RU2258003C2 - Пластиковая бочка и способ изготовления бочки - Google Patents
Пластиковая бочка и способ изготовления бочки Download PDFInfo
- Publication number
- RU2258003C2 RU2258003C2 RU2003127941/12A RU2003127941A RU2258003C2 RU 2258003 C2 RU2258003 C2 RU 2258003C2 RU 2003127941/12 A RU2003127941/12 A RU 2003127941/12A RU 2003127941 A RU2003127941 A RU 2003127941A RU 2258003 C2 RU2258003 C2 RU 2258003C2
- Authority
- RU
- Russia
- Prior art keywords
- barrel
- barrel body
- layer
- barrels
- electrically conductive
- Prior art date
Links
- 229920003023 plastic Polymers 0.000 title claims abstract description 22
- 239000004033 plastic Substances 0.000 title claims abstract description 22
- 238000000034 method Methods 0.000 title claims abstract description 7
- 239000000463 material Substances 0.000 claims abstract description 12
- 238000004519 manufacturing process Methods 0.000 claims abstract description 9
- 238000001125 extrusion Methods 0.000 claims abstract description 7
- 229920002994 synthetic fiber Polymers 0.000 claims abstract description 7
- 239000010410 layer Substances 0.000 claims description 33
- 229920001903 high density polyethylene Polymers 0.000 claims description 15
- 239000004700 high-density polyethylene Substances 0.000 claims description 15
- 238000000071 blow moulding Methods 0.000 claims description 7
- -1 polyethylene Polymers 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 6
- 229920000573 polyethylene Polymers 0.000 claims description 6
- 239000008187 granular material Substances 0.000 claims description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 5
- 239000004071 soot Substances 0.000 claims description 5
- 239000004952 Polyamide Substances 0.000 claims description 3
- 239000012790 adhesive layer Substances 0.000 claims description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 239000007858 starting material Substances 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000000926 separation method Methods 0.000 claims 1
- 239000012774 insulation material Substances 0.000 abstract 1
- 238000007493 shaping process Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000007788 liquid Substances 0.000 description 10
- 239000000945 filler Substances 0.000 description 5
- 239000002360 explosive Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000000383 hazardous chemical Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material of curved cross-section
- B65D11/06—Drums or barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62C—FIRE-FIGHTING
- A62C3/00—Fire prevention, containment or extinguishing specially adapted for particular objects or places
- A62C3/06—Fire prevention, containment or extinguishing specially adapted for particular objects or places of highly inflammable material, e.g. light metals, petroleum products
- A62C3/065—Fire prevention, containment or extinguishing specially adapted for particular objects or places of highly inflammable material, e.g. light metals, petroleum products for containers filled with inflammable liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2213/00—Safety means
- B65D2213/02—Means for preventing buil-up of electrostatic charges
Abstract
Изобретение относится к пластиковым бочкам, а именно к втулочным бочкам или бочкам с крышкой, которые изготовлены в виде одно- или многослойного контейнера посредством экструзии с раздувом. В тело бочки интегрированы участки из электропроводного синтетического материала, образующие электрические соединения между внутренней поверхностью и внешней поверхностью тела бочки. Электропроводные участки тела бочки сформированы как полоски, толщина которых соответствует толщине стенок тела бочки. Способ изготовления пластиковых бочек включает соэкструзию многослойной трубчатой заготовки и формование с раздувом заготовки для тела бочки в дутьевой форме. Трубчатую заготовку выполняют из изоляционного материала с распределенными по окружности полосками из электропроводного материала. Процесс экструзии осуществляют непрерывно или дискретно. По второму варианту трубку материала, выходящую непрерывно или дискретно из экструдирующей головки, равномерно разделяют по окружности и в промежутки между разделением впрыскивают электропроводный синтетический материал для образования полосок, которые гомогенно свариваются с трубчатой заготовкой. Изобретение позволяет применять бочки в качестве контейнера для опасных материалов и использовать их во взрывоопасных помещениях, снизить производственные затраты и упростить изготовление бочки. 3 н. и 9 з.п. ф-лы, 3 ил.
Description
Изобретение относится к пластиковым бочкам, которые выполнены как втулочные бочки или бочки с крышкой и изготовлены как одно- или многослойный контейнер посредством формования экструзией с раздувом.
Известные из DE 19605890 А1 пластиковые бочки этого вида для текучего и гранулированного наполнителя имеют постоянный антистатический наружный слой для того, чтобы при транспортировке предотвратить электростатическую зарядку внешней поверхности за счет трения рядом стоящих бочек. Таким образом, например, при приближении электропроводных предметов из металла к внешней поверхности бочки необходимо предотвратить электрические разряды с искрообразованием, которые могут приводить к возгоранию огнеопасных наполнителей бочек, а также взрывчатых смесей из газов и паров в замкнутых пространствах. За счет этого наружного заземления посредством постоянного антистатического наружного слоя пластиковой бочки не могут отводиться электрические заряды, которые возникают при заполнении и опорожнении бочки и при перемешиваниях жидкостей, например при смешивании посредством жидкостного трения, на внутренней поверхности бочки и в жидкости.
В основе изобретения лежит задача дальнейшего совершенствования пластиковой бочки, согласно родовому понятию, для жидких и гранулированных наполнителей, с созданием надежного и всеохватывающего заземления пластикового внутреннего резервуара.
Эта задача согласно изобретению решается посредством пластиковой бочки для жидких и гранулированных наполнителей с отличительными признаками независимого пункта 1 формулы изобретения, а также способа изготовления бочки по независимым пунктам 13 и 14 формулы изобретения.
Зависимые пункты формулы изобретения охватывают предпочтительные и практичные другие варианты осуществления изобретения.
Пластиковая бочка согласно изобретению имеет следующие преимущества.
Вставленные в изолирующий пластиковый материал тела пластиковой бочки, сформированной в виде втулочной бочки или бочки с крышкой, полоски из электропроводного синтетического материала, толщина которых соответствует толщине стенки бочки, образуют электрические соединения между внутренней поверхностью и внешней поверхностью многослойной бочки, которая имеет постоянный антистатический наружный слой, так что как электрические заряды, возникающие в жидком наполнителе и на внутренней поверхности бочки за счет жидкостного трения, так и электрические заряды, которые могут образовываться вследствие трения на внешней поверхности бочки, отводятся через электропроводные полоски в теле бочки и постоянный антистатический наружный слой бочки в основание. Ограниченное применение дорогостоящего антистатического пластикового материала, например полиэтилена высокой плотности с содержанием проводящей сажи, для образования электропроводных полосок и постоянного антистатического наружного слоя пластиковой бочки, в остальном изготовленного из дешевого синтетического материала, такого как полиэтилен высокой плотности, соответственно приводит к незначительному увеличению производственных затрат. Электрическое заземление внешней поверхности бочки и внутреннего пространства пластиковой бочки, а также транспортируемых или хранящихся в ней жидкостей делает возможным применение бочки в качестве контейнера для опасных материалов, например для огнеопасных жидкостей и эмульсий, таких как растворители, краски, лаки с температурой воспламенения <35°С, а также применение бочки в рабочих помещениях, в которых может образовываться взрывоопасная атмосфера из-за присутствия газов, паров или дыма.
Пластиковая бочка согласно изобретению поясняется ниже на основании чертежей, которые показывают:
Фиг.1 - изображение в перспективе втулочной бочки;
Фиг.2 - увеличенный участок сечения стенки втулочной бочки по фиг.1, имеющей трехслойную структуру;
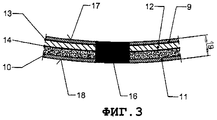
Фиг.3 - соответствующий фиг.2 разрез втулочной бочки с пробкой с шестислойной структурой.
Изготовленная посредством формования экструзией с раздувом втулочная бочка 1, выполненная из пластика, например полиэтилена высокой плотности, содержит тело 2 бочки с цилиндрическим корпусом 3 бочки, нижнее основание 4, верхнее основание 5 с заливочно-разгрузочной втулкой 6 и втулкой 7 впуска/выпуска воздуха, которые утоплены в верхнем основании 5 и отверстия 6а и 7а которых закрыты посредством втулочных заглушек, выполненных в виде резьбовых колпачков, а также верхнее, образованное для прикрепления захвата бочки опорное кольцо 8, которое имеет L-образный поперечный профиль.
Фиг.2 показывает, что корпус 3 бочки, нижнее основание 4 и верхнее основание 5 втулочной бочки 1 имеют внутренний слой 9, средний слой 10, а также постоянный антистатический наружный слой 11 с содержанием проводящей сажи, который обеспечивает удельное сопротивление внешней поверхности ≤105 Ом и удельное объемное сопротивление ≤103 Ом. Толщина среднего слоя составляет 1-2, предпочтительно 1,5 миллиметра, а толщина внутреннего и наружного слоев 9, 10 составляет 0,1-0,5 миллиметра, предпочтительно 0,2 миллиметра.
Для изготовления среднего слоя 10 используются переработанные гранулы или измельченный материал из чистого полиэтилена и/или полиэтилена с содержанием проводящей сажи, а в качестве исходного материала для внутреннего и наружного слоев 9, 11 служат восстановленные полиэтиленовые гранулы.
Фиг.3 показывает шестислойную структуру втулочной бочки 1 с внутренним слоем 9 из чистого полиэтилена высокой плотности (HDPE), изоляционным слоем 12 из полиамида (РА) или этилен-винилацетат-сополимера (EVA), препятствующим проникновению кислорода и углеводорода, который заделан в два адгезионных слоя 13, 14 из полиэтилена низкой плотности (LLDPE), средним слоем 10 из переработанных гранул или измельченного материала из чистого полиэтилена высокой плотности и/или полиэтилена высокой плотности с содержанием проводящей сажи, а также постоянным антистатическим наружным слоем 11 из полиэтилена высокой плотности с содержанием проводящей сажи.
В тело 2 втулочной бочки 1 интегрированы сформированные в виде полосок 16 электропроводные участки 15 из полиэтилена высокой плотности с содержанием проводящей сажи, которые образуют электрические соединения между внутренней поверхностью 17 и внешней поверхностью 18 втулочной бочки 1 и толщина которых соответствует толщине 19 стенки втулочной бочки. Электропроводные полоски 16, которые на фиг.1 для ясности показаны светлыми, проходят параллельно продольной оси 20-20 бочки по цилиндрическому корпусу 3 бочки и радиально или диагонально через нижнее основание 4 и верхнее основание 5 втулочной бочки 1.
Втулочная бочка 1 электрически заземлена через электропроводные полоски 16 и постоянный антистатический наружный слой 11 так, что электрические заряды, которые возникают на внутренней поверхности бочки и в жидком наполнителе, а также на внешней поверхности бочки, отводятся в основание.
В бочке с крышкой крышка бочки образована литьем под давлением из пластмассы, например полиэтилена высокой плотности с содержанием проводящей сажи.
При производстве втулочной бочки сначала соэкструдируют многослойную трубчатую заготовку из изоляционного основного материала, в частности полиэтилена высокой плотности, с распределенными по окружности полосками из электропроводного материала, в частности полиэтилена высокой плотности с содержанием проводящей сажи, а затем выдувают заготовку в дутьевой форме в тело бочки, причем процесс экструзии протекает непрерывно или дискретно.
Другой способ производства втулочной бочки отличается соэкструзией многослойной, трубчатой заготовки, причем трубка материала, непрерывно или дискретно выходящая из экструдирующей головки, разделяется по окружности, и в промежутки между разделением впрыскивается электропроводный синтетический материал для образования полосок, которые гомогенно свариваются с трубчатой заготовкой, а также формованием раздувом заготовки для тела бочки в дутьевой форме.
Claims (12)
1. Пластиковая бочка, сформированная как втулочная бочка или бочка с крышкой и изготовленная как одно- или многослойный контейнер посредством формования экструзией с раздувом, отличающаяся тем, что в тело (2) бочки интегрированы участки (15) из электропроводного синтетического материала, образующие электрические соединения между внутренней поверхностью (17) и внешней поверхностью (18) тела (2) бочки, причем электропроводные участки (15) тела (2) бочки сформированы как полоски (16), толщина которых соответствует толщине (19) стенок тела (2) бочки.
2. Бочка по п.1, отличающаяся тем, что электропроводные полоски (16) проходят параллельно продольной оси (20-20) бочки по цилиндрическому корпусу (3) тела (2) бочки.
3. Бочка по п.2 или 3, отличающаяся тем, что электропроводные полоски (16) проходят радиально или диагонально через нижнее основание (4) и/или верхнее основание (5) тела (2) бочки.
4. Бочка по одному из пп.1-3, отличающаяся тем, что тело (2) бочки состоит из внутреннего слоя (9) и постоянного антистатического наружного слоя (11).
5. Бочка по одному из пп.1-3, отличающаяся тем, что тело (2) бочки образовано внутренним слоем (9), средним слоем (10) и постоянным антистатическим наружным слоем (11).
6. Бочка по п.5, отличающаяся тем, что между внутренним слоем (9) и средним слоем (10) тела (2) бочки расположен изоляционный слой (12), который запрессован в два адгезионных слоя (13, 14).
7. Бочка по одному из пп.4-6, отличающаяся тем, что внутренний слой (9) и наружный слой (11) тела (2) бочки состоят из полиэтилена высокой плотности, причем в качестве исходного материала использованы восстановленные гранулы, а наружный слой (11) содержит проводящую сажу.
8. Бочка по одному из пп.5-7, отличающаяся тем, что средний слой (10) тела (2) бочки состоит из полиэтилена высокой плотности, причем в качестве исходного материала использованы переработанные гранулы или измельченный материал из чистого полиэтилена и/или полиэтилена с содержанием проводящей сажи.
9. Бочка по одному из пп.5-8, отличающаяся тем, что тело (2) бочки снабжено изоляционным слоем (12) из полиамида или этилен-винилацетат-сополимера, который заделан в два адгезионных слоя (13,14) из полиэтилена низкой плотности.
10. Бочка по одному из пп.1-9, отличающаяся тем, что электропроводные полоски (16) тела (2) бочки состоят из полиэтилена высокой плотности с содержанием проводящей сажи.
11. Способ изготовления пластиковых бочек соэкструзией многослойной трубчатой заготовки, а также формованием с раздувом заготовки для тела бочки в дутьевой форме, отличающийся тем, что трубчатую заготовку выполняют из изоляционного основного материала с распределенными по окружности полосками из электропроводного материала, причем процесс экструзии осуществляют непрерывно или дискретно, при этом получают пластиковую бочку по одному из пп.1-10.
12. Способ изготовления пластиковых бочек соэкструзией многослойной трубчатой заготовки, а также формованием с раздувом заготовки для тела бочки в дутьевой форме, отличающийся тем, что трубку материала, выходящую непрерывно или дискретно из экструдирующей головки, равномерно разделяют по окружности и в промежутки между разделением впрыскивают электропроводный синтетический материал для образования полосок, которые гомогенно сваривают с трубчатой заготовкой, при этом получают пластиковую бочку по одному из пп.1-10.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10242955.3 | 2002-09-17 | ||
| DE10242955A DE10242955B4 (de) | 2002-09-17 | 2002-09-17 | Kunststoffaß und Verfahren zur Herstellung des Fasses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2003127941A RU2003127941A (ru) | 2005-03-10 |
| RU2258003C2 true RU2258003C2 (ru) | 2005-08-10 |
Family
ID=29225214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2003127941/12A RU2258003C2 (ru) | 2002-09-17 | 2003-09-16 | Пластиковая бочка и способ изготовления бочки |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7180721B2 (ru) |
| EP (1) | EP1401071B1 (ru) |
| CN (1) | CN100431932C (ru) |
| DE (2) | DE10242955B4 (ru) |
| DK (1) | DK1401071T3 (ru) |
| ES (1) | ES2309261T3 (ru) |
| MX (1) | MXPA03008197A (ru) |
| NO (1) | NO328267B1 (ru) |
| RU (1) | RU2258003C2 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2609472C2 (ru) * | 2014-12-29 | 2017-02-02 | Акционерное общество "Саханефтегазсбыт" (АО "Саханефтегазсбыт") | Способ получения композиции для формования ёмкостей |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005004548A1 (de) * | 2004-03-11 | 2005-12-22 | Schütz GmbH & Co. KGaA | Verfahren zur Herstellung von Weithalsfässern aus thermoplastischem Kunststoff |
| KR101376627B1 (ko) | 2006-05-18 | 2014-03-19 | 마우저-베르케 게엠베하 | 다중층 플라스틱 컨테이너 |
| AU2013270460B2 (en) * | 2008-06-30 | 2016-05-05 | Yoshino Kogyosho Co., Ltd. | Injection molding device for a laminated synthetic resin bottle |
| EP2311624B1 (en) * | 2008-06-30 | 2019-09-18 | Yoshino Kogyosyo Co., Ltd. | Synthetic-resin laminated bottle body |
| SA109300427B1 (ar) * | 2008-07-07 | 2013-09-08 | Akzo Nobel Coatings Int Bv | صيغة معبأة تشتمل على مركب معرض للتفكك الطارد للحرارة |
| US20130280535A1 (en) * | 2012-04-23 | 2013-10-24 | Sabic Innovative Plastics Ip B.V. | Multilayer sheet and methods of making and articles comprising the multilayer sheet |
| DE102018203633A1 (de) * | 2018-03-09 | 2019-09-12 | Kautex Textron Gmbh & Co. Kg | Betriebsflüssigkeitsbehälter mit kapazitiver Erfassung von Füllständen |
| USD834422S1 (en) * | 2018-03-12 | 2018-11-27 | Tommie Carroll Gipson | Barrel |
| CN109178597B (zh) * | 2018-08-09 | 2020-04-17 | 合肥洁纯塑料包装有限公司 | 一种防静电化学原料桶的内衬桶 |
| AU2020286329B2 (en) * | 2019-12-11 | 2021-12-16 | A & J Australia Pty Ltd | Easy access safety container |
| USD1022159S1 (en) * | 2024-01-12 | 2024-04-09 | Shandong sujia chemical industry group co., ltd | Movable rainwater collector |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3440617C1 (de) * | 1984-11-07 | 1986-06-26 | Zipperling Kessler & Co (Gmbh & Co), 2070 Ahrensburg | Antistatische bzw. elektrisch halbleitende thermoplastische Polymerblends,Verfahren zu deren Herstellung und deren Verwendung |
| US4848566A (en) * | 1987-10-23 | 1989-07-18 | W. R. Grace & Co. | Antistatic/conductive container |
| GB2219270B (en) * | 1988-04-28 | 1992-05-06 | Harcostar Ltd | Containers |
| ES2106577T5 (es) * | 1994-03-25 | 2004-12-01 | Sotralentz S.A. | Procedimiento de fabricacion de un recipiente de material sintetico termoplastico para contener medios fluidos necesitados de seguridad. |
| DE4431046B4 (de) * | 1994-09-01 | 2005-12-29 | Empac Verpackungs-Gmbh | Kunststoffverpackungsbehälter mit verbesserter elektrostatischer Ableitfähigkeit |
| ES2197220T3 (es) * | 1995-08-14 | 2004-01-01 | Wulfing + Hauck Gmbh + Co. Kg | Revestimiento interior para depositos de liquidos, particularmente de gasolina, y deposito fabricado con el mismo. |
| DE19605890A1 (de) * | 1996-02-19 | 1997-08-21 | Protechna Sa | Transport- und Lagerbehälter aus Kunststoff für flüssige, pulverförmige und körnige Füllgüter |
| DE10013000A1 (de) * | 2000-03-16 | 2001-09-20 | Basell Polyolefine Gmbh | Blasgeformte Behälter und Formteile aus Kunststoff mit verbesserter Antistatik |
| DE20017737U1 (de) * | 2000-10-16 | 2000-12-21 | Braun Formenbau Gmbh | Etagenwerkzeug zum Spritzgießen von Kunststoffteilen |
| DE10124681A1 (de) * | 2001-05-18 | 2002-11-21 | Rainer Busch | Transporteinrichtung mit einem Kunststoffhohlkörper |
| DE20206435U1 (de) * | 2002-04-23 | 2002-08-08 | Schuetz Gmbh & Co Kgaa | Kunststoffaß |
-
2002
- 2002-09-17 DE DE10242955A patent/DE10242955B4/de not_active Expired - Fee Related
-
2003
- 2003-09-09 DK DK03020309T patent/DK1401071T3/da active
- 2003-09-09 ES ES03020309T patent/ES2309261T3/es not_active Expired - Lifetime
- 2003-09-09 DE DE50310312T patent/DE50310312D1/de not_active Expired - Lifetime
- 2003-09-09 EP EP03020309A patent/EP1401071B1/de not_active Expired - Lifetime
- 2003-09-11 MX MXPA03008197A patent/MXPA03008197A/es active IP Right Grant
- 2003-09-15 CN CNB031249418A patent/CN100431932C/zh not_active Expired - Lifetime
- 2003-09-16 RU RU2003127941/12A patent/RU2258003C2/ru active
- 2003-09-16 NO NO20034120A patent/NO328267B1/no not_active IP Right Cessation
- 2003-09-17 US US10/664,144 patent/US7180721B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2609472C2 (ru) * | 2014-12-29 | 2017-02-02 | Акционерное общество "Саханефтегазсбыт" (АО "Саханефтегазсбыт") | Способ получения композиции для формования ёмкостей |
Also Published As
| Publication number | Publication date |
|---|---|
| US7180721B2 (en) | 2007-02-20 |
| ES2309261T3 (es) | 2008-12-16 |
| CN1495101A (zh) | 2004-05-12 |
| EP1401071B1 (de) | 2008-08-13 |
| DE50310312D1 (de) | 2008-09-25 |
| RU2003127941A (ru) | 2005-03-10 |
| EP1401071A2 (de) | 2004-03-24 |
| DE10242955B4 (de) | 2005-03-10 |
| NO20034120D0 (no) | 2003-09-16 |
| DK1401071T3 (da) | 2008-12-15 |
| MXPA03008197A (es) | 2004-11-29 |
| CN100431932C (zh) | 2008-11-12 |
| NO328267B1 (no) | 2010-01-18 |
| EP1401071A3 (de) | 2004-11-03 |
| DE10242955A1 (de) | 2004-03-25 |
| US20040079754A1 (en) | 2004-04-29 |
| NO20034120L (no) | 2004-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2257328C2 (ru) | Контейнер для транспортировки и хранения жидкостей и способ изготовления пластикового внутреннего резервуара контейнера для транспортировки и хранения | |
| RU2258003C2 (ru) | Пластиковая бочка и способ изготовления бочки | |
| AU2007251935B2 (en) | Multilayer plastic container | |
| US20090152151A1 (en) | Pallet container, and method for producing an electrostatically non-chargeable and/or electric charge-draining pallet container | |
| JP4964365B2 (ja) | 熱可塑性多層中空体及びその製造方法 | |
| BR0114654B1 (pt) | recipiente plástico tendo uma superfìcie interna tratada com carbono para produtos alimentares não-carbonatados. | |
| US7655177B2 (en) | Method for manufacturing wide mouth barrels of thermoplastic materials | |
| EP1422161B1 (de) | Transport- und Lagerbehälter für Flüssigkeiten | |
| US7378138B1 (en) | Multilayer device for storing and transporting chemicals | |
| KR20110034623A (ko) | 대전방지층을 구비하는 용기 | |
| CN1409678A (zh) | 用于贮藏和运输化学物品的多层装置 |