RU2252829C2 - Universal module for making rolled metal and metallic articles - Google Patents
Universal module for making rolled metal and metallic articles Download PDFInfo
- Publication number
- RU2252829C2 RU2252829C2 RU2000112605/02A RU2000112605A RU2252829C2 RU 2252829 C2 RU2252829 C2 RU 2252829C2 RU 2000112605/02 A RU2000112605/02 A RU 2000112605/02A RU 2000112605 A RU2000112605 A RU 2000112605A RU 2252829 C2 RU2252829 C2 RU 2252829C2
- Authority
- RU
- Russia
- Prior art keywords
- rolling
- metal
- rolled
- production
- products
- Prior art date
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 97
- 239000002184 metal Substances 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 claims abstract description 85
- 238000009749 continuous casting Methods 0.000 claims abstract description 39
- 238000005098 hot rolling Methods 0.000 claims abstract description 31
- 238000005097 cold rolling Methods 0.000 claims abstract description 28
- 238000005520 cutting process Methods 0.000 claims abstract description 26
- 238000005253 cladding Methods 0.000 claims abstract description 24
- 239000002994 raw material Substances 0.000 claims abstract description 19
- 239000000047 product Substances 0.000 claims description 97
- 238000005096 rolling process Methods 0.000 claims description 92
- 238000004804 winding Methods 0.000 claims description 38
- 238000000034 method Methods 0.000 claims description 35
- 238000005516 engineering process Methods 0.000 claims description 24
- 238000012546 transfer Methods 0.000 claims description 14
- 238000011068 loading method Methods 0.000 claims description 12
- 239000000203 mixture Substances 0.000 claims description 12
- 238000002788 crimping Methods 0.000 claims description 11
- 238000009434 installation Methods 0.000 claims description 10
- 150000002739 metals Chemical class 0.000 claims description 10
- 230000005540 biological transmission Effects 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 8
- 238000012545 processing Methods 0.000 claims description 8
- 230000007246 mechanism Effects 0.000 claims description 7
- 230000002441 reversible effect Effects 0.000 claims description 7
- -1 batch Substances 0.000 claims description 6
- 238000004806 packaging method and process Methods 0.000 claims description 6
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 238000012544 monitoring process Methods 0.000 claims description 5
- 238000002360 preparation method Methods 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 4
- 238000000576 coating method Methods 0.000 claims description 4
- 239000003923 scrap metal Substances 0.000 claims description 4
- 238000009659 non-destructive testing Methods 0.000 claims description 3
- 238000012360 testing method Methods 0.000 claims description 3
- 238000012993 chemical processing Methods 0.000 claims description 2
- 238000006243 chemical reaction Methods 0.000 claims description 2
- 238000004140 cleaning Methods 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims description 2
- 238000003908 quality control method Methods 0.000 claims description 2
- 239000011265 semifinished product Substances 0.000 claims description 2
- 238000005303 weighing Methods 0.000 claims description 2
- 238000010622 cold drawing Methods 0.000 claims 1
- 238000005496 tempering Methods 0.000 claims 1
- 239000000126 substance Substances 0.000 abstract description 5
- 238000010276 construction Methods 0.000 abstract description 3
- 238000005457 optimization Methods 0.000 abstract 1
- 238000013461 design Methods 0.000 description 10
- 239000000956 alloy Substances 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 8
- 238000005452 bending Methods 0.000 description 7
- 230000001276 controlling effect Effects 0.000 description 7
- 238000012549 training Methods 0.000 description 5
- 238000001816 cooling Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000003068 static effect Effects 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000002860 competitive effect Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000003306 harvesting Methods 0.000 description 2
- 210000003800 pharynx Anatomy 0.000 description 2
- 206010011416 Croup infectious Diseases 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 210000003739 neck Anatomy 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images
Landscapes
- Metal Rolling (AREA)
Abstract
Description
Изобретение “Универсальный модуль производства металлопроката и изделий” в дальнейшем обозначается - УМПМИ, относится к области металлургического производства, в частности к оборудованию совмещаемого энергосберегающего и законченного цикла нового технологического процесса производства товарного металлопроката медных, латунных и/или алюминиевых черных металлов и их сплавов и/или многослойных плакированных металлов, биметаллов и монометаллов разных полиметаллических композиций с односторонним или двусторонним покрытием полосы-основы, которые являются металлозаменяющими и металлосберегающими технологиями дефицитных и дорогостоящих цветных металлов и сплавов, а также производства изделий из них. Изобретение может быть использовано при создании новых и реконструкции действующих комплексов. УМПМИ и его металлопродукция по своим характеристикам и способам создания и реализации новых технологий могут поставляться на экспорт в страны ближнего и дальнего зарубежья.The invention “Universal module for the production of rolled metal and products” is hereinafter referred to as UMPMI, relates to the field of metallurgical production, in particular to the equipment of a combined energy-saving and completed cycle of a new technological process for the production of rolled metal products of copper, brass and / or aluminum ferrous metals and their alloys and / or multilayer clad metals, bimetals and monometals of various polymetallic compositions with single or double-sided coating of strip-o again, which are metal-replacing and metal-saving technologies of scarce and expensive non-ferrous metals and alloys, as well as the production of products from them. The invention can be used to create new and reconstruction of existing complexes. UMPMI and its metal products according to their characteristics and methods of creating and implementing new technologies can be exported to countries near and far abroad.
“Универсальный модуль производства металлопроката и изделий”, содержащий отличительные и ограничительные признаки, где его составные технологические участки со своими специализированными машинами, системами и установками для комплексного производства металлопроката и изделий имеет существенные отличия от прототипа и аналогов, так как в отечественной и зарубежной практике это осуществляется в отдельных специализированных производственных объектах (цехах и заводах) с узким диапазоном специализации металлургического производства товарной продукции по своей номенклатуре изделий, их параметров, сечений и материалов, видов и форм проката в разрозненных производственных и технологических подразделениях.“Universal module for the production of metal and products”, containing distinctive and restrictive features, where its composite technological sections with its specialized machines, systems and installations for the integrated production of metal and products have significant differences from the prototype and analogues, since in domestic and foreign practice it It is carried out in separate specialized production facilities (workshops and factories) with a narrow range of specialization in metallurgical production commercial products according to their product range, their parameters, sections and materials, types and forms of rolled products in disparate production and technological units.
В существующих металлургических производствах имеются недоукомплектованные требуемым оборудованием склады исходного сырья и готовой продукции, а также раздельные участки технологических переделов, что не позволяет создавать и внедрять новые экономические технологии и требует дополнительных эксплуатационных, материальных и капитальных затрат, а также задействованных производственных площадей и сложных систем передаточных и взаимосвязывающих устройств.The existing metallurgical industries have stockpiles of raw materials and finished products understaffed with the required equipment, as well as separate sections of technological conversions, which does not allow the creation and implementation of new economic technologies and requires additional operational, material and capital costs, as well as the involved production facilities and complex transfer systems and interconnecting devices.
Известны отдельно стоящие линии непрерывного литья заготовок плоского проката фирмы “Крупп-Техника” (1), агрегаты непрерывной разливки и прокатки металлов - прототип (2), полунепрерывные и непрерывные станы горячей прокатки (3), реверсивные станы заготовительные, станы чистовой холодной прокатки, а также приводы и системы автоматизированного контроля, управления и регулирования технологических процессов (4),...(16) и др. источники отечественной и зарубежной технической информации.Known stand-alone continuous casting lines for flat products from Krupp-Tekhnika (1), continuous casting and rolling units for metals - prototype (2), semi-continuous and continuous hot rolling mills (3), reversible blanking mills, final cold rolling mills, as well as drives and systems for automated control, management and regulation of technological processes (4), ... (16) and other sources of domestic and foreign technical information.
Известные линии, агрегаты непрерывной разливки и прокатки металлов, станы прокатные и линии отделки различного назначения выполнены специализированными, которые предназначены, в основном, для выполнения одной или двух технологических операций, определяемых названием стана или агрегата в узком диапазоне толщин и ширин обрабатываемого металла. Известные станы работают в рулонном либо в полистовом процессе и для конкретного технологического назначения. Оборудование скомплектовано последовательно и на одном уровне.Known lines, continuous casting and rolling units of metals, rolling mills and finishing lines for various purposes are made by specialized ones, which are intended mainly to perform one or two technological operations, defined by the name of the mill or unit in a narrow range of thicknesses and widths of the metal being processed. Famous mills operate in a roll or sheet-fed process and for a specific technological purpose. The equipment is equipped sequentially and on the same level.
Наиболее близким по технологической и технической сущности к заявленному изобретению является выбранный в качестве “прототипа” источник информации (2) Л.И. Софийский, И.М. Ершов “Современные агрегаты непрерывной разливки и прокатки цветных металлов в СССР и за рубежом”, М., 1965, с. 46-57; содержащий линию непрерывного горизонтального литья плоской заготовки с печью плавильной, миксером, кристаллизатором, плавильным и зачистным устройством, клетью обжимно-формовочной, петлевым станом с входными и выходными направляющими проводками, устройством для передачи литой заготовки в клеть стана, стан шаговой прокатки со своими установками машин и адъюстажное оборудование: ножницы, свертывающая машина и устройство для снятия рулонов, также станы холодной и горячей прокатки (3)...(16), содержащие загрузочно-разгрузочные передаточные и размоточно-намоточные устройства, клеть прокатную и др. машины.The closest in technological and technical essence to the claimed invention is the source of information selected as a “prototype” (2) L.I. Sofiysky, I.M. Ershov “Modern units of continuous casting and rolling of non-ferrous metals in the USSR and abroad”, M., 1965, p. 46-57; containing a line for continuous horizontal casting of a flat billet with a melting furnace, mixer, crystallizer, melting and stripping device, a crimping and forming stand, a loop mill with input and output guide wires, a device for transferring a cast billet to the mill stand, a step rolling mill with its own machine settings and fitting equipment: scissors, a rolling machine and a device for removing rolls, as well as cold and hot rolling mills (3) ... (16), containing loading and unloading gears and unwinding and winding devices, rolling mill and other machines.
К недостаткам прототипа и аналогов следует отнести:The disadvantages of the prototype and analogues include:
- не предусмотрена возможность использования горячих литых заготовок в линии непрерывного литья сверх общеизвестного и целевого назначения, к примеру не предусматривается теплосберегающая технология для производства горячекатаных профилей мерной длины;- the possibility of using hot cast billets in a continuous casting line in excess of well-known and intended purposes is not provided, for example, heat-saving technology for the production of hot-rolled profiles of measured length is not provided;
- не предусматривается целевой механизированный и автоматизированный склад исходного сырья (шихты, металлолома и др. материалов и заготовок), оснащаемый системами автоматизированного учета и экспертной сертификации поступающего от поставщиков исходного сырья, с последующим механизированным измельчением шихты, подготовкой и дозированной выдачей ее для конкретного производства металлопроката;- does not provide for the target mechanized and automated storage of raw materials (charge, scrap metal and other materials and billets), equipped with automated accounting and expert certification systems from suppliers of raw materials, followed by mechanized grinding of the charge, preparation and dosing of it for a specific metal production ;
- не предусматривается возможность взаимосвязи использования стана горячей прокатки, из-за отсутствия необходимых раскатных полей и летучих ножниц, привод которых должен синхронизироваться как с заготовкой, выходящей из кристаллизатора непрерывного литья, так и с подкатом;- the possibility of interconnecting the use of the hot rolling mill is not provided, due to the lack of the necessary rolling fields and flying shears, the drive of which must be synchronized both with the workpiece coming out of the continuous casting mold and with rolling;
- передача плоских литых заготовок на отдельно стоящий стан горячей прокатки не предусмотрена;- transfer of flat cast billets to a stand-alone hot rolling mill is not provided;
- отсутствует устройство передачи заготовок подката в линию стана холодной прокатки;- there is no device for transferring blanks to the line of the cold rolling mill;
- низкая точность и надежность работы режущих устройств, снабженных одноканальными системами контроля и управления;- low accuracy and reliability of cutting devices equipped with single-channel monitoring and control systems;
- не предусматривается возможность использования стана холодной прокатки Кварто/Дуо для выполнения заготовительных, чистовых, дрессировочных и плакировочных технологических процессов;- it is not provided for the possibility of using the Quarto / Duo cold rolling mill to perform harvesting, finishing, training and cladding processes;
- не предусматривается возможность работы стана холодной прокатки в полистовом и порулонном режиме прокатки;- does not provide for the possibility of the cold rolling mill in sheet and roll mode rolling;
- относительно узкий диапазон геометрических параметров и передаваемых крутящих моментов и натяжений при производстве металлопроката;- a relatively narrow range of geometric parameters and transmitted torques and tensions in the production of metal;
- отсутствует возможность в линии оборудования отдельного стана, чтобы производить товарный металлопрокат в виде обрезных рулонов, полос, листов и карт, разных марок металлов и монометаллов;- there is no possibility in the equipment line of a separate mill to produce rolled metal products in the form of edged rolls, strips, sheets and cards, various types of metals and monometals;
- высокая суммарная потребляемая энергоемкость существующего эквивалентного комплекса технологического оборудования;- high total energy consumption of the existing equivalent complex of technological equipment;
- использование оборудования в производстве металлопроката и изделий без оптимального совмещения технологических процессов, требует увеличения задействованных рабочих площадей, увеличения капзатрат и повышения себестоимости готовой продукции.- the use of equipment in the production of metal and products without the optimal combination of technological processes, requires an increase in the involved working areas, an increase in capital expenditures and an increase in the cost of finished products.
В основу изобретения поставлена задача создать “Универсальный модуль производства металлопроката и изделий” путем реализации нового технического решения - разработки и создания монопроцесса единого технологического производственного комплекса, который является уникальным и аналогов не имеет по своей конструкции и схеме технологической последовательности компоновки принятого состава оборудования всего модуля, специализированных технологических участков, машин, устройств и систем, что позволяет обеспечить совмещение литейно-прокатного, отделочного и адъюстажного оборудования для разных технологических процессов в единой общей взаимосвязанной структуре конструкции и состава оборудования предлагаемого комплекса “Универсальный модуль производства металлопроката и изделий”. Последний позволяет повысить экономику производства, сократить задействованные площади, капитальные и энергетические расходы, создать гибкие быстроперенастраиваемые механизмы системы автоматизированных электроприводов и технологической автоматизации оборудования и всем производственным комплексом из условий работы под разные виды выпуска товарной продукции, металлопроката и изделий из него, с учетом возможных программируемых изменений задаваемых способов технологий, исходя из запросов рыночной экономики и спроса потребителями требуемой номенклатуры продукции.The basis of the invention is the task of creating a “Universal module for the production of rolled metal and products” by implementing a new technical solution - the development and creation of a monoprocess of a single technological production complex, which is unique and has no analogues in its design and technological sequence layout of the adopted composition of the equipment of the entire module, specialized technological sections, machines, devices and systems, which allows for the combination of foundry and rolling, finishing and adjunct equipment for different technological processes in a single common interconnected structure of the design and composition of the equipment of the proposed complex “Universal module for the production of metal and products”. The latter allows you to increase the production economy, reduce the footprint, capital and energy costs, create flexible, fast-tunable mechanisms for automated electric drives and technological automation of equipment and the entire production complex from working conditions for different types of commercial products, rolled metal products and products, taking into account possible programmable changes in the set ways of technologies, based on the demands of a market economy and consumer demand required product range.
Реализация широкого диапазона предусматриваемых и возможных внедрений других новых технологий, или их части, обеспечивается конструкцией и схемой размещения предлагаемого данным изобретением нового уникального комплекса оборудования, специальных режущих, намоточно-размоточных, прокатных, транспортных средств с новыми техническими решениями по конструкции, техническим и технологическим характеристикам машин, прокатных станов, адъюстажного, отделочного и другого основного технологического оборудования.The implementation of a wide range of envisaged and possible implementations of other new technologies, or parts thereof, is ensured by the design and layout of the new unique equipment complex proposed by this invention, special cutting, winding-unwinding, rolling, vehicles with new technical solutions in design, technical and technological characteristics machines, rolling mills, coating, finishing and other basic technological equipment.
Для решения поставленной технической задачи УМПМИ конструктивно скомпоновать с последовательно-параллельным размещением технологического оборудования, начиная со склада исходного сырья непрерывного литья и горячей прокатки, обеспечивающего непрерывную разливку и подготовку мерных заготовок, прокатку горячекатаных профилей, полос и лент с последующей передачей полученных заготовок в линию заготовительного оборудования стана и чистовой прокатки, также подготовки технологических компонентов для последующего плакирования и дальнейшей передачи металлопроката в линии адъюстажно-отделочного оборудования для окончательного производства и формирования товарной продукции металлопроката и изделий, также упаковки в спецконтейнеры и завершающей передачи их на склад готовой продукции для учета и отгрузки потребителям, согласно коммерческим договорам.To solve the technical problem, UMPMI is structurally combined with serial-parallel placement of technological equipment, starting from the warehouse of raw materials of continuous casting and hot rolling, providing continuous casting and preparation of measured billets, rolling of hot-rolled profiles, strips and tapes with subsequent transfer of the obtained billets to the procurement line mill equipment and finishing rolling, as well as preparation of technological components for subsequent cladding and further necks of metal transmission line adyustazhno and finishing equipment for the final production and the formation of commodity products and products of metal, as in special containers and packaging completes the transfer of the warehouse of finished goods for the account and shipment to consumers, according to commercial contracts.
Технологический комплекс оборудования УМПМИ, оснащаемый автоматизированными системами управления и регулирования реверсивными электроприводами, также средствами и системами контроля, управления технологического процесса и диагностики, в пределах всего модуля и заданного процесса может работать в нескольких энергосиловых поддиапазонах и энергосберегающих режимах технологических процессов.The technological complex of equipment UMPMI, equipped with automated control systems and regulation of reversible electric drives, as well as tools and control systems, process control and diagnostics, within the entire module and the specified process can operate in several power sub-bands and energy-saving modes of technological processes.
Это техническое решение позволяет использовать рабочую клеть универсального стана холодной прокатки Кварто, вокруг которой конструктивно скомпоновано остальное технологическое оборудование, для заготовительных и черновых проходов, чистовой прокатки, плакирования и дрессировки, а при замене рабочих валков стана Кварто на многовалковую кассету, осуществлять прокатку тонких и тончайших полос, лент и листов, в том числе многослойных, биметаллических, полиметаллических, госзнаковских, монетных и сплавов со специальными свойствами, также производить адъюстажно-отделочные процессы производства металлопроката и изделий разных видов сортамента, форм, сечений, марок металлов, их химических и физических характеристик и параметров готовой продукции конечного технологического процесса или продукции любого вида полосовых и рулонных заготовок, так и переработки заготовок различных видов, получаемых с любого передела иных производств, с обеспечением требований заказчиков по видам номенклатуры, геометрическим размерам и допускам готового металлопроката и изделий.This technical solution allows the use of the working stand of the universal Quarto cold rolling mill, around which the rest of the technological equipment is structurally arranged, for procurement and roughing passes, finishing rolling, cladding and training, and when replacing the work rolls of the Quarto mill with a multi-roll cassette, it is possible to roll thin and thin strips, tapes and sheets, including multilayer, bimetallic, polymetallic, state sign, coin and alloys with special properties, also to carry out the adjustment and finishing processes for the production of rolled metal and products of various types of assortment, shapes, sections, metal grades, their chemical and physical characteristics and finished product parameters of the final process or products of any kind of strip and roll billets, and the processing of various types of billets obtained from any redistribution of other industries, with the provision of customer requirements for the types of nomenclature, geometric dimensions and tolerances of finished metal products.
Решение поставленных задач позволит в одном предлагаемом новом комплексе оборудования “Универсальный модуль производства металлопроката и изделий” получать любую товарную продукцию эквивалентную, как с отдельно стоящих линий и станов, а именно:The solution of the set tasks will allow in one proposed new set of equipment “Universal module for the production of metal and products” to receive any commercial products equivalent, as from stand-alone lines and mills, namely:
- линии непрерывного литья по производству плоских литых мерных заготовок полос и лент;- continuous casting lines for the production of flat cast measured billets of strips and tapes;
- стана горячей прокатки Дуо полосового и рулонного проката;- hot rolling mill Duo strip and rolled steel;
- линии производства горячекатаных гнутых профилей;- production lines of hot rolled bent profiles;
- заготовительного стана холодной прокатки из рулонной, полосовой и листовой литой и горячекатаной заготовки;- a cold rolling blanking mill from rolled, strip and sheet cast and hot rolled billets;
- чистового реверсивного стана Кварто холодной прокатки из рулонной, полосовой, листовой и штучной заготовки;- Finishing reversing mill Quarto cold rolling from roll, strip, sheet and piece billets;
- многовалкового реверсивного стана холодной прокатки тонкого и тончайшего широкого проката;- multi-roll reversible cold-rolling mill of thin and thin wide rolling;
- дрессировочного стана холодной прокатки;- cold rolling mill;
- плакировочного стана холодной прокатки по производству биметаллических и полиметаллических многослойных композиций;- cold rolling plating mill for the production of bimetallic and polymetallic multilayer compositions;
- линии стана обкатки кромки проката;- line rolling mill rolling edges;
- стана плющильно-волочильно-прокатного;- mill flaking, drawing and rolling;
- линии производства металлорукавов;- metal hose production lines;
- линии перемоточных и контрольно-перемоточных агрегатов рулонной полосы;- lines of rewinding and control-rewinding units of the roll strip;
- линии поперечной и продольной резки рулонного и полосового проката;- lines for transverse and longitudinal cutting of rolled and strip products;
- линии резки тонких и тончайших лент;- cutting lines of thin and thinnest tapes;
- оборудования для термической и химической обработки проката;- equipment for thermal and chemical processing of rolled products;
- оборудования подготовки технологических компонентов для последующего плакирования многослойных металлов;- equipment for the preparation of technological components for subsequent cladding of multilayer metals;
- линии производства холоднокатаных гнутых профилей;- production lines for cold-rolled bent sections;
- линии-автоматы производства металлоизделий и товаров народного потребления разных специальных назначений и техпроб;- automatic lines for the production of metal products and consumer goods of various special purposes and technical tests;
- оборудования упаковки готового металлопроката - рулонов, пакетов листов, полос, профилей и металлоизделий в спецконтейнеры многоразового использования.- equipment for packaging finished metal products - rolls, packages of sheets, strips, profiles and metal products in special reusable containers.
Заявляемое изобретение “УМПМИ” имеет в своем составе следующие конструктивные существенные и отличительные признаки в сравнении с прототипом и аналогами отечественных и зарубежных конструкций линий, станов, машин и устройств, чем обеспечивается совмещение выполнения требуемых технологических процессов производства металлопроката широкого диапазона номенклатуры.The claimed invention “UMPMI” incorporates the following constructive essential and distinctive features in comparison with the prototype and analogues of domestic and foreign designs of lines, mills, machines and devices, which ensures the combination of the required technological processes for the production of rolled metal of a wide range of nomenclature.
Универсальный модуль производства металлопроката и изделий отличается тем, что:The universal module for the production of metal and products is characterized in that:
- включает системы автоматизированных, унифицированных электроприводов клети рабочей и устройств намоточных, которые позволяют работать на одну машину от одного и до четырех электродвигателей в зависимости от избранных режимов технологий прокатки;- includes systems of automated, unified electric drives of the working stand and winding devices that allow working on one machine from one to four electric motors, depending on the selected modes of rolling technology;
- за клетью обжимной Дуо в линии непрерывного литья заготовок установлены ножницы летучие с регулируемыми электроприводом и системами программируемой автоматизации, которые оснащены двухканальными непрерывно действующими автоматизированными самонастраивающимися системами неразрушающего контроля, слежения и синхронизации скорости безупорного дискретного мерного реза заготовок по задаваемым программой длине, сечению и развесу, обеспечения постоянного контроля положения и регулирования скорости движения ножей при резе в функции скорости движения бесконечно-литой заготовки на выходе из кристаллизатора и обжимной клети, с учетом задаваемых программой параметров реза мерной заготовки, а также системами счета и учета продукции, с диагностикой работы оборудования и технологии всех технологических участков универсального модуля комплексного производства металлопроката;- behind the crimping cage Duo in the continuous casting line, flying scissors with adjustable electric drive and programmable automation systems are installed, which are equipped with two-channel continuously operating automated self-tuning systems of non-destructive testing, tracking and synchronization of speed of discrete discrete dimensional cutting of workpieces according to the programmed length, cross-section and weight, providing constant control of the position and regulation of the speed of the blades during cutting as a function of the movement speed of the endless cast billet at the exit of the mold and the crimping stand, taking into account the programmed parameters of the cutting billet, as well as product accounting and metering systems, with diagnostics of the operation of equipment and technology of all technological sections of the universal module for the integrated metal production;
- для теплосбережения горячих заготовок, он дополнительно снабжен секционированными с гидромеханическими устройствами раскрытия-закрытия и датчиками контроля температуры металлопроката теплоизолирующими колпаками, смонтированными над рольгангами раскатными стана горячей прокатки и устройством роторной шаговой поперечной передачи мерных заготовок с участка непрерывного литья;- for heat saving of hot billets, it is additionally equipped with heat-insulating caps, sectioned with hydromechanical opening-closing devices and metal temperature control sensors, mounted on rolling rolls of a hot rolling mill and a rotary stepwise transverse transmission of measured billets from a continuous casting site;
- он выполнен с возможностью осуществления загрузки стана горячей прокатки нагретыми заготовками с линии непрерывного литья заготовок и/или с печи нагревательной;- it is configured to load the hot rolling mill with heated billets from a continuous casting line of billets and / or from a heating furnace;
- разматывающие и наматывающие устройства с загрузочно-разгрузочными механизмами и с барабанами больших и меньших диаметров конструктивно размещены соответственно на трех и двух уровнях;- unwinding and winding devices with loading and unloading mechanisms and with drums of larger and smaller diameters are structurally placed respectively at three and two levels;
- линия непрерывного литья заготовок, линии стана горячей прокатки, стана заготовительного холодной прокатки и линия производства горячекатаных гнутых профилей конструктивно скомпонованы и взаимоувязаны так, где машины непрерывного литья и ножницы летучие устанавливаются последовательно, а далее располагаются машины указанного оборудования в три параллельные линии до зоны правки и зачистки подката передаваемого последовательно в линию заготовительного стана, где параллельные потоки проката связаны и передаются между собой устройствами роторно-шаговой передачи мерных заготовок от летучих ножниц линии непрерывного литья на раскатной рольганг стана горячей прокатки и горячекатаных профилей, после охладителя, в карманы укладчика профилей;- a line for continuous casting of workpieces, a line for a hot rolling mill, a cold rolling mill, and a production line for hot-rolled bent profiles are structurally arranged and interconnected so that continuous casting machines and volatile scissors are installed in series, and then the machines of this equipment are arranged in three parallel lines to the dressing area and stripping the rolled stock sequentially to the line of the blanking mill, where the parallel flows of the rolled products are connected and transferred to each other by tweets of rotary-step transfer of measured billets from flying shears of the continuous casting line to the rolling rolling table of the hot rolling mill and hot rolled profiles, after the cooler, into the pockets of the profile stacker;
- линии стана горячей прокатки и заготовительного конструктивно расположены параллельно-последовательно и соединены между собой устройством роторно-шаговой передачи заготовок с раскатного рольганга стана горячей прокатки на транспортный рольганг и охладитель проката линии непрерывного литья для последующей передачи заготовки в линию заготовительного стана;- the lines of the hot rolling mill and the billet are structurally arranged in parallel-serial and interconnected by a rotary-step transfer device for the workpieces from the rolling rolling table of the hot rolling mill to the transport roller table and the continuous casting line rolling cooler for subsequent transfer of the billet to the billet mill line;
- машины правильная раскрывающаяся, зачистная и свертывающая конструктивно установлены в линии общего технологического потока, чтобы иметь возможность обрабатывать все мерные заготовки, выходящие, как с линии непрерывной резки, так и со стана горячей прокатки;- the machines of the correct opening, cleaning and rolling are structurally installed in the line of the general technological flow in order to be able to process all measured billets leaving both the continuous cutting line and the hot rolling mill;
- листоукладчик и раскладчик снабжены вакуумными присосками, конструктивно выполнены с возможностью работы в режиме укладчика или раскладчика листовых заготовок для стана холодной прокатки;- the sheet-laying machine and the lay-out are equipped with vacuum suction cups, structurally made with the possibility of working in the stacker or lay-out mode of sheet blanks for the cold rolling mill;
- с целью повышения качества выпускаемой товарной продукции и расширения номенклатуры металлопроката в составе УМПМИ конструктивно предусмотрена установка линии стана обкатки кромок полос, шин и другого металлопроката, усовершенствованной новой конструкции, а также стана плющильно-волочильно-прокатного на уровне изобретений.- in order to improve the quality of manufactured products and expand the range of metal products, the UMPMI structurally provides for the installation of a line for rolling the edges of strips, tires and other metal products, an improved new design, as well as a flatting-drawing and rolling mill at the level of inventions.
Изобретение “УМПМИ” является новым, поскольку неизвестно из современного банка информации и имеет изобретательский уровень, так как явным для специалиста образом не следует из существующих конструктивных решений устройств комплекса оборудования в отечественном и зарубежном прокатостроении.The invention of “UMPMI” is new, since it is unknown from the modern information bank and has an inventive step, since it does not follow from the existing constructive solutions of the equipment complex devices in domestic and foreign rolling construction in an obvious way for a specialist.
Предложенное изобретение является промышленным, полезным и применимым, так как может быть широко использовано при строительстве новых и реконструкции действующих металлургических комплексов, агрегатов и станов, где учитываются наукоемкие технические решения конструкций и технологий, для отечественного производства, а также стран ближнего и дальнего зарубежья.The proposed invention is industrial, useful and applicable, as it can be widely used in the construction of new and reconstruction of existing metallurgical complexes, aggregates and mills, which take into account high-tech solutions of structures and technologies for domestic production, as well as countries of the near and far abroad.
Особенностью использования изобретения “УМПМИ” является решение ряда технических проблем в создании гибкого модуля конструкции технологического оборудования, направленного на повышение производительности и качества выпускаемой товарной продукции, механизации и автоматизации технологических процессов производства, на совмещение и создание новых способов экологически чистых технологий и экономию энергоносителей, используя при этом передовой современный научный, инженерно-технический и производственный опыт в отечественном и зарубежном прокатостроении.A specific feature of the use of the UMPMI invention is the solution of a number of technical problems in creating a flexible module for the design of technological equipment aimed at improving productivity and quality of manufactured products, mechanization and automation of production processes, combining and creating new methods of environmentally friendly technologies, and saving energy resources using at the same time, advanced modern scientific, engineering, technical and industrial experience in domestic and foreign turnaround rolling industry.
Таким образом, заявленному технологическому решению может представляться правовая охрана, т.к. оно соответствует критериям изобретения.Thus, legal protection may be submitted to the claimed technological solution, as it meets the criteria of the invention.
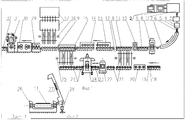
Сущность предлагаемого изобретения раскрывается в прилагаемых чертежах общего вида УМПМИ: листы 1...4 и в структурной блок-схеме лист 5 автоматизации безупорного мерного реза заготовок при непрерывном движении бесконечно-литой полосы, которые входят в состав описания и формулы изобретения, где показана компоновка нового решения конструкции заявленного оборудования “Универсальный модуль производства металлопроката и изделий” и последовательность размещения машин, линий, станов и участков с описанием работы оборудования по основным совмещаемым технологическим процессам производства выпускаемой товарной продукции.The essence of the invention is disclosed in the accompanying drawings of a general view of UMPMI:
Универсальный модуль производства металлопроката и изделий включает в себя:The universal module for the production of metal and products includes:
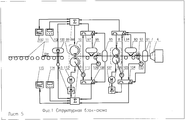
компоновка модуля, который начинается с оборудования склада 1 исходного сырья и системы автоматизированного учета 1 и далее размещается оборудование участков непрерывного литья заготовок, стана горячей прокатки заготовок и линии производства горячекатаных гнутых профилей, где располагаются: печь 3 непрерывного плавления, миксеры 4, установка непрерывного литья 5, кристаллизатор с охладителем 6, заготовка непрерывнолитая 7, клеть Дуо 8 обжимная и формовочная, рольганги 9 транспортные, ножницы летучие 10, входящие в состав участка непрерывного литья заготовок 7, литая заготовка мерная 11, устройство роторно-шаговой передачи 12 мерных заготовок 11 с линии непрерывного литья в линию стана горячей прокатки, черновые 13 и чистовые 14 клети горячекатаных профилей, устройство охлаждающее 15 металлопроката, устройство роторно-шаговой передачи 16 горячекатаных профилей в карманы укладчика 17 профилей, рольганг 18 загрузки слитков 19 в нагревательную печь 20, рольганги раскатные 21, клеть 22 горячей прокатки с вертикальными валками, горячекатаная полоса 23, раскатываемая в клети реверсивной 24 стана горячей прокатки, устройство роторно-шаговое 25 передачи горячекатаной полосы 23 в устройство охлаждающее 15 металлопроката, колпаки теплоизолирующие 26 секционированные и раскрывающиеся, устанавливаемые над устройством 12, передающим заготовки 11, и рольгангами раскатными 21, транспортирующими горячекатаную полосу 23, датчики 27 контроля температуры заготовок 11 и 23, устройство 28 гидромеханического привода раскрытия - закрытия колпака, машина правильная раскрывающаяся 29, машина зачистная 30, машина свертывающая 31 и рольганги раскатные 32, передающие металлопрокат заготовок 34 с линии непрерывного литья и стана горячей прокатки в линию заготовительного и чистового стана холодной прокатки на рольганги раскатные входные 32 и далее следующие машины и установки:the layout of the module, which begins with the equipment of the warehouse 1 of the feedstock and the automated accounting system 1 and then the equipment for the continuous casting sections, the hot-rolling mill and the production line for hot-rolled bent sections are located, where are located: continuous melting furnace 3, mixers 4, continuous casting installation 5, crystallizer with cooler 6, continuously cast billet 7, Duo cage 8 crimping and forming, live rolls 9 transport, flying scissors 10, which are part of the site continuously about casting 7, cast billets measured 11, rotary-step transmission device 12 measured billets 11 from the continuous casting line to the hot rolling mill line, rough 13 and finishing 14 stands of hot-rolled profiles, cooling device 15 of metal rolling, rotary-step transmission device 16 hot-rolled profiles in the stacker pockets 17 profiles, live rolls 18 loading ingots 19 into the heating furnace 20, rolling rolls 21, hot rolling stand 22 with vertical rolls, hot rolled strip 23, rolled in a stand 24 and hot rolling, the rotary-step device 25 transfers the hot rolled strip 23 to the cooling device 15 of the rolled metal, the heat-insulating caps 26 are sectioned and expandable, mounted above the device 12 that transfers the billets 11 and the rolling rolls 21 transporting the hot-rolled strip 23, sensors 27 for monitoring the temperature of the billets 11 and 23, a device 28 for a hydromechanical drive for opening and closing the hood, a regular opening machine 29, a stripping machine 30, a rolling machine 31 and rolling tables 32, re metal-rolling blanks 34 from the continuous casting line and the hot rolling mill to the line of the blanking and finishing cold rolling mill on the live rolls rolling input 32 and further the following machines and installations:
листоукладчик-листораскладчик 33 полос-листов-карт 34, ролики центрирующие 35, устройство загрузочное 36 рулонов 37, секции рольгангов 38 входных раскатных и откидных, разматыватель 39, ролики тянущие 40 с отгибателями конца полосы, правильная 41, раскатывающаяся машина и зачистная 42, ролики центрирующие 43, разматыватель плакирующих материалов верхний 44, разматыватель плакирующих материалов нижний 45, ножницы гильотинные 46, секции рольгангов 47 входных раскатных и откидных, устройство намоточное 48 верхнее, устройство намоточное 49 нижнее, устройство разгрузочно-загрузочное 50, ролики гибочно-тянущие задающие 51, измеритель толщины проката 52, клеть Кварто 53 холодной прокатки, кромкомоталка 54, ролики гибочно-тянущие задающие 55, устройство намоточное 56 нижнее, устройство разгрузочно-загрузочное 57, устройство намоточное 58 верхнее, причем устройства намоточные 48 и 58 имеют диаметр барабана, равный 1000 мм, а устройства намоточные 49 и 56 с барабанами 500 мм, секции рольгангов 59 входных, раскатных и откидных, оборудование подготовки технологических компонентов для плакирования многослойных металлов 60, ножницы гильотинные 61, ролики центрирующие 62, секции рольгангов 63 выходных раскатных, рольганги 64 участка порезки листов и карт, сталкиватель некондиции 65, ножницы летучие 66, выполненные с возможностью работы в стационарном режиме от упора передвижного 67, рольганги 68 участка укладки листов и карт, укладчик 69 листов, полос и карт в пакет, упор убирающийся 70, рольганг транспортный 71, машина свертывающая 72, накопитель 73 рулонов 74, установка многовалковой кассеты 75.sheet-laying machine 33 strip-sheet cards 34, centering rollers 35, loading device 36 rolls 37, roller conveyor sections 38 input roll-up and folding, uncoiler 39, pulling rollers 40 with end-end extenders, regular 41, rolling machine and stripping 42, rollers centering 43, unwinder of cladding materials upper 44, unwinder of cladding materials lower 45, guillotine shears 46, roller conveyor sections 47 of input rolling and folding, winding device 48 upper, winding device 49 lower, devices о unloading-loading 50, bending-pulling rollers 51, thickness gauge for rolling 52, Quarto stand 53 cold rolling, edge coiler 54, bending-pulling rollers 55, reeling device 56 lower, unloading device 57, winding device 58 top, moreover, the winding devices 48 and 58 have a drum diameter equal to 1000 mm, and the winding devices 49 and 56 with 500 mm reels, the roller conveyor sections 59 are input, rolling and folding, equipment for preparing technological components for cladding multilayer metal fishing 60, guillotine shears 61, centering rollers 62, roll sections of 63 output rolling rolls, roller tables 64 sections for cutting sheets and cards, a substandard 65, flying scissors 66 made with the possibility of working in stationary mode from a movable stop 67, roller tables 68 of a sheet laying area and cards, a stacker of 69 sheets, strips and cards in a bag, a retractable emphasis 70, a conveyor roller 71, a rolling machine 72, a drive 73 rolls 74, an installation of a multi roll cassette 75.
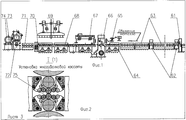
Затем располагается участок другого адъюстажно-отделочного и вспомогательного технологического оборудования, а именно:Then there is a section of another adjunct-finishing and auxiliary technological equipment, namely:
устройство упаковки рулонов 76, линия продольной резки 77, линия производства металлорукавов 78, линии автоматы с установкой прессов для производства металлоизделий и товаров народного потребления разных специальных назначений и техпроб 79, линия холоднокатаных гнутых профилей 80, линия поперечной резки листов 81, устройство упаковки пакетов листов 82, стан плющильно-волочильно-прокатный 83, линия обкатки кромок проката 84, линия резки тонких и тончайших лент 85, участок контроля качества продукции 86, линия химобработки проката 87, линия термообработки проката 88, склад готовой продукции 89 с центром 90 систем автоматизированного управления и контроля производства, диагностики работы оборудования и технологий, а также учета сырья и произведенного металлопроката и изделий.device for packaging rolls 76, slitting
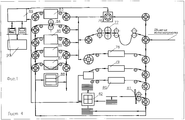
Назначение систем, средств и устройств автоматизации ножниц летучих участка непрерывного литья заготовок, приведенных на чертеже структурная блок-схема.The purpose of the systems, tools and automation devices for scissors of the volatile section of the continuous casting of workpieces shown in the drawing is a structural block diagram.
Электропривод 112 ножниц летучих 10 питается от статического преобразователя 113 и управляется двухканальными автоматическими самонастраивающимися системами непрерывного контроля и регулирования синхронизации скорости непрерывнолитой и обжатой заготовки и регулирования горизонтальной составляющей скорости ножей 99 ножниц летучих 10, безупорного программируемого мерного реза.The
Система автоматизации “первого” канала включает в себя работающие от контролируемой верхней поверхности заготовки, совмещенные бесконтактные датчики контроля скорости и длины заготовки 7, также измерения температуры и сечения датчиком 91 литой заготовки 7 на выходе из кристаллизатора 6, бесконтактными датчиками 95 измерения температуры и сечения также 96 скорости и длины заготовки 7 на выходе из клети обжимной 8, фотодатчик 100 счета мерных заготовок и контроля выхода конца отрезанной заготовки мерной 11 и начала отсчета очередной; усилитель суммирующий сигнал управления 98 “первого” канала автоматизации, задачи программы реза с микропроцессором 101; пульт управления 102 системы диагностики работы оборудования и технологии, учета продукции с монитором и печатающим устройством протоколов информации работы “первого” канала автоматизации; блок 94 “первого” канала управления электроприводом 106 клети обжимной 8 и регулируется статическим преобразователем питания 107 в функции скорости заготовки литой VЗЛ, что контролирует датчик 93 скорости и длины, датчик 91 сечения и температуры литой заготовки 7, выходящей с кристаллизатора 6; блок 97 “первого” канала управления электроприводом 112 ножниц летучих 10 с регулируемым статическим преобразователем питания 113 в функции скорости заготовки обжатой VЗО, контролируемой датчиком 96 скорости и длины, датчиком 95 сечения и температуры заготовки 7, выходящей с клети обжимной 8.The automation system of the “first” channel includes working from a controlled upper surface of the workpiece, combined non-contact sensors for controlling the speed and length of the workpiece 7, as well as measuring temperature and cross-section with a sensor 91 of the cast billet 7 at the outlet of the mold 6, non-contact sensors 95 for measuring temperature and cross-section 96 speed and length of the workpiece 7 at the exit from the crimp stand 8, the photosensor 100 counts the measured workpieces and controls the output of the end of the cut workpiece measured 11 and the next reference; an amplifier summing the control signal 98 of the “first” automation channel, tasks of the cutting program with microprocessor 101; control panel 102 of a system for diagnosing the operation of equipment and technology, product accounting with a monitor and a printing device, protocols for the operation information of the “first” automation channel; block 94 of the “first” control channel of the electric drive 106 of the crimping stand 8 and is regulated by a static power converter 107 as a function of the cast billet speed V ZL , which controls the speed and length sensor 93, the cross-section and temperature sensor 91 of the cast billet 7 exiting the mold 6; block 97 of the “first” control channel of the electric drive 112 scissors of volatile 10 with an adjustable static power converter 113 as a function of the speed of the workpiece crimped V ZO , controlled by the sensor 96 speed and length, sensor 95 of the cross section and temperature of the workpiece 7, leaving the crimp stand 8.
От нижней поверхности заготовки литой работают входящие во “второй” канал автоматизации: датчик кодовый 103 скорости заготовки литой VЗЛ и ее длины на выходе с кристаллизатора 6, датчик кодовый 109 скорости заготовки обжатой VЗО и ее длины на выходе с клети обжимной 8, датчик кодовый импульсный 105 контроля скорости вращения валков клети обжимной 8, датчик кодовый импульсный 110 контроля положения ножей 99 ножниц летучих 10; блок 104 “второго” канала управления электроприводом 106 клети обжимной 8 с регулируемым преобразователем питания 107 в функции скорости заготовки литой VЗЛ, ее длины - датчик 103, сечения и температуры - датчик 91, заготовки литой 7, выходящей из кристаллизатора 6; блок 108 “второго” канала управления электроприводом 112 ножниц летучих 10 с регулируемым преобразователем питания 113 в функции скорости заготовки обжатой VЗО, ее длины - датчик 109, сечения и температуры - датчик 95 заготовки литой 7, выходящий с клети обжимной 8; усилитель суммирующий 111 выхода сигналов управления “второго” канала автоматизации; пульт управления 114 (объединенный) “второго” канала автоматизации, задачи программы реза с микропроцессом; пульт 115 (объединенный) диагностики работы оборудования и технологического процесса, контроля работы “второго” канала автоматизации, учета продукции с монитором и печатающим устройством протоколов информации.From the lower surface of the cast billet, those entering the “second” automation channel are working: a code encoder 103 of the cast billet speed V ZL and its length at the exit from the mold 6, a encoder 109 speed billet speed crimped V Z and its length at the exit from the crimp stand 8, sensor pulse code 105 for controlling the speed of rotation of the rolls of the crimping stand 8, pulse code 110 for controlling the position of the knives 99 flying scissors 10; block 104 of the “second” control channel of the electric drive 106 of the crimping stand 8 with an adjustable power converter 107 as a function of the cast billet speed V ЗЛ , its length - sensor 103, cross-section and temperature - sensor 91, cast billet 7 leaving the mold 6; block 108 of the “second” channel for controlling electric shear 112 of volatile 10 with an adjustable power converter 113 as a function of the speed of the workpiece crimped V ZO , its length is the sensor 109, cross-section and temperature is the sensor 95 of the cast 7, coming out of the crimp stand 8; an amplifier summing 111 control signal outputs of the “second” automation channel; control panel 114 (integrated) of the “second” automation channel, tasks of the cutting program with a microprocess; console 115 (integrated) of equipment and process diagnostics, monitoring the “second” automation channel, product accounting with a monitor and printer information protocols.
Ниже рассматривается работа комплекса “Универсальный модуль производства металлопроката и изделий” при реализации каждого участка оборудования для технологических процессов производства товарной продукции металлопроката и изделий из различных видов исходных заготовок и сырья.Below is considered the work of the complex “Universal module for the production of metal and products” in the implementation of each site of equipment for technological processes for the production of commercial products of metal and products from various types of raw materials and raw materials.
ОПИСАНИЕ РАБОТЫ МОДУЛЯ “УМПМИ” ПО ПРОИЗВОДСТВЕННЫМ ТЕХНОЛОГИЧЕСКИМ УЧАСТКАМDESCRIPTION OF THE OPERATION OF THE “UMPMI” MODULE ON PRODUCTION TECHNOLOGICAL SECTIONS
Это выполняется на основании разработанных чертежей общего вида компоновки оборудования и структурной блок-схеме, приведенных на листах 1...5.This is done on the basis of the developed drawings of the general view of the equipment layout and structural block diagram shown on
1. УЧАСТОК СКЛАДА ИСХОДНОГО СЫРЬЯ.1. PLOT OF WAREHOUSE OF SOURCE RAW MATERIAL.
Все сырье, получаемое от поставщиков в виде шихты, металлолома, материалов, слитков, полуфабрикатов и разного рода подката поступает в механизированный склад 1 исходного сырья. Здесь с помощью систем автоматизации и механизации выполняют взвешивание, измельчение шихты и учет поступления, экспертизу качества с оформлением сертификата и дальнейшим оформлением и выдачей необходимого сырья в производство на заказ с соответствующим учетом выдачи и остатков сырья.All raw materials received from suppliers in the form of a charge, scrap metal, materials, ingots, semi-finished products and various types of rolled products are supplied to a
2. УЧАСТОК ЛИНИИ НЕПРЕРЫВНОГО ЛИТЬЯ, ЛИНИИ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ И СТАНА ГОРЯЧЕЙ ПРОКАТКИ,2. LINE OF CONTINUOUS CASTING, LINE OF HOT-ROLLED PROFILES AND HOT-ROLLING MILL,
где конструктивно и технологически расположены и увязаны все необходимые машины оборудования предложенного гибкого модуля “УМПМИ” в единый производственный комплекс, куда входят:where all the necessary equipment machines of the proposed flexible module “UMPMI” are structurally and technologically located and linked into a single production complex, which includes:
2.1. Линия непрерывного литья для производства мерных непрерывнолитых и полосовых заготовок требуемой формы, сечения, длины и марок металлов и сплавов со своими заданными химическими и физическими свойствами для передела продукции дальнейшим циклом производства металлопродукции медных, латунных и/или алюминиевых, черных металлов и их сплавов и/или заготовок подката для дальнейшего технологического производства - многослойных плакированных металлов, биметаллов и монометаллов разных композиций.2.1. Continuous casting line for the production of continuous gauge and strip billets of the required shape, cross-section, length and grades of metals and alloys with their specified chemical and physical properties for the redistribution of products by the further production cycle of metal products of copper, brass and / or aluminum, ferrous metals and their alloys and / or rolled blanks for further technological production - multilayer clad metals, bimetals and monometals of various compositions.
Мерные литые заготовки с линии непрерывного литья поступают, как исходные горячие заготовки в линию для производства горячекатаных профилей, в стан горячей прокатки для производства горячекатаных полос и листов, а также литых полос и лент в линию заготовительного стана холодной прокатки или выдачи по заказам потребителей, без дальнейшего технологического передела в модуле “УМПМИ”.Measured cast billets from the continuous casting line are supplied as initial hot billets to the line for the production of hot-rolled profiles, to the hot-rolling mill for the production of hot-rolled strips and sheets, as well as cast strips and tapes to the line of the cold-rolling blanking mill or to be delivered to customers' orders, without further technological redistribution in the “UMPMI” module.
Исходным сырьем для печи линии непрерывного литья может быть соответствующая шихта, металлолом, материалы и разного вида слитки.The feedstock for the continuous casting line furnace may be the appropriate charge, scrap metal, materials and various types of ingots.
Линия непрерывного литья плоских заготовок приведена на чертеже общего вида лист 1 и включает в себя следующее основное технологическое оборудование:The continuous casting line of flat billets is shown in the general drawing of
Печь 3 непрерывного плавления с установкой загрузки шихты, получаемой со склада исходного сырья, миксеры 4 с установкой непрерывного литья 5, кристаллизатор 6 с охладителем, клеть Дуо 8 обжимная и формовочная, рольганги 9 транспортные, ножницы летучие 10, снабженные регулируемым электроприводом 112 и основными средствами и системами автоматизации с двухканальными непрерывно действующими автоматическими самонастраивающимися системами неразрушающего контроля, слежения и регулирования синхронизации скорости безупорного (безударного) дискретного мерного реза заготовок 11 по задаваемым программой длине, сечению и развесу, приведенных на чертеже структурной блок-схемы лист 5, далее заготовка следует по рольгангам 9 транспортным через охладитель 15 проката, машины правильная раскрывающаяся 29, зачистная 30 и свертывающая 31.
2.2. Линия производства горячекатаных гнутых профилей приведена на чертеже общего вида лист 1 и включает следующее технологическое оборудование: черновые 13 и чистовые 14 клети производства горячекатаных гнутых профилей заданной формы и сечения, где исходной горячей заготовкой является плоская мерная литая заготовка 11, выходящая с линии непрерывного литья и ножниц летучих 10. Готовые горячекатаные гнутые профили при выходе с чистовых клетей 14 передаются рольгангами 9 транспортными в устройство охлаждающее 15 металлопроката, затем устройством роторно-шаговой передачи 16 охлажденный горячекатаный профиль снимается с рольганга 9 и передается в карманы укладчика 17 готовых профилей, где по заданной программе весовой или штучной формируется и упаковывается пакет профилей, который затем передается на склад готовой продукции для учета и отгрузки потребителю.2.2. The production line of hot-rolled bent profiles is shown in the general drawing of
2.3. Линия стана горячей прокатки приведена на чертеже общего вида лист 1 и включает следующее технологическое оборудование:2.3. The line of the hot rolling mill is shown in the general drawing of
Устройство роторно-шаговой передачи 12 горячих, мерных, плоских, литых заготовок 11 передает с линии непрерывного литья в линию стана горячей прокатки на рольганг раскатной 21, которым заготовка задается в реверсивные клети Дуо с вертикальными валками 22 и горизонтальными 24, где раскатываемая плоская заготовка 23 прокатывается до требуемого сечения, после чего устройством роторно-шаговой передачи 25, горячекатаная полоса передается в устройство охлаждающее 15 металлопроката, затем охлажденная горячекатаная полоса транспортируется рольгангами 9, правится в правильной машине 29, после передается в машину зачистную 30, если это требуется технологией, затем на свертывающую машину 31, или минуя ее, прямая горячекатаная полоса раскатными рольгангами 32 передается в линию заготовительного стана холодной прокатки для дальнейшей технологической обработки или набора в пакет заготовок листоукладчиком 33, чтобы передать этот подкат другим потребителям.The rotary-
Для стана горячей прокатки исходной заготовкой может быть также слитко-заготовка 19, которая рольгангом 18 загружается в нагревательную печь 20 и затем, нагретая в печи 20 до требуемой температуры, заготовка задается в реверсивные клети 22 и 24 для прокатки до требуемого сечения, и далее процесс идет, как было описано ранее, с литой заготовкой.For a hot rolling mill, the initial billet may also be an
Готовой продукцией со стана горячей прокатки является горячекатаная полоса, раскатанная до требуемого сечения и передаваемая в заготовительный универсальный стан холодной прокатки, или эта полоса может быть смотана в рулон на свертывающей машине 31 для дальнейшей технологической обработки как в заготовительном стане этого модуля “УМПМИ”, так и на других агрегатах вне линий данного модуля.The finished product from the hot rolling mill is a hot rolled strip rolled to the desired cross section and transferred to a universal cold rolling blanking mill, or this strip can be rolled up on a rolling
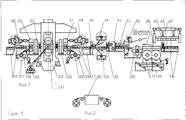
3. УЧАСТОК УНИВЕРСАЛЬНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ,3. PLOT OF A UNIVERSAL COLD ROLLING MILL,
который позволяет в линии одного прокатного модуля “УМПМИ” совмещать технологические процессы и производить товарную продукцию металлопроката, получаемую на заготовительных, чистовых, многовалковых, плакировочных, дрессировочных станах и адъюстажно-отделочных агрегатах из рулонной или полосовой заготовки. Компоновка участка универсального стана приведена на чертежах листы 2 и 3.which allows you to combine technological processes and produce marketable metal products obtained on procurement, finishing, multi-roll, cladding, tempering mills and jointing and finishing units from roll or strip billet in the line of one UMPMI rolling module. The layout of the section of the universal mill is shown in the
3.1. Работа универсального стана из рулонной заготовки.3.1. The work of a universal mill from a roll stock.
Для заготовительной или чистовой прокатки в клеть рабочую 53 универсального стана устанавливаются валки системы Кварто. Перед началом работы производят настройку раствора валков рабочей клети 53 на требуемую толщину первого пропуска, для чего верхние валки настраивают с помощью электромеханического нажимного устройства на заданный раствор.For harvesting or finishing rolling, the Quarto system rolls are installed in the work stand 53 of the universal mill. Before starting work, the solution of the rolls of the working
Рулоны 37, получаемые с линии непрерывного литья или со стана горячей прокатки и/или других линий вне комплекса “УМПМИ”, подаются по одному с устройства загрузочного 36 в разматыватель 39 двухконусного типа и закрепляются на нем. С помощью отгибателя конца полосы 40 передний конец полосы отделяется от рулона 37 и за счет вращения рулона разматывателем 39, также использования правильно-тянущих роликов отгибателя 40 передается в правильную машину 41 и зачистную 42 для предварительной правки рулонной кривизны и необходимой зачистки задаваемой полосы, прижимной ролик в это время прижимает к разматываемому рулону 37, предотвращая его распушивание. Затем задаваемая полоса центрируется роликами 43, дефектная часть полосы, если она имеется, отрезается гильотинными ножницами 46 и ровный передний конец полосы через заданную проволоку, рольганги подводящий и поворотный 47 и гибочно-тянущие ролики 51 задается роликовым столом в клеть рабочую 53.
При выходе из клети 53 полоса поступает в створ гибочно-тянущих роликов 55 и далее, двигаясь по поворотному рольгангу 59, который поднимают в верхнее положение, толстая полоса передается в щель двухопорного барабана намоточного устройства 58 верхнего уровня. Включают привод клети рабочей 53 и барабан моталки 58, куда наматывают более одного витка полосы, что позволяет обеспечить необходимое установленное натяжение, а поворотный рольганг 59 возвращают в горизонтальное исходное положение. Далее осуществляют прокатку по заданной технологии. После выхода с рабочей клети 53 заднего конца полосы, удерживаемого гибочно-тянутыми роликами 55, производится требуемый раствор валков клети рабочей, также реверс приводов клети рабочей 53 и гибочно-тянущих роликов 55, и полоса задним концом подается в клеть рабочую 53 и затем гибочно-тянущими роликами 51 с помощью поворотного рольганга 47, находящегося в верхнем положении, задается в щель барабана устройства намоточного 48 верхнего уровня, для намотки толстой полосы. Производится реверсивная прокатка заготовки по схеме: устройство намоточное 58 верхнего уровня - клеть рабочая 53 - устройство намоточное 48 верхнего уровня и т.д. до достижения заданной толщины металлопроката, согласно требованию карты технологии прокатки. Раствор между рабочими валками клети 53 устанавливают для каждого пропуска при помощи электромеханического нажимного устройства.When leaving the
При чистовой прокатке рулонной полосы в настройке и регулировке раствора рабочих валков клети 53 кроме электромеханического используется электрогидромеханическое нажимное устройство, включающее гидравлические цилиндры, взаимодействующие с винтом через сферический подпятник, и датчик линейных перемещений штока гидроцилиндра, что позволяет использовать систему автоматического регулирования толщины прокатываемой полосы по пропускам.When finishing rolling the roll strip, in addition to electromechanical, an electrohydromechanical pressing device is used to set up and adjust the solution of the work rolls of
При частичной прокатке используются устройства намоточные 49 и 56 нижнего уровня с консольными барабанами, а задача тонкой полосы в их зев осуществляется, соответственно, поворотными рольгангами 47 и 59, находящимися в крайнем нижнем положении. Пережимные ролики гибочно-тянущих роликов 51 и 55 используют для уменьшения рулонной кривизны заднего конца полосы в рулоне. Реверсивную прокатку производят по схеме: устройство намоточное 56 нижнего уровня - клеть рабочая 53 - устройство намоточное 49 нижнего уровня - клеть рабочая 53 и т.д. до достижения заданной толщины.In partial rolling, winding
В зависимости от количества проходов прокатанный рулон снимают разгрузочным устройством 50 с консольного барабана устройства намоточного 49 или соответственно разгрузочным устройством 57 с моталки 56. Чистовая холодная прокатка по вышеописанной схеме может осуществляться при наличии исходного рулона на барабане одного из устройств намоточных 48 или 58 верхнего уровня.Depending on the number of passes, the rolled roll is removed by the
3.2. Работа стана из полосовой заготовки.3.2. Work of the mill from a strip blank.
Штучные заготовки 34 в виде полос, листов или карт, горячекатаные или литые, фрезерованные подаются с машины зачистной 30 линии непрерывного литья заготовок, стана горячей прокатки или раскладчиком 33 по одной на рольганг подводящий 32, а затем через рольганг съемный 38 и центрирующие ролики 35, тянущие ролики 40 задаются в раскрытую многовалковую машину правильную 41, где после сведения роликов полоса правится, центрируются роликами 43 и через раскрытые зачистную машину 42 и гильотинные ножницы 46 по рольгангам 47 задаются в раствор гибочно-тянущих роликов 51, которые задают передний конец штучной заготовки 34 в клеть рабочую 53, рабочие валки которой настроены на толщину прохода. Заднее натяжение полосы при прокатке создается роликовым столом, расположенным у клети 53. Вышедшая из клети прокатная полоса 34 размещается на рольгангах 59 и 63, причем задний конец ее удерживается роликовым столом. Затем рабочие валки клети рабочей 53 настраиваются на толщину следующего прохода, привод клети рабочей и другие соответствующие машины реверсируют и осуществляют следующий проход. Процесс повторяют до достижения необходимой толщины, а затем полосу гибочно-тянущими роликами 55 по рольгангам 59 и 63 подают до упора передвижного 67, выставляемого на требуемую мерную длину, включают ножницы летучие 66 и отрезанную мерную полосу передают через рольганг участка резки 64 до упора убирающегося 70, где и останавливают. Листоукладчик 69 укладывает порезанные мерные полосы в стопы. Досыпатель 65 используют при порезке коротких полос, а также для сброса некондиционных задних концов полос в короб.
3.3. Работа стана при комбинированном рулонно-полосовом процессе прокатки.3.3. Work of the mill during the combined roll-strip rolling process.
Работа стана в модуле “УМПМИ” при комбинированном процессе холодной прокатки осуществляется аналогично работе из полосовой заготовки (п.3.2) до достижения требуемой толщины полосы, которая затем не режется на мерные листы и карты, а при убранных упоре передвижном 67 и убирающемся 70, через раскрытые летучие ножницы задается в машину свертывающую 72, где свертывается полоса в рулон 74 и передается в накопитель 73 для дальнейших технологических процессов. При необходимости смотка прокатанной полосы может осуществляться устройством намоточным 58 (48) верхнего уровня или устройством намоточным 56 (49) нижнего уровня.The work of the mill in the UMPMI module during the combined cold rolling process is carried out similarly to work from a strip billet (Section 3.2) until the required strip thickness is reached, which is then not cut into measuring sheets and cards, and when the stop is removed, the movable 67 and retractable 70, through The opened flying scissors are set in a rolling
3.4. Работа стана при чистовой холодной прокатке тонких и тончайших лент и полос.3.4. Work of the mill during the final cold rolling of thin and thinnest tapes and strips.
В клеть рабочую 53 вместо рабочих валков системы Кварто заваливают комплект установки многовалковой кассеты 75, чертежи листов 2 и 3, содержащую поворотные кассеты, фиксирующиеся клиньями с реечным механизмом перемещения, размещенным на опорных балках. Установка межвалкового зазора и выбор всех люфтов осуществляется гидроцилиндрами, закрепленными на опорных балках и взаимодействующими с рабочими валками через рычаги, а также поворотом эксцентриковых осей. Нижний рабочий валок многовалковой кассеты 75 устанавливается на уровень прокатки посредством того же механизма, что и нижний рабочий валок системы Кварто (п.3.1). Осевое перемещение для регулировки профиля полосы и фиксацию подушек промежуточных валков многовалковой кассеты 75 осуществляют предусмотренным приводом через винтовую пару и кинематически соединенный с ней датчик контроля осевых перемещений.Instead of working rolls of the Quarto system, a
Загрузка рулонов, передача переднего конца полосы до клети рабочей 53, задача его в устройство намоточное 56 нижнего уровня осуществляется аналогично холодной прокатке рулонной заготовки (п.3.1). Прокатку ведут по схеме: устройство намоточное нижнего уровня 56 - клеть рабочая 53 - устройство намоточное 49, согласно требований карты технологического процесса прокатки.The loading of the rolls, the transfer of the front end of the strip to the
Толщина прокатываемой полосы в каждом проходе непрерывно контролируется измерителями толщины 52 м регулируется “системой автоматического регулирования толщины полосы” с помощью встраиваемого быстродействующего электрогидромеханического нажимного устройства. Съем рулонов после прокатки осуществляется, в зависимости от числа проходов, с устройства намоточного 49 или 56 нижнего уровня с помощью разгрузочного устройства 50 или 57.The thickness of the rolled strip in each passage is continuously monitored by 52 m thickness gauges and is controlled by the “automatic strip thickness control system” using a built-in quick-acting electro-hydromechanical push device. The rolls are removed after rolling, depending on the number of passes, from the winding
3.5. Работа стана в режиме дрессировочного.3.5. The work of the mill in training mode.
Используя клеть рабочую 53, где нажимные устройства настраивают по давлению на величину обжатия 1-8%. В зависимости от толщины проката и требований поверхности нагартовки прокатываемой полосы, дрессировку осуществляют, используя устройства намоточные 49 и 56 нижнего уровня или 48 и 58 верхнего уровня, т.е. технологический процесс дрессировки осуществляется по схеме моталка - клеть - моталка с соответствующим технологическим обжатием.Using a
4. УМПМИ В РЕЖИМЕ ПЛАКИРОВАНИЯ МНОГОСЛОЙНЫХ КОМПОЗИЦИЙ И СПЛАВОВ (чертеж лист 2, фиг.1 и 2)4. UMPMI IN THE MODE OF LAYING OF MULTILAYER COMPOSITIONS AND ALLOYS (drawing
4.1. Работа универсального стана при плакировании триметаллической или биметаллической полосы.4.1. The work of the universal mill when cladding a trimetallic or bimetallic strip.
Производство методом холодной прокатки рулонной многослойной полосы является более производительным и экономичным. Рассмотрим работу оборудования стана к примеру для производства плакирования триметаллической или биметаллической полосы, состоящей из основы (средний слой) и плакирующих компонентов (крайний верхний и нижний слои). Для этого производят настройку клети рабочей 53, загрузку рулона 37 полосы-основы и передачу ее переднего конца до машины зачистной 42, которую предварительно настраивают на толщину полосы-основы, а затем транспортируют до роликов гибочно-тянущих 51, где и останавливают, осуществляя это в последовательности, описанной в (п.3.1). Рулоны полос плакирующих компонентов загружают в разматыватели верхнего уровня 44 и нижнего уровня 45. Передние концы полос плакирующих компонентов подают к раскрытию роликам гибочно-тянущим 51 таким образом, чтобы передний конец полосы верхнего плакирующего компонента сравнялся с передним концом полосы-основы, а передний конец полосы нижнего плакирующего компонента выступал за передние концы двух других полос. Ролики гибочно-тянущие 51 закрывают, зажимая полосы движением ролика пережимного, передний выступающий конец нижнего плакирующего компонента изгибают, обводя передние концы полосы-основы и полосы верхнего плакирующего компонента, а затем все три полосы подают роликами гибочно-тянущими 51 в валки клети рабочей 53, где осуществляют их обжатие до 60-80% за проход в зависимости от технологий и структуры заданных плакирующих композиций полос. Далее полоса направляется в створ роликов гибочно-тянущих 55, которые посредством ролика пережимного и рольганга поворотного 59 с подвижной проводкой задают передний конец триметаллической полосы в зев консольного барабана устройства намоточного 56 нижнего уровня. Отделившиеся от триметаллической полосы в результате прокатки кромки полос плакирующих компонентов верхнего и нижнего с левой и правой стороны передаются по специальным проводкам для намотки кромкомоталкой 54 в бухту отхода металлолома для дальнейшего переплава.Cold rolled production of a rolled multilayer strip is more productive and economical. Consider the operation of mill equipment, for example, for cladding a trimetallic or bimetallic strip consisting of a base (middle layer) and cladding components (extreme upper and lower layers). To do this, adjust the working
Сплакированный рулон триметаллической полосы перематывают для уменьшения межвиткового натяжения полосы с устройства намоточного 56 на барабан устройства намоточного 49 с малым натяжением сплакированной полосы, откуда рулон с триметаллом снимают устройством разгрузки 50 и передают для дальнейшей технологической обработки.The slagged roll of the trimethal strip is rewound to reduce the inter-turn tension of the strip from the winding device 56 to the drum of the winding
Процесс плакирования монометаллов может осуществляться с односторонним или двухсторонним покрытием полосы-основы.The cladding process of monometals can be carried out with one-sided or two-sided coating of the base strip.
4.2. Работа универсального стана модуля “УМПМИ” при производстве многослойных композиций с иным количеством слоев и специальных сплавов.4.2. The work of the universal mill of the UMPMI module in the production of multilayer compositions with a different number of layers and special alloys.
Использование технологического оборудования стана в режиме производства многослойных композиций с иным количеством слоев и специальных сплавов и монометаллов, т.е. более трех слоев входящих компонентов, осуществляется аналогично описанному в (п.4.1), при этом для задачи компонентов в количестве, к примеру, до пяти и более могут быть использованы в качестве разматывателей плакирующих компонентов, подготовленных для этого процесса, дополнительные специальные разматывающие устройства, конструктивно выполненные на базе моталок 49 нижнего уровня и 48 верхнего уровня. Остальное, аналогично технологическому процессу плакирования способом холодной прокатки, описано ранее в (п.4.1). Такое техническое решение конструкций устройств машин компоновки оборудования направлено для создания новых технологий производства металлопроката и изделий для электронной, приборостроительной отрасли и ряда других специальных назначений.The use of technological equipment of the mill in the mode of production of multilayer compositions with a different number of layers and special alloys and monometals, i.e. more than three layers of incoming components, carried out similarly to that described in (clause 4.1), while for the task of components in an amount, for example, up to five or more can be used as unwinder clad components prepared for this process, additional special unwinding devices, structurally executed on the basis of
В комплексе модуля “УМПМИ” предусматривается оборудование 60 подготовки технологических компонентов для плакирования многослойных металлов.The UMPMI module complex provides
5. РАБОТА МОДУЛЯ “УМПМИ” В РЕЖИМЕ АГРЕГАТА ПЕРЕМОТОЧНОГО5. OPERATION OF THE “UMPMI” MODULE IN REWIND UNIT
Перемотку полосы в рулоны для уменьшения межвитковых удельных натяжений и контроль качества поверхности полосы и ленты, в том числе при производстве многослойных металлов, также тонких и тончайших лент, традиционно осуществляют на отдельно стоящих агрегатах. Данным изобретением предусматривается в целях оптимизации использования совмещенных технологий производства, состава использования оборудования, рабочих площадей и эксплуатационных расходов, совместить применение для технологических процессов перемотки и контроля рулонной полосы, используя при этом устройства намоточные 49 и 56 нижнего уровня с консольными барабанами и разгрузочные устройства 50 и 57 универсального стана холодной прокатки модуля “УМПМИ”. Это техническое решение исключает явления спекания витков полосы в рулоне при больших удельных натяжениях полосы в процессе прокатки.Rewinding the strip into rolls to reduce interturn specific tension and controlling the surface quality of the strip and tape, including in the production of multilayer metals, as well as thin and thinnest tapes, is traditionally carried out on separate units. This invention provides for the purpose of optimizing the use of combined production technologies, the composition of the use of equipment, working areas and operating costs, to combine the use for technological processes of rewinding and control of the roll strip, using lower-
При перемотке валки клети рабочей 53 разводят на зазор, превышающий толщину перематываемой полосы, а электропривод устройства намоточного, выполняющего функцию разматывателя, регулируют на минимальную заданную технологией величину натяжения. Предусматривается возможность перемотки полосы с устройства намоточного верхнего уровня на барабан устройства намоточного нижнего уровня, если это потребуется технологическим процессом.When rewinding the rolls of the working stand, 53 is bred to a gap exceeding the thickness of the rewound strip, and the electric drive of the winding device that performs the function of the unwinder is adjusted to the minimum tension value specified by the technology. It is possible to rewind the strip from the winding top level device to the drum of the winding lower level device, if required by the process.
6. РАБОТА МОДУЛЯ “УМПМИ” В РЕЖИМЕ АГРЕГАТА ПОПЕРЕЧНОЙ РЕЗКИ ПРОКАТЫВАЕМЫХ РУЛОНОВ И ПОЛОС НА МЕРНЫЕ ЛИСТЫ И КАРТЫ (чертежи лист 2, 3 и 4)6. OPERATION OF THE “UMPMI” MODULE IN THE MODE OF THE TRANSVERSE CUTTING UNIT OF ROLLED ROLLS AND STRIPES FOR DIMENSIONAL SHEETS AND CARDS (
Исходный рулон, в зависимости от толщины прокатываемой непрерывно литой, горячекатаной, холоднокатаной и плакированной полосы и предшествующей технологической операции, поступает на одно из разматывающих устройств - моталок 39, или 49, или 48, либо исходная непрерывно литая или горячекатаная прямая полоса, передний конец полосы которых проводят до роликов гибочно-тянущих 51, далее клети рабочей 53. Ролик пережимной гибочно-тянущих роликов 51 и повторный рольганг 47 устанавливают в горизонтальное исходное положение, включив электроприводы роликов гибочно-тянущих 51, клети рабочей 53 и других машин на рабочую скорость, начинают транспортировать прокатываемую полосу по рольгангам 59 и 63 через раскрытые ножницы гильотинные 61 и ролики центрирующие 62. Следящий ролик с датчиком контроля длины движущейся полосы связан, при помощи следящей системы автоматизации мерного реза с кодовым импульсным датчиком электропривода летучих ножниц 66, обеспечивают их синхронизацию со скоростью движения и длины отрезаемой полосы, а также автоматически дают команду на выполнение рабочего хода устройств и требуемую порезку полосы на листы и карты мерной длины, которые поступают на рольганги участка резки 64 и 68 до поднятого упора 70. С рольганга 68 участка резки порезанные листы и карты мерной длины снимают листоукладчиком 69 и укладывают в стопы готовой продукции, которые далее упаковывают на участке 82 и затем передают на склад готовой продукции 89 для автоматизированного учета системой 90 и отгрузки потребителям. Порезка полос на мерные листы и карты, а также их укладка в стопы готовой продукции изложена в описании (п.3.2).The initial roll, depending on the thickness of the continuously cast, hot-rolled, cold-rolled and clad strip and the previous technological operation, is fed to one of the unwinding devices -
7. АДЪЮСТАЖНО-ОТДЕЛОЧНОЕ И ДРУГОЕ ВСПОМОГАТЕЛЬНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ, ДОПОЛНЯЮЩЕЕ И ОБЪЕДИНЯЮЩЕЕ В ЕДИНЫЙ КОМПЛЕКС “УМПМИ” (чертеж лист 4).7. ADJUSTING AND FINISHING AND OTHER AUXILIARY TECHNOLOGICAL EQUIPMENT, ADDITIONAL AND COMBINING INTO THE UNIFIED COMPLEX “UMPMI” (drawing sheet 4).
Для расширения совмещаемого производства и номенклатуры выпуска готовой продукции металлопроката и изделий в состав гибкого модуля “УМПМИ” дополнительно задействовано еще адъюстажно-отделочное оборудование, которое дополняет внедрение ряда новых технологий и совмещаемых техпроцессов. Для этого задействовано:To expand the combined production and product range of finished metal products and products, the UMPMI flexible module additionally involved adjunctive-finishing equipment, which complements the introduction of a number of new technologies and combined technological processes. For this involved:
- оборудование участка упаковки 76 готового металлопроката - рулонов поступаемого с разных технологических линий модуля “УМПМИ”, где товарная продукция упаковывается в специальные контейнеры многоразового возвратного использования, далее готовый металлопрокат передается на склад 89 готовой продукции, где с помощью систем 90 автоматизированного учета изготовленного и отгружаемого товарного металлопроката оформляется сертификат качества продукции и отгружается заказчикам;- equipment of the
- линия продольной резки 77 металлопроката;- Slitting
- линия 78 производства металлопроката;-
- линии автоматы 79 производства металлоизделий, товаров народного потребления и техпроб разных назначений;- line
- линия 80 производства холоднокатаных гнутых профилей;-
- линия 81 поперечной резки металлопроката;-
- оборудование участка упаковки 82 готового металлопроката - пакетов листов и полос, профилей и разных металлоизделий в спецконтейнеры многоразового использования, далее товарные изделия передаются на склад 89 готовой продукции, где с помощью систем 90 автоматизированного учета оформляется сертификат качества продукции, которая отгружается заказчикам;- equipment of the
- оборудование линии 83 холодного плющения, волочения и прокатки катанки (проволоки) и ленты;- equipment of the line 83 of cold flattening, drawing and rolling of wire rod (wire) and tape;
- оборудование линии 84 обкатки кромки металлопроката;- equipment of the
- линия резки 85 тонких и тончайших лент;- cutting line of 85 thin and thinnest tapes;
- линия контроля 86 качества продукции;-
- оборудование 87 химобработки проката;- equipment for 87 chemical treatment of rolled metal;
- оборудование 88 термообработки проката;-
- склад механизированный 89 готовой продукции;-
- управляющий вычислительный центр 90 модуля “УМПМИ” с системами автоматизированного контроля и управления производством, диагностики работы оборудования и технологического процесса; также учета и сертификации исходного сырья, выданного в производство и произведенного готового металлопроката и изделий, отгружаемых заказчикам и учета неликвидов товарной продукции и сырья.- managing
Из описания работы предлагаемого изобретения “Универсальный модуль производства металлопроката и изделий” следует, что последний позволяет на одном конструктивно совмещенном модуле оборудования машин осуществлять ряд вышеописанных способов реализации новых технологических процессов при оптимальных энергозатратах и минимальных потерях времени на переходы с одной технологической операции и на любую другую, учтенную изобретением “УМПМИ”, что обеспечивается новыми конструктивными решениями, целевым использованием и рациональным размещением машин и линий технологического оборудования; оптимальным выбором технических решений гибких систем и схем работы оборудования, автоматизированных электроприводов и технологической автоматизации, особенно ножниц летучих, клети рабочей, устройств намоточных и других машин и всего модуля “УМПМИ” с учетом совмещения основных технологических процессов непрерывного литья заготовок, их горячей и холодной прокатки, плакирования многослойных полос разных композиций до выпуска требуемых металлопроката и изделий.From the description of the work of the proposed invention “Universal module for the production of metal and products” it follows that the latter allows one of the structurally combined module of machine equipment to carry out a number of the above methods for implementing new technological processes with optimal energy consumption and minimal loss of time in transitions from one technological operation to any other taken into account by the invention of “UMPMI”, which is ensured by new design solutions, targeted use and rational placement of machines and lines of technological equipment; the optimal choice of technical solutions for flexible systems and operation schemes of equipment, automated electric drives and technological automation, especially flying shears, work stands, winding devices and other machines and the entire UMPMI module, taking into account the combination of the main technological processes of continuous casting of blanks, their hot and cold rolling cladding multilayer strips of different compositions to produce the required metal and products.
Создание и внедрение конструктивно нового модуля “УМПМИ” позволяет обеспечить: открытый рынок конкурентоспособным прокатно-отделочным оборудованием, металлопрокатом и изделиями, которые пользуются спросом потребителей; создание дополнительных производственных рабочих мест; освоение и внедрение новых технологий.Creation and implementation of a constructively new module “UMPMI” allows to provide: an open market with competitive rolling and finishing equipment, metal products and products that are in demand by consumers; creation of additional production jobs; development and implementation of new technologies.
Реализация изобретения предусматривает ускорение решений социально-экономического курса производственных реформ.The implementation of the invention provides for the acceleration of decisions of the socio-economic course of production reforms.
Техническое решение изобретения направлено на оптимизацию производства, на эффективное использование вновь создаваемого или реконструируемого универсального оборудования для создания условий роста государственного, акционерного, малого и среднего бизнеса по использованию и реализации конкурентоспособных металлопроката и изделий на мировом рынке.The technical solution of the invention is aimed at optimizing production, at the efficient use of newly created or reconstructed universal equipment to create conditions for the growth of state, joint-stock, small and medium-sized businesses in the use and sale of competitive metal products and products on the world market.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000112605/02A RU2252829C2 (en) | 2000-05-23 | 2000-05-23 | Universal module for making rolled metal and metallic articles |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000112605/02A RU2252829C2 (en) | 2000-05-23 | 2000-05-23 | Universal module for making rolled metal and metallic articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2000112605A RU2000112605A (en) | 2001-12-10 |
| RU2252829C2 true RU2252829C2 (en) | 2005-05-27 |
Family
ID=35824770
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2000112605/02A RU2252829C2 (en) | 2000-05-23 | 2000-05-23 | Universal module for making rolled metal and metallic articles |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2252829C2 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2502579C1 (en) * | 2012-07-09 | 2013-12-27 | Анатолий Аркадьевич Злобин | Mobile metallurgical complex |
| CN106919054A (en) * | 2017-04-13 | 2017-07-04 | 中冶华天工程技术有限公司 | Flying Shear of Rod Material Shearing Optimization control system and method based on machine vision |
| CN112828606A (en) * | 2020-12-31 | 2021-05-25 | 鹤山市协力机械有限公司 | Automatic profile production line |
| CN114786830A (en) * | 2019-12-11 | 2022-07-22 | Sms集团有限公司 | Modular rolling train, in particular hot rolling train, preferably combined with upstream casting device |
| CN116967288A (en) * | 2023-08-07 | 2023-10-31 | 中冶京诚工程技术有限公司 | Round billet production system |
| CN119734144A (en) * | 2025-01-10 | 2025-04-01 | 佛山市泓佳机械设备有限公司 | A metal strip cutting production line |
| CN119857724A (en) * | 2025-01-23 | 2025-04-22 | 南通恒金复合材料有限公司 | Aluminum strip sectional type continuous rolling device |
| US12343776B2 (en) | 2019-12-11 | 2025-07-01 | Sms Group Gmbh | Hot-rolling stand for a hot-rolling mill and for producing a flat metal product, hot-rolling mill and method for operating a hot-rolling mill |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2260795C1 (en) * | 2004-06-21 | 2005-09-20 | Общество с ограниченной ответственностью "Балтийская инжиниринговая компания" | Identification method of metal alloy or metal and metal scrap from which it is produced |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0347662A3 (en) * | 1988-06-23 | 1990-06-27 | Sms Schloemann-Siemag Aktiengesellschaft | Strip steel casting installation with a rotating hearth furnace |
| RU2044581C1 (en) * | 1989-12-14 | 1995-09-27 | Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения | Casting-rolling complex |
| RU2106930C1 (en) * | 1996-04-08 | 1998-03-20 | Буркин Сергей Павлович | Metal product manufacture complex |
-
2000
- 2000-05-23 RU RU2000112605/02A patent/RU2252829C2/en not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0347662A3 (en) * | 1988-06-23 | 1990-06-27 | Sms Schloemann-Siemag Aktiengesellschaft | Strip steel casting installation with a rotating hearth furnace |
| RU2044581C1 (en) * | 1989-12-14 | 1995-09-27 | Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения | Casting-rolling complex |
| RU2106930C1 (en) * | 1996-04-08 | 1998-03-20 | Буркин Сергей Павлович | Metal product manufacture complex |
Non-Patent Citations (1)
| Title |
|---|
| СОФИНСКИЙ Л.И. и др. Современные агрегаты непрерывной разливки и прокатки цветных металлов в СССР и за рубежом. - М., 1965, с.46-57. * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2502579C1 (en) * | 2012-07-09 | 2013-12-27 | Анатолий Аркадьевич Злобин | Mobile metallurgical complex |
| CN106919054A (en) * | 2017-04-13 | 2017-07-04 | 中冶华天工程技术有限公司 | Flying Shear of Rod Material Shearing Optimization control system and method based on machine vision |
| CN114786830A (en) * | 2019-12-11 | 2022-07-22 | Sms集团有限公司 | Modular rolling train, in particular hot rolling train, preferably combined with upstream casting device |
| US12269080B2 (en) | 2019-12-11 | 2025-04-08 | Sms Group Gmbh | Modular rolling train, particularly hot rolling train, preferably in conjunction with an upstream casting facility |
| US12343776B2 (en) | 2019-12-11 | 2025-07-01 | Sms Group Gmbh | Hot-rolling stand for a hot-rolling mill and for producing a flat metal product, hot-rolling mill and method for operating a hot-rolling mill |
| CN112828606A (en) * | 2020-12-31 | 2021-05-25 | 鹤山市协力机械有限公司 | Automatic profile production line |
| CN116967288A (en) * | 2023-08-07 | 2023-10-31 | 中冶京诚工程技术有限公司 | Round billet production system |
| CN119734144A (en) * | 2025-01-10 | 2025-04-01 | 佛山市泓佳机械设备有限公司 | A metal strip cutting production line |
| CN119857724A (en) * | 2025-01-23 | 2025-04-22 | 南通恒金复合材料有限公司 | Aluminum strip sectional type continuous rolling device |
| CN119857724B (en) * | 2025-01-23 | 2026-03-13 | 南通恒金复合材料有限公司 | A segmented continuous rolling device for aluminum strip |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5133205A (en) | System and process for forming thin flat hot rolled steel strip | |
| KR0179420B1 (en) | Manufacturing method of thick plate coil, coil type thin plate or discontinuous thick plate and apparatus used therein | |
| EP0613736B1 (en) | Coating system for coating a hot rolled strip material | |
| US4998338A (en) | Method and arrangement for manufacturing hot-rolled steel strip | |
| JP6991232B2 (en) | Combined continuous casting and metal strip hot rolling plant | |
| CN100357044C (en) | Method for rolling thin and/or thick steel slabs into hot strip | |
| RU2723025C1 (en) | Combined installation of continuous casting and hot rolling of metal strips | |
| CN201470675U (en) | Production equipment of clad steel plate | |
| RU2252829C2 (en) | Universal module for making rolled metal and metallic articles | |
| RU2568550C2 (en) | Method of rolling of flat bars, and appropriate rolling mill | |
| US4658363A (en) | Method of increasing the productivity of reversing plate mills | |
| RU2357813C2 (en) | Rolling mill for hot rolling of metal, particularly aluminium, and procedure of hot rolling | |
| RU2217247C2 (en) | Universal casting and rolling mill | |
| CA2586719C (en) | Apparatus for manufacturing metal material by rolling | |
| RU2000112605A (en) | UNIVERSAL MODULE OF PRODUCTION OF METAL-ROLLING AND PRODUCTS | |
| CN1268450C (en) | Foundry rolling unit | |
| RU2156173C2 (en) | Universal cold-rolling mill | |
| RU2254182C2 (en) | Method for hot rolling of thin strip and mini-mill for performing the same | |
| JPH0679303A (en) | Descaling and cold rolling method and equipment | |
| RU2242301C2 (en) | Universal flattening-drawing-rolling mill | |
| US6026669A (en) | Discrete and coiled plate production | |
| RU2804208C1 (en) | Method for production of rolls of given length | |
| JP2004050181A (en) | Hot rolling equipment line using Steckel rolling mill | |
| UA50818C2 (en) | Universal foundry-roll mill | |
| RU2001100333A (en) | Universal mill flattening, drawing and rolling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140524 |