RU2323060C2 - Способ изготовления компонента, имеющего зубья с внутренним зацеплением, и зубонакатный станок для его осуществления - Google Patents
Способ изготовления компонента, имеющего зубья с внутренним зацеплением, и зубонакатный станок для его осуществления Download PDFInfo
- Publication number
- RU2323060C2 RU2323060C2 RU2006105509/02A RU2006105509A RU2323060C2 RU 2323060 C2 RU2323060 C2 RU 2323060C2 RU 2006105509/02 A RU2006105509/02 A RU 2006105509/02A RU 2006105509 A RU2006105509 A RU 2006105509A RU 2323060 C2 RU2323060 C2 RU 2323060C2
- Authority
- RU
- Russia
- Prior art keywords
- knurling
- teeth
- container
- head
- gear
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H5/00—Making gear wheels, racks, spline shafts or worms
- B21H5/02—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls
- B21H5/025—Internally geared wheels
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gears, Cams (AREA)
- Forging (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Изобретение относится к области накатки, а именно к изготовлению компонента, имеющего зубья с внутренним зацеплением в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления. Вводят цилиндрическую заготовку для формирования компонента, имеющего зубья с внутренним зацеплением, в приводимый во вращение контейнер, в основном, соосно ему. Осуществляют накатку зубьев путем сжатия и деформирования цилиндрической заготовки между наружной окружной поверхностью головки для накатки зубьев и внутренней окружной поверхностью контейнера. При накатке зубьев изменяют расстояние между осью вращения приводимого во вращение вала головки для накатки зубьев и осью вращения контейнера. Завершают накатку зубьев при заполнении цилиндрической заготовкой упомянутого контейнера в результате увеличения наружного диаметра при ее уширении. Кроме того, в описании приведены варианты выполнения зубонакатного станка для реализации данного способа. В результате при изготовлении компонента, имеющего зубья с внутренним зацеплением, исключают применение зубодолбежного станка и стадию прошивки. 3 н. и 5 з.п. ф-лы, 13 ил.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления компонента, имеющего зубья с внутренним профилем зацепления, к примеру, такого как барабан многодисковой муфты сцепления либо зубчатое колесо внутреннего зацепления, и к зубонакатному станку для осуществления этого способа.
Уровень техники
Например, сообщалось о большом количестве способов с использованием пресса и матрицы в качестве средств для изготовления компонента, имеющего зубья с внутренним зацеплением, к примеру такого, как зубчатое колесо внутреннего зацепления либо барабан многодисковой муфты сцепления, содержащей несколько фрикционных дисков. Однако поскольку количественные показатели упругой деформации возрастают с увеличением размера пресса и матрицы, нельзя ожидать получения высокой точности при такой механической обработке.
С другой стороны, в такой области техники, которая называется накаткой, существуют две основные общепринятые технологии, используемые в качестве способа изготовления компонента, имеющего зубья с внутренним профилем зацепления, к примеру такого, как барабан многодисковой муфты сцепления либо зубчатое колесо внутреннего зацепления.
Согласно одному из этих способов обрабатываемый материал, который имеет круглые внутреннюю и наружную периферические поверхности, насаживается и устанавливается на стержнеобразную внутреннюю матрицу, имеющую вогнутость и выпуклость, полученные на ней посредством переноса и соответствующей обработки криволинейных поверхностей внутреннего профиля зацепления, который, в конечном итоге, требуется получить, причем заготовка устанавливается с возможностью ее центрирования относительно матрицы по внутреннему диаметру. По меньшей мере, в одной точке на наружной периферической поверхности производится прессование материала заготовки посредством ролика, шпателя или т.п., так чтобы обеспечить деформацию материала по направлению к центру заготовки. Точка приложения усилия последовательно перемещается в окружном или осевом направлении, при этом обеспечивается перенос внутреннего профиля матрицы, и получают компонент, имеющий зубья с внутренним зацеплением. Не касаясь вопроса о преимуществах, следует отметить, что данный способ характеризуется тем, что число зубьев на стержнеобразной внутренней матрице и число получаемых зубьев с внутренним зацеплением идентичны друг другу.
При осуществлении другого способа с помощью зубонакатного станка, имеющего головку для накатки зубьев (число зубьев которой обязательно должно быть меньше, чем число зубьев с внутренним зацеплением, которое требуется получить), которая вводится в зацепление, имея зубья с внутренним профилем зацепления, который, в конечном итоге, требуется получить, согласно данному способу воздействуют с внутренней стороны на материал заготовки, имеющей цилиндрическую форму. При применении обычного способа внутри подаваемой цилиндрической заготовки имеется зубчатый профиль, по существу, уже завершенный в смысле его формирования. Профилированная головка для накатки зубьев, которой оснащен зубонакатный станок, используется на стадии накатки всего лишь только для окончательной обработки профиля зубьев, обработки окружности выступов и доводки поверхности в отношении ее шероховатости. В частности, наиболее важные требования при осуществлении этого обычного способа состоят в том, чтобы макронагрузка была мала, потому что кончик головки для накатки зубьев не соприкасается с материалом обрабатываемой заготовки, и поэтому деформация незначительна, а благодаря жесткости материала обрабатываемой заготовки предотвращается искажение правильной круглой формы (ее ухудшение). В результате обеспечивается возможность применения соответствующего зажимного механизма, обладающего сравнительно низкой жесткостью. Наличие зажимного механизма дает неожиданный эффект, заключающийся в обеспечении начального вращательного фазирования между существующим зубчатым профилем и впадиной между зубьями на головке для накатки зубьев.
[Непатентная статья 1] Каталог зубонакатного станка модели "GR-151N" производства компании «Ютака Сеймицу Когио Лтд.» (Yutaka Seimitsu Kogyo Ltd.) для окончательной обработки конусообразной ножки эвольвентного внутреннего шлица.
Раскрытие изобретения
Проблема, которую необходимо решить в отношении обычных способов, состоит в том, как улучшить результаты, получаемые при проведении стадии прошивки, а также стадии, осуществляемой с применением зубодолбежного станка в целях получения цилиндрической заготовки, имеющей, по существу, завершенный зубчатый профиль, при сохранении затрат на низком уровне.
Таким образом, задачей настоящего изобретения является создание способа изготовления компонента, имеющего зубья с внутренним профилем, и зубонакатного станка, которые обеспечивают получение большой деформации на основной стадии накатки, что позволяет отказаться от проведения стадии прошивки, а также стадии, осуществляемой с применением зубодолбежного станка.
Поставленная задача решена посредством способа изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, в котором вводят цилиндрическую заготовку для формирования компонента, имеющего зубья с внутренним зацеплением, в приводимый во вращение контейнер, в основном, соосно ему; размещают контейнер в радиальном подшипнике на основании; приводят во вращение головку для накатки зубьев, имеющую зубья с наружным зацеплением, прижимаемые с внутренней стороны к упомянутой цилиндрической заготовке для формирования зубьев с внутренним зацеплением в процессе накатки, причем головку для накатки зубьев приводят во вращение посредством вращающегося вала; сжимают и деформируют цилиндрическую заготовку между наружной окружной поверхностью головки для накатки зубьев и внутренней окружной поверхностью упомянутого контейнера для последовательного наращивания зубчатого профиля; при этом изменяют расстояние между осью вращающегося вала головки для накатки зубьев и осью вращения контейнера посредством относительного перемещения вращающегося вала головки для накатки зубьев, причем зубья с наружным зацеплением головки для накатки зубьев прижимаются с внутренней стороны к цилиндрической заготовке; завершают накатку зубьев при заполнении цилиндрической заготовкой упомянутого контейнера в результате увеличения наружного диаметра при ее уширении и извлекают обработанный компонент, имеющий зубья с внутренним зацеплением, из контейнера.
Предпочтительным является предварительное выполнение канавок вогнутой формы на внутренней окружной поверхности цилиндрической заготовки с равными интервалами между ними, число которых соответствует числу формируемых зубьев с внутренним зацеплением.
Поставленная задача решена также посредством зубонакатного станка для изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, содержащего выполненный с возможностью вращения контейнер, внутрь которого соосно ему вставлена цилиндрическая заготовка для компонента, имеющего зубья с внутренним зацеплением; основание, на котором в радиальном подшипнике размещен упомянутый контейнер; головку для накатки зубьев, имеющую зубья с наружным зацеплением, прижимаемые с внутренней стороны к упомянутой цилиндрической заготовке таким образом, чтобы в процессе накатки получить зубья с внутренним зацеплением; ползун, в котором расположен подшипник головки для накатки зубьев, установленный в последнем вал головки для накатки зубьев, выполненный с возможностью вращения для приведения упомянутой головки для накатки зубьев во вращение, а также передаточный механизм, предназначенный для принудительного перемещения вала головки для накатки зубьев и изменения расстояния между осью вращения упомянутого контейнера и валом головки для накатки зубьев, и для перемещения оси вращения контейнера посредством относительного перемещения ползуна с приведением во вращение вала головки для накатки зубьев.
Задача решена также посредством зубонакатного станка для изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, содержащего выполненный с возможностью вращения контейнер, внутрь которого соосно ему вставлена цилиндрическая заготовка для компонента, имеющего зубья с внутренним зацеплением; основание, на котором в радиальном подшипнике размещен упомянутый контейнер; головку для накатки зубьев, имеющую зубья с наружным зацеплением, прижимаемые с внутренней стороны к упомянутой цилиндрической заготовке таким образом, чтобы в процессе накатки получить зубья с внутренним зацеплением; ползун, в котором расположен подшипник головки для накатки зубьев, установленный в последнем вал головки для накатки зубьев, выполненный с возможностью вращения для приведения упомянутой головки для накатки зубьев во вращение, а также передаточный механизм, предназначенный для принудительного перемещения вала головки для накатки зубьев и изменения расстояния между осью вращения упомянутого контейнера и валом головки для накатки зубьев и для перемещения оси вращения контейнера посредством относительного перемещения ползуна с приведением во вращение вала головки для накатки зубьев, а также вертикальный расширительный привод, обеспечивающий либо изменение осевого положения, либо сохранение соответствующего осевого положения упомянутого контейнера по отношению к положению головки.
Вертикальный расширительный привод содержит, по меньшей мере, два валка с числовым программным управлением, предпочтительно три независимых валка с числовым программным управлением, расположенных параллельно в трех положениях вокруг оси вращения контейнера.
Предпочтительным является то, что вертикальный расширительный привод выполнен с возможностью введения по наружной окружной поверхности контейнера в зацепление с находящейся внутри него упомянутой цилиндрической заготовкой с внутренней стороной радиального подшипника, установленного на основании, перед началом процесса накатки и выведения наружной окружной поверхности контейнера из зацепления с внутренней стороной радиального подшипника по завершении процесса накатки для извлечения обработанного изделия и установки другой цилиндрической заготовки.
Целесообразным является то, что зубонакатной станок снабжен управляющим устройством и датчиком расстояния, причем передаточный механизм содержит зажимной клин, воздействующий на ползун, соединенный с валом головки для накатки зубьев, и возвратную пружину, воздействующую на ползун, причем управляющее устройство регулирует положение упомянутого ползуна на основании данных, передаваемых ему посредством обратной связи от датчика расстояния, непосредственно отслеживающего положение упомянутого ползуна.
Согласно изобретению компонент, имеющий зубья с внутренним зацеплением, сцепляется с внутренней стороной контейнера, обладающего достаточной прочностью для сохранения правильной круглой формы. Компонент, имеющий зубья с внутренним зацеплением, не испытывает какого-либо последействия вследствие несбалансированности нагрузки, прикладываемой к нему при последовательной его обработке в середине процесса. Таким образом, компонент, имеющий зубья с внутренним зацеплением, способен воспринимать исключительно большие деформации при накатке на нем зубьев. Кроме того, в значительной мере смягчаются требования, предъявляемые к материалу заготовки, что позволяет непосредственно получать уже готовое изделие.
Кроме того, согласно настоящему изобретению в случае установки трех валов, имеющих одинаковое численное значение с выходной стороны, улучшение при накатке косозубого зубчатого колеса внутреннего зацепления с основанием заключается также в том, что обеспечивается получение класса 2 точности по сравнению с результатом, получаемым при применении единственного вала.
Помимо этого согласно настоящему изобретению больше уже не требуется наличие соответствующего синхронизирующего механизма, приводящего угол поворота головки зубонакатного станка в соответствие с углом поворота контейнера и который обычно был нужен. Таким образом, может быть получен зубонакатной станок, имеющий низкую стоимость, который обеспечивает формоизменение в холодном состоянии при изготовлении косозубого зубчатого колеса внутреннего зацепления с основанием, чего никогда не удавалось добиться с применением обычной технологии.
Краткое описание чертежей
Изобретение более подробно поясняется с помощью прилагаемых чертежей, на которых показаны:
фиг.1 - вид сверху зубонакатного станка, применяемого при осуществлении способа изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца (компонент, имеющий зубья с внутренним зацеплением), согласно первому варианту осуществления настоящего изобретения;
фиг.2 - разрез фиг.1;
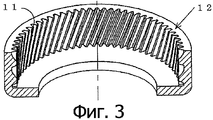
фиг.3 - внешний вид косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца, изготовленного согласно первому варианту выполнения настоящего изобретения;
фиг.4 - диаграмма точности зубчатой матрицы косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца, изготовленного согласно первому варианту выполнения настоящего изобретения;
фиг.5 - диаграмма точности зубчатой матрицы косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца, изготовленного согласно первому варианту выполнения настоящего изобретения;
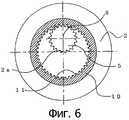
фиг.6 - профиль компонента, формируемого посредством накатки в направлении, перпендикулярном к оси, а также размещение головки для накатки зубьев и контейнера согласно первому варианту выполнения настоящего изобретения;
фиг.7 - профиль цилиндрической заготовки, предназначенной для накатки предложенным способом в направлении, перпендикулярном к оси, а также расположение головки для накатки зубьев и контейнера перед началом прокатки согласно второму предпочтительному варианту выполнения настоящего изобретения;
фиг.8 - разрез, демонстрирующий расположение вала головки для накатки зубьев и двух расширительных валков по отношению к оси вращения контейнера согласно третьему предпочтительному варианту выполнения настоящего изобретения;
фиг.9 - разрез, демонстрирующий расположение вала головки для накатки зубьев и трех расширительных валков по отношению к оси вращения контейнера согласно четвертому предпочтительному варианту выполнения настоящего изобретения;
фиг.10 - вид сверху зубонакатного станка согласно пятому предпочтительному варианту выполнения настоящего изобретения;
фиг.11 - вид спереди зубонакатного станка согласно пятому предпочтительному варианту выполнения настоящего изобретения;
фиг.12 - вид сбоку зубонакатного станка согласно пятому предпочтительному варианту выполнения настоящего изобретения;
фиг.13 - технологические позиции согласно способу изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца (компонент, имеющий зубья с внутренним зацеплением) при использовании зубонакатного станка согласно пятому предпочтительному варианту выполнения настоящего изобретения.
Осуществление изобретения
Первый вариант выполнения изобретения
На фиг.1 и 2 показан зубонакатный станок 1, применяемый при выполнении способа изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца (компонент, имеющий зубья с внутренним зацеплением) 12, согласно первому варианту выполнения настоящего изобретения.
Зубонакатный станок 1 содержит: приводимый во вращение контейнер 2, внутрь которого соосно ему вставляется цилиндрическая заготовка 10 для компонента, имеющего зубья 11 с внутренним зацеплением; основание 3, на котором в радиальных подшипниках 4 установлен контейнер 2; головка 5 для накатки зубьев, имеющая зубья 5а с наружным зацеплением, прижимаемые с внутренней стороны к материалу цилиндрической заготовки 10 таким образом, чтобы в процессе накатки получить зубья 11 с внутренним зацеплением; вращающийся вал 6, приводящий головку 5 для накатки зубьев во вращение, а также передаточный механизм 7, принудительно перемещающий вращающийся вал 6 головки для накатки зубьев, изменяя тем самым межцентровое расстояние между осью 2а вращения контейнера 2 и вращающимся валом 6 головки для накатки зубьев.
Радиальные подшипники 4 располагаются между наружной окружной поверхностью контейнера 2 и внутренней окружной поверхностью основания 3, которое служит также и в качестве корпуса радиальных подшипников.
Вращающийся вал 6 головки для накатки зубьев установлен в подшипнике 9 головки для накатки зубьев, расположенном в ползуне 8. Вращающийся вал 6 головки для накатки зубьев имеет механическую связь с вращающимся приводным устройством, которое не показано.
Передаточный механизм 7 состоит из подающего цилиндра, вмонтированного в основание 3. Передаточный механизм 7 обеспечивает принудительное относительное перемещение ползуна 8, при этом ось 2а вращения контейнера 2 перемещается, а вращающийся вал 6 головки для накатки зубьев приводится во вращательное движение.
Далее в приведенном ниже описании рассматривается способ изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца 12 (компонент, имеющий зубья с внутренним зацеплением), осуществляемый с использованием зубонакатного станка 1 в рассмотренной выше конфигурации, выполненного согласно первому варианту выполнения настоящего изобретения.
Прежде всего вставляют цилиндрическую заготовку 10, предназначенную для формирования из нее компонента, имеющего зубья 11 с внутренним зацеплением, в контейнер 2, установленный на основании 3 с возможностью вращения соосно ему.
Затем приводят во вращение головку 5 для накатки зубьев. В то время как вращающиеся зубья 5а с наружным зацеплением прижимаются к внутренней поверхности цилиндрической заготовки 10, передаточный механизм 7 принудительно перемещает ползун 8, обеспечивая тем самым относительное перемещение приводимого во вращение вала 6 головки для накатки зубьев и оси 2а вращения контейнера 2, при этом изменяется расстояние между вращающимся валом 6 головки для накатки зубьев и осью 2а вращения контейнера 2. Цилиндрическая заготовка 10 сжимается между зубьями 5а с наружным зацеплением головки 5 для накатки зубьев и внутренней окружной поверхностью 2b контейнера 2, в результате чего происходит деформация материала заготовки и обеспечивается последовательное наращивание зубчатого профиля. Накатка зубьев завершается по заполнении контейнера 2 материалом заготовки вплоть до внутренней его стороны, что произойдет, когда наружный диаметр цилиндрической заготовки 10 соответственно увеличится в результате ее уширения.
Рассмотренным выше способом, как показано на фиг.3, может быть получено косозубое зубчатое колесо внутреннего зацепления с основанием в виде фланца 12, соответствующее компоненту, имеющему зубья 11 с внутренним зацеплением.
На фиг.4 и 5 представлены диаграммы точности профиля зубьев косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца 12, полученного согласно данному варианту выполнения настоящего изобретения. Эти диаграммы получены посредством программного обеспечения, предоставленного фирмой «Карл Цейс Инк.» (Carl Zeiss Inc.). Несмотря на то что анализ в данном описании не проводится, однако очевидно, что оценка точности была проведена по существу, поскольку это относится к шестерне класса 3 точности по классификации JIS (Японского института стандартов). Однако следует при этом отметить, что не была проведена соответствующая корректировка на смещение косозубого зубчатого колеса внутреннего зацепления относительно центра вращения и на наклонное положение его осевой линии.
Второй предпочтительный вариант выполнения изобретения
В первом варианте выполнения настоящего изобретения не может быть обеспечена необходимая точность деления на равные интервалы по окружности, если впадины между зубьями, формируемые непосредственно сразу же после начала накатки, не будут совершенно идентичны зубьям 5а с наружном зацеплением (выпуклым частям) головки 5 для накатки зубьев с тем, чтобы обеспечить возможность повторного формирования впадин между зубьями после прокручивания заготовки на 360 градусов, как показано на фиг.6. Если на начальной стадии может быть обеспечено плотное сцепление между контейнером 2 и цилиндрической заготовкой 10, то тогда появляется возможность при помощи контейнера 2 синхронизировать за счет его механической структуры угол поворота головки 5 для накатки зубьев с углом поворота цилиндрической заготовки 10. Однако трудно будет обеспечить плотное сцепление между контейнером 2 и цилиндрической заготовкой 10 уже на начальной стадии.
Поэтому в данном варианте выполнения настоящего изобретения, как показано на фиг.7, вместо того чтобы обеспечить синхронное вращение посредством соответствующего управления работой зубонакатного станка, когда угол поворота головки 5 для накатки зубьев будет точно соответствовать углу поворота цилиндрической заготовки 10, на внутренней окружной поверхности цилиндрической заготовки 10 предварительно формируются с равными интервалами между собой канавки 13 вогнутой формы в количестве, которое точно соответствует числу зубьев 11 с внутренним зацеплением, которые нужно на ней получить, благодаря чему воздействие на нее будет оказываться последовательно в одной и той же точке. Таким образом, цилиндрическая заготовка 10 со стороны привода ее во вращение или же контейнер 2, составляющий в данном случае как бы одно целое с цилиндрической заготовкой 10, спонтанно приводятся в синхронное вращательное движение. В данном варианте выполнения настоящего изобретения обеспечивается именно такое спонтанное синхронное вращение. Более конкретно в данном варианте выполнения настоящего изобретения внимание сосредотачивается на том обстоятельстве, что проблема успешно разрешается в том случае, если цилиндрическая заготовка синхронно совершает вращательное движение вместе с головкой 5 для накатки зубьев без нарушения синхронности независимо от того, соединяются ли цилиндрическая заготовка 10 и контейнер 2 между собой в единое целое или же нет. В результате данный вариант выполнения настоящего изобретения позволяет сразу достичь следующих двух целей: синхронизировать угол поворота головки 5 для накатки зубьев с углом поворота контейнера 2 за счет соответствующей структуры резьбонакатного станка 1 и не допустить возникновения зазора или проскальзывания между цилиндрической заготовкой 10 и контейнером 2.
В данном предпочтительном варианте выполнения изобретения для получения удовлетворительных результатов вполне достаточно было бы, чтобы глубина канавок 13 вогнутой формы, выполняемых заранее с равньми интервалами между ними на внутренней окружной поверхности цилиндрической заготовки 10, составляла 40% и менее от глубины впадин между зубьями 11 с внутренним зацеплением, которые нужно на ней получить. Приемлемой формой для таких вогнутых канавок 13 является форма, подобная той, которую имеет вершина зуба на головке 5 для накатки зубьев. Для получения канавок 13 вогнутой формы не требуется применения пресса большой мощности. Несмотря на то что вполне очевидной является возможность получения канавок 13 вогнутой формы без каких-либо проблем посредством обработки соответствующей заготовки прошивкой или же на долбежном станке, тем не менее, при этом будет получен далеко не 99%-ный профиль зуба, который должна иметь заготовка, используемая при обычной окончательной накатке зубьев.
Кроме того, согласно данному варианту выполнения настоящего изобретения число канавок 13, имеющих плавную вогнутую форму и небольшую разность по уровню их расположения, которые требуется выполнить заранее с внутренней стороны цилиндрической заготовки 10, должно соответствовать числу зубьев, которые нужно будет на ней получить. Поскольку для цилиндрической заготовки 10 обеспечена идеальная возможность совершать вращательное движение уже на начальной стадии накатки на ней зубьев, успешно может быть решена проблема, заключающаяся в том, что первоначально на одну канавку при накатке формируются иногда сразу два зуба.
Поскольку все остальные компоненты в данном варианте выполнения настоящего изобретения, за исключением цилиндрической заготовки 10, одинаковы с аналогичными компонентами по первому варианту изобретения, их описание здесь не приводится.
Третий предпочтительный вариант выполнения изобретения
В зубонакатном станке 1, применяемом в первом варианте выполнения настоящего изобретения, то есть в станке, где предусматривается возможность введения цилиндрической заготовки 10, предназначенной для формирования из нее соответствующего компонента, внутрь приводимого во вращение контейнера 2 приблизительно соосно ему, что позволяет затем зажать цилиндрическую заготовку 10 между приводимой во вращение головкой 5 для накатки зубьев и внутренней стороной контейнера 2 при обработке компонента 12, имеющего зубья 11 с внутренним зацеплением, посредством накатки, требуется применение консольного механизма для удерживания вала 6 головки для накатки зубьев с тем, чтобы было удобно вставлять заготовку, удалять обработанное изделие и т.п. Следовательно, в связи с воздействием давления при зажатии, соответствующего напряжению, возникающему в материале заготовки при ее обработке, обязательно требуется предусмотреть возможность упругого изгибания вала 6 головки для накатки зубьев. Соответственно в данном варианте выполнения настоящего изобретения ось 2а вращения контейнера 2 принудительно занимает наклонное положение относительно вала 6 головки для накатки зубьев, который уже теперь не будет параллелен ему, что обеспечивается аналогично за счет упругого прогиба. В качестве механизма для восстановления параллельного их расположения предусматривается наличие двух расширительных валков 14 и 15, расположенных с внешней стороны относительно вала 6 головки для накатки зубьев и оси 2а вращения контейнера 2 на линии, которая проходит через вал 6 головки для накатки зубьев и ось 2а вращения. Эти два расширительных валка 14 и 15 по отдельности расширяются и сужаются, заставляя контейнер 2 принять наклонное положение. Таким образом, в данном предпочтительном варианте выполнения изобретения обеспечивается механизм восстановления параллельного положения.
После подтверждения такого состояния, в котором контейнер 2 удерживается в горизонтальном положении без воздействия на него нагрузки, т.е. в точке с нулевой разностью, обеспечивается активное смещение теоретической конечной точки с наружной стороны каждого из двух расширительных валков (управляемых валков) 14 и 15 на заключительной стадии прокатки зубьев, например приблизительно на 0,3 мм.
Даже в том случае, если такое воздействие уменьшается вследствие прогиба оси шарикового винта или т.п., можно все же обеспечить наклон контейнера 2 приблизительно на 0,1 мм при межосевом расстоянии в 250 мм. Такой наклон соответствует улучшению или корректировке приблизительно в 10 мкм на 25 мм наклона по диаметру зубчатого колеса или по погрешности угла подъема винтовой линии косозубого зубчатого колеса.
Четвертый предпочтительный вариант выполнения изобретения
В этом предпочтительном варианте выполнения настоящего изобретения шаг винтовой линии косозубого зубчатого колеса или же угол подъема винтовой линии косозубого зубчатого колеса для соответствующего изделия, получаемого посредством накатки, которые определяются соответственно шагом винтовой линии или углом подъема винтовой линии, обеспеченных первоначально на головке 5 для накатки зубьев в третьем предпочтительном варианте выполнения настоящего изобретения, выдерживаются в исключительно узких пределах.
В этом предпочтительном варианте выполнения настоящего изобретения, как показано на фиг.9, предусматривается применение трех расширительных валков (управляемых валков) 16, 17 и 18, предназначенных для фиксированного вала 6 головки для накатки зубьев и находящихся в трех разных положениях, выбранных таким образом, чтобы окружать собой ось 2а вращения, заставляя при этом ось 2а вращения контейнера 2 принудительно отклоняться в пределах области упругого прогиба. Каждый из расширительных валков 16, 17 и 18 может иметь числовое программное управление, обеспечиваемое независимо для каждого из них.
После подтверждения такого состояния, в котором контейнер 2 удерживается в горизонтальном положении без воздействия на него нагрузки, т.е. в точке с нулевой разностью, обеспечивается активное смещение теоретической конечной точки с наружной стороны каждого из трех расширительных валков (управляемых валков) 16, 17 и 18 на заключительной стадии прокатки зубьев, например приблизительно на 0,3 мм.
Даже в том случае, если такое воздействие уменьшается вследствие прогиба оси шарикового винта или т.п., можно все же обеспечить наклон контейнера 2 приблизительно на 0,1 мм при межосевом расстоянии в 250 мм. Такой наклон соответствует улучшению или корректировке приблизительно в 10 мкм на 25 мм наклона по диаметру зубчатого колеса или по погрешности угла подъема винтовой линии косозубого зубчатого колеса.
Воспользовавшись независимым управлением этих трех валов, чтобы соответствующим образом изменить их положение, можно за счет упругого изгиба вала 6 головки для накатки зубьев обеспечить необходимое его смещение, получить требуемую наружную окружность зубчатого колеса внутреннего зацепления, выдержать соответствующий шаг винтовой линии косозубого зубчатого колеса даже в исключительно узких пределах и т.п.
Данный вариант выполнения настоящего изобретения предназначается для активной корректировки исключительно малых погрешностей, касающихся точности изготовления зубчатого колеса; например, благодаря упругой деформации контейнера 2 происходит раскрывание контейнера 2 с той его стороны, где находится головка 5 для накатки зубьев, и которая соответствует открытой стороне контейнера, в результате чего при накатке получают изделие в виде цилиндра с коническим шагом, либо, изменяя величину перемещения, соответственно изменяют также и шаг винтовой линии косозубого зубчатого колеса даже в том случае, если сохраняется установленный угол подъема винтовой линии головки 5 для накатки зубьев.
В данном предпочтительном варианте выполнения настоящего изобретения ось 2а вращения контейнера 2, соответствующая валу 6 головки для накатки зубьев, отклоняется в направлении оси X, а также в направлении оси У. Таким образом, в данном случае требуется обеспечить наличие, по меньшей мере, трех таких валков. Однако такой вариант выполнения настоящего изобретения не может быть практически реализован, если не будет предусмотрено управление по отдельности расширением и сужением каждого из этих трех валков.
При осуществлении данного предпочтительного варианта выполнения изобретения следующее конкретное расположение этих трех валков непосредственно связано с обеспечением эффективности и легкости управления. Более конкретно, один расширительный валок, а именно - валок 16, располагается на линии, соединяющей между собой вал 6 головки для накатки зубьев, который будет прогибаться под воздействием на него прижимающей силы, и ось 2а вращения контейнера 2, тогда как два других расширительных валка 17 и 18 расположены на равном расстоянии по обе стороны от этой линии.
Пятый предпочтительный вариант выполнения изобретения
На фиг.10-13 показан зубонакатный станок согласно данному предпочтительному варианту выполнения настоящего изобретения.
На фиг.10-13 показан зубонакатный станок 20, применяемый при осуществлении предлагаемого способа изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца (компонент, имеющий зубья с внутренним зацеплением) 12, согласно пятому предпочтительному варианту выполнения настоящего изобретения.
Зубонакатный станок 20 содержит: приводимый во вращение контейнер 21, внутрь которого соосно ему вставляется цилиндрическая заготовка 10 для компонента, имеющего зубья 11 с внутренним зацеплением; неподвижное основание 28, содержащее радиальный подшипник 29, с которым вводится в зацепление контейнер 21; головка 36 для накатки зубьев, имеющая зубья 36а с наружным зацеплением, прижимаемые с внутренней стороны к материалу цилиндрической заготовки 10 таким образом, чтобы в процессе накатки получить зубья 11 с внутренним зацеплением; вращающийся вал 37, приводящий головку 36 для накатки зубьев во вращение, а также передаточный механизм 40, принудительно воздействующий на вращающийся вал 37 головки для накатки зубьев, изменяя тем самым расстояние между осью 21а вращения контейнера 21 и вращающимся валом 37 головки для накатки зубьев.
Контейнер 21, выполненный с возможностью вращения, снабжен надетым на него упорным подшипником 24, установленным на столе 23, закрепленном на подъемном валу 22 с числовым программным управлением. Указанный подъемный вал 22 с числовым программным управлением установлен на полке 26, расположенной под неподвижным основанием, и закреплен с возможностью подъема и опускания. Стол 23 оборудован подъемным направляющим стержнем 25, шарнирно закрепленным на полке 26 с возможностью подъема и опускания. Указанный подъемный вал 22 с числовым программным управлением приводится в действие расположенным по оси Z электродвигателем 27 с числовым программным управлением с возможностью его подъема и опускания.
Неподвижное основание имеет: отверстие 30 под радиальный подшипник 29; отверстие 31 под поднимаемый вверх и опускаемый вниз зажимной клин 41 передаточного механизма 40; поверхность 32 под ползун 39, устанавливаемый на ней с возможностью скольжения и служащий опорой для закрепляемого на нем устройства 38, содержащего головку 36 для накатки зубьев; четыре направляющие 33 для ползуна, расположенные по обе стороны от поверхности 32, в котором перемещается ползун; возвратные пружины 34, толкающие ползун 39 в обратном направлении и установленные напротив отверстия 31, а также расположенный сбоку датчик 35 расстояния, отслеживающий положение конца ползуна 39.
Головка 36 для накатки зубьев крепится к устройству 38, содержащему электродвигатель с редуктором, приводящим во вращение вал 37 привода головки для накатки зубьев. Устройство 38 с головкой для накатки зубьев закреплено на ползуне 39. Передаточный механизм 40 содержит: зажимной клин 41, поднимаемый вверх и опускаемый вниз через отверстие 31 в неподвижном основании 28; прижимной вал 42 с числовым программным управлением, предназначенный для поднимания вверх и опускания вниз зажимного клина 41; возвратные пружины 34, установленные в неподвижном основании 28, а также расположенный сбоку датчик 35 расстояния, установленный в неподвижном основании 28. Прижимной вал 42 с числовым программным управлением шарнирно крепится на полке 26 и приводится в действие электродвигателем 43 с числовым программным управлением с возможностью поднимания и опускания. Расположенный сбоку датчик 35 расстояния непосредственно отслеживает положение ползуна 39, обеспечивая передачу данных посредством обратной связи к устройству управления, которое не показано. Управляющее устройство расположено в коробке управления 44.
Управляющее устройство осуществляет управление, например, следующим образом:
- регулирует прижимное усилие (т.е. текущее значение крутящего момента, развиваемого электродвигателем с числовым программным управлением) при обработке заготовки давлением;
- регулирует межцентровое расстояние между валами по углу поворота вала головки для накатки зубьев;
- определяет, в каком сочетании комбинируется вращение вала головки для накатки зубьев вправо и влево;
- определяет начальное ускорение вращательного движения после временного прекращения вращения с целью изменения угла вращения.
Очевидно, что регулирование посредством управляющего устройства производится в соответствии с программами, составленными отдельно для начальной стадии прокатки, для основной стадии прокатки и для заключительной стадии прокатки, подробности всех этих стадий здесь не рассматриваются.
Очевидно, что не только принудительное ускорение при сжимании - в соответствии с углом вращения - головки 36 для накатки зубьев, но также и различные условия для создания ускорения при прокатке, к примеру такие, как время реверсивного движения (или число оборотов) вращающегося вала 37 привода головки для накатки зубьев, ускорение вращательного движения в начале реверсирования и конечное положение каждого из расширительных валков, устанавливаются в результате обработки всей информации, требующейся для обеспечения автоматической работы с высокой воспроизводимостью, к примеру, для отслеживания ненормального значения прижимного усилия по величине тока в электродвигателе с числовым программным управлением или для получения данных, поступающих от расположенного сбоку датчика расстояния, служащего в качестве триггера программы заключительной стадии прокатки (свободное вращение для однородной прокатки вкруговую и т.д.).
Далее следует описание способа изготовления косозубого зубчатого колеса внутреннего зацепления с основанием в виде фланца (компонент, имеющий зубья с внутренним зацеплением) 12 на зубонакатном станке 20, выполненном в соответствии с приведенным здесь выше описанием данного предпочтительного варианта выполнения настоящего изобретения.
Прежде всего, как показано на фиг.11 и 13 (а), цилиндрическая заготовка 10, предназначенная для изготовления соответствующего компонента, имеющего зубья 11 с внутренним зацеплением, вставляется в контейнер 21, который опускается вниз из неподвижной базы 38 и располагается в нем соосно ему.
Далее, как показано на фиг.11 и 13(b), приводится в действие расположенный по оси Z электродвигатель 27 с числовым программным управлением, поднимая при этом вверх подъемный вал 22 с числовым программным управлением так, чтобы контейнер 21 вошел в радиальный подшипник 29 неподвижного основания 28. Таким образом, контейнер 21 вводится в зацепление с радиальным подшипником 29.
Далее, на фиг.10 и 13 (с) показано, как осуществляется привод устройства 38 с головкой для накатки зубьев и передаточного механизма 40. В результате ползун 39 воздействует на вал 37 привода головки для накатки зубьев, и вал 37 изменяет соответственно свое положение, как указано стрелкой на фиг.9, с одновременным подъемом зажимного клина 41 передаточного механизма 40, при этом зубья 36а с наружным зацеплением вращающейся головки 36 для накатки зубьев прижимаются к внутренней поверхности цилиндрической заготовки 10. Более конкретно, сначала зажимной клин 41 передаточного механизма 40 толкает ползун 39 по направлению к возвратным пружинам 34 и одновременно заталкивается в отверстие 31 прижимным валом 42 с числовым программным управлением, усилие на котором создается при вращении его электродвигателем 43 с числовым программным управлением. В результате вал 37 привода головки для накатки зубьев принудительно перемещается по направлению к возвратным пружинам 34. Затем зажимной клин 41 передаточного механизма 40 вытягивается вверх из отверстия 31 прижимным валом 42 с числовым программным управлением, усилие на котором также создается при вращении его электродвигателем 43 с числовым программным управлением. Одновременно с этим вытягиванием происходит также отталкивание зажимного клина 41 назад за счет противодействия, оказываемого возвратными пружинами 34. После этого соответственно изменяющиеся усилия прикладываются в двух направлениях к валу 37 привода головки для накатки зубьев и обеспечивается прокатка со сжатием.
Далее, как показано на фиг.11 и 13(d), приводится в действие расположенный по оси Z электродвигатель 27 с числовым программным управлением, опуская при этом вниз подъемный вал 22 с числовым программным управлением. После того как контейнер 21 и радиальный подшипник 29 выйдут из взаимного зацепления друг с другом и контейнер 21 возвратится в свое первоначальное положение, оттуда извлекается готовое изделие, обработка которого закончена.
При осуществлении рассмотренного здесь выше технологического процесса может быть получено косозубое зубчатое колесо внутреннего зацепления с основанием в виде фланца 12, которое соответствует компоненту, имеющему зубья 11 с внутренним зацеплением и показанному на фиг.3.
В соответствии с этим предпочтительным вариантом выполнения настоящего изобретения могут быть получены следующие преимущества:
- мощность на валах 22 и 42 с числовым программным управлением может быть уменьшена до некоторой доли прижимного усилия;
- возможность установки зажимного клина 41, имеющего другой угол, позволяет соответствующим образом отрегулировать предельную величину прижимного усилия посредством замены двух компонентов;
- изменение величины прижимного усилия, необходимого для накатки зубьев, либо колебания в значении противодействующей силы, возникающей при их накатке, поглощаются за счет силы трения, создаваемой зажимным клином 41 (что позволяет компенсировать низкую жесткость валов 22 и 41 с числовым программным управлением), при этом межцентровое расстояние между валом 37 привода головки для накатки зубьев и осью 21а вращения контейнера 21 сохраняется с высокой жесткостью;
- отклонение межцентрового расстояния между валом 37 привода головки для накатки зубьев и осью 21а вращения контейнера 21 в направлении назад при этом предотвращается независимо от того, имеется ли какое-либо отклонение назад со стороны валов 22 и 42 с числовым программным управлением или нет;
- непосредственно осуществляется непрерывное отслеживание указанного межцентрового расстояния независимо от угла вращения электродвигателя 27 или 43 с числовым программным управлением, что позволяет обеспечить точную регулировку межцентрового расстояния;
- данные, получаемые от датчика 35 расстояния, обеспечивают возможность подтверждения точности изготовления изделия в соответствии с результатами контроля элементов зубчатого колеса после накатки.
В этом предпочтительном варианте выполнения настоящего изобретения предпочтительно наличие двух управляемых валков 14 и 15, рассмотренных в описании третьего предпочтительного варианта выполнения настоящего изобретения, либо трех расширительных валков (управляемых валков) 16, 17 и 18, рассмотренных в описании четвертого предпочтительного варианта выполнения настоящего изобретения. Расположение и регулировка работы двух управляемых валков 14 и 15 либо трех расширительных валков (управляемых валков 16, 17 и 18) будут такими же, как соответственно в третьем или же в четвертом предпочтительных вариантах выполнения настоящего изобретения.
Claims (8)
1. Способ изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, характеризующийся тем, что вводят цилиндрическую заготовку для формирования компонента, имеющего зубья с внутренним зацеплением, в приводимый во вращение контейнер в основном соосно с ним; размещают контейнер в радиальном подшипнике на основании; приводят во вращение головку для накатки зубьев, имеющую зубья с наружным зацеплением, прижимаемые к внутренней стороне цилиндрической заготовки для формирования компонента, имеющего зубья с внутренним зацеплением в процессе накатки, причем головку для накатки зубьев приводят во вращение посредством вращающегося вала; сжимают и деформируют упомянутую цилиндрическую заготовку между наружной окружной поверхностью головки для накатки зубьев и внутренней окружной поверхностью контейнера для последовательного наращивания зубчатого профиля; при этом изменяют расстояние между осью вращающегося вала головки для накатки зубьев и осью вращения контейнера посредством относительного перемещения вращающегося вала головки для накатки зубьев, причем зубья с наружным зацеплением головки для накатки зубьев прижимают к внутренней стороне цилиндрической заготовки; завершают накатку зубьев при заполнении цилиндрической заготовкой упомянутого контейнера в результате увеличения наружного диаметра при ее уширении и извлекают из контейнера обработанный компонент, имеющий зубья с внутренним зацеплением.
2. Способ по п.1, характеризующийся тем, что предварительно выполняют канавки вогнутой формы на внутренней окружной поверхности цилиндрической заготовки с равными интервалами между ними и в количестве, соответствующем количеству формируемых зубьев с внутренним зацеплением.
3. Зубонакатный станок для изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, содержащий контейнер, выполненный с возможностью вращения и соосного размещения внутри него цилиндрической заготовки для компонента, имеющего зубья с внутренним зацеплением, основание, на котором в радиальном подшипнике размещен упомянутый контейнер; головку для накатки зубьев, имеющую зубья с наружным зацеплением, обеспечивающие прижатие к внутренней стороне цилиндрической заготовки из условия получения на ней в процессе накатки зубьев с внутренним зацеплением; ползун, в котором расположен подшипник головки для накатки зубьев, установленный в последнем вал головки для накатки зубьев, выполненный с возможностью вращения для приведения упомянутой головки для накатки зубьев во вращение, и передаточный механизм для принудительного перемещения вала головки для накатки зубьев, изменения расстояния между осью вращения контейнера и валом головки для накатки зубьев и перемещения оси вращения контейнера посредством относительного перемещения ползуна с приведением во вращение вала головки для накатки зубьев.
4. Зубонакатный станок для изготовления компонента, имеющего зубья с внутренним зацеплением, в виде барабана многодисковой муфты сцепления или зубчатого колеса внутреннего зацепления, содержащий контейнер, выполненный с возможностью вращения и соосного размещения внутри него цилиндрической заготовки для компонента, имеющего зубья с внутренним зацеплением, основание, на котором в радиальном подшипнике размещен упомянутый контейнер; головку для накатки зубьев, имеющую зубья с наружным зацеплением, обеспечивающие прижатие к внутренней стороне цилиндрической заготовки из условия получения на ней в процессе накатки зубьев с внутренним зацеплением; ползун, в котором расположен подшипник головки для накатки зубьев, установленный в последнем вал головки для накатки зубьев, выполненный с возможностью вращения для приведения упомянутой головки для накатки зубьев во вращение, передаточный механизм для принудительного перемещения вала головки для накатки зубьев, изменения расстояния между осью вращения контейнера и валом головки для накатки зубьев и перемещения оси вращения контейнера посредством относительного перемещения ползуна с приведением во вращение вала головки для накатки зубьев, и вертикальный расширительный привод, обеспечивающий изменение осевого положения или сохранение соответствующего осевого положения упомянутого контейнера относительно положения головки для накатки зубьев.
5. Зубонакатный станок по п.4, характеризующийся тем, что вертикальный расширительный привод имеет по меньшей мере два валка с числовым программным управлением.
6. Зубонакатный станок по п.4, характеризующийся тем, что вертикальный расширительный привод имеет три независимых валка с числовым программным управлением, расположенных параллельно в трех положениях вокруг оси вращения контейнера.
7. Зубонакатный станок по п.4, характеризующийся тем, что вертикальный расширительный привод выполнен с возможностью введения наружной окружной поверхности контейнера с расположенной внутри него заготовкой в зацепление с внутренней стороной радиального подшипника, установленного на основании, перед началом процесса накатки зубьев и выведения окружной поверхности контейнера из зацепления с внутренней стороной радиального подшипника при завершении процесса накатки зубьев для извлечения обработанного изделия и установки другой цилиндрической заготовки в контейнер.
8. Зубонакатный станок по п.4, характеризующийся тем, что он снабжен управляющим устройством и датчиком расстояния, а передаточный механизм содержит зажимной клин, обеспечивающий воздействие на ползун, который соединен с валом головки для накатки зубьев, и возвратную пружину, обеспечивающую воздействие на ползун, при этом управляющее устройство обеспечивает регулировку положения ползуна на основании данных, передаваемых ему в обратной связи от датчика расстояния, непосредственно отслеживающего положение упомянутого ползуна.
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003-280501 | 2003-07-25 | ||
| JP2003280501 | 2003-07-25 | ||
| JP2003425952 | 2003-12-22 | ||
| JP2003425955 | 2003-12-22 | ||
| JP2003-425955 | 2003-12-22 | ||
| JP2003-425952 | 2003-12-22 | ||
| PCT/JP2004/010329 WO2005009646A1 (ja) | 2003-07-25 | 2004-07-21 | 内歯を有する部品の製作法および転造機械 |
| JPPCT/JP2004/010329 | 2004-07-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2006105509A RU2006105509A (ru) | 2006-06-27 |
| RU2323060C2 true RU2323060C2 (ru) | 2008-04-27 |
Family
ID=34108575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006105509/02A RU2323060C2 (ru) | 2003-07-25 | 2004-07-21 | Способ изготовления компонента, имеющего зубья с внутренним зацеплением, и зубонакатный станок для его осуществления |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US7331206B2 (ru) |
| EP (1) | EP1621269B1 (ru) |
| JP (1) | JP3947204B2 (ru) |
| KR (1) | KR100688821B1 (ru) |
| AT (1) | ATE440688T1 (ru) |
| CA (1) | CA2525069C (ru) |
| DE (1) | DE602004022797D1 (ru) |
| DK (1) | DK1621269T3 (ru) |
| ES (1) | ES2330226T3 (ru) |
| RU (1) | RU2323060C2 (ru) |
| WO (1) | WO2005009646A1 (ru) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008139323A2 (en) * | 2007-05-11 | 2008-11-20 | Stackpole Limited | Powder metal internal gear rolling process |
| JP2010201493A (ja) * | 2009-03-05 | 2010-09-16 | Mitsubishi Materials Corp | 転造ダイス及び内歯車の加工方法 |
| CH706436A1 (de) * | 2012-04-25 | 2013-10-31 | Grob Ernst Fa | Verfahren und Vorrichtung zur Herstellung von mit einer innenliegenden Laufradverzahnung versehenen dickwandigen Hohlrädern. |
| RU2536308C1 (ru) * | 2013-09-26 | 2014-12-20 | Открытое акционерное общество "Акционерная Компания "Туламашзавод" | Способ режуще-деформирующей обработки зубьев зубчатых колес |
| JP5666041B1 (ja) * | 2013-10-17 | 2015-02-04 | 株式会社エムエイチセンター | R−θテーブル装置及びメネジの加工装置 |
| RU2681069C2 (ru) * | 2013-10-23 | 2019-03-01 | Эрнст Гроб Аг | Составной тормозной диск, а также способ и устройство для его изготовления |
| JP6443118B2 (ja) | 2015-02-20 | 2018-12-26 | アイシン精機株式会社 | 内歯歯車およびその転造用のダイス |
| DE102016103946A1 (de) | 2016-03-04 | 2017-09-07 | Leifeld Metal Spinning Ag | Verfahren und Vorrichtung zum Umformen eines Werkstücks mit trommelförmiger Umfangswand |
| DE102016209119B4 (de) | 2016-05-25 | 2022-05-25 | Schaeffler Technologies AG & Co. KG | Spindelmutter, Gewindetrieb und Verfahren zur Herstellung einer Spindelmutter |
| CN107977502B (zh) * | 2017-11-27 | 2020-04-28 | 西安交通大学 | 一种基于OpenGL的圆柱形工件螺旋加工截面廓形计算方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3636744A (en) * | 1970-05-18 | 1972-01-25 | Lear Siegler Inc | Internal gear rolling machine |
| JPS597534B2 (ja) * | 1980-08-08 | 1984-02-18 | 日産自動車株式会社 | 歯面の追加工装置 |
| EP0259508B1 (de) * | 1986-09-09 | 1991-07-24 | Wilhelm Hegenscheidt Gesellschaft mbH | Verfahren und Einrichtung zum Walzen von Werkstücken aus duktilem Werkstoff |
| DE3717423A1 (de) * | 1987-04-07 | 1988-10-27 | Ragettli Christian Ag | Verfahren zum profilformen von als rollkoerper ausgebildeten werkstuecken und einrichtung zur ausuebung des verfahrens |
| JPS6457058A (en) | 1987-08-28 | 1989-03-03 | Matsushita Refrigeration | Air conditioner |
| JPH0160735U (ru) * | 1987-10-13 | 1989-04-18 | ||
| JP2861424B2 (ja) * | 1991-01-21 | 1999-02-24 | トヨタ自動車株式会社 | 内歯車製造装置 |
| JPH05161935A (ja) * | 1991-12-11 | 1993-06-29 | Tannami Kogyo Kk | 金属ドラム容器の天板素材のネジ加工用ローリング装置 |
| DE19910474A1 (de) * | 1999-03-10 | 2000-09-14 | Mannesmann Sachs Ag | Nabenhülse für Fahrradnaben und Verfahren zur Herstellung eines Rohteils dieser Nabenhülse |
| EP1322436B1 (en) * | 2000-10-05 | 2004-06-30 | Tesma International Inc. | Cold forming of splined transmission hubs |
| DE10144055A1 (de) * | 2001-09-07 | 2003-03-27 | Groche Peter | Verfahren zur Herstellung eines Bauteils mit Innenverzahnung |
-
2004
- 2004-07-21 CA CA002525069A patent/CA2525069C/en not_active Expired - Fee Related
- 2004-07-21 AT AT04770839T patent/ATE440688T1/de not_active IP Right Cessation
- 2004-07-21 DE DE602004022797T patent/DE602004022797D1/de not_active Expired - Lifetime
- 2004-07-21 RU RU2006105509/02A patent/RU2323060C2/ru not_active IP Right Cessation
- 2004-07-21 ES ES04770839T patent/ES2330226T3/es not_active Expired - Lifetime
- 2004-07-21 US US10/560,535 patent/US7331206B2/en not_active Expired - Fee Related
- 2004-07-21 EP EP04770839A patent/EP1621269B1/en not_active Expired - Lifetime
- 2004-07-21 JP JP2005512013A patent/JP3947204B2/ja not_active Expired - Lifetime
- 2004-07-21 KR KR1020057025495A patent/KR100688821B1/ko active IP Right Grant
- 2004-07-21 WO PCT/JP2004/010329 patent/WO2005009646A1/ja active IP Right Grant
- 2004-07-21 DK DK04770839T patent/DK1621269T3/da active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20060026454A (ko) | 2006-03-23 |
| ES2330226T3 (es) | 2009-12-07 |
| EP1621269A1 (en) | 2006-02-01 |
| EP1621269B1 (en) | 2009-08-26 |
| JPWO2005009646A1 (ja) | 2006-09-07 |
| WO2005009646A1 (ja) | 2005-02-03 |
| RU2006105509A (ru) | 2006-06-27 |
| JP3947204B2 (ja) | 2007-07-18 |
| DK1621269T3 (da) | 2009-12-21 |
| US7331206B2 (en) | 2008-02-19 |
| ATE440688T1 (de) | 2009-09-15 |
| EP1621269A4 (en) | 2007-11-21 |
| KR100688821B1 (ko) | 2007-03-02 |
| DE602004022797D1 (de) | 2009-10-08 |
| US20060144111A1 (en) | 2006-07-06 |
| CA2525069A1 (en) | 2005-02-03 |
| CA2525069C (en) | 2009-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2323060C2 (ru) | Способ изготовления компонента, имеющего зубья с внутренним зацеплением, и зубонакатный станок для его осуществления | |
| US11383285B2 (en) | Pipe grooving device | |
| KR100560075B1 (ko) | 랙축의제조방법및장치 | |
| EP0761339B1 (en) | Multistage gear-rolling apparatus | |
| US10525516B2 (en) | Cam grooving machine with cam stop surfaces | |
| CA2275559A1 (en) | Method for forming a workpiece by flow-forming | |
| US5824168A (en) | Process for gear-rolling a high accuracy gear | |
| CN100372626C (zh) | 具有内齿的部件的制造方法和滚轧机械 | |
| US20210331227A1 (en) | Rotary installation tools for clinch fasteners | |
| TWI267412B (en) | Method of manufacturing part with internal gear and rolling machine | |
| US6427311B1 (en) | Method of manufacturing spindle components | |
| KR20020040242A (ko) | 이형 치형 동시 전조장치 | |
| JP2006341287A (ja) | コップ状又は環状の回転対称加工物の内面に作用するマンドレルで内部輪郭を製作する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20150722 |