RU38126U1 - Металлорежущий станок для комплексной пятикоординатной обработки - Google Patents
Металлорежущий станок для комплексной пятикоординатной обработкиInfo
- Publication number
- RU38126U1 RU38126U1 RU2003137142/20U RU2003137142U RU38126U1 RU 38126 U1 RU38126 U1 RU 38126U1 RU 2003137142/20 U RU2003137142/20 U RU 2003137142/20U RU 2003137142 U RU2003137142 U RU 2003137142U RU 38126 U1 RU38126 U1 RU 38126U1
- Authority
- RU
- Russia
- Prior art keywords
- axis
- bed
- spindle
- main spindle
- vertical
- Prior art date
Links
Landscapes
- Machine Tool Units (AREA)
Abstract
1. Металлорежущий станок для комплексной пятикоординатной обработки, содержащий вертикальный основной шпиндель с шпиндельной головкой на своем нижнем конце, станину, имеющую основание, несущую систему для установки основного шпинделя, включающую траверсу, выполненную о-образной и смонтированную горизонтально подвижно на направляющих на верхней поверхности несущей системы для движения вдоль первой оси, каретку, смонтированную горизонтально подвижно на траверсе и направляемую парой рельс, установленных на траверсе для движения вдоль второй оси, перпендикулярной первой оси, стол с фиксирующими устройствами, смонтированный на основании станины, для зажима заготовки (детали), при этом основной шпиндель с помощью ползуна смонтирован внутри каретки для движения на направляющих вдоль третьей оси (вертикальной - Z), перпендикулярной первой и второй осям, устройство автоматической смены инструмента, включающее поворотный и подвижный вдоль оси дисковый магазин с гнездами для инструмента, отличающийся тем, что станина выполнена с неподвижным столом и несущей системой для установки основного шпинделя, включающей четыре вертикальные колоны, выполненные с замкнутым поперечным сечением в виде прямоугольника, установленные нижними концами жестко на основании станины по ее углам, и несущие на своих верхних концах жестко связанную с ними раму, выполненную сварной конструкции коробчатого сечения, траверса установлена на верхней поверхности рамы, а шпиндельная головка выполнена наклонно-поворотной и состоящей из кронштейна, поворачивающегося вокруг вертикальной оси, и корпуса со встроенными мотор-шпинделем и устр
Description
I. UK . -. Ч-/;
I :j 1В(|дw e -,rv.;v j-;.- . .; .- 7;. ;;.,l -. -;, - jii...: -f,
MnKB23Q 1/00
Металлорежущий станок для комплексной пячит оординагной обработки
Область техники
Полезная модель относится к металлообработке, более конкретно, к металлорежущим станкам, в частности к конструктивным элементам, входящим в общую компановку.
Полезная модель может быть использована в станках с числовым программным управлением, предназначенных для комплексной механообработки призматических и объёмных сложных изделий авиакосмической, автомобильной, судостроительной и других отраслей промышленности, требующих для своего формообразования до пяти управляемых координат, для улучшения их эксплуатационных характеристик и повышения точности обработки.
Уровень техники.
Известен металлорежущий портальньГй станок, предназначенный для фрезерованияи содержащий станину с установленными на ней стойками, несущими портал с кареткой, в которой перемещается шпиндель с фрезерной головкой. ( См. А.С.. СССР № 1808602, B23Q 1/00,). Станок реализует 3-х координатную обработку( за счёт перемещения стола в 2-х горизонтальных направлениях), и не может быть использован для обработки деталей сложной конфигурации.
Известен металлорежущий станок с вертикальным шпинделем, реализующий комплексную обработку деталей за счёт перемещения шпидельной головки по четырём координатам и использования дополнительного горизонтального шпинделя. ( См. ЕР 1116548 А2, B23Q 1/01, 2001г.) Станок, имеющий вертикальный основной шпиндель, содержит:
Основание станины, имеющее нижнюю часть и пару боковых стенок, выполненных вертикально от обоих концов нижней части, боковые стенки, имеющие
верхнюю монтажную поверхность на них, выполненную на пластине, закреплённой на верхних плоскостях боковых стенок, первый ползун(каретка), выполненный о-образным и смонтированный горизонтально подвижно на. монтажной поверхности для движения вдоль первой оси;
второй ползун, смонтированный горизонтально подвижно на первом ползуне и направляемый парой рельс, установленных на первом ползуне для движения вдоль второй оси перпендикулярной первой оси;
фиксирующее устройство со столом, смонтированное на основании станины для зажима заготовки (детали) в положении ниже , чем первый ползун; и шпиндельная головка, удерживаемая вертикально основным шпинделем, смонтированны внутри второго ползуна для движения вдоль третьей оси, перпендикулярной первой и второй осям, основной шпиндель , движущийся вдоль третьей оси между наггравляющими рельсами;
устройство автоматической смены инструмента, включающее поворотный и подвижный вдоль оси дисковый магазин с гнёздами для инструмента.
Известный станок реализует комплексную механообработку деталей. Однако, для обработки боковых сторон необходимо использовать дополнительно устанавливаемый горизонтальный щпиндель. Это обстоятельство приводит к усложнению станка, затрудняет его эксплуатацию, снижает его производительность.
Раскрытие полезной модели
Задачей полезной модели является создание высокопроизводительного металлорежущего станка для комплексной пяти-координатной обработки деталей сложной конфигурации за счёт управляемого движения щпиндельной головки по пяти координатам при неподвижном столе.
Более того, станок должен быть удобным в эксплуатации, позволять вести обработку крупногабаритных, массивных деталей с высокой точностью.
координатной обработки, содержащем вертикальный основной шпиндель с шпиндельной головкой на своём нижнем конце, станину, имеющую основание, несущую систему для установки основного шпинделя, включающую траверсу, выполненную о-образной и смонтированную горизонтально подвижно на направляющих на верхней поверхности несущей системы для движения вдоль первой оси, каретку, смонтированную горизонтально подвижно на траверсе и направляемую парой рельс, установленных на траверсе для движения вдоль второй оси перпендикулярной первой оси, стол с фиксирующими устройствами, смонтированный на основании станины, для зажима заготовки (детали), при этом, основной шпиндель с помощью ползуна смонтирован внутри каретки для движения на. направляющих вдоль третьей оси (вертикальной - Z), перпендикулярной первой и второй осям, устройство автоматической смены инструмента, включающее поворотный и подвижный вдоль оси дисковый магазин с гнёздами для инструмента, станина выполнена с неподвижным столом и несущей системой для установки основного шпинделя, включаюшей четыре вертика-льных колоны, выполненные с замкнутым поперечным сечением в виде прямоугольника, установленные нижними концами жёстко на основании станины по её углам, и несущие на своих верхних концах жёстко связанную с ними раму, выполненную сварной конструкции коробчатого сечения, траверса установлена на поверхности рамы, а шпиндельная головка, выполнена наклонно-поворотной и состоящей из кронщтейна, поворачивающегося вокруг вертикальной оси , и корпуса со встроенными мотор-шпинделем и устройством фиксации инструмента, расположенного внутри кронштейна, отклоняющегося от горизонта вверх-вниз, при этом, поворот кронштейна и отклонение корпуса осуществляются с помощью одинаковых приводов
Кроме того, дисковый магазин с гнёздами для инструмента выполнен поворотным и подвижным вдоль оси перпендикулярной оси перемещения основного шпинделя - третьей оси.
массе обрабатываемых деталей, улучшает его эксплуатационные характеристики.
Краткое описание чертежей
Полезная модель поясняется чертежами, на которых:
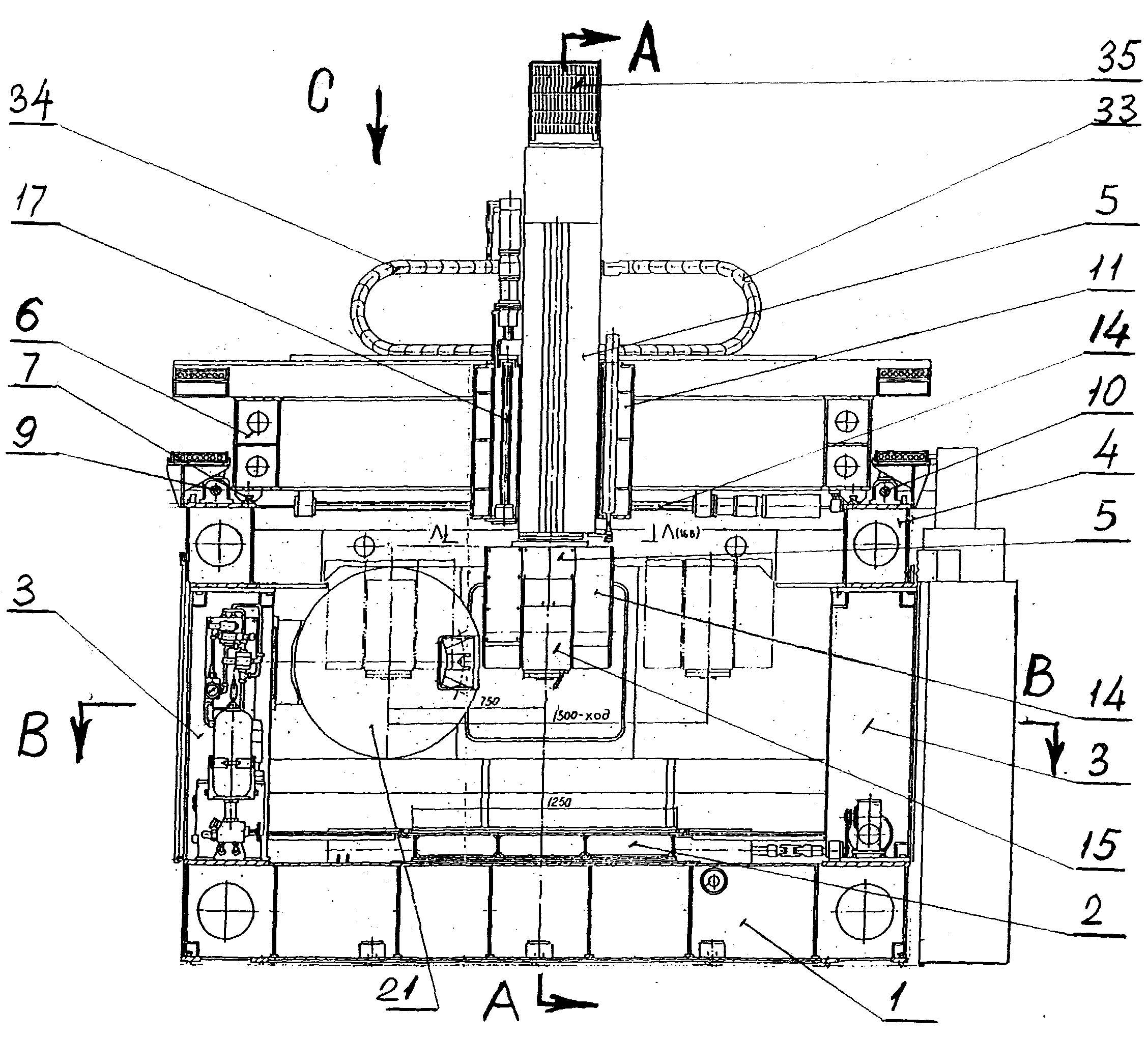
-Фиг.1 - показывает продольный разрез станка по оси шпинделя (вид спереди);
-Фиг. 2. - показывает разрез А - А фиг. 1.;
Фиг. 3. - показывает разрез В - В фиг.1.( вид на основание станины со столом);
Фиг. 4. - показывает вид по стрелке С ( вид сверху на несушую систему ).
Осушествление полезной модели
Металлорежущий станок для комплексной пятикоординатной обработки в соответствии с полезной моделью реализуется следующим образом.
Станок (См.Фиг. 1-4) включает следующие узлы и механизмы:
-неподвижную станину 1 с основанием, выполненным в виде прямоугольника при виде в плане и неподвижным столом 2, смонтированным на основании станины и снабжённым фикси-рующими устройствами для установки и зажима заготовки (детали) для её обработки;
-несущую систему для установки основного щпинделя - 5, выполненную о-образной и включающую четыре вертикальные колоны 3, выполненные сварными с замкнутым поперечным сечением в виде прямоугольника, установленные нижними концами жёстко на основании станины по её углам, и несущие на своих верхних концах жёстко связанную с ними раму 4, выполненную сварной конструкции коробчатого сечения, траверсу -6 , выполненную в виде прямоугольной рамы, смонтированной горизонтально подвижно на направляющих -7, 8 на верхней поверхности несущей системы для движения вдоль первой оси ( поперечной Y) с помощью двух шарико-винтовых приводов -9, 10 , каретку - 11, смонтированную горизонтально подвижно на траверсе и направляемую парой направляющих рельс -12, 13, установленных на траверсе для движения вдоль второй оси (продольной
- X) перпендикулярной первой оси с помощью шариковинтового привода - 14, при этом, основной шпиндель -5 с помощью ползуна -15 смонтирован внутри каретки -11 для движения на. направляющих 16 вдоль третьей оси (вертикальной - Z) перпендикулярной первой и второй осям с помощью шарико-винтового привода 17;
-основной шпиндель -5 , несущий на своём нижнем конце шпиндельную головку - 18, выполненную наклонно-поворотной и состоящей из кронштейна -19, поворачивающегося вокруг вертикальной оси Z на угол ± 200°, и корпуса -20 со встроенными моторшпинделем и устройством фиксации инструмента, расположенным внутри кронштейна -19, отклоняющегося от горизонта вверх-вниз на угол ± 105°, при этом, поворот кронштейна - 19 и отклонение корпуса - 20 осуществляются с помощью одинаковых приводов ( не показанных на чертежах) через редуктор с выбором зазора в червячной паре за счёт осевого перемещения червяка с переменной толщиной витка;
-устройство автоматической смены инструмента 21, установленного на колоне -3 и выполненного в виде дискового магазина с гнёздами, который может поворачиваться вокруг горизонтальной оси и перемещаться вдоль неё для подачи требуемого инструмента , при этом, перемещение и зажим инструмента производится при горизонтальном положении шпинделя за счёт выдвижения магазина с инструментом с помощью пневмоцилиндра;
-цифровые быстродействующие следящие приводы подач и главного движения, выполненные по всем координатам с линейными и круговыми датчиками обратной связи по конечным перемещениям, обеспечивающими высокую точность позиционирования инструмента ( на черт, не показано);
-устройство числового программного управления ( УЧПУ) типа персональной ЭВМ - 22, совмещённое с пультом управления;
-системы смазки и охлаждения;
-устройство удаления стружки из зоны резания, выполненное в виде двух шнековых транспортёров 23, установленных на основании станины и снабжённых электроприводом ;
-ограждение зоны резания типа Кабинет, выполненное из плоских панелей - 24, 25, 26,21, закреплённых на колонах и снабжённых сдвижными дверями -28,29, 30, 31, 32, снабжёнными окнами и обеспечивающими доступ в зону резания и визуальный контроль за процессом;
-гибкие кабеленесущие цепи подвода пневмогидро-электропитания 33, 34, 35, обеспечивающие подачу энергии к агрегатам: каретке - 11, траверсе 6, ползуну -15, соответственно;
-пневмо-, гидро-, электросистемы (на черт, не показано).
Станок работает следующим образом.
Обрабатываемая заготовка устанавливается и закрепляется на столе -2. Управление работой станка осуществляется от пульта -22. Подготовленная технологическая управляющая программа обработки детали записывается в память УЧПУ. После включения станка запускается технологическая управляющая программа, происходит обработка детали в соответствии с заданными технологическими параметрами ( траектория, перемещение по координатам, скорость подачи, частота вращения шпинделя).
Станок обеспечивает высокопроизводительную многооперационную механообработку деталей из пластмасс, алюминиевых , титановых сплавов и сталей, имеющих сложные поверхности одинарной и двойной кривизны за счёт пяти управляемых движений инструмента. Механообработка может производиться торцевыми и концевыми фрезами. На станке также можно сверлить и растачивать отверстия. Типовые обрабатываемые изделия: корпуса, мастер-модели, литейные модели, штампы, пресс-формы, детали двигателей и самолётов.
Выполнение станка с неподвижной станиной со столом ,несущей системой в виде жёсткой рамы , установленной на колонах жёсткозакреплённых на станине и шпиндельной головкой, расположенной внутри траверсы и каретки и управляемой по пяти координатам обеспечивает :
-повыщение эксплуатационных характеристик за счёт обеспечения удобного подхода, обзора зоны резания, вынесения всех подвижных , вращающихся элементов и оборудования из зоны резания;
-повыщение точности обработки за счёт центрального расположения щпиндельной головки и отсутствия изгибающих моментов от массы перемещаемых деталей.
Станок может использоваться в основном и вспомогательном производстве на предприятиях авиакосмической , автомобильной , судостроительной, приборостроительной и других машиностроительных отраслях промышленности.
Claims (2)
1. Металлорежущий станок для комплексной пятикоординатной обработки, содержащий вертикальный основной шпиндель с шпиндельной головкой на своем нижнем конце, станину, имеющую основание, несущую систему для установки основного шпинделя, включающую траверсу, выполненную о-образной и смонтированную горизонтально подвижно на направляющих на верхней поверхности несущей системы для движения вдоль первой оси, каретку, смонтированную горизонтально подвижно на траверсе и направляемую парой рельс, установленных на траверсе для движения вдоль второй оси, перпендикулярной первой оси, стол с фиксирующими устройствами, смонтированный на основании станины, для зажима заготовки (детали), при этом основной шпиндель с помощью ползуна смонтирован внутри каретки для движения на направляющих вдоль третьей оси (вертикальной - Z), перпендикулярной первой и второй осям, устройство автоматической смены инструмента, включающее поворотный и подвижный вдоль оси дисковый магазин с гнездами для инструмента, отличающийся тем, что станина выполнена с неподвижным столом и несущей системой для установки основного шпинделя, включающей четыре вертикальные колоны, выполненные с замкнутым поперечным сечением в виде прямоугольника, установленные нижними концами жестко на основании станины по ее углам, и несущие на своих верхних концах жестко связанную с ними раму, выполненную сварной конструкции коробчатого сечения, траверса установлена на верхней поверхности рамы, а шпиндельная головка выполнена наклонно-поворотной и состоящей из кронштейна, поворачивающегося вокруг вертикальной оси, и корпуса со встроенными мотор-шпинделем и устройством фиксации инструмента, расположенного внутри кронштейна, отклоняющегося от горизонта вверх-вниз, при этом поворот кронштейна и отклонение корпуса осуществляются с помощью одинаковых приводов.
2. Металлорежущий станок для комплексной пятикоординатной обработки по п.1, отличающийся тем, что дисковый магазин с гнездами для инструмента выполнен поворотным и подвижным вдоль оси, перпендикулярной оси перемещения основного шпинделя - третьей оси.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2003137142/20U RU38126U1 (ru) | 2003-12-25 | 2003-12-25 | Металлорежущий станок для комплексной пятикоординатной обработки |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2003137142/20U RU38126U1 (ru) | 2003-12-25 | 2003-12-25 | Металлорежущий станок для комплексной пятикоординатной обработки |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU38126U1 true RU38126U1 (ru) | 2004-05-27 |
Family
ID=48287591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2003137142/20U RU38126U1 (ru) | 2003-12-25 | 2003-12-25 | Металлорежущий станок для комплексной пятикоординатной обработки |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU38126U1 (ru) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2542878C2 (ru) * | 2013-07-09 | 2015-02-27 | Олег Кашафович Акмаев | Компоновка многоцелевого станка на основе принципов параллельной кинематики |
| RU2544710C2 (ru) * | 2012-12-25 | 2015-03-20 | Олег Савельевич Кочетов | Станок для обработки сложных поверхностей высокоскоростным фрезерованием |
| RU2546269C2 (ru) * | 2009-07-27 | 2015-04-10 | Салваньини Италия С.П.А. | Низкоинерционный манипулятор для станков для лазерной резки плоского листового металла |
| RU2547359C2 (ru) * | 2012-12-25 | 2015-04-10 | Олег Савельевич Кочетов | Обрабатывающий центр с параллельной кинематикой |
| RU2572112C2 (ru) * | 2013-12-09 | 2015-12-27 | Олег Савельевич Кочетов | Обрабатывающий центр с гибридной кинематикой |
| RU2744148C1 (ru) * | 2019-12-16 | 2021-03-03 | Булат Азатович Еникеев | Станок с параллельной кинематикой повышенной виброустойчивости |
-
2003
- 2003-12-25 RU RU2003137142/20U patent/RU38126U1/ru active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2546269C2 (ru) * | 2009-07-27 | 2015-04-10 | Салваньини Италия С.П.А. | Низкоинерционный манипулятор для станков для лазерной резки плоского листового металла |
| RU2544710C2 (ru) * | 2012-12-25 | 2015-03-20 | Олег Савельевич Кочетов | Станок для обработки сложных поверхностей высокоскоростным фрезерованием |
| RU2547359C2 (ru) * | 2012-12-25 | 2015-04-10 | Олег Савельевич Кочетов | Обрабатывающий центр с параллельной кинематикой |
| RU2542878C2 (ru) * | 2013-07-09 | 2015-02-27 | Олег Кашафович Акмаев | Компоновка многоцелевого станка на основе принципов параллельной кинематики |
| RU2572112C2 (ru) * | 2013-12-09 | 2015-12-27 | Олег Савельевич Кочетов | Обрабатывающий центр с гибридной кинематикой |
| RU2744148C1 (ru) * | 2019-12-16 | 2021-03-03 | Булат Азатович Еникеев | Станок с параллельной кинематикой повышенной виброустойчивости |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2745958B1 (en) | Machine tool with lathe tool and milling cutter | |
| CN201744851U (zh) | 单立柱横梁移动式数控镗铣床 | |
| CN102151883A (zh) | 多头同步或异步雕(钻)铣数控加工设备 | |
| CN110899755B (zh) | 一种多工位数控钻孔中心 | |
| CN204397367U (zh) | 一种动梁柱式龙门五轴加工中心 | |
| CN103084931B (zh) | 一种双主轴卧式复合加工中心 | |
| EP2687307B1 (en) | Method for machining curved surface using lathe | |
| CN105290619A (zh) | 激光雕刻机 | |
| CN109551016B (zh) | 一种用于加工横机基座的数控龙门精铣机 | |
| CN201223958Y (zh) | 大型曲轴数控深孔钻床 | |
| RU38126U1 (ru) | Металлорежущий станок для комплексной пятикоординатной обработки | |
| CN203019157U (zh) | 一种卧式复合加工中心 | |
| CN201922256U (zh) | 数控专用刀模雕刻机 | |
| CN112571069A (zh) | 一种立式双主轴的五轴车铣复合加工中心 | |
| CN208977539U (zh) | 双工位数控机床 | |
| CN218503852U (zh) | 一种数控铣床 | |
| CN109227318A (zh) | 双工位数控机床 | |
| CN211758579U (zh) | 一种六头数控镗铣机床 | |
| CN209954335U (zh) | 一种六轴双刀库加工中心 | |
| CN113385941A (zh) | 一种增减材复合制造装置 | |
| CN205254558U (zh) | 一种数控加工中心旋转组件 | |
| KR101658780B1 (ko) | 목형 금형 5축 제어용 밀링 | |
| CN110722434A (zh) | 七轴五联动智控工具磨床 | |
| CN110640593A (zh) | 双工位模块化打磨抛光机床 | |
| CN215357255U (zh) | 一种多轴龙门装置 |