RU2444503C1 - Способ изготовления изделия смесевого твердого топлива - Google Patents
Способ изготовления изделия смесевого твердого топлива Download PDFInfo
- Publication number
- RU2444503C1 RU2444503C1 RU2010135309/05A RU2010135309A RU2444503C1 RU 2444503 C1 RU2444503 C1 RU 2444503C1 RU 2010135309/05 A RU2010135309/05 A RU 2010135309/05A RU 2010135309 A RU2010135309 A RU 2010135309A RU 2444503 C1 RU2444503 C1 RU 2444503C1
- Authority
- RU
- Russia
- Prior art keywords
- product
- mold
- satellite
- sample
- pressure
- Prior art date
Links
- 239000000446 fuel Substances 0.000 title claims abstract description 37
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000004449 solid propellant Substances 0.000 title claims abstract description 8
- 239000000203 mixture Substances 0.000 claims abstract description 36
- 238000000465 moulding Methods 0.000 claims abstract description 27
- 238000009434 installation Methods 0.000 claims abstract description 17
- 238000001746 injection moulding Methods 0.000 claims abstract description 5
- 238000004519 manufacturing process Methods 0.000 claims description 16
- 238000005070 sampling Methods 0.000 claims description 16
- 238000006116 polymerization reaction Methods 0.000 claims description 9
- 230000000379 polymerizing effect Effects 0.000 claims description 3
- 238000009749 continuous casting Methods 0.000 abstract 2
- 238000002347 injection Methods 0.000 abstract 1
- 239000007924 injection Substances 0.000 abstract 1
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000005520 cutting process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000004634 thermosetting polymer Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images
Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Изобретение относится к технологии формования изделия из смесевого твердого топлива. Способ включает приготовление топливной смеси. Формование изделия методом литья под давлением на установке непрерывного действия со шнековой выгрузкой в вертикально расположенную пресс-форму. Заполнение образца-спутника изделия топливной смесью в процессе формования изделия с помощью устройства отбора пробы. Отсечку топливной смеси в пресс-форме в конце формования отсекателем после создания в нем давления и полимеризацию изделия с поддержанием избыточного давления в пресс-форме совместно с образцом-спутником. Образец-спутник изделия заполняют топливной смесью в конце формования изделия с помощью устройства отбора пробы, установленного вертикально на верхней технологической крышке пресс-формы. При нарастании давления в пресс-форме в конце формования изделия частоту вращения шнека установки непрерывного действия устанавливают на величину 2-5 мин-1, поддавливают топливную смесь в пресс-форме при работающем шнеке до роста в ней давления до (0,8÷1,0) МПа. Отключают установку непрерывного действия, а затем включают отсекатель на закрытие. Полимеризуют изделие совместно с образцом-спутником, не снимая его с технологической крышки пресс-формы, поддерживая в процессе полимеризации одинаковое избыточное давление в пресс-форме и образце-спутнике. Техническим результатом заявленного изобретения является создание образца-спутника высокого качества. 2 ил.
Description
Изобретение относится к области изготовления изделия из смесевого твердого топлива (СТТ), а конкретно к технологии формования изделия СТТ в вертикально расположенную пресс-форму методом литья под давлением на установке непрерывного действия со шнековой выгрузкой.
Известны способ смешения компонентов взрывчатого состава и формования из него изделия по патенту РФ №2132837 (МПК C06B 21/00), способ изготовления изделия СТТ по патенту РФ №2179543 (МПК C06B 21/00), способ изготовления изделия СТТ по патенту РФ №2238254 (МПК C06B 21/00), принятые за аналоги. Эти способы предусматривают операции приготовления топливной смеси, формование изделия подачей топливной смеси в вертикально расположенную пресс-форму под давлением, отсечку подачи топливной смеси в пресс-форме в конце формования, полимеризацию изделия с поддержанием избыточного давления в пресс-форме.
Общим недостатком указанных способов является то, что они не предусматривают заполнения образца-спутника изделия в процессе формования для оценки качества изделия.
Наиболее близким по технической сути и достигаемому техническому результату к заявляемому способу является способ изготовления изделия из термореактивного полимерного материала по патенту РФ №2314280 С1 (МПК C06B 21/00), принятый авторами за прототип. Указанный способ включает приготовление полимерного материала, формование изделия методом литья под давлением на установке непрерывного действия со шнековой выгрузкой в вертикально расположенную пресс-форму, заполнение образца-спутника изделия полимерным материалом с помощью устройства отбора пробы, установленного на массопроводе в процессе формования изделия, отсечку полимерного материала в пресс-форме в конце формования отсекателем после создания в нем давления, снятие заполненного образца-спутника изделия с устройства отбора пробы, его герметизацию и полимеризацию изделия с поддержанием избыточного давления в пресс-форме совместно с образцом-спутником.
Недостатком способа изготовления изделия из термореактивного полимерного материала, принятого за прототип, является то, что образец-спутник, заполняемый с помощью устройства, установленного на массопроводе, недостаточно точно воспроизводит свойства изделия из-за отличия в величине избыточного давления при полимеризации изделия и образца-спутника.
Технической задачей изобретения является создание способа изготовления изделия смесевого твердого топлива, обеспечивающего изготовление образца-спутника изделия высокого качества (без воздушных включений), воспроизводящего свойства изделия за счет создания одинаковых условий изготовления образца-спутника и самого изделия.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления изделия, включающем приготовление топливной смеси, формование изделия методом литья под давлением на установке непрерывного действия со шнековой выгрузкой в вертикально расположенную пресс-форму, заполнение образца-спутника изделия с помощью устройства отбора пробы, отсечку топливной смеси в пресс-форме в конце формования отсекателем после создания в нем давления и полимеризацию изделия с поддержанием избыточного давления в пресс-форме совместно с образцом-спутником, для оценки свойств образец-спутник изделия заполняют топливной смесью в конце формования изделия с помощью устройства отбора пробы, установленного вертикально на верхней технологической крышке пресс-формы. Для чего при нарастании давления в пресс-форме в конце формования изделия частоту вращения шнека установки непрерывного действия устанавливают на величину 2-5 мин-1, поддавливают топливную смесь в пресс-форме при работающем шнеке до роста в ней давления до 0,8÷1,0 МПа, после чего сначала отключают установку непрерывного действия, а затем включают отсекатель на закрытие, полимеризуют изделие совместно с образцом-спутником, не снимая его с технологической крышки пресс-формы, поддерживая в процессе полимеризации одинаковое избыточное давление в пресс-форме и образце-спутнике изделия.
Для оценки качества изделия и соответствия его свойств техническим требованиям возникает необходимость определения свойств топлива на образцах-спутниках изделия. Основным требованием, предъявляемым к образцу-спутнику, является то, что он должен как можно более точно характеризовать свойства изделия. Это достигается за счет качественного, бездефектного (без воздушных включений) заполнения образца-спутника в процессе формования изделия и обеспечения одинаковых условий и режимов их изготовления на фазах технологического процесса по температуре, продолжительности операций, давлению при полимеризации.
Для решения указанной выше технической задачи в предлагаемом способе заполнение образца-спутника топливной смесью производится непосредственно из пресс-формы в конце формования изделия с помощью устройства отбора пробы, установленного вертикально на верхней технологической крышке пресс-формы. Заполнение образца-спутника изделия в конце формования устройством отбора пробы, установленным на верхней технологической крышке, позволяет отобрать топливную смесь непосредственно из отформованного изделия и повысить за счет этого представительность отобранной пробы, обеспечить достоверность оценки качественных показателей изделия. Вертикальное расположение устройства отбора пробы, установленного на технологической крышке, обеспечивает бездефектное (без воздушных включений) заполнение образца-спутника за счет создания условий для формирования устойчивого фронта течения топливной смеси в устройстве отбора пробы в процессе его заполнения.
Для качественного заполнения образца-спутника важно при нарастании давления в пресс-форме в конце формования изделия частоту вращения шнека установки непрерывного действия установить на величину 2-5 мин-1. Благодаря этому создается оптимальная скорость течения топливной смеси при заполнении узких зазоров и переходных зон устройства отбора пробы и тем самым обеспечивается качественное бездефектное заполнение его топливной смесью. При частоте вращения шнека установки непрерывного действия менее 2 мин-1 его напорность снижается настолько, что давление, создаваемое шнеком, становится недостаточным для заполнения топливной смесью узких зазоров устройства отбора пробы. Выход за верхний предел по частоте вращения шнека установки непрерывного действия повышает скорость течения топливной смеси в устройстве отбора пробы, что приводит к капсуляции воздуха в переходных зонах устройства и нарушению монолитности образца-спутника.
Получение качественного образца-спутника по монолитности (отсутствию пустот, воздушных пор) обеспечивается благодаря поддавливанию топливной смеси в пресс-форме при работающем шнеке установки непрерывного действия до роста в ней давления до (0,8÷1,0) МПа. Именно выбранные режимы предлагаемого способа по давлению поддавливания топливной смеси в пресс-форме позволяют заполнить узкие зазоры в устройстве отбора пробы и отформовать бездефектный образец-спутник из высоковязкой топливной смеси. При давлении поддавливания менее 0,8 МПа не удается получить образец-спутник без дефектов и воздушных включений. Выход за верхний предел по давлению поддавливания в пресс-форме не целесообразен. При этом усложняются конструкции пресс-формы и устройства отбора пробы, что связано с необходимостью обеспечения их целостности при работе на высоких давлениях.
После поддавливания топливной смеси в пресс-форме до давления 0,8÷1,0 МПа важно сначала отключить установку непрерывного действия, а затем включить отсекатель на закрытие. Это позволяет исключить резкий подъем давления в пресс-форме и устройстве отбора пробы при закрытии отсекателя за счет создания условий для обратного перетока топливной смеси из пресс-формы в установку непрерывного действия.
В предлагаемом способе полимеризацию образца-спутника осуществляют совместно с изделием, не снимая его с технологической крышки пресс-формы. Благодаря этому удается обеспечить одинаковые режимы изготовления изделия и образца-спутника во всем технологическом цикле формования и полимеризации и обеспечить тем самым воспроизводство свойств изделия в образце-спутнике.
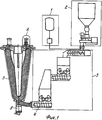
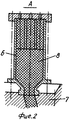
Пример исполнения предлагаемого способа изготовления изделия смесевого твердого топлива показан на фиг.1, 2. На фигурах цифрами показаны: дозирующие устройства 1, 2 жидковязких и порошкообразных компонентов, установка непрерывного действия 3, шнек 4 установки непрерывного действия, пресс-форма 5, устройство отбора пробы 6, крышка технологическая 7, образец-спутник 8, отсекатель 9.
Изготовление изделия смесевого твердого топлива по указанному способу осуществляется следующим образом.
Жидковязкие и порошкообразные компоненты СТТ с помощью дозирующих устройств 1, 2 дозируют в установку непрерывного действия 3 со шнековой выгрузкой, где их перемешивают до однородной топливной смеси. Приготовленную топливную смесь подают шнеком 4 установки непрерывного действия в вертикально расположенную пресс-форму 5 и формуют в ней изделие. В конце формования изделия с помощью устройства отбора пробы 6, установленного вертикально на верхней технологической крышке 7 пресс-формы 5, заполняют образец-спутник 8 изделия. Для чего при нарастании давления в пресс-форме 5 в конце формования изделия частоту вращения шнека 4 установки непрерывного действия 3 устанавливают на величину 2-5 мин-1, поддавливают топливную смесь в пресс-форме 5 при работающем шнеке 4 до роста в ней давления до 0,8÷1,0 МПа. При выбранных режимах по частоте вращения шнека и конечному давлению поддавливания топливной смеси в пресс-форме происходит заполнение образца-спутника 8 изделия без дефектов и воздушных включений. После чего сначала отключают установку непрерывного действия 3, затем включают отсекатель 9 и производят отсечку топливной смеси в пресс-форме 5. Отформованное изделие полимеризуют совместно с образцом-спутником 8, не снимая его с технологической крышки 7 пресс-формы 5, поддерживая в процессе полимеризации одинаковое избыточное давление в пресс-форме 5 и образце-спутнике 8.
Применение описанного способа изготовления изделия смесевого твердого топлива позволяет осуществить отбор топливной смеси непосредственно из отформованного изделия в конце его формования, провести полимеризацию образца-спутника в одинаковых условиях с изделием, обеспечить качественное формование образца-спутника и воспроизводство свойств изделия от образца-спутника к изделию. Указанные преимущества предлагаемого способа подтверждены изготовлением изделий по описанному способу в опытных условиях.
Claims (1)
- Способ изготовления изделия смесевого твердого топлива, включающий приготовление топливной смеси, формование изделия методом литья под давлением на установке непрерывного действия со шнековой выгрузкой в вертикально расположенную пресс-форму, заполнение образца-спутника изделия топливной смесью в процессе формования изделия с помощью устройства отбора пробы, отсечку топливной смеси в пресс-форме в конце формования отсекателем после создания в нем давления и полимеризацию изделия с поддержанием избыточного давления в пресс-форме совместно с образцом-спутником, отличающийся тем, что образец-спутник изделия заполняют топливной смесью в конце формования изделия с помощью устройства отбора пробы, установленного вертикально на верхней технологической крышке пресс-формы, для чего, при нарастании давления в пресс-форме в конце формования изделия частоту вращения шнека установки непрерывного действия устанавливают на величину 2-5 мин-1, поддавливают топливную смесь в пресс-форме при работающем шнеке до роста в ней давления до (0,8÷1,0) МПа, после чего, сначала отключают установку непрерывного действия, а затем включают отсекатель на закрытие, полимеризуют изделие совместно с образцом-спутником не снимая его с технологической крышки пресс-формы, поддерживая в процессе полимеризации одинаковое избыточное давление в пресс-форме и образце-спутнике.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010135309/05A RU2444503C1 (ru) | 2010-08-23 | 2010-08-23 | Способ изготовления изделия смесевого твердого топлива |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010135309/05A RU2444503C1 (ru) | 2010-08-23 | 2010-08-23 | Способ изготовления изделия смесевого твердого топлива |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2444503C1 true RU2444503C1 (ru) | 2012-03-10 |
Family
ID=46029058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010135309/05A RU2444503C1 (ru) | 2010-08-23 | 2010-08-23 | Способ изготовления изделия смесевого твердого топлива |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2444503C1 (ru) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3408431A (en) * | 1965-12-21 | 1968-10-29 | Standard Oil Co | Method of preparing propellant grain |
| US4776993A (en) * | 1974-05-14 | 1988-10-11 | The United States Of America As Represented By The Secretary Of The Navy | Extrusion method for obtaining high strength composite propellants |
| RU2179543C2 (ru) * | 2000-04-24 | 2002-02-20 | Государственное унитарное предприятие Научно-исследовательский институт полимерных материалов | Способ изготовления зарядов смесевого ракетного твердого топлива |
| RU2220935C1 (ru) * | 2002-04-29 | 2004-01-10 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления заряда смесевого ракетного твердого топлива |
| RU2303587C2 (ru) * | 2005-09-26 | 2007-07-27 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления изделия из смесевого ракетного твердого топлива |
| RU2314280C1 (ru) * | 2006-03-20 | 2008-01-10 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления изделия из термореактивного полимерного материала |
-
2010
- 2010-08-23 RU RU2010135309/05A patent/RU2444503C1/ru not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3408431A (en) * | 1965-12-21 | 1968-10-29 | Standard Oil Co | Method of preparing propellant grain |
| US4776993A (en) * | 1974-05-14 | 1988-10-11 | The United States Of America As Represented By The Secretary Of The Navy | Extrusion method for obtaining high strength composite propellants |
| RU2179543C2 (ru) * | 2000-04-24 | 2002-02-20 | Государственное унитарное предприятие Научно-исследовательский институт полимерных материалов | Способ изготовления зарядов смесевого ракетного твердого топлива |
| RU2220935C1 (ru) * | 2002-04-29 | 2004-01-10 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления заряда смесевого ракетного твердого топлива |
| RU2303587C2 (ru) * | 2005-09-26 | 2007-07-27 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления изделия из смесевого ракетного твердого топлива |
| RU2314280C1 (ru) * | 2006-03-20 | 2008-01-10 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Способ изготовления изделия из термореактивного полимерного материала |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2167135C2 (ru) | Способ изготовления зарядов из смесевого твердого топлива | |
| US11117290B2 (en) | Melting and injection device for plastic materials | |
| JP2004524992A (ja) | 材料の加工方法 | |
| US3590906A (en) | Cold-box resin-bonded foundry core-making machine | |
| RU2444503C1 (ru) | Способ изготовления изделия смесевого твердого топлива | |
| EP2979775B1 (en) | Mold-making device and mold-making method | |
| CH717854A2 (fr) | Procédé de préparation du gel de hyaluronate de sodium. | |
| RU2226520C2 (ru) | Способ изготовления зарядов из смесевого твёрдого ракетного топлива | |
| CN109652054A (zh) | 一种油溶水粘型堵水压裂支撑剂及制备方法 | |
| CN1933927A (zh) | 铸模造型装置以及使用于其上的金属模具装置 | |
| US8309001B2 (en) | Method of de-aerating a high-viscosity paste charge | |
| RU2314280C1 (ru) | Способ изготовления изделия из термореактивного полимерного материала | |
| EP2716384A1 (en) | Method for producing moulding sand and apparatus for carrying out said method (variant embodiments) | |
| CN217293390U (zh) | 注塑机快速混合热熔机构 | |
| US6525122B1 (en) | Plastics moldings | |
| CN105835228B (zh) | 用于制备人造石成型品的设备 | |
| JP6140607B2 (ja) | 成形用材料及びその製造方法 | |
| JP2000281425A (ja) | 硫黄組成物成形体の製造方法 | |
| RU2318788C1 (ru) | Способ изготовления изделия смесевого твердого топлива | |
| CN100591514C (zh) | 用于生产砾岩石材块的方法与设备 | |
| RU2310637C1 (ru) | Способ изготовления изделия из взрывчатого состава | |
| US4353651A (en) | Method of mixing chemically bonded foundry sand by vibratory action | |
| CN222003948U (zh) | 一种抗裂型水泥稳定碎石连续生产设备 | |
| CN216068144U (zh) | 一种注塑用加料计量设备 | |
| KR102285321B1 (ko) | 합성수지 원료의 첨가물 혼합장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20150514 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20200824 |