WO1984000567A1 - Method and device for detecting end breakage of fine spinning frame - Google Patents
Method and device for detecting end breakage of fine spinning frame Download PDFInfo
- Publication number
- WO1984000567A1 WO1984000567A1 PCT/JP1982/000294 JP8200294W WO8400567A1 WO 1984000567 A1 WO1984000567 A1 WO 1984000567A1 JP 8200294 W JP8200294 W JP 8200294W WO 8400567 A1 WO8400567 A1 WO 8400567A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- circuit
- thread
- detecting
- signal
- input
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/14—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements
- D01H13/16—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements responsive to reduction in material tension, failure of supply, or breakage, of material
- D01H13/1691—Thread breakage detector means associated with pneumatic cleaning devices, e.g. suction of broken end of yarn
Definitions
- the present invention relates to a method and an apparatus for detecting thread breakage of a spinning machine, and more particularly to a method of detecting a thread breakage by detecting a fiber floating and progressing in a magnetic duct when a thread break occurs in the spinning machine. Methods and equipment.
- a method of detecting a yarn break in a spinning machine mainly involves applying a light beam to a running yarn between a front roller and a snare wire of the spinning machine.
- the method uses a phototube to detect the presence or absence of a yarn inside.
- the detection device using the photoelectric tube is installed on a transfer unit that traverses between spinning frame units, and the transfer unit is used. The thread in the weight on the front of the transfer unit is detected as the unit moves.
- a method of detecting a yarn break in addition to the detection of the yarn path by the photoelectric tube described above, a method of detecting by detecting the vibration of the yarn being spun with a snail wire, and the method disclosed in As disclosed in Japanese Patent No. 48894, a thread member having a snail wire at one end and a light energy absorbing member at the other end is provided. [9] The armature will move and the beam energy will be lost.
- a yarn breakage detecting member that runs at a constant speed on the front surface of a textile machine such as a spinning machine is disposed, There is a method to detect thread breakage by detecting whether or not a thread hits the sensing member when the component travels along the machine frame of the spinning machine ⁇ o
- Recent-Combination of human ducts or faults branching from it The light is emitted by the light emitter during the pumping, and the reflected light generated when the fiber passes through the light curtain generated by the light emission is received by the light receiver. 9) Whether thread breakage is detected (for example, for example, a patent application is disclosed in Japanese Patent Application Laid-Open No. 57-77332), or the reflected light generated by the light emission is received by a light receiver, and the reflected light is generated by a yarn breakage.
- a method of detecting a yarn breakage by detecting a change in the amount of reflected light caused by a floating fiber passing through the duct and blocking the reflected light for example, Patent Application Publication No. 57-7 7 329) has been proposed. However, these methods were at a practical stage, even though they were said to have problems with detection accuracy.
- An object of the present invention is to provide a practical method and apparatus for overcoming the drawbacks of the conventional method and for detecting a thread break with a high degree of accuracy with respect to the entire spindle of a spinning machine at a low cost and in a simple operation. aimed to .
- the purpose of this is to irradiate the fiber that floats and travels in the pneumatic duct of the spinning machine with incident light, and to detect the scattered light generated by the fiber by the photoelectric element. Achieved.
- the method for detecting the thread breakage of the spinning machine and the basic technical idea of the device according to the present invention are as follows:-The light beam generated by the projector is applied to a predetermined position of the eumatic main duct. If there is a fiber crossing the light beam, the light scattered by the fiber is converted into electric light by a photoelectric method. Detected by the ls e signal, the C 0 ls e signal in advance
- O PI WHO AT10 In the case where it is repeated more than the set unit time number of times, it is identified as a thread break. This identification is c. This is done by calculating the integral of the signal signal per unit time]) and comparing the integrated value with the set value (voltage).
- ⁇ One essential condition for a practical device is to operate as a detection device. However, the problem with this type of device is that-when the floating fiber passes through the magic duct and passes through the detection position of this device, the floating fiber breaks. Whether or not to generate the above-mentioned scattered light is surely detected. The method and apparatus of the present invention are not practical if they are reliably detected. From this point of view, the system for detecting the thread breakage according to the present invention particularly incorporates a system for checking the reliability of the detection.
- FIG. 1 is a perspective view showing a state in which a thread cut detection device according to the present invention is attached to a -magnetic duct of a spinning machine.
- FIG. 2 is a cross-sectional view showing a state in which the detecting device of the thread cut detecting device is mounted on a cut surface of a magnetic duct.
- Fig. 3 is a block diagram of the basic electric circuit of the thread break detection device.
- FIG. 4A shows the output waveform of the amplifier 21.
- FIG. 4B is a diagram showing an output waveform of the comparator 22, and
- FIG. 4C is a diagram showing an output waveform of the integration circuit 23.
- FIG. 5 is a block diagram of a practical electric circuit of the thread breakage detecting device according to the present invention.
- Figures 6 ⁇ and 6I show the waveforms of the electrical signals appearing at points ⁇ , B, C, D, E, F, G, H, and I of the electric circuit shown in Fig. 5, respectively.
- the spinning machine is usually equipped with a -Umatic device for sucking and storing the froth generated by the yarn breakage.
- the pneumatic device was provided with suction holes corresponding to the respective weights of the spinning machine.
- a magic duct 2 for transferring the frame together with the outside air from the magic float, a storage box for storing the transferred frame, and a suction fan.
- a case 1 containing a pneumatic absorber The pneumatic duct 2 is shown in Fig. 1 as two ducts of the same shape, but the amount of air passing through the duct Depending on the suction fan] ⁇ far away] 3 to the suction fan
- the duct is near the pneumatic absorber housing case 1.
- two spinners are usually installed on one side of the spinning frame.
- the thread trimming detection device detects the thread trimming device.
- Part 10 Part 10 and a box 4 containing electrical circuits.
- Thread cutting indicator light is displayed on the box 4
- the detection unit 10 of the thread trimming detection device As shown in Fig. 1, the detection unit 10 of the thread trimming detection device
- the thread cut detector 10 is connected to the second
- the light emitter 12 and the light collector 16 are incident light from the light emitter.
- each of the distance between the light emitter 12 and the mounting member 11 and between the light collector 16 and the mounting member 11 is in addition, it is preferable to interpose an angle adjustment fixing member capable of freely changing and adjusting the angle position of the light emitter 12 and the light collector 16 and fixing the angle position.
- the angle adjustment fixing member is interposed between each of the light projector 12 and the light collector 16 and the mounting surface of the -human duct.
- the light projector 12 has a light source 14 and a light projection lens 13 for converging a light beam emitted from the light source jr.
- the light source 14 is connected to a power source 30 via a conducting wire 15.
- the condenser 16 has a condenser lens 17 and a photocell 18 for condensing the scattered light from the fiber that shines upon receiving the projection light, and the photocell 1 8 goes through conductor 19 and c. Connected to the electrical circuit housed in Nel Box 4. This electric circuit is an amplifier circuit as shown in Fig. 3.
- the set power ffi v r is applied.
- This electric circuit is hereinafter referred to as an amplification comparison determination circuit 20 for convenience of explanation.
- the output of the amplification comparison / judgment circuit 20 is output to an alarm circuit having an alarm device.
- an alarm display lamp located at the end of the spinning frame as shown in Fig. 1 is used as an alarm.
- An alarm display lamp is convenient for notifying an operator at a position away from the spinning machine of the presence of the spinning machine with a broken thread.
- flashing the alarm display lamp will help the operator to quickly notice the presence of a thread cut.
- the alarm display lamps of a plurality of spinning machines in the spinning room are concentrated at a specific location in the spinning room, so that the situation of thread breakage of the spinning machines in the spinning room can be centrally monitored. This will help to quickly find the thread cutter and to comprehensively grasp and manage the spinning status of each spinning machine.
- the fleece sent out from the corresponding draft part of the broken weight is sucked through the hole 3 on the -U-Matic Fleet, and the diameter is gradually increased. It is transported through the growing pneumatic duct to the storage case 1 and finally stored in a pneumatic fleet storage box (not shown). , Stored.
- the lease is made up of a large number of fibers 40 or a plurality of fiber groups (hereinafter referred to as fibers 40 for simplicity) by the air flow passing through the duct. And floats in the duct to progress.
- a plurality of fibers 40 are irregularly scattered.- When light is incident on the eumatic main by the light emitter 12, the light is scattered by the fibers and is incident. When viewed from a direction inclined to the light, the path of the incident light will appear bright. Therefore, the photo of the concentrator focused towards the light path of the incident light Cell 18 is scattered by the fiber, and is sensitive to the luminous flux of the incident light every time it shines, that is, by the Tindal phenomenon. Generates a loose.
- Thread breakage-c when the amount of fiber floating in U-Matic Duct 2 is low.
- the frequency of loosening is small as shown in the period of Fig. 4B , but if a yarn break occurs even with one spindle in the spinning machine, it will be as shown in period tb.
- the frequency of occurrence of looseness increases.
- the thread break is repaired and the amount of fibers floating in the new magnetic duct 2 decreases, the period t in Fig. 4B will be resumed. As shown in 2 , the frequency of pulse generation is low.
- the vertical axis in Fig. 4B is c. Loose (voltage) strength (V :), the horizontal axis shows time lapse (T).
- the looseness output from the photocell 18 is applied to the width comparison / judgment circuit 20 via the conductor 19. Said c.
- the solution passes through the amplification circuit 21 and the comparison circuit 22 to the integration circuit 23, where it is integrated.
- the integration voltage level in the integration circuit 23 increases. If the thread is not broken, this increase in the integrated voltage level in the integration circuit 23 is not obtained.
- the output signal of the integrating circuit 23 is input to the comparing circuit 24.
- the amplification comparison judgment circuit does not output, in other words, this thread cut detection device detects 1 thread breakage. It is possible to allow it. However, in a well-managed spinning factory, it is preferable to reliably detect the breakage of one spindle from the viewpoint of maintaining the quality of the yarn. It was also found that the required personnel increased.
- the thread cutting detection method of the present application is as follows:-The light is projected into the magic duct, and scattered light generated by the fiber floating and passing through the duct is received by the light receiver. Converted to a pulse signal, and c per unit time. The accumulated value (electrical quantity) is calculated continuously by calculating the number of threads, and the preset value corresponding to the number of thread trimmings of the management target is set.Compare with the standard value, and if the standard value is reached, It is characterized by detecting the U thread break by displaying this by a signal.
- a thread cutting detection device according to the present invention as a practical device will be described in detail with reference to FIG.
- FIG. 5 the two-dot chain lines 21 to 25 correspond to the circuit blocks 21 to 25 in FIG. 3, respectively.
- the block or abnormality detection circuit 26 (described later) is shown in FIG.
- FIG. 5 the operation of the circuit of FIG. 5 will be described with reference to the waveform diagrams of FIGS. 6A to 6I.
- 6A to 6I show waveforms of signals appearing at points A to I in FIG. 5, respectively.
- the output signal (A) from photocell 18 is applied to capacitor C_j.
- the output signal from the photocell 18 is composed of a DC component and an AC component superimposed thereon, as shown in FIG. 6A.
- the DC component represents the light amount corresponding to the steady light environment around the photocell 18, while the AC component represents the light amount corresponding to the reflected light from the floating fiber.
- the DC component is equivalent to the disturbance, and only the AC component is actually necessary for detecting the yarn breakage. Therefore, the output signal from photocell 18 is applied to the capacitor, and only the unnecessary DC component is removed. That is, only the exchange component is obtained as shown in Fig. 6B.
- the pulse is amplified to a predetermined level in the amplification circuit 21.
- the buffer amplifiers 21-1 and 2) the output signals from these amplifiers 21-1 and 21-2 are respectively Appears with the waveforms shown in Figures 6C and 6D.
- the voltage exceeds the V level. C with constant amplitude only for the sole.
- the signal is output as a signal, and unnecessary signals such as noise that reaches the level of V ⁇ ! Are eliminated.
- the output C with uniform amplitude and noise removed is shown in Fig. 6E. Get the loose.
- this integrated voltage level is output C. It changes according to the number of looses.
- This integration circuit 23 is a so-called CR integration circuit]), The integration time constant is determined by C 2 ⁇ R 4 .
- Fig. 6F shows the output c. This indicates that the integrated voltage level fluctuates according to the number of screws.
- the integration voltage level is a value proportional to the minimum number of thread breaks. Therefore, the occurrence of thread breakage can be detected using this value.
- the concentrator 16 is focused at one point, and the floating fiber The fiber is detected by passing through that point. That is, the entire floating fiber is represented by a floating fiber passing through one point. For this reason, if there is a small amount of floating fiber to be represented while floating fibers are present, a valley like P in FIG. 6F is generated, and eventually the detection system becomes unstable. This is the problem described above.
- Such an abnormality detection circuit detects abnormal conditions.
- the terminal voltage with the R 5 continues to fall. Therefore, the falling voltage is to be detected at the set voltage Vr3 ! )
- the occurrence of an abnormality can be known.
- a comparison 26-1 which uses Vr3 as the reference voltage, is set up, and in the event of an abnormality, an output as shown in Fig. 6I is sent out ⁇ : This])
- the abnormality alarm circuit 26-2 is driven And activates the alarm (not shown).
- the spinning machine 400 spindles, 14, 200 rpm that is used to spin the comma kinshi 40S using the device according to the present invention described above with reference to FIGS. 5 and 6A to 6I. ) 8 units were installed, and the following method was used. I.e. 9
- Table 1 lists the results of reliability inspections conducted for a total of four days on April 27, 28, 29, and April 18 last year. As is clear from this table, it was confirmed that the device according to the present invention including the electric circuit shown in FIG. 5 has a very high reliability of 95 to 98.
- the device of the present invention gives light to a fiber floating and traveling in a pneumatic medium, detects the light scattered by the fiber, and issues an alarm through the above-described electric circuit. Since it is a device, there is no need to contact the yarn being spun, and the yarn breakage can be detected without affecting the spinning condition. In addition, it is necessary to install a detecting member on each spindle of the spinning machine, and to install a transition unit for moving the detecting member between the frames: the apparatus of the present invention is much cheaper. Can be manufactured. Also, since the existing spinning frame can be easily retrofitted, its practical effect is extremely high.o
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Description
明 細 書
精紡機の糸切検知方法お よ び装置
技術分野
本発明は精紡機の糸切検知方法およ び装置、 特に 精紡機で糸切が発生 した場合に - マチ ッ ク ダク ト 内を浮遊進行する繊維を検知する こ と に よ る糸切 検知の方法る らびに装置に関する 。
背景技術
従来精紡機における糸切れを検知する方法は主と して精紡機の フ ロ ン ト ロ ー ラ とスネ ル ワ イ ヤ と の間 の走行する糸に対 して光線を.当て、 該光線の中の糸 の存在の有無を光電管で感知する方法で行われてい る。 例えば特公昭 4 8 年第 2 5 6 9号公報で開示され た方法では前記光電管に よ る検知装置を精紡機機台 間を ト ラパースする移行ュ - ッ ト の上に設置 し移行 ュニ ッ ト の移動につれて移行ュニ ッ ト の前面にある 錘の糸切れを検知 している 。
糸切れの検知方法と しては前記の光電管に よ る糸 道の検知以外に紡出中の糸の振動をスネ ル ワ イ ャで 感知 して検知する方法、 ま た特公昭 4 8 年第 4 8 9 4 号公報に開示されている よ う に、 一端にス ネ ル ワ イ ャを具備 し他端に光線エネル ギ吸収部材を具備 した 挺子部材を設け、 糸切れする と ス ネ ル ワ イ ヤ に よ る 支えを失う こ と に よ ]9 挺子部材が摇動 して光線エネ
Ο ΡΙ
ル ギ吸収部材が下方に下がっ て精紡機の前側面を機 台に沿っ て流れる光線を吸収する こ と に よ つ て糸切 れを検知する方法がある 。
更にま た特公昭 4 9 年第 3 8 3 7 2 号公報に開示さ れて る よ う に、 精紡機等の繊維機械の前面を一定 速度で走行する糸切れ感知部材を配置 し、 該感知部 材が精紡機の機台に沿っ て走行する時に感知部材に 糸があたるか否かに よ つ て糸切れを検知する方法が あ ^ o
これ らの従来から行われている糸切れの検出方法 は紡出中の糸に接蝕する部材を介して糸切れを検知 するか、 あるいは光電管を用いて糸に接触せずに検 知する方法であ って検知装置を載置する移行ュ - ッ ト を精紡機機合間に配置するかの何れかの方法とな る。 紡出中の糸 と接触する部材を用いる こ とは糸切 れの検出操作に よ つ て糸切れを増加させる危険を有 し、 移行ユニ ッ ト を使用すれば移行ュニ ッ ト の前面 にある錘しか検知でき ない。 さ らに前記何れの場合 と も多額の設置費を必要とする。
最近 - ユ ーマチッ ク ダク ト ま たはそれか ら分岐し ている フ ル ー ト の結合ハ。ィ プ中に投光器に よ っ て投 光し、 こ の投光に よ っ て生ずる光カ ー テ ィ ンの中を 繊維が通過 したと き に生ずる反射光を受光器によ つ て受光する こ と に よ ] 9 糸切れを検出するか ( たとえ
ば特許出願.公開昭 5 7 - 7 7 3 2 8号 ) 、 あるいは投光 によ つ て生ずる反射光を受光器に よ つ て受光させる よ う に し、 糸切れの発生に よ っ てニ ュ ーマチ ッ ク ダ ク ト 内を浮遊繊維が通過 して こ の反射光をさえぎる こ と に よ る反射光量の変動を検出 して糸切れ検出 と する方法 ( たとえば特許出願公開昭 5 7 - 7 7 3 2 9号) が提案されている。 然 し が ら、 これ らの方法は検 出精度に問麄がある と言われま だ実用的段階に た
てい o
発明の開示
本発明の 目的は前記従来方法の有する欠点を克服 し、 精紡機の-全錘を対象と した糸切れを高い精度で 検出する実用的方法およ び装置を安価にかつ操作簡 単に提供する こ と を 目的とする 。
この 目的は精紡機のニ ュ ーマチ ッ ク ダク ト 内を浮 遊して走行する繊維に入射光線を当て、 繊維に よ つ て生ずる散乱光を光電素子に よ っ て検出する こ とに よ っ て達成される。
即ち本発明に係る精紡機の糸切検知方法な らびに 装置の基本的な技術思想は - ユ ーマチ ッ ク メ イ ン ダ ク 卜 の所定位置に投光器に よ っ て生ずる光 ビ ー ムを あて、 も しこの光 ビ ー ム を横切る繊維が存在する場 合に、 こ の繊維に よ る散乱光を光電方式に よ っ て電 気ハ。 ル ス信号と して検出 し、 このハ0 ル ス信号が予め
O PI WHO AT10
設定された単位時間当 回数よ も継続して繰返さ れる場合に糸切れと して識別する こ とにある。 この 識別は、 ハ。 ル ス信号の単位時間当 ]) の積分を求めこ の積分値と設定値 ( 電圧 ) の比較に よ っ て行われる < 又実用装置と しての 1 つの必須条件は検出装置と して動作の確実性であるが、 この種装置で問題と ¾ るのは - マチ ッ ク ダク ト の中を浮遊繊維が通過 してこの装置の検出位置を通過したと き にこの浮遊 繊維が糸切れによ D発生しよ う と しま いと前述の散 乱光を確実に検出するかど う かである 。 も し確実に 検出 し ければ、 本発明の方法、 装置は実用的でな い。 この観点か ら、 本発明に よ る糸切検出の装置で は特に検出の確実性をチ - ッ クする シ ス テ ム が組込 まれて ^る。
図面の簡単な説明
第 1 図は本発明に よ る糸切検知装置を精紡機の - マチ ッ ク ダク ト に取付けた状況を示す斜視図で あ 。
第 2 図は糸切検知装置の検出装置を - ュ 一マチ ッ クダク ト の切断面に取付けた状態で示す断面図であ
第 3 図は糸切検知装置の基本的電気回路のブ ロ ッ ク図である。
第 4 A図は増幅器 2 1 の出力波形を示す図、 第 4
B 図は比較器 2 2 の出力波形を示す図、 第 4 C 図は 積分回路 2 3 の出力波形を示す図である 。
第 5 図は本発明に よ る糸切検知装置の実用的電気 回路のプ ロ ッ ク図である。
^ Θ Α , Θ Β , β Ο , β ϋ , β Ε , 6 F , 6 G ,
6 Η及び 6 I 図はそれぞれ第 5 図に示 した電気回路 の Α点、 B 点、 C 点、 D点、 E点、 F 点、 G点、 H 点及び I 点に現われる電気信号の波形を示す波形図 である 。
発明を実施するための最良の形態
本発明の理解を容易に.するために、 本発明に よ る 糸切検知方法な らびに装置につ て基本的技術思想 を添付図面を参照 して詳細に説明する 。
精紡機には糸切れに伴つ て発生する フ リ ー ス を吸 引収容するための - ユ ーマチ ッ ク装置が通常設置さ れる。 該ニ ュ ーマチ ッ ク装置は第 1 図に概略示され る よ う に、 精紡機の各錘に対応 して吸引穴を具備し た - ユ ーマチ ッ ク フ リ ー ト 3 と、 - ュ 一マチ ッ ク フ リ ー ト か ら外気と共にフ リ ー スを移送するための - ュ 一マチ ッ ク ダク ト 2 と、 移送されたフ リ ー スを貯 蔵する収容箱およ び吸引 フ ァ ンか ら成るニ ュ ーマチ ッ ク吸収装置収容ケー ス 1 とから構成される。 お ニ ュ ーマチ ッ ク ダク ト 2 は第 1 図では同形状の 2 本 のダク ト で示されたが、 ダク ト 内を通過する空気量
に応じて吸引 フ ァ ン ょ ]Ρ遠い位置 よ ]3 吸引フ ァ ン に
近い位置へかけて順次大口径に構成され、 均一な吸
引が達成される よ う に ¾つ て る。 - ュ 一マチ ッ ク
ダク ト はニ ュ ーマ チ ッ ク吸収装置収容ケー ス 1 の近
く では通常精紡機の片側に 1 本つ'つ計 2 本設置され
るが、 前記 2 本の - ユ ーマチ ッ ク ダク ト が前記収容
ケー ス 1 の直前で 1 本に銃合されて収容ケ ー ス に連
結される場合も ある。
本発明によ る糸切検知装置は糸切検出装置の検出
部 1 0 と電気回路を収容した ネ ル ボ ッ ク ス 4 を含
んで構成されこのハ。 ネ ル ボ ッ ク ス 4 には糸切表示燈
が設けられている。
第 1 図に示すよ う に糸切検出装置の検出部 1 0 は
- ユ ーマチ ッ ク ダク ト 2 の前記収容ケー ス 1 に近接
した端部に設置される。 前記糸切検出部 1 0 は第 2
図に示すよ う に、 投光器 1 2 と集光器 1 6 か ら 、 該投光器 1 2 と集光器 1 6 とは投光器からの入射光
の通路に集光器の焦点が実質的に一致する よ う に予
め傾斜角度が調整されて糸切検出装置取付部材 1 1
に固定されている。 その際に集光器 1 6 の感度を良
く するためには、 前記投光器 1 2 の入射光線の焦点
に集光〔器 1 6 の集光光線の焦点を実質的に一致する
よ う に、 投光器 1 2 と集光器 1 6 とを設置する こ と
がよ 好ま しい。 前記糸切検出部 1 0 を - ユ ーマチ
O PI
W1PO一,
ッ ク ダク ト 2 に取付ける場合には前記取付部材 1 1 をボ ル ト その他適当 る手段に よ っ て - ユ ーマチ ッ ク ダク ト 2 に固定する こ とに よ って達成される。 前記 投光光線と集光光線の相対位置を合わせる作業を容 易にするために、 投光器 1 2 と取付部材 1 1 の間お よび集光器 1 6 と取付部材 1 1 との間の夫 々 に、 投 光器 1 2 と集光器 1 6 の角度位置を 自 由に変更調整 及び固定可能な角度調整固定部材を介在させる と好 ま しい。
¾ 前記投光器 1 2 と集光器 1 6 と を個々 に直接
- ユ ーマチ ッ ク メ イ ンダク ト に取付ける こ と も 出来 る。 この場合も投光器 1 2 と集光器 1 6 の夫々 と - ユ ーマチ ッ ク ダク ト の取付面との間に前記角度調整 固定部材を介在させる と好ま し 。
前記投光器 1 2 は光源 1 4 と該光源 よ jr発する光 束を収束する投光レ ン ズ 1 3 とを有 し、 光源 1 4 は 導線 1 5 を経て電源 3 0 に接続する 。
前記集光器 1 6 は投射光を受けて輝 く 繊維か らの 散乱光を集光する集光レ ン ズ 1 7 と フ ォ ト セ ル 1 8 を有 し、 該 フ ォ ト セ ル 1 8 は導線 1 9 を経てハ。 ネ ル ポ ッ ク ス 4 内に収容された電気回路に接続されてい る。 この電気回路は第 3 図に示すよ う に増幅回路
2 1 、 比較回路 2 2 、 積分回路 2 3 及び比較回路
2 4 か らな ]3、 比較回路 2 4 には比較基準 と な る予
OMPI
WIPO
め設定された電 ffi vr が印加されて る。 こ の電気 回路を説明の便宜上、 以下増幅比較判定回路 2 0 と 称する。 そして、 第 3 図で示すよ う に この増幅比較 判定回路 2 0 の出力を警報器 ®を有する警報回路
2 5 に接続 している 。 ·
警報回路 2 5 の警報器 ®と しては各種装置を用い る こ とが出来る 。 例えば第 1 図に示した如 く精紡機 の機台の端部に配置 した警報表示ラ ンプを警報器と する:こ とが出来る 。
警報表示ラ ンプであれば糸切れしている精紡機の 存在を該精紡機か ら離れた位置にある作業員に知ら せるのに都合が良い。 さ らに警報表示ラ ンプを点滅 式にすれば作業員によ U早 く 糸切合の存在を知らせ るのに役立つ。 さ らに又精紡室内の複数の精紡機の 警報表示ラ ンプを精紡室の特定箇所に集中する こ と によ って精紡室内の精紡機の糸切れ情況を集中監視 する よ う にすれば、 糸切台の迅速る発見およ び各精 紡機の紡出状況を総合的に把握 して管理するのに役 立つ。
警報器を ブザーにする こ とま たは警報表示ラ ンプ
と併用 して用 る こ と も 出来る。 糸切れ表示の頻度 が少な く 、 したがっ て精紡機内の作業員の数が比較 的に少 場合にはブザー の奏嗚に よ って作業員に 糸切れを知らせる こ とが有効である。
Ο ΡΓ WIPO
以上第 1 図、 第 2 図、 第 3 図に示した本発明に係 る糸切検知装置の基本的構成について、 その作動を 説明する こ と に よ 、 本発明方法の本質が明 らかと なる 。 即ち本発明に係る糸切検知方法は次の よ う に 行われるのである 。
精紡機で糸切れが起き る と糸切れした錘の対応す る ド ラ フ ト部カ ら送出される フ リ ー スは - ユ ーマチ ッ ク フ リ ー ト の穴 3 から吸込まれ、 順次口径の大き く るる ニ ュ ーマチ ッ ク ダク ト の中を通つ て収容ケー ス 1 の方に送 られ、 最終的にはニ ュ ーマチ ッ ク フ リ ー ト収容箱 ( 図示せず ) に収容され、 貯蔵される。
第 1 図に示される よ う に - ユ ーマチ ッ ク メ イ ンダ ク ト 2 のニ ュ ーマチ ッ ク吸収装置収容ケー ス 1 に隣 接した位置に配置された糸切検知装置内を通過する フ リ ー スは、 第 2 図に示す如 く ダク ト 内を通過する 空気流に よ っ て多数の繊維 4 0 ま たは複数本数の繊 維集団 ( 以下簡単のために繊維 4 0 と称す ) に分散 され、 ダク ト 内を浮遊 して進行する 。
前記の如 く 複数の繊維 4 0 が不規則に散在する - ユ ーマチ ッ ク メ イ ンダク ト 内に投光器 1 2 に よ って 光が入射する と 、 光は繊維に よ っ て散乱され、 入射 光に対 して傾いた方向から観察する と入射光の通路 が輝 て見える こ と にな る 。 したがっ て前記入射光 の光の通路に向けて焦点を合わせた集光器のフ ォ ト
セ ル 1 8 は繊維に よ っ て散乱される こ とに よ って、 するわちチ ン ダ ル現象に よ って、 入射光の光束が輝 く毎に感応しハ。 ル ス.を発生する。
糸切れが く - ユ ーマチ ッ ク ダク ト 2 内を浮遊す る纖維の量が少 時はハ。ル ス の発生頻度は第 4 B 図の期間 で示す如 く 少 いが精紡機で 1 錘でも 糸切れが発生する と期間 t b に示す如 く ハ。 ル ス の発 生頻度が増加する。 一方糸切れが修復されてニ ュ ー マチ ッ クダク ト 2 内を浮遊する繊維の量が減れば再 び第 4 B 図の期間 t。2 の如く ハ° ル ス の発生頻度が少
く る。 尚第 4 B 図に於て、 縦軸はハ。 ル ス(電圧) の強さ(V:)、 横軸は時間経過( T )を示している。
フ ォ ト セ ル 1 8 から出力された ル スは導線 1 9 を鉉て增幅比較判定回路 2 0 に印加される。 前記ハ。
ル スは増幅回路 2 1 およ び比較回路 2 2 を経て積分 回路 2 3 に至 、 こ こで積分される。 即ち糸切れが 発生し、 したがっ てニ ュ ーマチ ッ ク ダク ト を浮遊進 行する繊維 4 0 が多 場合には単位時間に於けるパ ル ス の発生頻度が高 く 、 該 ル ス がその単位時間積 分される結果、 積分回路 2 3 における積分電圧レ ぺ ルは高 く な る。 ま 糸切れがな 場合には、 積分回 路 2 3 における この積分電圧レ ベ ル の上昇は得られ
。
積分回路 2 3 の出力信号は比較回路 2 4 に入力さ
Ο ΡΙ
れる。 比較回路 2 4 には基準 と な る予め定め られた 設定電圧 Vr が与え られてお ]? 前記積分回路 2 3 か らの出力信号と前記設定電圧 τ とが比較され、 該 出力信号の電圧レ ベ ル がその設定電圧 Vr の レ ベ ル よ !)高い場合のみ、 警報器回路 2 5 が作動される。 以上の説明か ら明 らかる よ う に、 精紡機の同一機 台、 同一ス ビ ン ド ル列で 2 錘以上が同時に糸切れを している場合は、 ハ。 ル ス の発生頻度が 1 錘糸切れに 比べて異常に大と なる 。 従っ て比較電圧 v'r を相対 的に大き く 調整する こ と に よ ]? 1 錘糸切れでは増幅 比較判定回路は出力せず、 換言すればこ の糸切検知 装置は 1 錘糸切れを許容する よ う にする こ と も 可能 である 。 然 しながち、 実験に よ る.と よ く 管理された 精紡工場では 1 錘糸切れを確実に検出するのが糸質 維持の観点から好ま し く 、 そのよ う に して も あえて 運転所用人員の増加と も ¾ ら ¾ こ とが判った。
又本願の糸切検知方法は - マチ ッ ク ダク ト の 中に投射 し、 ダク ト 中を浮遊通過する繊維に よ っ て 生ずる散乱光を受光器で受けてハ。 ル ス信号に変換し、 単位時間に於けるハ。ル スを継続的に積算 して積算値 ( 電気量 ) を求め、 管理目標の糸切数に相当 した予 め設定さ.れた標準値と比較 し、 も し標準値に達 した 場合は電気信号に よ これを表示する こ と に よ U 糸 切れを検知する こ と を特徵 とする も のである 。
次に、 実用装置と しての本発明に係る糸切検知装 置について、 第 5 図を参照 して詳細に説明する 。
第 5 図において、 二点鎖線のブ ロ ッ ク 2 1 〜 2 5 はそれぞれ第 3 図の回路ブ ロ ッ ク 2 1 〜 2 5 に対応 する。 ただし、 ブ ロ ッ ク即ち異常検出回路 2 6 (後 述 ) は第 3 図には示されてい ¾い。 以下、 第 5 図の 回路の動作を第 6 A 〜 6 I 図の波形図を参照しなが ら説明する。 お、 第 6 A 〜 6 I 図は、 それぞれ第 5 図の A点〜 I 点に現われる信号の波形を示す。
(1) フ ォ ト セ ル 1 8 からの出力信号( A )はコ ンデ ンサ C _j に印加される。 このフ ォ ト セ ル 1 8 からの 出力信号は、 第 6 A図に示すとお ]) 、 直流成分と こ れに重畳する交流成分とからる る。 こ こに直流成分 は フ ォ ト セ ル 1 8 の周辺における定常的な光の環境 に対応する光量を表わ し、 一方、 交流成分'は浮遊纖 維によ る反射光に対応する光量を表わす。 従って、 直流成分は外乱に相当 し、 糸切れの検知に実際に必 要 ¾のは交流成分のみである。 そこで、 フ ォ ト セ ル 1 8 からの出力信号をコ ン デ ン サ に印加し、 そ の不必要な直流成分だけを除去する。 つま ]?交流成 分だけが第 6 B 図の如 く得 られる 。
(2) コ ン デ ン サ からの交流成分のハ。 ル スは増 幅回路 2 1 にお て所定レベルま で増幅される 。 φ 幅回路 2 1 は例えば図示する如 く 、 増幅器 2 1 一 1
およ びバ ッ フ ァ増幅器 2 1 - 2 とか ら ]) 、 これら 増幅器 2 1 - 1 か らの 出力信号およ びハ * ッ フ ァ増 幅器 2 1 - 2 からの出力信号はそれぞれ第 6 C 図お よ び 6 D図に示す波形を も っ て現われる 。
(3) 増幅回路 2 1 から送出された出力ハ。 ル ス信号 は比較回路 2 2 に印加される。 第 6 D 図に示すとお ]3、 増幅回路 2 1 からの出力ハ。 ル スは各々異な る振 幅を有 している。 これは、 集光器 1 6 の焦点と浮遊 繊維と の間の距離が常に変動する と に基づ く 。 そ こで、 この よ う な変動に基づ く 各出力ハ。ル ス の振幅 の不揃いを均一にすべ く 、 比較回路 2 2 は、 第 6 D 図に示すよ う な振幅の不揃いを補正 し、 第 6 E 図に 示す如 く 均一 振幅の出力ハ。 ルス に変換する。 お 比較回路 2 2 は、 ノ イ ズ等の不要な信号を も 同時に 除去でき る 。 す わち、 比較回路 2 2 には設定電圧 V 1が印加されてお ])、 第 6 D 図に示す如 く 、 V の レ ペ ルを超えるハ。 ソレ ス のみを一律に一定振幅のハ。 ル ス と して出力する と共に、 V·! の レ ペル に達 し ¾いノ ィ ズ等の不要な信号は排除する。 こ こに第 6 E図に示 す、 ノ イ ズを除去した均一振幅の出力ハ。 ル スを得る。
(4) 比較回路 2 2 か らの出力ハ。 ル スは積分回路
2 3 に印加され積分される 。 既述の とお ]3 、 この積 分電圧レ ベ ルは出力ハ。 ル ス の個数に応 じて変化する。 この積分回路 2 3 はいわゆる C R積分回路からな ])、
その積分時定数は C 2 · R4 で決ま る。 第 6 F図は、 出力ハ。 ル ス の個数に応じて積分電圧レ ベ ルが変動す る こ とを表わ している。
この よ う に積分回路の時定数を選ぶこ と に よ って 積分電圧レ ベ ルは最小 1 本の糸切本数に比例した値 とる る。 従って、 この値を も って糸切れの発生を検 知でき る。 と ころが、 実際には次の様 問題がある < 第 2 図を参照する と、 ニ ュ ーマチ ッ ク ダク ト 2 内に おいて、 集光器 1 6 の焦点は一点に絞 られ、 浮遊纖 維はその一点を通過する こ とによ ]?検知される。 す なわち、 浮遊纖維の全体が、 その一点を通過する浮 遊鐵維に よ って代表される こ とにるる 。 このため、 浮遊繊維があ がら、 代表されるべき浮遊 維が 少量である と、 第 6 F図における P の如き谷部が生 じ、 結局、 検知系が不安定にな って しま う 。 これが 前述の問題である。 この問題を解決する 1 つの方法 と して、 積分回路 2 3 の時定数じ2 ' 114 を大き く 設 定す こ とが考えられる。 つま ]? 、 谷部 P が形成さ れ ¾い'程のゆつ く した時定数を も って積分電圧レ ペルを上昇させる とい う も のである。 然 しながら、 この方法では、 他方にお て応答時間の遅れと う 問題を引起し、 迅速な糸切れの検出ができ く る c (5) そこで第 5 図の比較回路 2 4 では、 2 つの比 較器 2 4 - 1 およ び 2 4 - 2 を導入 し、 且つその後
ΟΜΡΙ
段にフ リ ッ : 7° · フ ロ ッ プ 2 4 - 3 を設ける こ と とす る。 比較器 2 4 - 1 お よ び 2 4 - 2 はそれぞれ設定 電圧 Vr およ び Vr 2 が与え られる 。 Vr およ び Vr 2 のレ ベ ルは第 6 F 図に示されてお ]) 、 Vr 1 はいわば 下限設定レ ペ ル であ ]? 、 Vr 2 はいわば上限設定レ べ ルである。 すなわち、 vr2 を超える積分電圧に よ つ て糸切れの発生を示す警報を出 し、 逆に、 Vr 1 を下 ま わる積分電圧に よ っ てその警報を切る 。 これはい わゆる ヒ ステ リ シ ス特性であ ]) 、 前記谷部 P の発生 によ っ て誤ま って警報が停止して しま う こ と を防止 する 。 積分電圧が Vr2 を超える こ と に よ ]? フ リ ッ プ ' フ ロ ッ プ 2 4 - 3 がセ ッ ト され、 Vr 1 を下ま わる こ と に よ ]? リ セ ッ ト される ため、 フ リ ッ プ ' フ ロ ッ プ 2 4 - 3 の出力は第 6 G図の如 く な ) 、 谷部 P ( 第 6 F 図 ) の出現に拘らず警報は維持される 。 この警 報信号は警報回路 2 5 を駆動し、 図示 し い警報器 を作動する。
こ の よ う に、 糸切れ検知の応答時間を長 く する こ と る しに、 安定 した警報の送出が可能 と ¾る 。
(6) 第 5 図の E点には常に何らかの出力が現われ ている。 ぜな ら糸切れが発生 しな く て も何らかの 浮遊櫬維が - マチ ッ ク ダク ト 内を流れて るか らである。 逆に言えば E点に何 ら出力が現われ ¾ く なったと き は異常である とい う こ と にる る。 例えば、
- ュ 一マチ ッ ク ダク ト 内の投光器がラ ンプ切れと
つたと き 、 あるいは、 E点ま での配線中に断線を生 じたと き等の異常時には、 E点の電圧は低下する。
この よ う ¾異常時をも検出するのが異常検出回路
2 6 であ ]) 、 コ ンデ ン サ C3 に前述した E点の電圧 を逐次保持する。 こ の様子を例示したのが第 6 H図 であ 、 も し、 前記異常時に遭遇する と、 コ ンデン
サ C3 は抵抗 R5 を通して放電 し始め、 時定数 C3 ·
R5をもってその端子電圧は下降し続ける。 そこで、 その下降する電圧を設定電圧 Vr3 を境に して検知す る こ とに よ !)異常の発生を知る こ とができ る。 この ために、 Vr3 を基準電圧とする比較 2 6 - 1 を設 け、 異常時には第 6 I 図の如き 出力を送出せしめる《: これによ ])異常警報器回路 2 6 - 2·が駆動され、 図 示しない異常警報器を作動する。
以上第 5 図、 第 6 A 〜 6 I 図を参照 して述べた本 凳明に よ る装置をコ ー マ錦糸 4 0 S を紡出 している 精紡機 ( 400錘建、 14 , 200 r. p.m. ) 8 台に設置し て、 下記の方法に よ ]3信頼度検査を行った。 即ち 9
時 ( 午前 ) から 1 2 時 (正午 ) ま でと 1 2 時 4 0 分
( 午後 ) から 1 5 時 4 0 分ま での間、 2 0 分の時間 間隔で全錘 ( 3 , 200錘) を常時監視 し、 糸切れが実 際に発生した場合に本装置の警報指示ラ ン プが点燈 したかど う か、 糸継を して糸切れが補修された後に
OMPI
警報指示ラ ン プが消えたかど う か確認作業を行るい 誤動作の回数を読み と つた。 点燈 し い回数 、 消燈しない回数 n 2 、 その合計即ち誤動作の回数を 11 、 監視時間帯の数を c 、 警報指示ラ ン プの数を π /台 (実際には m == 2 )とする と信頼度 R は次式で表 わされる。 即ち、
第 1 表は昨年 4 月 2 7 , 2 8 , 2 9 ·日 , 5 月 1 8 日合計 4 日間行った信頼度検査結果の一覧表である。 この表から明 らか ¾ よ う に、 第 5 図に示した電気回 路をそなえた本発明に係る装置は 9 5 〜 9 8 とい う 非常に高 信頼度を有する こ とが確認された。
尚、 本発明の装置はニ ュ ーマチ ッ ク メ イ ンダク ト 内を浮遊進行する繊維を該繊維に光を与え、 該繊維 によ る散乱光を検知 して前述の電気回路を経て警報 を発する装置なの で、 紡出中の糸に接触する必要が 全く 無 く 、 紡出調子に影響を与えずに糸切れを検知 する こ とが出来る。 さ らに精紡機の各錘に検知部材 を設置する必要や機台間 検知部材を移動させるた めの移行ュニ ッ ト を設置する必要が: ¾いので本発明 の装置ははるかに安価に製造する こ とが出来る。 ま た精紡機の既存台に対 しても簡単 改造に よ つて装 備する こ とが出来るの で、 その実用的効果は極めて 著る し o
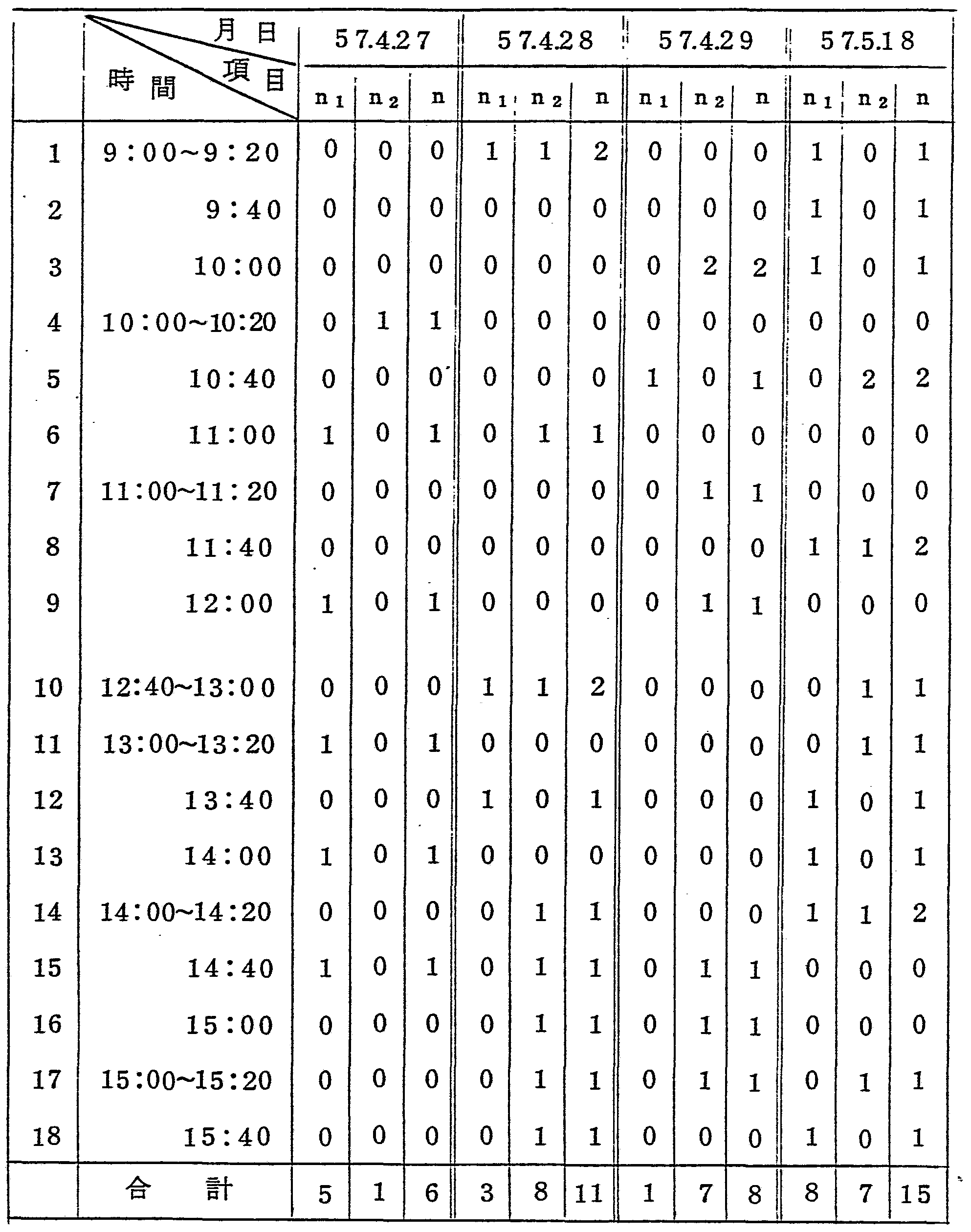
信頼度(: R) 98% 96% 95%
Claims
1. 精紡機の - ユ ーマチ ッ ク ダク ト 内に入射光線 を当て、 この入射光線中を浮遊繊維が通過する こ と によ つて生ずる散乱光を光電気的に検出 して電気パ ル ス信号に変換 し、 所定の時定数で積分 し、 予め設 定した値と比較して異常値を検出する こ と によ i?、 精紡機の糸切れを検知する方法。
2. 電気ハ。 ル ス信号の う ち直流成分を除去し交流 成分のみを所定の時定数で積分する請求の範囲第 1 項記載の糸切れを検知する方法。
3. 電気ハ。 ル ス信号の振幅を均一化する と共に不 要ノ ィ ズ信号を除去した後、 所定の時定数で積分す る請求の範囲第 2 項記載の糸切れを検知する方法。
4. 予め設定 した値が下限設定レ ペ ル およ び上限 設定レ ベ ル の 2 値に分割 してお ]? 、 所定の時定数で 積分された電気ハ。 ル ス信号の積分電圧レ ベ ルが 、 該 上限設定レ ベ ルを超えた後該下限設定レ ベ ルを下ま わる迄の間の異常値を持続的に検出する請求の範囲 第 3 項記載の糸切れを検知する方法。
5. 振幅が均一化され且つ不要ノ イ ズが除去され た電気ハ。 ル ス信号を積分し、 その積分レ ベ ル が所定 の下限レ ベ ルを下ま わったと き 、 糸切検知回路系内 に異常が発生 したこ と を検出する請求の範囲第 4 項 記載の糸切れを検知する方法。
6. 精紡機の - ユ ーマチ ッ ク ダク ト 内に入射光線 を当て、 こ の入射光線中を浮遊繊維が通過する こ と によ って生ずる散乱光を光電気的に検出 して電気ハ° ル ス信号を送出する フ ォ ト セ ル と 、 該 フ ォ ト セルか らの該電気ハ。 ル ス信号を増幅する増幅回路と、 該増 幅回路からの増幅電気ハ。 ル ス信号を所定の時定数で 積分する積分回路と、 該積分回路に よる積分電圧を 予め定めた基準電圧と レ ペ ル比較し、 該積分電圧が 該基準電圧を超えたと き異常値検出信号を出力する 第 1 比較回路と、 該第 1 比較回路からの該異常値検 出信号によ つて驅動される糸切警報回路とから る こ とを特徵とする精紡機の糸切検知装置。
7. フ ォ ト セ ルカ らの電気ハ。 ル ス信号の う ち直流 成分を除去して交流成分のみを通過させる コ ン デ ン サを、 増幅回路の入力段に設ける請求の範囲第 6 項 記載の糸切検知装置。
8. 増幅回路からの増幅電気 ル ス信号の振幅を 均一化し且つ所定の基準電圧を下まわる レ ベ ル の不 要ノ イ ズ信号を除去するために、 該増幅電気ハ。 ル ス 信号を第 1 入力と して受信 し且つ該所定の基準電圧 を第 2 入力 と して受信する第 2 比較回路を、 積分回 路の入力段に設ける請求の範囲第 7 項記載の糸切検 知装置。
9. 第 1 比較回路が、 第 1 比較器およ び第 2 比較
OMH
器の対と該第 1 お よ び第 2 比較器からの各出力をそ れぞれ リ セ ッ ト 入力お よ びセ ッ ト 入力 とする フ リ ツ プ . フ ロ ッ プ とか ら j? 、 こ こに該第 1 およ び第 2 比較器の各第 1 入力は積分回路か らの積分電圧を共 通に受信 し且つその各第 2 入力には下限設定レ ベ ル およ び上限設定レ ベ ルをるす 2 つの所定の基準電圧 をそれぞれ受信する請求の範囲第 8 項記載の糸切検 知装置。
10. · 精紡機の - ユ ーマチ ッ ク ダク ト 内に入射光線 を当て、 この入射光線中を浮遊繊維が通過する こ と に よ つ て生ずる散乱光を光電気的に検出 して電気ハ° ル ス信号を送出する フ ォ ト セル と 、 該 フ ォ ト セ ルか らの該電気ハ。 ル ス信号を増幅する増幅回路と、 該増 幅回路からの増幅電気ハ。 ル ス信号を所定の時定数で 積分する積分回路と、 該積分回路に よ る積分電圧を 予め定めた基準電圧と レ ベ ル比較 し、 該積分電圧が 該基準電圧を超えたと き異常値検出信号を出力する 第 1 比較回路 と、 該第 1 比較回路か らの該異常値検 出信号に よ っ て駆動される糸切警報回路と、 該增幅 回路か らの増幅電気ハ。 ル ス信号の振幅を均一化 し且 つ所定の基準電圧を下ま わる レ ペ ル の不要ノ ィ ズ信 号を除去するために、 該増幅電気ハ。 ル ス信号を第 1 入力 と して受信 し且つ該所定の基準電圧を第 2 入力 と して受信する第 2 比較回路を、 該積分回路の入力
O TI
567
22
段に設けて る精紡機の糸切検知装置において、 前 記第 2 比較回路からの出力を逐次充電する充電コ ン デンサ と、 該充電コ ンデ ンサに並列接続する放電抵 抗と、 該充電コ ンデ ンサの充電電圧を第 1 入力 と し て受信 し且つ所定の下限レ ベ ルを第 2 入力 と して受 信する第 3 比較回路を設け、 該第 3 比較回路に よ つ て該充電電圧が該所定の下限レ ベ ルを下ま わったこ とを検出 したと き、 糸切検知回路系内に異常が発生 したこ とを検出する異常検出回路を設ける こ とを特 徵とする精紡機の糸切検知装置。
OMPI
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP1982/000294 WO1984000567A1 (en) | 1982-07-29 | 1982-07-29 | Method and device for detecting end breakage of fine spinning frame |
| EP19820902258 EP0115537B1 (en) | 1982-07-29 | 1982-07-29 | Device for detecting end breakage of fine spinning frame |
| DE8282902258T DE3278407D1 (en) | 1982-07-29 | 1982-07-29 | Device for detecting end breakage of fine spinning frame |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP1982/000294 WO1984000567A1 (en) | 1982-07-29 | 1982-07-29 | Method and device for detecting end breakage of fine spinning frame |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1984000567A1 true WO1984000567A1 (en) | 1984-02-16 |
Family
ID=13762312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP1982/000294 WO1984000567A1 (en) | 1982-07-29 | 1982-07-29 | Method and device for detecting end breakage of fine spinning frame |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0115537B1 (ja) |
| DE (1) | DE3278407D1 (ja) |
| WO (1) | WO1984000567A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114016172A (zh) * | 2021-11-05 | 2022-02-08 | 宜昌拓数科技有限公司 | 用于超细纤维的捻线机断纱检测装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2570091B1 (fr) * | 1984-09-13 | 1987-03-20 | Neu Ets | Procede et dispositif de commande d'une installation de recuperation de dechets textiles |
| DE102014018628A1 (de) * | 2014-12-13 | 2016-06-16 | Saurer Germany Gmbh & Co. Kg | Vielstellentextilmaschine |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5285528A (en) * | 1975-12-31 | 1977-07-15 | Shikibo Ltd | Arrangement for monitoring end breakages of spinning frames |
| JPS5777328A (en) * | 1980-10-27 | 1982-05-14 | Daiwa Spinning Co Ltd | Sensing method for number of yarn breakage in spinning frame |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2780908A (en) * | 1952-04-10 | 1957-02-12 | Pneumafil Corp | Control systems for spinning and roving frames |
| CH492808A (de) * | 1968-08-02 | 1970-06-30 | Parks Cramer Co | Textilmaschine |
| CH515177A (de) * | 1970-12-17 | 1971-11-15 | Schlafhorst & Co W | Verfahren und Vorrichtung zur lichtelektrischen Überwachung dynamischer Vorgänge, insbesondere zur Überwachung mindestens eines Fadens in einer Textilmaschine |
| CH618476A5 (ja) * | 1977-06-09 | 1980-07-31 | Luwa Ag | |
| FR2466747A1 (fr) * | 1979-10-01 | 1981-04-10 | Inst Textile De France | Procede et installation de controle du diametre d'un fil ou cable |
-
1982
- 1982-07-29 EP EP19820902258 patent/EP0115537B1/en not_active Expired
- 1982-07-29 DE DE8282902258T patent/DE3278407D1/de not_active Expired
- 1982-07-29 WO PCT/JP1982/000294 patent/WO1984000567A1/ja active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5285528A (en) * | 1975-12-31 | 1977-07-15 | Shikibo Ltd | Arrangement for monitoring end breakages of spinning frames |
| JPS5777328A (en) * | 1980-10-27 | 1982-05-14 | Daiwa Spinning Co Ltd | Sensing method for number of yarn breakage in spinning frame |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP0115537A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114016172A (zh) * | 2021-11-05 | 2022-02-08 | 宜昌拓数科技有限公司 | 用于超细纤维的捻线机断纱检测装置 |
| CN114016172B (zh) * | 2021-11-05 | 2023-07-14 | 宜昌拓数科技有限公司 | 用于超细纤维的捻线机断纱检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0115537B1 (en) | 1988-04-27 |
| DE3278407D1 (en) | 1988-06-01 |
| EP0115537A4 (en) | 1984-11-07 |
| EP0115537A1 (en) | 1984-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3989381A (en) | Optical chamber with spherical reflective portion and apparatus employing same | |
| US3752978A (en) | Photoelectric intrusion detector | |
| KR19990014696A (ko) | 전자식 공기정화기용 오염물 셀 광센서 | |
| US3530690A (en) | Yarn inspection apparatus | |
| JPS62147348A (ja) | 糸の毛羽検出装置 | |
| EP0213587B1 (en) | Broken filament detector and system therefor | |
| JPH0755692A (ja) | 粒子検出装置 | |
| WO1984000567A1 (en) | Method and device for detecting end breakage of fine spinning frame | |
| JPS5988950A (ja) | よこ糸監視装置 | |
| US4788442A (en) | Device for detecting incipient tears on a sheet during manufacture | |
| JPS598876B2 (ja) | 透過光式煙感知器 | |
| JP2574722B2 (ja) | 相対角度の測定装置 | |
| JPH02259128A (ja) | 精紡機における糸切れ検知方法および装置 | |
| US20230138019A1 (en) | Material handling system and monitoring system and monitoring method for particles in traveling area of overhead hoist transfers | |
| US5705817A (en) | Apparatus for optical monitoring of a thread for irregularities | |
| EP0556987A1 (en) | Coating defect detection system based on light scattering outside the expected region | |
| CN207467597U (zh) | 一种电容器芯包计数装置 | |
| JPS6014128B2 (ja) | 精紡機の糸切検知方法および装置 | |
| US3803822A (en) | Radiation sensitive ends down detecting apparatus and method | |
| KR100229217B1 (ko) | 버스요금 계수용 토큰의 종별 검출장치 | |
| JPH02139896A (ja) | 航空障害灯の断芯検出方式 | |
| JPH048527B2 (ja) | ||
| CN206363430U (zh) | 一种硬币清点机 | |
| US3407692A (en) | Long ends detector | |
| JP2604057Y2 (ja) | テープ残量検出装置付きテープ巻機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Designated state(s): JP US |
|
| AL | Designated countries for regional patents |
Designated state(s): CH DE FR GB |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1982902258 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1982902258 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1982902258 Country of ref document: EP |