RU2574568C2 - Стальной лист с гальваническим покрытием и способ его изготовления - Google Patents
Стальной лист с гальваническим покрытием и способ его изготовления Download PDFInfo
- Publication number
- RU2574568C2 RU2574568C2 RU2014117661/02A RU2014117661A RU2574568C2 RU 2574568 C2 RU2574568 C2 RU 2574568C2 RU 2014117661/02 A RU2014117661/02 A RU 2014117661/02A RU 2014117661 A RU2014117661 A RU 2014117661A RU 2574568 C2 RU2574568 C2 RU 2574568C2
- Authority
- RU
- Russia
- Prior art keywords
- steel sheet
- less
- steel
- temperature
- amount
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 521
- 239000010959 steel Substances 0.000 title claims abstract description 521
- 239000011248 coating agent Substances 0.000 title claims abstract description 45
- 238000000576 coating method Methods 0.000 title claims abstract description 45
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 90
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 86
- 229910000529 magnetic ferrite Inorganic materials 0.000 claims abstract description 56
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 56
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 31
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 31
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 30
- 229910052729 chemical element Inorganic materials 0.000 claims abstract description 27
- 238000007747 plating Methods 0.000 claims description 173
- 238000001816 cooling Methods 0.000 claims description 132
- 239000010410 layer Substances 0.000 claims description 91
- 229910052751 metal Inorganic materials 0.000 claims description 41
- 238000010438 heat treatment Methods 0.000 claims description 40
- 239000002184 metal Substances 0.000 claims description 40
- 238000005096 rolling process Methods 0.000 claims description 36
- 229910001563 bainite Inorganic materials 0.000 claims description 34
- 238000000137 annealing Methods 0.000 claims description 30
- 238000005097 cold rolling Methods 0.000 claims description 30
- 238000005275 alloying Methods 0.000 claims description 26
- 238000007654 immersion Methods 0.000 claims description 26
- 239000012535 impurity Substances 0.000 claims description 26
- 239000000155 melt Substances 0.000 claims description 22
- 239000010451 perlite Substances 0.000 claims description 22
- 238000005098 hot rolling Methods 0.000 claims description 21
- 235000019362 perlite Nutrition 0.000 claims description 20
- 230000001603 reducing Effects 0.000 claims description 20
- 239000011247 coating layer Substances 0.000 claims description 15
- 229910052725 zinc Inorganic materials 0.000 claims description 15
- 229910052749 magnesium Inorganic materials 0.000 claims description 13
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 13
- 229910052791 calcium Inorganic materials 0.000 claims description 11
- 230000001131 transforming Effects 0.000 claims description 10
- 238000005530 etching Methods 0.000 claims description 8
- 238000005266 casting Methods 0.000 claims description 5
- 238000003303 reheating Methods 0.000 claims description 3
- 229910001208 Crucible steel Inorganic materials 0.000 claims 1
- 238000004804 winding Methods 0.000 claims 1
- 230000003111 delayed Effects 0.000 abstract description 47
- 239000000126 substance Substances 0.000 abstract description 29
- 230000000694 effects Effects 0.000 abstract description 19
- -1 beinite Inorganic materials 0.000 abstract description 2
- 238000005272 metallurgy Methods 0.000 abstract 1
- 239000001257 hydrogen Substances 0.000 description 57
- 229910052739 hydrogen Inorganic materials 0.000 description 57
- UFHFLCQGNIYNRP-UHFFFAOYSA-N hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 53
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 46
- 239000000203 mixture Substances 0.000 description 35
- 229910001335 Galvanized steel Inorganic materials 0.000 description 29
- 239000008397 galvanized steel Substances 0.000 description 29
- 230000035882 stress Effects 0.000 description 28
- 239000012071 phase Substances 0.000 description 22
- 230000015572 biosynthetic process Effects 0.000 description 21
- 238000005755 formation reaction Methods 0.000 description 21
- 238000001953 recrystallisation Methods 0.000 description 19
- 238000006243 chemical reaction Methods 0.000 description 18
- 239000011701 zinc Substances 0.000 description 18
- 230000001629 suppression Effects 0.000 description 17
- 230000001276 controlling effect Effects 0.000 description 12
- 229910052742 iron Inorganic materials 0.000 description 12
- 230000003014 reinforcing Effects 0.000 description 12
- 239000010960 cold rolled steel Substances 0.000 description 11
- 238000007906 compression Methods 0.000 description 11
- 150000002910 rare earth metals Chemical class 0.000 description 11
- 239000000243 solution Substances 0.000 description 10
- 238000007792 addition Methods 0.000 description 9
- 238000009713 electroplating Methods 0.000 description 9
- HCHKCACWOHOZIP-UHFFFAOYSA-N zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 9
- 239000012298 atmosphere Substances 0.000 description 8
- 229910052804 chromium Inorganic materials 0.000 description 8
- 230000014509 gene expression Effects 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 230000000875 corresponding Effects 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 238000011160 research Methods 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 229910001567 cementite Inorganic materials 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 230000002829 reduced Effects 0.000 description 5
- 230000000007 visual effect Effects 0.000 description 5
- 229910000794 TRIP steel Inorganic materials 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 230000001427 coherent Effects 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 238000000227 grinding Methods 0.000 description 4
- 150000002431 hydrogen Chemical class 0.000 description 4
- 230000001771 impaired Effects 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 239000002893 slag Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-K [O-]P([O-])([O-])=O Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 238000004070 electrodeposition Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052758 niobium Inorganic materials 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000010452 phosphate Substances 0.000 description 3
- 238000004881 precipitation hardening Methods 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching Effects 0.000 description 3
- 238000005496 tempering Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910052684 Cerium Inorganic materials 0.000 description 2
- 230000037408 Distribution ratio Effects 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N HCl Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- 229910004283 SiO 4 Inorganic materials 0.000 description 2
- 210000004027 cells Anatomy 0.000 description 2
- 239000003153 chemical reaction reagent Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 229910052803 cobalt Inorganic materials 0.000 description 2
- 229920001940 conductive polymer Polymers 0.000 description 2
- 230000003247 decreasing Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 230000001419 dependent Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 201000002161 intrahepatic cholestasis of pregnancy Diseases 0.000 description 2
- 238000010884 ion-beam technique Methods 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 229910052746 lanthanum Inorganic materials 0.000 description 2
- 238000011068 load Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 230000003287 optical Effects 0.000 description 2
- 230000001590 oxidative Effects 0.000 description 2
- MYMOFIZGZYHOMD-UHFFFAOYSA-N oxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 230000000149 penetrating Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910018137 Al-Zn Inorganic materials 0.000 description 1
- 229910018573 Al—Zn Inorganic materials 0.000 description 1
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonium chloride Substances [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 1
- SOIFLUNRINLCBN-UHFFFAOYSA-N Ammonium thiocyanate Chemical compound [NH4+].[S-]C#N SOIFLUNRINLCBN-UHFFFAOYSA-N 0.000 description 1
- 210000003918 Fraction A Anatomy 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 241000282941 Rangifer tarandus Species 0.000 description 1
- 229910001294 Reinforcing steel Inorganic materials 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 229910001035 Soft ferrite Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- 238000004164 analytical calibration Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000002051 biphasic Effects 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 231100000078 corrosive Toxicity 0.000 description 1
- 231100001010 corrosive Toxicity 0.000 description 1
- 230000001627 detrimental Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000002524 electron diffraction data Methods 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000007716 flux method Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 230000000670 limiting Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 230000001050 lubricating Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VASIZKWUTCETSD-UHFFFAOYSA-N manganese(II) oxide Inorganic materials [Mn]=O VASIZKWUTCETSD-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000000116 mitigating Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006011 modification reaction Methods 0.000 description 1
- QDHHCQZDFGDHMP-UHFFFAOYSA-N monochloramine Chemical compound ClN QDHHCQZDFGDHMP-UHFFFAOYSA-N 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000012044 organic layer Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000003638 reducing agent Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 230000001340 slower Effects 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004846 x-ray emission Methods 0.000 description 1
Images





Abstract
Изобретение относится к области металлургии. Для обеспечения стойкости листа к замедленному разрушению, повышения его предела прочности, адгезии гальванического покрытия, удлинения и раздаваемости отверстий стальной лист на своей поверхности имеет слой гальванического покрытия и выполнен из стали, содержащей, в мас.%: C 0,05-0,40, Si 0,5-3,0 и Mn 1,5-3,0, Р в пределах 0,04 или менее, S в пределах 0,01 или менее, N в пределах 0,01 или менее, Al в пределах 2,0 или менее, O в пределах 0,01 или менее, Fe и неизбежные примеси, микроструктура стального листа содержит феррит, бейнит, по объемной доле, 30% или больше отпущенного мартенсита и 8% или больше аустенита, при этом предел прочности стального листа составляет 980 МПа или больше, при этом слой гальванического покрытия имеет оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, а в сечении в направлении по толщине листа, включая стальной лист и слой гальванического покрытия доля площади проекции оксида составляет 10% или больше. 2 н. и 9 з.п. ф-лы, 13 табл., 5 ил.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к стальному листу с гальваническим покрытием, который имеет предел прочности (TS) 980 МПа или больше и является превосходным по стойкости к замедленному разрушению, адгезии гальванического покрытия, удлинению и раздаваемости отверстий. Стальной лист с гальваническим покрытием в соответствии с настоящим изобретением является особенно пригодным для структурных элементов, армирующих элементов и элементов подвески для автомобилей. В настоящем документе стальной лист с гальваническим покрытием (стальной лист с цинковым покрытием) в соответствии с настоящим изобретением может подразделяться на стальной лист с гальваническим покрытием, полученный погружением в расплав (стальной лист с гальваническим покрытием), и стальной лист с отожженным гальваническим покрытием.
Испрашивается приоритет заявки на патент Японии на № 2011-217811, поданной 30 сентября 2011 года, и ее содержание включается в настоящий документ посредством ссылки.
Уровень техники
В таких элементах, как поперечные элементы и боковые элементы автомобилей, исследуется возможность уменьшения массы в ответ на последний тренд относительно уменьшения потребления топлива и делаются попытки увеличения прочности стального листа с точки зрения обеспечения прочности автомобилей и их безопасности при столкновениях, даже тогда, когда в элементах используют более тонкий стальной лист. Однако, поскольку увеличение прочности стального листа приводит к ухудшению формуемости материалов, для реализации уменьшения массы элементов необходимо производить стальной лист, который удовлетворяет требованиям как формуемости, так и высокой прочности.
В частности, когда стальной лист формуют в виде структурных элементов или армирующих элементов для автомобилей, которые имеют сложную форму, требуется стальной лист, имеющий превосходную пластичность. В последние годы, стальной лист, имеющий предел прочности класса 440 МПа или класса 590 Мпа, используют в основном для рам автомобилей, и разработка стального листа, имеющего предел прочности 980 МПа или больше, является желательной в будущем для достижения дополнительного уменьшения массы.
Когда стальной лист класса 590 МПа заменяют стальным листом класса 980 МПа, требуется такое же удлинение стального листа класса 980 Мпа, как и удлинение стального листа класса 590 МПа. Таким образом, желательной является разработка стального листа, который имеет предел прочности 980 МПа или больше и имеет превосходное удлинение.
В качестве стального листа, превосходного по общему удлинению (E1) при исследовании на разрыв, имеется стальной лист с многофазной структурой, который имеет микроструктуру, в котором остаточный аустенит в качестве вторичной фазы диспергирован в мягком феррите, который представляет собой первичную фазу. В стальном листе с многофазной структурой, пластичность обеспечивается ферритом, и прочность обеспечивается мартенситным превращением остаточного аустенита, и остаточный аустенит преобразуется в мартенсит при пластичной обработке. Имеется сталь, такая как сталь с пластичностью, наведенной превращением (TRIP), и применения TRIP стали в последние годы расширяются.
Поскольку TRIP сталь имеет особенно превосходное удлинение по сравнению с дисперсионно- упрочненной сталью и двухфазной (DP) сталью (сталь, состоящая из феррита и мартенсита), применения TRIP стали было бы очень желательным расширить. Хотя TRIP сталь показывает превосходную прочность и пластичность, как правило, TRIP сталь имеет особенность низкой раздаваемости отверстий.
Кроме того, для облегчения уменьшения массы автомобильного кузова в будущем, уровень полезной прочности стального листа высокой прочности должен быть увеличен по сравнению с уровнем обычного листа. Например, для использования стального листа высокой прочности для элемента, сложного для формования, такого как деталь подвески, формуемость, такая как раздаваемость отверстий, должна быть улучшена.
В дополнение к этому, когда стальной лист с прочностью 980 МПа или больше применяют для элемента для автомобиля, в дополнение к свойствам прочности и обрабатываемости, требуется стойкость к замедленному разрушению. Замедленное разрушение вызывается напряжениями, прикладываемыми к стали, или водородным охрупчиванием и представляет собой явление, при котором структура разрушается посредством накопления диффундирующего водорода в области стали с концентрацией напряжений, когда она используется как структура.
В частности, примеры замедленного разрушения включают явление внезапного разрушения, когда элемент, такой как проволока или болт из предварительно напряженной арматурной (PC) стали, испытывает высокую нагрузку напряжений при условиях применения.
Известно, что замедленное разрушение тесно связано с водородом, который проникает в сталь из окружающей среды. В качестве водорода, который проникает в сталь из окружающей среды, имеются различные типы источников водорода, такие как водород, который содержится в атмосфере, и водород, генерируемый в коррозивной окружающей среде. Когда водород проникает в сталь из любого из источников водорода, водород может вызывать замедленное разрушение.
По этой причине, в качестве окружающей среды для использования стали, желательной является окружающая среда с отсутствием водорода. Однако когда сталь применяют в конструкции или автомобиле, сталь используется на открытом воздухе и проникновение водорода не может быть предотвращено.
В качестве напряжения, которое действует на сталь, используемую как конструкция, включается напряжение, которое нагружает конструкцию, и остаточное напряжение, то есть некоторое напряжение, генерируемое при формовании, которое остается внутри стали. В частности, в стали, используемой в качестве элемента после формования, такой как тонкий стальной лист для автомобиля или что-либо подобное, остаточное напряжение представляет собой значительную проблему по сравнению с толстой стальной пластиной или стальным бруском (например, болтом), который представляет собой продукт, используемый как есть, без применения деформации. Соответственно, когда формируют стальной лист, где проблемой является замедленное разрушение, является желательным формировать стальной лист таким образом, чтобы остаточный напряжений не оставалось.
Например, в патентном документе 1 описан способ формования горячим штампованием металлической пластины, у которой прочность повышают посредством нагрева стального листа при высокой температуре, и обработки стального листа, а затем посредством закалки стального листа с использованием штампа. В этом способе формования горячим штампованием металлической пластины, поскольку стальной лист обрабатывают при высокой температуре, остаточное напряжение уменьшается посредством удаления дислокаций, которые вызывают остаточное напряжение и которые вводятся при обработке, или вызывая превращение после обработки. По этой причине, в формованном продукте остается очень небольшое остаточное напряжение. Можно улучшить стойкость к замедленному разрушению стального листа с помощью упрочнения стального листа с использованием этого способа. Однако в этом способе, поскольку необходимо осуществлять нагрев перед штампованием, стоимость энергии и стоимость оборудования являются высокими по сравнению с холодным формованием. В дополнение к этому, поскольку формованный продукт непосредственно закаливают при высокой температуре, 600°C или выше, свойства стального листа (например, свойства гальванического покрытия в стальном листе с покрытием) легко изменяются, и сложно контролировать свойства иные, чем прочность и стойкость к замедленному разрушению.
В дополнение к этому, поскольку остаточное напряжение присутствует на поверхности резания при механической обработке, такой как резка или продавливание, имеется проблема возникновения замедленного разрушения. Таким образом, когда стальной лист с высокой прочностью, имеющий предел прочности 980 МПа или больше, обрабатывают, стальной лист режут с помощью способа, использующего лазер или что-либо подобное, который не сопровождается прямой механической обработкой, и устраняется генерирование остаточного напряжения. Однако лазерная резка стоит дороже по сравнению со сдвиговой резкой или продавливанием.
По этой причине, требуется, чтобы стойкость к замедленному разрушению стального листа обеспечивалась не способом формования, но разработкой материалов в зависимости от необходимых свойств.
В категориях продукта стальной брусок, стальной стержень и толстая стальная пластина, разрабатывают материал, способный предотвращать замедленное разрушение посредством улучшения стойкости к водородному охрупчиванию. Например, в непатентном документе 1, описывается болт высокой прочности, имеющий превосходную стойкость к водородному охрупчиванию, в котором мелкодисперсные включения элементов, таких как Cr, Mo, V, и тому подобное, которые демонстрируют стойкость к размягчению при отпуске, когерентно выделяются в мартенсите. В болте высокой прочности, сталь закаляется от аустенитной единственной фазы при высокой температуре с тем, чтобы получить мартенситную однофазную микроструктуру, а затем указанные выше мелкодисперсные включения когерентно выделяются в мартенсите во время отпуска.
В болте высокой прочности, диффузия водорода, проникающего в сталь, замедляется, или он концентрируется в некоторой области как в исходной точке замедленного разрушения, где концентрируется напряжение, с использованием захвата водорода, проникающего в сталь, вокруг мелкодисперсных включений, таких как VC, и тому подобное, которые когерентно выделяются в мартенсите. Обычно, сталь, имеющую высокую прочность и превосходную по стойкости к замедленному разрушению, разрабатывают посредством использования таких мелкодисперсных включений в стали.
Для улучшения стойкости к замедленному разрушению посредством использования включений в качестве активных центров захвата водорода, таких как VC, и тому подобное, необходима когерентная преципитация включений в мартенситной структуре.
Однако необходимо несколько часов или больше термической обработки для преципитации включений, и имеется проблема производственной технологичности. То есть, в стальном листе, изготовленном с помощью использования обычного производственного оборудования для тонкого стального листа, такого как оборудование для непрерывного отжига или оборудование для нанесения гальванического покрытия погружением в расплав непрерывного действия, осуществляют контроль текстуры через короткий период времени, такой, самое большее, как несколько десятков минут. Таким образом, когда изготавливают тонкий стальной лист, сложно улучшить стойкость к замедленному разрушению с помощью включений.
В дополнение к этому, когда используют включения, которые выделяются в способе горячей прокатки, даже если указанные выше включения выделяются в способе горячей прокатки, ориентационные соотношения между включениями и основной структурой (феррита и мартенсита) теряется из-за перекристаллизации во время следующей далее холодной прокатки и непрерывного отжига. То есть, в этом случае, включения не являются когерентными включениями. В результате, стойкость к замедленному разрушению у получаемого стального листа значительно ухудшается.
Стальной лист высокой прочности, в котором имеется проблема генерирования замедленного разрушения, обычно имеет микроструктуру, в основном, содержащую мартенсит. Хотя мартенсит может формироваться в области низких температур, включения, содержащие VC как активные центры захвата водорода, не могут выделяться в этой области температур.
В результате, когда когерентные включения, такие как VC, выделяются в тонком стальном листе для улучшения стойкости к замедленному разрушению, необходимо выделять включения посредством дополнительного осуществления термической обработки после того как микроструктура стали формируется посредством использования оборудования для непрерывного отжига или оборудования для нанесения гальванического покрытия погружением в расплав непрерывного действия. Этот способ приводит к значительному увеличению стоимости изготовления.
В дополнение к этому, когда указанную выше термическую обработку дополнительно осуществляют на микроструктуре, содержащей в основном мартенсит, мартенсит сильно размягчается. В результате, является сложным использовать когерентные включения, такие как VC, для улучшения стойкости к замедленному разрушению тонкого стального листа высокой прочности.
В настоящем документе, поскольку сталь, описанная в непатентном документе 1, представляет собой сталь, содержащую 0,4% или больше C, и большое количество легирующих элементов, обрабатываемость и свариваемость, которые необходимы для тонкого стального листа, ухудшаются.
В патентном документе 2 описывается толстая стальная пластина, в которой водородные дефекты восстанавливают с помощью оксидов, в основном содержащих Ti, и Mg. Однако в толстой стальной пластине, описанной в патентном документе 2, восстанавливаются только водородные дефекты, которые вызываются водородом, захваченным в стали при изготовлении, и таким образом, стойкость к водородному охрупчиванию (стойкость к замедленному разрушению) не рассматривается. Кроме того, как высокая формуемость, так и высокая стойкость к водородному охрупчиванию, которые требуются для тонкого стального листа, вообще не рассматриваются.
Обычно в тонком стальном листе (1), поскольку толщина листа является малой даже тогда, когда водород проникает в тонкий стальной лист, водород высвобождается наружу через короткий период времени. Кроме того, (2) поскольку обрабатываемость является наиболее важной, стальной лист, имеющий предел прочности 900 МПа или больше, ранее не использовался. По этой причине, проблемы замедленного разрушения были малыми. Однако, поскольку потребность в использовании стального листа высокой прочности в качестве заготовок для деталей быстро увеличивается, требуется разработка стального листа высокой прочности, имеющего превосходную стойкость к водородному охрупчиванию.
Как описано выше, разработаны технологии улучшения стойкости к водородному охрупчиванию, которые по большей части относятся к стали, такой как болты, стальные бруски и пластинчатая сталь. Сталь почти не подвергают формованию и часто используют на пределе текучести или при напряжении разрыва или меньше. По этой причине, в этой области не рассматриваются ни обрабатываемость, необходимая для автомобильных элементов, такая как сопротивляемость резанию или формуемость элемента (формуемость штампованием), ни стойкость к водородному охрупчиванию после обработки.
В элементе после формования напряжение, которое упоминается как остаточное напряжение, остается внутри элемента. Хотя остаточное напряжение присутствует локально, остаточное напряжение имеет высокое значение, превышающее в некоторых случаях напряжение разрыва материала. По этой причине, требуется, чтобы не генерировалось водородное охрупчивание в тонком стальном листе при высоком остаточном напряжении.
Относительно водородного охрупчивания тонкого стального листа, например, непатентный документ 2 сообщает о смягчении водородного охрупчивания благодаря наведенному деформацией превращению остаточного аустенита. В непатентном документе 2, рассматривают формирование тонкого стального листа, но количество остаточного аустенита значительно уменьшается посредством уменьшения концентрации C в аустените с тем, чтобы не вызывать ухудшения стойкости к водородному охрупчиванию.
В дополнение к этому, в технологии, описанной в непатентном документе 2, поскольку микроструктура тонкого стального листа высокой прочности ограничивается очень узким диапазоном, оценивается только водородное охрупчивание, которое генерируется за относительно короткий период времени. Таким образом, трудно решить фундаментальную проблему водородного охрупчивания, когда стальной лист реально используют в элементе для автомобиля. Кроме того, в технологии, описанной в непатентном документе 2, остаточный аустенит не может активно использоваться, и применение стального листа является ограниченным.
Как описано выше, когда большое количество остаточного аустенита, которое легко вызывает водородное охрупчивание, содержится в стальном листе, очень сложно получить стальной лист, который одновременно демонстрирует высокую стойкость к коррозии, высокий предел прочности, превосходную стойкость к замедленному разрушению и высокую пластичность.
Список цитированных документов
Патентная литература
Патентный документ 1: нерассмотренная заявка на патент Японии, первая публикация № 2002-18531.
Патентный документ 2: нерассмотренная заявка на патент Японии, первая публикация № H11-293383 .
Непатентные документы
Непатентный документ 1: "New Developments in Elucidation of Hydrogen Embrittlemment" (the Iron and Steel Institute of Japan, January 1997).
Непатентный документ 2: CAMP-ISIJ, Vol. 5, № 6, Pages 1839 to 1842, Yamazaki et al., October 1992, issued by the Iron and Steel Institute of Japan.
Сущность изобретения
Проблемы, которые должны решаться с помощью изобретения
Целью настоящего изобретения является получение стального листа с гальваническим покрытием (включая полученный погружением в расплав стальной лист с гальваническим покрытием и стальной лист с отожженным гальваническим покрытием), который имеет предел прочности (TS) 980 МПа или больше и который имеет превосходную стойкость к замедленному разрушению, превосходную адгезию гальванического покрытия, высокое удлинение и превосходную раздаваемость отверстий.
Средства решения проблемы
Авторы осуществили исследования. В результате, авторы обнаружили, что когда нанесение гальванического покрытия, способного улучшить стойкость к замедленному разрушению, осуществляют в качестве средства для улучшения стойкости к замедленному разрушению без влияния на качество стали, стойкость к замедленному разрушению стали улучшается.
В особенности, когда водород, который проникает из окружающей среды, захватывается оксидом посредством диспергирования оксида, содержащего, по меньшей мере, один химический элемент, выбранный из группы, состоящей из Si, Mn и Al, в слое гальванического покрытия, обнаружено, что диффузия водорода в область концентраций напряжений и замедленное разрушение, вызываемое диффузией водорода в область концентрации напряжений, может быть замедлено.
В дополнение к этому, для достижения как предела прочности (TS) 980 МПа или больше, так и превосходной формуемости, обнаружено, что важно сформировать отпущенный мартенсит с объемной долей 30% или больше и остаточный аустенит с объемной долей 8% или больше в микроструктуре, полностью используя Si, который представляет собой упрочняющий элемент.
То есть, настоящее изобретение может предложить стальной лист с гальваническим покрытием, который имеет предел прочности (TS) 980 МПа или больше и имеет превосходную стойкость к замедленному разрушению, превосходную адгезию гальванического покрытия, высокое удлинение и превосходную раздаваемость отверстий, и содержание настоящего изобретения является следующим.
(1) Стальной лист с гальваническим покрытием в соответствии с одним из аспектов настоящего изобретения содержит: стальной лист; и слой гальванического покрытия на поверхности стального листа, при этом стальной лист содержит, как химическую композицию стали, в % массовых, C: 0,05-0,40%, Si: 0,5-3,0%, Mn: 1,5-3,0%, P: в пределах 0,04% или меньше, S: в пределах 0,01% или меньше, N: в пределах 0,01% или меньше, Al: в пределах 2,0% или меньше, O: в пределах 0,01% или меньше, и остаток, состоящий из Fe и неизбежных примесей, микроструктура стального листа содержит феррит, бейнит, по объемной доле, 30% или больше отпущенного мартенсита, 8% или больше аустенита и в пределах 10% или меньше перлита, при этом общая объемная доля отпущенного мартенсита и бейнита составляет 40% или больше и доля площади зерен, имеющих размер зерен больше чем 35 мкм, занимающих единицу площади микроструктуры, составляет 10% или меньше, и предел прочности стального листа составляет 980 МПа или больше; и металл покрытия в слое покрытия содержит как химическую композицию покрытия, в пределах 15% масс или меньше Fe, в пределах 2% масс или меньше Al, и остаток, состоящий из Zn и неизбежных примесей, слой покрытия содержит оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, и если смотреть на сечение, включающее стальной лист и слой покрытия в направлении по толщине пластины, доля площади проекции, получаемая посредством деления длины, с которой оксид проецируется на границу раздела между слоем гальванического покрытия и стальным листом, на длину границы раздела между слоем гальванического покрытия и стальным листом составляет 10% или больше, и доля покрытия слоя покрытия на стальном листе составляет 99% или больше.
(2) В стальном листе с гальваническим покрытием в соответствии с (1), сталь может дополнительно содержать, как химическую композицию стали, в % массовых, по меньшей мере, один элемент, выбранный из: Mo: 0,01-1,0%, Cr: 0,05-1,0%, Ni: 0,05-1,0%, Cu: 0,05-1,0%, Nb: 0,005-0,3%, Ti: 0,005-0,3%, V: 0,005-0,5%, B: 0,0001-0,01%, и в сумме, по меньшей мере один элемент, выбранный из Ca, Mg и REM (редкоземельных металлов): 0,0005-0,04%.
(3) В стальном листе с гальваническим покрытием в соответствии с (1) или (2), слой гальванического покрытия может представлять собой слой с гальваническим покрытием, полученным с помощью погружения в расплав.
(4) В стальной лист с гальваническим покрытием в соответствии с (1) или (2), слой гальванического покрытия может представлять собой слой с отожженным гальваническим покрытием.
(5) В стальном листе с гальваническим покрытием в соответствии с любым из (1)-(3), количество Fe может находиться в пределах до меньшего, чем 7% масс в химической композиции гальванического покрытия.
(6) В стальном листе с гальваническим покрытием в соответствии с любым из (1)-(4), химическая композиция гальванического покрытия может содержать 7% масс - 15% масс Fe.
(7) В стальном листе с гальваническим покрытием в соответствии с любым из (1)-(6), химическая композиция гальванического покрытия может содержать больше чем 0% масс и 2% масс или меньше Al.
(8) Способ изготовления стального листа с гальваническим покрытием в соответствии с другим аспектом настоящего изобретения, способ включает: первый этап литья стали, которая содержит, как химическую композицию стали, в % массовых, C: 0,05-0,40%, Si: 0,5-3,0%, Mn: 1,5-3,0%, P: в пределах 0,04% или меньше, S: в пределах 0,01% или меньше, N: в пределах 0,01% или меньше, Al: в пределах 2,0% или меньше, O: в пределах 0,01% или меньше, и остаток, состоящий из Fe и неизбежных примесей; второй этап нагрева стали непосредственно или после охлаждения; третий этап горячей прокатки стали, и таким образом, что горячую прокатку завершают при температуре точки превращения Ar3 или выше; четвертый этап сворачивания стали в рулон при 300°C-700°C; пятый этап травления стали; шестой этап холодной прокатки стали с помощью стана холодной прокатки, имеющего рабочие валки с размерами валков 1400 мм или меньше, с суммарной степенью обжатия при прокатке 30% или больше и меньше чем 100%; седьмой этап нагрева стали и выдержки стали при 550°C-750°C в течение 20 секунд или больше; восьмой этап отжига стали при 750°C-900°C; девятый этап охлаждения стали при промежуточной температуре охлаждения в диапазоне температур от 500°C или выше и до 750°C и ниже при первой средней скорости охлаждения от 0,1°C/сек до 30°C/сек и охлаждения стали от промежуточной температуры охлаждения до конечной температуры охлаждения от 100°C или выше и до 350°C и ниже при второй средней скорости охлаждения, которая равна или выше, чем первая средняя скорость охлаждения; десятый этап установки температуры стали в диапазоне температур от температуры, которая ниже, чем температура ванны гальванизации на 40°C или выше и до температуры, которая выше, чем температура ванны гальванизации на 40°C или ниже; одиннадцатый этап нанесения гальванического покрытия посредством погружения стали в ванну для нанесения гальванического покрытия погружением в расплав, протекающую при скорости потока 10 м/мин-50 м/мин; и двенадцатый этап охлаждения стали до температуры ниже 100°C; где вторая средняя скорость охлаждения составляет 1°C/сек-100°C/сек, и время, когда температура стали находится в диапазоне температур от 350°C до 500°C, составляет 20 секунд или больше во всех способах после девятого способа.
(9) В способе изготовления стального листа с гальваническим покрытием в соответствии с (8), сталь может дополнительно содержать, как химическую композицию стали, в % массовых, по меньшей мере, один элемент, выбранный из Mo: 0,01-1,0%, Cr: 0,05-1,0%, Ni: 0,05-1,0%, Cu: 0,05-1,0%, Nb: 0,005-0,3%, Ti: 0,005-0,3%, V: 0,005-0,5%, B: 0,0001-0,01%, и в сумме, по меньшей мере, один элемент, выбранный из Ca, Mg и REM: 0,0005-0,04%.
(10) В способе изготовления стального листа с гальваническим покрытием в соответствии с (8) или (9), в девятом этапе, когда первая средняя скорость охлаждения равна второй средней скорости охлаждения, первая средняя скорость охлаждения может быть больше, чем 1°C/сек, и составлять 30°C/сек или меньше.
(11) В способе изготовления стального листа с гальваническим покрытием в соответствии с любым из (8)-(10), способ может дополнительно включать этап повторного нагрева и выдержки стали в диапазоне температур от 350°C до 500°C после десятого этапа.
(12) Способ изготовления стального листа с гальваническим покрытием в соответствии с любым из (8)-(11) может дополнительно включать этап нагрева стали до 460°C-600°C для осуществления обработки легированием после двенадцатого этапа.
Эффекты изобретения
В соответствии с указанными выше аспектами настоящего изобретения, можно получить стальной лист с гальваническим покрытием (включая полученный погружением в расплав стальной лист с гальваническим покрытием и стальной лист с отожженным гальваническим покрытием), который является пригодным для структурных элементов, армирующих элементов и элементов подвески для автомобилей, и который имеет предел прочности 980 МПа или больше, превосходную стойкость к замедленному разрушению, превосходную адгезию гальванического покрытия, высокое удлинение и превосходную раздаваемость отверстий, при низкой стоимости.
Краткое описание чертежей
Фиг. 1 представляет собой вид, схематически иллюстрирующий способ вычисления доли площади проекции оксида в слое гальванического покрытия стального листа с гальваническим покрытием в соответствии с одним из вариантов осуществления настоящего изобретения.
Фиг. 2 представляет собой вид, иллюстрирующий состояние, в котором оксид диспергирован в слое гальванического покрытия на поперечном сечении стального листа с гальваническим покрытием (стального листа с отожженным гальваническим покрытием) в соответствии с вариантом осуществления.
Фиг. 3 представляет собой вид вертикального поперечного сечения, схематически иллюстрирующий стальной лист с гальваническим покрытием в соответствии с вариантом осуществления.
Фиг. 4A представляет собой блок-схему, иллюстрирующую пример способа изготовления стального листа с гальваническим покрытием в соответствии с одним из вариантов осуществления настоящего изобретения.
Фиг. 4B представляет собой блок-схему (следующую после Фиг. 4A), иллюстрирующую пример способа изготовления стального листа с гальваническим покрытием в соответствии с одним из вариантов осуществления настоящего изобретения.
Описание вариантов осуществления
Авторы осуществили исследования с тем, чтобы решить указанные выше проблемы. В результате, авторы обнаружили, что когда оксид, который содержит, по меньшей мере, один элемент из Si, Mn и Al, диспергирован в слое гальванического покрытия, оксид можно использовать в качестве активного центра захвата водорода, и стойкость к замедленному разрушению стального листа (стального листа с гальваническим покрытием) улучшается. В дополнение к этому, авторы также обнаружили, что когда стальной лист выдерживают при 550°C-750°C во время нагрева при отжиге, и оксид, который содержит, по меньшей мере, один элемент из Si, Mn и Al, образуется на крайнем снаружи слое стального листа, можно получить стальной лист с гальваническим покрытием, имеющий слой гальванического покрытия, где оксид диспергируется посредством последующего гальванизации или посредством последующей гальванизации и обработки легированием.
Кроме того, авторы обнаружили, что когда используют оксид на поверхности стального листа, легко контролировать морфологию оксида, такую как размер или численная плотность оксида. В качестве способа диспергирования оксида в слое гальванического покрытия, возможен способ гальванизации стального листа с помощью расплавленного цинка (расплавленного металла), содержащего оксид, но использовать способ сложно по следующим причинам.
Например, даже когда оксид диспергирован в расплавленном цинке, оксид образует кластер под действием сил Ван дер Ваальса и вырастает в большой оксид, имеющий размер от нескольких мкм до нескольких сотен мкм. В результате, поскольку большой оксид вызывает несплошность гальванического покрытия или дефекты, не является предпочтительным диспергировать оксид в ванне гальванизации. В дополнение к этому, для увеличения адгезии гальванического покрытия, чистую поверхность, как правило, получают посредством удаления оксида с поверхности стального листа до гальванизации и оксид обычно не формируется на стальном листе до целевой гальванизации.
Как правило, в ванне для нанесения гальванического покрытия погружением в расплав, пленка оксида Zn или Al всплывает. В настоящем документе пленка оксида Zn или Al называется шлаком и вызывает несплошность гальванического покрытия или замедление легирования. Авторы обнаружили, что когда оксид присутствует на поверхности стального листа, шлак легко налипает на стальном листе во время погружения в ванну, и таким образом, легко генерируется несплошность гальванического покрытия.
В дополнение к этому, авторы обнаружили ту проблему, что шлак, налипающий на стальной лист, вызывает не только несплошность гальванического покрытия, но также и замедление легирования. Эта проблема становится значительной для стального листа, который содержит большое количество Si и Mn. Хотя механизм в подробностях не ясен, считается, что оксиды Si и Mn, образующиеся на поверхности стального листа, реагируют или взаимодействуют со шлаком, то есть с оксидом, способствуя возникновению несплошности гальванического покрытия или замедлению легирования.
Авторы обнаружили, что когда расплавленный металл циркулирует в ванне для нанесения гальванического покрытия погружением в расплав, реакция или взаимодействие между оксидами подавляется с тем, чтобы ингибировать несплошность гальванического покрытия.
Ниже, стальной лист с гальваническим покрытием в соответствии с одним из вариантов осуществления настоящего изобретения будет описан подробно.
Стальной лист 1 с гальваническим покрытием в соответствии с вариантом осуществления (ниже, упоминается как "стальной лист 1 с покрытием") содержит стальной лист 2 и слой гальванического покрытия 3 на поверхности стального листа 2, как показано на Фиг. 3. В настоящем документе стальной лист 1 с покрытием может дополнительно содержать различные слои покрытия, такие как органический слой, неорганический слой, и тому подобное, на поверхности слоя гальванического покрытия 3. Когда такой слой пленки покрытия не образуется на стальном листе 1 с покрытием, стальной лист 1 с покрытием состоит из стального листа 2 и слоя гальванического покрытия 3 на поверхности стального листа 2. В дополнение к этому, слой гальванического покрытия 3 образуется посредством отверждения расплавленного металла, и слой гальванического покрытия 3 может представлять собой слой с гальваническим покрытием, полученный погружением в расплав (слой, полученный электроосаждением), который не подвергают воздействию обработки легированием, или он может представлять собой слой с отожженным гальваническим покрытием, который подвергают воздействию обработки легированием.
Сначала будет описываться слой гальванического покрытия 3.
Слой гальванического покрытия 3 содержит оксид 3a, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al. Важнее всего диспергировать такой оксид 3a в слое гальванического покрытия 3. В частности, когда оксид 3a диспергируется в области слоя гальванического покрытия 3 в пределах 5 мкм от границы раздела между стальным листом 2 и слоем гальванического покрытия 3, действие с захватом водорода становится заметным.
Хотя механизм в подробностях является неясным, оксид 3a содержит большое количество дефектов, и таким образом, оксид 3a в слое гальванического покрытия 3 захватывает водород, который проникает с поверхности стального листа 1 с покрытием (например, водород, генерируемый в реакции коррозии, или водород в атмосфере), и проникновение водорода в стальной лист 2 замедляется. В результате, считается, что стойкость к замедленному разрушению улучшается.
В дополнение к этому, поскольку стальной лист для автомобилей используют в окружающей среде, где влажная окружающая среда и сухая окружающая среда чередуются (сухо-мокрая окружающая среда), водород, который захватывается оксидом 3a (то есть, оксидом 3a поверх стального листа 2) в слое гальванического покрытия 3 во влажной окружающей среде, высвобождается в атмосферу в сухой окружающей среде. По этой причине, в реальной окружающей среде, где используют автомобиль, можно непрерывно использовать воздействие захвата водорода с помощью упомянутого выше оксида, и считается, что указанный выше стальной лист 1 с покрытием демонстрирует высокую эффективность, благодаря стойкости к замедленному разрушению.
Воздействие четко демонстрируется посредством диспергирования оксида 3a, содержащего, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, в слое гальванического покрытия 3. В частности, оксид Si, оксид Mn, оксид Al и композитный оксид, по меньшей мере, двух типов химических элементов, выбранных из Si, Mn и Al, имеют высокую температуру плавления по сравнению с цинком и легко диспергируются в слое гальванического покрытия 3 как оксиды, имеющие высокое воздействие захвата водорода.
Оксид 3a в слое гальванического покрытия 3 представляет собой оксид, содержащий один элемент из Si, Mn и Al (ниже, в некоторых случаях просто упоминается как оксид 3a) или их сочетание. Однако неизбежные примеси, которые подмешиваются в сталь во время получения (например, неизбежные оксиды, включая Zn и Al из ванны гальванизации, и неизбежные оксиды, содержащие химические элементы (исключая Si, Mn и Al) из-за химической композиции стального листа 2) могут быть включены в оксид 3a.
По этой причине, например, оксид 3a может содержать один элемент из Si, Mn, и Al или их сочетание (то есть, содержать, по меньшей мере, один из них) и остаток, состоящий из O (кислорода) и неизбежных примесей.
В настоящем документе рассматриваются примеры оксида 3a, содержащего один элемент из Si, Mn и Al или их сочетания, и они включают SiO2, MnO, Al2O3 и Mn2SiO4, и оксид 3a предпочтительно содержит SiO2 или Mn2SiO4.
Доля площади проекции оксида 3a, когда оксид 3a проецируется на поверхность стального листа 2, составляет 10% или больше. Доля площади проекции представляет собой видимое покрытие оксида 3, тень от которого образуется на поверхности стального листа 2, если смотреть на стальной лист 2 с верхней стороны поверхности стального листа 1 с покрытием. Чем больше доля площади проекции оксида 3a, тем больше водорода, который проникает с поверхности стального листа 1 с гальваническим покрытием, может захватываться в слое гальванического покрытия 3. Таким образом, является предпочтительным, чтобы оксид 3a присутствовал в слое гальванического покрытия 3 и на поверхности, параллельной поверхности стального листа 2, в количестве настолько большом, насколько это возможно. В настоящем документе доля площади проекции устанавливается таким образом, что она составляет 10% или больше. Доля площади проекции предпочтительно составляет 15% или больше, а более предпочтительно, составляет 20% или больше. В дополнение к этому, верхний предел доли площади проекции не является как-либо ограниченным и может составлять 100%. Однако, для улучшения адгезии гальванического покрытия или для увеличения скорости легирования, доля площади проекции может составлять 90% или меньше, а предпочтительно, 80% или меньше.
Когда доля площади проекции составляет 10% или больше, форма оксида 3a не является как-либо ограниченной. Например, форма оксида 3a может представлять собой любую форму из формы пленки, гранулярной формы и нитевидной формы. Оксид в форме пленки может повысить долю площади проекции оксида 3a на единицу объема. По этой причине, когда доля оксида в форме пленки по отношению к оксиду 3a в целом является большой, можно увеличить долю площади проекции. Соответственно, является предпочтительным, чтобы форма оксида 3a представляла собой форму пленки.
Доля площади проекции оксида 3a может быть легко измерена посредством наблюдения сечения стального листа 1 с покрытием (сечение включает стальной лист 2 и слой гальванического покрытия 3 в направлении по толщине). Например, как показано на Фиг. 1, когда оксид 3a вертикально проецируется на границу раздела между слоем гальванического покрытия 3 и стальным листом 2 (в линейном приближении для границы раздела), доля площади проекции A(%) может быть оценена по отношению длины проекции (тени) проецируемого оксида 3a (например, длина (L-l1-l2-l3) на Фиг. 1) к длине границы раздела между слоем гальванического покрытия 3 и стальным листом 2 (например, длина L на Фиг. 1). То есть, когда пример на Фиг. 1 обобщается, и считается, что длина i-той (i представляет собой натуральное число от 1 или больше и до n или меньше) неплощади проекции устанавливается как li в случае, когда имеется n (n представляет собой натуральное число) площадей, на которые оксид 3a не проецируется (непроецируемая площадь), доля площади проекции A может быть выражена с помощью следующего выражения с использованием измеренной выше длины границы раздела.

В варианте осуществления, отношение длины измеряется в пяти визуальных полях при увеличении 10000 раз и его среднее значение определяют как долю площади проекции.
Химическая композиция и доля площади оксида 3a могут быть оценены посредством наблюдения структуры в поперечном сечении стального листа 1 с покрытием. Например, имеется способ, где после обработки стального листа 1 с покрытием в виде пластинок с использованием рабочего устройства с фокусированным ионным пучком (FIB рабочее устройство) с тем, чтобы они содержали слой гальванического покрытия 3 (сечение стального листа 1 с покрытием в направлении по толщине), поверхность пластинок наблюдают с использованием просвечивающего электронного микроскопа с полевой эмиссией (FE-TEM) и осуществляют анализ композиции с использованием энергодисперсионного детектора рентгеновского излучения (EDX).
Например, на Фиг. 2, образец для наблюдения получают с использованием FIB, а затем оксид 3a наблюдают с использованием FE-TEM при увеличении 50000 раз. В дополнение к этому, можно идентифицировать оксид 3a посредством анализа оксида 3a с использованием EDX.
Слой гальванического покрытия 3 содержит металл 3b гальванического покрытия, и металл 3b гальванического покрытия имеет химическую композицию (химическая композиция гальванического покрытия), где количество Fe находится в пределах 15% масс или меньше, количество Al находится в пределах 2% масс или меньше и остаток состоит из Zn и неизбежных примесей. Когда количество Fe в металле 3b гальванического покрытия составляет больше чем 15% масс, адгезия слоя гальванического покрытия 3 в стальном листе 1 с покрытием ухудшается, и слой гальванического покрытия 3 разрушается или отсоединяется во время формования. Когда разрушенный или отсоединившийся слой гальванического покрытия 3 прилипает к штампу во время формования, возникает дефект. Таким образом, когда количество Al в металле 3b гальванического покрытия составляет больше чем 2% масс, образуется толстый барьерный слой на основе Fe-Al-Zn и адгезия слоя гальванического покрытия 3 ухудшается. В этом случае, возникает та проблема, что сложно контролировать количество Fe после обработки легирования.
В дополнение к этому, когда слой гальванического покрытия 3 представляет собой слой с отожженным гальваническим покрытием, Fe в стальном листе 2 включается в слой гальванического покрытия 3, и таким образом, можно увеличить точечную свариваемость и окрашиваемость. В частности, когда количество Fe в металле 3b гальванического покрытия слоя гальванического покрытия 3 после обработки легированием составляет 7% масс или больше, можно существенно увеличить точечную свариваемость. Соответственно, когда осуществляют обработку легированием, количество Fe в металле 3b гальванического покрытия может составлять 7% масс-15% масс. В дополнение к этому, когда осуществляют обработку легированием, например, количество Al может составлять 0,05% масс или больше для контроля количества Fe в металле 3b гальванического покрытия более гибким образом посредством контроля скорости легирования.
Даже когда количество Fe в металле 3b гальванического покрытия меньше чем 7% масс, стойкость к коррозии, формуемость и раздаваемость отверстий стального листа 1 с покрытием являются удовлетворительными. В дополнение к этому, когда металл 3b гальванического покрытия содержит Fe, количество Fe может контролироваться, чтобы оно составляло больше 0% масс и 15% масс или меньше, а когда металл 3b гальванического покрытия содержит Al, количество Al может контролироваться так, чтобы оно составляло больше 0% масс и 2% масс или меньше. В дополнение к этому, количество Zn в металле 3b гальванического покрытия составляет, например, 80% масс или больше и 100% масс или меньше.
В настоящем документе включаются, как примеры упоминаемых выше неизбежных примесей в металле 3b гальванического покрытия слоя гальванического покрытия 3, например, неизбежные примеси, примешиваемые при изготовлении (например, неизбежные примеси в ванне гальванизации, химические элементы (исключая Fe, Al и Zn), связанные с химической композицией стального листа 2, и химические элементы (Ni, Cu и Co) при необязательном предварительном нанесении гальванического покрытия). По этой причине, в дополнение к Zn, металл 3b гальванического покрытия может содержать, по меньшей мере, один химический элемент из Fe и Al в качестве необязательного элемента или неизбежную примесь, и химические элементы, такие как Mg, Mn, Si, Cr, Ni, Cu, и тому подобное, как неизбежные примеси.
Количество слоя гальванического покрытия 3 (количество гальванического покрытия) на единицу площади (1 м2) поверхности стального листа 2 не является как-либо ограниченным, но количество гальванического покрытия на единицу поверхности на одной стороне предпочтительно составляет 5 г/м2 или больше, с точки зрения увеличения стойкости к коррозии. В дополнение к этому, с точки зрения увеличения адгезии гальванического покрытия, количество гальванического покрытия на единицу поверхности на одной стороне предпочтительно составляет 100 г/м2 или меньше. В настоящем документе для цели дополнительного улучшения таких свойств, как окрашиваемость, свариваемость, и тому подобное, пленки покрытия, образованные с помощью различных видов обработки для нанесения пленки (например, верхний слой гальванического покрытия, полученный посредством гальванизации или чего-либо подобного, пленка хроматного покрытия, сформированная посредством хроматной обработки, пленка фосфатного покрытия, сформированная с помощью фосфатной обработки, пленка смазывающего покрытия и пленка покрытия для улучшения свариваемости), могут быть предусмотрены на поверхности слоя гальванического покрытия 3.
В дополнение к этому, для обеспечения стойкости к коррозии и стойкости к водородному охрупчиванию, когда стальной лист с покрытием используют как структуру, дефекты (несплошность гальванического покрытия), которые достигают стального листа 2 в слое гальванического покрытия 3, ограничиваются. В особенности, когда поверхность стального листа 1 с покрытием (конкретно, область из 3/8 ширины листа в направлении обоих краев от центрального положения по ширине листа) наблюдается в трех визуальных полях или больше при увеличении в 100 раз с использованием стереомикроскопа, доля покрытия слоя гальванического покрытия 3 на стальном листе 2 (отношение площади, где крайняя снаружи поверхность стального листа 1 с покрытием представляет собой слой гальванического покрытия 3, к площади поверхности стального листа 1 с покрытием) составляет 99% или больше. То есть, отношение площади (доля дефектов), где самая крайняя снаружи поверхность стального листа 1 с покрытием представляет собой стальной лист 2, к самой крайней поверхности стального листа 1 с покрытием может быть ограничена до меньшей, чем 1,0%. Доля покрытия предпочтительно составляет 100% (то есть, доля дефектов предпочтительно равна 0%). Когда доля покрытия составляет 99% или больше, и она меньше чем 100%, например, дефектная область может быть обрезана, когда стальной лист с покрытием применяют для компонентов.
Количество Fe и количество Al в слое гальванического покрытия 3 может измеряться посредством растворения слоя гальванического покрытия 3 с помощью кислоты, удаления нерастворенного оксида, и тому подобного, а затем осуществления химического анализа полученного раствора. По отношению к стальному листу с отожженным гальваническим покрытием, например, стальной лист 1 с покрытием, который разрезают размером 30 мм x 40 мм, погружают в 5% водный раствор HCl, в который добавлен ингибитор, и хотя переход в жидкую фазу химических элементов в стальном листе 2 подавляется, можно получить раствор посредством растворения только слоя гальванического покрытия 3. Нерастворенный оксид, и тому подобное, удаляют из полученного раствора, а затем можно количественно определить количество Fe и количество Al по интенсивности сигнала, полученного с помощью анализа посредством испускания ICP раствора и калибровочной кривой, полученной от раствора известной концентрации.
В дополнение к этому, в этом случае, можно усреднить значения измерений, по меньшей мере, трех образцов, вырезанных из одного и того же стального листа с отожженным гальваническим покрытием, из соображений однородности измерений среди соответствующих образцов.
Далее будет описана химическая композиция стального листа 2. В настоящем документе, % в химической композиции стального листа 2 означает % массовый.
(C: 0,05-0,40%)
C представляет собой элемент, который повышает прочность стального листа 2. Когда количество C меньше чем 0,05%, сложно получить как предел прочности 980 МПа или больше, так и обрабатываемость. В дополнение к этому, когда количество C составляет больше, чем 0,40%, количества мартенсита и цементита в микроструктуре увеличиваются, и нельзя получить достаточное удлинение и раздаваемость отверстий. В дополнение к этому, в этом случае, сложно обеспечить точечную свариваемость. По этой причине, количество C устанавливают как 0,05-0,40%. Когда прочность стального листа 2 дополнительно повышается, количество C предпочтительно составляет 0,08% или больше, а более предпочтительно, 0,10% или больше, а еще более предпочтительно, 0,12% или больше. В дополнение к этому, когда точечная свариваемость стального листа 2 дополнительно повышается, количество C предпочтительно составляет 0,38% или меньше, а более предпочтительно, 0,35% или меньше, а еще более предпочтительно, 0,32% или меньше.
(Si: 0,5-3,0%)
Si представляет собой важный элемент для улучшения стойкости к водородному охрупчиванию. Когда количество Si меньше чем 0,5%, количество оксида 3a в слое гальванического покрытия 3 является недостаточным и стойкость к замедленному разрушению не улучшается. По этой причине, нижний предел количества Si устанавливается как 0,5%. Когда количество Si больше чем 3,0%, микроструктура не может контролироваться из-за избыточного генерирования феррита или ухудшается обрабатываемость. По этой причине, количество Si устанавливают как 0,5-3,0%. В дополнение к этому, Si представляет собой элемент, который увеличивает прочность стального листа 2. По этой причине, когда прочность стального листа 2 дополнительно повышается, количество Si предпочтительно составляет 0,6% или больше, а более предпочтительно, 0,7% или больше, а еще более предпочтительно, 0,8% или больше. В дополнение к этому, когда обрабатываемость стального листа 2 дополнительно повышается, количество Si предпочтительно составляет 2,8% или меньше, а более предпочтительно, 2,5% или меньше, а еще более предпочтительно, 2,2% или меньше.
(Mn: 1,5-3,0%)
Mn представляет собой элемент, который образует оксид, и представляет собой элемент, который увеличивает прочность стального листа 2. Когда количество Mn меньше чем 1,5%, сложно получить предел прочности 980 МПа или больше. Когда вводится большое количество Mn, это способствует обычной сегрегации Mn и P и Mn и S, ухудшая обрабатываемость. По этой причине, верхний предел количества Mn устанавливают как 3,0%. Когда прочность стального листа 2 дополнительно повышается, количество Mn предпочтительно составляет 1,6% или больше, а более предпочтительно, 1,8% или больше, а еще более предпочтительно, 2,0% или больше. В дополнение к этому, когда обрабатываемость стального листа дополнительно повышается, количество Mn предпочтительно составляет 2,8% или меньше, а более предпочтительно, 2,7% или меньше, а еще более предпочтительно, 2,6% или меньше.
В дополнение к этому, в химической композиции стального листа 2, ограничиваются количества следующих далее химических элементов (O, P, S, Al, и N). В настоящем документе, все нижние пределы этих пяти типов химических элементов составляют 0% и не являются ограниченными. По этой причине, ограниченными являются только верхние пределы этих пяти типов химических элементов.
(O: 0-0,01%)
O образует оксиды в стали и ухудшает удлинение, сгибаемость, и раздаваемость отверстий, и таким образом, необходимо подавлять количество O в стали. В частности, оксиды присутствуют как включения во многих случаях и когда оксиды присутствуют на поверхности продавливаемого края или на поверхности резания, на конечной поверхности образуется дефект надреза или крупные лунки. Дефект или лунка вызывает концентрацию напряжений во время растяжения отверстия или плохую обрабатываемость и становится исходной точкой генерирования трещин, и таким образом, значительно ухудшается раздаваемость отверстий или сгибаемость.
Когда количество O больше чем 0,01%, указанная выше тенденция становится значительной, и таким образом, верхний предел количества O устанавливается как 0,01%. Нижний предел количества O не является как-либо ограниченным, но когда количество O меньше чем 0,0001%, чрезмерно увеличиваются затраты. Таким образом, нижний предел количества O может быть установлен как 0,0001%. Для дополнительного увеличения обрабатываемости стального листа 2, количество O предпочтительно находится в пределах до 0,008% или меньше, а более предпочтительно, находится в пределах до 0,006% или меньше, а еще более предпочтительно, находится в пределах до 0,005% или меньше.
(P: 0-0,04%)
P сегрегируется в центральной области стального листа в направлении по толщине и представляет собой элемент, который вызывает охрупчивание в зоне сваривания. Когда P больше чем 0,04%, охрупчивание зоны сваривания становится значительным, так что верхний предел устанавливается как 0,04%. Количество P не является как-либо ограниченным. Однако когда количество P меньше чем 0,0001%, затраты увеличиваются. Таким образом, количество P предпочтительно составляет 0,0001% или больше. Для дополнительного улучшения свариваемости стального листа 2, количество P предпочтительно находится в пределах до 0,035% или меньше, а более предпочтительно, находится в пределах до 0,03% или меньше, а еще более предпочтительно, находится в пределах до 0,02% или меньше.
(S: 0-0,01%)
S представляет собой элемент, который оказывает вредное воздействие на свариваемость и производственную технологичность стального листа 2 при литье и при горячей прокатке. По этой причине, верхний предел количества S устанавливается как 0,01%. Нижний предел количества S не является как-либо ограниченным. Однако когда количество S меньше чем 0,0001%, затраты увеличиваются, и таким образом, количество S предпочтительно составляет 0,0001% или больше. В дополнение к этому, поскольку S связывается с Mn с образованием крупных MnS и ухудшает сгибаемость и раздаваемость отверстий, количество S должно уменьшаться настолько, насколько это возможно. Для дополнительного увеличения обрабатываемости стального листа 2, количество S предпочтительно находится в пределах до 0,008% или меньше, а более предпочтительно, находится в пределах до 0,005% или меньше, а еще более предпочтительно, находится в пределах до 0,004% или меньше.
(Al: 0-2,0%)
Al представляет собой элемент, который можно использовать в качестве оксида для улучшения стойкости к замедленному разрушению. В дополнение к этому, Al представляет собой элемент, который можно использовать в качестве восстановителя. Однако когда добавляют избыточное количество Al, количество крупных включений на основе Al увеличивается, возникает ухудшение раздаваемости отверстий и появляются поверхностные дефекты, и таким образом, верхний предел количества Al устанавливается как 2,0%. Хотя нижний предел количества Al не является как-либо ограниченным, сложно устанавливать количество Al 0,0005% или меньше. Таким образом, нижний предел количества Al может составлять 0,0005%. Количество Al предпочтительно составляет 1,8% или меньше, а более предпочтительно, 1,5% или меньше, а еще более предпочтительно, 1,2% или меньше.
(N: 0-0,01%)
N образует крупные нитриды и представляет собой элемент, который ухудшает сгибаемость и раздаваемость отверстий. По этой причине, количество N должно подавляться. Когда количество N больше чем 0,01%, указанная выше тенденция становится значительной, и таким образом, верхний предел количества N устанавливается как 0,01%. В дополнение к этому, малое количество N является предпочтительным, поскольку N генерирует раковины во время сварки. Нижний предел N не является как-либо ограниченным. Однако когда количество N меньше чем 0,0005%, стоимость изготовления значительно увеличивается, и таким образом, нижний предел количества N может быть установлен как 0,0005%. Для дополнительного улучшения свариваемости стального листа 2, количество N предпочтительно находится в пределах до 0,008% или меньше, а более предпочтительно, находится в пределах до 0,005% или меньше, а еще более предпочтительно, находится в пределах до 0,004% или меньше.
В настоящем документе Al и Si представляют собой элементы, которые подавляют образование цементита. По этой причине, когда общее количество Al и Si контролируется, является преимущественным контроль микроструктуры, который будет описан позднее. Когда их общее количество составляет 0,5% или больше, можно легче подавлять образование цементита. Таким образом, общее количество Al и Si предпочтительно составляет 0,5% или больше, а более предпочтительно, 0,6% или больше, а еще более предпочтительно, 0,8% или больше.
Описанные выше химические элементы представляют собой основные компоненты (основные элементы) стального листа 2 в варианте осуществления, и химическая композиция, в которой основные элементы контролируются (вводятся или ограничиваются) и остаток состоит из Fe и неизбежных примесей, представляет собой основную композицию стального листа 2 в варианте осуществления. Однако, в дополнение к основной композиции (вместо некоторого количества Fe в остатке), в варианте осуществления, следующие далее химические элементы (необязательные элементы) могут дополнительно содержаться в стальном листе 2 по необходимости. В дополнение к этому, даже когда необязательные элементы неизбежно подмешиваются в стальной лист 2 (например, количество каждого необязательного элемента, которое меньше чем его предпочтительный нижний предел), воздействие варианта осуществления не ухудшается.
То есть, стальной лист 2 может содержать, по меньшей мере, один элемент из Mo, Cr, Ni, Cu, Nb, Ti, V, B, Ca, Mg и REM в качестве необязательных элементов или неизбежных примесей. В настоящем документе, поскольку химические элементы не добавляются обязательно в стальной лист 2, нижние пределы одиннадцати химических элементов равны 0% и не являются ограниченными. По этой причине, только верхние пределы одиннадцати химических элементов являются ограниченными.
(Mo: 0-1,0%)
Mo представляет собой упрочняющий элемент и представляет собой важный элемент для улучшения способности принимать закалку. В случае, когда в сталь добавляют Mo, когда количество Mo меньше чем 0,01%, воздействие добавления не может быть получено, и таким образом, нижний предел Mo может составлять 0,01%. Когда количество Mo больше чем 1,0%, производственная технологичность стального листа 2 ухудшается при изготовлении и при горячей прокатке, и таким образом, верхний предел количества Mo устанавливается как 1,0%. С точки зрения производственной технологичности стального листа 2 и затрат, верхний предел количества Mo предпочтительно составляет 0,8%, а более предпочтительно, 0,5%, а еще более предпочтительно, 0,3%.
(Cr: 0-1,0%)
Cr представляет собой упрочняющий элемент и представляет собой важный элемент для улучшения способности принимать закалку. В случае, когда в сталь добавляют Cr, когда количество Cr меньше чем 0,05%, воздействие добавления не может быть получено, и таким образом, нижний предел Cr может составлять 0,05%. Когда количество Cr больше чем 1,0%, производственная технологичность стального листа 2 ухудшается при изготовлении и при горячей прокатке, и таким образом, верхний предел количества Cr устанавливается как 1,0%. С точки зрения производственной технологичности стального листа 2 и затрат, верхний предел количества Cr предпочтительно составляет 0,9%, а более предпочтительно, 0,8%, а еще более предпочтительно, 0,5%.
(Ni: 0-1,0%)
Ni представляет собой упрочняющий элемент и представляет собой важный элемент для улучшения способности принимать закалку. В случае, когда в сталь добавляют Ni, когда количество Ni меньше чем 0,05%, воздействие добавления не может быть получено, и таким образом, нижний предел Ni может составлять 0,05%. Когда количество Ni больше чем 1,0% производственная технологичность стального листа 2 ухудшается при изготовлении и при горячей прокатке, и таким образом, верхний предел количества Ni устанавливается как 1,0%. В дополнение к этому, Ni улучшает смачиваемость стального листа 2 или способствует реакции легирования. По этой причине, количество Ni может составлять 0,2% или больше.
С другой стороны, Ni представляет собой элемент, который не окисляется легко по сравнению с Fe. Таким образом, для гибкого контроля размера и количества оксида 3a в слое гальванического покрытия 3 или для соответственного контроля свойств гальванического покрытия посредством предотвращения окисления Fe, верхний предел количества Ni может дополнительно ограничиваться. Например, верхний предел количества Ni может составлять 0,9%.
(Cu: 0-1,0%)
Cu представляет собой упрочняющий элемент и представляет собой важный элемент для улучшения способности принимать закалку. В случае, когда в сталь добавляют Cu, когда количество Cu меньше чем 0,05%, воздействие добавления не может быть получено, и таким образом, нижний предел Cu может составлять 0,05%. Когда количество Cu больше чем 1,0%, производственная технологичность стального листа 2 ухудшается при изготовлении и при горячей прокатке, и таким образом, верхний предел количества Cu устанавливается как 1,0%. В дополнение к этому, Cu улучшает смачиваемость стального листа 2 или способствует реакции легирования. По этой причине, количество Cu может составлять 0,2% или больше. Подобно Ni, Cu представляет собой элемент, который не окисляется легко по сравнению с Fe. По этой причине, верхний предел количества Cu может составлять 0,9%.
(B: 0-0,01%)
B представляет собой эффективный элемент для упрочнения границ зерен и улучшения прочности стального листа 2. В случае, когда в сталь добавляют B, когда количество B меньше чем 0,0001%, воздействие добавления не может быть получено, и таким образом, нижний предел B может составлять 0,0001%. С другой стороны, когда количество B больше чем 0,01%, не только насыщается воздействие добавления, но также ухудшается производственная технологичность стального листа 2 при изготовлении и при горячей прокатке. Таким образом, верхний предел количества B устанавливается как 0,01%. С точки зрения производственной технологичности стального листа 2 и затрат, верхний предел количества B предпочтительно составляет 0,008%, а более предпочтительно, 0,006%, а еще более предпочтительно, 0,005%.
(Ti: 0-0,3%)
Ti представляет собой упрочняющий элемент. Ti вносит вклад в увеличение прочности стального листа 2 посредством дисперсионного упрочнения, упрочнения измельчением зерен посредством подавления роста зерен феррита и дислокационного упрочнения посредством подавления перекристаллизации. В случае, когда в сталь добавляют Ti, когда количество Ti меньше чем 0,005%, воздействие добавления не может быть получено, и таким образом, нижний предел Ti может составлять 0,005%. С другой стороны, когда количество Ti больше чем 0,3%, вызывается мощное осаждение карбонитридов и формуемость ухудшается. Таким образом, верхний предел количества Ti устанавливается как 0,3%. Для дополнительного увеличения формуемости стального листа 2, верхний предел количества Ti предпочтительно составляет 0,25%, а более предпочтительно, 0,20%, а еще более предпочтительно, 0,15%.
(Nb: 0-0,3%)
Nb представляет собой упрочняющий элемент. Nb вносит вклад в увеличение прочности стального листа 2 посредством дисперсионного упрочнения, упрочнения измельчением зерен посредством подавления роста зерен феррита и дислокационного упрочнения посредством подавления перекристаллизации. В случае, когда в сталь добавляют Nb, когда количество Nb меньше чем 0,005%, воздействие добавления не может быть получено, и таким образом, нижний предел количества Nb может составлять 0,005%. С другой стороны, когда количество Nb больше чем 0,3% вызывается мощное осаждение карбонитридов и ухудшается формуемость. Таким образом, верхний предел количества Nb устанавливается как 0,3%. Для дополнительного увеличения формуемости стального листа 2, верхний предел количества Nb предпочтительно составляет 0,25%, а более предпочтительно, 0,20%, а еще более предпочтительно, 0,15%.
(V: 0-0,5%)
V представляет собой упрочняющий элемент. V вносит вклад в увеличение прочности стального листа 2 посредством дисперсионного упрочнения, упрочнения измельчением зерен посредством подавления роста зерен феррита и дислокационного упрочнения посредством подавления перекристаллизации. В случае, когда в сталь добавляют V, когда количество V меньше чем 0,005%, воздействие добавления не может быть получено, и таким образом, нижний предел количества V может составлять 0,005%. С другой стороны, когда количество V больше чем 0,5%, вызывается мощное осаждение карбонитридов и ухудшается формуемость. Таким образом, верхний предел количества V устанавливается как 0,5%. Для дополнительного увеличения формуемости стального листа 2, верхний предел количества V предпочтительно составляет 0,4%, а более предпочтительно, 0,3%, а еще более предпочтительно, 0,2%.
(Общее количество, по меньшей мере, одного элемента из Ca, Mg и REM: 0-0,04%)
По меньшей мере, один элемент из Ca, Mg и редкоземельного металла (REM) может добавляться до 0,04% самое большее, как его большее содержание. Ca, Mg и REM представляют собой элементы, используемые для деоксидирования, и один, два или три типа, выбранных из Ca, Mg и REM, как их общее содержание, могут содержаться в стали при 0,0005% или больше.
Когда общее количество, по меньшей мере, одного элемента, выбранного из Ca, Mg и REM больше чем 0,04%, ухудшается формуемость, и таким образом, верхний предел общего количества устанавливается как 0,04%. В настоящем документе, REM, как правило, добавляют в сталь в качестве мишметалла. В дополнение к La и Ce, в некоторых случаях, может содержаться, по меньшей мере, один из элементов ряда лантаноидов. Стальной лист 2 может содержать элементы ряда лантаноидов иные, чем La и Ce, как неизбежные примеси, или в сталь могут добавляться металлический La и металлический Ce. Для дополнительного улучшения формуемости стального листа 2 верхний предел общего количества, по меньшей мере, одного элемента, выбранного из Ca, Mg и REM, предпочтительно может составлять 0,03%, а более предпочтительно, 0,02%, а еще более предпочтительно, 0,01%.
Как описано выше, стальной лист 2 содержит, как химическую композицию, описанные выше основные элементы и остаток, состоящий из Fe и неизбежных примесей, или он содержит, как химическую композицию, описанные выше основные элементы, по меньшей мере, один элемент, выбранный из описанных выше необязательных элементов, и остаток состоит из Fe и неизбежных примесей.
Далее будет описана микроструктура стального листа 2, который представляет собой материал для нанесения гальванического покрытия. В настоящем документе, % в микроструктуре стального листа 2 означает % объемный (объемную долю, то есть, % площади в наблюдаемом поперечном сечении). В дополнение к этому, каждая структура в микроструктуре (шесть типов отпущенного мартенсита, аустенита, феррита, бейнита, перлита и мартенсита) упоминается для удобства как "фаза".
Микроструктура стального листа 2 содержит феррит, бейнит, отпущенный мартенсит и остаточный аустенит.
Для достижения, как пластичности, так и раздаваемости отверстий после того, как достигнут предел прочности 980 МПа или больше, количество отпущенного мартенсита устанавливается как 30% или больше. Отпущенный мартенсит может увеличить предел прочности по сравнению с ферритом и может увеличить раздаваемость отверстий по сравнению с мартенситом.
Как правило, чем больше различия твердости между структурами, тем ниже раздаваемость отверстий. Например, в стали, содержащей феррит и мартенсит, поскольку деформация концентрируется на границе раздела между ферритом и мартенситом во время деформации, и генерируются пустоты, раздаваемость отверстий является низкой. Затем, контролируя количество отпущенного мартенсита, который мягче чем мартенсит, генерация пустот подавляется во время деформации с тем, чтобы улучшить раздаваемость отверстий. Отпущенный мартенсит представляет собой мартенсит, который содержит внутри себя карбид на основе железа, такой как цементит, и имеет низкую прочность (предел прочности) и превосходную раздаваемость отверстий по сравнению с мартенситом после закалки (также упоминаемым как свежий мартенсит), имеющим такую же химическую композицию.
Когда количество отпущенного мартенсита меньше чем 30%, сложно обеспечить предел прочности 980 МПа после того как достигается пластичность и раздаваемость отверстий. Для дополнительного увеличения предела прочности, количество отпущенного мартенсита предпочтительно составляет 32% или больше, а более предпочтительно, 35% или больше, а еще более предпочтительно, 38% или больше. В этом случае, кроме того, является предпочтительным, чтобы объемная доля отпущенного мартенсита была больше чем объемная доля фаз иных, чем отпущенный мартенсит. С другой стороны, поскольку микроструктура содержит 8% или больше аустенита, феррита и бейнита, количество отпущенного мартенсита может быть меньше чем 92%, в терминах объемной доли.
При этом, поскольку отпущенный мартенсит содержит большое количество дислокаций, отпущенный мартенсит имеет высокую прочность, но пластичность ухудшается. В настоящем документе, пластичность улучшают с использованием наведенной превращением пластичности остаточного аустенита. Когда объемная доля остаточного аустенита меньше чем 8%, не может быть получена достаточная пластичность (общее удлинение E1). По этой причине, нижний предел количества остаточного аустенита устанавливается как 8%. С другой стороны, поскольку микроструктура содержит (в сумме) 40% или больше отпущенного мартенсита и бейнита, и феррита, количество остаточного аустенита может быть меньше чем 60%, в терминах объемной доли. Для обеспечения более высокого удлинения, количество остаточного аустенита предпочтительно составляет 9% или больше, а более предпочтительно, 10% или больше.
В дополнение к этому, микроструктура содержит феррит. Феррит является эффективным для увеличения количества C в аустените. Например, в одном из вариантов осуществления способа изготовления, который будет описан дальше, феррит образуется посредством охлаждения после двухфазного отжига или отжига в однофазной области с тем, чтобы стабилизировать остаточный аустенит. В настоящем документе, чем выше объемная доля феррита, тем ниже прочность. По этой причине, объемная доля феррита является предпочтительно ограниченной 30% или меньше. В дополнение к этому, количество феррита может быть большим, чем 0%, и может предпочтительно составлять 1% или больше. Например, когда необходимо дать возможность аустениту оставаться в микроструктуре после обработки с тем, чтобы увеличить способность поглощать удары, когда он используется в качестве компонента, увеличение количества остаточного аустенита и увеличение количества C в остаточном аустените являются эффективными. По этой причине, в ответ на такой запрос, объемная доля феррита может составлять 10% или больше, а предпочтительно, 20% или больше.
Кроме того, микроструктура содержит бейнит. Бейнит является эффективным для увеличения количества C в остаточном аустените. Количество бейнита не является как-либо ограниченным. Однако, для получения предела прочности 980 МПа или больше, общее количество отпущенного мартенсита и бейнита устанавливается как 40% или больше. Количество бейнита может быть больше чем 0%, и предпочтительно может составлять 1% или больше. Например, когда необходимо дать возможность аустениту оставаться в микроструктуре после обработки с тем, чтобы увеличить способность поглощения ударов, когда она используется как компонент, увеличение количества остаточного аустенита и увеличение количества C в остаточном аустените является эффективным. По этой причине, в ответ на такой запрос, объемная доля бейнита может составлять 2% или больше, а предпочтительно, 5% или больше. С другой стороны, поскольку микроструктура содержит 30% или больше отпущенного мартенсита, феррита и 8% или больше аустенита, количество бейнита меньше чем 62%, в терминах объемной доли.
В дополнение к этому, объемная доля перлита в микроструктуре является ограниченной до 10% или меньше. Перлит образуется посредством превращения аустенита. По этой причине, поскольку перлит понижет количество аустенита и количество C в аустените, прочность и пластичность ухудшаются. По этой причине, является предпочтительным, чтобы микроструктура не содержала перлита. Однако когда объемная доля перлита является ограниченной до 10% или меньше, можно обеспечить предел прочности 980 МПа или больше и пластичность. Таким образом, верхний предел количества перлита устанавливается как 10%. Когда C используется более эффективно, объемная доля перлита предпочтительно является ограниченной до 5% или меньше. Нижний предел объемной доли перлита составляет 0%, без ограничения.
Чтобы обеспечить достаточное удлинение и раздаваемость отверстий, является предпочтительным, чтобы мартенсит не включался в микроструктуру. Конкретно, объемная доля мартенсита может ограничиваться до 10% или меньше. Для дополнительного увеличения удлинения и раздаваемости отверстий, объемная доля мартенсита предпочтительно является ограниченной до 8% или меньше, а более предпочтительно, является ограниченной до 7% или меньше, а еще более предпочтительно, является ограниченной до 5% или меньше. Нижний предел объемной доли мартенсита составляет 0% без ограничения.
Соответственно, например, стальной лист 2 может иметь микроструктуру, содержащую отпущенный мартенсит, у которого объемная доля составляет 30% или больше, аустенит (остаточный аустенит), у которого объемная доля составляет 8% или больше, перлит, у которого объемная доля составляет 10% или меньше, мартенсит, у которого объемная доля составляет 10% или меньше, по необходимости, и остаток состоит из феррита и бейнита, и общая объемная доля отпущенного мартенсита и бейнита может составлять 40% или больше.
Кроме того, для улучшения раздаваемости отверстий, отношение площади (доля крупных зерен), которую зерна (крупные зерна), имеющие размер зерен больше чем 35 мкм, занимают на единицу площади, по отношению ко всем составляющим элементам (соответствующим фазам) микроструктуры находится в пределах до 10% или меньше. Когда количество зерен, у которых размеры зерен большие, увеличивается, уменьшается предел прочности и локальная деформируемость также ухудшается. Соответственно, является предпочтительным, чтобы размер зерен был настолько малым, насколько это возможно. В дополнение к этому, поскольку раздаваемость отверстий улучшается, когда все зерна принимают деформацию равномерно и в равной степени, локальная деформация в зерне может быть подавлена посредством ограничения количества крупных зерен. В настоящем документе, на этот раз, размер зерен оценивают как область, ограниченную границей зерна 15° или больше, которую измеряют с использованием картины дифракции обратно-рассеянных электронов (EBSP).
В дополнение к этому, каждая фаза (бейнит, мартенсит, отпущенный мартенсит, остаточный аустенит, феррит и перлит) из описанной выше микроструктуры и структура остальной части идентифицируются, и положения существования каждой фазы наблюдают для измерения поверхностной доли каждой фазы (соответствующей объемной доли каждой фазы). При измерении, сечение стального листа 2 в направлении прокатки или в поперечном сечении под прямым углом к направлению прокатки протравливают с использованием реагента ниталя и реагента, описанного в Нерассмотренной заявке на патент Японии, первая публикация № S59-219473, и наблюдают с использованием оптического микроскопа (при увеличении 1000 раз) или электронного микроскопа сканирующего типа или просвечивающего типа (при увеличении от 1000 до 100000 раз) для количественного определения каждой фазы. В этом случае, доля площади каждой фазы (которая соответствует объемной доле каждой фазы) может быть получена с использованием способа точечных отсчетов или с использованием анализа изображений посредством наблюдения каждого из 20 или больше визуальных полей.
Как описано выше, с помощью контроля химической композиции и микроструктуры стального листа 2, может быть получен стальной лист 1 с покрытием (стальной лист 2), имеющий предел прочности 980 МПа, превосходную пластичность и превосходную раздаваемость отверстий.
В настоящем документе, толщина стального листа 2 не является как-либо ограниченной, но верхний предел толщины может составлять 6,0 мм. Нижний предел толщины стального листа 2 может составлять, например, 0,5 мм в зависимости от применения.
В настоящем документе, когда предел прочности увеличивается, удлинение и раздаваемость отверстий, как правило, ухудшается, и таким образом, удлинение и раздаваемость отверстий оценивают следующим образом.
После получения показателя удлинения из произведения предела прочности TS (МПа) и общего удлинения E1 (%), когда произведение составляет 16000 (МПа×%) или больше (TS×E1≥16000 МПа×%), удлинение оценивается как превосходное. Когда сосредотачиваются на удлинении, произведение (TS×E1) предпочтительно составляет 18000 МПа×% или больше, а более предпочтительно, 20000 МПа×% или больше.
После получения показателя раздаваемости отверстий из произведения предела прочности TS (МПа) и отношения раздаваемости отверстия λ (%), когда произведение составляет 40000 (МПа×%) или больше (TS×λ≥40000 МПа×%), раздаваемость отверстий оценивается как превосходная. Когда сосредотачиваются на раздаваемости отверстий, произведение (TS×λ) предпочтительно составляет 45000 МПа×% или больше, а более предпочтительно, 50000 МПа×% или больше.
Стальной лист 1 с гальваническим покрытием в соответствии с вариантом осуществления имеет предел прочности TS 980 МПа или больше и является превосходным по стойкости к замедленному разрушению, по адгезии гальванического покрытия, по удлинению и раздаваемости отверстий. Стальной лист 1 с гальваническим покрытием (материал) в соответствии с вариантом осуществления включает продукт, изготовленный с помощью каждого этапа из плавления, выплавки стали (рафинирования), литья, горячей прокатки и холодной прокатки, которые представляют собой распространенные этапы переработки железа, используемые в принципе, и листы могут быть получены соответствующим образом с помощью способа изготовления в соответствии с вариантом осуществления, который будет описан позднее. Однако воздействие, описанное в варианте осуществления, может быть получено даже с помощью продукта, который изготавливают посредством исключения части этапов обработки или всех их, постольку, поскольку продукт удовлетворяет условиям варианта осуществления. Таким образом, стальной лист 1 с гальваническим покрытием в соответствии с вариантом осуществления не является обязательно ограниченным способом изготовления.
В дополнение к этому, когда стальной лист 1 с гальваническим покрытием в соответствии с вариантом осуществления используется в качестве компонента, например, часть слоя гальванического покрытия 3 может удаляться для обеспечения свариваемости, и стальной лист с гальваническим покрытием может обрабатываться соответствующим образом в зависимости от предназначения.
Далее, способ изготовления стального листа с гальваническим покрытием в соответствии с одним из вариантов осуществления настоящего изобретения будет описываться подробно.
Фигуры 4A и 4B показывают блок-схему примера способа изготовления стального листа с гальваническим покрытием в соответствии с вариантом осуществления. Как показано на блок-схеме, в варианте осуществления, стальной лист с гальваническим покрытием изготавливают с помощью следующих способов. То есть, сталь (сляб) отливают (S1), нагревают (S2) и осуществляют горячую прокатку (S3). После горячей прокатки (S3), сталь (стальной лист, горячекатанный стальной лист) сворачивают в рулон (S4), травят (S5) и подвергают холодной прокатке (S6). После холодной прокатки (S6), сталь (стальной лист, холоднокатанный стальной лист) нагревают с тем, чтобы перекристаллизовать феррит (S7), и отжигают (S8), и осуществляют контрольное охлаждение (S9). Затем, температуру контролируют на основе температуры ванны гальванизации (S10) и осуществляют нанесение гальванического покрытия погружением в расплав (S11). После нанесения гальванического покрытия погружением в расплав (S11), сталь (стальной лист, стальной лист с покрытием) охлаждают (S12) с тем, чтобы получить стальной лист с гальваническим покрытием, полученным погружением в расплав, в качестве готового продукта. Кроме того, когда сталь (стальной лист, стальной лист с покрытием) подвергают обработке легированием (S20) после нанесения гальванического покрытия погружением в расплав (S11), стальной лист с отожженным гальваническим покрытием получают как готовый продукт после охлаждения (S21). В дополнение к этому, после контрольного охлаждения (S9), сталь (стальной лист, холоднокатанный стальной лист или стальной лист с покрытием) можно нагревать и выдерживать, по необходимости (S30, S31 и S32), в некоторых случаях.
В настоящем документе, для контроля, доля площади проекции оксида 3a в слое гальванического покрытия стального листа с гальваническим покрытием в соответствии с указанным выше вариантом осуществления должна быть ограничена до 10% или больше, и таким образом, в варианте осуществления, по меньшей мере, условия холодной прокатки (S6), условия нагрева (S7) и условия нанесения гальванического покрытия погружением в расплав (S11) контролируются соответствующим образом, как описано ниже.
Ниже будет описан каждый способ варианта осуществления.
В варианте осуществления, сталь, имеющая химическую композицию, описанную в приведенном выше варианте осуществления, изготавливают с помощью обычного способа и отливают (S1).
После того как получают сталь (сляб) непосредственно после литья или после охлаждения, эту сталь нагревают (S2) и подают для горячей прокатки (S3). Хотя температура нагрева перед горячей прокаткой не является как-либо ограниченной, температура предпочтительно составляет 1150°C или выше, а более предпочтительно, 1200°C или выше, с тем, чтобы получить более однородную химическую композицию в стали. Горячую прокатку завершают при температуре точки превращения Ar3 или выше для предотвращения получения неоднородной микроструктуры посредством прокатки в двухфазной области. В настоящем документе, точка превращения Ar3 (Ar3) и точка превращения Ac3 (Ac3), которые будут представлены подробно далее в Таблице 1, могут быть вычислены соответствующим образом из следующих далее выражений 2 и 3, используя количества C (%C), количества Mn (%Mn), количества Si (%Si) и количества Cr (%Cr).
Ar3=901-325×(%C)-92×(%Mn)+33×(%Si)-20×(%Cr)… (Выражение 2)
Ac3=910-203×(%C)0,5+44,7×(%Si)-30×(%Mn)-11×(%Cr)… (Выражение 3)
Когда стальной лист не содержит Cr как необязательного элемента, точка превращения Ar3 и точка превращения Ac3 могут быть вычислены соответствующим образом из следующих далее выражений 4 и 5.
Ar3=901-325×(%C)-92×(%Mn)+33×(%Si)… (Выражение 4)
Ac3=910-203×(%C)0,5+44,7×(%Si)-30×(%Mn)… (Выражение 5)
Затем, сталь (стальной лист, горячекатанный стальной лист) после горячей прокатки сворачивают в рулон при температуре сворачивания в рулон 300°C-700°C (S4). Когда температура смотки в рулон при горячей прокатке больше чем 700°C, микроструктура горячекатанного стального листа представляет собой крупную структуру феррита-перлита и каждая фаза микроструктуры готового стального листа после последующих способов (например, холодной прокатки, отжига и нанесения гальванического покрытия, и термической обработки легированием) превращается в неоднородную микроструктуру. В результате, указанная выше доля крупных зерен не может контролироваться в достаточной степени и не может быть получена превосходная раздаваемость отверстий. Таким образом, верхний предел температуры сворачивания в рулон устанавливается как 700°C. Предпочтительно, температура смотки в рулон составляет 650°C или ниже.
Хотя нижний предел температуры смотки в рулон не является как-либо не определенным, когда температура смотки в рулон составляет 300°C или выше, можно получить прочность горячекатанного стального листа, которая пригодна для использования при холодной прокатке. По этой причине, температура смотки в рулон предпочтительно составляет 300°C или выше.
Горячекатанный стальной лист, изготовленный таким способом, подвергают воздействию травления (S5). Поскольку травление удаляет оксиды на поверхности стального листа, травление является важным для улучшения свойств при нанесении гальванического покрытия. Стальной лист может травиться один раз или может быть травиться множество раз раздельным способом.
Травленный горячекатанный стальной лист подвергают холодной прокатке (S6) с помощью валков (рабочих валков), имеющих размер валков 1400 мм или меньше, при суммарной степени обжатия при прокатке 30% или больше, и он проходит через линию нанесения гальванического покрытия погружением в расплав непрерывного действия. Можно способствовать перекристаллизации феррита и образованию оксида, образующегося в результате перекристаллизации (оксида, необходимого для образования описанного выше оксида 3a) с помощью холодной прокатки во время нагрева (выдержки) в следующем далее способе.
При суммарной степени обжатия при прокатке меньше чем на 30%, поскольку перекристаллизация не облегчается в достаточной степени во время нагрева (выдержки) в следующем далее способе, оксид не образуется в достаточной степени в следующем далее способе, и не может быть получена достаточная стойкость к водородному охрупчиванию. По этой причине, суммарная степень обжатия при прокатке (нижний предел) устанавливается как 30% или больше. Предпочтительно, суммарная степень обжатия при прокатке составляет 40% или больше. С другой стороны, верхний предел суммарной степени обжатия при холодной прокатке не является как-либо определенным (меньше чем 100%), но суммарная степень обжатия при прокатке предпочтительно составляет 80% или меньше с тем, чтобы осуществлять холодную прокатку с подавлением увеличения нагрузки при холодной прокатке. Поскольку адгезия гальванического покрытия, удлинение, прочность, раздаваемость отверстий и стойкость к водородному охрупчиванию мало зависят от количества проходов при прокатке или от степени обжатия при прокатке при соответствующих проходах, количество проходов при прокатке или степень обжатия при прокатке при соответствующих проходах не является как-либо определенным. В настоящем документе, когда толщина на входе перед начальным проходом при холодной прокатке устанавливается как эталон, суммарная степень обжатия при прокатке представляет собой процент величины суммарной степени обжатия при прокатке от этого эталона (разница между толщиной на входе перед начальным проходом при холодной прокатке и толщиной на выходе после конечного прохода при холодной прокатке).
В дополнение к этому, деформация необходимая для перекристаллизации, увеличивается с увеличением доли деформации (ниже, средняя доля деформации) стального листа на единицу толщины листа. Таким образом, для получения достаточной средней доли деформации, используют валки, имеющие малый размер валков, которые имеют площадь поверхности, которая вступает в контакт с материалом, который должен прокатываться, и величина упругой деформации валков на этой поверхности является малой. При холодной прокатке, при суммарной степени обжатия при прокатке 30% или больше, когда используют валки, имеющие размер валков 1400 мм или меньше, можно получить оксид, который необходим для получения достаточной стойкости к водородному охрупчиванию. Чем меньше размер валков, тем выше средняя доля деформации, указанная выше. Таким образом, доля перекристаллизации может быть увеличена посредством уменьшения времени до того как начнется перекристаллизация, и количество оксида, которое должно образовываться также увеличивается. Воздействие увеличения доли перекристаллизации и влияния образования оксида возникают, когда размер валков составляет 1400 мм или меньше. По этой причине, размер валков устанавливается как 1400 мм или меньше. Размер валков предпочтительно составляет 1200 мм или меньше, а более предпочтительно, 1000 мм или меньше.
Сталь (стальной лист, холоднокатанный стальной лист) после холодной прокатки нагревают (S7). Поскольку адгезия гальванического покрытия, удлинение, прочность, раздаваемость отверстий и стойкость к водородному охрупчиванию мало зависят от скорости нагрева (средней скорости нагрева) во время, когда стальной лист проходит через линию нанесения гальванического покрытия, скорость нагрева не является как-либо определенной. Когда скорость нагрева составляет 0,5°C/сек или больше, можно обеспечить достаточную производительность, и таким образом, скорость нагрева предпочтительно составляет 0,5°C/сек или больше. Когда скорость нагрева составляет 100°C/сек или меньше, вариант осуществления может осуществляться с помощью инвестиций в обычное оборудование, и таким образом, скорость нагрева предпочтительно составляет 100°C/сек с точки зрения затрат.
Во время нагрева, стальной лист остается при 550°C-750°C в течение 20 секунд или больше. Это связано с тем, что оксид может диспергироваться посредством выдержки стального листа в этом диапазоне температур. Считается, что образование оксида тесно связано с перекристаллизацией феррита, возникающего после холодной обработки. То есть, поскольку Si, Al и Mn, которые образуют оксиды, поступают посредством диффузии (в частности, диффузии по границе зерен) изнутри стального листа, оксид, который содержит один элемент из Si, Mn и Al или их сочетания, имеет тенденцию к образованию в границах зерен феррита на поверхности стального листа. Граница мелкодисперсных зерен феррита, образовавшихся посредством перекристаллизации, как описано выше, используется как активный центр образования оксида. В дополнение к этому, как описано выше, поскольку оксид предпочтительно формируется в границе зерен феррита, оксид, как правило, имеет структуру сетки и легко превращается в формацию (долю площади проекции), которая способна эффективно захватывать водород.
Кроме того, в диапазоне температур от 550°C до 750°C, скорость перекристаллизации феррита выше, чем скорость образования оксида. По этой причине, когда температура стального листа после холодной прокатки контролируется в этом диапазоне температур, перекристаллизация начинается до образования оксида. Таким образом, можно сформировать достаточное количество (площадь) оксидов на поверхности стального листа.
Когда удерживаемая температура ниже, чем 550°C, перекристаллизация занимает большое время, а также присутствует только полученный таким образом феррит, который распространен очень широко. Таким образом, отсутствует граница зерен при количестве (плотности), достаточном для образования оксидов. В дополнение к этому, когда удерживаемая температура больше чем 750°C, скорость образования оксида выше, чем скорость перекристаллизации феррита, и гранулярные оксиды формируются на границе зерен в средней части перекристаллизации и роста зерен, или обратного превращения, и таким образом, сложно сформировать достаточное количество (площадь) оксидов на поверхности стального листа. В настоящем документе, контролируют время, когда температура стали (стального листа) находится в диапазоне температур от 550°C до 750°C. Если время, когда температура стального листа находится в диапазоне температур от 550°C до 750°C, меньше, чем 20 секунд, достаточное количество оксидов (особенно, оксидов, имеющих преимущественную форму, в доле площади проекции) не может быть получено, и в готовом продукте, доля площади проекции указанных выше оксидов меньше чем 10%. Для дополнительного увеличения стойкости к водородному охрупчиванию стального листа, время выдержки предпочтительно составляет 30 секунд или больше.
В настоящем документе, время, когда температура стального листа находится в диапазоне температур от 550°C до 750°C, может контролироваться посредством изотермической выдержки, или оно может контролироваться посредством нагрева (повышения температуры). Верхний предел времени, когда температура стального листа находится в диапазоне температур от 550°C до 750°C, не является как-либо ограниченным, и он может составлять 2000 секунд или может составлять 1000 секунд.
С другой стороны, в стальном листе после холодной прокатки, зерна феррита удлиняются в направлении прокатки, размер зерен феррита является большим и количество границ зерен феррита является малым. В результате, даже когда стальной лист после холодной прокатки, в котором большая часть феррита представляет собой неперекристаллизовавшийся феррит, отжигают, сложно обеспечить долю площади проекции оксида 10% или больше. По этой причине, как описано выше, размер зерен феррита может быть улучшен посредством контроля времени, когда температура стального листа находится в диапазоне температур от 550°C до 750°C, и перекристаллизации феррита до образования оксида.
Далее, стальной лист после перекристаллизации отжигают при температуре отжига (самая высокая температура нагрева) от 750°C до 900°C (S8). Когда температура отжига ниже, чем 750°C, осуществление повторного отверждения раствора карбидов, образовавшихся во время горячей прокатки, занимает продолжительное время и карбиды остаются, и таким образом, способность принимать закалку у стального листа ухудшается. По этой причине, нельзя обеспечить достаточное количество отпущенного мартенсита и аустенита и сложно обеспечить предел прочности 980 МПа или больше. По этой причине, нижний предел температуры отжига составляет 750°C.
Избыточный высокотемпературный нагрев вызывает не только увеличение затрат, но также и такие проблемы как ухудшение формы листа, когда стальной лист проходит через линию нанесения гальванического покрытия при высокой температуре, и уменьшает срок службы валков. По этой причине, верхний предел температуры отжига устанавливается как 900°C. Время термической обработки (время отжига) в указанном выше диапазоне температур (750°C - 900°C) не является как-либо ограниченным, но предпочтительно составляет 10 секунд или больше для растворения карбида.
Для уменьшения затрат, время термической обработки предпочтительно составляет 600 секунд или меньше. Стальной лист может отжигаться посредством осуществления изотермической выдержки при самой высокой температуре нагрева, или стальной лист может отжигаться, если начать охлаждение непосредственно после осуществления градиентного нагрева и тогда, когда температура достигает самой высокой температуры нагрева.
Когда атмосфера в способе отжига линии нанесения гальванического покрытия погружением в расплав непрерывного действия контролируется, можно гибко контролировать оксид, образующийся на поверхности стального листа (оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al). То есть, когда управляют концентрацией H2 и точкой росы в атмосфере отжига, можно контролировать кислородный потенциал, который важен для контроля реакции. Например, точка росы может устанавливаться как -20°C или выше в атмосфере N2 при концентрации H2 20% объем или меньше, которую применяют при обычных условиях отжига. В этом случае, количество и форма оксида, содержащего, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, может контролироваться более гибко.
Для обеспечения достаточного количества отпущенного мартенсита и аустенита, важно контролировать условия охлаждения с тем, чтобы не формировать избыточные структуры иные, чем отпущенный мартенсит и аустенит (например, феррит, перлит и бейнит), в способе охлаждения после отжига. В частности, является предпочтительным, чтобы аустенит стабилизировался посредством контроля условий охлаждения (например, контроля превращения феррита и контроля превращения перлита) таким образом, что количество C в аустените может увеличиваться.
По этой причине, стальной лист после отжига подвергается контролируемому охлаждению с помощью одностадийного или двухстадийного охлаждения (S9).
Сначала, когда осуществляют двухстадийное охлаждение, стальной лист охлаждают до заданной температуры (ниже, упоминаемой как промежуточная температура охлаждения) в диапазоне температур от 500°C или выше и до температуры ниже, чем 750°C, после того как указанный выше отжиг завершается при средней скорости охлаждения от 0,1°C/сек до 30°C/сек (ниже, упоминается как первая средняя скорость охлаждения) (первая стадия охлаждения). Первая стадия охлаждения будет описана подробно ниже.
Для обеспечения достаточной производительности, первая средняя скорость охлаждения составляет 0,1°C/сек или больше. Для дополнительного увеличения производительности, первая средняя скорость охлаждения предпочтительно составляет 0,2°C/сек или больше, а более предпочтительно, 0,5°C/сек или больше, а еще более предпочтительно, 0,8°C/сек или больше. В дополнение к этому, первая средняя скорость охлаждения устанавливается как 30°C/сек или меньше, для образования феррита. Для увеличения количества аустенита и стабильности аустенита посредством дополнительного увеличения количества феррита, первая средняя скорость охлаждения предпочтительно составляет 25°C/сек или меньше, а более предпочтительно, 22°C/сек или меньше, и еще более предпочтительно, 20°C/сек или меньше. Соответственно, первая средняя скорость охлаждения устанавливается как 0,1-30°C/сек. В дополнение к этому, когда первая средняя скорость охлаждения составляет 30°C/сек или меньше и промежуточная температура охлаждения ниже, чем 500°C, избыточно образуются структуры иные, чем аустенит и мартенсит (например, феррит и бейнит), и таким образом, в готовом продукте нельзя обеспечить 30% или больше отпущенного мартенсита и 8% или больше аустенита (остаточного аустенита). Однако когда первая средняя скорость охлаждения составляет 0,1°C/сек-0,8°C/сек, промежуточная температура охлаждения предпочтительно составляет Ar3°C или выше и ниже, чем 750°C, чтобы обеспечить производительность и не образовывать перлит. С другой стороны, когда промежуточная температура охлаждения составляет 750°C или выше, повышаются затраты на изготовление, а также, в некоторых случаях, не образуется феррит. Для более стабильного образования феррита, промежуточная температура охлаждения предпочтительно составляет 740°C или ниже, а более предпочтительно, 730°C или ниже. Соответственно, промежуточная температура охлаждения составляет 500°C или выше и ниже, чем 750°C.
Далее, после завершения первой стадии охлаждения, стальной лист охлаждают до конечной температуры охлаждения 100°C или выше и ниже, чем 350°C от промежуточной температуры охлаждения при средней скорости охлаждения от 1°C/сек до 100°C/сек (ниже, упоминается как вторая средняя скорость охлаждения), которая выше, чем указанная выше первая средняя скорость охлаждения (вторая стадия охлаждения). Вторая стадия охлаждения будет подробно описана ниже.
Для обеспечения мартенсита, который необходим для получения 30% или больше отпущенного мартенсита в готовом продукте, конечная температура охлаждения устанавливается ниже, чем 350°C. Для обеспечения большего количества отпущенного мартенсита в готовом продукте, конечная температура охлаждения предпочтительно составляет 340°C или ниже, а более предпочтительно, 320°C или ниже, а еще более предпочтительно, 300°C или ниже. В дополнение к этому, для обеспечения количества аустенита, которое необходимо для получения 8% или больше аустенита (остаточный аустенит) в готовом продукте, конечная температура охлаждения устанавливается как 100°C или выше. Для обеспечения большего количества аустенита в готовом продукте, конечная температура охлаждения предпочтительно составляет 120°C или выше, а более предпочтительно, 150°C или выше, а еще более предпочтительно, 180°C или выше. В частности, конечная температура охлаждения, более предпочтительно, устанавливается, начиная с температуры (точки Ms), с которой начинается превращение мартенсита, или выше, и до температуры, которая превышает ее менее чем на 100°C. Соответственно, конечная температура охлаждения составляет 100°C или выше и ниже, чем 350°C. Посредством контроля конечной температуры охлаждения, таким образом, среди аустенита, который существовал в стальном листе, непосредственно после завершения первой стадии охлаждения, соответствующее количество аустенита может быть преобразовано в мартенсит. Для обеспечения количества мартенсита, которое необходимо для получения 30% или больше отпущенного мартенсита в готовом продукте, вторая средняя скорость охлаждения устанавливается как 1°C/сек или больше. Когда вторая средняя скорость охлаждения меньше чем 1°C/сек, не только ухудшается производительность, но также и избыточно образуются структуры иные, чем аустенит и мартенсит. Для обеспечения большого количества отпущенного мартенсита и аустенита в готовом продукте, вторая средняя скорость охлаждения предпочтительно составляет 2°C/сек или больше, а более предпочтительно, 5°C/сек или больше, а еще более предпочтительно, 10°C/сек или больше, а наиболее предпочтительно, 20°C/сек или больше. В частности, когда указанная выше первая средняя скорость охлаждения составляет 0,1°C/сек-0,8°C/сек, является предпочтительным увеличение второй средней скорости охлаждения, как описано выше. В дополнение к этому, для уменьшения затрат на изготовление (стоимости оборудования) в достаточной степени, вторая средняя скорость охлаждения устанавливается как 100°C/сек или меньше. Вторая средняя скорость охлаждения предпочтительно составляет 80°C/сек или меньше, а более предпочтительно, 50°C/сек или меньше. Соответственно, вторая средняя скорость охлаждения устанавливается как 1°C/сек-100°C/сек. В дополнение к этому, когда осуществляют двухстадийное охлаждение с тем, чтобы увеличить производительность и подавить образование фаз, иных чем аустенит и мартенсит, настолько, насколько это возможно, вторая средняя скорость охлаждения может быть выше, чем первая средняя скорость охлаждения. Для увеличения количества C в аустените после первой стадии охлаждения и после второй стадии охлаждения и для увеличения количества мартенсита и аустенита после второй стадия охлаждения, является предпочтительным, чтобы различие между второй средней скоростью охлаждения и первой средней скоростью охлаждения было большим.
С другой стороны, когда осуществляют одностадийное охлаждение, по той же причине, что и для условий охлаждения при описанном выше двухстадийном охлаждении, стальной лист может охлаждаться до конечной температуры охлаждения 100°C или выше и ниже, чем 350°C при средней скорости охлаждения от 1°C/сек до 30°C/сек. Условия одностадийного охлаждения соответствуют случаю, когда первая средняя скорость охлаждения равна второй средней скорости охлаждения (в этом случае, промежуточная температура охлаждения включается в диапазон температур от 500°C или выше и ниже, чем 750°C) при указанных выше условиях двухстадийного охлаждения. Средняя скорость охлаждения при одностадийном охлаждении предпочтительно больше чем 10°C/сек, а более предпочтительно, составляет 12°C/сек или больше, а еще более предпочтительно, 15°C/сек или больше, а наиболее предпочтительно, 20°C/сек или больше.
В дополнение к каждой средней скорости охлаждения, как описано выше, является предпочтительным, чтобы скорость охлаждения для каждой секунды удовлетворяла условиям описанных выше средних скоростей охлаждения.
Кроме того, после указанного выше контролируемого охлаждения, стальной лист повторно нагревают. Впоследствии, стальной лист погружают в ванну для нанесения гальванического покрытия погружением в расплав, а затем охлаждают при комнатной температуре. Во всех способах после указанного выше контролируемого охлаждения, время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, контролируется, чтобы оно составляло 20 секунд или больше. Если контролировать время как 20 секунд или больше, превращение из аустенита в бейнит (превращение бейнита) осуществляется в достаточной степени, и таким образом, количество C в непреобразованном аустените может быть увеличено. В результате, стабильность аустенита увеличивается, и можно обеспечить 8% или больше аустенита (остаточного аустенита) в готовом продукте. С другой стороны, когда время меньше чем 20 секунд, превращение из аустенита в бейнит (превращение бейнита) не осуществляется в достаточной степени, и таким образом, стабильность аустенита ухудшается и нельзя обеспечить 8% или больше аустенита (остаточного аустенита) в готовом продукте. Для дополнительного увеличения объемной доли аустенита, время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, предпочтительно контролируется как 25 секунд или больше, а более предпочтительно, контролируется как 30 секунд или больше. В дополнение к этому, верхний предел времени, когда стальной лист находится в диапазоне температур от 350°C до 500°C, не является как-либо ограниченным, и например, с точки зрения производительности, верхний предел может составлять 1000 секунд или 500 секунд. В настоящем документе, диапазон температур от 350°C до 500°C представляет собой диапазон температур, где превращение бейнита ускоряется при достаточной скорости. То есть, в каждом способе после второй стадии охлаждения, таком как регулирование температуры стального листа перед тем, как стальной лист погружают в гальваническую ванну, погружение стального листа в гальваническую ванну и обработка легированием слоя гальванического покрытия, время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, может контролироваться как 20 секунд или больше, в целом. Для более надежного контроля времени, когда температура стального листа находится в диапазоне температур от 350 до 500°C, чтобы оно составляло 20 секунд или больше, способ выдержки стального листа в диапазоне температур от 350°C до 500°C (S30, S31 и S32) может добавляться дополнительно после второй стадии охлаждения. Время, когда температура стального листа удерживается в диапазоне температур от 350°C до 500°C, в способе выдержки не является как-либо ограниченным, но может составлять, например, 20 секунд или больше.
В дополнение к этому, перед тем как стальной лист погружают в ванну для нанесения гальванического покрытия погружением в расплав, посредством повторного нагрева, температура стального листа (температура листа) устанавливается в диапазоне температур от температуры, которая ниже температуры ванны гальванизации на 40°C или выше, до температуры, которая выше, чем температура ванны гальванизации на 40°C и ниже (S10). Когда температура листа ниже, чем температура ванны гальванизации на 40°C или выше, температура расплавленного цинка вокруг поверхности стального листа в то время, когда стальной лист погружают в гальваническую ванну, существенно уменьшается и некоторая часть расплавленного цинка отверждается. Отверждение ухудшает внешний вид гальванического покрытия, и температура листа посредством повторного нагрева опять доводится до (температура ванны гальванизации -40°C). В дополнение к этому, когда температура листа выше, чем температура нанесения гальванического покрытия на 40°C или выше, возникает рабочая проблема во время нанесения гальванического покрытия, и таким образом, температура лист устанавливается как (температура ванны гальванизации +40°C).
После того как температуру стального листа устанавливают таким образом, сталь погружают в ванну для нанесения гальванического покрытия погружением в расплав (ванну гальванизации), имеющую расплавленный металл, который циркулирует со скоростью потока от 10 м/мин до 50 м/мин, и подвергается нанесения гальванического покрытия погружением в расплав (S11).
Устанавливая скорость потока расплавленного металла как 10 м/мин - 50 м/мин, можно сформировать слой гальванического покрытия, содержащий оксид, в то время как несплошность гальванического покрытия предотвращается. Когда скорость потока расплавленного металла меньше чем 10 м/мин, отношение контакта расплавленного металла в ванне гальванизации не может быть увеличено посредством подавления адгезии оксида в ванне гальванизации на поверхности стального листа. Таким образом, несплошность гальванического покрытия не может быть предотвращена и внешний вид слоя гальванического покрытия ухудшается. С другой стороны, когда скорость потока расплавленного металла больше чем 50 м/мин, требуются избыточные инвестиции в оборудование для получения такой скорости потока, а также некоторая структура, вызываемая протеканием расплавленного металла, генерируется на слое гальванического покрытия. Таким образом, внешний вид слоя гальванического покрытия ухудшается. Соответственно, скорость потока расплавленного металла устанавливается как 10 м/мин-50 м/мин. В результате контроля скорости потока расплавленного металла таким образом, при этом подавляется адгезия оксида цинка в ванне гальванизации на поверхности стального листа, и оксид цинка имеет высокое химическое сродство к оксиду, образующемуся на поверхности стального листа, при этом возможно введение оксида, который представляет собой легко окисляемый элемент, образующийся на поверхности стального листа, в слое гальванического покрытия. По этой причине, возможно диспергировать оксид в слое гальванического покрытия, имеющем хороший внешний вид.
В дополнение к этому, во время нагрева перед рассмотренным выше отжигом, поскольку оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, образуется на поверхности стального листа, легко образуется несплошность гальванического покрытия (дефект гальванического покрытия, непокрытый участок) после того, как стальной лист извлекают из ванны гальванизации. В настоящем документе, в ванне гальванизации, расплавленный металл протекает со скоростью потока от 10 м/мин до 50 м/мин. Предоставляя возможность расплавленному металлу (струйному потоку) для протекания при такой скорости потока, можно предотвратить несплошность гальванического покрытия. В дополнение к этому, когда на поверхности стального листа образуется оксид, в случае, когда слой гальванического покрытия сплавляется, сплавление замедляется. Однако сплавление может быть ускорено посредством контроля указанной выше скорости потока расплавленного металла. В настоящем документе, направление потока расплавленного металла не является как-либо ограниченным, и может быть ограничена только скорость потока расплавленного металла.
В дополнение к этому, расплавленный металл в ванне гальванизации может представлять собой чистый цинк (цинк и неизбежные примеси) или может содержать Al (например, 2% масс или меньше) в качестве необязательного элемента, или неизбежные примеси и химические элементы, такие как, Fe, Mg, Mn, Si, Cr и тому подобное в качестве неизбежных примесей.
Например, когда изготавливают стальной лист с отожженным гальваническим покрытием (когда осуществляют сплавление слоя гальванического покрытия), количество эффективного Al в ванне гальванизации предпочтительно контролируется как 0,05% масс - 0,500% масс с тем, чтобы контролировать свойства слоя гальванического покрытия. В настоящем документе, количество эффективного Al в ванне гальванизации представляет собой значение, полученное посредством вычитания количества Fe в ванне гальванизации из количества Al в ванне гальванизации.
Когда количество эффективного Al составляет 0,05% масс - 0,500% масс, можно получить слой гальванического покрытия, имеющий хороший внешний вид, а также можно в достаточной степени увеличить производительность. То есть, когда количество эффективного Al составляет 0,05% масс или больше, генерирование окалины может быть подавлено и может быть получен слой гальванического покрытия, имеющий хороший внешний вид. Кроме того, когда количество эффективного Al составляет 0,500% масс или меньше, можно эффективно осуществить легирование, и таким образом, можно увеличить производительность.
В расплавленном металле, присутствует оксид Zn и оксид Al в качестве неизбежных примесей. Является предпочтительным удалять оксиды настолько, насколько это возможно, или подавлять взаимодействие со стальным листом. Однако оксиды могут неизбежно подмешиваться в слой гальванического покрытия после гальванизации.
Затем, стальной лист, который погружен в гальваническую ванну, извлекается из ванны гальванизации и сушится при необходимости. Когда стальной лист сушится, можно контролировать количество гальванического покрытия (количество покрытия, полученного электроосаждением), прилипшего на поверхности стального листа. Хотя количество покрытия, полученного гальванизацией, не является как-либо ограниченным, с точки зрения дополнительного увеличения стойкости к коррозии, количество покрытия, полученного гальванизацией, на одну сторону поверхности предпочтительно составляет 5 г/м2 или больше. В дополнение к этому, с точки зрения дополнительного увеличения адгезии гальванического покрытия, количество покрытия, полученного гальванизацией, на одну сторону поверхности предпочтительно составляет 100 г/м2 или меньше.
После воздействия нанесения гальванического покрытия погружением в расплав, стальной лист охлаждают до температуры меньше чем 100°C (например, до комнатной температуры) (S12). Конечная температура охлаждения при охлаждении не является как-либо ограниченной постольку, поскольку стабилизируется микроструктура, и например, температура может составлять 0°C или выше (например, температура воды или комнатная температура или выше), с точки зрения затрат.
После охлаждения можно получить полученный погружением в расплав стальной лист с гальваническим покрытием как стальной лист с покрытием. Для дополнительного увеличения точечной свариваемости и окрашиваемости стального листа с покрытием, полученный стальной лист с покрытием может подвергаться воздействию обработки легирования (S20). Поскольку Fe в стальном листе вводится в слой гальванического покрытия посредством обработки легирования, после охлаждения (S21) может быть получен стальной лист с гальваническим покрытием (то есть, стальной лист с отожженным гальваническим покрытием), который является превосходным по окрашиваемости и точечной свариваемости.
Таким образом, когда осуществляют легирование слоя гальванического покрытия, стальной лист с покрытием может нагреваться до 460°C или выше. Когда температура обработки легированием (температура легирования) составляет 460°C или выше, легирование эффективно осуществляется при высокой скорости легирования, и таким образом, можно в достаточной степени увеличить производительность. При этом когда температура легирования выше, чем 600°C, образуются карбиды и уменьшается объемная доля аустенита в стали в готовом продукте. Таким образом, сложно обеспечить 8% или больше аустенита. По этой причине, верхний предел температуры легирования устанавливается как 600°C. То есть, самая высокая температура в способе после второй стадии охлаждения может быть ограничена до 600°C или ниже.
Хотя основная конфигурация варианта осуществления способа изготовления стального листа с гальваническим покрытием описана выше, в некоторых пределах, добавление конфигурации можно осуществлять, не отклоняясь от духа настоящего изобретения. Например, можно осуществлять нанесение верхнего слоя гальванического покрытия (дополнительное нанесение гальванического покрытия, например, электроосаждением) на стальном листе с гальваническим покрытием для цели улучшения окрашиваемости и свариваемости, или можно осуществлять различные виды обработки (например, хроматную обработку, фосфатную обработку, обработку для улучшения смазываемости и обработку для улучшения свариваемости).
В дополнение к этому, например, для дополнительного улучшения адгезии гальванического покрытия, стальной лист может подвергаться воздействию нанесения гальванического покрытия, содержащего один элемент из Ni, Cu, Co и Fe или их сочетания (гальваническое покрытие содержит, по меньшей мере, один химический элемент, выбранный из этих элементов и неизбежные примеси), между холодной прокаткой и отжигом. Нанесение гальванического покрытия осуществляют целевым образом, но количество химического элемента подмешиваемого в слой гальванического покрытия посредством нанесения гальванического покрытия, является достаточно малым, чтобы его можно было определить как примесь.
Затем, например, стальной лист с покрытием, охлажденный до температуры ниже 100°C, может подвергаться воздействию дрессировки. Суммарная степень обжатия при прокатке для дрессировки предпочтительно составляет 0,1%-1,5%. Когда суммарная степень обжатия при прокатке составляет 0,1% или больше, можно дополнительно улучшить внешний вид стального листа с покрытием посредством прокатки в валках дрессировочной клети и суммарная степень обжатия при прокатке легко контролируется. По этой причине, суммарная степень обжатия при прокатке предпочтительно составляет 0,1% или больше. Когда суммарная степень обжатия при прокатке составляет 1,5% или меньше, может быть обеспечена достаточная производительность, и таким образом, суммарная степень обжатия при прокатке предпочтительно составляет 1,5% или меньше. Прокатка в валках дрессировочной клети может осуществляться в ходе процесса или может осуществляться отдельно. Для получения желаемой суммарной степени обжатия при прокатке, прокатка в валках дрессировочной клети может осуществляться один раз или может осуществляться раздельно множество раз. В настоящем документе, когда толщина на входе перед начальным прохождением при дрессировке устанавливается как эталон, суммарная степень обжатия при прокатке представляет собой процент величины суммарной степени обжатия при прокатке по отношению к эталону (разница между толщиной на входе перед начальным прохождением при дрессировке и толщиной на выходе после конечного прохождения при дрессировке).
В настоящем документе, подробные способы от способа травления стального листа до способа погружения стального листа в гальваническую ванну не являются как-либо ограниченными постольку, поскольку удовлетворяются указанные выше условия. Например, в качестве таких способов, может применяться способ Сендзимира "после обезжиривания и травления, нагрев в неокисляющей атмосфере, отжиг в восстанавливающей атмосфере, содержащей H2 и N2, затем охлаждение примерно до температуры ванны гальванизации и погружение в гальваническую ванну", способ с печью полного восстановления "регулировки атмосферы во время отжига, после окисления поверхности стального листа, затем осуществления восстановления поверхности стального листа (в настоящем документе, оксид легко окисляемого элемента не восстанавливается) таким образом, чтобы осуществить очистку поверхности стального листа, а после этого, погружение в гальваническую ванну"; способ с флюсом "обезжиривания и травления стального листа, осуществления обработки флюсом с использованием хлорида аммония или чего-либо подобного и погружения в гальваническую ванну" с изменениями в соответствии с каждым способом варианта осуществления, по необходимости.
Примеры
Далее, будут подробно описываться примеры по настоящему изобретению.
Горячекатанные стальные листы, получаемые посредством горячей прокатки слябов непрерывного литья, имеющие химические композиции (при этом остаток содержит Fe и неизбежные примеси), показанные в Таблице 1, при условиях горячей прокатки, показанных в Таблицах 2 и 5 (в Таблицах показаны температура нагрева сляба и конечная температура прокатки), охлаждают водой в зоне водяного охлаждения, а затем сворачивают в рулон при температуре, показанной в Таблицах 2 и 5 (в Таблицах, это температура сворачивания в рулон). Толщина горячекатанных стальных листов составляет 2 мм-4,5 мм.
Горячекатанные стальные листы травят, а затем подвергают холодной прокатке с получением толщины 1,2 мм после холодной прокатки, при условиях холодной прокатки, показанных в Таблицах 2 и 5 (в Таблицах показаны размер валков и степень обжатия при холодной прокатке), и таким образом, получают холоднокатанные стальные листы. Затем холоднокатанные стальные листы подвергают воздействию различных типов термической обработки и обработки нанесением гальванического покрытия погружением в расплав в линии нанесения отожженного гальванического покрытия непрерывного действия при условиях, показанных в Таблицах 3 (продолжение Таблицы 2) и 6 (продолжение Таблицы 5).
Как показано в Таблицах 3 и 6, при термической обработке после холодной прокатки, холоднокатанные стальные листы нагревают так, что время, когда температура холоднокатанных стальных листов находится в диапазоне температур от 550°C до 750°C (tA в Таблице), представляет собой заданное время. Затем холоднокатанные стальные листы отжигают при заданных условиях отжига (в Таблицах, температура отжига (это самая высокая температура нагрева), концентрация H2 и точка росы). Кроме того, холоднокатанные стальные листы охлаждают от температура отжига в Таблицах 3 и 6 до заданной промежуточной температуры охлаждения при первичной скорости охлаждения, а затем, охлаждают до заданной конечной температуры охлаждения при заданной вторичной скорости охлаждения (одностадийное или двухстадийное контролируемое охлаждение). В дополнение к этому, как показано в Таблицах 4 (продолжение Таблицы 3) и 7 (продолжение Таблицы 6), по необходимости, холоднокатанные стальные листы повторно нагревают до заданного диапазона температур и выдерживают в этом диапазоне температур в течение заданного времени выдерживания.
Затем холоднокатанные стальные листы, контролируемые при заданной температуре (в Таблицах, это регулируемая температура перед нанесением гальванического покрытия), погружают в ванну для нанесения гальванического покрытия погружением в расплав, контролируемую при заданных условиях, показанных в Таблицах 4 и 7 (в Таблицах, это температура ванны гальванизации и скорость потока ванны гальванизации), и полученные стальные листы (стальные листы с покрытием) охлаждают до комнатной температуры. Количество Al в расплавленном металле (расплавленном цинке) в ванне гальванизации составляет 0,09% масс-0,17% масс. Некоторые стальные листы подвергают обработке легированием при соответствующих условиях (в Таблицах, это температура легирования) после погружения в ванну для нанесения гальванического покрытия погружением в расплав, и полученные стальные листы охлаждают до комнатной температуры. Количество гальванического покрытия (количество слоя гальванического покрытия) на обеих поверхностях в это время составляет примерно 35 г/м2. Наконец, полученные стальные листы подвергают дрессировке при суммарной степени обжатия при прокатке 0,4%. В настоящем документе, tB в Таблицах 4 и 7 представляет собой общее время, когда температура стальных листов составляет 350°C-500°C после завершения контролируемого охлаждения. В дополнение к этому, относительно типов получаемых листов в Таблицах 4 и 7, "GI" представляет собой полученный погружением в расплав стальной лист с гальваническим покрытием (стальной лист с гальваническим покрытием) и "GA" представляет стальной лист с отожженным гальваническим покрытием.

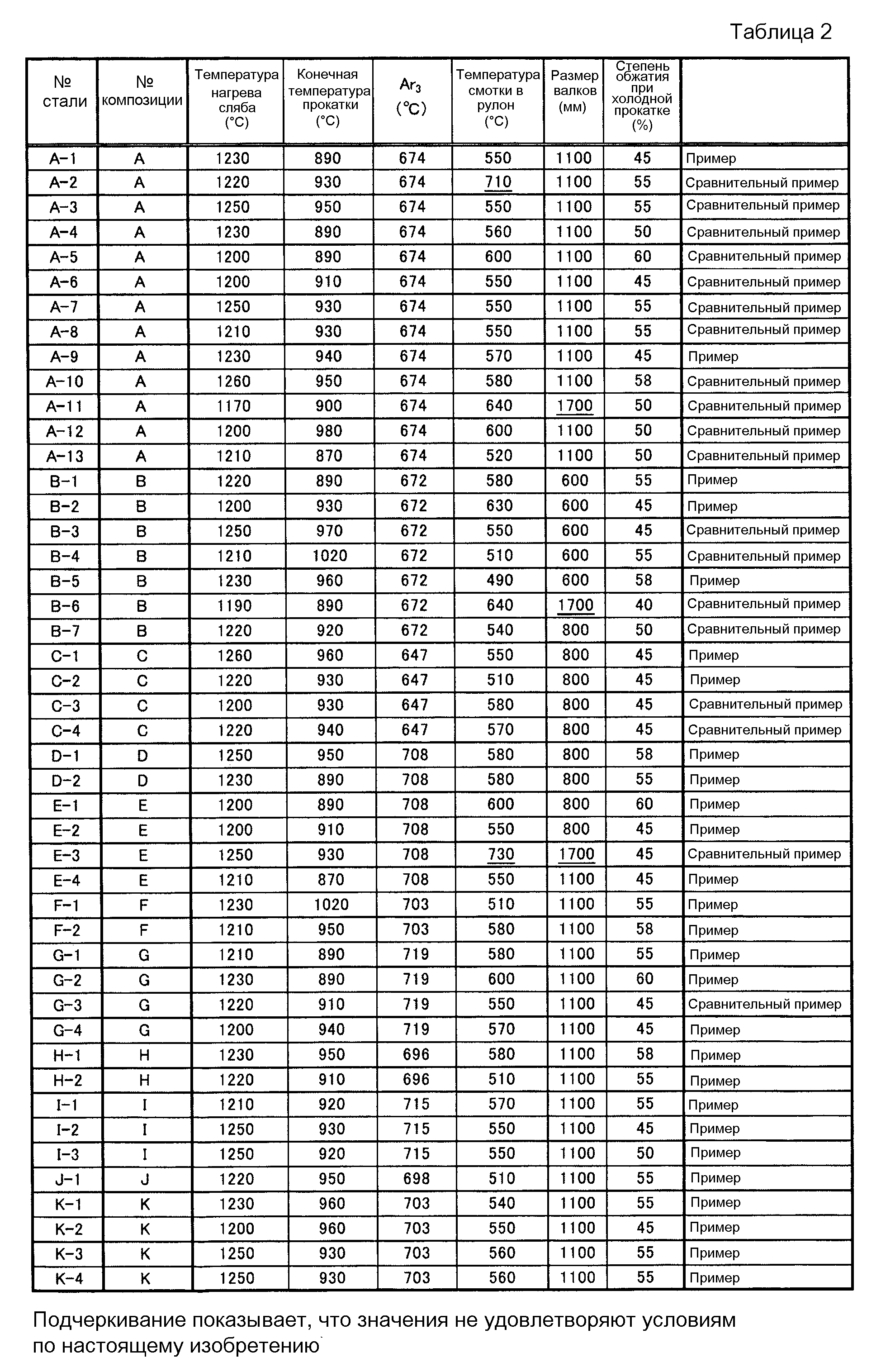

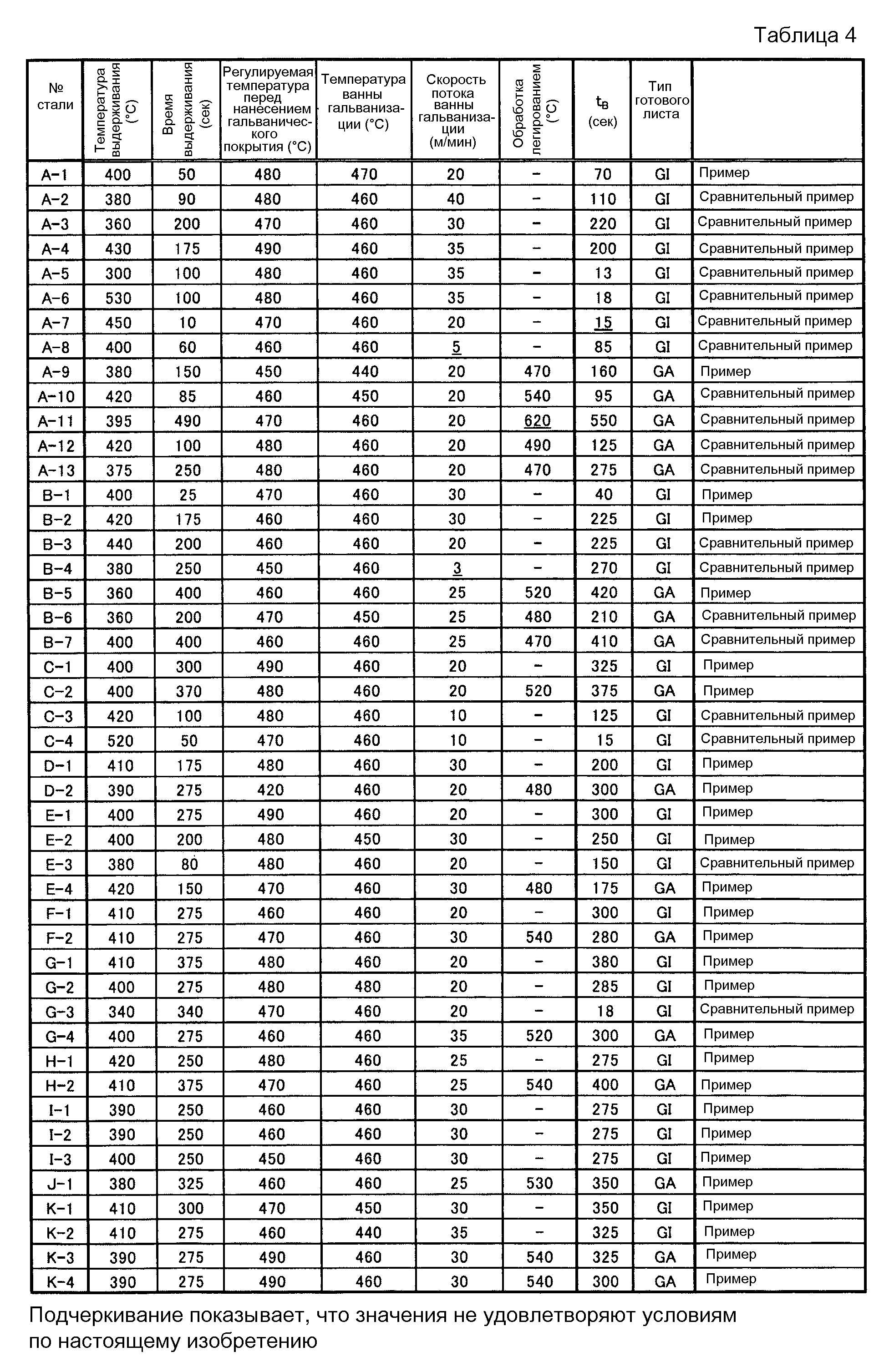
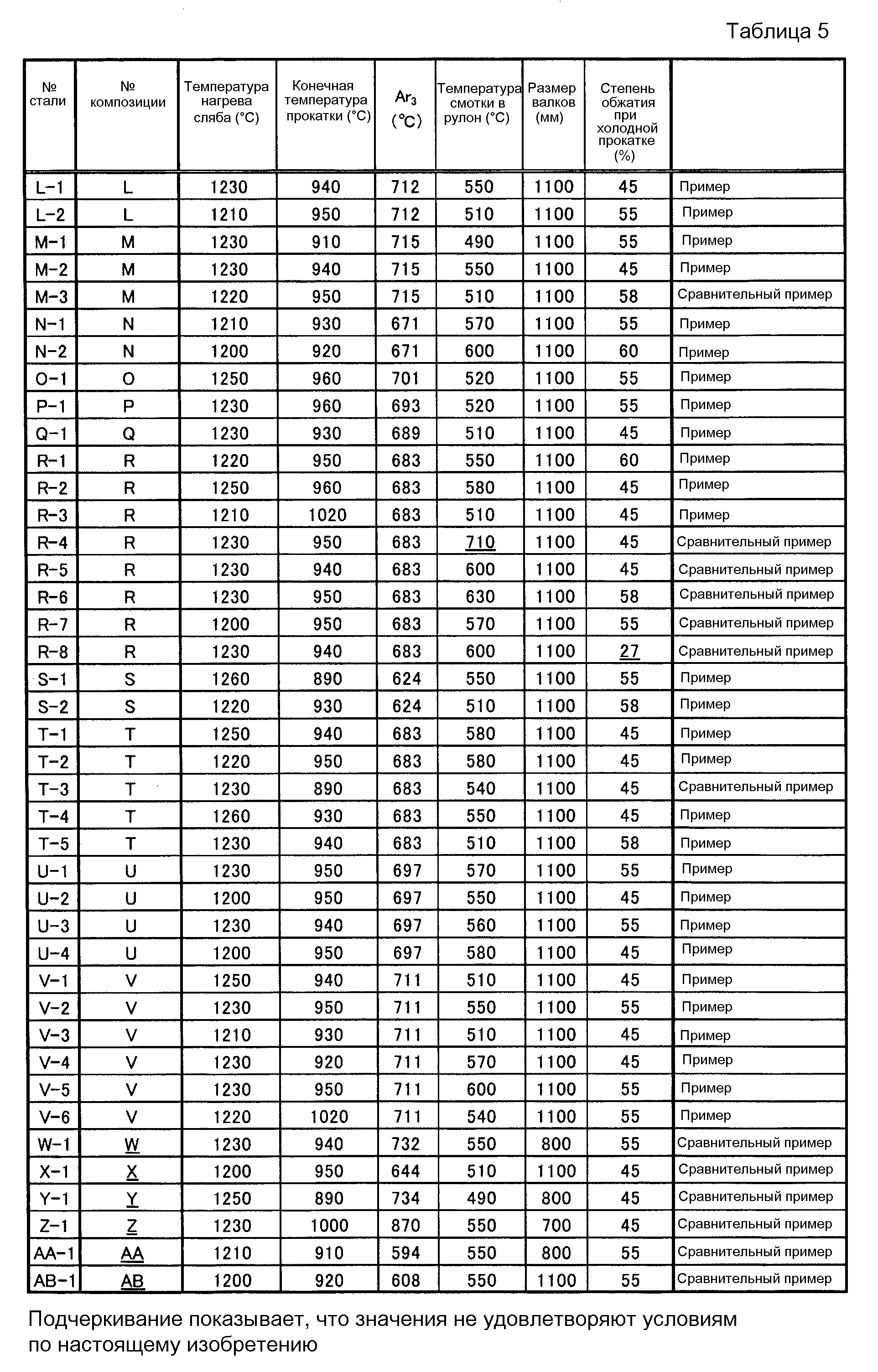


В исследовании на разрыв, куски для исследования JIS № 5 вырезают из стальных листов, имеющих толщину 1,2 мм, в перпендикулярном направлении к направлению прокатки и параллельно направлению прокатки для оценки свойств при разрыве. Каждый из пяти кусков для исследования подвергают исследованию на разрыв в соответствии с JIS Z 2241 (2011), и получают среднее значение соответствующих величин (предел текучести, предел прочности и общее удлинение каждого из пяти исследуемых кусков) для вычисления предела текучести (YS), предела прочности (TS), общего удлинения (E1) и отношения предела текучести к пределу прочности (YR) из среднего значения. В настоящем документе, отношение предела текучести к пределу прочности (YR) может быть получено посредством деления предела текучести (YS) на предел прочности (TS).
В дополнение к этому, отношение раздачи отверстий (λ) определяют с помощью исследования раздачи отверстий в соответствии с Japan Iron and Steel Federation Standard JFS T 1001.
В настоящем документе, когда индекс баланса (TS×E1) прочности на разрыв (TS) и общего удлинения (E1) больше чем 16000 (МПа×%), удлинение оценивают как превосходное. Когда индекс баланса (TS×λ) предела прочности (TS) и отношение раздачи отверстий (λ) больше чем 40000 (МПа×%), раздаваемость отверстий оценивают как превосходную.
Раствор, полученный посредством растворения слоев гальванического покрытия стальных листов с покрытием с использованием 5% водного раствора HCl, к которому добавляют ингибитор, и удаления остатка, такого как нерастворенный оксид, подвергают анализу с помощью эмиссионной ICP для измерения количества Fe в слоях гальванического покрытия. При измерениях, используя три образца, среднее значение количества Fe в трех образцы устанавливают как Fe% для слоев гальванического покрытия.
В дополнение к этому, наблюдают микроструктуры сечений стальных листов с покрытием. С использованием оптического микроскопа, электронного микроскопа сканирующего типа и электронного микроскопа просвечивающего типа, по необходимости, определяют каждую фазу микроструктур и измеряют долю площади каждой фазы и долю площади крупных зерен (доля, при которой зерна, имеющие размер зерен больше чем 35 мкм, занимают на единицу площади). Затем используя устройство для обработки с фокусированным ионным пучком (FIB), поверхности стальных листов в направлении по толщине обрабатываются с получением пластинок с тем, чтобы они содержали слои гальванического покрытия поверхностей стальных листов с покрытием, а затем оксиды в слоях гальванического покрытия полученных пластинок наблюдают с помощью просвечивающего электронного микроскопа с полевой эмиссией (FE-TEM) с целью осуществления анализа композиции (идентификации оксида) с использованием энергодисперсионного детектора рентгеновского излучения (EDX). С помощью FE-TEM, пять визуальных полей наблюдают при увеличении 10000-50000 раз, и оценивают химическую композицию (типы соединений) и долю площади проекции оксидов по данным, полученных с помощью FE-TEM и EDX.
Затем, для оценки стойкости к замедленному разрушению, приготавливают куски для исследований с помощью исследования с U-образным изгибом образцов и подвергают исследованию стойкости к замедленному разрушению с помощью электролитического заряда. Стойкость к замедленному разрушению стальных листов с покрытием, полученных с использованием описанного выше способа, оценивают в соответствии со способом, описанным в "Materia (Bulletin of Japan Institute of Metals) Vol. 44, № 3 (2005), pp. 254 to 256".
Конкретно, после того как стальные листы подвергаются механической резке, поперечные сечения подвергают механическому шлифованию, а затем, куски для исследований подвергают исследованию с U-образным изгибом образцов, чтобы они имели радиус изгиба 10R. Датчик деформаций присоединяют к центру поверхности каждого полученного куска для исследований, и оба края кусков для исследований зажимают с помощью болтов для приложения напряжений к кускам для исследований. Прикладываемое напряжение вычисляют с помощью отслеживаемого датчика деформации. Прикладываемое напряжение составляет 0,7 от предела прочности TS (0,7×TS). Например, прикладываемое напряжение составляет 700 МПа по отношению к стальному листу класс 980 МПа, прикладываемое напряжение составляет 840 МПа по отношению к стальному листу класса 1180 МПа и прикладываемое напряжение составляет 925 МПа по отношению к стальному листу класса 1320 МПа.
Причина увеличения предела прочности TS, как описано выше заключается в том, что остаточное напряжение, вводимое в стальной лист во время формирования, увеличивается, когда увеличивается предел прочности TS стального листа. Каждый из полученных кусков для исследований с U-образным изгибом образцов погружают в водный раствор тиоцианата аммония, и в электролитическом зарядном устройстве протекает ток при плотности тока 1,0 мА/см2, так что стальной лист (кусок для исследований с U-образным изгибом образцов) используют как отрицательный электрод и платиновый электрод используют как положительный электрод с целью осуществления исследования с электролитическим зарядом в течение 2 часов.
Водород, генерируемый в исследовании с электролитическим зарядом, проникает в стальной лист и может вызвать замедленное разрушение. После исследования с электролитическим зарядом, куски для исследований извлекают из раствора и визуально наблюдают центральную область (область изгиба) каждого куска для исследований с U-образным изгибом образцов, чтобы проверить присутствие трещин. Поскольку в области изгиба имеется большое остаточное напряжение, если в области изгиба генерируются трещины, то они развиваются быстро. По этой причине, когда генерируются трещины, имеются большие открытые трещины во всех кусках для исследований, и присутствие трещин можно легко определить даже визуально.
Используя лупу и стереомикроскоп, куски для исследований тщательно наблюдают до самых краев, и присутствие трещин опять подтверждается. Когда нет открытых трещины, подтверждается также, что нет мелкодисперсных трещин.
В настоящем документе, в результате исследования замедленного разрушения (стойкости к замедленному разрушению) показаны в Таблицах 10 (продолжение Таблицы 9) и 13 (продолжение Таблицы 12), "хорошо" представляет собой ситуацию, когда трещины не генерируются, и "плохо" представляет собой ситуацию, когда трещины генерируются.
Кроме того, свойства гальванического покрытия (смачиваемость) оценивают с использованием стереомикроскопа (при увеличении 100 раз). То есть, поверхность каждого стального листа с покрытием (реально, области 3/8 от ширины листа в направлении обоих краев от центрального положения по ширине листа) наблюдают в трех визуальных полях или больше, и наличие несплошности гальванического покрытия (дефекта, который достигает основного материала (стального листа)) подтверждается. В результате, когда доля покрытия слоя гальванического покрытия меньше чем 99% (когда отношение дефектов больше чем 1%), присутствует большее количество областей без покрытия, и таким образом, смачиваемость оценивается как "плохо". В дополнение к этому, когда доля покрытия слоя гальванического покрытия составляет 100%, вся поверхность имеет гальваническое покрытие, и таким образом, смачиваемость оценивается как "хорошо".
Измеренные микроструктуры показаны в Таблицах 8 и 11, свойства при разрыве показаны в Таблицах 9 (продолжение Таблицы 8) и 12 (продолжение Таблицы 11) и стойкость к замедленному разрушению, свойства гальванического покрытия и %Fe в слоях гальванического покрытия показаны в Таблицах 10 и 13.






Во всех сталях №№ A-1, A-9, B-1, B-2, B-5, C-1, C-2, D-1, D-2, E-1, E-2, E-4, F-1, F-2, G-1, G-2, G-4, H-1, H-2,1-1,1-2,1-3, J-1, K-1, K-2, K-3, K-4, L-1, L-2, M-1, M-2, N-1, N-2, 0-1, P-1, Q-1, R-1, R-2, R-3, S-1, S-2, T-1, T-2, T-4, T-5, U-1, U-2, U-3, U-4, V-1, V-2, V-3, V-4, V-5 и V-6, химическая композиция, микроструктура и количество Fe в слое гальванического покрытия и оксиде соответствующим образом контролируются, и таким образом, стойкость к замедленному разрушению, формуемость и свойства гальванического покрытия являются превосходными.
В сталях №№ A-11, B-6, и E-3, размер валков при холодной прокатке составлял больше чем 1400 мм. В дополнение к этому, в стали № R-8, суммарная степень обжатия при прокатке во время холодной прокатки была меньше чем 30%. Кроме того, в сталях №№ A-7, C-4, M-3, R-6 и T-3, во время нагрева для отжига, время, когда температура стального листа находится в диапазоне температур от 550°C до 750°C, ограничивалось до меньшего, чем 20 секунд. По этой причине, в сталях №№ A-7, A-11, B-6, C-4, E-3, M-3, R-6, R-8 и T-3, доля площади проекции оксидов меньше чем 10% и стойкость к замедленному разрушению является недостаточной.
В сталях №№ A-8, B-4 и R-6, скорость потока расплавленного металла в ванне гальванизации меньше чем 10 м/мин. По этой причине, в этих сталях №№ A-8, B-4 и R-6 возникает несплошность гальванического покрытия, вызываемая оксидами на поверхности стального листа, и внешний вид и износостойкость ухудшаются из-за этих областей с несплошностью гальванического покрытия (областей, которые не покрыты слоем гальванического покрытия).
В сталях №№ A-2, E-3 и R-4, поскольку температура сворачивания в рулон выше, чем 700°C, микроструктура горячекатаного стального листа представляет собой крупную структуру феррита-перлита и каждая фаза микроструктуры готового стального листа после последующих процессов (например, холодной прокатки, отжига и нанесения гальванического покрытия, и обработки легирования) укрупняется (доля крупных зерен больше чем 30%), вызывая неоднородность микроструктуры. По этой причине, в этих сталях №№ A-2, E-3 и R-4, по меньшей мере, один параметр из удлинения (TS×E1) и раздаваемости отверстий (TS×λ) является недостаточным.
В сталях №№ A-3, B-3, R-5 и T-3, поскольку температура отжига ниже, чем 750°C, оксиды остаются в феррите, как они и были, и объемные доли отпущенного мартенсита и аустенита, и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. По этой причине, в сталях №№ A-3, B-3, R-5 и T-3, предел прочности (TS) меньше чем 980 МПа и удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
В сталях №№ A-4 и C-3, поскольку конечная температура охлаждения первой стадии охлаждения ниже, чем 500°C, происходит избыточное образование феррита, и объемные доли отпущенного мартенсита и аустенита, и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. По этой причине, в сталях №№ A-4 и C-3, предел прочности (TS) меньше чем 980 МПа, и, по меньшей мере, один параметр из удлинения (TS×E1) и раздаваемости отверстий (TS×λ) является недостаточным.
В сталях №№ A-12 и B-7, средняя скорость охлаждения на второй стадии охлаждения меньше чем 1°C/сек. Таким образом, из-за избыточного образования феррита и недостаточной закалки стального листа, объемные доли отпущенного мартенсита и аустенита, и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. По этой причине, в сталях №№ A-12 и B-7, удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
В сталях №№ A-2, A-8, A-10 и C-4, поскольку конечная температура охлаждения на второй стадии охлаждения составляет 350°C или выше, микроструктура не закаляется в достаточной степени и объемная доля отпущенного мартенсита меньше чем 30%. По этой причине, в сталях №№ A-2, A-8, A-10 и C-4, по меньшей мере, один параметр из удлинения (TS×E1) и раздаваемости отверстий (TS×λ) является недостаточным.
В стали № A-13, поскольку конечная температура охлаждения на второй стадии охлаждения ниже, чем 100°C, большая часть аустенита преобразуется в мартенсит, и объемная доля аустенита меньше чем 8%. По этой причине, в этой стали № A-13, удлинение (TS×E1) является недостаточным.
В стали № A-11, поскольку температура легирования после нанесения гальванического покрытия выше, чем 600°C, образуется перлит. В результате, объемная доля перлита больше чем 10%, и объемная доля аустенита меньше чем 8%. По этой причине, в стали № A-11, предел прочности (TS) меньше чем 980 МПа, и удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
В сталях №№ A-5, A-6, A-7, C-4, G-3, M-3, R-6 и R-7, время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, меньше чем 20 секунд, до того, как получают готовый продукт после контролируемого охлаждения (после второй стадии охлаждения). По этой причине, в сталях №№ A-5 и G-3, несмотря на то, что стальной лист выдерживают при температуре меньше чем 350°C, аустенит не стабилизируется в достаточной степени и объемная доля аустенита меньше чем 8%. В дополнение к этому, в стали № A-6, несмотря на то, что стальной лист выдерживают при температуре выше чем 500°C, не происходит достаточного превращения бейнита, и объемная доля мартенсита увеличивается. В результате, объемные доли отпущенного мартенсита и аустенита и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. В стали № C-4, поскольку стальной лист выдерживают непосредственно после второй стадии охлаждения, объемная доля отпущенного мартенсита меньше чем 30% по описанным выше причинам. В сталях №№ A-7, M-3 и R-6, стальной лист выдерживают в диапазоне температур от 350°C до 500°C, но время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, нельзя обеспечить в достаточной степени. В стали № R-7, стальной лист не выдерживают, и время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, нельзя обеспечить в достаточной степени. По этой причине, в сталях №№ A-7, M-3, R-6 и R-7, аустенит не стабилизируется в достаточной степени и объемная доля аустенита меньше чем 8%. Соответственно, в сталях №№ A-5, A-6, A-7, C-4, G-3, M-3, R-6 и R-7, по меньшей мере, один параметр из удлинения (TS x E1) и раздаваемости отверстий (TS×λ) является недостаточным.
В стали № W-1, количество C в стали меньше чем 0,05%. В стали № X-1, количество Si в стали меньше чем 0,5%. По этой причине, в этих сталях №№ W-1 и X-1, способность принимать закалку и стабильность аустенита (в случае Si, концентрация C в аустените связана с образованием феррита) являются недостаточными, и объемные доли отпущенного мартенсита и аустенита и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. В результате, в сталях №№ W-1 и X-1, предел прочности (TS) меньше чем 980 МПа, и удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
В стали № Y-1, поскольку количество Si в стали больше чем 3%, феррит стабилизируется, и таким образом, образуется в избытке, объемная доля отпущенного мартенсита меньше чем 30% и общая объемная доля отпущенного мартенсита и бейнита меньше чем 40%. По этой причине, в стали № Y-1, раздаваемость отверстий (TS×λ) является недостаточной. В дополнение к этому, в стали № Y-1, поскольку количество оксидов на поверхности стального листа увеличивается, возникает несплошность гальванического покрытия и стойкость к замедленному разрушению является недостаточной.
В стали № Z-1, поскольку количество Mn в стали меньше чем 1,5%, происходит избыточное образование феррита из-за ухудшения способности принимать закалку, и объемные доли отпущенного мартенсита и аустенита и общая объемная доля отпущенного мартенсита и бейнита являются недостаточными. В результате, в стали № Z-1, предел прочности (TS) меньше чем 980 МПа, и удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными. В дополнение к этому, в стали № Z-1, поскольку образование перлита можно подавлять с помощью Mn, объемная доля перлита больше чем 10%.
В стали № AA-1, поскольку количество Mn в стали больше чем 3%, способность принимать закалку увеличивается избыточно, и таким образом, большая часть аустенита преобразуется в мартенсит после второй стадии охлаждения. По этой причине, в этой стали № AA-1, объемная доля аустенита меньше чем 8%, и удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
В стали № AB-1, поскольку количество C в стали больше чем 0,4%, объемная доля цементита больше чем 10%. В дополнение к этому, в этой стали № AB-1, поскольку способность принимать закалку увеличивается избыточно, объемная доля отпущенного мартенсита меньше чем 30%, и общая объемная доля мартенсита и бейнита меньше чем 40%. По этой причине, в этой стали № AB-1, удлинение (TS×E1) и раздаваемость отверстий (TS×λ) являются недостаточными.
Выше описаны предпочтительные примеры настоящего изобретения. Однако настоящее изобретение не ограничивается этими примерами. Дополнения, исключения, замены и другие модификации конфигураций могут быть осуществлены без отклонения от рамок настоящего изобретения. Настоящее изобретение не должно рассматриваться как ограниченное предшествующим описанием, и оно является ограниченным только рамками прилагаемой формулы изобретения.
Промышленная применимость
Как описано выше, в соответствии с настоящим изобретением, можно предложить стальной лист с гальваническим покрытием (включая полученный погружением в расплав стальной лист с гальваническим покрытием и стальной лист с отожженным гальваническим покрытием), который является пригодным для использования в структурных элементах, армирующих элементах и элементах подвески для автомобилей, он имеет предел прочности 980 МПа или больше и является превосходным по стойкости к замедленному разрушению, адгезии гальванического покрытия, удлинению и раздаваемости отверстий при низкой стоимости. По этой причине, поскольку настоящее изобретение вносит большой вклад в уменьшение массы автомобиля, промышленная применимость является высокой.
Claims (11)
1. Стальной лист с гальваническим покрытием, выполненный из стали, содержащей, в мас.%:
C 0,05-0,40
Si 0,5-3,0
Mn 1,5-3,0
P в пределах 0,04 или меньше
S в пределах 0,01 или меньше
N в пределах 0,01 или меньше
Al в пределах 2,0 или меньше
O в пределах 0,01 или меньше
Fe и неизбежные примеси остальное,
причем микроструктура стального листа содержит феррит, бейнит и, по объемной доле, 30% или больше отпущенного мартенсита, 8% или больше аустенита и в пределах до 10% или меньше перлита,
причем общая объемная доля отпущенного мартенсита и бейнита составляет 40% или больше, а доля площади зерен, имеющих размер зерен больше чем 35 мкм, относительно площади микроструктуры, составляет 10% или меньше,
причем предел прочности стального листа составляет 980 МПа или больше, а слой покрытия включает металл, содержащий, в мас.%: в пределах 15 или меньше Fe, в пределах 2 или меньше Al, и Zn и неизбежные примеси остальное, и оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, причем
в сечении стального листа и слоя покрытия в направлении по толщине, доля площади проекции, полученная посредством деления длины, с которой оксид проецируется на границу раздела между слоем покрытия и стальным листом, на длину границы раздела между слоем покрытия и стальным листом, составляет 10% или больше и доля покрытия слоя покрытия на стальном листе составляет 99% или больше.
C 0,05-0,40
Si 0,5-3,0
Mn 1,5-3,0
P в пределах 0,04 или меньше
S в пределах 0,01 или меньше
N в пределах 0,01 или меньше
Al в пределах 2,0 или меньше
O в пределах 0,01 или меньше
Fe и неизбежные примеси остальное,
причем микроструктура стального листа содержит феррит, бейнит и, по объемной доле, 30% или больше отпущенного мартенсита, 8% или больше аустенита и в пределах до 10% или меньше перлита,
причем общая объемная доля отпущенного мартенсита и бейнита составляет 40% или больше, а доля площади зерен, имеющих размер зерен больше чем 35 мкм, относительно площади микроструктуры, составляет 10% или меньше,
причем предел прочности стального листа составляет 980 МПа или больше, а слой покрытия включает металл, содержащий, в мас.%: в пределах 15 или меньше Fe, в пределах 2 или меньше Al, и Zn и неизбежные примеси остальное, и оксид, содержащий, по меньшей мере, один химический элемент, выбранный из Si, Mn и Al, причем
в сечении стального листа и слоя покрытия в направлении по толщине, доля площади проекции, полученная посредством деления длины, с которой оксид проецируется на границу раздела между слоем покрытия и стальным листом, на длину границы раздела между слоем покрытия и стальным листом, составляет 10% или больше и доля покрытия слоя покрытия на стальном листе составляет 99% или больше.
2. Стальной лист по п. 1, в котором сталь дополнительно содержит, в мас.%, по меньшей мере, один элемент, выбранный из:
Mo 0,01-1,0
Cr 0,05-1,0
Ni 0,05-1,0
Cu 0,05-1,0
Nb 0,005-0,3
Ti 0,005-0,3
V 0,005-0,5
B 0,0001-0,01, и
в сумме, по меньшей мере, один элемент, выбранный из Ca, Mg и REM: 0,0005-0,04.
Mo 0,01-1,0
Cr 0,05-1,0
Ni 0,05-1,0
Cu 0,05-1,0
Nb 0,005-0,3
Ti 0,005-0,3
V 0,005-0,5
B 0,0001-0,01, и
в сумме, по меньшей мере, один элемент, выбранный из Ca, Mg и REM: 0,0005-0,04.
3. Стальной лист по п. 1 или 2, в котором слой покрытия, выполненный в виде гальванического покрытия, получен погружением в расплав.
4. Стальной лист по п. 1 или 2, в котором слой гальванического покрытия выполнен в виде отожженного слоя.
5. Стальной лист по п. 1 или 2, в котором гальванический слой покрытия содержит металл, имеющий Fe в пределах меньше чем 7 мас.%.
6. Стальной лист по п. 1 или 2,
в котором слой гальванического покрытия содержит металл, имеющий Fe в пределах 7-15 мас.%.
в котором слой гальванического покрытия содержит металл, имеющий Fe в пределах 7-15 мас.%.
7. Стальной лист по п. 1 или 2,
в котором слой гальванического покрытия содержит металл, имеющий Al в пределах больше чем 0 и 2 или меньше мас.%.
в котором слой гальванического покрытия содержит металл, имеющий Al в пределах больше чем 0 и 2 или меньше мас.%.
8. Способ изготовления стального листа с гальваническим покрытием, включающий:
первый этап литья стали, которая содержит, в мас.%:
C 0,05-0,40
Si 0,5-3,0
Mn 1,5-3,0
P в пределах 0,04 или меньше
S в пределах 0,01 или меньше
N в пределах 0,01 или меньше
Al в пределах 2,0 или меньше
O в пределах 0,01 или меньше
Fe и неизбежные примеси остальное,
второй этап нагрева стали непосредственно после первого этапа или после однократного охлаждения,
третий этап горячей прокатки стали с получением листа и с её завершением при температуре превращения Ar3 или выше,
четвертый этап смотки в рулон стального листа при 300-700°C,
пятый этап травления стального листа,
шестой этап холодной прокатки стального листа с помощью стана холодной прокатки, имеющего рабочие валки с размером валков 1400 мм или меньше, с суммарной степенью обжатия при прокатке 30% или больше и меньше чем 100%,
седьмой этап нагрева стального листа и выдержки при 550-750°C в течение 20 секунд или больше,
восьмой этап отжига стального листа при 750-900°C;
девятый этап двухстадийного охлаждения стального листа до промежуточной температуры охлаждения в диапазоне температур от 500°C или выше и ниже чем 750°C при первой средней скорости охлаждения от 0,1°C/сек до 30°C/сек и охлаждения стального листа от промежуточной температуры охлаждения до конечной температуры охлаждения 100°C или выше и ниже чем 350°C, при второй средней скорости охлаждения, которая выше, чем первая средняя скорость охлаждения, причем вторая средняя скорость охлаждения составляет 1-100°C/сек или девятый этап одностадийного охлаждения стального листа до конечной температуры охлаждения 100°C или выше и ниже чем 350°C, со средней скоростью охлаждения 1°C/сек или больше и 30°C/сек или меньше,
десятый этап установки температуры стального листа в диапазоне температур от температуры, которая ниже, чем температура ванны гальванизации на 40°C или выше, и до температуры, которая выше, чем температура ванны гальванизации на 40°C или ниже,
одиннадцатый этап нанесения гальванического покрытия посредством погружения стального листа в ванну для нанесения гальванического покрытия погружением в расплав, циркулирующий при скорости потока от 10 м/мин до 50 м/мин, и
двенадцатый этап охлаждения стального листа до температуры ниже чем 100°C,
причем время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, составляет 20 секунд или больше во всех этапах после девятого.
первый этап литья стали, которая содержит, в мас.%:
C 0,05-0,40
Si 0,5-3,0
Mn 1,5-3,0
P в пределах 0,04 или меньше
S в пределах 0,01 или меньше
N в пределах 0,01 или меньше
Al в пределах 2,0 или меньше
O в пределах 0,01 или меньше
Fe и неизбежные примеси остальное,
второй этап нагрева стали непосредственно после первого этапа или после однократного охлаждения,
третий этап горячей прокатки стали с получением листа и с её завершением при температуре превращения Ar3 или выше,
четвертый этап смотки в рулон стального листа при 300-700°C,
пятый этап травления стального листа,
шестой этап холодной прокатки стального листа с помощью стана холодной прокатки, имеющего рабочие валки с размером валков 1400 мм или меньше, с суммарной степенью обжатия при прокатке 30% или больше и меньше чем 100%,
седьмой этап нагрева стального листа и выдержки при 550-750°C в течение 20 секунд или больше,
восьмой этап отжига стального листа при 750-900°C;
девятый этап двухстадийного охлаждения стального листа до промежуточной температуры охлаждения в диапазоне температур от 500°C или выше и ниже чем 750°C при первой средней скорости охлаждения от 0,1°C/сек до 30°C/сек и охлаждения стального листа от промежуточной температуры охлаждения до конечной температуры охлаждения 100°C или выше и ниже чем 350°C, при второй средней скорости охлаждения, которая выше, чем первая средняя скорость охлаждения, причем вторая средняя скорость охлаждения составляет 1-100°C/сек или девятый этап одностадийного охлаждения стального листа до конечной температуры охлаждения 100°C или выше и ниже чем 350°C, со средней скоростью охлаждения 1°C/сек или больше и 30°C/сек или меньше,
десятый этап установки температуры стального листа в диапазоне температур от температуры, которая ниже, чем температура ванны гальванизации на 40°C или выше, и до температуры, которая выше, чем температура ванны гальванизации на 40°C или ниже,
одиннадцатый этап нанесения гальванического покрытия посредством погружения стального листа в ванну для нанесения гальванического покрытия погружением в расплав, циркулирующий при скорости потока от 10 м/мин до 50 м/мин, и
двенадцатый этап охлаждения стального листа до температуры ниже чем 100°C,
причем время, когда температура стального листа находится в диапазоне температур от 350°C до 500°C, составляет 20 секунд или больше во всех этапах после девятого.
9. Способ по п. 8,
в котором литая сталь дополнительно содержит, в мас.%, по меньшей мере, один элемент, выбранный из
Mo 0,01-1,0
Cr 0,05-1,0
Ni 0,05-1,0
Cu 0,05-1,0
Nb 0,005-0,3
Ti 0,005-0,3
V 0,005-0,5
B 0,0001-0,01, и
в сумме, по меньшей мере, один элемент, выбранный из Ca, Mg и REM: 0,0005-0,04.
в котором литая сталь дополнительно содержит, в мас.%, по меньшей мере, один элемент, выбранный из
Mo 0,01-1,0
Cr 0,05-1,0
Ni 0,05-1,0
Cu 0,05-1,0
Nb 0,005-0,3
Ti 0,005-0,3
V 0,005-0,5
B 0,0001-0,01, и
в сумме, по меньшей мере, один элемент, выбранный из Ca, Mg и REM: 0,0005-0,04.
10. Способ по п. 8 или 9, в котором после десятого этапа дополнительно осуществляют
этап повторного нагрева и выдержки стального листа в диапазоне температур от 350°C до 500°C.
этап повторного нагрева и выдержки стального листа в диапазоне температур от 350°C до 500°C.
11. Способ по п. 8 или 9, в котором после двенадцатого этапа дополнительно осуществляют
этап нагрева стального листа до 460°C-600°C для осуществления обработки легированием.
этап нагрева стального листа до 460°C-600°C для осуществления обработки легированием.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-217811 | 2011-09-30 | ||
| JP2011217811 | 2011-09-30 | ||
| PCT/JP2012/075244 WO2013047836A1 (ja) | 2011-09-30 | 2012-09-28 | 亜鉛めっき鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2014117661A RU2014117661A (ru) | 2015-11-10 |
| RU2574568C2 true RU2574568C2 (ru) | 2016-02-10 |
Family
ID=
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2712670C1 (ru) * | 2017-01-17 | 2020-01-30 | Ниппон Стил Корпорейшн | Стальной лист для горячей штамповки |
| RU2749413C2 (ru) * | 2016-05-10 | 2021-06-09 | Юнайтид Стейтс Стил Корпорэйшн | Изделия из высокопрочной стали и способы их изготовления |
| RU2751717C2 (ru) * | 2017-06-02 | 2021-07-16 | Арселормиттал | Листовая сталь для изготовления подвергнутых закалке под прессом деталей, подвергнутая закалке под прессом деталь, характеризующаяся наличием комбинации из высокой прочности и пластичности при столкновении в ходе аварии, и способы их изготовления |
| RU2753173C2 (ru) * | 2016-12-21 | 2021-08-12 | Арселормиттал | Отпущенная листовая сталь с покрытием, характеризующаяся превосходной деформируемостью, и способ ее изготовления |
| RU2818511C2 (ru) * | 2021-05-04 | 2024-05-02 | Арселормиттал | Стальной лист и высокопрочная, закалённая под прессом стальная деталь и способ её изготовления |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001234281A (ja) * | 2000-02-21 | 2001-08-28 | Nippon Steel Corp | 亜鉛メッキ密着性および成形性の優れた高強度薄鋼板とその製造方法 |
| RU2322518C2 (ru) * | 2003-06-19 | 2008-04-20 | Ниппон Стил Корпорейшн | Высокопрочная листовая сталь с отличной деформируемостью и способ ее получения |
| RU2418090C2 (ru) * | 2008-02-19 | 2011-05-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист высокопрочной стали, обладающий повышенной пластичностью, и способ его производства |
| EP1482066B1 (en) * | 2002-03-01 | 2011-05-18 | JFE Steel Corporation | Surface treated steel plate and method for production thereof |
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001234281A (ja) * | 2000-02-21 | 2001-08-28 | Nippon Steel Corp | 亜鉛メッキ密着性および成形性の優れた高強度薄鋼板とその製造方法 |
| EP1482066B1 (en) * | 2002-03-01 | 2011-05-18 | JFE Steel Corporation | Surface treated steel plate and method for production thereof |
| RU2322518C2 (ru) * | 2003-06-19 | 2008-04-20 | Ниппон Стил Корпорейшн | Высокопрочная листовая сталь с отличной деформируемостью и способ ее получения |
| RU2418090C2 (ru) * | 2008-02-19 | 2011-05-10 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист высокопрочной стали, обладающий повышенной пластичностью, и способ его производства |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2749413C2 (ru) * | 2016-05-10 | 2021-06-09 | Юнайтид Стейтс Стил Корпорэйшн | Изделия из высокопрочной стали и способы их изготовления |
| RU2753173C2 (ru) * | 2016-12-21 | 2021-08-12 | Арселормиттал | Отпущенная листовая сталь с покрытием, характеризующаяся превосходной деформируемостью, и способ ее изготовления |
| RU2712670C1 (ru) * | 2017-01-17 | 2020-01-30 | Ниппон Стил Корпорейшн | Стальной лист для горячей штамповки |
| RU2751717C2 (ru) * | 2017-06-02 | 2021-07-16 | Арселормиттал | Листовая сталь для изготовления подвергнутых закалке под прессом деталей, подвергнутая закалке под прессом деталь, характеризующаяся наличием комбинации из высокой прочности и пластичности при столкновении в ходе аварии, и способы их изготовления |
| RU2818814C1 (ru) * | 2019-09-19 | 2024-05-06 | Баошан Айрон Энд Стил Ко., Лтд. | Горячекатаный лист/полоса 30CrMo стали и способ их получения |
| RU2818511C2 (ru) * | 2021-05-04 | 2024-05-02 | Арселормиттал | Стальной лист и высокопрочная, закалённая под прессом стальная деталь и способ её изготовления |
| RU2822381C2 (ru) * | 2021-05-04 | 2024-07-04 | Арселормиттал | Стальной лист и высокопрочная, закалённая под прессом стальная деталь и способ её изготовления |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5376090B2 (ja) | 亜鉛めっき鋼板及びその製造方法 | |
| US10407760B2 (en) | Hot-dip galvanized steel sheet and manufacturing method thereof | |
| JP5223360B2 (ja) | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4317384B2 (ja) | 耐水素脆化、溶接性および穴拡げ性に優れた高強度亜鉛めっき鋼板とその製造方法 | |
| EP3467135B1 (en) | Thin steel sheet, and production method therefor | |
| JP6597889B2 (ja) | 高強度冷延薄鋼板および高強度冷延薄鋼板の製造方法 | |
| KR20200097347A (ko) | 고강도 냉연 강판 및 그의 제조 방법 | |
| JP6388056B2 (ja) | 熱延鋼板の製造方法および冷延フルハード鋼板の製造方法 | |
| CN114207169B (zh) | 钢板及其制造方法 | |
| JP2011111672A (ja) | 衝突吸収エネルギーに優れた引張最大強度900MPa以上の高強度冷延鋼板及びその製造方法、並びに、高強度亜鉛めっき鋼板及びその製造方法 | |
| JP6760521B1 (ja) | 高延性高強度電気亜鉛系めっき鋼板およびその製造方法 | |
| JPWO2020189530A1 (ja) | 鋼板 | |
| JPWO2017009938A1 (ja) | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| US20230287534A1 (en) | High-strength electrogalvannealed steel sheet and method for manufacturing the same | |
| JPWO2017009936A1 (ja) | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| WO2020138343A1 (ja) | 鋼板 | |
| RU2574568C2 (ru) | Стальной лист с гальваническим покрытием и способ его изготовления |