RU2201837C2 - Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления - Google Patents
Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления Download PDFInfo
- Publication number
- RU2201837C2 RU2201837C2 RU2000126696/02A RU2000126696A RU2201837C2 RU 2201837 C2 RU2201837 C2 RU 2201837C2 RU 2000126696/02 A RU2000126696/02 A RU 2000126696/02A RU 2000126696 A RU2000126696 A RU 2000126696A RU 2201837 C2 RU2201837 C2 RU 2201837C2
- Authority
- RU
- Russia
- Prior art keywords
- walls
- pair
- mold
- width
- tapes
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000004519 manufacturing process Methods 0.000 title abstract description 3
- 238000005266 casting Methods 0.000 claims abstract description 7
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 6
- 238000002844 melting Methods 0.000 claims abstract description 4
- 230000008018 melting Effects 0.000 claims abstract description 4
- 239000007769 metal material Substances 0.000 claims 1
- 229910052751 metal Inorganic materials 0.000 abstract description 12
- 239000002184 metal Substances 0.000 abstract description 12
- 150000002739 metals Chemical class 0.000 abstract description 3
- 238000009749 continuous casting Methods 0.000 abstract description 2
- 238000007654 immersion Methods 0.000 abstract description 2
- 238000005272 metallurgy Methods 0.000 abstract description 2
- 238000002347 injection Methods 0.000 abstract 1
- 239000007924 injection Substances 0.000 abstract 1
- 238000003780 insertion Methods 0.000 abstract 1
- 230000037431 insertion Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 206010039509 Scab Diseases 0.000 description 7
- 239000000155 melt Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 238000005336 cracking Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000001364 causal effect Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 244000309464 bull Species 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Landscapes
- Continuous Casting (AREA)
Abstract
Изобретение относится к металлургии, преимущественно к непрерывной разливке металлов. В способе получения непрерывнолитых деформированных заготовок, включающем введение затравки в вертикальный кристаллизатор с расширенной в верхней части рабочей полостью, подачу в него расплава, формирование корочки заготовки, деформирование и проталкивание затравки и заготовки из кристаллизатора, стенки которого приводят в движение, осуществляют введение в кристаллизатор двух лент без их плавления вдоль пары стенок, совершающих возвратно-поступательное движение, при соотношении ширины ленты "в" и толщины заготовки "а", равном в/а=1,15÷1,25. В устройстве, содержащем разливочный ковш с погружным стаканом, вертикальный кристаллизатор, стенки первой пары которого выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения, затравку, барабаны для ввода двух лент, при этом с торцов стенок первой пары выполнены в продольном направлении углубления на величину "а2", связанную с толщиной ленты "а1" соотношением а2/а1=1,02-1,04, а ширина продольного углубления "в1" в нижней части каждой стенки первой пары, ширина вводимой ленты "в" и толщина получаемой заготовки "а" дополнительно связаны соотношением (2в1+а)/в= 1,03-1,06. Использование изобретения обеспечивает повышение качества заготовки и производительности процесса. 2 с.п.ф-лы, 3 ил.
Description
Изобретение относится к металлургии, преимущественно к непрерывной разливке металлов.
Известен способ получения непрерывнолитых деформированных заготовок [Патент 2146573 RU. Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления. /В.В.Стулов, В.И.Одиноков. Опубл. 20.03.2000. Бюл. 8] , включающий введение затравки в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширенной в верхней части рабочей полостью, подачу в него расплава, введение в кристаллизатор двух лент вдоль стенок первой пары, причем ленты выполнены из материала разливаемого металла и вводят их в кристаллизатор без плавления, формирование затвердевшей корочки заготовки, деформирование и проталкивание затравки и заготовки из кристаллизатора, стенки которого приводят в движение, сообщая одной паре стенок вращательное движение, а другой - возвратно-поступательное движение, формирование затвердевшей корочки заготовки осуществляют только на стенках пары, совершающей возвратно-поступательное движение с деформированием заготовки после срастания корочек в расширенной верхней части рабочей полости кристаллизатора.
Недостатком известного способа является возможность растрескивания заготовки со стороны стенок, совершающих возвратно-поступательное движение, при разливке металлов с высоким значением коэффициента теплопроводности (алюминий и его сплавы).
Предложенный способ направлен на создание высокоэффективного процесса получения непрерывных деформированных заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в следующем:
1. Повышение качества деформируемой заготовки.
1. Повышение качества деформируемой заготовки.
2. Повышение производительности процесса.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: введение затравки в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширенной в верхней части рабочей полостью; подача в кристаллизатор расплава; введение в кристаллизатор двух лент из материала разливаемого металла без их плавления; формирование затвердевшей корочки заготовки; деформирование и проталкивание затравки и заготовки из кристаллизатора; стенки кристаллизатора приводят в движение, сообщая одной паре стенок вращательное движение, а другой - возвратно-поступательное движение.
Отличительные признаки: введение в кристаллизатор двух лент осуществляется вдоль пары стенок, совершающих возвратно-поступательное движение; соотношение ширины вводимой ленты "в" и толщины получаемой заготовки "а", равное в/а=1,15÷1,25.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Введение в кристаллизатор двух лент вдоль стенок второй пары, совершающей возвратно-поступательное движение, увеличивает скорость кристаллизации металла вдоль стенок второй пары и обеспечивает понижение температуры корочки металла, то есть повышает ее прочность. Кроме этого, введение в кристаллизатор двух лент вдоль стенок второй пары упрочняет формирующуюся заготовку и уменьшает вероятность ее растрескивания при нарушении технологии разливки. Деформация разогретых лент более предпочтительна, чем кристаллизирующегося металла. Дополнительно уменьшается возможность приварки металла со стенками второй пары и повышается эффективность процесса в целом.
Уменьшения отношения в/а<1,15 (где в - ширина вводимой ленты, а - толщина получаемой заготовки) затрудняет введение лент вдоль стенок, совершающих возвратно-поступательное движение, и ухудшается качество поверхности заготовки. Кроме этого, уменьшается прочность деформируемой заготовки.
Увеличение отношения в/а>1,25 приводит к необходимости обрезания краев ленты шириной (в-а)/2 в полученной заготовке, что увеличивает трудоемкость процесса и перевод части металла лент в отходы.
Для реализации заявляемого способа заявляется устройство, уровень техники которого известен [Патент 2146573 RU]. Известное устройство для получения непрерывнолитых деформированных заготовок содержит разливочный ковш с погружным стаканом, вертикальный кристаллизатор, состоящий из двух пар стенок с продольными водоохлаждаемыми каналами в них, причем стенки первой пары выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения, затравку, барабаны для ввода двух лент в вертикальный кристаллизатор, средство для прижатия лент к поверхности стенок.
Недостатки известного устройства заключаются в том, что отсутствие сведений об углублениях с торцов стенок первой пары и их размерах не обеспечивает надежную работу устройства и не позволяет получать качественные деформированные заготовки.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в следующем:
1. Повышение надежности работы устройства.
1. Повышение надежности работы устройства.
2. Повышение прочности заготовки.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочный ковш с погружным стаканом; вертикальный кристаллизатор, состоящий из двух пар стенок с продольными водоохлаждаемыми каналами в них, причем стенки первой пары выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения; затравка; барабаны для ввода двух лент в вертикальный кристаллизатор.
Отличительные признаки: с торцов стенок первой пары выполнены в продольном направлении углубления; величина углубления "а2", связанная с толщиной вводимой ленты "a1" соотношением a2/a1=1,02÷1,04; ширина продольного углубления "в1" в нижней части каждой стенки первой пары, ширина вводимой ленты "в" и толщина получаемой заготовки "а" дополнительно связаны соотношением (2в1+a)/в=1,03÷1,06.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение с торцов стенок первой пары в продольном направлении углублений позволяет без нарушения работы устройства вводить без перекоса в строго заданном направлении ленты вдоль стенок первой пары, совершающих возвратно-поступательное движение.
Уменьшение соотношения a2/a1<1,02 (где a2 - величина углубления, a1 - толщина вводимой ленты) затрудняет введение лент вдоль стенок второй пары по причине того, что устраняется необходимый зазор между поверхностью стенок второй пары и торцами стенок первой пары, позволяющий свободно пропускать ленты через кристаллизатор перед заливкой в него металла. Кроме этого, наличие неплотного соприкосновения основной поверхности стенок первой и второй пары приводит к вытеканию заливаемого металла за пределы кристаллизатора.
Увеличение соотношения a2/a1>1,04 приводит к возможности затекания жидкого металла в углубления между торцами стенок первой пары и вводимой ленты, что нарушает режим работы кристаллизатора и приводит к переводу части заливаемого расплава в отходы.
Уменьшение соотношения (2в1+a)/в<1,03 (где в1 - ширина продольного углубления в нижней части каждой стенки первой пары, в - ширина вводимой ленты, а - толщина получаемой заготовки) затрудняет введение лент в кристаллизатор. При соотношении (2в1+a)/в≤1 ленты невозможно ввести в кристаллизатор, так как ширина ленты совпадает или превышает размеры ширины продольных углублений в нижней части каждой стенки первой пары.
Увеличение соотношения (2в1+a)/в>1,06 приводит к возможности недопустимого смещения ленты в поперечном направлении с возможностью ее искривления и деформации, что ухудшает качество поверхности и прочности биметаллической заготовки. Кроме этого, увеличиваются затраты времени на изготовление продольных углублений в стенках первой пары при подготовке кристаллизатора к работе.
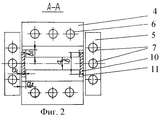
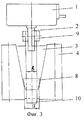
На фиг. 1 и 3 приведены внешний вид заявляемого устройства, на фиг.2 - сечение А-А на фиг.1.
Заявляемое устройство на фиг.1-3 состоит из разливочного ковша 1 с погружным стаканом 2, вертикального кристаллизатора 3 с расширенными в верхней части стенками 4 первой пары, стенками 5 второй пары, продольных водоохлаждаемых каналов 6 и 7, затравки 8, барабанов 9 с лентами 10, углублений 11 в стенках 4 первой пары.
Перед разливкой расплава в вертикальный кристаллизатор 3 с барабанов 9 заводятся ленты 10 в углубления 11 в стенках 4 первой пары вдоль стенок 5 второй пары, устанавливается затравка 8 и включается подача воды в каналы 6 и 7 стенок 4 и 5.
Способ осуществляется заявляемым устройством следующим образом.
Жидкий металл из разливочной емкости 1 через погружной стакан 2 поступает в кристаллизатор 3 и заполняет его. При достижении расплавом определенного уровня заливки и формирования корочки заготовки включают привод стенок 4 и 5. В результате стенки первой пары 4, выполненные в верхней части расширенными, совершают вращательное движение с деформированием затравки 8 и заготовки, а стенки второй пары 5 совершают возвратно-поступательное движение с проталкиванием заготовки из кристаллизатора. Ленты 10, выполненные из материала разливаемого металла, свариваются с корочкой заготовки и уменьшают вероятность ее растрескивания в процессе деформации.
Claims (2)
1. Способ получения непрерывнолитых деформированных заготовок, включающий введение затравки в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширенной в верхней части рабочей полостью, подачу в него расплава, введение в кристаллизатор двух лент без их плавления, выполненных из материала разливаемого металла, формирование затвердевшей корочки заготовки, деформирование и проталкивание затравки и заготовки из кристаллизатора, стенки которого приводят в движение, сообщая одной паре стенок вращательное движение, а другой - возвратно-поступательное движение, отличающееся тем, что введение в кристаллизатор двух лент осуществляется вдоль пары стенок, совершающих возвратно-поступательное движение, при соотношении ширины вводимой ленты "в" и толщины получаемой заготовки "а", равном в/а=1,15÷1,25.
2. Устройство для получения непрерывнолитых деформированных заготовок, содержащее разливочный ковш с погружным стаканом, вертикальный кристаллизатор, состоящий из двух пар стенок с продольными водоохлаждаемыми каналами в них, причем стенки первой пары выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения, затравку, барабаны для ввода двух лент в вертикальный кристаллизатор, отличающееся тем, что с торцов стенок первой пары выполнены в продольном направлении углубления на величину "а2", связанную с толщиной вводимой ленты "а1" соотношением а2/а1=1,02÷1,04, а ширина продольного углубления "в1" в нижней части каждой стенки первой пары, ширина вводимой ленты "в" и толщина получаемой заготовки "а" дополнительно связаны соотношением (2в1+а)/в=1,03-1,06.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000126696/02A RU2201837C2 (ru) | 2000-10-23 | 2000-10-23 | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000126696/02A RU2201837C2 (ru) | 2000-10-23 | 2000-10-23 | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2000126696A RU2000126696A (ru) | 2002-09-27 |
| RU2201837C2 true RU2201837C2 (ru) | 2003-04-10 |
Family
ID=20241348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2000126696/02A RU2201837C2 (ru) | 2000-10-23 | 2000-10-23 | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2201837C2 (ru) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2004376C1 (ru) * | 1992-07-07 | 1993-12-15 | Акционерное общество открытого типа "Уральский завод т желого машиностроени " | Способ непрерывного лить заготовок пр моугольного поперечного сечени |
| RU2077766C1 (ru) * | 1994-08-03 | 1997-04-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ непрерывной разливки металлов и установка для его осуществления |
| RU2085326C1 (ru) * | 1995-07-20 | 1997-07-27 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ непрерывной разливки прямоугольных слитков |
| RU2112622C1 (ru) * | 1996-06-13 | 1998-06-10 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ получения непрерывнолитых заготовок и устройство для его осуществления |
| RU2146573C1 (ru) * | 1998-12-22 | 2000-03-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления |
-
2000
- 2000-10-23 RU RU2000126696/02A patent/RU2201837C2/ru not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2004376C1 (ru) * | 1992-07-07 | 1993-12-15 | Акционерное общество открытого типа "Уральский завод т желого машиностроени " | Способ непрерывного лить заготовок пр моугольного поперечного сечени |
| RU2077766C1 (ru) * | 1994-08-03 | 1997-04-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ непрерывной разливки металлов и установка для его осуществления |
| RU2085326C1 (ru) * | 1995-07-20 | 1997-07-27 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ непрерывной разливки прямоугольных слитков |
| RU2112622C1 (ru) * | 1996-06-13 | 1998-06-10 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ получения непрерывнолитых заготовок и устройство для его осуществления |
| RU2146573C1 (ru) * | 1998-12-22 | 2000-03-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20010032525A (ko) | 마그네슘 압력주조 시스템 및 방법 | |
| US4519439A (en) | Method of preventing formation of segregations during continuous casting | |
| RU2201837C2 (ru) | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления | |
| CN102069163B (zh) | 结晶器、生产铸坯的装置和方法、铸坯以及超大断面铸坯 | |
| JP2001259821A (ja) | 非晶質合金成型品の製造装置、製造用金型及び製法 | |
| RU2112622C1 (ru) | Способ получения непрерывнолитых заготовок и устройство для его осуществления | |
| RU2103105C1 (ru) | Способ получения непрерывнолитых полых заготовок и устройство для его реализации | |
| RU2093299C1 (ru) | Способ получения непрерывнолитых полых биметаллических заготовок | |
| RU2151662C1 (ru) | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления | |
| RU2146573C1 (ru) | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления | |
| JPH03155441A (ja) | 垂直連続鋳造装置 | |
| JPH10193041A (ja) | 溶鋼の連続鋳造用鋳型 | |
| RU2403121C1 (ru) | Способ непрерывной разливки стали | |
| CN112548055A (zh) | 用于超宽幅铝合金扁锭的半连续铸造的装置和方法 | |
| RU2156177C1 (ru) | Устройство для получения непрерывнолитых полых биметаллических деформированных заготовок | |
| RU2142864C1 (ru) | Способ получения непрерывно-литых деформированных заготовок | |
| RU2136433C1 (ru) | Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления | |
| JPH08132184A (ja) | 丸ビレット鋳片の連続鋳造用鋳型及びその鋳型を用いた連続鋳造方法 | |
| CN105170951B (zh) | 一种双向挤压式厚板坯定向凝固方法及其装置 | |
| CN222344156U (zh) | 一种大断面连铸用热顶结晶器 | |
| RU2174057C2 (ru) | Способ получения непрерывнолитых деформированных биметаллических заготовок | |
| CN111482563B (zh) | 超大断面异型坯的连铸生产方法 | |
| CN219425612U (zh) | 一种铜杆连铸连轧用浇铸冷却装置 | |
| RU2136434C1 (ru) | Устройство для получения непрерывно литых биметаллических деформированных заготовок | |
| JPS59130649A (ja) | 鋳造途中で断面形状を変化できる鋳塊の連続鋳造法及び鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20031024 |