RU2442687C2 - Машина для нагнетания термоотверждаемого материала, в частности для вулканизации каучука, и способ ее использования - Google Patents
Машина для нагнетания термоотверждаемого материала, в частности для вулканизации каучука, и способ ее использования Download PDFInfo
- Publication number
- RU2442687C2 RU2442687C2 RU2010115789/05A RU2010115789A RU2442687C2 RU 2442687 C2 RU2442687 C2 RU 2442687C2 RU 2010115789/05 A RU2010115789/05 A RU 2010115789/05A RU 2010115789 A RU2010115789 A RU 2010115789A RU 2442687 C2 RU2442687 C2 RU 2442687C2
- Authority
- RU
- Russia
- Prior art keywords
- drain channel
- rubber
- channel
- channels
- zone
- Prior art date
Links
- 229920001971 elastomer Polymers 0.000 title claims abstract description 63
- 238000000034 method Methods 0.000 title claims description 7
- 238000004073 vulcanization Methods 0.000 title abstract description 11
- 239000011347 resin Substances 0.000 title abstract 10
- 229920005989 resin Polymers 0.000 title abstract 10
- 239000000463 material Substances 0.000 title description 26
- 239000007788 liquid Substances 0.000 claims abstract description 3
- 238000009826 distribution Methods 0.000 claims description 7
- 238000005086 pumping Methods 0.000 claims description 7
- 238000005266 casting Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 238000007599 discharging Methods 0.000 abstract 5
- 239000000126 substance Substances 0.000 abstract 1
- 230000002093 peripheral effect Effects 0.000 description 22
- 238000002347 injection Methods 0.000 description 11
- 239000007924 injection Substances 0.000 description 11
- 239000000243 solution Substances 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 5
- 238000001746 injection moulding Methods 0.000 description 4
- 238000013040 rubber vulcanization Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000011064 split stream procedure Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/581—Devices for influencing the material flow, e.g. "torpedo constructions" or mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/362—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using static mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/695—Flow dividers, e.g. breaker plates
- B29C48/70—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/695—Flow dividers, e.g. breaker plates
- B29C48/70—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows
- B29C48/705—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows in the die zone, e.g. to create flow homogeneity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/20—Injection nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
- B29C45/54—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston and plasticising screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
- B29K2083/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Машина для вулканизации каучука содержит средства для пластификации и нагнетания каучука, способные нагнетать каучук в податливом состоянии в спускной канал, в котором каучук при работе не отверждается, при этом спускной канал содержит, по меньшей мере, один выход, предназначенный для сообщения с внутренним объемом литейной формы, в которую каучук направляется для отверждения. Причем спускной канал снабжен, по меньшей мере, одним инверсионным устройством, содержит множество расходящихся каналов и множество сходящихся каналов, предназначенных, с одной стороны, для направления первого потока каучука, находящегося на периферии (В1) входной зоны спускного канала к центру (С2) выходной зоны этого спускного канала, с другой стороны, для направления второго потока каучука, находящегося в центре (С1) входной зоны спускного канала к периферии (В2) выходной зоны этого спускного канала. Каждое инверсионное устройство предназначено для инвертирования радиального профиля температуры в потоке жидкого каучука между входом и выходом одного или каждого из инверсионных устройств. При этом расходящиеся каналы берут начало в центре (С1) входной зоны спускного канала и открываются на периферии (В2) выходной зоны спускного канала. Тогда как сходящиеся каналы размещены у периферии (В1) входной зоны спускного канала и открываются в центре (С2) выходной зоны спускного канала. Технический результат, достигаемый при использовании машины и способа по изобретениям, заключается в том, чтобы обеспечить контролируемую подачу тепла, которая может быть особенно равномерной в потоках, проходящих в центральной и периферийной зонах. 2 н. и 8 з.п.
Description
Настоящее изобретение касается машины для нагнетания термоотверждаемого материала, а также способа ее использования.
Более конкретно, изобретение направлено на вулканизацию каучука. Однако оно находит применение в смежных областях техники, таких как, в частности, литье под давлением или формование силиконов, фенолформальдегидных смол или полиуретана.
Классически, машина для вулканизации каучука содержит, прежде всего, средства для пластификации и нагнетания термоотверждаемых материалов. Уровень техники предусматривает множество альтернатив в том, что касается структуры этих средств.
Таким образом, первое решение касается раздельных средств пластификации, которые включают подающий винт, обеспечивающий нагрев материала. Эти средства пластификации сочленены с обособленными средствами нагнетания, которые содержат, в частности, поршень, с камерой приема податливого материала.
В качестве варианта средства для пластификации могут быть совмещены со средствами для нагнетания. В этом случае осуществляют нагнетание, называемое «винт-поршень», в котором винт пластификации выполняет функцию нагнетающего поршня.
Известно, наконец, другое альтернативное решение, называемое FIFO (First in First Out). В этом варианте осуществления пластификация осуществляется через нагнетательный поршень.
После первоначальной фазы пластификации и нагнетания, осуществляемой в соответствии с той или иной из описанных выше возможностей, податливый материал нагнетается в спускной канал, выходной конец которого ограничен выходным отверстием. Последнее открывается в каналы питания литейной формы, которые связаны с полостями этой литейной формы.
Таким образом, в спускном канале, который размещен на входе литейной формы, податливый материал, по существу, не отверждается, в действительности, вследствие эксплуатационных условий, таких, в частности, как температура и скорость потока. Напротив, во внутреннем объеме литейной формы, а именно питающих каналах и полостях, этот податливый материал отверждается вследствие температуры и феномена застоя, которому он подвергается. В этом отношении выходное отверстие спускного канала имеет уменьшенное сечение, позволяющее отделить часть отвержденного материала от материала, который еще находится в процессе отверждения.
Обычная проблематика изготовления изделий, выполненных из каучука, заключается во времени вулканизации, которое стараются уменьшить, насколько это возможно. Эта проблема затрагивается, например, в US-B-6280175.
Этот документ предписывает выполнять в спускном канале, а именно в зоне, где податливый материал не отверждается, сужение, поперечное сечение которого не является кольцевым, но, напротив, выполнено, в общем, вытянутым в виде эллипса. Вследствие этого каучук нагревается равномерно в любой точке его поперечного сечения. Другими словами, наличие этого сечения позволяет подать значительное количество тепла на уровне центрального потока каучука, что позволяет уменьшить соответствующее время вулканизации.
Решение, описанное в американском патенте 6280175, имеет, однако, другие недостатки. Действительно, оно сопровождается нагревом, который может быть очень значительным и, в общем, неравномерным, способным локально разрушить материал и, следовательно, привести к дефектам конечного изделия.
Кроме того, известны альтернативные решения, которые описывают использование устройств, позволяющих изменить направление потока податливого материала. Однако, в противовес описанию указанного выше американского патента, эти устройства размещены в собственно литейной форме, а именно в зоне, где податливый материал отверждается.
Точнее говоря, документ ЕР-А-1186339 описывает статический смеситель, предназначенный для гомогенизации податливого материала. Использование этого устройства вызывает повышение температуры каждого потока среды, следствием чего являются проблемы, аналогичные описанным в указанном выше американском патенте.
Кроме того, патент US-A-4199-315 описывает машину для литья под давлением пневматических шин, в которой внутри литейной формы податливый материал вначале разделяется на два отдельных потока. Вначале этого разделения имеется центральный холодный поток, а также более горячий периферийный поток. Затем внутри каждого раздельного потока находится один холодный поток и один горячий поток, текущие обычно симметрично относительно продольной оси каждого отдельного канала.
Этот документ предписывает далее обрабатывать каждый отдельный поток путем изменения траекторий соответственно горячего и холодного потоков. Это решение не может применяться для разделенного потока, в котором центральный холодный поток окружен горячим периферическим потоком. Более того, это решение используется в достаточно специфических областях, таких как литье под давлением пневматических шин.
Задачей настоящего изобретения является исключение различных недостатков известных технических решений.
Для решения этой задачи предлагается машина для вулканизации каучука, содержащая средства для пластификации и нагнетания каучука, способные нагнетать каучук в податливом состоянии в спускной канал, в котором каучук при работе не отверждается, при этом спускной канал содержит, по меньшей мере, один выход, предназначенный для сообщения с внутренним объемом литейной формы, в которую каучук направляется для отверждения, причем спускной канал снабжен, по меньшей мере, одним инверсионным устройством, содержащим множество расходящихся каналов и множество сходящихся каналов, предназначенных, с одной стороны, для направления первого потока каучука, находящегося на периферии входной зоны спускного канала к центру выходной зоны этого спускного канала, и, с другой стороны, для направления второго потока каучука, находящегося в центре упомянутой входной зоны спускного канала к периферии упомянутой выходной зоны этого спускного канала, и в которой каждое инверсионное устройство предназначено для инвертирования радиального профиля температуры в потоке жидкого каучука между входом и выходом одного или каждого из инверсионных устройств, при этом расходящиеся каналы берут начало в центре входной зоны спускного канала и открываются на периферии выходной зоны спускного канала, тогда как сходящиеся каналы размещены у периферии входной зоны спускного канала и открываются в центре выходной зоны спускного канала.
Целесообразно, чтобы указанное инверсионное устройство содержало жестко соединенный со стенками спускного канала корпус, в котором выполнены, по меньшей мере, один расходящийся канал и, по меньшей мере, один сходящийся канал.
Целесообразно также, чтобы указанный корпус инверсионного устройства был жестко соединен со стенками спускного канала, в частности, путем введения в винтовую резьбу этого спускного канала и закрепления ввинченной форсункой.
Предпочтительно, чтобы в любой точке инверсионного устройства отношение между, с одной стороны, суммой поперечных сечений соответственно сходящихся и расходящихся каналов и, с другой стороны, общим поперечным сечением спускного канала превышало 30% и предпочтительно 50%.
Предпочтительно также, чтобы в машине были предусмотрены от одного до десяти сходящихся каналов, а также от одного до десяти расходящихся каналов.
Предпочтительно также, чтобы в машине были предусмотрены четыре сходящихся канала и четыре расходящихся канала.
Предпочтительно также, чтобы указанный спускной канал был разделен на несколько отдельных каналов и, по меньшей мере, один разделенный канал был снабжен соответствующим инверсионным устройством.
Предпочтительно также, чтобы в машине были предусмотрены, по меньшей мере, два инверсионных устройства, размещенных последовательно в спускном канале (230).
Еще одним объектом изобретения является способ использования вышеуказанной машины по п.1, в котором пропускают каучук в спускной канал и затем через один или каждый выход во внутренний объем, по меньшей мере, одной литейной формы в направлении, по меньшей мере, одного оттиска и в котором уточняют число, и/или размещение инверсионных устройств, и/или операционные условия упомянутого потока с целью контроля радиального распределения температуры каучука вблизи одного или каждого оттиска.
Предпочтительно, чтобы указанное радиальное распределение являлось, по существу, однородным.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
фиг.1 изображает вид в продольном разрезе, который иллюстрирует машину для вулканизации каучука в соответствии с изобретением;
фиг.2А, 2В и 2С изображают в увеличенном масштабе соответственно в продольном разрезе сверху вниз устройство для инверсии радиального поля температуры в соответствии с изобретением;
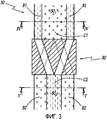
фиг.3 изображает вид в продольном разрезе, представляющий радиальное распределение температурного поля соответственно на входе и на выходе инверсионного устройства;
фиг.4 и 5 являются графиками, иллюстрирующими изменение температуры в зависимости от радиального положения на уровне линий IV-IV и V-V по фиг.3;
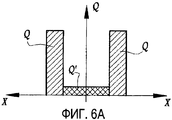
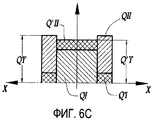
фиг.6А, 6В и 6С схематично изображают количество тепла, вводимого в каучук, соответственно в двух решениях по известному уровню техники и в соответствии с решением по изобретению; и
фиг.7 и 8 изображают виды в продольном разрезе, аналогичные фиг.3 и иллюстрирующие два варианта осуществления изобретения.
Машина для вулканизации каучука в соответствии с изобретением, изображенная на фиг.1, содержит, прежде всего, средства для пластификации и нагнетания, известные сами по себе. Прежде всего, она снабжена средствами 10 для пластификации, содержащими винт 12, размещенный в канале 14, который снабжен не представленными на чертеже средствами для нагрева. Винт 12, кроме того, сочленен с отверстием 16 для подачи материала в канал 14 с целью направления податливого каучука к выходу из машины. Кроме того, предусмотрены средства 20 для нагнетания также классического типа, которые содержат камеру 22, предназначенную для заполнения каучуковой средой из канала 14 для пластификации. Камера 22 содержит поршень 24, который обеспечивает нагнетание каучуковой среды к спускному каналу 30 также классического типа.
В представленном примере имеется средство 10 для пластификации, которое отличается от средств 20 для нагнетания. Однако изобретение находит также свое применение со средствами пластификации и нагнетания, описанными в преамбуле настоящего описания. Так, в качестве альтернативы можно назвать нагнетание, называемое «винт-поршень», либо также нагнетание, называемое «FIFO».
Канал 30 имеет выходное отверстие 32, которое соединяется с входом литейной формы 40, которая не является объектом настоящего изобретения.
Известным образом литейная форма 40 содержит полости различных питающих каналов 42, которые открываются в оттиск 44.
Обычно можно выделить две зоны, а именно, с одной стороны, спускной канал 30 и, с другой стороны, литейная форма, образованная питающими каналами 42 и оттисками 44. Таким образом, в спускном канале 30 каучук, по существу, действительно не отверждается, в частности, из-за его температуры и его скорости потока. Напротив, в каналах 42 и оттисках 44 каучук отверждается в процессе операции вулканизации, так как здесь имеет место феномен стагнации при температуре литейной формы.
Непосредственно на входе выходного отверстия 32, а именно в зоне, где, как это было видно выше, каучук не отверждается, предусмотрено устройство по изобретению, позволяющее инвертировать радиальное поле температуры каучука в спускном канале 30. В дальнейшем это устройство, для ясности обозначенное позицией 50, будет называться инверсионным устройством.
При подробном рассмотрении фиг.2А-2С видно, что это устройство 50 содержит, прежде всего, массивный корпус 52, выполненный, например, из стали, который жестко соединен со стенками спускного канала 30 любыми доступными средствами, в частности ввинчиванием в резьбу в этом канале и обеспечением неподвижности посредством ввинчиваемой форсунки. Корпус 52 выполнен цилиндрическим коаксиально спускному каналу 30. Он является полым благодаря нескольким каналам, а именно четырем сходящимся каналам 60 и четырем расходящимся каналам 70, направленным в направлении потока материала, а именно вниз по фиг.1 и 2А.
В соответствии с фиг.2А входы сходящихся каналов 60 размещены у периферийных краев В1 входной зоны 301 спускного канала. Более того, эти каналы 60 на выходном конце встречаются таким образом, чтобы образовать единое выходное отверстие 62, которое открывается в центре С2 выходной зоны 302 спускного канала 30.
Расходящиеся каналы 70 берут свое начало в отверстии 72, которое совмещается с центром С1 входной зоны 301 спускного канала 30. Затем эти каналы 70 удаляются один от другого таким образом, чтобы открыться у краев В2 выходной зоны 302 спускного канала 30.
На фиг.2А позициями 1 и 2 показаны потоки каучуковой среды, проходящие от входа устройства соответственно вблизи краев В1 и центра С1 канала. Учитывая наличие каналов 60 и 70, входной периферийный поток 1 образует центральный выходной поток 1', тогда как центральный входной поток 2 образует выходной периферийный поток 2'.
Число, расположение и геометрия различных каналов 60 и 70 таковы, что позволяют обеспечить достаточную передачу потоков среды. Более того, предпочтительно, чтобы эти каналы 60 и 70 занимали значительную часть поперечного сечения канала для исключения поступления весьма значительного количества тепла. Действительно, если каналы являются очень узкими, обнаруживается эффект нагрева, такой как при внедрении упомянутого выше патента US 6280175.
Предпочтительно, чтобы в любой точке инверсионного устройства сумма поперечных сечений различных каналов 60 и 70 была выше на 30%, предпочтительно на 50%, общего сечения спускного канала 30. Таким образом, в представленном примере восемь каналов, соответственно сходящиеся и расходящиеся, занимают примерно 55% поперечной поверхности канала.
Фиг.3 изображает осуществление инверсионного устройства 50, в том, что касается радиального температурного профиля каучука соответственно на входе и на выходе этого устройства 50. Известно, что в основном канале 30 тип потока является ламинарным. Следовательно, скорость последнего имеет нулевую величину на уровне краев В1, а также максимальную величину на уровне центра C1.
В этих условиях температура каучука имеет на краю В1 этого канала 30 величину, значительно превышающую температуру вблизи центра C1 непосредственно на входе устройства 50. Это показано штриховкой разного типа на фиг.3, а также радиальным профилем температуры по фиг.4, соответствующим линии IV-IV на фиг.3.
На фиг.4 по оси ординат показана температура Т, а по оси абсцисс радиальное положение Х-Х. Другими словами, центр C1 соответствует нулевой абсциссе, тогда как края В1 соответствуют абсциссе, абсолютная величина которой является максимальной. Как показано на фиг.4, радиальный профиль температуры повышается от центра C1 симметрично в направлении краев В1.
На выходе устройства 50, учитывая наличие инверсионных каналов 60 и 70, центральный поток 1' становится горячим, так как он сообщается с горячим периферийным потоком входной части. Более того, на выходе периферийный поток 2' является холодным, так как он сообщается с центральным входным потоком 2. Такое инвертирование температуры показано изменением природы штриховок между входом и выходом.
Это инвертирование также показано на фиг.5, которое соответствует радиальному профилю температуры вдоль линии V-V на фиг.3. Таким образом, температура уменьшается от максимального значения на уровне центра С2 до минимального значения краев В2.
Как вытекает из вышеприведенного, устройство 50 обеспечивает, таким образом, инвертирование радиального температурного поля каучука. Другими словами, на входе устройства чем ближе к краю В1, тем выше температура каучука. Напротив, на выходе чем ближе к краю В2, тем ниже температура каучука.
Соответственно, центральный 1' и периферийный 2' выходные потоки текут в направлении выходного отверстия 32, затем поступают в канал 42 до оттиска 44 литейной формы 40. В процессе этого последующего прохода к конверсионному устройству 50 каучук получает дополнительное количество тепла.
Как было показано выше, периферийный поток 2' получает количество тепла, превышающее количество тепла, передаваемое центральному потоку 1'. Таким образом, учитывая, что этот периферийный поток 2' является более холодным, непосредственно на выходе инверсионного устройства 50 количество тепла, передаваемое на все точки каучука, стремится выровняться в процессе перемещения материала в оттиски 44.
Другими словами, уточняя форму и позиционирование инверсионного устройства 50, можно контролировать профиль радиального температурного поля каучука, когда последний поступает в оттиски. В частности, можно придать, по существу, гомогенный характер этому радиальному температурному полю в процессе поступления каучука в оттиски, а именно так, чтобы каучук имел, в общем, одинаковую температуру на уровне данного поперечного сечения.
Фиг.6А, 6В и 6С иллюстрируют количества тепла, подаваемые соответственно центральному и периферийному потокам, начиная с нагнетания в спускной канал до их поступления в оттиски 44. Фиг.6А касается предшествующего уровня техники, фиг.6В соответствует пояснениям американского патента 6280175, тогда как фиг.6С иллюстрирует предложение по изобретению.
В известном уровне техники по фиг.6А периферийный поток постоянно перегрет по сравнению с центральным потоком вследствие существования ламинарного течения. В этих условиях общее количество тепла Q, сообщаемое этому потоку, значительно превышает количество тепла Q', сообщаемое центральному потоку.
В известном из патента US 6280175 уровне техники можно разделить три основных зоны подачи тепла. Речь идет, прежде всего, о входной части, размещенной перед сужением, являющимся объектом изобретения по этому американскому патенту. Далее идет собственно зона сужения, затем область, размещенная на выходе этого сужения.
Во входной зоне течение является ламинарным вследствие того, что количество тепла Q1, сообщаемое периферийному потоку, значительно превышает количество тепла Q'1, сообщаемое центральному потоку. Затем на уровне сужения отмечают, по существу, гомогенную подачу тепла, соответствующую, по существу, равным значениям Q2 и Q'2. Наконец, на выходе сужения поток становится вновь ламинарным вследствие того, что количество тепла Q3, сообщаемое периферийному потоку, превышает количество тепла Q'3, сообщаемое центральному потоку.
В этих условиях, как показано на фиг.6В, общее количество тепла QT, сообщаемое периферийному потоку, равно сумме количеств Q1, Q2 и Q3. QT значительно превышает общее количество тепла Q'T, сообщаемое центральному потоку, который соответствует сумме Q'1, Q'2 и Q'3, несмотря на наличие сужения.
Фиг.6С изображает радиальное распределение температуры в соответствии с изобретением. На этом чертеже средняя зона соответствует центральному конечному потоку 1', а именно потоку, вытекающему из устройства 50, по поводу которого указывалось, что он соответствует входному периферийному потоку.
Аналогичным образом боковые части этого чертежа 6С соответствуют конечному периферийному потоку 2', выходящему из центрального первичного потока 2.
Общее количество тепла QT, сообщаемое конечному периферийному потоку 2', соответствует сумме, с одной стороны, количества тепла Q'I, сообщаемого первичному центральному потоку 2 на входе устройства 50, и, с другой стороны, количества тепла QII, сообщаемого этому периферийному потоку 2' на выходе устройства. Вследствие ламинарности потока количество QI является относительно слабым, тогда как QII является значительно более высоким.
Аналогичным образом, общее количество тепла Q'T, сообщаемое конечному центральному потоку 1', соответствует сумме, с одной стороны, количества тепла QI, сообщаемого первичному периферийному потоку 1 на входе устройства, и, с другой стороны, количества тепла Q'II, сообщаемого этому центральному потоку 1' на выходе устройства. По упомянутым выше причинам QI значительно превышает Q'I, тогда как Q'II значительно меньше QII. Следовательно, как показано на фиг.6С, количества тепла QT и Q'T, сообщаемые эти двум потокам, стремятся сравняться благодаря инверсии, обеспечиваемой устройством 50.
Изобретение позволяет достичь упомянутых выше целей.
Действительно, как вытекает из вышеизложенного, все зоны потока каучука получают значительное количество тепла в процессе их входа в оттиски 44. Другими словами, каучук находится в любой точке при относительно повышенной температуре, что позволяет гарантировать относительно низкую продолжительность вулканизации.
Кроме того, как, в частности, изображено на фиг.6С, существует высокая однородность между различными количествами тепла, подаваемыми в различные точки поперечного сечения каучука непосредственно перед входом в оттиски. Другими словами, не существует зон каучука, получающих значительно большее количество тепла, что позволяет исключить любое явление перегрева. В этих условиях изобретение позволяет избавиться от очень быстрой вулканизации в некоторых зонах материала.
Следует отметить, что заявителю удалось идентифицировать проблему, представленную в описании US-B-6280175. Действительно, в этом документе наличие сужения гарантирует получение относительно повышенной температуры каучука даже в его центральной части, что является предпочтительным для продолжительности вулканизации. Напротив, это решение сопровождается подачей значительно повышенного количества тепла на уровне периферийного потока каучука. Это является причиной упомянутых выше проблем, а именно перегрева, очень быстрой вулканизации и разрушения материала.
Фиг.7 изображает первый вариант осуществления изобретения, в котором имеется спускной канал 130 типа BCR (Blos a Canaux Regules). Классическим образом этот спускной канал 130 разделяется в своей выходной части на несколько раздельных каналов, в данном случае в количестве трех, а именно 1301, 1302 и 1303. Каждый отдельный канал соединен с соответствующим выходом 1321, 1322 и 1323, сообщающимся с не представленными на чертеже оттисками трех литейных форм.
В этом случае предусматривают непосредственно на входе каждого выхода три инверсионных устройства 1501, 1502 и 1503. Исходя из этого, распределение радиального температурного поля каучука на выходе каждого из этих устройств инвертировано. Это позволяет получить радиальное равномерное распределение теплового потока, подаваемого на каждый из отдельных потоков каучука, который перемещается в направлении не представленных на чертеже выходных оттисков литейных форм.
Фиг.8 изображает дополнительный вариант осуществления изобретения, в котором спускной канал 230 снабжен двумя инверсионными устройствами 250' и 250", каждый из которых аналогичен инверсионному устройству 50 по фиг.1-6. Другими словами, эти два инверсионных устройства 250 и 250" размещены последовательно, в противовес устройствам 1501-1503 по фиг.7, которые расположены параллельно. Этот вариант осуществления является предпочтительным в той мере, что он обеспечивает равномерное распределение нагрева в случае значительной длины потока благодаря наличию нескольких инверсий.
Как следует из вышесказанного, изобретение обеспечивает контролируемую подачу тепла, которая может быть в особенности равномерной, когда речь идет о центральном и периферийном потоках каучука. Для этого следует уточнить число и/или размещение этих инверсионных устройств, таких как инверсионное устройство 50 по фиг.1. Можно также уточнить операционные условия потока каучука, а именно, в частности, его температуру, его давление, его расход, для того, чтобы уточнить количество тепла, подаваемого на вход и на выход инверсионного устройства.
Другим преимуществом изобретения является то, что оно позволяет увеличить возможную длину потока для материала. Действительно, благодаря использованию одного или нескольких инверсионных устройств, возможно не разрушать этот материал, даже если он проходит по большой длине.
Наконец, учитывая, что каждое инверсионное устройство размещено в спускном канале, а именно в зоне, где материал не отверждается, можно использовать это устройство большое число раз и даже снять его для того, чтобы разместить его на другой машине. Это можно сравнить с решениями из известного уровня техники, в котором устройства, изменяющие направление потока материала, размещены непосредственно в литейной форме.
Действительно, в этом последнем случае такие устройства необходимы для каждой литейной формы, используемой на одной и той же машине, что, следовательно, увеличивает общую стоимость операции. Более того, эти устройства вызывают потери материала, отверждаемого при каждом цикле литья под давлением, что дополнительно повышает стоимость производства.
Claims (10)
1. Машина для вулканизации каучука, содержащая средства (10, 20) для пластификации и нагнетания каучука, способные нагнетать каучук в податливом состоянии в спускной канал (30; 130; 230), в котором каучук при работе не отверждается, при этом спускной канал содержит, по меньшей мере, один выход (32; 1321, 1322, 1323), предназначенный для сообщения с внутренним объемом литейной формы (40), в которую каучук направляется для отверждения, причем спускной канал (30; 130; 230) снабжен, по меньшей мере, одним инверсионным устройством (50; 1501, 1502, 1503; 250', 250"), содержащим множество расходящихся каналов (70) и множество сходящихся каналов (60), предназначенных, с одной стороны, для направления первого потока (1) каучука, находящегося на периферии (В1) входной зоны (301) спускного канала (30) к центру (С2) выходной зоны (302) этого спускного канала, и, с другой стороны, для направления второго потока (2) каучука, находящегося в центре (С1) упомянутой входной зоны спускного канала к периферии (В2) упомянутой выходной зоны этого спускного канала, отличающаяся тем, что каждое инверсионное устройство (50, 1501, 1502, 1503, 250', 250") предназначено для инвертирования радиального профиля температуры в потоке жидкого каучука между входом и выходом одного или каждого из инверсионных устройств, при этом расходящиеся каналы (70) берут начало в центре (С1) входной зоны (301) спускного канала и открываются на периферии (В2) выходной зоны (302) спускного канала, тогда как сходящиеся каналы (60) размещены у периферии (В1) входной зоны (301) спускного канала и открываются в центре (С2) выходной зоны (302) спускного канала.
2. Машина по п.1, отличающаяся тем, что инверсионное устройство (50) содержит жестко соединенный со стенками спускного канала корпус (52), в котором выполнены, по меньшей мере, один расходящийся канал (70) и, по меньшей мере, один сходящийся канал (60).
3. Машина по п.2, отличающаяся тем, что корпус (52) инверсионного устройства (50) жестко соединен со стенками спускного канала (30), в частности, путем введения в винтовую резьбу этого спускного канала (30) и закрепления ввинченной форсункой.
4. Машина по п.1, отличающаяся тем, что в любой точке инверсионного устройства (50) отношение между, с одной стороны, суммой поперечных сечений соответственно сходящихся (60) и расходящихся (70) каналов и, с другой стороны, общим поперечным сечением спускного канала (30) превышает 30% и предпочтительно 50%.
5. Машина по п.1, отличающаяся тем, что в ней предусмотрены от одного до десяти сходящихся каналов (60), а также от одного до десяти расходящихся каналов (70).
6. Машина по п.5, отличающаяся тем, что в ней предусмотрены четыре сходящихся канала (60) и четыре расходящихся канала (70).
7. Машина по п.1, отличающаяся тем, что спускной канал (130) разделен на несколько отдельных каналов (1301-1303) и, по меньшей мере, один разделенный канал снабжен соответствующим инверсионным устройством (1501-1503).
8. Машина по п.1, отличающаяся тем, что в ней предусмотрены, по меньшей мере, два инверсионных устройства (250', 250"), размещенных последовательно в спускном канале (230).
9. Способ использования машины по п.1, заключающийся в том, что пропускают каучук в спускной канал (30; 130; 230) и затем через один или каждый выход (32; 1321-1323) во внутренний объем, по меньшей мере, одной литейной формы (40) в направлении, по меньшей мере, одного оттиска (44), отличающийся тем, что уточняют число, и/или размещение инверсионных устройств (50; 1501-1503; 250', 250"), и/или операционные условия упомянутого потока с целью контроля радиального распределения температуры каучука вблизи одного или каждого оттиска (44).
10. Способ по п.9, отличающийся тем, что это радиальное распределение является, по существу, однородным.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0757746 | 2007-09-21 | ||
| FR0757746A FR2921292B1 (fr) | 2007-09-21 | 2007-09-21 | Machine d'injection d'un materiau thermodurcissable, en particulier de vulcanisation de caoutchouc, et procede de mise en oeuvre correspondant |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010115789A RU2010115789A (ru) | 2011-10-27 |
| RU2442687C2 true RU2442687C2 (ru) | 2012-02-20 |
Family
ID=39319642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010115789/05A RU2442687C2 (ru) | 2007-09-21 | 2008-09-18 | Машина для нагнетания термоотверждаемого материала, в частности для вулканизации каучука, и способ ее использования |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8211349B2 (ru) |
| EP (1) | EP2197650B1 (ru) |
| CN (1) | CN101835588B (ru) |
| AR (1) | AR068246A1 (ru) |
| BR (1) | BRPI0817126A2 (ru) |
| CA (1) | CA2700283C (ru) |
| DK (1) | DK2197650T3 (ru) |
| ES (1) | ES2387449T3 (ru) |
| FR (1) | FR2921292B1 (ru) |
| PL (1) | PL2197650T3 (ru) |
| RU (1) | RU2442687C2 (ru) |
| TW (1) | TWI435798B (ru) |
| WO (1) | WO2009047454A2 (ru) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014112714A1 (de) * | 2014-09-03 | 2016-03-03 | Windmöller & Hölscher Kg | Wendevorrichtung für das Wenden einer Schmelze |
| DE102014112715B4 (de) | 2014-09-03 | 2018-11-29 | Windmöller & Hölscher Kg | Wendevorrichtung für das Wenden einer Schmelze, Blaskopf und Verfahren für die Durchführung eines Spülvorgangs |
| DE102014112712A1 (de) * | 2014-09-03 | 2016-03-03 | Windmöller & Hölscher Kg | Wendevorrichtung für das Wenden einer Schmelze |
| DE102014112713B4 (de) | 2014-09-03 | 2018-11-29 | Windmöller & Hölscher Kg | Wendevorrichtung für das Wenden einer Schmelze, Blaskopf und Verfahren für die Durchführung eines Spülvorganges |
| DE102014112709B4 (de) * | 2014-09-03 | 2023-02-23 | Windmöller & Hölscher Kg | Wendevorrichtung für das Wenden einer Schmelze, Blaskopf und Verfahren für die Durchführung eines Spülvorgangs |
| CN107073782A (zh) * | 2014-09-25 | 2017-08-18 | 世纪创新株式会社 | 熔融器、使用该熔融器的注射装置、以及注射成型品及其制造方法、部件间的接合体的制造方法 |
| CN107599253B (zh) * | 2017-08-18 | 2019-06-14 | 厦门艾斯霖橡塑科技有限公司 | 花洒喷嘴的生产加工工艺 |
| CN108859015B (zh) * | 2018-08-09 | 2024-08-27 | 东莞市盛涵精密塑胶制品有限公司 | 一种能够在产品底部进行进胶的模具 |
| US11148339B2 (en) * | 2020-03-20 | 2021-10-19 | The Boeing Company | Fluid-flow-modification plate and extruder, comprising the same |
| US11148166B2 (en) | 2020-03-20 | 2021-10-19 | The Boeing Company | Fluid-flow-modification plate and extruder, comprising the same |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3128794A (en) * | 1963-01-08 | 1964-04-14 | Du Pont | Fluid flow inverter |
| GB1292365A (en) * | 1969-05-23 | 1972-10-11 | Windmoeller & Hoelscher | Mixing devices for plastics materials |
| DE1954242B2 (de) * | 1969-10-28 | 1972-03-30 | Windmoller & Holscher, 4540 Len gerich | Strangpresse zum verarbeiten plastischer insbesondere thermo plastischer oder nicht vernetzter elastomerer masse |
| DE1926488B2 (de) | 1969-05-23 | 1971-05-27 | Strangpresse zum verarbeiten plastischer insbesondere ther moplastischer oder nicht vernetzter elastomerer masse | |
| CH521212A (de) * | 1970-05-15 | 1972-04-15 | Windmoeller & Hoelscher | Schneckenpresse für die Verarbeitung thermoplastischer und nicht vernetzter Elastomere |
| US4199315A (en) * | 1976-02-19 | 1980-04-22 | Industrie Pirelli S.P.A. | Apparatus for the injection molding of pneumatic tires having symmetrical parts of similar physical characteristics |
| JPS5593437A (en) * | 1979-01-09 | 1980-07-15 | Takashi Miura | Injection molding process with thermo-linked reaction of rubber and synthetic resin |
| US4363552A (en) * | 1981-03-18 | 1982-12-14 | E. I. Du Pont De Nemours And Company | Static mixer |
| DE3372337D1 (en) * | 1982-12-06 | 1987-08-13 | Windmoeller & Hoelscher | Method and device for the formation and rearranging of partial streams from extruded thermoplastic and/or elastomeric materials |
| JP3579197B2 (ja) * | 1996-10-03 | 2004-10-20 | 株式会社ブリヂストン | 射出ノズル |
| US6280175B1 (en) | 1999-05-12 | 2001-08-28 | Toyo Tire & Rubber Co., Ltd. | Nozzle for injection molding rubber products |
| CA2354319A1 (en) * | 2000-09-08 | 2002-03-08 | The Goodyear Tire & Rubber Company | Runner for injection molding |
| CA2442780C (en) * | 2002-12-13 | 2007-12-11 | Sulzer Chemtech Ag | A static mixer for high-viscosity media |
| JP2005014311A (ja) * | 2003-06-24 | 2005-01-20 | Toyo Tire & Rubber Co Ltd | ゴムの射出成形用ノズル |
-
2007
- 2007-09-21 FR FR0757746A patent/FR2921292B1/fr not_active Expired - Fee Related
-
2008
- 2008-09-05 TW TW097134036A patent/TWI435798B/zh active
- 2008-09-18 WO PCT/FR2008/051676 patent/WO2009047454A2/fr active Application Filing
- 2008-09-18 US US12/733,794 patent/US8211349B2/en active Active
- 2008-09-18 DK DK08838259.3T patent/DK2197650T3/da active
- 2008-09-18 EP EP08838259A patent/EP2197650B1/fr active Active
- 2008-09-18 CN CN200880112659.9A patent/CN101835588B/zh active Active
- 2008-09-18 ES ES08838259T patent/ES2387449T3/es active Active
- 2008-09-18 RU RU2010115789/05A patent/RU2442687C2/ru active
- 2008-09-18 CA CA2700283A patent/CA2700283C/fr active Active
- 2008-09-18 PL PL08838259T patent/PL2197650T3/pl unknown
- 2008-09-18 BR BRPI0817126A patent/BRPI0817126A2/pt active IP Right Grant
- 2008-09-19 AR ARP080104105A patent/AR068246A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0817126A2 (pt) | 2015-10-20 |
| EP2197650A2 (fr) | 2010-06-23 |
| ES2387449T3 (es) | 2012-09-24 |
| EP2197650B1 (fr) | 2012-06-27 |
| WO2009047454A3 (fr) | 2009-06-11 |
| US20110001267A1 (en) | 2011-01-06 |
| WO2009047454A2 (fr) | 2009-04-16 |
| US8211349B2 (en) | 2012-07-03 |
| CA2700283C (fr) | 2015-11-03 |
| PL2197650T3 (pl) | 2012-10-31 |
| TWI435798B (zh) | 2014-05-01 |
| CN101835588A (zh) | 2010-09-15 |
| TW200914237A (en) | 2009-04-01 |
| AR068246A1 (es) | 2009-11-11 |
| DK2197650T3 (da) | 2012-07-23 |
| CA2700283A1 (fr) | 2009-04-16 |
| CN101835588B (zh) | 2014-10-08 |
| FR2921292B1 (fr) | 2012-09-21 |
| RU2010115789A (ru) | 2011-10-27 |
| FR2921292A1 (fr) | 2009-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2442687C2 (ru) | Машина для нагнетания термоотверждаемого материала, в частности для вулканизации каучука, и способ ее использования | |
| US3090994A (en) | Plastic forming machine orifice structure | |
| US20170239865A1 (en) | Injection Molding Nozzle for Manufacturing Injection Molded Components Form Plastic | |
| EP0293756A2 (en) | Method of processing molten plastic materials | |
| US7115226B2 (en) | Stack mold having a melt homogenizing element | |
| US5382147A (en) | Intermittently heated injection molding apparatus | |
| US20100310707A1 (en) | Injection molding apparatus | |
| JP2007144662A (ja) | 樹脂成形体の製造装置および製造方法 | |
| US3790324A (en) | Extension runner system sprue arrangements for molding apparatus | |
| US6379603B1 (en) | Lattice gate for injection molding of rubber compounds | |
| EP1009611B1 (en) | Lattice gate for injection molding of rubber compounds | |
| JP5860058B2 (ja) | 途切れのない溶融物チャネルを画定するマニホールド本体を有する金型工具システム | |
| CA2528105A1 (en) | Method and device for injecting an injection molded part made of plastic | |
| KR102670561B1 (ko) | 액상수지 다점토출 및 성형으로 능동적 제어하는 방법 ,시스템 | |
| US3011214A (en) | Extrusion molding apparatus | |
| CN210415286U (zh) | 模具灌嘴结构 | |
| US20120141626A1 (en) | Mold Tool System having Manifold Body Including Uninterrupted Melt Channels | |
| KR20010013484A (ko) | 래티스 게이트 및 고무를 사출 성형하는 방법 | |
| JPS6050123B2 (ja) | 加硫金型への未加硫ゴム注入板 | |
| CN112208046A (zh) | 以超临界流体作为发泡剂的弹性聚合物的发泡加工方法及其系统 | |
| JP2010208290A (ja) | 射出成形用成形型及び成形品の製造方法 | |
| JPH1119992A (ja) | スクリュインプランジャ式射出装置 | |
| JP2000000850A (ja) | 射出成形用金型 | |
| JPH08127050A (ja) | 射出成形装置 | |
| JPH03190717A (ja) | 固化押出し成形装置 |