RU2682630C1 - Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение - Google Patents
Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение Download PDFInfo
- Publication number
- RU2682630C1 RU2682630C1 RU2016150144A RU2016150144A RU2682630C1 RU 2682630 C1 RU2682630 C1 RU 2682630C1 RU 2016150144 A RU2016150144 A RU 2016150144A RU 2016150144 A RU2016150144 A RU 2016150144A RU 2682630 C1 RU2682630 C1 RU 2682630C1
- Authority
- RU
- Russia
- Prior art keywords
- composite material
- resins
- filler
- thermosetting resin
- fibers
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/84—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks by moulding material on preformed parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENTS OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D29/00—Power-plant nacelles, fairings, or cowlings
- B64D29/06—Attaching of nacelles, fairings or cowlings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/532—Joining single elements to the wall of tubular articles, hollow articles or bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/61—Joining from or joining on the inside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7214—Fibre-reinforced materials characterised by the length of the fibres
- B29C66/72141—Fibres of continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7214—Fibre-reinforced materials characterised by the length of the fibres
- B29C66/72143—Fibres of discontinuous lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7375—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured
- B29C66/73753—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being partially cured, i.e. partially cross-linked, partially vulcanized
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7394—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset
- B29C66/73941—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset characterised by the materials of both parts being thermosets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/74—Moulding material on a relatively small portion of the preformed part, e.g. outsert moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0003—Producing profiled members, e.g. beams
- B29D99/0007—Producing profiled members, e.g. beams having a variable cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
Abstract
Изобретение относится к способу изготовления детали из композиционного материала. Техническим результатом является повышение прочности соединения отдельных компонентов детали сложной геометрической формы. Технический результат достигается способом изготовления детали из композиционного материала, который включает в себя следующие этапы, на которых производят предварительное прессование по определенной форме смеси первой термореактивной смолы с длинными штапельными волокнами для получения первой заготовки. Затем производят предварительную термическую обработку первой заготовки до стадии промежуточного преобразования первой термореактивной смолы, соответствующего затвердеванию указанной первой смолы. Первую заготовку соединяют со второй заготовкой, содержащей волокнистую структуру из непрерывных волокон, предварительно пропитанных второй термореактивной смолой. Далее осуществляют полимеризацию первой и второй заготовок для получения детали из композиционного материала, содержащей корпус из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные органической матрицей, имеющий часть из композиционного материала, содержащего в качестве наполнителя длинные штапельные волокна, связанные органической матрицей. 2 н. и 11 з.п. ф-лы, 8 ил.
Description
Уровень техники
Изобретение относится к изготовлению деталей из композиционного материала, содержащего в качестве наполнителя волокна, связанные матрицей, причем эти детали должны осуществлять локальную передачу усилий, в частности, такие детали как передние рамы гондолы авиационного двигателя, балки реверса тяги гондолы и кронштейны силовых цилиндров и т.д.
Примеры применения изобретения относятся к деталям, которые могут локально подвергаться действию механических нагрузок, в частности, за пределами плоскости или плоскостей сопротивления главного корпуса детали, и к деталям, на которые могут действовать усилия расплющивания, и, в целом, к деталям, предназначенным для передачи усилия на крепление.
На фиг. 8 представлен пример детали 10 из композиционного материала, которая может локально подвергаться механическим нагрузкам, причем эта деталь 10 содержит главный корпус, соответствующий в данном случае обшивке 11 крыла самолета, и Т-образный элемент 12 жесткости, закрепленный на обшивке 11. Оба компонента детали 10, то есть обшивка 11 крыла самолета и элемент 12 жесткости выполнены в виде структуры из непрерывных волокон, полученной, например, посредством драпировки или двухмерного тканья, при этом волокна структуры предварительно пропитаны термореактивной смолой. Соединение меду элементом 12 жесткости и обшивкой 11 осуществляют посредством совместного прокаливания, при этом предварительно пропитанные волокнистые заготовки элемента жесткости и обшивки прижимают друг к другу во время термической обработки в сушильном шкафу или автоклаве.
Однако, несмотря на соединение между обшивкой 11 и элементом 12 жесткости, последний имеет низкую прочность по отношению к усилиям отрыва, показанным стрелкой Е на фиг. 8. Действительно, на уровне соединения между элементом 12 жесткости и обшивкой 11 деталь 10 имеет ослабленную зону Zf, соответствующую зоне, в которой элемент 12 жесткости имеет большой радиус кривизны по отношению к поверхности обшивки 11, на которой он приклеен. Эта зона Zf, которая содержит много смолы и не имеет волокон, ослабляет соединение между элементом жесткости и обшивкой, в частности, по отношению к усилиям отрыва, действующим на элемент жесткости.
Таким образом, существует потребность в разработке решения, позволяющего путем соединения компонентов получать детали из композиционного материала сложной геометрической формы, которые не имеют ослабленных зон на уровне поверхности соединения между компонентами детали.
Раскрытие изобретения
Изобретением предложен способ изготовления детали из композиционного материала, включающий в себя следующие этапы, на которых:
- производят предварительное прессование по определенной форме смеси первой термореактивной смолы с длинными штапельными волокнами для получения первой заготовки,
- производят предварительную термическую обработку первой заготовки до стадии промежуточного преобразования первой термореактивной смолы, соответствующего затвердеванию указанной первой смолы,
- первую заготовку соединяют со второй заготовкой, содержащей волокнистую структуру из непрерывных волокон, пропитанных второй термореактивной смолой,
- осуществляют полимеризацию первой и второй заготовок для получения детали из композиционного материала, содержащей корпус из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные органической матрицей, и имеющей часть из композиционного материала, содержащего в качестве наполнителя длинные штапельные волокна, связанные органической матрицей.
Таким образом, используя смесь длинных штапельных волокон и термореактивной смолы, можно выполнить один или несколько компонентов детали из композиционного материала, имеющих сложные геометрические формы и идеально адаптирующихся к геометрии других компонентов детали, выполненных из непрерывных волокон. Это позволяет получить детали из композиционного материала, образованные соединением компонентов с однородными поверхностями соединения между компонентами. Полученная деталь имеет более высокую механическую прочность, даже если ее первый компонент, выполненный из длинных штапельных волокон, подвергается нагрузкам, действующим в направлении, отличном от плоскости или плоскостей сопротивления второго компонента, выполненного из непрерывных волокон, на котором закреплен первый компонент.
Согласно частному варианту заявленного способа, первая и вторая смолы являются идентичными. В этом случае первую и вторую смолы выбирают по меньшей мере среди смол типа эпоксидных, совместимых с применением с предварительной пропиткой, таких как смолы Hexcel M21, Hexcel 8552, Hexcel M42, Cytec Cycom 977-B, Hexcel M77, смолы типа цианат-эфирной смолы и полибисмалеимидные смолы (BMI).
Согласно другому частному варианту заявленного способа, первая и вторая смолы являются разными. В этом случае каждую из них можно выбирать по меньшей мере среди смол типа эпоксидных, совместимых с применением с предварительной пропиткой, таких как смолы Hexcel M21, Hexcel 8552, Hexcel M42, Cytec Cycom 977-B, Hexcel M77, смолы типа цианат-эфирной смолы и полибисмалеимидные смолы.
Согласно частному варианту применения изобретения для выполнения детали из композиционного материала, подвергающейся действию усилия сплющивания, способ дополнительно содержит этап сверления отверстия в корпусе и в части детали из композиционного материала для прохождения крепежного винта.
Объектом изобретения является также конструктивная деталь, содержащая корпус из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные первой органической матрицей, и по меньшей мере одну часть, содержащую в качестве наполнителя длинные штапельные волокна, связанные второй органической матрицей, при этом указанный часть содержит по меньшей мере одну поверхность, входящую в непрерывный контакт с корпусом детали.
Поскольку поверхность соединения между частью и главным корпусом является однородной и непрерывной (не имеет зоны с высоким содержанием смолы и без волокон на уровне поверхности соединения и непрерывного контакта между двумя компонентами вдоль всей поверхности соединения), часть может подвергаться механическим нагрузкам и усилиям сплющивания без риска разрыва соединения между частью и корпусом, даже если нагрузки действуют на деталь в направлении, отличном от плоскости или плоскостей сопротивления корпуса, которые определены ориентацией его наполнителя в виде непрерывных волокон.
Согласно частному варианту заявленной детали, первая и вторая органические матрицы выполнены из одинаковой термореактивной смолы.
Согласно другому частному варианту заявленной детали, первая и вторая органические матрицы выполнены из разных термореактивных смол.
В случае детали, которая должна локально передавать усилия, часть может образовать часть для приложения усилий.
В альтернативном варианте в случае детали из композиционного материала, подвергающейся действию усилия сплющивания, часть может образовать локальное утолщение корпуса. Это локальное утолщение позволяет локально увеличить сечение детали, чтобы повысить ее сопротивление усилиям сплющивания, но без увеличения общей массы конструкции.
В этом случае корпус и локальное утолщение могут иметь отверстия, совмещенные друг с другом для прохождения крепежного винта. Точно так же, деталь может содержать корпус и два локальных утолщения, каждое из который имеет поверхность непрерывного контакта с разной стороной корпуса детали.
Деталь в соответствии с изобретением может, в частности, соответствовать конструктивной детали летательного аппарата, выбранной по меньшей мере из одной из следующих деталей: передняя рама гондолы авиационного двигателя, балка реверса тяги и кронштейн силовых цилиндров.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частных вариантов выполнения изобретения, представленных в качестве не ограничительных примеров, со ссылками на прилагаемые чертежи, на которых:
на фиг. 1 схематично показана конструктивная деталь из композиционного материала согласно варианту выполнения изобретения, вид в перспективе.
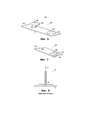
на фиг. 2 - заготовка части для приложения усилий детали, показанной на фиг. 1, вид в перспективе.
на фиг. 3 – заготовка главного корпуса детали, показанной на фиг. 1, вид в перспективе.
на фиг. 4 - соединение заготовки части для приложения усилий, показанного на фиг. 2, с заготовкой главного корпуса, показанной на фиг. 3, вид в перспективе в разобранном состоянии.
на фиг. 5 - блок-схема этапов, осуществляемых в рамках способа изготовления детали, показанной на фиг. 1, согласно варианту осуществления изобретения.
на фиг. 6 – конструктивная деталь из композиционного материала согласно другому варианту выполнения изобретения, вид в перспективе.
на фиг. 7 - конструктивная деталь, показанная на фиг. 6, согласно варианту выполнения, вид в перспективе.
на фиг. 8 - известная деталь из композиционного материала, вид в разрезе.
Осуществление изобретения
Изобретение находит свое общее применение для выполнения деталей из композиционного материала, содержащего в качестве наполнителя волокна, связанные органической матрицей, при этом указанная деталь содержит главный корпус, на котором присутствуют одна или несколько частей, причем каждую из этих частей можно использовать для локального приложения усилий к детали или для осуществления передачи усилий на крепление на другой детали.
На фиг. 1 показана деталь 100, соответствующая указанной во вступлении композитной конструктивной детали и содержащая главный корпус 110, имеющий вытянутую форму, и часть 120, образующую в данном случае часть для приложения усилий. В частности, часть 120 предназначена для локального воздействия на нее механических нагрузок, которые могут действовать в направлениях, отличных от направления плоскости или плоскостей сопротивления главного корпуса, определяемых ориентацией его наполнителя в виде непрерывных волокон. В частности, часть 120 может быть связана с устройством, например, с силовым цилиндром или другой деталью, локально действующей усилиями на деталь 100 на уровне части 120.
Эти два компонента выполнены из композиционного материала, содержащего в качестве наполнителя волокна, связанные органической матрицей. Однако, согласно изобретению и как будет подробно описано ниже, наполнитель главного корпуса 110 представляет собой непрерывные волокна, тогда как наполнитель части 120 для приложения усилий представляет собой длинные штапельные волокна.
Изготовление детали 100 начинается с выполнения заготовки 220 части 120 для приложения усилий (фиг. 2). Заготовку 220 получают посредством предварительного прессования длинных штапельных волокон, предварительно пропитанных термореактивной смолой. Длинные штапельные волокна имеют длину, составляющую от 8 до 100 мм. Волокна могут быть получены из следующих материалов: стекло, углерод, металл, керамика. Волокна можно получать посредством экструзии или протягивания через микрофильеру филамента, разрезанного на части эквивалентной или произвольной длины. В случае углеродных или керамических волокон можно использовать исходный полимер углерода или керамики (начало фильеры), который укладывают на площадку по длине волокон, которую необходимо получить, и подвергают известной термической обработке для получения углеродных или керамических волокон. В случае металлических волокон или стекловолокон их можно вырезать из блока материала. В случае соответствующих материалов волокон их можно получать путем штамповки или прессования однонаправленного полотна или посредством электрического формования на пуансоне в форме.
Длинные штапельные волокна можно предварительно пропитывать термореактивной смолой индивидуально, то есть во время их изготовления, или совместно, пропитывая определенное количество сухих волокон термореактивной смолой.
После предварительной пропитки длинные штапельные волокна предварительно прессуют в пресс-форме в соответствии с конечной формой части 120 для приложения усилий (этап S1).
Предварительно спрессованные по форме волокна затем подвергают предварительной термической обработке (этап S2). Под «предварительной термической обработкой» в данном случае следует понимать термическую обработку термореактивной смолы, позволяющую осуществить промежуточное преобразование термореактивной смолы, соответствующее предварительной полимеризации смолы, которая имеет достаточную твердую фазу для получения заготовки 220, которая может сохранить форму, близкую к конечной геометрической форме части 120 для приложения усилий. Эту предварительную термическую обработку осуществляют посредством нагрева смолы до температуры, обеспечивающей начало полимеризации смолы, и в течение времени, позволяющего удерживать длинные штапельные волокна в их спрессованном состоянии. Уровень обработки, позволяющий получить достаточно жесткую заготовку, зависит от геометрии детали и может составлять от 15% до 50% степени полимеризации.
Затем приступают к изготовлению заготовки 210, которая в дальнейшем должна образовать главный корпус 110 детали 100, при этом начинают с формирования волокнистой структуры, предназначенной для образования наполнителя в виде волокон главного корпуса (этап S3).
В описанном примере волокнистую структуру получают посредством наложения друг на друга слоев непрерывных волокон, которые могут представлять собой однонаправленный волокнистый слой, ткань, оплетку, трикотаж, фетр, полотно и т.д. Кроме того, слои могут быть связаны между собой, например, посредством сшивания, введения нитей или жестких элементов или при помощи технологии изготовления фетра.
Волокнистую структуру можно также получить посредством многослойного переплетения между нитями их непрерывных волокон. Это переплетение осуществляют известным образом при помощи ткацкого станка типа жаккардового станка, на котором располагают пучок нитей основы или прядей в виде множества слоев, при этом нити основы связывают нитями утка. Многослойное переплетение может быть также тканьем с переплетением «интерлок», то есть переплетением тканья, при котором каждый слой нитей утка связывает несколько слоев нитей основы со всеми нитями одного столбца утка, совершающими одинаковое движение в плоскости переплетения. Можно применять также другие типы многослойного переплетения, в частности, описанные в документе WO 2006/136755.
Непрерывные волокна, образующие волокнистую структуру, являются, в частности, жаропрочными волокнами, то есть волокнами из керамики, например, из карбида кремния (SiC), волокнами из углерода и даже волокнами из жаропрочного оксида, например, из глинозема (Al2O3). Волокна могут быть также стекловолокнами или металлическими волокнами. В описанном примере волокнистую структуру реализуют из волокнистых слоев углеродных волокон.
После завершения волокнистую структуру пропитывают термореактивной смолой, затем прессуют по форме для ее доведения до конечной формы главного корпуса и повышения содержания в ней волокон (этап S4, фиг. 3). Согласно версии осуществления заявленного способа, волокнистую структуру, предназначенную для образования наполнителя главного корпуса 110 детали 100, можно изготовить из непрерывных волокон, уже пропитанных смолой, предназначенной для формирования матрицы главного корпуса.
После этого заготовку 220 части 120 для приложения усилий соединяют с заготовкой 210 главного корпуса (этап S5, фиг. 4). Затем осуществляют полимеризацию соединения, то есть завершают полимеризацию смолы заготовки 220 и полимеризацию заготовки 210 (этап S6). Соединение и полимеризацию заготовок можно осуществлять по-разному. Например, заготовку 220 можно прижать к заготовке 210 во время операции формования прессованием заготовки 210, при этом полимеризацию можно осуществить полностью или частично внутри пресс-формы или вне ее, например, в шкафу для термической пост-обработки.
Согласно варианту осуществления, заготовку 220 части 120 для приложения усилий можно присоединить перед пропиткой волокнистой структуры, предназначенной для формирования наполнителя главного корпуса 110. В этом случае заготовка 210 является так называемой «сухой» заготовкой, так как пока не содержит термореактивной смолы, при этом пропитку заготовки 210 и полимеризацию заготовок 210 и 220 можно производить при помощи хорошо известного способа литьевого прессования, называемого RTM («Resin Transfer Molding”). Согласно способу RTM, сухую волокнистую заготовку помещают в специальное место для удержания в положении заготовки 220. Во внутреннее пространство пресс-формы, которая содержит заготовку 210, нагнетают термореактивную смолу. Как правило, в этом внутреннем пространстве устанавливается градиент давления между местом, где нагнетают смолу, и отверстиями для ее удаления, чтобы контролировать и оптимизировать пропитку заготовки смолой. Полимеризацию заготовок 210 и 220 можно производить полностью или частично внутри пресс-формы или вне ее, например, в шкафу для термической пост-обработки.
Под «полимеризацией заготовок» в данном случае следует понимать термическую обработку, позволяющую инициировать цикл поперечного сшивания, обеспечивающий затвердевание (совместное прокаливание) прошедшей предварительную термическую обработку первой смолы заготовки 220 и второй смолы заготовки 210 и, следовательно, получение матрицы композиционного материала детали 100. Во время этого цикла поперечного сшивания на поверхности соединения между первой и второй смолами создаются ковалентные связи, образующие сеть точек равномерного сшивания, придающую механическую прочность этой поверхности соединения.
Получают деталь 100, показанную на фиг. 1, содержащую главный корпус 110, выполненный из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные первой органической матрицей, и часть 120 для локального приложения усилий из композиционного материала, содержащего в качестве наполнителя длинные штапельные волокна, называемые DLF (от “Discontinuous Lob Fiber”), и вторую органическую матрицу.
Поскольку поверхность соединения между частью 120 и главным корпусом 110 является однородной и сплошной (нет зоны с высоким содержанием смолы и без волокон на уровне поверхности соединения и непрерывного контакта между двумя компонентами), часть 120 может выдерживать механические нагрузки и передавать на корпус 110 усилия этих нагрузок без риска разрыва соединения между частью 120 и корпусом 110, даже если нагрузки действуют на деталь 100 в направлении, отличном от направления плоскости или плоскостей сопротивления корпуса 110, которые определены ориентацией его наполнителя в виде непрерывных волокон.
Заявленный способ представляет особый интерес при изготовлении детали из композиционного материала, содержащей главный корпус вытянутой формы (наполнитель из непрерывных волокон обеспечивает хорошую механическую прочность в плоскости или плоскостях протяженности корпуса), который должен обеспечивать локальную передачу усилия на уровне частей для приложения усилий.
Разумеется, этапы S1 и S2 изготовления части 120 до ее соединения с главным корпусом и этапы S3 и S4 получения заготовки главного корпуса можно осуществлять параллельно.
Согласно признаку изобретения, термореактивные смолы, используемые для получения соответственно элемента для локального приложения усилий и главного корпуса, могут быть идентичными, и их можно выбирать среди следующих термореактивных смол: смолы типа эпоксидных, совместимых с применением для предварительной пропитки, такие как смолы Hexcel M21, Hexcel 8552, Hexcel M42, Cytec Cycom 977-B, Hexcel M77, смолы типа цианат-эфирной смолы и полибисмалеимидные смолы (BMI).
Например, в случае смолы Hexcel 8552 предварительную термическую обработку осуществляют под прессом при температуре 180°С в течение 10 минут, прикладывая давление от 20 до 100 бар к материалу, чтобы он достиг своего конечного состояния. Затем производят совместное прокаливание в соответствии с нормальным циклом полимеризации предварительно пропитанного многослойного материала, то есть в течение примерно 2 часов при 180°С под давлением, обычно составляющим от 3 до 10 бар (например, в автоклаве).
Согласно другому признаку изобретения, термореактивные смолы, используемые для получения соответственно элемента для локального приложения усилий и главного корпуса, могут быть разными. В этом случае каждую из используемых смол можно выбирать среди по меньшей мере одной из вышеупомянутых смол.
Например, в случае двух разных эпоксидных смол, предварительную термическую обработку осуществляют под прессом при температуре от 120°С до 180°С в течение времени от 5 до 15 минут, прикладывая давление от 20 до 100 бар к материалу, чтобы придать ему его конечное состояние. Этот диапазон зависит от природы смолы, а также от геометрии заготовки.
Затем производят совместное прокаливание в соответствии с нормальным циклом полимеризации предварительно пропитанного многослойного материала, то есть в течение примерно 2 часов при 120°С или 180°С под давлением, обычно составляющим от 3 до 10 бар (например, в автоклаве). Предпочтительно используют смолы, имеющие эквивалентные температуры полимеризации.
На фиг. 6 представлен другой вариант выполнения изобретения, в котором деталь 100’ соответствует конструктивной детали, подвергающейся действию усилий сплющивания. Эта деталь содержит главный корпус 110’ по существу плоской и удлиненной формы и один или несколько частей 120’, которые образуют в данном случае локальные утолщения корпуса.
Части 120’ и корпус предназначены, в частности, для прохождения через них крепежных винтов (на фиг. 6 не показаны) для крепления на детали 100’ другой детали, например, привода или вилки, используемых в системе реверса тяги, как описано в публикации FR 2,986,212. Таким образом, части 120’ подвергаются действию усилий сплющивания, соответствующих передаче усилий на крепления.
Способ изготовления такой детали 100’ во всех моментах идентичен описанному выше способу изготовления детали 100. В частности, полученная деталь 100’ содержит главный корпус 110’, выполненный из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные первой органической матрицей, и одно или несколько локальных утолщений 120’, выполненных, каждое, из композиционного материала, содержащего в качестве наполнителя длинные штапельные волокна, называемые DLF (от “Discontinuous Lob Fiber”), и вторую органическую матрицу.
По завершении способа изготовления в частях 120’, образующих локальные утолщения, и в главном корпусе 110’ детали просверливают отверстия 130’ для прохождения крепежных винтов (на фигуре не показаны). Предпочтительно эти отверстия 130’ подвергают механической обработке после соединения частей с главным корпусом, чтобы обеспечить равномерное распределение напряжения. Вместе с тем, можно просверлить заранее отверстия меньшего размера в частях 120’ перед их соединением, чтобы облегчить их позиционирование на главном корпусе.
На фиг. 7 представлен вариант выполнения, в котором деталь 100” имеет две части 120’, расположенные на двух противоположных сторонах главного корпуса 110’ детали в одном и том же месте, чтобы получить двойное локальное утолщение главного корпуса. В этих частях и в главном корпусе тоже выполняют отверстие для обеспечения прохождения крепежного винта (не показан).
Claims (17)
1. Способ изготовления детали из композиционного материала, включающий в себя следующие этапы, на которых:
- производят предварительное прессование по определенной форме смеси первой термореактивной смолы с длинными штапельными волокнами для получения первой заготовки (220),
- производят предварительную термическую обработку первой заготовки (220) до стадии промежуточного преобразования первой термореактивной смолы, соответствующего затвердеванию указанной первой смолы,
- первую заготовку (220) соединяют со второй заготовкой (210), содержащей волокнистую структуру из непрерывных волокон, предварительно пропитанных второй термореактивной смолой,
- осуществляют полимеризацию первой и второй заготовок (220, 210) для получения детали (100; 100'; 100'') из композиционного материала, содержащей корпус (110; 110') из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные органической матрицей, имеющий часть (120; 120') из композиционного материала, содержащего в качестве наполнителя длинные штапельные волокна, связанные органической матрицей.
2. Способ по п. 1, отличающийся тем, что первая и вторая смолы являются идентичными.
3. Способ по п. 2, отличающийся тем, что первую и вторую смолы выбирают по меньшей мере среди следующих смол: смолы типа эпоксидных, смолы типа цианат-эфирных и полибисмалеимидные смолы (BMI).
4. Способ по п. 2, отличающийся тем, что первая и вторая смолы являются разными.
5. Способ по любому из пп. 1-4, отличающийся тем, что дополнительно включает в себя этап сверления отверстия в корпусе и в части детали из композиционного материала для прохождения крепежного винта.
6. Конструктивная деталь (110; 110'; 110''), содержащая корпус (110; 110') из композиционного материала, содержащего в качестве наполнителя непрерывные волокна, связанные первой органической матрицей, и по меньшей мере одну часть (120; 120'), содержащую в качестве наполнителя длинные штапельные волокна, связанные второй органической матрицей, при этом указанная часть (120; 120') содержит по меньшей мере одну поверхность, входящую в непрерывный контакт с корпусом детали.
7. Деталь по п. 6, отличающаяся тем, что первая и вторая органические матрицы выполнены из одинаковой термореактивной смолы.
8. Деталь по п. 6, отличающаяся тем, что первая и вторая органические матрицы выполнены из разных термореактивных смол.
9. Деталь (100) по любому из пп. 6-8, отличающаяся тем, что часть образует часть (120) для приложения усилий.
10. Деталь (100'; 100'') по любому из пп. 6-8, отличающаяся тем, что часть образует локальное утолщение (120') корпуса.
11. Деталь по п. 10, отличающаяся тем, что корпус и локальное утолщение имеют отверстия (130'), совмещенные друг с другом для прохождения крепежного винта.
12. Деталь (100'') по одному из пп. 10 и 11, отличающаяся тем, что содержит корпус (110') и два локальных утолщения (120'), каждое из которых имеет поверхность непрерывного контакта с разной стороной корпуса детали.
13. Деталь по любому из пп. 6-12, отличающаяся тем, что соответствует конструктивной детали летательного аппарата, выбранной по меньшей мере из одной из следующих деталей: передняя рама гондолы авиационного двигателя, балка реверса тяги и кронштейн силовых цилиндров.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1456524 | 2014-07-07 | ||
| FR1456524A FR3023210B1 (fr) | 2014-07-07 | 2014-07-07 | Procede de fabrication de piece en materiau composite comportant au moins une portion formant portion d'introduction d'effort ou surepaisseur locale |
| PCT/FR2015/051837 WO2016005686A1 (fr) | 2014-07-07 | 2015-07-02 | Procede de fabrication de piece en materiau composite comportant au moins une portion formant portion d'introduction d'effort ou surepaisseur locale |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2682630C1 true RU2682630C1 (ru) | 2019-03-19 |
Family
ID=53801114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016150144A RU2682630C1 (ru) | 2014-07-07 | 2015-07-02 | Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11072432B2 (ru) |
| EP (1) | EP3166776B1 (ru) |
| CN (1) | CN106103061A (ru) |
| CA (1) | CA2941342C (ru) |
| FR (1) | FR3023210B1 (ru) |
| RU (1) | RU2682630C1 (ru) |
| WO (1) | WO2016005686A1 (ru) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016117103A1 (de) * | 2016-09-12 | 2018-03-15 | Airbus Operations Gmbh | Verfahren zur Herstellung eines Faserverbundbauteils |
| DE102016223323A1 (de) * | 2016-11-24 | 2018-05-24 | Zf Friedrichshafen Ag | Verfahren zur Herstellung eines Lenkers, sowie Lenker und Radaufhängung |
| FR3064523B1 (fr) * | 2017-04-03 | 2020-07-17 | Coriolis Group | Procede de realisation de pieces en materiau composite a partir de preformes aiguilletees |
| FR3074080A1 (fr) * | 2017-11-30 | 2019-05-31 | Francois Geli | Assemblage solide de pieces en materiau composite thermoplastique |
| FR3081761B1 (fr) * | 2018-06-04 | 2021-10-22 | Skf Aerospace France | Procede de fabrication d'une piece en matiere composite |
| FR3084007B1 (fr) * | 2018-07-19 | 2022-01-14 | Arianegroup Sas | Piece de liaison thermodurcissable partiellement polymerisee et procedes de fabrication et d'assemblage d'une telle piece de liaison |
| FR3095158B1 (fr) * | 2019-04-17 | 2021-04-30 | Hutchinson | Procédé de fabrication d’une grille pour un inverseur de poussée |
| CN113561519B (zh) * | 2021-09-26 | 2021-12-28 | 昌亚新材料科技有限公司 | 纤维增韧的多层塑料型材及其制备方法、可降解食物餐盒 |
| CN114311731A (zh) * | 2021-12-29 | 2022-04-12 | 中国航空制造技术研究院 | 耐高温双马树脂基复合材料分段固化成型的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5417385A (en) * | 1991-04-12 | 1995-05-23 | Short Brothers Plc | Structural component |
| US6479124B1 (en) * | 1997-11-21 | 2002-11-12 | Aerospatiale Societe Nationale Industrielle | Composite material panel with shock-protected edges |
| RU2317360C2 (ru) * | 2002-12-31 | 2008-02-20 | Олбани Интернэшнл Корп. | Способ изготовления ленты и лента, используемая для производства пухлых салфеток и полотенец, а также нетканых изделий и материалов |
| EP1849588B1 (en) * | 2006-04-27 | 2011-06-01 | AKsys GmbH | Method of manufacture of a composite part |
| FR2981002A1 (fr) * | 2011-10-11 | 2013-04-12 | Airbus Operations Sas | Procede de realisation d'un panneau raidi extrude et dispositif de mise en oeuvre |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3988089A (en) * | 1975-09-10 | 1976-10-26 | The Goodyear Tire & Rubber Company | Apparatus for manufacturing curved bodies of fiber reinforced plastic |
| US7026043B2 (en) * | 2001-10-12 | 2006-04-11 | Owens Corning Composites Sprl | Sheet molding compound having improved surface characteristics |
| US6749155B2 (en) * | 2002-09-13 | 2004-06-15 | The Boeing Company | Composite assembly with integrated composite joints |
| US7244487B2 (en) * | 2003-04-24 | 2007-07-17 | Lockheed Martin Corporation | Apparatus, system, and method of joining structural components with a tapered tension bond joint |
| US7673550B2 (en) * | 2005-03-21 | 2010-03-09 | Pentron Clincal Technologies, LLC | Fiber-reinforced composites for dental materials |
| FR2887601B1 (fr) | 2005-06-24 | 2007-10-05 | Snecma Moteurs Sa | Piece mecanique et procede de fabrication d'une telle piece |
| ATE413962T1 (de) * | 2006-09-07 | 2008-11-15 | Euro Composites | Verfahren zur herstellung eines sandwich-bauteils mit einem wabenkern |
| US8074330B2 (en) * | 2008-08-13 | 2011-12-13 | Goodrich Corporation | Method and system for enabling z fiber transfer in needled preform |
| US20100112283A1 (en) * | 2008-10-31 | 2010-05-06 | Howarth Graham F | Perforated composite structures and methods therefore |
| CN201353432Y (zh) * | 2008-12-03 | 2009-12-02 | 叶飞 | 航空模型飞机 |
| EP2266784A1 (en) * | 2009-06-22 | 2010-12-29 | Eurocopter Deutschland GmbH | Method for producing a sandwich component having a honeycomb core |
| WO2013089598A1 (en) * | 2011-12-12 | 2013-06-20 | Saab Ab | An aircraft structure with structural non-fiber reinforcing bonding resin layer |
| FR2986212B1 (fr) | 2012-01-26 | 2014-10-10 | Snecma | Nacelle d'aeronef a partie arriere coulissante pour former un inverseur de poussee. |
-
2014
- 2014-07-07 FR FR1456524A patent/FR3023210B1/fr not_active Expired - Fee Related
-
2015
- 2015-07-02 WO PCT/FR2015/051837 patent/WO2016005686A1/fr active Application Filing
- 2015-07-02 EP EP15748278.7A patent/EP3166776B1/fr active Active
- 2015-07-02 CA CA2941342A patent/CA2941342C/fr active Active
- 2015-07-02 CN CN201580012454.3A patent/CN106103061A/zh active Pending
- 2015-07-02 US US15/315,654 patent/US11072432B2/en active Active
- 2015-07-02 RU RU2016150144A patent/RU2682630C1/ru active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5417385A (en) * | 1991-04-12 | 1995-05-23 | Short Brothers Plc | Structural component |
| US6479124B1 (en) * | 1997-11-21 | 2002-11-12 | Aerospatiale Societe Nationale Industrielle | Composite material panel with shock-protected edges |
| RU2317360C2 (ru) * | 2002-12-31 | 2008-02-20 | Олбани Интернэшнл Корп. | Способ изготовления ленты и лента, используемая для производства пухлых салфеток и полотенец, а также нетканых изделий и материалов |
| EP1849588B1 (en) * | 2006-04-27 | 2011-06-01 | AKsys GmbH | Method of manufacture of a composite part |
| FR2981002A1 (fr) * | 2011-10-11 | 2013-04-12 | Airbus Operations Sas | Procede de realisation d'un panneau raidi extrude et dispositif de mise en oeuvre |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3166776A1 (fr) | 2017-05-17 |
| US11072432B2 (en) | 2021-07-27 |
| FR3023210B1 (fr) | 2017-02-24 |
| WO2016005686A1 (fr) | 2016-01-14 |
| US20170247115A1 (en) | 2017-08-31 |
| CN106103061A (zh) | 2016-11-09 |
| CA2941342A1 (fr) | 2016-01-14 |
| CA2941342C (fr) | 2022-07-19 |
| FR3023210A1 (fr) | 2016-01-08 |
| EP3166776B1 (fr) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2682630C1 (ru) | Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение | |
| JP5934802B2 (ja) | 航空機エンジン用の耐荷重構造およびそのプロセス | |
| US20020053175A1 (en) | Apparatus and method for joining dissimilar materials to form a structural support member | |
| CA2635363C (en) | Method for producing structures from composite materials, including embedded precured tools | |
| US9550340B2 (en) | Composite material part comprising fixing means | |
| RU2010136997A (ru) | Способ изготовления детали из волокнистого композита, деталь из волокнистого композита, а также деталь фюзеляжа самолета из волокнистого композита | |
| US20130333793A1 (en) | Fibrous structure for a part made of a composite material and having a complex shape | |
| KR101967927B1 (ko) | 코너 피팅 프리폼 및 그 제조 방법 | |
| CN102395459B (zh) | 用于为纤维复合材料的弯曲成形的结构部件覆盖针织纤维织物的设备和方法 | |
| EP2173539A1 (en) | Apparatus and method for forming fibre reinforced composite structures | |
| WO2011073433A1 (de) | Verfahren und vorrichtung zur herstellung von faserverbundwerkstoffen mit mikrowellenhärtung, und die dadurch erhaltene faserverbundstruktur | |
| EP2234793A2 (en) | Piece made of composite material with areas of different thickness | |
| JP6337090B2 (ja) | 多要素複合構造体 | |
| KR101646050B1 (ko) | 복합소재를 이용한 자전거 프레임 및 그 제조방법 | |
| RU2740763C2 (ru) | Деталь из композитного материала | |
| JP2023011570A (ja) | サンドイッチ状の複合材料の調製方法 | |
| CN104325664B (zh) | 一种连续纤维树脂基复合材料紧固件的制备方法 | |
| Daghia | Active fibre-reinforced composites with embedded shape memory alloys | |
| BR112016019538B1 (pt) | Processo de fabricação de peça de material compósito, e peça de estrutura | |
| WO1992011126A1 (en) | Planar porous composite structure and method for its manufacture | |
| EP2789454B1 (en) | A method of through-thickness reinforcing a laminated material | |
| DE102019132719B4 (de) | Verfahren zum Herstellen eines Duroplast-Thermoplast-Verbunds | |
| JP2017206001A (ja) | 層間強化繊維プリフォームおよびその製造方法、エレベーター用構造部材およびその製造方法、繊維強化プラスチックおよびその製造方法 | |
| RU2804425C2 (ru) | Способ получения композиционного материала в виде «сэндвич»-структуры | |
| RU2810435C1 (ru) | Способ создания конструкционного сектора кольца аппарата Илизарова |