RU2139159C1 - Способ изготовления металлической трубки со сварным продольным швом - Google Patents
Способ изготовления металлической трубки со сварным продольным швом Download PDFInfo
- Publication number
- RU2139159C1 RU2139159C1 RU95116447A RU95116447A RU2139159C1 RU 2139159 C1 RU2139159 C1 RU 2139159C1 RU 95116447 A RU95116447 A RU 95116447A RU 95116447 A RU95116447 A RU 95116447A RU 2139159 C1 RU2139159 C1 RU 2139159C1
- Authority
- RU
- Russia
- Prior art keywords
- tube
- metal
- metal tube
- welded
- tool
- Prior art date
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 79
- 239000002184 metal Substances 0.000 title claims abstract description 79
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 238000003466 welding Methods 0.000 claims abstract description 27
- 238000000034 method Methods 0.000 claims description 19
- 235000015110 jellies Nutrition 0.000 claims description 15
- 239000008274 jelly Substances 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 11
- 239000000835 fiber Substances 0.000 claims description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- 239000010935 stainless steel Substances 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 6
- 230000001681 protective effect Effects 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 239000007789 gas Substances 0.000 claims description 2
- 239000001307 helium Substances 0.000 claims description 2
- 229910052734 helium Inorganic materials 0.000 claims description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 claims description 2
- 239000011796 hollow space material Substances 0.000 claims description 2
- 239000010687 lubricating oil Substances 0.000 claims description 2
- 230000003287 optical effect Effects 0.000 abstract description 4
- 230000007547 defect Effects 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract 1
- 239000013307 optical fiber Substances 0.000 description 16
- 239000011159 matrix material Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 241001674048 Phthiraptera Species 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0822—Guiding or aligning the edges of the bent sheet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Heat Treatment Of Articles (AREA)
- Metal Extraction Processes (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Forging (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Coating With Molten Metal (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Arc Welding In General (AREA)
Abstract
Изобретение относится к изготовлению металлической трубки со сварным продольным швом с наружным диаметром от 1 до 6 мм и может найти применение в оптической промышленности. Металлическую ленту с помощью формовочного инструмента формуют в трубку с продольной прорезью. Продольную прорезь трубки заваривают с помощью лазерного сварочного устройства. Свариваемую трубку непосредственно перед местом сварки и непосредственно после места сварки пропускают через воздействующий на поверхность трубки инструмент, который удерживает в контакте друг с другом кромки ленты и без усилий удерживает сварной шов. Непосредственно после второго инструмента на сваренную трубку воздействуют зажимными кулачками вытяжного устройства. Зажимные кулачки направляют трубку, надежно удерживая ее от поворота. Такая технология позволяет изготавливать трубки большой протяженности без дефектов. 14 з.п. ф-лы, 6 ил.
Description
В способе изготовлении металлической трубки со сварным продольным швом с наружным диаметром от 1 до 6 мм, при котором металлическую ленту с помощью формовочного инструмента формуют в трубку с продольной прорезью и продольную прорезь трубки заваривают с помощью лазерного сварочного устройства, свариваемую трубку непосредственно перед местом сварки и непосредственно после места сварки направляют через воздействующий на поверхность трубки инструмент, который удерживает в контакте друг с другом кромки ленты и удерживает без усилий сварной шов. Непосредственно после второго инструмента на сварную трубку воздействуют зажимными кулачками вытяжного устройства, причем зажимные кулачки надежно удерживают трубку от проворота.
Изобретение касается способа изготовления металлической трубки со сварным продольным швом с наружным диаметром от 1 до 6 мм, при котором металлическую ленту сматывают с питающей бобины и с помощью формовочного инструмента формуют в трубку с продольной прорезью и продольную прорезь трубки заваривают с помощью лазерного сварочного устройства.
Из европейского патента N 0299123 известно изготовление металлических трубок в указанном диапазоне диаметров из металлической ленты, которая формуется в разрезную трубку и продольная прорезь которой заваривается с помощью лазера. Металлическая лента, например лента из нержавеющей стали, постепенно с помощью первого формовочного инструмента, который состоит из нескольких пар профильных роликов, формуется в трубку с продольной прорезью. Во втором формовочном инструменте, который также состоит из нескольких пар профильных роликов, трубка с продольной прорезью формуется в трубку с вплотную прилегающими друг к другу кромками ленты. Профильные ролики второго формовочного инструмента воздействуют исключительно на наружную поверхность трубки. После второго формовочного инструмента предусмотрена пара роликов, которая направляет трубку с прорезью на определенном расстоянии относительно фокуса лазерного сварочного устройства. После сварочного устройства сварная трубка с большим зазором попадает в охлаждающую трубку, в которой сварной шов интенсивно охлаждается с помощью аргона. Затем сварная металлическая трубка попадает в вытяжную матрицу, в которой уменьшается ее диаметр. В качестве вытяжного устройства, которое сматывает металлическую ленту с питающей бобины и протягивает через формовочные инструменты, а также через вытяжную матрицу, служит приводной вытяжной диск, вокруг которого направляется металлическая трубка с обхватом в 180o. Вытяжной диск имеет расположенный по окружности V-образный паз, в который вдавливается металлическая трубка, так что прикладывается достаточное растягивающее усилие. Однако это может привести к овальному деформированию металлической трубки. Боковое центрирование продольной прорези относительно лазерного луча осуществляется с помощью верхних роликов второго формовочного инструмента, которые имеют проходящие в направлении окружности выступы, которые погружаются в трубку с прорезью и направляют кромки ленты.
Наряду с опасностью деформирования готовой металлической трубки V-образным пазом вытяжного диска недостатком в этом способе является то, что не предусмотрено точное центрирование продольного шва относительно лазерного луча. Довольствуются тем, что фокус лазерного луча расположен по продольной прорези. Тем самым продольный шов покрывает большое "фокальное пятно". Однако это требует большой энергии лазерного излучения или это приводит к низкой скорости изготовления.
В основе изобретения лежит задача усовершенствования типового способа в том отношении, чтобы с его помощью можно было изготавливать трубки большой длины, т.е. длиной более 3000 м, без дефектов сварки.
Эта задача решается с помощью приведенных в отличительной части пункта 1 формулы изобретения признаков.
Инструменты, через которые направляется металлическая трубка, обеспечивают точную ориентацию кромок ленты относительно друг друга и тем самым высокое качество стыкового сварного шва. Второй инструмент удерживает вместе кромки ленты даже после сварки, так что не требуется особенно интенсивное охлаждение сварного шва. Благодаря этому можно экономить аргон.
Помимо этого инструменты особенно простым способом оптимально обеспечивают как боковое центрирование, так и центрирование по высоте продольного шва относительно лазерного луча или фокуса, так что не требуется дополнительное регулирование положения лазерного луча во время изготовления.
В частности, вытяжное устройство с зажимными кулачками обеспечивает надежное направление без проворота металлической трубки под местом сварки, так как зажимные кулачки прочно обхватывают трубку.
Особенно предпочтительным способом трубка направляется с помощью образованного из первого и второго инструментов унифицированного инструмента. Лазерный луч с помощью углубления в инструменте направляется на свариваемый шов. При этом входная зона инструмента на 100% обхватывает свариваемую трубку, в то время как расположенная за местом сварки выходная зона инструмента обхватывает трубку лишь настолько, чтобы удерживать в контакте друг с другом кромки ленты. Зона сварного шва свободна, так что возможно хорошее охлаждение.
Продольные кромки металлической ленты перед формованием в трубку обрезают, чтобы при сваривании имелись "нетронутые" кромки ленты и поэтому исключаются дефекты сварки из-за загрязнений. Обрезание осуществляется предпочтительным образом с помощью приводимых в действие дисковых ножниц. Так как при обрезании, так и при формовании трубки возникают значительные прижимные усилия, необходимо опасаться, что некоторые металлы, как например алюминий или нержавеющая сталь будут "подтачивать" инструменты. Чтобы предотвратить это подтачивание, металлическая лента смачивается жидким смазочным материалом. Самым простым способом смачивание достигается благодаря тому, что металлическую ленту пропускают между двумя полосками из технического сукна, которые постоянно пропитаны смазочным материалом. Смазочный материал исключает также разъедание металлической трубки в зоне направляющего инструмента.
Это является существенным признаком, с помощью которого могут быть достигнуты большие производственные длины.
Хотя способ пригоден почти для всех свариваемых металлов, решаются, в частности, возникающие при сваривании лент из нержавеющей стали проблемы.
Зона места сварки обдувается защитным газом, предпочтительно гелием. Наряду с эффектом охлаждения достигается еще то, что в зоне сварного шва не появляются цвета побежалости.
Диаметр сварной металлической трубки предпочтительным образом уменьшается после первого вытяжного устройства с зажимными кулачками и уменьшенная в диаметре трубка протягивается зажимными кулачками второго вытяжного устройства. Диаметр трубки за одну вытяжку может быть уменьшен примерно на 15 - 18%. Благодаря этому может быть повышена скорость линии по сравнению со скоростью сварки. Другое преимущество заключается в том, что размер конечного продукта можно выбирать в значительной степени независимо от размера сваренной трубки. Путем смены инструмента уменьшения диаметра трубки (вытяжной матрицы) и зажимных кулачков в пределах определенного диапазона можно изготавливать трубки с любым желаемым диаметром. Если между выходным концом направляющего инструмента и первым вытяжным устройством с зажимными кулачками также расположен инструмент для уменьшения диаметра трубки, можно уменьшать диаметр дважды на 15 - 18%, т.е. существенно повышается скорость линии.
Способ в соответствии с изобретением пригоден, в частности, для изготовления световодных кабелей. С этой целью перед местом сварки в еще открытую трубку с прорезью вводятся один или несколько световодов. У таких кабелей металлическая трубка заполняется преимущественно коллоидным желе, чтобы защитить чувствительные к влажности световоды.
Световоды особенно предпочтительным способом вводятся в металл с помощью тонкой трубочки, которая освобождает световод самое раннее после места сварки. Задачей трубочки является защита чувствительного световода от излучаемого сварным швом тепла. Эта защита удается особенно хорошо, если коллоидное желе вводится через прорезь в металлическую трубку, которая образуется из трубочки и окружающей трубочку второй трубочки из меди. Коллоидное желе попадает в металлическую трубку самое раннее после точки сварки. Целесообразным образом внутренняя первая трубочка также состоит из меди и длиннее наружной трубочки. Ее конец должен был бы располагаться между первым и вторым вытяжными устройствами с зажимными кулачками, в то время как конец наружной трубочки расположен в зоне первого вытяжного устройства с зажимными кулачками. Обе трубочки расположены вне металлической трубки. Коллоидное желе заполняется с регулированием давления в металлическую трубку в количестве, которое заполняет находящееся между световодом и внутренней стенкой металлической трубки полое пространство. С помощью текучего коллоидного желе отводится тепло, так что находящиеся внутри трубочки световоды защищены.
Поперечное сечение второй трубочки, по меньшей мере в зоне ниже точки сварки, деформировано таким образом, что направляющая световод трубочка направляется к противоположной сварному шву зоне. Благодаря этому достигается максимально возможное расстояние между сварным швом и световодом в зоне точки сварки.
Наружная трубочка из меди и с ней внутренняя трубочка может смещаться во время изготовления в пределах определенной зоны. Это может быть необходимо тогда, когда в месте трубочки из меди образовались отложения.
В случае с оптическими кабелями необходимо, чтобы световод находился в металлической трубке с определенной избыточной длиной, чтобы при удлинении металлической трубки оберегать чувствительный световод от механических нагрузок.
Такая избыточная длина может достигаться тогда, когда содержащая световод и коллоидное желе металлическая трубка наматывается по меньшей мере одним витком на вытяжной диск и затем при легком тянущем усилии наматывается на питающую бобину и когда металлическая трубка эластично удлиняется между образованным, или первым вытяжным устройством с зажимными кулачками, инструментом уменьшения диаметра трубки, или вторым вытяжным устройством с зажимными кулачками местом закрепления и вытяжным диском на величину от 2 до 8% и эластичное удлинение компенсируется на вытяжном диске.
Изобретение более подробно поясняется с помощью схематично представленных на фиг. 1 - 6 примеров выполнения.
На фиг. 1 показан вид в перспективе части изготовленной в соответствии с техническим решением изобретения трубки. Трубка 1 имеет продольный сварной шов 1a. Предпочтительной областью применения таких трубок 1 со сварным продольным швом является защитная оболочка оптического кабеля. В этом случае внутри трубки 1 находятся один или несколько световодов 2. Свободное пространство между световодами 2 и металлической трубкой может быть заполнено коллоидным желе, чтобы предотвратить продольное перемещение воды. Количество световодов 2 обычно находится в пределах от шести до двадцати, в исключительных случаях даже до сорока. Световоды 2 имеют большую длину, чем металлическая трубка 1, т.е. проходят в металлической трубке 1 волнообразно, спиралеобразно или синусообразно. Избыточная длина обычно составляет примерно 3%. Толщина стенки 5 металлической трубки составляет, например, 0,2 мм, тогда как ее наружный диаметр составляет 3,5 мм. Это типичные данные для оптического кабеля, который вместо проволоки располагается в многопроволочном проводе. В качестве материала для металлической трубки предпочтение отдается высококачественной стали.
На фиг. 2 показан вид сбоку устройства для реализации способа в соответствии с изобретением.
Лента 5 непрерывно сматывается с бобины 4 и подается в формовочное устройство 6, в котором лента 5 формуется в трубку с продольной прорезью. Частью этого формовочного устройства 6 является непоказанное более детально обрезное устройство, в котором лента обрезается точно по требуемой ширине. Формовочное устройство 6 состоит, кроме того, из нескольких не показанных более подробно комплектов профильных роликов. Продольная прорезь сформованной трубки закрывается с помощью лазерного сварочного устройства 7. Точное направление трубки с прорезью под сварочным устройством 7 обеспечивает первое вытяжное устройство 8 с зажимными кулачками, которое состоит из большого количества обхватывающих трубку пар зажимных кулачков, которые приводятся в действие с помощью бесконечной цепи. После первого вытяжного устройства 8 с зажимными кулачками расположено устройство 9 для уменьшения диаметра трубки, например вытяжная матрица, в которой уменьшается диаметр трубки. Второе вытяжное устройство 10 с зажимными кулачками расположено после устройства 9 для уменьшения диаметра трубки; это вытяжное устройство воздействует на вытянутую трубку и протягивает ее через вытяжную матрицу. Скорость вытяжки второго вытяжного устройства 10 с зажимными кулачками отрегулирована относительно скорости вытяжки первого вытяжного устройства 8 с зажимными кулачками в зависимости от провисания трубки между вытяжной матрицей и первым вытяжным устройством 8 с зажимными кулачками. Затем готовая трубка может наматываться на намоточное устройство 12.
Однако если трубка должна использоваться в качестве защитной оболочки для световодов, необходимо, чтобы после второго вытяжного устройства 10 с зажимными кулачками находился вытяжной диск 11, на поверхности которого в несколько витков располагается трубка. Вытяжной диск 11 приводится в действие со скоростью вытяжки, которая несколько больше скорости вытяжки второго вытяжного устройства 10 с зажимными кулачками. Намоточное устройство 12 наматывает трубку 13 с легким натяжением.
Позицией 14 обозначено размоточное устройство для большого количества световодов 2, которое оснащено большим количеством бобин 15, на которых намотаны световоды 2.
Световоды 2 сматываются с бобин 15 и вводятся в еще открытую трубку перед сварочным устройством. В качестве защиты чувствительных световодов 2 в трубку с прорезью выступает не показанная на чертеже неподвижная металлическая трубочка, через внутреннее пространство которой направляются световоды 2. Металлическая трубочка освобождает световоды 2 самое ранее после сварочного устройства 7. Металлическая трубочка окружена другой металлической трубочкой. Образованный обеими металлическими трубочками зазор заполняется под давлением коллоидным желе. Чтобы в металлической трубке 1 имелась избыточная длина световодов 2, металлическая трубка 1 постоянно эластично деформируется, т.е. удлиняется, между вторым вытяжным устройством 10, пары зажимных кулачков которого прочно обхватывают металлическую трубку 1 и которые прикладывают возникающие в результате уменьшения диаметра трубки деформирующие усилия, и вытяжным диском 11. Благодаря этому на вытяжной диск наматывается одинаковая длина металлической трубки 1 и световодов 2. На вытяжном диске 11 "снимается" состояние эластичного деформирования, металлическая трубка 1 укорачивается до нормального состояния, причем получается избыточная длина световодов 2 по сравнению с давшей усадку металлической трубкой 1.
Эластичное деформирование вызывает усилие F, которое отклоняет металлическую трубку 1 между вторым вытяжным устройством 10 с зажимными кулачками и вытяжным диском 11. Это достигается с помощью груза 16, который подвешен на металлической трубке 1, например, с помощью ролика 17. Усилие F, т.е. груз 16, определяет меру отклонения и тем самым меру удлинения.
При заранее заданной геометрии и выборе материала для металлической трубки 1 путем выбора груза 16 можно создавать точную избыточную длину световодов 2 в трубке 1.
На фиг. 3 - 5 показан вид сверху, а также два разреза направляющей металлической трубки в зоне сварочного устройства.
Направляющая 18 для металлической трубки 19 состоит из двух половин 18a и 18b, которые на прилегающей поверхности имеют соответственно паз 20 с радиусом искривления, который соответствует радиусу искривления металлической трубки 19. Таким образом, оба паза 20 образуют в основном круглую направляющую для металлической трубки 19.
Одна из двух половин 18a или 18b установлена неподвижно, тогда как другая половина может придвигаться или подпружинена, так что воздействующее на металлическую трубку 19 прижимное усилие может изменяться. Направляющая 18 состоит из стального сплава, который по сравнению с используемым предпочтительно материалом нержавеющей сталью обладает значительными антифрикционными свойствами. В направляющей 18 предусмотрено углубление 21, в зоне которого лазерный луч направлен на продольный шов 19a металлической трубки 19 и заваривает его. К углублению 21 примыкает зазор 22 между половинами 18a и 18b, который оставляет свободным сварной шов 19b и таким образом обеспечивает отвод тепла.
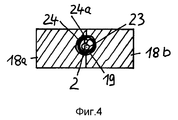
На фиг. 4 показан разрез по линии A - B, т.е. входной зоны направляющей 18. Внутри металлической трубки 19 можно видеть трубочку 23 для световодов 2, а также трубочку 24 для коллоидного желе. Трубочка 24 оснащена углублением 24a, с помощью которого трубочка 23 удерживается на расстоянии от продольного шва 19a или сварного шва 19b. Как трубочка 23, так и трубочка 24 являются тонкостенными медными трубочками, которые защищают коллоидное желе и световоды от чрезмерного нагрева в зоне сварки. Для трубочек 23 и 24 предусмотрена возможность продольного смещения в металлической трубке 19.
На фиг. 5 показан разрез направляющей вдоль линии C - D, т.е. в выходной зоне направляющей. Здесь четко можно видеть зазор 22.
На фиг. 6 показан разрез пары зажимных кулачков 8a вытяжного устройства 8, которые прочно зажимают металлическую трубку 19.
Claims (15)
1. Способ изготовления металлической трубки со сварным продольным швом с наружным диаметром от 1 до 6 мм, при котором металлическую ленту сматывают с питающей бобины и с помощью формовочного инструмента формуют в трубку с продольной прорезью и продольную прорезь трубки заваривают с помощью лазерного сварочного устройства, отличающийся тем, что свариваемую трубку непосредственно перед местом сварки пропускают через воздействующий на поверхность трубки первый инструмент, с помощью которого кромки ленты удерживаются в контакте друг с другом, сваренную трубку непосредственно после места сварки пропускают через воздействующий на поверхность трубки второй инструмент, который без усилий удерживает и освобождает сварной шов, и непосредственно после второго инструмента на трубку воздействуют зажимными кулачками вытяжного устройства, которые направляют трубку, надежно удерживая ее от проворота.
2. Способ по п.1, отличающийся тем, что из первого и второго инструментов образуют единый инструмент, через который направляют трубку, и луч лазерного сварочного устройства направляют с помощью углубления в инструменте в зону места сварки, причем лазерное сварочное устройство устанавливают неподвижно относительно завариваемой продольной прорези.
3. Способ по п.1 или 2, отличающийся тем, что перед формованием металлической ленты в трубку ее кромки обрезают.
4. Способ по любому из пп.1 - 3, отличающийся тем, что металлическую ленту смачивают жидким смазочным материалом.
5. Способ по любому из пп.1 - 4, отличающийся тем, что в качестве металлической ленты используют ленту из нержавеющей стали.
6. Способ по любому из пп.1 - 5, отличающийся тем, что зону места сварки обдувают защитным газом, предпочтительно гелием.
7. Способ по любому из пп.1 - 6, отличающийся тем, что после вытяжного устройства с зажимными кулачками диаметр сваренной трубки уменьшают и уменьшенную в диаметре трубку вытягивают зажимными кулачками второго вытяжного устройства.
8. Способ по любому из пп.1 - 7, отличающийся тем, что перед местом сварки в еще открытую трубку с прорезью вводят по меньшей мере один световод.
9. Способ по п.8, отличающийся тем, что металлическую трубку заполняют коллоидным желе.
10. Способ по п.8 или 9, отличающийся тем, что световод вводят в металлическую трубку с помощью тонкой трубочки, которая освобождает световод самое ранее после места сварки.
11. Способ по пп.9 и 10, отличающийся тем, что заполнение коллоидным желе металлической трубки осуществляют через зазор, который образуется из трубочки и окружающей ее второй трубочки, и что коллоидное желе подают в металлическую трубку самое ранее после места сварки.
12. Способ по любому из пп.9 - 11, отличающийся тем, что металлическую трубку заполняют коллоидным желе с регулированием давления в количестве, которым заполняют полое пространство, находящееся между световодом и внутренней стенкой металлической трубки.
13. Способ по п.11 или 12, отличающийся тем, что вторую трубочку изготавливают из меди с деформированным поперечным сечением по меньшей мере в зоне под местом сварки для направления направляющей световод первой трубочки к противоположной продольному шву зоне.
14. Способ по п.13, отличающийся тем, что медную трубочку устанавливают с возможностью смещения в продольном направлении в металлической трубке.
15. Способ по любому из пп.9 - 14, отличающийся тем, что содержащую световод и коллоидное желе металлическую трубку по меньшей мере одним витком наматывают на вытяжной диск и затем при легком натяжении наматывают на питающую бобину, и металлическую трубку между первым вытяжным устройством с зажимными кулачками и инструментом для уменьшения диаметра трубки или вторым вытяжным устройством с зажимными кулачками и вытяжным диском определенно эластично удлиняют на величину от 2 до 8%, и эластичное удлинение ликвидируют вытяжным диском с образованием определенного превышения длины световодов по сравнению с металлической трубкой.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4434134A DE4434134A1 (de) | 1994-09-24 | 1994-09-24 | Verfahren zur Herstellung eines längsnahtgeschweißten Metallrohres |
| DEP4434134.2 | 1994-09-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU95116447A RU95116447A (ru) | 1997-08-20 |
| RU2139159C1 true RU2139159C1 (ru) | 1999-10-10 |
Family
ID=6529082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU95116447A RU2139159C1 (ru) | 1994-09-24 | 1995-09-22 | Способ изготовления металлической трубки со сварным продольным швом |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US5613631A (ru) |
| EP (1) | EP0703017B1 (ru) |
| JP (1) | JP3828599B2 (ru) |
| KR (1) | KR960010109A (ru) |
| CN (1) | CN1068533C (ru) |
| AT (1) | ATE191868T1 (ru) |
| AU (1) | AU686443B2 (ru) |
| CA (1) | CA2158911A1 (ru) |
| DE (2) | DE4434134A1 (ru) |
| DK (1) | DK0703017T3 (ru) |
| ES (1) | ES2145192T3 (ru) |
| FI (1) | FI110997B (ru) |
| GR (1) | GR3033892T3 (ru) |
| NO (1) | NO953752L (ru) |
| RU (1) | RU2139159C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2608249C2 (ru) * | 2011-07-22 | 2017-01-17 | Форд Глобал Технолоджис, ЛЛК | Способ приваривания приварного элемента к сопрягаемой детали |
| RU2696991C2 (ru) * | 2015-04-09 | 2019-08-08 | Сименс Энерджи, Инк. | Присадочный материал с оптической проводимостью для лазерной обработки |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4434133A1 (de) * | 1994-09-24 | 1996-03-28 | Kabelmetal Electro Gmbh | Verfahren zur Herstellung eines optischen Kabels aus einem Metallrohr |
| FR2725530B1 (fr) * | 1994-10-07 | 1996-11-22 | Alcatel Submarcom | Ensemble de protection contre l'echauffement interne d'un tube metallique contenant au moins une fibre optique et procede de mise en oeuvre |
| DE19736042A1 (de) * | 1997-08-20 | 1999-02-25 | Alsthom Cge Alcatel | Vorrichtung zum Längsnahtschweißen von Metallrohren |
| DE19816998A1 (de) * | 1998-04-17 | 1999-10-21 | Alcatel Sa | Verfahren zur Herstellung eines optischen Kabels |
| DE19825423A1 (de) * | 1998-06-06 | 1999-12-09 | Alcatel Sa | Vorrichtung zur Herstellung eines optischen Kabels |
| DE10049283A1 (de) * | 2000-10-05 | 2002-04-11 | Hueck Folien Gmbh & Co Kg | Verfahren und Vorrichtung zur Herstellung einer zylindrischen Prägeform |
| DE10106195A1 (de) * | 2001-02-10 | 2002-08-14 | Nexans France S A | Verfahren zur Herstellung längsnahtgeschweißter Rohre |
| US6688513B2 (en) | 2000-10-20 | 2004-02-10 | Nexans | Process for producing longitudinally welded tubes |
| DE10329424B4 (de) * | 2003-07-01 | 2005-04-28 | Thyssenkrupp Stahl Ag | Verfahren zum Herstellen eines längsgeschlitzten Hohlprofils mit mehreren, im Querschnitt verschiedenen Längsabschnitten aus einer ebenen Blechplatine |
| NO20041392D0 (no) * | 2004-04-02 | 2004-04-02 | Nexans | Optisk kabelenhet og fremgangsmate for fremstilling derav |
| EP1595610B1 (de) * | 2004-05-07 | 2012-02-29 | Nexans | Verfahren zur kontinuierlichen Herstellung von längsnahtgeschweissten metallischen Röhrchen |
| US9000320B2 (en) * | 2005-12-16 | 2015-04-07 | Jfe Steel Corporation | Method of manufacturing electric resistance welding pipe having excellent characterization of welded seam |
| DE102007001766A1 (de) | 2007-01-05 | 2008-07-10 | Westfalia Metallschlauchtechnik Gmbh & Co. Kg | Verfahren und Vorrichtung zum kontinuierlichen, lasergeschützten Schweißen dünnwandiger, flexibler, rotationssymmetrischer Bauteile |
| US9194512B2 (en) | 2007-04-30 | 2015-11-24 | Mark Andreychuk | Coiled tubing with heat resistant conduit |
| CA2630084A1 (en) * | 2007-04-30 | 2008-10-30 | Mark Andreychuk | Coiled tubing with retainer for conduit |
| WO2009033314A1 (fr) * | 2007-09-11 | 2009-03-19 | Fushi International (Dalian) Bimetallic Cable Co., Ltd | Dispositif stable pour réalisation de cordons de soudure |
| CN102303202A (zh) * | 2011-08-08 | 2012-01-04 | 江苏金长江环保汽摩消声器有限公司 | 消声器管的加工方法 |
| EP2644311A1 (de) | 2012-03-27 | 2013-10-02 | Nexans | Verfahren zum Schweißen mittels eines Lasers |
| EP3213830A1 (de) | 2016-03-02 | 2017-09-06 | Nexans | Verfahren zur herstellung eines rohres aus metall |
| CN106569307A (zh) * | 2016-11-03 | 2017-04-19 | 江苏中天科技股份有限公司 | 一种光缆纵包钢带或铝带自动焊接装置用斜向移动装置 |
| CN109909301A (zh) * | 2019-03-08 | 2019-06-21 | 贺云坤 | 齿痕轧制机及使用齿痕轧制机制作内螺纹金属管的方法 |
| EP3797891B1 (de) * | 2019-09-30 | 2023-08-02 | Nexans | Verfahren zur kontinuierlichen herstellung abschnittsweise gewellter, dünnwandiger hohlprofile kleiner durchmesser aus ne-metallen |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2093378A5 (ru) * | 1970-06-12 | 1972-01-28 | Tubest Sa | |
| FR2125246A1 (ru) * | 1971-02-11 | 1972-09-29 | Macchi Alberto | |
| JPS58192627A (ja) * | 1982-05-07 | 1983-11-10 | Ishikawajima Harima Heavy Ind Co Ltd | 電縫管製造における板の剪断成形法及びその装置 |
| EP0115441A3 (en) * | 1983-01-28 | 1984-12-05 | Olin Corporation | Process and apparatus for fabricating tubular structures |
| JPS6044126A (ja) * | 1983-08-20 | 1985-03-09 | Sumitomo Light Metal Ind Ltd | 溶接管の製造方法 |
| US4759487A (en) * | 1987-03-09 | 1988-07-26 | K-Tube Corporation | Apparatus for continuous manufacture of armored optical fiber cable |
| DE8713471U1 (de) * | 1987-10-07 | 1987-12-03 | Rofin-Sinar Laser GmbH, 2000 Hamburg | Laserschweißgerät zum Schweißen von Hohlprofilen und Flachprofilen |
| DE3808728A1 (de) * | 1987-12-24 | 1989-07-06 | Franz Anton Schroeder | Verfahren zur herstellung eines laengsnahtrohres |
| DE3842865A1 (de) * | 1987-12-24 | 1989-07-06 | Franz Anton Schroeder | Verfahren zur herstellung eines laengsnahtrohres |
| US4995549A (en) * | 1988-12-01 | 1991-02-26 | Hellman Sr Robert R | Method and apparatus for forming and welding thin-wall tubing |
| CH678501A5 (ru) * | 1989-05-16 | 1991-09-30 | Elpatronic Ag | |
| FR2650081B1 (fr) * | 1989-07-24 | 1991-10-04 | Foptica | Procede et appareil de fabrication de modules optiques |
| DE4031825A1 (de) * | 1989-10-13 | 1991-05-08 | Cefin Spa | Perfektioniertes verfahren zum kontinuierlichen schweissen von zylindrischen dosenkoerpern und eine entsprechende maschine zur durchfuehrung |
| CA2046319A1 (en) * | 1989-12-05 | 1991-06-06 | Yoshie Yasunori | Apparatus for manufacturing metal tube covered optical fiber cable and method therefor |
| DE4003311A1 (de) * | 1990-02-05 | 1991-08-08 | Kabelmetal Electro Gmbh | Verfahren zur herstellung eines grundelementes fuer nachrichtenuebertragungskabel mit lichtwellenleitern |
| DE4006167C1 (en) * | 1990-02-23 | 1991-05-23 | Mannesmann Ag, 4000 Duesseldorf, De | Steel pipes mfr. - by forming strip into slit tube and welding tube with sides of slit pressed together |
| CH682730A5 (de) * | 1990-08-07 | 1993-11-15 | Elpatronic Ag | Schiene zum Führen miteinander zu verschweissender Blechränder. |
| DE4118004A1 (de) * | 1991-06-01 | 1992-12-03 | Kabelmetal Electro Gmbh | Verfahren zur herstellung von mit einer schicht aus aluminium plattiertem strangfoermigem gut |
| JPH0644126A (ja) * | 1992-03-25 | 1994-02-18 | Nec Corp | ファイル転送装置 |
| DE4307156A1 (de) * | 1993-02-12 | 1994-08-18 | Kabelmetal Electro Gmbh | Einrichtung zum Herstellen dünnwandiger Metallrohre |
| US5318215A (en) * | 1993-02-23 | 1994-06-07 | Hitachi Cable Ltd. | Method of forming cladded cable having fiber with excess length enclosed therein |
| JPH06280070A (ja) * | 1993-03-30 | 1994-10-04 | Showa Electric Wire & Cable Co Ltd | メタルコルゲートシースケーブルの製造方法 |
-
1994
- 1994-09-24 DE DE4434134A patent/DE4434134A1/de not_active Withdrawn
-
1995
- 1995-08-30 US US08/521,514 patent/US5613631A/en not_active Expired - Lifetime
- 1995-09-12 DK DK95114295T patent/DK0703017T3/da active
- 1995-09-12 AT AT95114295T patent/ATE191868T1/de active
- 1995-09-12 DE DE59508191T patent/DE59508191D1/de not_active Expired - Lifetime
- 1995-09-12 EP EP95114295A patent/EP0703017B1/de not_active Expired - Lifetime
- 1995-09-12 ES ES95114295T patent/ES2145192T3/es not_active Expired - Lifetime
- 1995-09-21 KR KR1019950031125A patent/KR960010109A/ko not_active Application Discontinuation
- 1995-09-22 RU RU95116447A patent/RU2139159C1/ru active
- 1995-09-22 CA CA002158911A patent/CA2158911A1/en not_active Abandoned
- 1995-09-22 FI FI954503A patent/FI110997B/fi not_active IP Right Cessation
- 1995-09-22 JP JP24481595A patent/JP3828599B2/ja not_active Expired - Fee Related
- 1995-09-22 CN CN95117208A patent/CN1068533C/zh not_active Expired - Fee Related
- 1995-09-22 AU AU32819/95A patent/AU686443B2/en not_active Ceased
- 1995-09-22 NO NO953752A patent/NO953752L/no unknown
-
2000
- 2000-07-05 GR GR20000401577T patent/GR3033892T3/el not_active IP Right Cessation
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2608249C2 (ru) * | 2011-07-22 | 2017-01-17 | Форд Глобал Технолоджис, ЛЛК | Способ приваривания приварного элемента к сопрягаемой детали |
| RU2696991C2 (ru) * | 2015-04-09 | 2019-08-08 | Сименс Энерджи, Инк. | Присадочный материал с оптической проводимостью для лазерной обработки |
| US11344975B2 (en) | 2015-04-09 | 2022-05-31 | Siemens Energy, Inc. | Optically conductive filler for laser processing |
Also Published As
| Publication number | Publication date |
|---|---|
| FI954503A0 (fi) | 1995-09-22 |
| EP0703017A3 (de) | 1996-11-13 |
| JPH08192222A (ja) | 1996-07-30 |
| ES2145192T3 (es) | 2000-07-01 |
| FI110997B (fi) | 2003-05-15 |
| ATE191868T1 (de) | 2000-05-15 |
| CA2158911A1 (en) | 1996-03-25 |
| GR3033892T3 (en) | 2000-11-30 |
| NO953752D0 (no) | 1995-09-22 |
| DE59508191D1 (de) | 2000-05-25 |
| US5613631A (en) | 1997-03-25 |
| EP0703017B1 (de) | 2000-04-19 |
| FI954503A (fi) | 1996-03-25 |
| EP0703017A2 (de) | 1996-03-27 |
| DK0703017T3 (da) | 2000-07-10 |
| DE4434134A1 (de) | 1996-03-28 |
| AU686443B2 (en) | 1998-02-05 |
| KR960010109A (ko) | 1996-04-20 |
| JP3828599B2 (ja) | 2006-10-04 |
| CN1128685A (zh) | 1996-08-14 |
| CN1068533C (zh) | 2001-07-18 |
| NO953752L (no) | 1996-03-25 |
| AU3281995A (en) | 1996-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2139159C1 (ru) | Способ изготовления металлической трубки со сварным продольным швом | |
| US4852790A (en) | Apparatus and method for continuous manufacture of armored optical fiber cable | |
| US5231260A (en) | Apparatus for manufacturing metal tube covered optical fiber cable and method therefor | |
| RU95116447A (ru) | Способ изготовления металлической трубки со сварным продольным швом | |
| US5975404A (en) | Apparatus for manufacturing an optical cable from a metal tube | |
| SU1715200A3 (ru) | Способ изготовлени светопровод щего кабел и устройство дл его осуществлени | |
| JP2970456B2 (ja) | 金属管被覆光ファイバケーブルの製造方法及び製造装置 | |
| JP3233542B2 (ja) | 金属管被覆光ファイバケーブルの製造方法及び製造装置 | |
| US20210154768A1 (en) | Method for the continuous production of optical fibre waveguides mounted in a thin-walled, radially closed metal tube | |
| RU2181497C2 (ru) | Устройство для изготовления оптического кабеля | |
| EP1582898B1 (en) | Method of laser welding an optical cable unit with steel tube with inner copper coating | |
| AU723972B2 (en) | Method and device for making a long-length metal tube | |
| JP2950180B2 (ja) | 金属管被覆光ファイバケーブルの製造方法及び製造装置 |