC, NbC and VC. If the amount of Al is less than 0.015%, the amount of the AIN precipitates is reduced, thereby not efficiently reducing the grain size of retained austenite. On the other hand, if the amount of Al exceeds 0.050%, coarse precipitates of AIN are formed thereby adversely affecting elongation. Therefore, it is preferable to limit the content of Al to a range of 0.015 to 0.050%.
Nitrogen (N) : 0.008 to 0.026%
N is an element required to form AIN. In a steel manufacturing process, N is generally added to less than 0.004% as the impurity element. For the purpose of forming AIN precipitates and thus reducing the grain size of retained austenite in the present invention, however, N should be added in an amount of at least 0.008%. Because N is precipitated in the form of AIN, it is suitable for N to be added while taking into consideration the fact that atomic weight ratio of N to Al is 14 to 27. That is, where Al is added in an amount of 0.015 to 0.050%, it is preferable to limit N to a range of 0.008 to 0.026%. Under the above N range, an appropriate amount of AIN is formed, thereby reducing the grain size of retained austenite and thus increasing elongation, as shown in Fig.2.
Fig.3 shows that AIN precipitates suppress the diffusion of austenite grains. From Fig.3, it can be seen that the AIN
precipitates suppress the growth of austenite in an annealing process.
Now, a method for manufacturing the cold-rolled steel sheet of the present invention will be described.
The high strength cold-rolled steel sheet with excellent formability and weldability of the present invention can be manufactured by hot rolling a steel with the composition mentioned previously, cold rolling the hot-rolled steel sheet, continuously annealing, quenching and cooling.
The manufacturing method of the cold-rolled steel sheet according to the present invention is characterized by controlling a continuous annealing process and austempering condition. Now, such features of the present invention will be described in detail.
First, according to the present invention, a steel with the composition mentioned previously is hot rolled and cold rolled according to conventional methods to form a cold-rolled steel sheet. The hot rolling and cold rolling conditions, as will be described later, are given only for illustrative purposes and are not intended to be construed as a limitation thereof.
A steel with the composition mentioned previously is
reheated at a high temperature in a hot rolling process. In this case, it is preferable to limit the reheating temperature
to a range of 1,050 to 1,300*0. After reheating, it is
preferable to limit a finishing hot rolling temperature to a
range of 890 to 940°C. Then, a hot-rolled steel sheet formed
in the hot rolling process is coiled. It is preferable to
limit the coiling temperature to a range of 600 to 700°C.
Then, the final hot-rolled steel sheet is pickled and then cold rolled. In the cold rolling process, a rolling reduction rate is preferably 40 to 70%.
Then, the cold-rolled steel sheet is subjected to continuous annealing in a temperature range satisfying a
condition of 563+651C[%]+42Si[%]+18Mh[%]≤ annealing temperature
[°C]< 850.
As mentioned previously, in order to increase elongation using a steel containing C, Si and Mn, it is necessary to increase the content of retained austenite. After study of such phenomenon, the present inventors found that a heat treatment cycle must be adequately established depending on steel composition.
Austenite is formed by annealing at a continuous
annealing furnace. The austenite is cooled to an austempering temperature and then austempered to form bainite. In this procedure, dissolved C diffuses in retained austenite, thereby to stabilize the retained austenite. In this case, it is important to adequately establish an annealing temperature. If the annealing temperature is too low, pearlite present in a hot-rolled steel sheet is not dissolved, thereby reducing the stability of austenite. If the annealing temperature is too high, austenite is excessively formed and thus the amount of ferrite is reduced. Consequently, the amount of bainite is increased. As a result, strength is increased but elongation is reduced.
After repeatedly studying and experimenting for the purpose of establishing optimal annealing temperatures depending on steel composition, while taking into consideration the above facts, the present inventors obtained the results shown in Fig.4.
Fig.4 is a graph showing the variation in the volume fraction of austenite depending on an annealing temperature while varying the contents of C, Si and Mn. From Fig.4, it can be seen that where steel components are constant, the higher the annealing temperature is, the higher the volume fraction of retained austenite. Accordingly, where the annealing
temperature is increased, maximum volume fraction of ferrite is formed, thereby the maximum amount of C being dissolved in austenite. While increasing the volume fraction of ferrite to the maximum level, pearlite must be completely dissolved. This is because a large amount of carbides in pearlite reduce the amount of C dissolved in austenite. Therefore, in order to completely dissolve the pearlite, the volume fraction of austenite must be 19, 28 and 38% in steels having C contents of 0.1, 0.15 and 0.20%. Where austenite is formed exceeding the above values, the volume fraction of ferrite is reduced, thereby not forming a large amount of retained austenite.
On the basis of this fact, the present inventors found that an annealing temperature required for completely dissolving pearlite must satisfy a condition of the annealing
temperature≥ 563+651C[%]+42Si [%]+18Mn[%] . However, the upper
limit of the annealing temperature is set to 850°C. This is
because if the annealing temperature exceeds 850°C, austenite
is excessively formed. Accordingly, the optimal annealing temperature range in the present invention is defined as the condition of
563+651C[%]+42Si[%]+18Mn[%]< annealing temperature [ "C ]≤ 850.
In addition, it is preferable to set an annealing time
to 50 seconds or more, thereby to form an appropriate amount of austenite at the annealing temperature.
The continuous annealed steel sheet is quenched to an
austempering initiating temperature ranging from 400 to 450°C
and then cooled to a temperature ranging from 350 to 450°C
(austempering process) . As a result, the transformation of austenite to pearlite is suppressed.
Quenching is carried out in a zone between the continuous annealing zone and the austempering initiating temperature. In this case, a cooling rate is preferably about
20 to 100°C/sec. In an austempering process, some austenite
formed in the annealing zone transforms to bainite and dissolved C diffuses in retained austenite, thereby the retained austenite being stabilized. Total cooling times required for the quenching process (cooling to a temperature
ranging from 400 to 450°C) and then austempering process
(cooling to a temperature ranging from 350 to 450°C) are
preferably 200 to 500 seconds. The following examples are given only as an illustration of the present invention and are not intended to be construed as a limitation thereof.
Examples
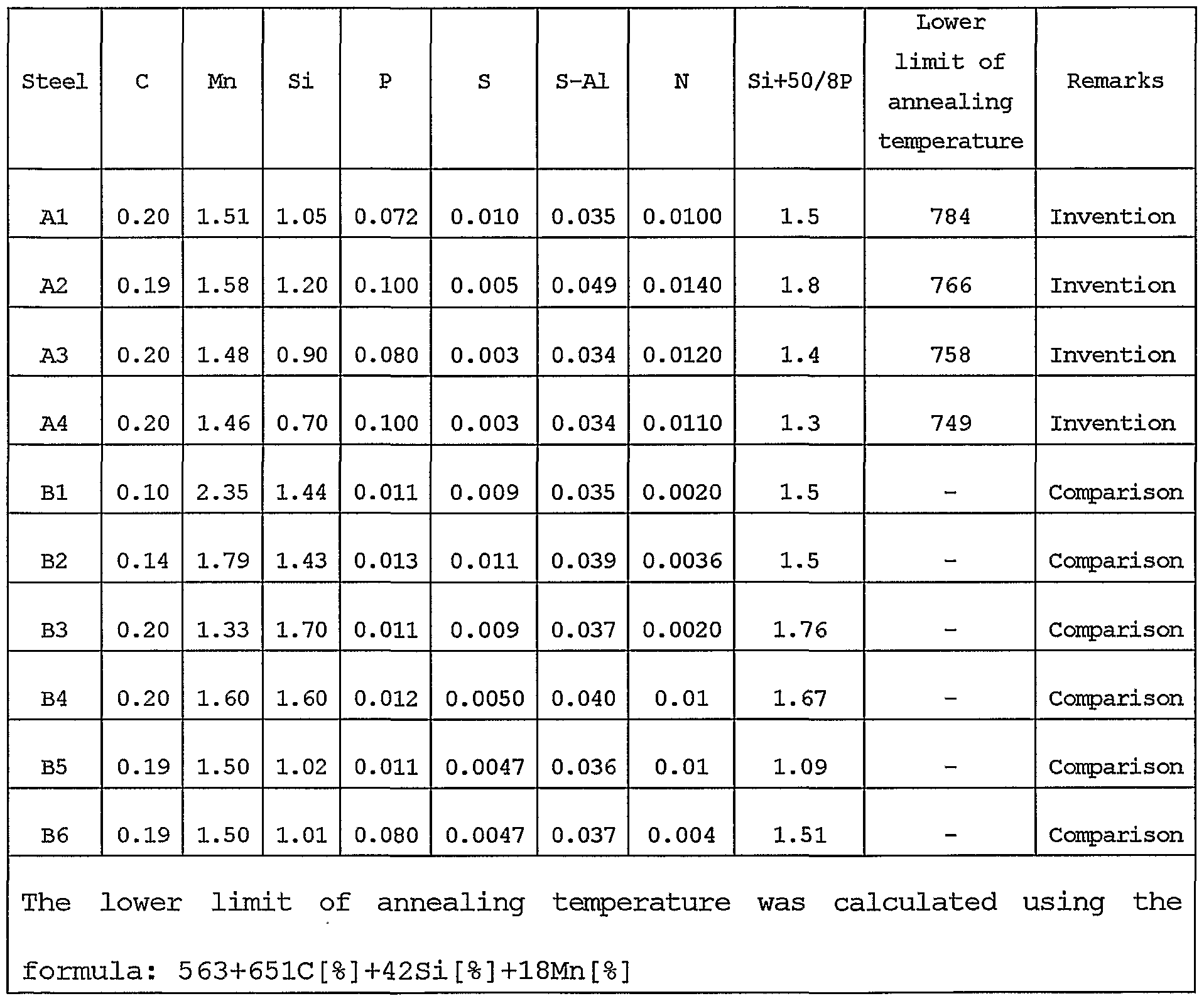
Steel materials having compositions as shown in Table 1 were prepared and subjected to a hot rolling process. In this
case, a reheating temperature was set to 1,250°C, a finishing
hot rolling temperature was set to 910°C, and a coiling
temperature was set to 600°C. Surface oxidized layers of the
coiled hot-rolled steel sheets were pickled and subjected to cold rolling at a reduction rate of 50% to form cold-rolled steel sheets having a thickness of 1.4 mm. Each cold-rolled steel sheet was heat treated in a continuous annealing furnace. An annealing time was 51 to 102 seconds and an austempering time was 300 seconds.
Table 2 describes the variations in the mechanical properties of cold-rolled steel sheets depending on the heat treatment condition.
Table 1
Table 2
H U α.
rn
CN
As shown from Table 1 and Table 2, the inventive examples 1-11, in which the composition and continuous annealing condition of each steel are optimized, were excellent in elongation and weldability.
On the other hand, the comparative examples 3-13, in which the composition of each steel is outside the range of the present invention, were poor in elongation and weldability. In particular, as for the comparative examples 11-14, which were manufactured using B3 steel material with a Si content of more than 1.5%, all had poor weldability.
As for the comparative example 15, which was manufactured using B5 steel material with Si+50/8P of less than 1.2, and the comparative example 16, which was manufactured using B6 steel material with a small amount of nitrogen, elongation was low.
Meanwhile, the comparative examples 1 and 2 have composition ranges within the present invention, but their annealing temperatures are outside the range of the present invention. As for the comparative example 1, an annealing temperature was too low, thereby insufficient recrystallization of steel sheet being caused or carbides being incompletely dissolved. As a result, uniform retained austenite cannot be obtained, thereby elongation being reduced. As for the
comparative example 2, an annealing temperature was too high, thereby forming an acicular structure of retained austenite adversely affecting workability. As a result, elongation of final steel sheets was sharply reduced.
Industrial Applicability
As apparent from the above description, the present invention provides a high strength cold-rolled steel sheet with excellent formability due to high elongation. Such a high strength steel sheet is suitable for use in structural parts of automobiles, thereby to enhance the safety of automobiles .
Although the preferred embodiments of the present invention have been disclosed for illustrative purposes, those skilled in the art will appreciate that various modifications, additions and substitutions are possible, without departing from the scope and spirit of the invention as disclosed in the accompanying claims.