RU2682887C1 - Устройство и способ индуктивного запечатывания нескольких листов многослойного материала - Google Patents
Устройство и способ индуктивного запечатывания нескольких листов многослойного материала Download PDFInfo
- Publication number
- RU2682887C1 RU2682887C1 RU2018111263A RU2018111263A RU2682887C1 RU 2682887 C1 RU2682887 C1 RU 2682887C1 RU 2018111263 A RU2018111263 A RU 2018111263A RU 2018111263 A RU2018111263 A RU 2018111263A RU 2682887 C1 RU2682887 C1 RU 2682887C1
- Authority
- RU
- Russia
- Prior art keywords
- sealing
- inductive
- gap
- sheets
- clips
- Prior art date
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 154
- 239000000463 material Substances 0.000 title claims abstract description 45
- 230000001939 inductive effect Effects 0.000 title claims abstract description 25
- 238000000034 method Methods 0.000 title claims abstract description 9
- 238000003825 pressing Methods 0.000 claims abstract description 26
- 229910052751 metal Inorganic materials 0.000 claims abstract description 19
- 239000002184 metal Substances 0.000 claims abstract description 19
- 230000005291 magnetic effect Effects 0.000 claims abstract description 11
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 9
- 239000007769 metal material Substances 0.000 claims abstract description 6
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 6
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 5
- 239000004020 conductor Substances 0.000 claims description 37
- 238000001816 cooling Methods 0.000 claims description 37
- 239000003507 refrigerant Substances 0.000 claims description 12
- 239000012212 insulator Substances 0.000 claims description 8
- 238000011049 filling Methods 0.000 claims description 7
- 235000021056 liquid food Nutrition 0.000 claims description 6
- 230000035699 permeability Effects 0.000 claims description 6
- 229920001721 polyimide Polymers 0.000 claims description 6
- 239000005022 packaging material Substances 0.000 claims description 5
- 229910010293 ceramic material Inorganic materials 0.000 claims description 4
- 239000004642 Polyimide Substances 0.000 claims description 3
- 239000012811 non-conductive material Substances 0.000 claims description 3
- PIGFYZPCRLYGLF-UHFFFAOYSA-N Aluminum nitride Chemical compound [Al]#N PIGFYZPCRLYGLF-UHFFFAOYSA-N 0.000 claims description 2
- 239000011810 insulating material Substances 0.000 claims description 2
- 239000000126 substance Substances 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract description 3
- 230000005611 electricity Effects 0.000 abstract description 2
- 238000010438 heat treatment Methods 0.000 description 12
- 238000009826 distribution Methods 0.000 description 7
- 238000004806 packaging method and process Methods 0.000 description 6
- 230000015556 catabolic process Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- -1 for example Polymers 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000002596 correlated effect Effects 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000002648 laminated material Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005194 fractionation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 210000003127 knee Anatomy 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000012859 sterile filling Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
- B29C66/43122—Closing the top of gable top containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3656—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint being a layer of a multilayer part to be joined, e.g. for joining plastic-metal laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3668—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the means for supplying heat to said heated elements which remain in the join, e.g. special induction coils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3672—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint
- B29C65/3676—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic
- B29C65/368—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic with a polymer coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
- B29C66/72343—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer for liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8122—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the composition of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8181—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects
- B29C66/81811—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8183—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the thermal conducting constructional aspects
- B29C66/81831—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the thermal conducting constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8187—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects
- B29C66/81871—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8188—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical conducting constructional aspects
- B29C66/81881—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical conducting constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/227—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by induction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72327—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of natural products or their composites, not provided for in B29C66/72321 - B29C66/72324
- B29C66/72328—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/843—Machines for making separate joints at the same time in different planes; Machines for making separate joints at the same time mounted in parallel or in series
- B29C66/8432—Machines for making separate joints at the same time mounted in parallel or in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/20—Inserts
- B29K2105/203—Magnetic parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7166—Cartons of the fruit juice or milk type, i.e. containers of polygonal cross sections formed by folding blanks into a tubular body with end-closing or contents-supporting elements, e.g. gable type containers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Package Closures (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Устройство предназначено для индуктивного запечатывания нескольких листов многослойного материала, содержащего несущий слой, изготовленный из непроводящего электричество материала, запечатывающий слой, изготовленный из термопластического материала, и металлический слой, расположенный между запечатывающим слоем и несущим слоем. Устройство содержит первый и второй запечатывающие зажимы, выполненные подвижными относительно друг друга, запечатывающий зазор, расположенный между первым и вторым зажимами для приема нескольких листов многослойного материала, привод, выполненный с возможностью обеспечения относительного перемещения зажимов, а также для создания усилия прессования на листах многослойного материала в запечатывающем зазоре. Причем каждый зажим содержит блок и прикрепленный к нему концентратор, содержащий углубление, имеющее обращенное в направлении запечатывающего зазора отверстие, катушку индуктивности, размещенную в углублении и выполненную с возможностью нагревания металлического слоя в многослойном материале для сваривания друг с другом смежных термопластических слоев нескольких листов многослойного материала путем прижатия друг к другу зажимов. При этом блок состоит из металлического материала, а концентратор составлен из нескольких частичных деталей, каждая из которых состоит из материала, подходящего для концентрации магнитного поля, и все они электрически изолированы друг от друга и относительно металлического блока. Изобретением является также и способ индуктивного запечатывания с использованием вышеописанного устройства. Группа изобретений обеспечивает повышение качества. 2 н. и 14 з.п. ф-лы, 7 ил.
Description
Изобретение относится к устройству и способу индуктивного запечатывания нескольких листов многослойного материала. В качестве упаковочного материала для упаковок жидких продуктов питания зачастую используют многослойные материалы, которые содержат несущий слой, изготовленный из непроводящего электричество материала, прежде всего бумаги или картона, и запечатывающий слой, изготовленный из термопластического материала, прежде всего термопластического пластика, такого как, например, полиэтилен или полипропилен. Термопластический материал является непроницаемым для жидкости, а также стойким к жирным веществам и кислотам. Между запечатывающим слоем и несущим слоем расположен металлический слой, прежде всего алюминиевый слой. Термопластический материал запечатывают термическим способом путем прессования друг против друга взаимно обращенных друг к другу запечатывающих слоев нескольких листов многослойного материала и совместного их сваривания за счет приложения тепла. Тепло создают в рамках процесса индуктивного запечатывания путем монтажа по меньшей мере одной катушки (катушки индуктивности) в запечатывающих зажимах, выполненных для прижатия листов многослойного материала друг к другу, причем катушка вызывает вихревые токи в металлическом слое и нагревает ее. В результате теплопроводности это тепло оказывается переданным от горячего металлического слоя на смежные слои термопластического материала, которые при тепловом воздействии переходят в расплавленное состояние.
Из СН 676958 А5 уже известно устройство для термического запечатывания упаковочных материалов, которые в дополнение к термопластическому слою имеют металлический слой. Устройство содержит два сжимаемых запечатывающих зажима, причем оба из них оснащены катушкой индуктивности, которую используют для нагревания металлического слоя посредством индукции с целью сваривания термопластических слоев двух смежных листов упаковочного материала при прижимании запечатывающих зажимов друг к другу. Катушка индуктивности содержит по меньшей мере один удлиненный проводник тока, простирающийся в продольном направлении запечатывающих зажимов, который заделан либо непосредственно в непроводящем электричество блоке запечатывающего зажима, либо в изготовленной из феррита промежуточной части, причем эта промежуточная часть установлена в блоке, изготовленном из непроводящего электричество материала.
При запечатывании в фасовочной машине упаковок с остроконечным верхом для жидких продуктов питания требуются кратковременные этапы нагревания. Это обусловлено использованием длительной фазы прессования и охлаждения вследствие наличия в геометрии остроконечного верха высокой напряженности, которая придает остроконечному верху склонность к повторному открыванию по окончании этапа прессования. Этой тенденции может противостоять в достаточной мере длительное охлаждение расплавленного термопластического материала. Необходимой кратковременности этапов нагревания достигают подведением в катушку индуктивности большой энергии в единицу времени. В результате, однако, возникают повышенные потери, которые могут привести к недопустимому нагреванию катушки индуктивности и, факультативно, к местному перегреванию многослойного материала.
Хотя катушка индуктивности следует геометрии областей подлежащего запечатыванию упаковки с остроконечным верхом, на практике в некоторых случаях было обнаружено, что неоднородное нагревание запечатывающего слоя происходит с тем последствием, что запечатывание упаковки с остроконечным верхом не является безупречным.
Исходя из этого известного уровня техники, целью изобретения является обеспечение устройства для индуктивного запечатывания нескольких листов многослойного материала, которое, принимая во внимание требуемые кратковременные этапы нагревания и связанное с этим подведение большой энергии в единицу времени, предотвращают неоднородное нагревание запечатывающего слоя многослойного материала и, тем самым, небезупречное запечатывание.
Кроме того, необходимо предоставить способ индуктивного запечатывания, который, прежде всего, подходит для интеграции в систему заполнения для жидких продуктов питания со стерильной рабочей зоной.
Эта цель достигнута устройством первоначально упомянутого типа, в котором блок состоит из металлического материала, а концентратор составлен из нескольких частичных деталей, причем каждая частичная деталь состоит из материала, подходящего для концентрации магнитного поля, и все частичные детали электрически изолированы друг от друга и относительно блока.
Из признаков п. 15 формулы изобретения получен способ индуктивного запечатывания, который, прежде всего, подходит для интеграции в фасовочной установке для жидких продуктов питания со стерильной рабочей зоной.
Изготовление блока из металлического материала способствует тому, что созданное за счет мощностных потерь в катушке индуктивности тепло и подведенное в запечатывающие зажимы через контакт с подлежащим свариванию многослойным материалом тепло может быть отведено более эффективно. Изготовление блока из металлического материала в результате его высокой теплопроводности предотвращает какое-либо недопустимое нагревание катушки индуктивности.
На практике, при определенных условиях температуры и влажности, и в случае имеющих высокую магнитную проницаемость концентраторов, было замечено, что между верхним и нижним элементарными проводниками катушки индуктивности могут наблюдаться электрические пробои. Такие пробои являются ответственными за неравномерное нагревание запечатывающего слоя и за получение небезупречного запечатывания.
Неравномерное нагревание запечатывающего слоя предотвращают за счет того, что концентратор состоит из нескольких частичных деталей, все из которых изолированы друг от друга и относительно блока. Электрические пробои между элементарными проводниками катушки предотвращают путем разделения концентратора. Несмотря на подведение большой энергии, требуемой для быстрого нагревания, какие-либо временно неэффективные части катушки индуктивности отсутствуют.
С целью изоляции частичных деталей друг от друга, прежде всего, обеспечены зазоры между частичными деталями концентратора.
Предпочтительно, с целью дальнейшего улучшения электрической изоляции, в каждый зазор в качестве изоляционного материала введен полиимид, прежде всего в виде пленки. За счет его высокой теплостойкости и хороших электроизолирующих свойств, полиимид особо хорошо подходит для настоящего применения.
Обычно катушка индуктивности имеет верхний элементарный проводник, который в установленном положении простирается горизонтально, и нижний элементарный проводник, который в установленном положении простирается также горизонтально, причем верхний и нижний элементарные проводники соединены друг с другом посредством боковых колен. Верхний и нижний элементарные проводники в каждом случае размещены по меньшей мере в одной частичной детали концентратора. Частичные детали в горизонтальном направлении отделены посредством зазора. Электрические соединения катушки индуктивности, предпочтительно, расположены на верхнем элементарном проводнике. В этом случае верхний элементарный проводник, предпочтительно, размещен по меньшей мере в двух частичных деталях концентратора, которые электрически изолированы друг от друга посредством проходящего перпендикулярно между этими двумя присоединениями зазора. Обращенная в направлении запечатывающего зазора поверхность каждой катушки индуктивности, предпочтительно, соотнесена с геометрией области подлежащей свариванию запечатывающего слоя.
Частичные детали концентратора состоят из материала, который подходит для концентрации магнитного поля. Сюда относятся магнитодиэлектрические материалы (МДМ), которые имеют как ферромагнитные, так и диэлектрические свойства. Эти материалы, прежде всего, состоят из частиц мягкого железа, которые равномерно включены в термопластический материал.
Свойства магнитодиэлектрических материалов могут конкретным образом находиться в зависимости от фракционирования, формы и распределения частиц мягкого железа в пластике.
В случае запечатывания упаковки с остроконечным верхом, в различных местоположениях в зазоре запечатывания располагается различное число листов многослойного материала. Это требует принятия мер по управлению распределением энергии в зависимости от числа подлежащих запечатыванию листов.
Управление распределением энергии может быть особым образом осуществлено посредством переменного поперечного сечения каждой катушки индуктивности вдоль продольной протяженности катушки индуктивности.
Другая возможность для управления распределением энергии состоит в изменении расстояния от катушки индуктивности до подлежащего запечатыванию многослойного материала.
Кроме того, возможность особого воздействия на распределение энергии состоит в том, что по меньшей мере одна из частичных деталей концентратора имеет секции с различной магнитной проницаемостью, и/или по меньшей мере одна частичная деталь концентратора имеет отличную от других частичных деталей магнитную проницаемость. Частичные детали или секции, имеющие более высокую магнитную проницаемость, прежде всего, расположены в тех областях катушки индуктивности, в которых должно быть запечатано большее число листов многослойного материала.
На стороне запечатывающего зазора катушки индуктивности, предпочтительно, защищены от механического повреждения посредством крышки. Крышка изготовлена из защищенного от истирания материала, который, тем не менее, является прозрачным для индукции; материал может быть представлен, например, полиэфирэфиркетоном (ПЭЭК), являющимся стойким к высокой температуре термопластическим материалом, который принадлежит к группе пластиков с высокими характеристиками, и который характеризуется хорошими механическими и электрическими свойствами, а также сопротивляемостью к высокой температуре и исключительно хорошей химической стойкостью. Кроме того, для крышки могут быть использованы керамические или подобные керамике материалы. Предпочтительно, крышка плотно соединена с запечатывающим зажимом посредством клеящего вещества с целью обеспечения эффективной защиты от таких воздействий окружающей среды, как влага и химикаты.
Крышка пластинчатой формы может иметь различную толщину в различных ее областях. Крышка пластинчатой формы имеет меньшую толщину в тех областях, в которых подвергают запечатыванию большее число листов многослойного материала, и большую толщину - в тех областях, в которых подвергают запечатыванию меньшее число листов многослойного материала.
Эффект выполненной таким образом крышки состоит в том, что, ответственный в многослойном материале за нагревание металлический слой имеет в более тонких областях крышки меньшее расстояние до расположенного позади нее элементарного проводника катушки индуктивности. Таким образом, за счет воздействия на толщину крышки обеспечена возможность особого управления распределением энергии.
Между концентратором и блоком расположен изолятор, который электрически изолирует все частичные детали концентратора от металлического блока и в то же время является хорошим проводником тепла. Изолятор имеет высокую теплопроводность, величиной, предпочтительно, 100 Вт/м*K и высокое удельное электрическое сопротивление, величиной, по меньшей мере, 1012 Ом*мм2/м. Прежде всего, в качестве изолятора может быть применен керамический материал в виде нитрида алюминия (AlN), который имеет теплопроводность 200 Вт/м*K.
Кроме того, могут быть применены изоляторы, основанные на карбиде кремния (SiC) или изготовленные из теплопроводного пластика. Теплопроводности теплопроводного пластика достигают посредством введения в матрицу полимера металлических порошков или волокон. Прежде всего, изолятор пластинчатой формы между концентратором и блоком расположен таким образом, что концентратор не касается блока в какой-либо точке.
В одном варианте осуществления изобретения катушка индуктивности содержит полый проводник, который выполнен с возможностью прохождения через него хладагента. Полый проводник, прежде всего, является частью системы охлаждения. Предпочтительно, в качестве хладагента может быть применена вода. Присоединения для поставки и удаления хладагента расположены на тех же концах катушки индуктивности, на которых катушка индуктивности также соединена с источником высокочастотного напряжения.
Когда устройство для индуктивного запечатывания используют в стерильной фасовочной машине, просачивающаяся на присоединениях катушки индуктивности охлаждающая вода может попадать в стерильную рабочую зону фасовочной машины. Такой выход воды является нежелательным, и он может привести к прерываниям функционирования. В одном варианте осуществления изобретения катушку индуктивности подвергают охлаждению исключительно непрямым способом. В каждом из запечатывающих зажимов, предпочтительно, расположен по меньшей мере один охлаждающий канал таким образом, что хладагент протекает через блок параллельно элементарным проводникам.
В одном варианте осуществления изобретения устройство для индуктивного запечатывания выполнено таким образом, что как индуктивное запечатывание, так также и охлаждение и последующее прессование могут быть выполнены с помощью первого и второго запечатывающих зажимов. С этой целью каждый запечатывающий зажим имеет первую секцию и вторую секцию, которые смещены друг относительно друга в продольном направлении запечатывающих зажимов, причем катушка индуктивности расположена исключительно в первой секции каждого запечатывающего зажима, а область последующего прессования и охлаждения расположена между противоположными вторыми секциями первого и второго запечатывающих зажимов. В запечатывающем зазоре между этими двумя запечатывающими зажимами запечатывающая область и область последующего прессования и охлаждения расположены друг рядом с другом.
Поскольку катушки индуктивности в этом варианте осуществления изобретения получают охлаждение непрямым способом, охлаждающий канал простирается через первую и вторую секцию каждого запечатывающего зажима таким образом, что хладагент может протекать через обе из числа первой и второй секций. Существенное преимущество состоит в том, что требуется только один охлаждающий контур для охлаждения областей как для запечатывания, так также и для последующего прессования и охлаждения. Это имеет результатом и то другое преимущество, что присоединения охлаждающего канала могут быть расположены исключительно во второй секции запечатывающих зажимов. Однако вторая секция запечатывающих зажимов устройства может быть расположена за пределами стерильной рабочей зоны фасовочной машины. Вследствие этого, может быть предотвращено загрязнение стерильной рабочей зоны фасовочной машины путем утечки охлаждающей воды на присоединениях катушки индуктивности.
Изобретение подробно объяснено ниже со ссылками на чертежи. На чертежах:
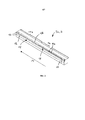
Фиг. 1 показывает схематический вид сбоку на устройство согласно изобретению для индуктивного запечатывания нескольких листов многослойного материала упаковки с остроконечным верхом,
Фиг. 2А, Б показывают подробные изображения многочастного концентратора устройства согласно фиг. 1,
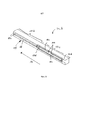
Фиг. 3 показывает схематический вид в перспективе на запечатывающий зажим устройства согласно фиг. 1,
Фиг. 4 показывает вид спереди на запечатывающий зажим согласно фиг. 3 с сечениями вдоль линий А-А и В-В через первую и вторую секции запечатывающего зажима,
Фиг. 5 показывает схематический вид в перспективе другого варианта осуществления запечатывающего зажима и
Фиг. 6 показывает вид спереди на запечатывающий зажим согласно фиг. 5 с сечениями вдоль линий А-А и В-В.
Фиг. 1 показывает, что устройство 1 для индуктивного запечатывания нескольких листов многослойного материала 2 упаковки 6 с остроконечным верхом содержит первый запечатывающий зажим 3а и второй запечатывающий зажим 3b, запечатывающий зазор 4, расположенный между первым и вторым запечатывающими зажимами 3a, 3b для приема нескольких листов многослойного материала 2, а также непоказанный привод для обеспечения относительного перемещения запечатывающих зажимов 3a, 3b друг относительно друга и для создания усилия прессования на листах многослойного материала 2 в запечатывающем зазоре 4.
В показанном типовом варианте осуществления запечатывающий зажим 3а удерживается в неподвижном положении, тогда как запечатывающий зажим 3b при помощи привода является возвратно-поступательно подвижным в направлении запечатывающего зажима 3a. Направление 5 перемещения запечатывающего зажима 3a ориентировано под прямым углом к прессующим поверхностям этих двух запечатывающих зажимов 3a, 3b. В качестве привода может быть применен, например, модуль в составе поршня и цилиндра. Оба запечатывающих зажима 3а, 3b содержат блок 7 из металлического материала, который в показанном типовом варианте осуществления имеет квадратное поперечное сечение. Естественно, данный блок может иметь отличное поперечное сечение, когда этого требуют геометрические отношения и монтажная ситуация устройства. К блоку 7 прикреплен концентратор 8, в котором имеется углубление 9, имеющее обращенное в направлении запечатывающего зазора 4 углубленное отверстие 9а.
Катушка 10 индуктивности выполнена в виде индуктивного контура и размещена в углублении 9, причем катушка 10 индуктивности имеет верхний элементарный проводник 10а с присоединениями 10b для присоединения катушки индуктивности к высокочастотному переменному напряжению. Нижний элементарный проводник 10с соединен с верхним элементарным проводником 10а посредством боковых колен 10d. В варианте осуществления согласно фиг. 3, 4 катушка 10 индуктивности выполнена в виде сплошного проводника и получает непрямое охлаждение. В варианте осуществления согласно фиг. 5, 6 катушка 10 индуктивности выполнена в виде полого проводника, через который может протекать хладагент, который подводят к полому проводнику или удаляют из полого проводника на присоединениях 10b для электрического высокочастотного напряжения.
Фиг. 2А, Б показывают конструкцию концентратора 8. В показанном типовом варианте осуществления концентратор в общей сложности состоит из четырех частичных деталей 8а, b, с, d. Фиг. 2Б показывает отделенные частичные детали 8а, b, с, d, тогда как фиг. 2А показывает частичные детали 8а, b, с, d, которые объединены для создания концентратора 8.
Верхний элементарный проводник 10а, а также колена 10b катушки 10 индуктивности размещены в углублении 9 в частичных деталях 8с, d, а нижний элементарный проводник 10с катушки 10 индуктивности размещен в углублении 9 в частичных деталях 8а, b концентратора 8. Все частичные детали 8а, b, с, d электрически изолированы друг от друга с целью предотвращения электрических пробоев между верхним и нижним элементарными проводниками 10а, с, которые могут оказывать негативное влияние на структуру магнитного поля по всей длине катушки 10 индуктивности и поэтому подвергать опасности результат запечатывания. Частичные детали 8а, b, с, d электрически изолированы друг от друга горизонтальным зазором 11а и вертикальным зазором 11b. С целью улучшения изоляция между частичными деталями 8a-d, в горизонтальном и вертикальном зазорах 11а, 11b размещена полиимидная пленка 12. Полиимидная пленка 12 способна выдерживать при постоянном использовании температуры до 230°C, а кратковременно - до 400°C.
Как видно, прежде всего, на фиг. 3-6, каждый запечатывающий зажим 3a, 3b имеет первую секцию 13а и вторую секцию 13b, которые смещены друг относительно друга в продольном направлении 14 запечатывающих зажимов 3a, 3b. Катушка 10 индуктивности расположена исключительно в первой секции 13а. Между противоположными вторыми секциями 13b первого и второго запечатывающих зажимов 3а, 3b расположена область 15 последующего прессования и охлаждения для листов многослойного материала 2, запечатанных в первой секции 13а. По бокам каждого запечатывающего зажима 3a, 3b в области первой секции 13а расположена обращенная к запечатывающему зазору 4 крышка 16, которая защищает от механического повреждения катушку 10 индуктивности, открытую к запечатывающему зазору 4 в углублении 9. Крышка 16 пластинчатой формы выполнена в ее поперечном сечении ступенчатой. В области нижнего элементарного проводника 10с катушки 10 индуктивности крышка 16 пластинчатой формы является более тонкой, чем в ее секции 16b, покрывающей верхний элементарный проводник 10а. Распределение толщин крышки 16 соотнесено с различным числом листов многослойного материала 2, подлежащего запечатыванию в запечатывающем зазоре 4. в нижней секции 16а уплотняющего зазора 4 расположены четыре или пять листов многослойного материала 2, тогда как в верхней секции 16b расположены только два листа подлежащего запечатыванию многослойного материала 2. В нижней секции 16а крышки ответственный за нагревание металлический слой многослойного материала 2 расположен ближе к нижнему элементарному проводнику 10с таким образом, что в результате меньшего расстояния катушка 10 индуктивности подает большую энергию на четыре листа, чем на два листа в области верхней секции 16b.
Для предотвращения электрических пробоев между элементарными проводниками 10а, 10с катушки 10 индуктивности через блок 7 и их отрицательного воздействия на облучение энергией позади концентратора 8 расположен изготовленный из керамического материала изолятор 17 пластинчатой формы. Керамический материал содержит, прежде всего, нитрид алюминия, имеющий высокую теплопроводность и в то же время высокое удельное электрическое сопротивление. Высокая теплопроводность, прежде всего, имеет решающее значение в варианте осуществления устройства с непрямым охлаждением катушки 10 индуктивности согласно фиг. 3 и фиг. 4.
Для непрямого охлаждения в блоке 7 каждого запечатывающего зажима 3a, 3b расположен охлаждающий канал 18с подающей 18а и возвратной 18b ветвями.
Подающая и возвратная ветви простираются от присоединений 18с в продольном направлении 14 запечатывающих зажимов 3а, 3b. Присоединения 18с расположены на передней стороне запечатывающих зажимов 3a, b во второй секции 13b.
В типовом варианте осуществления согласно фиг. 5 и фиг. 6 с катушкой 10 индуктивности внутреннего охлаждения охлаждающий канал 18 расположен исключительно во второй секции 13b. Присоединения 18с для хладагента также расположены на передней стороне запечатывающих зажимов 3a, 3b во второй секции 13b. В принципе, однако, в одном варианте осуществления устройства с катушкой 10 индуктивности внутреннего охлаждения также является возможным размещение дополнительных охлаждающих каналов в первой секции 13а с целью повышения производительности охлаждения.
Ранее описанное устройство 1 для индуктивного запечатывания нескольких листов многослойного материала 2 упаковки 6 с остроконечным верхом работает следующим образом.
Подлежащие запечатыванию листы многослойного материала 2 упаковки 6 с остроконечным верхом передают посредством непоказанного транспортера, который работает с заданным тактом, в открытый запечатывающий зазор 4 между первыми секциями 13а двух запечатывающих зажимов 3а, b. Затем при помощи непоказанного привода запечатывающие зажимы 3a, b сдвигают друг к другу, и смежные термопластические слои нескольких листов многослойного материала 2 прижимаются и запечатываются друг с другом посредством индукции вихревого тока в металлическом слое многослойного материала 2.
Запечатывающий зазор 4 затем вновь открывают, и запечатанную упаковку 6 с остроконечным верхом передают в продольном направлении 14 в положение между вторыми секциями 13b запечатывающих зажимов 3a, b. Как только запечатанные листы многослойного материала 2 оказываются расположенными в области 15 последующего прессования и охлаждения, на уже запечатанных листах многослойного материала в запечатывающем зазоре 4 создают усилие прессования посредством перемещения запечатывающего зажима 3а. В то же время, запечатанные листы многослойного материала 2 подвергают охлаждению. Запечатывающий зазор 4 затем открывают, и упаковку 6 с остроконечным верхом передают в продольном направлении 14 за пределы запечатывающего зазора. Во время последующего прессования и охлаждения во второй секции 13b в первой секции 13а уже подвергают запечатыванию следующую упаковку 6 с остроконечным верхом, переданную посредством транспортера в открывшийся запечатывающий зазор 4.
В фасовочной установке для жидких продуктов питания со стерильной рабочей зоной запечатывающие зажимы 3a, 3b расположены параллельно направлению транспортировки упаковок 6 с остроконечным верхом через стерильную рабочую зону. В этом случае первая секция 13а расположена в стерильной рабочей зоне, тогда как вторая секция 13b расположена за пределами рабочей зоны. Присоединения 18с для хладагента на передней стороне второй секции 13b предотвращают возможность попадания каких-либо утечек хладагента в стерильную рабочую зону.
В другом варианте осуществления изобретения протяженность запечатывающих зажимов 3а, b, а также нижнего и верхнего элементарных проводников 10а, 10с катушки 10 индуктивности имеет такие размеры, что в каждом случае область запечатывания упаковки 6 с остроконечным верхом может быть одновременно запечатана с обеих сторон присоединений 10b.
Протяженность области 15 последующего прессования и охлаждения во второй секции также имеет такие размеры, что одновременному последующему прессованию и охлаждению могут быть подвергнуты области запечатывания двух упаковок 6 с остроконечным верхом.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
№ Обозначение
1 Устройство
2 Многослойный материал
3а Запечатывающий зажим
3b Запечатывающий зажим
4 Запечатывающий зазор
5 Направление перемещения
6 Упаковка с остроконечным верхом
7 Металлический блок
8 Концентратор
8а Частичная деталь
8b Частичная деталь
8с Частичная деталь
8d Частичная деталь
9 Углубление
9а Углубленное отверстие
10 Катушка индуктивности
10а Верхний элементарный проводник
10b Присоединения
10с Нижний элементарный проводник
10d Колено
11а Горизонтальный зазор
11b Вертикальный зазор
12 Полиимидная пленка
13а Первая секция
13b Вторая секция
14 Продольное направление
15 Область последующего прессования и охлаждения
16 Крышка
16а Нижняя секция
16b Верхняя секция
17 Изолятор
18 Охлаждающий канал
18а Подающая ветвь
18b Возвратная ветвь
18с Присоединения.
Claims (37)
1. Устройство (1) для индуктивного запечатывания нескольких листов многослойного материала (2), который содержит несущий слой, изготовленный из непроводящего электричество материала, запечатывающий слой, изготовленный из термопластического материала, и металлический слой, расположенный между запечатывающим слоем и несущим слоем, содержащее:
- первый запечатывающий зажим (3а) и второй запечатывающий зажим (3b), причем запечатывающие зажимы (3a, b) расположены подвижным друг 10 относительно друга образом,
- запечатывающий зазор (4), расположенный между первым и вторым запечатывающими зажимами (3a, b) для приема нескольких листов многослойного материала (2),
- привод, выполненный с возможностью обеспечения относительного перемещения запечатывающих зажимов (3а, b) друг относительно друга, а также для создания усилия прессования на листах многослойного материала (2) в запечатывающем зазоре (4),
- причем каждый запечатывающий зажим (3а, b) содержит блок (7) и прикрепленный к блоку (7) концентратор (8), который содержит углубление (9), имеющее обращенное в направлении запечатывающего зазора (4) углубленное отверстие (9а),
- катушку (10) индуктивности, размещенную в углублении (9) и выполненную с возможностью нагревания металлического слоя в многослойном материале (2) с целью сваривания друг с другом смежных термопластических слоев нескольких листов многослойного материала (2) путем прижимания друг к другу запечатывающих зажимов (3а, b),
отличающееся тем, что
- блок (7) состоит из металлического материала,
- концентратор (8) составлен из нескольких частичных деталей (8а, b, с, d), причем каждая частичная деталь (8а, b, с, d) состоит из материала, подходящего для концентрации магнитного поля, и
- все частичные детали (8а, b, с, d) электрически изолированы друг от друга и относительно металлического блока (7).
2. Устройство (1) для индуктивного запечатывания по п. 1, отличающееся тем, что:
- катушка (10) индуктивности имеет верхний элементарный проводник (10а) и нижний элементарный проводник (10с), причем верхний и нижний элементарные проводники (10а, с) соединены друг с другом посредством боковых колен (10d),
- верхний элементарный проводник (10а) размещен в углублении (9) по меньшей мере одной первой частичной детали (8с, d) концентратора (8), и
- нижний элементарный проводник (10с) размещен в углублении (9) по меньшей мере одной второй частичной детали (8а, b) концентратора (8).
3. Устройство (1) для индуктивного запечатывания по п. 1 или 2, отличающееся тем, что частичные детали (8а, b, с, d) концентратора (8) электрически изолированы друг от друга посредством по меньшей мере одного зазора (11a, b).
4. Устройство (1) для индуктивного запечатывания по п. 3, отличающееся тем, что в качестве изоляционного материала в каждом зазоре (11а, b) расположен полиимид.
5. Устройство (1) для индуктивного запечатывания по одному из пп. 1-4, отличающееся тем, что по меньшей мере две частичные детали (8а, b, с, d) концентратора (8) имеют различную магнитную проницаемость.
6. Устройство (1) для индуктивного запечатывания по одному из пп. 1-5, отличающееся тем, что по меньшей мере одна из частичных деталей (8а, b, с, d) концентратора (8) имеет секции с различной магнитной проницаемостью.
7. Устройство (1) для индуктивного запечатывания по одному из пп. 1-6, отличающееся тем, что на той стороне каждого запечатывающего зажима (3а, b), которая обращена в направлении запечатывающего зазора (4), расположена крышка (16).
8. Устройство (1) для индуктивного запечатывания по одному из пп. 1-7, отличающееся тем, что изолятор (17) изолирует все частичные детали (8а, b, с, d) концентратора (8) относительно металлического блока (7), который имеет высокую теплопроводность, величиной по меньшей мере 20 Вт/м*K, предпочтительно 100 Вт/м*K, а также высокое удельное электрическое сопротивление, величиной по меньшей мере 1012 Ом*мм2/м.
9. Устройство (1) для индуктивного запечатывания по п. 8, отличающееся тем, что изолятор (17) состоит из керамического материала нитрида алюминия (AlN).
10. Устройство (1) для индуктивного запечатывания по одному из пп. 1-9, отличающееся тем, что катушка (10) индуктивности содержит полый проводник, который выполнен с возможностью прохождения через него хладагента.
11. Устройство (1) для индуктивного запечатывания по одному из пп. 1-10, отличающееся тем, что в блоке (7) каждого запечатывающего зажима (3а, b) расположен по меньшей мере один охлаждающий канал (18).
12. Устройство (1) для индуктивного запечатывания по одному из пп. 1-11, отличающееся тем, что:
- каждый запечатывающий зажим (3а, b) имеет первую секцию (13а) и вторую секцию (13b), которые смещены друг относительно друга в продольном направлении (14) каждого запечатывающего зажима (3а, b),
- катушка (10) индуктивности расположена исключительно в первой секции (13а) каждого запечатывающего зажима (3а, b), и
- область (15) последующего прессования и охлаждения расположена между противоположными вторыми секциями (13b) первого и второго запечатывающих зажимов (3а, b).
13. Устройство (1) для индуктивного запечатывания по пп. 11, 12, отличающееся тем, что охлаждающий канал (18) простирается через первую и вторую секции (13а, b) каждого запечатывающего зажима (3а, b) таким образом, что хладагент может протекать как через первую, так и через вторую секцию (13а, b).
14. Устройство (1) для индуктивного запечатывания по п. 12 или 13, отличающееся тем, что присоединения (18с) для хладагента охлаждающего канала (18) расположены на второй секции (13b).
15. Способ индуктивного запечатывания нескольких листов многослойного материала упаковки с помощью устройства по одному из пп. 12-14, содержащий этапы:
- транспортировки подлежащих запечатыванию листов многослойного материала (2) в открытый запечатывающий зазор (4) между противоположными первыми секциями (13а) запечатывающих зажимов (3а, b),
- запечатывания листов многослойного материала (2) в запечатывающем зазоре (4) между первыми секциями (13а) запечатывающих зажимов (3а, b),
- открывания запечатывающего зазора (4),
- транспортировки запечатанных листов многослойного материала (2) в открытом запечатывающем зазоре (4) ко вторым секциям (13b) запечатывающих зажимов (3а, b), расположенным со смещением в продольном направлении (14) запечатывающих зажимов (3a, b),
- создания усилия прессования на запечатанных листах многослойного материала (2) в области (15) последующего прессования и охлаждения запечатывающего зазора (4) и охлаждения многослойного материала (2),
- открывания запечатывающего зазора (4) и транспортировки охлажденных листов многослойного материала (2) из запечатывающего зазора (4).
16. Способ по п. 15, отличающийся тем, что запечатывание выполняют в стерильной рабочей зоне фасовочной машины для жидких продуктов питания, а создание усилия прессования и охлаждения многослойного материала выполняют в области (15) последующего прессования и охлаждения за пределами стерильной рабочей зоны.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015114443.3 | 2015-08-31 | ||
| DE102015114443 | 2015-08-31 | ||
| PCT/EP2016/070018 WO2017036891A1 (en) | 2015-08-31 | 2016-08-24 | Device and method for inductive sealing of a plurality of plies of a laminate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2682887C1 true RU2682887C1 (ru) | 2019-03-22 |
Family
ID=56842809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2018111263A RU2682887C1 (ru) | 2015-08-31 | 2016-08-24 | Устройство и способ индуктивного запечатывания нескольких листов многослойного материала |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10737443B2 (ru) |
| EP (1) | EP3344437B1 (ru) |
| JP (1) | JP6687725B2 (ru) |
| CN (1) | CN108136688B (ru) |
| BR (1) | BR112018002738B1 (ru) |
| RU (1) | RU2682887C1 (ru) |
| WO (1) | WO2017036891A1 (ru) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017207247A1 (de) * | 2017-04-28 | 2018-10-31 | Robert Bosch Gmbh | Vorrichtung zum Siegeln einer Verpackung |
| RU2759707C2 (ru) * | 2017-05-30 | 2021-11-17 | Тетра Лаваль Холдингз Энд Файнэнс С.А. | Устройство для запечатывания верха упаковки для пищевого продукта и система для формирования и заполнения упаковки с пищевым продуктом |
| US11548238B2 (en) | 2018-09-10 | 2023-01-10 | Tetra Laval Holdings & Finance S.A. | Method for forming a tube and a method and a packaging machine for forming a package |
| JP7447123B2 (ja) | 2018-09-11 | 2024-03-11 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 密封されたパッケージを形成するためのパッケージ装置 |
| CN114174047B (zh) * | 2019-07-29 | 2024-07-26 | 康美包服务股份公司 | 可热密封膜材料的脉冲热密封 |
| US11358344B2 (en) | 2019-08-06 | 2022-06-14 | The Boeiog Company | Induction welding using a heat sink and/or cooling |
| US11364688B2 (en) * | 2019-08-06 | 2022-06-21 | The Boeing Company | Induction welding using a heat sink and/or cooling |
| US11351738B2 (en) | 2019-08-06 | 2022-06-07 | The Boeing Company | Induction welding using a heat sink and/or cooling |
| US11524467B2 (en) | 2019-08-06 | 2022-12-13 | The Boeing Company | Induction welding using a heat sink and/or cooling |
| US11458691B2 (en) | 2019-08-06 | 2022-10-04 | The Boeing Company | Induction welding using a heat sink and/or cooling |
| US11230066B2 (en) | 2019-08-06 | 2022-01-25 | The Boeing Company | Induction welding using a heat sink and/or cooling |
| US11292204B2 (en) | 2019-08-06 | 2022-04-05 | The Boeing Company | Induction welding using a heat sink and/or cooling |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH676958A5 (en) * | 1989-10-12 | 1991-03-28 | Sig Schweiz Industrieges | Heat sealing device for packing foil - uses inductive heating coils incorporated in clamping faces of opposing clamps |
| JP2000168737A (ja) * | 1998-12-11 | 2000-06-20 | Toppan Printing Co Ltd | 紙容器の密封シール方法と該方法を用いた成形装置 |
| RU2196089C2 (ru) * | 1996-01-30 | 2003-01-10 | Тетра-Лаваль Холдингз энд Файнэнс С.А. | Устройство герметизации для создания зоны герметизации (варианты) и способ создания зоны герметизации |
| RU2291091C2 (ru) * | 2001-06-18 | 2007-01-10 | Тетра Лаваль Холдингз Энд Файнэнс Са | Устройство индукционной сварки для термосваривания упаковочного материала |
| WO2015036222A1 (en) * | 2013-09-13 | 2015-03-19 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method for manufacturing an induction sealing device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1951161B2 (de) * | 1969-10-10 | 1973-04-19 | Industrie Werke Karlsruhe Augsburg AG, 7500 Karlsruhe | Abschirmvorrichtung an elektroden, die hochfrequenz-energie auf induktivem wege uebertragen bzw. zufuehren |
| SE451974B (sv) * | 1985-08-22 | 1987-11-09 | Tetra Pak Ab | Sett och anordning for induktionsforsegling av termoplastbelagt forpackningsmaterial innefattande atminstone ett skikt av metallfolie |
| JPH0858739A (ja) * | 1994-08-18 | 1996-03-05 | Toppan Printing Co Ltd | 液体紙容器の密封シール方法 |
| JP4021551B2 (ja) * | 1998-04-27 | 2007-12-12 | 株式会社イシダ | 熱封止装置 |
| DE69833480T2 (de) | 1998-10-07 | 2006-08-31 | Tetra Laval Holdings & Finance S.A. | Verfahren und Vorrichtung zum Herstellen von versiegelten Verpackungen fliessfähiger Nahrungsmittel aus schlauchförmigem Verpackungsmaterial |
| CA2334522A1 (en) * | 2001-02-08 | 2002-08-08 | Glopak Inc. | Heat sealing jaw assembly |
| EP1413520B1 (en) * | 2002-10-24 | 2006-08-02 | Tetra Laval Holdings & Finance S.A. | Sealing jaw |
| ES2372874T3 (es) * | 2007-06-28 | 2012-01-27 | Tetra Laval Holdings & Finance Sa | Un dispositivo de obturación por inducción para material de envase de obturación por calor para producir envases obturados de producto de alimentación vertibles. |
| US7834298B2 (en) * | 2007-11-26 | 2010-11-16 | Ultraflex International, Inc. | Adjustable electromagnetic sealing device |
| DE102014107157A1 (de) | 2014-05-21 | 2015-11-26 | Elopak Systems Ag | Verfahren und Vorrichtung zum Heißversiegeln von mehreren Lagen eines Laminats |
-
2016
- 2016-08-24 BR BR112018002738-3A patent/BR112018002738B1/pt active IP Right Grant
- 2016-08-24 RU RU2018111263A patent/RU2682887C1/ru active
- 2016-08-24 CN CN201680049940.7A patent/CN108136688B/zh active Active
- 2016-08-24 EP EP16757863.2A patent/EP3344437B1/en active Active
- 2016-08-24 US US15/756,284 patent/US10737443B2/en active Active
- 2016-08-24 WO PCT/EP2016/070018 patent/WO2017036891A1/en active Application Filing
- 2016-08-24 JP JP2018511109A patent/JP6687725B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH676958A5 (en) * | 1989-10-12 | 1991-03-28 | Sig Schweiz Industrieges | Heat sealing device for packing foil - uses inductive heating coils incorporated in clamping faces of opposing clamps |
| RU2196089C2 (ru) * | 1996-01-30 | 2003-01-10 | Тетра-Лаваль Холдингз энд Файнэнс С.А. | Устройство герметизации для создания зоны герметизации (варианты) и способ создания зоны герметизации |
| JP2000168737A (ja) * | 1998-12-11 | 2000-06-20 | Toppan Printing Co Ltd | 紙容器の密封シール方法と該方法を用いた成形装置 |
| RU2291091C2 (ru) * | 2001-06-18 | 2007-01-10 | Тетра Лаваль Холдингз Энд Файнэнс Са | Устройство индукционной сварки для термосваривания упаковочного материала |
| WO2015036222A1 (en) * | 2013-09-13 | 2015-03-19 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method for manufacturing an induction sealing device |
Also Published As
| Publication number | Publication date |
|---|---|
| US10737443B2 (en) | 2020-08-11 |
| BR112018002738A2 (ru) | 2018-10-02 |
| CN108136688A (zh) | 2018-06-08 |
| EP3344437A1 (en) | 2018-07-11 |
| US20180250888A1 (en) | 2018-09-06 |
| WO2017036891A1 (en) | 2017-03-09 |
| EP3344437B1 (en) | 2020-03-25 |
| CN108136688B (zh) | 2021-03-26 |
| JP2018526249A (ja) | 2018-09-13 |
| JP6687725B2 (ja) | 2020-04-28 |
| BR112018002738B1 (pt) | 2022-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2682887C1 (ru) | Устройство и способ индуктивного запечатывания нескольких листов многослойного материала | |
| CN101080323B (zh) | 用于密封的方法和设备 | |
| US5001319A (en) | Arrangement for continuous induction welding | |
| EP2520416B1 (en) | Induction sealing device for heat sealing packaging material for producing sealed packages of pourable food products | |
| JP6734192B2 (ja) | 誘導式シール装置 | |
| US10562236B2 (en) | Device and method for inductively heating package sleeves | |
| CA2685143A1 (en) | Method and device for electromagnetic welding of moulded parts | |
| US11370571B2 (en) | Induction sealing device | |
| RU97104179A (ru) | Способ и устройство для индукционной сварки упаковочного материала | |
| US8803046B2 (en) | Inductor assembly for transverse flux electric induction heat treatment of electrically conductive thin strip material with low electrical resistivity | |
| BR112016026827B1 (pt) | Método e dispositivo para selagem a quente de várias camadas de um laminado | |
| US6875965B2 (en) | Multiple head induction sealer apparatus and method | |
| EP2520417B1 (en) | Induction sealing device for heat sealing packaging material for producing sealed packages of pourable food products | |
| CN1767937A (zh) | 可用于生产可灌注食品的包装的感应密封设备和方法 | |
| US20090250440A1 (en) | Out-of-phase electrical welder and process | |
| WO2015078907A1 (en) | An induction heating device | |
| US20220400538A1 (en) | Workstation for film-processing packaging machine |