RU2662103C1 - Упорный вкладыш и зажим в узле цапфы ролика - Google Patents
Упорный вкладыш и зажим в узле цапфы ролика Download PDFInfo
- Publication number
- RU2662103C1 RU2662103C1 RU2017125966A RU2017125966A RU2662103C1 RU 2662103 C1 RU2662103 C1 RU 2662103C1 RU 2017125966 A RU2017125966 A RU 2017125966A RU 2017125966 A RU2017125966 A RU 2017125966A RU 2662103 C1 RU2662103 C1 RU 2662103C1
- Authority
- RU
- Russia
- Prior art keywords
- roller
- thrust
- cylindrical
- sleeve
- liner
- Prior art date
Links
- 239000000919 ceramic Substances 0.000 claims abstract description 63
- 229910052751 metal Inorganic materials 0.000 claims abstract description 18
- 239000002184 metal Substances 0.000 claims abstract description 18
- 238000013016 damping Methods 0.000 claims abstract description 4
- 230000001681 protective effect Effects 0.000 claims description 24
- 239000012768 molten material Substances 0.000 claims description 7
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 238000000576 coating method Methods 0.000 abstract description 7
- 230000000712 assembly Effects 0.000 abstract description 6
- 238000000429 assembly Methods 0.000 abstract description 6
- 230000006378 damage Effects 0.000 abstract description 6
- 238000007654 immersion Methods 0.000 abstract description 6
- 239000012943 hotmelt Substances 0.000 abstract description 3
- 230000006641 stabilisation Effects 0.000 abstract description 2
- 238000011105 stabilization Methods 0.000 abstract description 2
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000002893 slag Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 229910001220 stainless steel Inorganic materials 0.000 description 10
- 239000010935 stainless steel Substances 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 238000011010 flushing procedure Methods 0.000 description 7
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000005336 cracking Methods 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000005246 galvanizing Methods 0.000 description 4
- 230000002028 premature Effects 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000002085 persistent effect Effects 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000001934 delay Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0034—Details related to elements immersed in bath
- C23C2/00342—Moving elements, e.g. pumps or mixers
- C23C2/00344—Means for moving substrates, e.g. immersed rollers or immersed bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C13/00—Rolls, drums, discs, or the like; Bearings or mountings therefor
- F16C13/02—Bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C13/00—Rolls, drums, discs, or the like; Bearings or mountings therefor
- F16C13/02—Bearings
- F16C13/04—Bearings with only partial enclosure of the member to be borne; Bearings with local support at two or more points
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/043—Sliding surface consisting mainly of ceramics, cermets or hard carbon, e.g. diamond like carbon [DLC]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/26—Brasses; Bushes; Linings made from wire coils; made from a number of discs, rings, rods, or other members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/04—Sliding-contact bearings for exclusively rotary movement for axial load only
- F16C17/08—Sliding-contact bearings for exclusively rotary movement for axial load only for supporting the end face of a shaft or other member, e.g. footstep bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/30—Material joints
- F16C2226/36—Material joints by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/02—Rigid support of bearing units; Housings, e.g. caps, covers in the case of sliding-contact bearings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Coating With Molten Metal (AREA)
- Sliding-Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
- Support Of The Bearing (AREA)
- Tunnel Furnaces (AREA)
Abstract
Изобретение относится к упорным вкладышам и зажимам для погружных роликовых узлов, используемых в непрерывном процессе нанесения покрытия путем погружения в горячий расплав. Узел цапфы ролика для использования в среде ванны расплавленного металла имеет плечи (200) ролика, поддерживающие зажим (100). Зажим (100) имеет внутреннюю стенку (104), ограничивающую, по существу, цилиндрический сквозной проход для приема цапфы (106) ролика, выполненной с возможностью вращения вокруг центральной продольной оси, указанная ось определяет центр двух концов ролика выполненной с возможностью вращения цапфы (106) ролика. Цапфа (106) ролика окружена втулкой (108) цапфы. Плечи (200) дополнительно имеют упорный вкладыш (165), установленный внутри отверстия в плече (200) для демпфирования боковых усилий, действующих на цапфу (106) ролика во время вращения. Узел цапфы ролика содержит множество полуцилиндрических гнезд (116), проходящих в продольном направлении вдоль внутренней стенки зажима (100) и по длине цилиндрического прохода, и множество соответствующих цилиндрических керамических стержней (110), имеющих тело и два конца. Стержни (110) вставлены в гнезда (116) таким образом, что по меньшей мере часть указанного тела стержней (110) выступает в указанный проход для совмещения с втулкой (108) цапфы, при этом каждый конец цапфы (106) ролика выровнен с упорным вкладышем (165). Технический результат: использование цилиндрических стержней в зажиме и упорном вкладыше узла ролика предотвращает использование клиньев для целей стабилизации, что в свою очередь устраняет заклинивание и несогласование давлением, прикладываемые к стержням, что устраняет к появлению трещин и разрушений стержней. 3 н. и 6 з.п. ф-лы, 15 ил.
Description
Область техники
Изобретение относится к упорным вкладышам и зажимам для погружных роликовых узлов, используемых в непрерывном процессе нанесения покрытия путем погружения в горячий расплав.
Предшествующий уровень техники
Горячее цинкование представляет собой процесс, используемый для антикоррозийной защиты материалов, таких как железо и сталь, посредством нанесения на железо и сталь требуемого покрытия, такого как цинк. Например, лист стали погружают в ванну расплавленного цинка с использованием узлов роликов с цапфами при температурах приблизительно 465°C. В технике известны подшипники для узлов роликов с цапфой, погружаемых в ванны расплавленного металла. Они используются в различных процессах, таких как цинкование плоского стального листа с использованием холоднокатаной основы, цинкование плоского листа/полосы отпущенной стали с использованием холоднокатаной основы или цинкование алюминизированного плоского стального листа/полосы с использованием холоднокатаной основы или другие применения, известные в технике.
Когда роликовые узлы заходят в ванну расплавленного металла со скоростью приблизительно 170 метров в минуту, полоса стали или металла протягивается через ванну расплавленного металла. Погружение роликовых узлов в расплав, например, в расплавленный цинк при температуре, как правило, приблизительно 465°C, подвергает узел значительным повреждениям. В дополнение к этому, по мере того как стальная плоская полоса подается в ванну расплавленного металла, в ролике с цапфой возникает боковое усилие, которое заставляет его перемещаться по линейной оси.
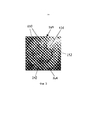
В представленных конструкциях для погружного роликового узла используют зажимы или втулки из нержавеющей стали, имеющие, как правило, круглое поперечное сечение (цилиндрические зажимы), как показано на фиг.1 (предшествующий уровень техники). Керамические стержни в форме прямой призмы вставлены в соответствующие гнезда, механически обработанные во внутренней стенке цилиндрического зажима таким образом, чтобы часть каждого из керамических стержней в форме прямой призмы выступала во внутреннюю часть цилиндрического зажима. Цапфы ролика, которые вращаются, вставляют во внутреннюю часть цилиндрического зажима, и прямоугольные керамические стержни выполняют функцию ограничения трения во время вращения, а также позволяют пропускать расплавленный цинк или другое покрытие через зазоры. Чтобы ограничить смещение прямоугольных керамических стержней во внутреннюю часть цилиндрического зажима, обычно между соответствующими гнездами и прямоугольными керамическими стержнями устанавливают клинья, которые могут быть приварены на месте.
Однако установка этих клиньев может зависеть от пользователя, что приводит к несогласованности в установке и разному давлению клиньев на прямоугольные керамические стержни. Кроме того, при установке клиньев хрупкие керамические стержни в процессе сварки подвергаются локальному нагреванию, которое может влиять на свойства керамических стержней. Клинья, которые механически обрабатываются по-разному, могут также оказывать на керамические стержни в форме прямой призмы различное давление в различных точках, что может приводить к растрескиванию и разрушению этих керамических стержней в форме прямой призмы. Неспособность этих керамических стержней в форме прямой призмы оставаться на своем месте вместе с клиньями из-за растрескивания, раскалывания или других причин может приводить к вибрации цапфы ролика во время вращения, которая снова вызывает раскалывание, отказ в работе (иногда постоянный) и повреждение втулки, что приводит к увеличению расходов на ремонт, задержкам производства вследствие ремонта или замене оборудования.
Еще одной возможной проблемой, связанной с прямоугольными керамическими стержнями, является шлак или твердые плавающие частицы, которые перемещаются в ванне расплавленного металла. Во время вращения цапфы ролика шлак может накапливаться в соответствующих гнездах между клиньями и прямоугольными керамическими стержнями. Острые края этих керамических стержней в форме прямой призмы могут затруднить прохождение шлака во время вращения. Таким образом, улавливание шлака может привести к забиванию цапф ролика и преждевременному износу или отказу. Таким образом, шлак, проходящий между прямоугольными керамическими стержнями и закаленной втулкой, может забивать как керамические стержни, так и втулки, что приводит к их преждевременному износу, а также может привести, в свою очередь, к растрескиванию или раскалыванию керамических стержней. Неисправность или повреждение оборудования нелегко обнаружить, так как оборудование погружается в ванны расплавленного металла. В некоторых ситуациях втулка может быть изношена, в результате чего вращающаяся цапфа ролика может высвободиться и упасть в ванну расплавленного металла, вызывая значительные проблемы, связанные с безопасностью эксплуатации.
В существующих конструкциях также используют упорные вкладыши для ограничения боковых усилий цапфы ролика. Эти упорные вкладыши включают в себя заглушку из металла марки 316L для совмещения с блоком из нержавеющей стали марки 316L, который приваривают на месте. Аналогичным образом, эта конструкция испытывает преждевременный износ во время вращения. Преждевременный износ может привести к превышению необходимых зазоров между роликом и опорой и к нарушению вращения роликов. Это нарушение вращения может вызвать, в свою очередь, проскальзывание листа, проходящего через ванну расплавленного металла, и может привести к дефектам качества. Кроме того, это нарушение может потребовать отключения оборудования для замены или восстановления работы оборудования, что приводит к задержкам.
Таким образом, желательно улучшить один или множество компонентов опорного узла роликов для того, чтобы устранить по меньшей мере один из вышеуказанных недостатков.
Раскрытие изобретения
Обеспечен зажим и упорный вкладыш, предназначенный для использования в подшипниковом узле ролика.
Таким образом, согласно аспекту изобретения обеспечен зажим, имеющий внутреннюю стенку, ограничивающую, по существу, цилиндрический сквозной проход, для использования в подшипниковом узле ролика. Зажим содержит множество полуцилиндрических гнезд, проходящих в продольном направлении вдоль своей внутренней стенки и по длине цилиндрического прохода. Множество соответствующих цилиндрических керамических стержней, имеющих тело и два конца, вставлены в указанные полуцилиндрические гнезда таким образом, чтобы, по меньшей мере, часть тела цилиндрических керамических стержней выступала в проход.
Согласно другому аспекту изобретения обеспечен узел цапфы ролика для использования в среде ванны расплавленного металла, имеющий плечи ролика, поддерживающие зажим, как описано выше, для приема цапфы ролика, выполненной с возможностью вращения вокруг центральной продольной оси, при этом указанная ось определяет центр двух концов ролика выполненной с возможностью вращения цапфы ролика, выполненная с возможностью вращения цапфа ролика окружена втулкой цапфы, и плечи ролика дополнительно имеют упорный вкладыш, установленный в отверстии в плече ролика для демпфирования боковых усилий, действующих на цапфу ролика во время вращения.
В другом аспекте изобретения упорный вкладыш содержит упорную втулку, имеющую открытый фланцевый конец и закрытый другой конец, ограничивающие цилиндрическую внутреннюю полость. Упорная втулка вставлена в отверстие в плече ролика таким образом, чтобы цилиндрическая внутренняя полость совпадала в осевом направлении с центральной продольной осью плеча ролика, и фланцевые концы были обращены к цапфе ролика для ограничения бокового перемещения упорной втулки в сторону от цапфы ролика. Упорный цилиндрический керамический стержень имеет, по существу, такую же длину, как и указанная цилиндрическая внутренняя полость втулки, и имеет предназначенный для размещения в указанной втулке первый конец и второй конец для совмещения с цапфой ролика. Защитная крышка вкладыша установлена над закрытым другим концом упорной втулки для ограничения потока расплавленного материала в сторону упорной втулки.
В другом аспекте изобретения вышеуказанная упорная втулка имеет открытый фланцевый конец и открытый другой конец, ограничивающие, по существу, цилиндрический внутренний сквозной проход для приема вышеуказанного цилиндрического керамического стержня.
Краткое описание чертежей
Эти и другие особенности станут более очевидными из последующего описания со ссылками на чертежи.
На фиг. 1 показана конструкция зажима, имеющего вставленные керамические стержни в форме прямой призмы, согласно предшествующему уровню техники, вид в разрезе;
на фиг. 2 – зажим, имеющий вставленные цилиндрические стержни, в соответствии с вариантом осуществления изобретения, вид спереди в перспективе;
на фиг. 3 – зажим на фиг. 2 перед добавлением стопорных лапок, вид спереди в перспективе;
на фиг. 4 – зажим на фиг. 2 после погружения в расплавленный цинк, вид спереди в перспективе;
на фиг. 5 – зажим на фиг. 2 с цапфой, вставленной концентрически в соответствии с вариантом осуществления изобретения, вид сбоку в перспективе;
на фиг. 6 – зажим и упорный узел в соответствии с одним вариантом осуществления изобретения, вид в перспективе;
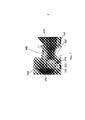
на фиг. 7 – упорный вкладыш в соответствии с вариантом осуществления изобретения, вид в перспективе; и
на фиг. 8 – втулка из нержавеющей стали, используемая в упорном вкладыше на фиг.7, и заглушка, установленная на зажиме на фиг. 3, вид в перспективе;
на фиг. 9 – зажим и узел упорного вкладыша, используемый при непрерывном нанесении покрытия погружением в горячий расплав в соответствии с вариантом осуществления изобретения, вид с частичным разрезом;
на фиг. 10A – зажим на фиг. 9, вид спереди;
на фиг. 10B – зажим на фиг. 9, вид сбоку;
на фиг. 11A – втулка упорного вкладыша на фиг. 5, вид сбоку в разрезе; и
на фиг. 11B – установленная на фиг. 9 заглушка, вид сбоку.
Список ссылочных обозначений
100 – зажим
102 – проход
104 – внутренняя стенка
106 – цапфа ролика
108 – втулка цапфы
110 – цилиндрические стержни
112 – тело
114 – концы
116 – полуцилиндрические гнезда
118 – стопорные лапки
160 – заглушка
162 – вершина
164 – втулка из нержавеющей стали
165 – упорный вкладыш
166 – полость
167 – внутренний проход
168 – фланцевый конец
169 – закрытый другой конец
170 – упорный керамический стержень
171 – открытый другой конец
172 – первый конец
173 – второй конец
174 – защитная крышка вкладыша
176 – отверстие крышки
178 – крепежный винт
180 – головка
200 – плечо ролика
202 – отверстие
Варианты осуществления изобретения
Теперь делается ссылка на сопроводительные чертежи.
Обеспечен зажим, подходящий для встраивания в узел цапфы ролика, имеющий плечи 200 ролика, предназначенные для использования в среде ванны расплавленного металла. В одном аспекте изобретения зажим 100 имеет внутреннюю стенку 104, ограничивающую, по существу, цилиндрический сквозной проход 102 для приема цапфы 106 ролика, способной вращаться вокруг центральной продольной оси. Ось определяет центр для двух концов ролика способной вращаться цапфы 106 ролика, и способная вращаться цапфа 106 ролика окружена втулкой 108 цапфы.
Как показано на фиг. 2, узел цапфы ролика содержит зажим 100, имеющий множество полуцилиндрических гнезд 116, продолжающихся в продольном направлении вдоль внутренней стенки 104 зажима 100 и продолжающихся по длине цилиндрического прохода 102. Множество соответствующих цилиндрических керамических стержней 110, имеющих тело 112 и два конца 114, установлены в полуцилиндрические гнезда 116 таким образом, что по меньшей мере часть тела 112 из цилиндрических керамических стержней 110 выступает в проход 102 для совмещения с втулкой 108 цапфы.
На сопроводительных чертежах показаны три цилиндрических стержня 110. Эти цилиндрические стержни 110 уменьшают трение во время вращения и могут поддерживать усилие натяжения полосы при ее протягивании через узел. Можно также использовать большое количество цилиндрических керамических стержней 110. Цилиндрические керамические стержни 110 могут быть установлены путем горячей посадки или посадки с натягом. Например, зажим 100, имеющий внутреннюю стенку 104, можно подвергнуть механической обработке для получения полуцилиндрических гнезд 116. Далее зажимы 100 могут быть нагреты, например, в печи, для получения теплового зазора, который позволяет обеспечить скольжение цилиндрических стержней 110 в соответствующих полуцилиндрических гнездах 116. После того как цилиндрические стержни 110 вставлены в полуцилиндрические гнезда 116, зажим 100 со вставленными цилиндрическими стержнями 110 может быть охлажден с контролируемой скоростью для ограничения ударной нагрузки или повреждения цилиндрических стержней 110.
Чтобы ограничить продольное смещение цилиндрического стержня 110 из прохода 102, стопорные лапки 118 могут быть наложены поверх концов 114 цилиндрических стержней 110, которые заделаны внутри зажима 110. Эти стопорные лапки 118 могут иметь форму полосы из нержавеющей стали марки 316L, которая приваривается на месте, как показано на фиг.2, 4, 5 и 10B. Хотя показано, что они полностью закрывают концы 114 цилиндрических стержней 110, стопорные лапки могут представлять собой небольшую полоску, которая покрывает часть концов 114 цилиндрических стержней 110 и которую можно приварить или иным образом закрепить на месте. В других вариантах осуществления можно использовать несколько полос, которые могут применяться параллельно или пересекаться друг с другом. В качестве альтернативы, стопорные лапки 118 могут иметь форму кольца из нержавеющей стали 316L, которое подвергается механической обработке и прихватывается сваркой на месте. Стопорные лапки могут быть выполнены из любого материала, пригодного для высоких температур, как известно специалистам в данной области техники. Можно использовать другие средства ограничения продольного смещения цилиндрического стержня 110, как это известно специалистам в данной области техники.
Использование цилиндрических стержней 110 внутри зажима преимущественно предотвращает использование клиньев для целей стабилизации. Устранение клиньев смягчает проблемы с несогласованным заклиниванием и несогласованным давлением, прикладываемым к стержням, которые в противном случае могли бы привести к трещинам и разрушению стержней. Напротив, цилиндрический стержень 110 устанавливается путем горячей посадки в гнездо 116, сформированное во внутренней стенке 104 зажима 100, таким образом избегая использования сварки клиньев и сопутствующего локального нагрева, что в противном случае может привести к результату, который может также неблагоприятно влиять на свойства стержня. Кроме того, использование цилиндрического стержня 110 с горячей посадкой помогает ограничить смещение цилиндрического стержня 110 в цилиндрическую внутреннюю часть зажима 100 или из соответствующего гнезда 116.
Кроме того, использование цилиндрических стержней 110 также смягчает проблемы, связанные с улавливанием шлака, которые встречаются в зажимах предшествующего уровня техники, содержащих стержни в форме прямой призмы. Например, использование цилиндрических стержней 110 улучшает перемещение грязи или шлака, который в противном случае может захватываться краями или углами прямоугольного призматического стержня предшествующего уровня техники. Этот поток шлака во время вращения ролика помогает уменьшить образование задиров ролика или втулки, что, в свою очередь, уменьшает износ.
Как показано на фиг. 5 и 6, зажим 100 предназначен для приема внутри цилиндрического прохода 102 по существу цилиндрической, способной вращаться цапфы 106 ролика. Цапфу ролика можно изготовить из нержавеющей стали марки 316L, стилайта (stelite) или другого подходящего материала, известного специалистам в данной области техники. По существу цилиндрическая втулка 108 цапфы окружает способную вращаться цапфу 106 ролика. Эта втулка 108 цапфы может быть покрыта твердым поверхностным материалом. Например, на втулку 108 цапфы может быть нанесено твердосплавное покрытие или карбид вольфрама, имеющее(ий) толщину приблизительно от 1,27 мм до приблизительно 1,78 мм, которое(ый) служит для защиты вращающейся цапфы 106 ролика от высоких температур и разрушительных условий ванны расплавленного металла. Это также обеспечивает упрочненную поверхность, напротив которой вращаются керамические цилиндрические стержни 110. Это повышает ожидаемый срок службы втулки в среде расплава. Как будет известно специалистам в данной области техники, через некоторое время можно произвести замену втулки 108 цапфы.
Как показано на фиг. 9, плечи 200 ролика дополнительно содержат упорный вкладыш 165, установленный внутри отверстия 202 в плече 200 ролика для демпфирования боковых усилий, действующих на цапфу 106 ролика во время вращения. Таким образом, во время использования в роликовом узле каждый конец цапфы 106 ролика выровнен с упорным вкладышем 165.
Обращаясь теперь к фиг. 5, 6, 9 и 11B, в общем, куполообразная заглушка 160, имеющая вершину 162, определяет каждый конец цапфы 106 ролика. Вершина 162 заглушки 160 лежит на одной линии с центральной продольной осью конца ролика для совмещения с упорным вкладышем, который будет описан далее, и для демпфирования бокового усилия, действующего на цапфу 106 ролика во время вращения. Заглушка 160 выполнена из твердого материала или покрыта твердым материалом, таким как карбид вольфрама, для ограничения износа в случае, когда вершина 162 заглушки находится в контакте с упорным вкладышем 165 узла, как описано далее, и, в конечном счете, к ограничению износа вала 106. Твердое покрытие может иметь толщину, подходящую для того, чтобы выдерживать износ вала 106 в течение определенного периода времени, например толщину 0,25 – 2,50 мм, например толщину 1,27 мм.
Заглушка 160 может быть выполнена за одно целое с цапфой 106 ролика. В качестве альтернативы, заглушка 160 может быть приварена или иным образом закреплена на месте, чтобы обеспечить возможность удаления во время ремонтных работ или механической обработки цапфы 106 ролика или втулки 108 ролика. Как показано на фиг. 8, заглушка 160 имеет в основании круглую форму приблизительно с таким же диаметром, как и у конца вала 106. Однако заглушка 160 может иметь меньший диаметр, чем вал 106 при условии, что вершина 162 находится в состоянии совмещения с центром вала цапфы 106 ролика для обеспечения контакта с упорным вкладышем. Заглушка 160 может также иметь прямоугольную, трапецеидальную или любую другую форму основания при условии, что она, как правило, имеет форму купола и при этом имеет вершину 162, продолжающуюся от центра вала 106. Точечный контакт вершины 162 заглушки 160 с керамической вставкой, которая будет описана далее, уменьшает трение, таким образом, обеспечивая возможность вращения цапфы 106 ролика.
Вершина 162 заглушки 160 наталкивается на упорный вкладыш 165 и вращается напротив упорного вкладыша 165, который будет описан далее. Это, в свою очередь, демпфирует боковое усилие, действующее на цапфу 106, обеспечивая при этом возможность вращения ролика. Соответственно, это обеспечивает зазор между упорным вкладышем 165 и цапфой 106 ролика и ограничивает контакт цапфы 106 ролика с плечом 200 ролика, который в противном случае мог бы ограничивать вращение ролика. Преимущественно, точечный контакт между упорной цилиндрической керамической втулкой (которая будет описана далее) в упорном вкладыше 165 и заглушкой уменьшает износ упорной цилиндрической керамической втулки (которая будет описана далее), смягчая при этом проблемы, такие как повреждение при вращении ролика.
Как показано на фиг. 9, упорный вкладыш 165 находится в узле внутри отверстия 202 в плече 200 ролика. Упорный вкладыш 165 содержит упорную втулку 164, имеющую открытый фланцевый конец 168 и закрытый другой конец 169, которые ограничивают цилиндрическую внутреннюю часть 166 для приема упорного цилиндрического керамического стержня 170, по существу, такой же длины, как и полость 166, как показано на фиг. 11 А. Втулка 164 может быть выполнена из нержавеющей стали, например, марки 316L, или любого другого подходящего материала, который известен специалистам в данной области техники. Упорный вкладыш 165, находящийся в пределах отверстия 202 в плече 200 ролика, вставляют таким образом, чтобы цилиндрическая внутренняя полость 166 была выровнена по оси с центральной продольной осью плеча 200 ролика, и фланцевый конец 168 был обращен к цапфе 106 ролика для ограничения поперечного перемещения упорной втулки 164 в сторону от цапфы 106 ролика, находящегося в узле. Таким образом, фланцевый конец 168 опирается на плечо 200 ролика для ограничения поперечного перемещения упорного вкладыша 165 от силы, прикладываемой боковыми усилиями вала 106 цапфы.
Чтобы ограничить попадание расплавленного металла, например, расплавленного цинка, в любой промежуток между фланцем 168 и плечом 200 ролика, между фланцем 168 и плечом 200 ролика можно установить прокладку из графита или другого материала, который известен специалистам в данной области техники.
Упорный цилиндрический керамический стержень 170, по существу, такой же длины, как и внутренняя полость 166, в которую он вставлен, имеет первый конец 172, принимаемый во втулку, и второй конец 173 для совмещения с цапфой 106 ролика. Чтобы обеспечить контакт между вторым концом 173 керамического стержня 170 и заглушкой 160, второй конец 173 керамического стержня 170 может продолжаться из внутренней полости 166 за край фланца 168. Упорный керамический стержень 170 удерживается на месте в пределах внутренней полости 166 с помощью горячей посадки с натягом для ограничения перемещения из внутренней полости 166. Чтобы достичь горячей посадки с натягом, втулку 164 можно нагреть, чтобы получить зазор, необходимый для вставления упорных цилиндрических керамических стержней 170. Вкладыш, в том числе керамический стержень, затем оставляется для охлаждения контролируемым образом, чтобы ограничить растрескивание.
Чтобы дополнительно ограничить перемещение упорного керамического стержня 170 из упорного вкладыша 165, например, из-за боковых усилий цапфы 106 ролика, можно использовать защитную крышку 174 вкладыша, которая показана на фиг.9. Таким образом, защитную крышку 174 вкладыша можно установить над закрытым другим концом 169 упорной втулки 164 для ограничения потока расплавленного материала, проходящего в упорную втулку 164. Эту защитную крышку 174 вкладыша можно изготовить из любого подходящего материала, способного выдерживать тепло, такого как нержавеющая сталь марки 316L. Защитная крышка 174 вкладыша может иметь любую форму и может быть установлена поверх закрытого конца вкладыша 165, например, за счет приваривания защитной крышки 174 вкладыша к плечу 200 ролика. Эта защитная крышка 174 ограничивает поток расплавленного металла в любое возможное пространство между плечом 200 ролика и вкладышем 165 на внешней стороне плеча 200 ролика.
В защитной крышке 174 вкладыша выполнено отверстие 176 крышки, выровненное по оси с внутренней полостью 166 втулки 164. Таким образом, отверстие 176 крышки в защитной крышке 174 вкладыша выровнено по оси с центральной продольной осью плеча 200 ролика. Крепежный винт 178 имеет удлиненное тело с возможностью вставления в отверстие крышки 175 для зацепления с закрытым концом 169 упорной втулки 164. Крепежный винт 178 может иметь головку 180 для зацепления с защитной крышкой 174 вкладыша и для ограничения бокового перемещения упорной втулки 164 по направлению к цапфе 106 ролика.
В этом варианте осуществления крепежный винт может не находиться в контакте с керамическим стержнем 170. Например, если керамический стержень 170 установлен в полости 166, то крепежный винт 178 может просто обеспечить соединение с вкладышем 165, а не с керамическим стержнем 170. На сопроводительных чертежах крепежный винт 178 показан с головкой 180, которая входит в зацепление с защитной крышкой 174 вкладыша. Прокладку из графита или другого материала, который известен специалистам в данной области техники, можно установить между головкой 180 и защитной крышкой 174 для ограничения попадания расплавленного металла в любой промежуток между головкой 180 и защитной крышкой 174.
В альтернативном варианте осуществления упорная втулка 164 имеет открытый фланцевый конец 168 и открытый другой конец 171, ограничивающий, по существу, цилиндрический внутренний сквозной проход 167 для приема упорной цилиндрического керамического стержня 170. Таким образом, упорная втулка 164 вставляется в отверстие 202 в плече 200 ролика таким образом, чтобы цилиндрический внутренний проход 167 был выровнен с центральной продольной осью плеча 200 ролика, и фланцевый конец 168 был обращен к цапфе ролика для ограничения бокового перемещения упорной втулки 164 в сторону от цапфы 106 ролика.
Таким образом, отверстие 176 крышки в защитной крышке 174 вкладыша может быть выровнено по оси с внутренним проходом 167 втулки 164. Таким образом, крепежный винт 178, имеет возможность вставления в отверстие 176 крышки и через внутренний проход 167 вкладыша 165. Этот крепежный винт 178 находится в контакте с первым концом 172 керамического стержня 170, размещенного во внутреннем проходе 167 для ограничения бокового перемещения керамического стержня 170. Соответственно, второй конец 173 упорного керамического стержня 170, вставленного во внутренний проход 167, может находиться в контакте с заглушкой 160, при этом первый конец 172 не содержится внутри полости, но заканчивается в проходе 167 для обеспечения контакта с крепежным винтом 178. Как описано выше, крепежный винт 178 необязательно должен входить в резьбовое зацепление с вкладышем 165 или иным образом взаимодействовать с вкладышем 165.
Затягивание крепежного винта 178 способствует поддержанию уплотнения на графитовых прокладках и позволяет переставлять вкладыш 165, если заменяется втулка 108 цапфы роликового узла. Например, в случае, когда удаляется втулка 108 цапфы, цапфу 106 ролика можно подвергнуть механической обработке для удаления заглушки 160, что приводит к общему сокращению длины цапфы 106 ролика. Соответственно, втулку 164 можно либо заклинить для компенсации укорочения цапфы ролика, либо можно вставить новые втулки 164 с подходящей длиной для поддержания желаемого зазора между заглушкой 160 и керамической втулкой 164.
Рассматриваемый зажим 100 можно выполнить отдельно для вставления в роликовый узел либо в завершенном виде, например, с множеством заделанных цилиндрических стержней 110, либо можно выполнить в виде комплекта, например, с зажимом 100, имеющим полуцилиндрические гнезда 116, сформированные в нем, и цилиндрические стержни 110, предназначенные для заделки в гнезда 116. При необходимости зажим 100 можно снабдить одним или несколькими другими элементами для модификации роликового узла, который был описан выше, включая одну или несколько заглушек 160 цапф роликов, и элементы для модификации плеча 200 ролика, например, упорный вкладыш 165, содержащий упорную втулку 164 с упорным керамическим стержнем 170, защитную крышку 174 упорного вкладыша, отверстие 176 крышки и крепежный винт 178.
В качестве альтернативы, представленный упорный вкладыш 165 можно выполнить отдельно для вставления в роликовый узел, либо в завершенном виде, например, с упорным керамическим стержнем 170, вставленным в упорную втулку 164, и установленной защитной крышкой 174 упорного вкладыша, имеющей крепежный винт 178, вставленный через отверстие 176 крышки защитной крышки 174 упорного вкладыша. При необходимости упорную втулку 164 можно снабдить одним или несколькими другими элементами для модификации роликового узла, как описано выше, включая одну или несколько заглушек 160 цапф роликов и модифицированный зажим, как описано выше.
Альтернативно можно выполнить модифицированный роликовый узел, включающий в себя один или более элементов, описанных в данном документе.
Для улучшения приведенных выше вариантов осуществления при необходимости линию или трубопровод (не показан) для промывочной жидкости можно установить в зажиме 100 и упорном вкладыше 165 для промывки накапливающегося шлака. Линию для промывочной жидкости можно изготовить из нержавеющей стали марки 316L или другого материала, который известен в технике и способен выдерживать условия расплава, в который он погружается. Линию или трубопровод для промывочной жидкости можно использовать для нагнетания азота в зонах накопившегося шлака, например, в месте расположения установленных керамических цилиндрических стержней 110 или керамических стержней 170. В этих вариантах осуществления линии для промывочной жидкости можно смонтировать на плечах 200 роликов и можно отрегулировать, используя средство управления, которое позволяет управлять количеством газа, необходимым для очистки или промывки. В некоторых вариантах осуществления линии для промывочной жидкости могут осуществлять непрерывную подачу азота для очистки. В других вариантах осуществления линии для промывочной жидкости можно использовать периодически для очистки или промывки шлака в заранее определенные периоды времени или по мере необходимости.
Один или несколько на данный момент предпочтительных вариантов осуществления описаны в качестве примера. Специалистам в данной области техники будет очевидно, что ряд изменений и модификаций могут быть сделаны в них без отклонения от объема изобретения, как определено в формуле изобретения.
Claims (28)
1. Узел цапфы ролика для использования в среде ванны расплавленного металла, имеющий плечи ролика, поддерживающие зажим, при этом зажим имеет внутреннюю стенку, ограничивающую, по существу, цилиндрический сквозной проход для приема цапфы ролика, выполненной с возможностью вращения вокруг центральной продольной оси, указанная ось определяет центр двух концов ролика выполненной с возможностью вращения цапфы ролика, выполненная с возможностью вращения цапфа ролика окружена втулкой цапфы, и плечи ролика дополнительно имеют упорный вкладыш, установленный внутри отверстия в плече ролика для демпфирования боковых усилий, действующих на цапфу ролика во время вращения, причем узел цапфы ролика содержит:
– множество полуцилиндрических гнезд, проходящих в продольном направлении вдоль внутренней стенки зажима и по длине цилиндрического прохода;
– множество соответствующих цилиндрических керамических стержней, имеющих тело и два конца, причем указанные цилиндрические керамические стержни вставлены в указанные полуцилиндрические гнезда таким образом, что по меньшей мере часть указанного тела цилиндрических керамических стержней выступает в указанный проход для совмещения с втулкой цапфы; и
при этом каждый конец цапфы ролика выровнен с упорным вкладышем.
2. Узел по п. 1, дополнительно содержащий стопорные лапки, используемые для указанных концов указанных цилиндрических керамических стержней для ограничения продольного смещения указанных цилиндрических керамических стержней из указанных гнезд.
3. Узел по п. 1, дополнительно содержащий в основном куполообразную заглушку, имеющую вершину, определяющую каждый конец цапфы ролика, причем указанная вершина заглушки находится на одной линии с центральной продольной осью конца ролика для совмещения с упорным вкладышем.
4. Узел по п. 1, в котором упорный вкладыш содержит:
– упорную втулку, имеющую открытый фланцевый конец и закрытый другой конец, которые ограничивают цилиндрическую внутреннюю полость; причем указанная упорная втулка вставлена в отверстие в плече ролика таким образом, чтобы цилиндрическая внутренняя полость была выровнена по оси с центральной продольной осью плеча ролика и указанный фланцевый конец был обращен к цапфе ролика для ограничения бокового перемещения указанной упорной втулки в сторону от цапфы ролика;
– упорный цилиндрический керамический стержень, по существу, такой же длины, как и указанная цилиндрическая внутренняя полость втулки, и имеющий предназначенный для размещения в указанной втулке первый конец и второй конец для совмещения с цапфой ролика; и
– защитную крышку вкладыша, установленную поверх закрытого другого конца упорной втулки для ограничения потока расплавленного материала, проходящего в упорную втулку.
5. Узел по п. 1, в котором упорный вкладыш содержит:
– упорную втулку, имеющую открытый фланцевый конец и открытый другой конец, которые ограничивают, по существу, цилиндрический внутренний сквозной проход; причем указанная упорная втулка вставлена в отверстие в плече ролика таким образом, чтобы цилиндрический внутренний проход был выровнен по оси с центральной продольной осью плеча ролика и указанный фланцевый конец был обращен к цапфе ролика для ограничения бокового перемещения указанной упорной втулки в сторону от цапфы ролика;
– упорный цилиндрический керамический стержень, имеющий предназначенный для размещения в указанной втулке первый конец и второй конец для совмещения с цапфой ролика; и
– защитную крышку вкладыша, установленную поверх открытого другого конца упорной втулки для ограничения потока расплавленного материала, проходящего в упорную втулку.
6. Узел по п. 4, в котором упорный вкладыш дополнительно содержит:
– отверстие в защитной крышке вкладыша, выровненное по оси с центральной продольной осью плеча ролика;
– крепежный винт, имеющий удлиненное тело с возможностью вставления в указанное отверстие в крышке для зацепления с закрытым концом упорной втулки; причем указанный крепежный винт имеет головку для зацепления с указанной защитной крышкой вкладыша и для ограничения бокового перемещения указанной втулки по направлению к цапфе ролика.
7. Узел по п. 5, в котором упорный вкладыш дополнительно содержит:
– отверстие в защитной крышке вкладыша, выровненное по оси с центральной продольной осью плеча ролика;
– крепежный винт, имеющий удлиненное тело с возможностью вставления в указанное отверстие в крышке для зацепления с другим открытым концом упорной втулки; причем указанный крепежный винт имеет головку для зацепления указанной защитной крышкой вкладыша и для ограничения бокового перемещения указанной втулки по направлению к цапфе ролика.
8. Зажим, предназначенный для использования в узле цапфы ролика с расплавленным материалом, содержащий:
– внутреннюю стенку, ограничивающую, по существу, цилиндрический сквозной проход;
– множество полуцилиндрических гнезд, проходящих в продольном направлении вдоль указанной внутренней стенки зажима и по длине указанного цилиндрического прохода; и
– множество соответствующих цилиндрических керамических стержней, имеющих тело и два конца, причем указанные цилиндрические керамические стержни установлены в указанные полуцилиндрические гнезда таким образом, что по меньшей мере часть указанного тела цилиндрических керамических стержней выступает в указанный проход.
9. Упорный вкладыш, предназначенный для использования в узле цапфы ролика с расплавленным материалом, содержащий:
– упорную втулку, имеющую открытый фланцевый конец и открытый другой конец, которые ограничивают, по существу, цилиндрический внутренний сквозной проход;
– упорный цилиндрический керамический стержень, по существу, такой же длины, как и указанный цилиндрический внутренний проход упорной втулки, и имеющий предназначенный для размещения в указанной втулке первый конец и второй конец для фактического выравнивания с указанным открытым фланцевым концом; и
– защитную крышку вкладыша, установленную поверх открытого другого конца упорной втулки для ограничения потока расплавленного материала, проходящего в упорную втулку.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462096213P | 2014-12-23 | 2014-12-23 | |
| US62/096,213 | 2014-12-23 | ||
| PCT/IB2015/002580 WO2016103044A1 (en) | 2014-12-23 | 2015-12-28 | Thrust bearing and clamp in roll journal assembly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2662103C1 true RU2662103C1 (ru) | 2018-07-23 |
Family
ID=55453217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017125966A RU2662103C1 (ru) | 2014-12-23 | 2015-12-28 | Упорный вкладыш и зажим в узле цапфы ролика |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP3237771B1 (ru) |
| JP (2) | JP2018503039A (ru) |
| KR (1) | KR101981413B1 (ru) |
| CN (1) | CN107110226B (ru) |
| BR (1) | BR112017013492B1 (ru) |
| CA (1) | CA2972185C (ru) |
| ES (1) | ES2796974T3 (ru) |
| HU (1) | HUE049999T2 (ru) |
| MX (1) | MX2017008250A (ru) |
| PL (1) | PL3237771T3 (ru) |
| RU (1) | RU2662103C1 (ru) |
| UA (1) | UA120282C2 (ru) |
| WO (1) | WO2016103044A1 (ru) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2018138645A (ru) | 2016-04-29 | 2020-05-29 | Ак Стил Пропертиз, Инк. | Способ продления срока службы стабилизирующих устройств для линии нанесения покрытия |
| US11168388B2 (en) | 2016-04-29 | 2021-11-09 | Cleveland-Cliffs Steel Properties Inc. | Method and apparatus for extending the campaign life of stabilizers for a coating line |
| US11142816B2 (en) | 2017-12-21 | 2021-10-12 | Cleveland-Cliffs Steel Properties Inc. | Roll for use in a hot dip coating line |
| US11142817B2 (en) | 2017-12-21 | 2021-10-12 | Cleveland-Cliffs Steel Properties Inc. | Roll for use in a hot dip coating line |
| CA3126387A1 (en) * | 2019-01-31 | 2020-08-06 | Cleveland-Cliffs Steel Properties Inc. | Method and apparatus for extending the campaign life of stabilizers for a coating line |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3435821A1 (de) * | 1983-09-30 | 1985-05-02 | Ebara Corp | Kombination mit gleitgliedern |
| FR2712942A1 (fr) * | 1993-11-26 | 1995-06-02 | Clechet Minoterie E | Perfectionnement pour paliers de turbines hydrauliques. |
| RU2229039C2 (ru) * | 2001-02-26 | 2004-05-20 | Общество с ограниченной ответственностью Научно-производственное предприятие "Эталон" | Подшипниковый узел скольжения |
| DE102004031709A1 (de) * | 2004-06-30 | 2006-01-26 | Fontaine Engineering Und Maschinen Gmbh | Lager zur Lagerung von Lagerzapfen einer in ein Schmelzbad eingetauchten Rolle |
| WO2013152763A1 (de) * | 2012-04-12 | 2013-10-17 | CEROBEAR GmbH | Vorrichtung zur bandführung in einem heissen medium (ii) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6088215A (ja) * | 1983-10-21 | 1985-05-18 | Ebara Corp | セラミツクス軸受 |
| US5538559A (en) * | 1994-05-31 | 1996-07-23 | Ak Steel Corporation | Bearing support system for a roll submerged in a molten metal coating bath |
| JPH11141541A (ja) * | 1997-11-12 | 1999-05-25 | Ngk Insulators Ltd | 金属溶湯用ラジアル軸受 |
| JP2001234924A (ja) * | 2000-02-23 | 2001-08-31 | Hitachi Ltd | 溶融めっき装置用の軸受とロール軸およびその製造方法 |
| US6729766B2 (en) * | 2002-01-17 | 2004-05-04 | Vesuvius Crucible Company | Retention of ceramic bearings |
| US20060016048A1 (en) * | 2004-07-21 | 2006-01-26 | Dimario Joseph M | Pivotally mountable hinge part having quick assembly hinge sections and method of using same |
| KR101188946B1 (ko) * | 2008-04-01 | 2012-10-08 | 감브로 룬디아 아베 | 의료용 커넥터 |
| EP2159298B1 (de) * | 2008-09-01 | 2010-11-24 | Band-Zink GmbH | Führungsrollen-Drehlagerung für ein Metallschmelzbad |
| US8505868B2 (en) * | 2010-01-20 | 2013-08-13 | Alcoa Inc. | Tie down assembly |
| US8590367B2 (en) * | 2011-08-31 | 2013-11-26 | King Tester Corporation | Portable Brinell hardness tester |
-
2015
- 2015-12-28 ES ES15839142T patent/ES2796974T3/es active Active
- 2015-12-28 JP JP2017533794A patent/JP2018503039A/ja active Pending
- 2015-12-28 HU HUE15839142A patent/HUE049999T2/hu unknown
- 2015-12-28 BR BR112017013492-6A patent/BR112017013492B1/pt active IP Right Grant
- 2015-12-28 KR KR1020177019403A patent/KR101981413B1/ko active IP Right Grant
- 2015-12-28 UA UAA201707633A patent/UA120282C2/uk unknown
- 2015-12-28 CA CA2972185A patent/CA2972185C/en active Active
- 2015-12-28 WO PCT/IB2015/002580 patent/WO2016103044A1/en active Application Filing
- 2015-12-28 EP EP15839142.5A patent/EP3237771B1/en active Active
- 2015-12-28 CN CN201580070914.8A patent/CN107110226B/zh active Active
- 2015-12-28 RU RU2017125966A patent/RU2662103C1/ru active
- 2015-12-28 PL PL15839142T patent/PL3237771T3/pl unknown
- 2015-12-28 MX MX2017008250A patent/MX2017008250A/es unknown
-
2021
- 2021-04-07 JP JP2021065106A patent/JP7105959B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3435821A1 (de) * | 1983-09-30 | 1985-05-02 | Ebara Corp | Kombination mit gleitgliedern |
| FR2712942A1 (fr) * | 1993-11-26 | 1995-06-02 | Clechet Minoterie E | Perfectionnement pour paliers de turbines hydrauliques. |
| RU2229039C2 (ru) * | 2001-02-26 | 2004-05-20 | Общество с ограниченной ответственностью Научно-производственное предприятие "Эталон" | Подшипниковый узел скольжения |
| DE102004031709A1 (de) * | 2004-06-30 | 2006-01-26 | Fontaine Engineering Und Maschinen Gmbh | Lager zur Lagerung von Lagerzapfen einer in ein Schmelzbad eingetauchten Rolle |
| WO2013152763A1 (de) * | 2012-04-12 | 2013-10-17 | CEROBEAR GmbH | Vorrichtung zur bandführung in einem heissen medium (ii) |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2972185A1 (en) | 2016-06-30 |
| CN107110226A (zh) | 2017-08-29 |
| BR112017013492A2 (pt) | 2018-02-27 |
| KR101981413B1 (ko) | 2019-05-22 |
| ES2796974T3 (es) | 2020-11-30 |
| PL3237771T3 (pl) | 2020-09-21 |
| KR20170094418A (ko) | 2017-08-17 |
| CA2972185C (en) | 2020-11-17 |
| CN107110226B (zh) | 2019-04-19 |
| EP3237771A1 (en) | 2017-11-01 |
| EP3237771B1 (en) | 2020-04-15 |
| JP2018503039A (ja) | 2018-02-01 |
| HUE049999T2 (hu) | 2020-11-30 |
| MX2017008250A (es) | 2018-02-19 |
| BR112017013492B1 (pt) | 2022-08-23 |
| JP2021113618A (ja) | 2021-08-05 |
| JP7105959B2 (ja) | 2022-07-25 |
| UA120282C2 (uk) | 2019-11-11 |
| WO2016103044A1 (en) | 2016-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2662103C1 (ru) | Упорный вкладыш и зажим в узле цапфы ролика | |
| DE69115510T2 (de) | Verbesserte spiralnutenförmig verlaufende gasgeschmierte Dichtung | |
| US11242589B2 (en) | Method for extending the campaign life of stabilizers for a coating line | |
| US11168388B2 (en) | Method and apparatus for extending the campaign life of stabilizers for a coating line | |
| US20170234432A1 (en) | Ceramic seal runner support system | |
| US9562278B2 (en) | Device for strip guidance in a hot medium (I) | |
| EA013491B1 (ru) | Устройство для присоединения линии подачи охлаждающей среды к валку | |
| KR20120139652A (ko) | 부시 베어링 | |
| US5567380A (en) | Rotary retort heat treating furnace seals | |
| EP3055633B1 (en) | Furnace cooling system with thermally conductive joints between cooling elements | |
| US7234869B1 (en) | Sink roll bearing having ceramic elements for supporting the roll's shaft | |
| RU2538441C2 (ru) | Способ ремонта изношенной системы подшипника | |
| RU2356691C2 (ru) | Устройство для продувки металла газами в ковше | |
| US11549552B2 (en) | Anti pull-out collar for a ball joint | |
| KR100568343B1 (ko) | 마모 및 진동발생이 방지되는 강판의 용융금속 도금용침지롤 | |
| AU2016232364A1 (en) | Spring carrier | |
| KR20120062141A (ko) | 부시 베어링 | |
| EP4027029B1 (en) | Bearing seat assembly | |
| CN203429226U (zh) | 加热炉非金属辊冷却水管结构 | |
| US20230407986A1 (en) | Opertator insert and related systems and methods for improved wear resistance | |
| DE102004031709A1 (de) | Lager zur Lagerung von Lagerzapfen einer in ein Schmelzbad eingetauchten Rolle | |
| JP7450628B2 (ja) | コーティングライン用の安定剤の製品寿命を延長するための方法および装置 | |
| Kadoshnikov et al. | Improving the durability of the initial sections of continuous casters Nos. 2 and 3 at the Magnitogorsk Metallurgical Combine | |
| Zhou et al. | Analysis of Sealing Device Failure of HTM Pump and Its Countermeasure | |
| DE102014224105A1 (de) | Maschinenanordnung |