RU2604373C2 - Экспандерная головка для расширительных инструментов и экспандерный инструмент, снабженный этой головкой - Google Patents
Экспандерная головка для расширительных инструментов и экспандерный инструмент, снабженный этой головкой Download PDFInfo
- Publication number
- RU2604373C2 RU2604373C2 RU2014125806/05A RU2014125806A RU2604373C2 RU 2604373 C2 RU2604373 C2 RU 2604373C2 RU 2014125806/05 A RU2014125806/05 A RU 2014125806/05A RU 2014125806 A RU2014125806 A RU 2014125806A RU 2604373 C2 RU2604373 C2 RU 2604373C2
- Authority
- RU
- Russia
- Prior art keywords
- spacer blocks
- expander head
- outer walls
- spacer
- expander
- Prior art date
Links
- 125000006850 spacer group Chemical group 0.000 claims abstract description 150
- 229920003023 plastic Polymers 0.000 claims abstract description 11
- 239000004033 plastic Substances 0.000 claims abstract description 11
- 239000002131 composite material Substances 0.000 claims abstract description 5
- 229910052751 metal Inorganic materials 0.000 claims 1
- 239000002184 metal Substances 0.000 claims 1
- 150000002739 metals Chemical class 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract 1
- 230000001902 propagating effect Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000000034 method Methods 0.000 description 51
- 230000000295 complement effect Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/08—Tube expanders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/02—Belling or enlarging, e.g. combined with forming a groove
- B29C57/04—Belling or enlarging, e.g. combined with forming a groove using mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/08—Tube expanders
- B21D39/20—Tube expanders with mandrels, e.g. expandable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
- B21D41/026—Enlarging by means of mandrels
- B21D41/028—Enlarging by means of mandrels expandable mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/02—Belling or enlarging, e.g. combined with forming a groove
- B29C57/04—Belling or enlarging, e.g. combined with forming a groove using mechanical means
- B29C57/06—Belling or enlarging, e.g. combined with forming a groove using mechanical means elastically deformable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/02—Belling or enlarging, e.g. combined with forming a groove
- B29C57/08—Belling or enlarging, e.g. combined with forming a groove using pressure difference
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/258—Tubular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Earth Drilling (AREA)
- Joining Of Building Structures In Genera (AREA)
- Joints Allowing Movement (AREA)
Abstract
Настоящее изобретение касается экспандерной головки (1) для расширительных инструментов для полых заготовок, в частности для концов пластиковых труб и металлопластиковых композитных труб. Головка включает накидной колпачок (2), снабженный направленным радиально внутрь направляющим фланцем, и комплект выполненных в форме секторов распорных колодок (4). Каждая колодка посредством сектора внутреннего фланца размещена с возможностью радиального движения в накидном колпачке (2). Комплект выполненных в форме секторов распорных колодок (4) может двигаться между сомкнутым состоянием и расширяющимся состоянием. В сомкнутом состоянии огибающей наружных стенок комплекта распорных колодок (4) образована приблизительно цилиндрическая боковая поверхность. Каждая распорная колодка (4) имеет по меньшей мере одно углубление (8), распространяющееся в направлении продольной оси распорных колодок (4), так что площадь наружных стенок комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 25% до 75% площади огибающей наружных стенок комплекта распорных колодок. Кроме того, настоящее изобретение касается расширительного инструмента для полых заготовок, который включает в себя предлагаемую изобретением экспандерную головку (1). Технический результат: уменьшение усилия при расширении полых заготовок. 2 н. и 11 з.п. ф-лы, 9 ил.
Description
Настоящее изобретение касается экспандерной головки для расширительных инструментов для полых заготовок, в частности для концов пластиковых труб и металлопластиковых композитных труб, причем эта экспандерная головка включает накидной колпачок, имеющий направленный радиально внутрь направляющий фланец, и комплект выполненных в форме секторов распорных колодок, каждая из которых в отдельности посредством сектора внутреннего фланца, перекрывающегося с направляющим фланцем, размещена в накидном колпачке с возможностью радиального движения, при этом комплект выполненных в форме секторов распорных колодок может двигаться между сомкнутым состоянием и расширяющим состоянием, и в сомкнутом состоянии огибающей наружных стенок комплекта распорных колодок образована приблизительно цилиндрическая боковая поверхность.
Такого рода экспандерные головки известны, например, из EP 0718057 A2 и EP 0878287 A1. Экспандерные головки состоят из отдельных сегментов, так называемых распорных колодок, основные части которых вместе размещены в накидном колпачке и обладают подвижностью в радиальном направлении наружу, и отделены друг от друга разделительными стыками. Такого рода экспандерные головки устанавливаются на расширительных инструментах и, в частности, соединяются с ними посредством винтового соединения. Расширительные инструменты обычно состоят из прессового устройства, снабженного дорном, который закреплен внутри или на корпусе прессового устройства с возможностью осевого смещения и в одной своей концевой области имеет коническую поверхность, и экспандерной головки, которая предпочтительно посредством крепежного устройства для экспандерной головки может фиксироваться на прессовом устройстве. С помощью приводного устройства, привод которого может осуществляться вручную или механически, дорн движется в осевом направлении в направлении экспандерной головки. На внутренней стороне распорные колодки экспандерной головки задают центральное коническое гнездо, в которое вставляется коническая поверхность дорна, смещаемого прессовым устройством в осевом направлении. При приведении в действие прессового устройства дорн экспандерной головки вдавливается внутрь, при этом происходит контакт между конической поверхностью дорна и образованным распорными колодками гнездом. При дальнейшем осевом движении дорна в направлении экспандерной головки распорные колодки отжимаются радиально наружу и происходит радиальный ход распорных колодок, так что распорные колодки расширяют концы полой заготовки, в частности пластиковой трубы или металлопластиковой композитной трубы, в которую введена экспандерная головка. При этом распорные колодки переходят из сомкнутого состояния в расширяющееся состояние. При радиальном обратном движении дорна из экспандерной головки сегменты с помощью возвратных средств (например, кольцевая пружина растяжения или упругое круглое кольцо) движутся обратно в свое исходное положение. Чтобы при процессе расширения можно было достичь как можно более равномерного расширения полой заготовки, может возникнуть необходимость в повороте положения экспандерной головки в конце трубы после разжима распорных колодок на некоторый заданный угол (у экспандерных головок с шестью распорными колодками должен осуществляться поворот на угол, предпочтительно равный 30°) и выполнении второго процесса расширения. Равномерное расширение конца трубы необходимо для того, чтобы после ввода соединительного элемента достигать плотного соединения путем спрессовывания с установленной на конец трубы надвижной или прессовой муфтой (осевое надвигание надвижной муфты на конец трубы с введенным в него соединительным элементом при соединении с помощью надвижной муфты или, соответственно, радиальное напрессовывание прессовой муфты на конец трубы с введенным в него соединительным элементом). Во избежание вдавливания разделительных стыков с острыми кромками в материал подлежащей расширению трубы EP 0718057 A2 предлагает притупить распорные колодки с обеих сторон каждого разделительного стыка на параллельных оси кромках рабочих поверхностей. Такого рода притупление кромок на разделительных стыках имеет, однако, тот недостаток, что промежуток между двумя граничащими распорными колодками увеличивается, так что опорная поверхность вставок распорных колодок на внутренней стенке трубы уменьшается, из-за чего возникает необходимость в выполнении расширения с более длинным осевым ходом. При этом возникает риск слишком большого растяжения материала трубы при утонении трубы или ухудшении ее упругих свойств. В соответствии с EP 0878287 A1 эта проблема решается посредством того, что рабочая поверхность, т.е. поверхность распорных колодок, которая при процессе расширения прилегает к внутренней стенке трубы, в области каждого из своих краев, обращенных к разделительным стыкам, имеет плоское место, которое направлено под прямым углом в сторону распорной колодки, находящейся рядом с этой рабочей поверхностью. Хотя описанные в этих документах экспандерные головки обеспечивают бережное расширение трубы, однако при выполнении процесса расширения с применением такого рода экспандерной головки, в частности при больших диаметрах трубы (например, диаметр трубы примерно от 25 мм), требуется приложение значительного усилия.
В этой связи в основе настоящего изобретения лежит задача предоставить экспандерную головку, которая преодолеет недостатки уровня техники. Предлагаемая изобретением экспандерная головка должна, в частности, при относительно толстостенных трубах даже при ручном обслуживании обеспечить приложение более низкого усилия. Кроме того, необходима возможность увеличения долговечности экспандерной головки, а также применяемых с ней расширительных инструментов. Другая задача настоящего изобретения заключается в предоставлении соответствующего расширительного инструмента, снабженного предлагаемой изобретением экспандерной головкой.
Эта и другие задачи решаются с помощью экспандерной головки с признаками п. 1 формулы изобретения или, соответственно, с помощью расширительного инструмента с признаками п. 13 формулы изобретения. Предпочтительные варианты осуществления предлагаемой изобретением экспандерной головки описаны в зависимых пунктах формулы изобретения. При этом основной принцип действия предлагаемого изобретением расширительного инструмента соответствует принципу действия, который описан в связи с экспандерными головками, описанными в EP 0718057 A2 и EP 0878287 A1.
В соответствии с настоящим изобретением было обнаружено, что усилие, необходимое для проведения процесса расширения, может быть уменьшено, когда площадь распорных колодок, которая прилегает к внутренней стороне трубы, уменьшается. При применении ручных расширительных инструментов при процессе расширения, в частности при больших диаметрах труб, высокие требования к прилагаемому усилию предъявляются, прежде всего, в первом процессе расширения, в то время как второй процесс расширения по сравнению с первым проходит очень легко. Когда уменьшают площадь, которой распорные колодки прилегают перед первым процессом расширения к внутренней стороне трубы, усилие, необходимое для расширения трубы, распределяется между первым и вторым процессом расширения более равномерно. Для достаточного уменьшения прилагаемого усилия для расширения, в частности, труб с большим диаметром требуется сокращение площади прилегания распорных колодок к внутренней стороне трубы, составляющее по меньшей мере 25%, в то время как при уменьшении площади прилегания распорных колодок к внутренней стороне трубы, составляющем более 75%, возникает опасность механического ослабления предлагаемой изобретением экспандерной головки. При повороте расширительной головки на угол, который соответствует примерно половине угла раствора сектора, образованного одной распорной колодкой (при комплекте из шести распорных колодок примерно на 30° или на угол, равный целому кратному угла раствора сектора плюс примерно 30°) перед проведением второго процесса расширения, затем при втором процессе расширения труба расширяется полностью. Так как трубы с большим диаметром являются относительно толстостенными, бережное расширение труб имеет меньшее значение. При снижении прилагаемого усилия уменьшается, кроме того, максимальное усилие в экспандерной головке и в расширительном инструменте, так что при этом может увеличиваться долговечность этих компонентов.
Соответственно этому, настоящее изобретение заключается в предоставлении экспандерной головки для расширительных инструментов для полых заготовок, в частности для концов пластиковых труб и металлопластиковых композитных труб, которая включает накидной колпачок, имеющий направленный радиально внутрь направляющий фланец, и комплект выполненных в форме секторов распорных колодок, каждая из которых в отдельности посредством сектора внутреннего фланца, перекрывающегося с направляющим фланцем, размещена с возможностью радиального движения в накидном колпачке, в частности, установлена посредством сектора внутреннего фланца в радиальном пазу накидного колпачка с возможностью радиального движения на направляющем фланце, при этом комплект выполненных в форме секторов распорных колодок может двигаться между сомкнутым состоянием и расширяющимся состоянием, и в сомкнутом состоянии огибающей наружных стенок комплекта распорных колодок образована приблизительно цилиндрическая боковая поверхность, при этом каждая распорная колодка имеет по меньшей мере одно углубление, проходящее в направлении продольной оси распорных колодок, так что площадь наружных стенок комплекта распорных колодок в сомкнутом состоянии экспандерной головки соответствует от 25% до 75% площади огибающей наружных стенок комплекта распорных колодок.
Термин «огибающая наружных стенок», так как он применяется в настоящей заявке, относится к цилиндру, приблизительно образованному огибающей, проведенной через наружные стенки распорных колодок в сомкнутом состоянии предлагаемой изобретением экспандерной головки, если бы отсутствовало (отсутствовали) углубление (углубления) в распорных колодках, и представляет собой приблизительно соответствующую цилиндрическую боковую поверхность.
При этом может оказаться предпочтительным, если углубление расположено примерно в середине наружных стенок распорной колодки. Такого рода расположение углубления обеспечивает возможность равномерного расширения конца трубы после второго процесса расширения.
Также может оказаться предпочтительным, если по меньшей мере одна из распорных колодок имеет по меньшей мере два углубления. Таким образом, механическое ослабление распорных колодок распределяется по нескольким местам, что способствует долговечности предлагаемой изобретением экспандерной головки. В этой связи может быть особенно предпочтительно, если на каждом боковом крае наружных стенок каждой распорной колодки расположено по одному углублению. Таким образом, углубления двух соседних распорных колодок дополняют друг друга, образуя соответствующую выемку большей ширины, так что обеспечена меньшая площадь прилегания распорных колодок к внутренней стенке трубы при высокой механической устойчивости и вместе с тем долговечности предлагаемой изобретением экспандерной головки. При этом может оказаться особенно полезным, если оба углубления, расположенные каждое на боковом крае наружных стенок, всегда проходят по всей толщине распорной колодки.
В случае нескольких углублений на наружной поверхности распорной колодки может быть также предпочтительно, если углубления расположены примерно симметрично относительно центральной оси наружных стенок каждой распорной колодки, проходящей в продольном направлении экспандерной головки. Это способствует высокой механической устойчивости и вместе с тем долговечности предлагаемой изобретением экспандерной головки.
Также может быть целесообразно, если распорные колодки на своей повернутой от накидного колпачка стороне имеют сужение или фаску. Тем самым может достигаться равномерный переход между расширенной и нерасширенной частью полой заготовки после процесса расширения.
Может быть также предпочтительно, если кромки распорных колодок закруглены, притуплены или скошены. Это приводит к тому, что распорные колодки при процессе расширения менее сильно вдавливаются в материал внутренней стенки трубы, так что может образовываться более устойчивое трубное соединение.
Также может оказаться предпочтительным, если площадь наружных стенок комплекта распорных колодок в сомкнутом состоянии экспандерной головки соответствует от 40% до 60%, в частности, от 45% до 55% и предпочтительно от 48% до 52% площади огибающей наружных стенок комплекта распорных колодок. Таким образом, прилагаемое усилие особенно равномерно распределяется между первым и вторым процессом расширения.
Ниже настоящее изобретение будет пояснено подробнее в деталях со ссылкой на вариант осуществления, изображенный на чертежах. Разумеется, что настоящее изобретение не должно ограничиваться показанными вариантами осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
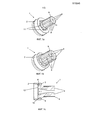
НА ФИГ. 1a показан вид в перспективе экспандерной головки по одному из вариантов осуществления настоящего изобретения в сомкнутом состоянии.
На Фиг. 1b показан вид в перспективе экспандерной головки, изображенной на фиг. 1a, в расширяющемся состоянии.
На Фиг. 1c показан вид поперечного сечения экспандерной головки, изображенной на фиг. 1b, в расширяющемся состоянии.
На Фиг. 1d показан вид сверху распорных колодок экспандерной головки, изображенной на фиг. 1b, с надетым концом трубы после первого процесса расширения.
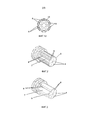
На Фиг. 2 показан вид в перспективе комплекта распорных колодок экспандерной головки по другому варианту осуществления настоящего изобретения.
На Фиг. 3 показан вид в перспективе комплекта распорных колодок экспандерной головки по другому варианту осуществления настоящего изобретения.
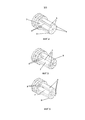
На Фиг. 4 показан вид в перспективе комплекта распорных колодок экспандерной головки по другому варианту осуществления настоящего изобретения.
На Фиг. 5 показан вид в перспективе комплекта распорных колодок экспандерной головки по другому варианту осуществления настоящего изобретения.
На Фиг. 6 показан вид в перспективе комплекта распорных колодок экспандерной головки по другому варианту осуществления настоящего изобретения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 показана экспандерная головка по одному из вариантов осуществления настоящего изобретения в сомкнутом состоянии (фиг. 1a) и в расширяющемся состоянии (фиг. 1b-1d). Предлагаемая изобретением экспандерная головка 1 включает комплект из шести распорных колодок 4, а также накидную гайку 2, причем эти распорные колодки 4 установлены через отверстие накидной гайки 2. В сомкнутом состоянии выдающиеся из накидной гайки 2 части распорных колодок 4 образуют примерно цилиндрическую область расширения. В сомкнутом стоянии наружные стенки 7 распорных колодок 4 описывают приблизительно цилиндрическую боковую поверхность. «Областью расширения» здесь называется область экспандерной головки 1, в которой при процессе расширения находится подлежащая расширению полая заготовка. При этом она прилегает к наружной стороне распорных колодок 4. В совокупности комплект выполненных в форме секторов распорных колодок 4 в сомкнутом состоянии экспандерной головки 1 имеет замкнутую форму по существу с цилиндрической формой в области расширения экспандерной головки 1. На своей повернутой от накидного колпачка 2 стороне каждая распорная колодка 4 имеет сужение 9 или фаску, которая предпочтительно выполнена в виде закругленной краевой области. Благодаря такого рода сужению 9 или фаске может достигаться равномерный переход между расширенной и нерасширенной частью полой заготовки после процесса расширения.
Каждая из распорных колодок 4 выполнена при этом в форме сектора и имеет на наружных стенках 7 углубление 8, проходящее в направлении продольной оси распорных колодок 4. При этом углубление 8 выполнено в середине наружной поверхности 7 распорной колодки 4 и имеет полукруглое поперечное сечение. В других вариантах осуществления настоящего изобретения альтернативно возможны также другие поперечные сечения, например овальные, треугольные, прямоугольные, квадратные поперечные сечения, а также комбинации указанных форм поперечного сечения. Причем в целом углубления 8 распорных колодок 4 проходят примерно на 30% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1. В своем самом глубоком месте углубления 8 имеют глубину, которая соответствует примерно 15% диаметра цилиндра, образованного распорными колодками 4.
Изображенная на фиг. 1a экспандерная головка 1 показана на фиг. 1b в расширяющемся состоянии. При этом каждая из распорных колодок 4 расположена с радиальным смещением наружу, так что они теперь расположены на расстоянии друг от друга.
Как показано на виде поперечного сечения предлагаемой изобретением экспандерной головки 1, изображенном на фиг. 1c, накидной колпачок 2 имеет направленный радиально внутрь направляющий фланец 3 и комплект выполненных в форме секторов распорных колодок 4. Каждая из выполненных в форме секторов распорных колодок 4 в отдельности посредством сектора 5 внутреннего фланца, перекрывающегося с направляющим фланцем 3, установлена с возможностью радиального движения в радиальном пазу 6 в накидном колпачке 2. Секторы 5 внутреннего фланца имеют на своих наружных сторонах секторы пазов, которые дополняют друг друга по всему периметру экспандерной головки 1, образуя окружной паз на наружной стороне секторов 5 внутреннего фланца, в которые помещено кольцеобразное возвратное средство 10 для возврата распорных колодок 4 из расширяющегося в сомкнутое состояние экспандерной головки 1. Возвратное средство 10 при этом выбрано предпочтительно так, что его возвратное усилие является достаточным для возврата распорных колодок 4 из расширяющегося в сомкнутое состояние. В изображенном варианте осуществления возвратное средство 10 представляет собой упругое круглое кольцо. Альтернативно может также предпочтительным образом применяться кольцеобразная пружина растяжения. В каждом из секторов 5 внутреннего фланца расположено отверстие, в которое в каждом случае помещен конец направляющего штифта.
В направляющем фланце 3 расположены радиальные направляющие пазы 11 (фиг. 1a) для помещения и движения направляющих штифтов. Количество направляющих пазов 11 соответствует при этом количеству направляющих штифтов и вместе с тем количеству распорных колодок 4 экспандерной головки 1. Каждый из направляющих штифтов может быть неподвижно соединен с прессовой посадкой с секторами 10 внутреннего фланца в соответствующем отверстии в секторах 10 внутреннего фланца. В альтернативных вариантах осуществления предлагаемой изобретением экспандерной головки 1 один конец направляющих штифтов может быть в каждом случае ввернут в резьбу или соединен штифтом с сектором 5 внутреннего фланца. Кроме того, направляющие штифты 8 могут быть также цельно отформованы на каждом секторе 19 внутреннего фланца. Также можно полностью обойтись без направляющей.
Для осевой фиксации распорных колодок 4 в накидном колпачке 2 служит средство крепления. В изображенном на фиг. 1c варианте осуществления предлагаемой изобретением экспандерной головки впрессованная в накидной колпачок 2 крепежная шайба 12 применена в качестве средства крепления для распорных колодок 4. В альтернативных вариантах осуществления в качестве средства крепления может применяться стопорное кольцо, шайба со стопорным кольцом или резьбовая шайба, которая введена в резьбу на внутренней стороне накидного колпачка 2. На своей внутренней стороне распорные колодки 4 ограничены поверхностями сегментов конуса, которые в сомкнутом состоянии экспандерной головки 1 дополняют друг друга, образуя коническую поверхность. Угол раскрытия поверхностей сегментов конуса соответствует при этом углу конуса разжимного дорна расширительного инструмента. Поэтому коническая поверхность разжимного дорна при процессе расширения взаимодействует с поверхностями сегментов конуса распорных колодок 4. При насаживании разжимного дорна на экспандерную головку коническая поверхность разжимного дорна сдвигает поверхности сегментов конуса распорных колодок радиально наружу. Когда на наружных поверхностях экспандерной головки 1 установлена полая заготовка, например, пластиковая труба, наружные поверхности экспандерной головки 1 сначала прилегают к внутренней стороне тубы. С увеличением глубины проникновения разжимного дорна наружные поверхности распорных колодок 4 движутся радиально наружу, благодаря чему конец трубы, который установлен на распорные колодки 4, расширяется. Для снижения риска образования продольных бороздок в расширенной заготовке наружные кромки в продольном направлении распорных колодок 4 могут быть закруглены или скошены.
Вид сверху комплекта распорных колодок предлагаемой изобретением экспандерной головки с надетым на них концом 13 трубы после такого рода процесса расширения изображен на фиг. 1d. В области углублений 8 каждой распорной колодки 4, в которых данная распорная колодка 4 перед первым процессом расширения не прилегает к внутренней стороне конца 13 трубы, расширенный конец трубы имеет значительную деформацию 14. Благодаря этому прилагаемое усилие при первом процессе расширения снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
Ниже настоящее изобретение поясняется в связи с другими вариантами осуществления. При этом остановимся на различиях, во избежание повторов, а прочие пояснения к варианту осуществления, показанному на фиг. 1a-1d, соответственно относятся также к другим вариантам осуществления. Одинаковые ссылочные обозначения относятся при этом к одинаковым предметам.
На фиг. 2 показан комплект из шести распорных колодок 4 экспандерной головки 1 по другому варианту осуществления настоящего изобретения на виде в перспективе, которые на конце снова имеют каждая углубление 9. На наружных стенках 7 каждой из выполненных в форме сектора распорных колодок 4 расположены в каждом случае два углубления 8, проходящие в направлении продольной оси распорных колодок 4. Углубления 8 при этом выполнены примерно симметрично относительно середины наружной поверхности 7 и имеют, в свою очередь, полукруглое поперечное сечение, причем альтернативно могут использоваться другие формы поперечного сечения. Углубления 8 занимают примерно 50% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1. В самом глубоком месте глубина углубления соответствует примерно 20% диаметра цилиндра, образованного распорными колодками 4.
При выполнении процесса расширения на конце 13 трубы на каждом из углублений 8 образуются деформации 14, в этом случае всегда две деформации 14 на одну распорную колодку 4. При выполнении первого процесса расширения прилагаемое усилие снова снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
Другой комплект из шести распорных колодок 4 экспандерной головки 1 по другому варианту осуществления настоящего изобретения изображен на фиг. 3 на виде в перспективе. Снова на наружных стенках 7 каждой из выполненных в форме сектора распорных колодок 4 расположены в каждом случае два углубления 8, проходящие в направлении продольной оси распорных колодок 4. Но в этом варианте осуществления настоящего изобретения углубления 8 расположены на боковом крае распорных колодок 4. Каждое углубление 8 выполнено в виде скосов, так что всегда два углубления соседних распорных колодок дополняют друг друга, образуя треугольную выемку. Альтернативно могут также использоваться другие формы поперечного сечения. Углубления 8 вместе соответствуют примерно 30% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1. В самом глубоком месте глубина углубления соответствует примерно 35% диаметра цилиндра, образованного распорными колодками 4.
При выполнении процесса расширения на конце 13 трубы у каждой из образованных углублениями 8 выемок образуется деформация 14 конца 13 трубы. При выполнении первого процесса расширения прилагаемое усилие для этого варианта осуществления также снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
Вид в перспективе комплекта из шести распорных колодок 4 экспандерной головки 1 по другому варианту осуществления настоящего изобретения показан на фиг. 4. В этом варианте осуществления также на боковом крае выполненных в форме секторов распорных колодок 4 расположены углубления 8, проходящие каждое в направлении продольной оси распорных колодок 4. Они имеют, однако, прямоугольную форму поперечного сечения, так что углубления соседних распорных колодок дополняют друг друга, образуя также прямоугольную выемку. Альтернативно здесь могут также использоваться другие формы поперечного сечения. Углубления 8 занимают примерно 25% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1. Глубина углубления соответствует примерно 10% диаметра цилиндра, образованного распорными колодками 4.
При выполнении процесса расширения на конце 13 трубы у каждой из образованных углублениями 8 выемок образуются деформации 14 конца 13 трубы. При выполнении первого процесса расширения прилагаемое усилие для этого варианта осуществления также снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
Другой комплект из шести распорных колодок 4 экспандерной головки 1 по другому варианту осуществления настоящего изобретения изображен на фиг. 5 на виде в перспективе. На наружных стенках 7 каждой из выполненных в форме сектора распорных колодок 4 расположены в каждом случае два углубления 8, проходящих в направлении продольной оси распорных колодок 4. В этом варианте осуществления настоящего изобретения углубления 8 снова находятся на боковом крае распорных колодок 4 и выполнены каждое в виде скосов. Таким образом, каждые два углубления 8 соседних распорных колодок образуют друг с другом треугольную выемку, которая проходит до центральной оси цилиндра, образованного распорными колодками 4. Альтернативно здесь также могут использоваться другие формы поперечного сечения. Углубления 8 вместе соответствуют примерно 35% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1. В самом глубоком месте глубина углубления соответствует примерно 40% диаметра цилиндра, образованного распорными колодками 4.
При выполнении процесса расширения на конце 13 трубы у каждой из образованных углублениями 8 выемок образуется деформация 14 конца 13 трубы. При выполнении первого процесса расширения прилагаемое усилие для этого варианта осуществления также снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
На фиг. 6 показан другой комплект из шести распорных колодок 4 экспандерной головки 1 по другому предпочтительному варианту осуществления настоящего изобретения на изображении в перспективе. В этом варианте осуществления также на наружных стенках 7 каждой из выполненных в форме секторов распорных колодок 4 расположены по два углубления 8, проходящие каждое в направлении продольной оси распорных колодок 4; в этом варианте осуществления настоящего изобретения углубления 8 находятся на боковом крае распорных колодок 4. Углубления 8 выполнены каждое в виде скосов, которые проходят по всей толщине распорных колодок 4, при этом противолежащие боковые поверхности распорных колодок расположены параллельно друг другу. Таким образом, каждые два углубления 8 соседних распорных колодок образуют друг с другом прямоугольную выемку, которая проходит до центральной оси цилиндра, образованного распорными колодками 4. Альтернативно здесь также могут использоваться другие формы поперечного сечения. Углубления 8 вместе соответствуют примерно 40% площади огибающей наружных стенок 7 комплекта распорных колодок в сомкнутом состоянии экспандерной головки 1.
При выполнении процесса расширения на конце 13 трубы у каждой из образованных углублениями 8 выемок образуется деформация конца 13 трубы. При выполнении первого процесса расширения прилагаемое усилие для этого варианта осуществления также снижено по сравнению с первым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4. Повторение процесса расширения после поворота расширительного инструмента примерно на 30° относительно конца 13 трубы требует, напротив, соответственно повышенного прилагаемого усилия по сравнению со вторым процессом расширения с помощью традиционной экспандерной головки без углублений 8 на наружной поверхности 7 распорных колодок 4.
Рассмотренное выше изобретение было пояснено в деталях со ссылкой на предпочтительные варианты осуществления, причем эти примеры не должны восприниматься как ограничивающие.
Claims (13)
1. Экспандерная головка (1) для расширительных инструментов для полых заготовок, в частности для концов пластиковых труб и металлопластиковых композитных труб, включающая:
накидной колпачок (2), имеющий направленный радиально внутрь направляющий фланец (3), и
комплект выполненных в форме секторов распорных колодок (4), каждая из которых в отдельности посредством сектора (5) внутреннего фланца, перекрывающегося с направляющим фланцем (3), размещена в накидном колпачке (2) с возможностью радиального движения, при этом комплект выполненных в форме секторов распорных колодок (4) может двигаться между сомкнутым состоянием и расширяющимся состоянием, и в сомкнутом состоянии огибающей наружных стенок (7) комплекта распорных колодок (4) образована приблизительно цилиндрическая боковая поверхность,
отличающаяся тем, что
каждая распорная колодка (4) имеет по меньшей мере одно углубление, проходящее в направлении продольной оси распорных колодок (4), так что площадь наружных стенок (7) комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 25 до 75% площади огибающей наружных стенок (7) комплекта распорных колодок.
накидной колпачок (2), имеющий направленный радиально внутрь направляющий фланец (3), и
комплект выполненных в форме секторов распорных колодок (4), каждая из которых в отдельности посредством сектора (5) внутреннего фланца, перекрывающегося с направляющим фланцем (3), размещена в накидном колпачке (2) с возможностью радиального движения, при этом комплект выполненных в форме секторов распорных колодок (4) может двигаться между сомкнутым состоянием и расширяющимся состоянием, и в сомкнутом состоянии огибающей наружных стенок (7) комплекта распорных колодок (4) образована приблизительно цилиндрическая боковая поверхность,
отличающаяся тем, что
каждая распорная колодка (4) имеет по меньшей мере одно углубление, проходящее в направлении продольной оси распорных колодок (4), так что площадь наружных стенок (7) комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 25 до 75% площади огибающей наружных стенок (7) комплекта распорных колодок.
2. Экспандерная головка (1) по п. 1, отличающаяся тем, что углубление (8) расположено примерно в середине наружных стенок (7) распорной колодки (4).
3. Экспандерная головка (1) по п. 1, отличающаяся тем, что по меньшей мере одна из распорных колодок (4) имеет по меньшей мере два углубления (8).
4. Экспандерная головка (1) по п. 3, отличающаяся тем, что на каждом боковом крае наружных стенок (7) каждой распорной колодки (4) расположено по одному углублению (8).
5. Экспандерная головка (1) по п. 4, отличающаяся тем, что эти два углубления (8), расположенные каждое на боковом крае наружных стенок (7), проходят соответственно по всей толщине распорной колодки (4).
6. Экспандерная головка (1) по п. 3, отличающаяся тем, что углубления (8) расположены примерно симметрично относительно центральной оси наружных стенок (7) каждой распорной колодки (4), проходящей в продольном направлении экспандерной головки (1).
7. Экспандерная головка (1) по одному из пп. 1-6, отличающаяся тем, что распорные колодки (4) на своей повернутой от накидного колпачка (2) стороне имеют сужение (9) или фаску.
8. Экспандерная головка (1) по одному из пп. 1-6, отличающаяся тем, что кромки распорных колодок (4) закруглены, притуплены или скошены.
9. Экспандерная головка (1) по п. 7, отличающаяся тем, что кромки распорных колодок (4) закруглены, притуплены или скошены.
10. Экспандерная головка (1) по одному из пп. 1-6 или 9, отличающаяся тем, что площадь наружных стенок (7) комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 40 до 60% площади огибающей наружных стенок (7) комплекта распорных колодок.
11. Экспандерная головка (1) по п. 7, отличающаяся тем, что площадь наружных стенок (7) комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 40 до 60% площади огибающей наружных стенок (7) комплекта распорных колодок.
12. Экспандерная головка (1) по п. 8, отличающаяся тем, что площадь наружных стенок (7) комплекта распорных колодок (4) в сомкнутом состоянии экспандерной головки (1) соответствует от 40 до 60% площади огибающей наружных стенок (7) комплекта распорных колодок.
13. Расширительный инструмент для полых заготовок, в частности для концов труб из пластиков и из покрытых пластиками металлов, включающий экспандерную головку (1) по одному из пп. 1-12.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202012100361.9 | 2012-02-03 | ||
| DE202012100361U DE202012100361U1 (de) | 2012-02-03 | 2012-02-03 | Expansionskopf für Aufweitwerkzeuge und diesen umfassendes Expansionswerkzeug |
| PCT/EP2013/000311 WO2013113508A1 (de) | 2012-02-03 | 2013-02-01 | Expansionskopf für aufweitwerkzeuge und diesen umfassendes expansionswerkzeug |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2014125806A RU2014125806A (ru) | 2016-03-27 |
| RU2604373C2 true RU2604373C2 (ru) | 2016-12-10 |
Family
ID=47750608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014125806/05A RU2604373C2 (ru) | 2012-02-03 | 2013-02-01 | Экспандерная головка для расширительных инструментов и экспандерный инструмент, снабженный этой головкой |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9327337B2 (ru) |
| EP (1) | EP2809497B1 (ru) |
| CN (1) | CN104093544B (ru) |
| AU (1) | AU2013214495C1 (ru) |
| BR (1) | BR112014016597A8 (ru) |
| CA (1) | CA2862482A1 (ru) |
| DE (1) | DE202012100361U1 (ru) |
| RU (1) | RU2604373C2 (ru) |
| WO (1) | WO2013113508A1 (ru) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130305512A1 (en) * | 2012-05-18 | 2013-11-21 | Abbott Cardiovascular Systems, Inc. | Apparatus and methods for forming medical devices |
| DE102013107294A1 (de) * | 2013-07-10 | 2015-01-15 | Gustav Klauke Gmbh | Handarbeitsgerät und Hand-Aufweitgerät |
| CN103331337B (zh) * | 2013-07-17 | 2015-11-04 | 徐州华恒机器人系统有限公司 | 手持便携式散热器扁管液压胀管器及采用其的胀管系统 |
| CN104785650B (zh) * | 2015-04-23 | 2017-01-25 | 江苏振光电力设备制造有限公司 | 一种扩径机的扩张机构 |
| DE102015110998B4 (de) | 2015-07-08 | 2023-03-02 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Verfahren zur Herstellung einer Endrohrblende oder eines Rohrelements und Vorrichtung zur Herstellung der Endrohrblende oder des Rohrelements |
| US11311929B2 (en) * | 2016-05-24 | 2022-04-26 | Cie Automotive, S.A. | Device for calibrating and lightening the weight of crankshafts |
| CA2977581A1 (en) | 2016-09-02 | 2018-03-02 | Zurn Industries, Llc | Injection molded cold-expansion compression collar |
| US11543065B2 (en) | 2016-09-02 | 2023-01-03 | Zurn Industries, Llc | Extruded cold-expansion compression collar |
| US11541581B2 (en) | 2016-09-02 | 2023-01-03 | Zurn Industries, Llc | Injection molded cold-expansion compression collar |
| US11054076B2 (en) | 2016-11-04 | 2021-07-06 | Zurn Industries, Llc | Reinforcing ring with sleeve |
| CN106862403B (zh) * | 2017-01-20 | 2018-05-22 | 山东省调水工程技术研究中心有限公司 | 大口径钢管扩胀模具 |
| CN106862390B (zh) * | 2017-03-09 | 2018-07-06 | 山东省调水工程技术研究中心有限公司 | 承插口制作模具 |
| CN111872247A (zh) * | 2020-07-30 | 2020-11-03 | 南通天缘自动车有限公司 | 一种车架组合头管用扩径装置 |
| SE544726C2 (en) * | 2020-10-20 | 2022-10-25 | Ar Packaging Systems Ab | An expansible press plunger, an attachment unit for attaching a container element to a container body and a method for sealing a packaging container |
| CN117920875A (zh) * | 2024-03-21 | 2024-04-26 | 山东沃亚森曼机械科技有限公司 | 一种杠杆式钢管管端扩径机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0634825U (ja) * | 1992-10-09 | 1994-05-10 | 株式会社三五 | パイプ拡げ用拡管型 |
| EP0718057A2 (de) * | 1994-12-25 | 1996-06-26 | Rothenberger Werkzeuge-Maschinen Gmbh | Vorrichtung zum Aufweiten von Hohlkörpern |
| JP2003062902A (ja) * | 2001-08-23 | 2003-03-05 | Mirai Ind Co Ltd | 流体管の拡径工具 |
| EP2130664A1 (en) * | 2008-06-04 | 2009-12-09 | Invimar S.r.l. | Shaping tool for bell-shaping the ends of plastic tubular elements |
| WO2011035840A2 (de) * | 2009-09-23 | 2011-03-31 | Rothenberger Ag | Vorrichtung zum aufweiten von hohlkörpern |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US292167A (en) * | 1884-01-22 | Expanding mandrel | ||
| US1918640A (en) * | 1931-06-15 | 1933-07-18 | Robert R Greninger | Expanding tool |
| US4870853A (en) * | 1987-12-28 | 1989-10-03 | Bethandale Corporation | Tool and method of coining corner breaks in a stator of a power steering valve |
| JPH10244344A (ja) * | 1997-02-28 | 1998-09-14 | Unisia Jecs Corp | カップ状ソケット部材の成形装置 |
| PT878287E (pt) | 1997-05-12 | 2003-01-31 | Virax Sa | Dispositivo de expansao para formar encaixes nas extremidades de tubos em material plastico ou complexo de plastico-aluminio |
| FR2828125B1 (fr) * | 2001-08-01 | 2003-11-14 | Virax Sa | Dispositif d'outil a expansion pour pince a emboiture |
| FR2910828B1 (fr) * | 2006-12-28 | 2009-03-06 | Virax Soc Par Actions Simplifi | Dispositif d'outil a expansion pour pince sur machine a realiser des emboitures aux extremites de tuyaux en matiere plastique ou composite |
| JP5399663B2 (ja) * | 2008-08-26 | 2014-01-29 | 昭和電工株式会社 | パイプと被接合部材との接合方法 |
-
2012
- 2012-02-03 DE DE202012100361U patent/DE202012100361U1/de not_active Expired - Lifetime
-
2013
- 2013-02-01 RU RU2014125806/05A patent/RU2604373C2/ru not_active IP Right Cessation
- 2013-02-01 CN CN201380008014.1A patent/CN104093544B/zh not_active Expired - Fee Related
- 2013-02-01 AU AU2013214495A patent/AU2013214495C1/en not_active Ceased
- 2013-02-01 CA CA2862482A patent/CA2862482A1/en not_active Abandoned
- 2013-02-01 BR BR112014016597A patent/BR112014016597A8/pt not_active Application Discontinuation
- 2013-02-01 WO PCT/EP2013/000311 patent/WO2013113508A1/de not_active Ceased
- 2013-02-01 EP EP13706170.1A patent/EP2809497B1/de not_active Not-in-force
- 2013-02-01 US US14/375,142 patent/US9327337B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0634825U (ja) * | 1992-10-09 | 1994-05-10 | 株式会社三五 | パイプ拡げ用拡管型 |
| EP0718057A2 (de) * | 1994-12-25 | 1996-06-26 | Rothenberger Werkzeuge-Maschinen Gmbh | Vorrichtung zum Aufweiten von Hohlkörpern |
| JP2003062902A (ja) * | 2001-08-23 | 2003-03-05 | Mirai Ind Co Ltd | 流体管の拡径工具 |
| EP2130664A1 (en) * | 2008-06-04 | 2009-12-09 | Invimar S.r.l. | Shaping tool for bell-shaping the ends of plastic tubular elements |
| WO2011035840A2 (de) * | 2009-09-23 | 2011-03-31 | Rothenberger Ag | Vorrichtung zum aufweiten von hohlkörpern |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013113508A1 (de) | 2013-08-08 |
| CA2862482A1 (en) | 2013-08-08 |
| US9327337B2 (en) | 2016-05-03 |
| AU2013214495A1 (en) | 2014-06-12 |
| AU2013214495B2 (en) | 2017-03-16 |
| EP2809497A1 (de) | 2014-12-10 |
| AU2013214495C1 (en) | 2017-08-03 |
| CN104093544A (zh) | 2014-10-08 |
| RU2014125806A (ru) | 2016-03-27 |
| US20150000368A1 (en) | 2015-01-01 |
| BR112014016597A8 (pt) | 2017-07-04 |
| CN104093544B (zh) | 2017-06-09 |
| BR112014016597A2 (pt) | 2017-06-13 |
| EP2809497B1 (de) | 2015-10-07 |
| DE202012100361U1 (de) | 2013-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2604373C2 (ru) | Экспандерная головка для расширительных инструментов и экспандерный инструмент, снабженный этой головкой | |
| US11484991B2 (en) | Internal and external clamping method and device of thin-wall tubular part during rotary processing | |
| AU2011240323C1 (en) | Expansion head for expansion tools and expansion tool comprising said expansion head | |
| RU2620838C2 (ru) | Раздвижная головка к инструментам для раздачи, содержащий ее раздвижной инструмент и их применение | |
| RU2636428C2 (ru) | Экспандерная головка для расширительных инструментов и включающий ее в себя экспандерный инструмент | |
| JP2014018828A (ja) | 管材矯正装置 | |
| EA026218B1 (ru) | Инструмент и способ расширения конца трубы | |
| WO2013170475A1 (zh) | 胀紧装夹工具 | |
| JP2003533649A5 (ru) | ||
| JP2016203373A (ja) | セグメントコレットチャック | |
| CN102814520A (zh) | 胀紧装夹工具 | |
| US9162275B2 (en) | Flaring device for a tubular member | |
| RU187004U1 (ru) | Устройство для центрирования и закрепления тонкостенной цилиндрической детали | |
| CN104690324B (zh) | 一种涨模装置 | |
| RU2011148440A (ru) | Опорный кронштейн | |
| JP6078857B2 (ja) | 管継手 | |
| JP2014190540A (ja) | 止め具形状のアタッチメント部材を有する振動減衰器 | |
| JP6509045B2 (ja) | 端部縮径管の製造装置および製造方法 | |
| US20170074311A1 (en) | Two-steel screw with an extrusion connection and method for producing said screw | |
| CN107246856B (zh) | 一种可胀支撑内腔式筒状件定位装置及定位方法 | |
| KR20160027115A (ko) | 탐폰 어플리케이터 및 그 조립 방법 | |
| US2353774A (en) | Cylinder liner forcing mandrel | |
| KR20170016309A (ko) | 파이프 연결용 탑 조인트 링 | |
| JP2015048887A (ja) | 管継手 | |
| KR20170120993A (ko) | 철근 연결용 커플링 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20210202 |