RU2007373C1 - Способ изготовления автомобильного ветрового стекла триплекс - Google Patents
Способ изготовления автомобильного ветрового стекла триплекс Download PDFInfo
- Publication number
- RU2007373C1 RU2007373C1 SU4875851A RU2007373C1 RU 2007373 C1 RU2007373 C1 RU 2007373C1 SU 4875851 A SU4875851 A SU 4875851A RU 2007373 C1 RU2007373 C1 RU 2007373C1
- Authority
- RU
- Russia
- Prior art keywords
- glass
- tube
- package
- glasses
- mixture
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 10
- 239000011521 glass Substances 0.000 claims abstract description 28
- 238000007789 sealing Methods 0.000 claims abstract description 18
- 239000000203 mixture Substances 0.000 claims abstract description 11
- 230000006835 compression Effects 0.000 claims abstract description 4
- 238000007906 compression Methods 0.000 claims abstract description 4
- 239000000178 monomer Substances 0.000 claims abstract description 3
- 238000000016 photochemical curing Methods 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 5
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 claims description 2
- 238000005816 glass manufacturing process Methods 0.000 abstract 1
- 230000005855 radiation Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000005368 silicate glass Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000001723 curing Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
Images

Landscapes
- Joining Of Glass To Other Materials (AREA)
Abstract
Сущность изобретения: вымытое и обработанное адгезионным подслоем стекло укладывают на ложемент для сборки стекла, затем устанавливают с зазором внешнее стекло и по периметру вводят эластичную герметизирующую прокладку, например трубку. При этом в месте введения трубки стекла сжимают до толщины меньшей, чем заданная, а в точке сжатия стекла защемляют калибром. Постепенно вводя трубку и устанавливая прозрачные калибры, герметизируют стеклопакет. Оставляют открытой зону подачи смеси. Затем изделие поворачивают. Заполняют олигомер-мономерной смесью. Герметизируют зону подачи смеси. Переводят заполненный стеклопакет в горизонтальное положение и одновременно с помощью иглы удаляют воздушный пузырь. Далее деталь устанавливают на профилированную форму, которая поступает на конвейер фотоотверждения. По выходе из зоны облучения калибры снимают, изделие моют, контролируют, упаковывают. 2 з. п. ф-лы, 3 ил. , 1 табл.
Description
Изобретение относится к технике изготовления изделий остекления, склеенных с применением жидких композиций, полимеризующихся в процессе отверждения.
Наиболее близким к предлагаемому изобретению является способ изготовления многослойного стекла, согласно которому сборку стеклопакета осуществляют с использованием уплотнительной прокладки определенной толщины. В зазор между стеклами вводят определенное количество неотвержденной композиции и сжимают центральную часть стекол с таким расчетом, чтобы зазор в центральной части был бы меньше толщины прокладки.
Недостатком способа является значительная трудоемкость сборки, необходимость контроля толщины изделия в каждой точке, значительная разнотолщинность и невозможность получения изделий сложной конфигурации из тонких стекол.
Техническим результатом изобретения является получение автомобильного ветрового стекла - триплекc заданной толщины и геометрических размеров, а также снижение трудоемкости изготовления изделий.
Поставленная цель достигается тем, что в способе изготовления триплекса с применением жидких олигомер-мономерных фотоотверждаемых композиций путем сборки стеклопакета с помощью эластичной герметизирующей прокладки, сжатия, заполнения зазора жидкой смесью и последующего фотоотверждениz, сборку стеклопакета ведут при одновременном введении между стекол эластичной герметизирующей прокладки и ее сжатия по периметру изделия прозрачными калибрами, устанавливая их с шагом 50 - 200 мм, а фотоотверждение проводят на профилированной форме.
Прозрачные калибры могут быть выполнены из силикатного или органического стекла и соединены между собой упругим элементом.
Эластичная герметизирующая прокладка выполнена в виде П-образного, либо Т-образного профиля с эластичным наконечником в виде трубки, гофра или ласточкина хвоста.
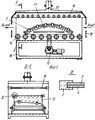
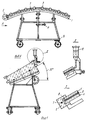
На фиг. 1 изображен ложемент для сборки и заливки стеклопакета; на фиг. 2 - конвейер фотоотверждения со стеклопакетом; на фиг. 3 - герметизирующие профили и калибрующие устройства.
Ложемент для сборки и заливки стеклопакета состоит из следующих узлов: 1 - профиль для установки стекла; 2, 3 - калибр из органического стекла; 4, 5 - нижнее и верхнее стекла пакета; 6 - олигомер-мономерная композиция (ОМК) внутри стеклопакета; 7 - упругий соединительный элемент (например, леска); 8 - эластичная герметизирующая прокладка (эластичная трубка); 9 - тележка с колесами; 10 - заливочная воронка; 11 - узел поворота и фиксации профиля для установки стекла; 12 - шарнирный узел.
Конвейер фотоотверждения со стеклопакетом заполнен ОМК 13 и установлен на профилированной форме 1. Конвейер фотоотверждения состоит из роликового транспортеpа 14, привода 15, ламп ЛУФ-80 16, светоотражающего экрана 17, станины 18, защитных экранов 19 и вытяжного короба 20.
В качестве герметизирующих профилей используют: 8 - трубку; 21 - Т-образный профиль с гофрированным уплотняющим наконечником; 22 - Т-образный профиль с трубкой в качестве уплотняющего элемента, 23 - Т-образный профиль с уплотняющим элементом в виде ласточкина хвоста, 24 - П-образный профиль с калибрующим сечением и гофрированным уплотняющим элементом; 25 - Т-образный профиль с калибрующим сечением и гофрированным уплотняющим элементом; 26 - Т-образный профиль с калибрующим сечением и уплотняющим элементом в виде трубки; 27 - Т-образный профиль с калибрующим сечением и уплотняющим элементом в виде ласточкина хвоста.
Показаны калибрующие устройства трех типов: 28, 29 - из силикатных стекол 28 и металлической пластины 29, которые склеены клеем; 30 - из органического стекла; 31, 32, 33 - из металлической пластины 31 и накладки 32 из органического стекла, которая крепится механически винтом 33.
П р и м е р. Вымытое и обработанное адгезионным подслоем стекло укладывают на ложемент для сборки стекла (фиг. 1), затем устанавливают с зазором внешнее стекло и по периметру вводят эластичную герметизирующую прокладку, например, трубку, при этом в месте введения трубки стекла сжимают до толщины меньшей, чем заданная, а в точке сжатия стекла защемляют калибром. Таким образом, постепенно вводя трубку и устанавливая прозрачные калибры, герметизируют стеклопакет, оставляя открытой зону подачи смеси.
Затем изделие поворачивают, как показано на фиг. 1 (вид А), устанавливают воронку 10 и выливают в нее определенную порцию ОМК. После того, как воронка опорожнилась, ее снимают, герметизируют зону подачи смеси и переводят заполненный стеклопакет в горизонтальное положение и одновременно с помощью иглы удаляют воздушный пузырь.
Затем контролируют внешний вид детали на отсутствие пузырей, если где-либо наблюдается пузырь, его удаляют иглой.
После этого деталь снимают с ложемента сборки-заливки и устанавливают на профилированную форму (фиг. 2 (III)), которая поступает на конвейер фотоотверждения. В процессе перемещения на конвейере внутри тоннеля изделие отверждается, а затем выходит из зоны облучения. При этом калибры снимают, готовое изделие моют, контролируют и упаковывают.
В таблице представлена зависимость зазора калибра и толщины готового ветрового стекла - триплекс от толщин используемых силикатных стекол при постоянной (1,5 мм) заданной толщине промежуточного слоя.
Толщина промежуточного слоя определяется свойствами полимерного материала, исходя из необходимого условия - удовлетворять всему комплексу требований к ветровому стеклу.
В зависимости от свойств материала толщина промежуточного слоя может варьироваться от 0,8 до 1,5 мм. Разнотолщинность детали, получаемая при данном способе, составляет ± 0,1 мм.
Предложенный способ позволяет получать ветровые стекла-триплекс для автомобилей с заданной толщиной, герметическими и оптическими характеристиками с использованием жидких олигомер-мономерных фотоотверждаемых составов. (56) Патент Японии N 54-27364, НКИ 21 B 5, 1979.
Claims (3)
1. СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОГО ВЕТРОВОГО СТЕКЛА ТРИПЛЕКС с применением жидких олигомер-мономерных фотоотверждаемых компонентов путем сборки стеклопакета с помощью эластичной герметизирующей прокладки, сжатия, заполнения зазора жидкой смесью и последующего фотоотверждения, отличающийся тем, что сборку стеклопакета ведут при одновременном введении между стекол эластичной герметизирующей прокладки и ее сжатии по периметру изделия прозрачными калибрами, устанавливая их с шагом 50 - 200 мм, а фотоотверждение проводят на профилированной форме.
2. Способ по п. 1, отличающийся тем, что прозрачные калибры выполнены из силикатного или органического стекла и соединены между собой упругим элементом.
3. Способ по п. 1, отличающийся тем, что эластичная герметизирующая прокладка выполнена в виде П-образного либо Т-образного профиля с эластичным наконечником в виде трубки, гофра или ласточкина хвоста.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4875851 RU2007373C1 (ru) | 1990-09-13 | 1990-09-13 | Способ изготовления автомобильного ветрового стекла триплекс |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4875851 RU2007373C1 (ru) | 1990-09-13 | 1990-09-13 | Способ изготовления автомобильного ветрового стекла триплекс |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2007373C1 true RU2007373C1 (ru) | 1994-02-15 |
Family
ID=21541470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU4875851 RU2007373C1 (ru) | 1990-09-13 | 1990-09-13 | Способ изготовления автомобильного ветрового стекла триплекс |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2007373C1 (ru) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2132825C1 (ru) * | 1997-09-11 | 1999-07-10 | Товарищество с ограниченной ответственностью "Нелжа" | Способ изготовления многослойного стекла |
| RU2162064C2 (ru) * | 1998-12-23 | 2001-01-20 | Открытое акционерное общество "Саратовский институт стекла" | Способ производства многослойного стекла сложных конфигураций |
| RU2311434C2 (ru) * | 2002-06-12 | 2007-11-27 | Дау Глобал Текнолоджиз Инк. | Способ нанесения адгезивного грунтовочного покрытия на окно |
| RU2700387C2 (ru) * | 2014-09-30 | 2019-09-16 | Секисуй Кемикал Ко., Лтд. | Промежуточная пленка для многослойного стекла, рулонное изделие, многослойное стекло, способ изготовления промежуточной пленки для многослойного стекла и способ изготовления рулонного изделия |
| RU2747406C1 (ru) * | 2018-01-11 | 2021-05-04 | Сэн-Гобэн Гласс Франс | Транспортное стекло, транспортное средство и способ изготовления |
-
1990
- 1990-09-13 RU SU4875851 patent/RU2007373C1/ru active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2132825C1 (ru) * | 1997-09-11 | 1999-07-10 | Товарищество с ограниченной ответственностью "Нелжа" | Способ изготовления многослойного стекла |
| RU2162064C2 (ru) * | 1998-12-23 | 2001-01-20 | Открытое акционерное общество "Саратовский институт стекла" | Способ производства многослойного стекла сложных конфигураций |
| RU2311434C2 (ru) * | 2002-06-12 | 2007-11-27 | Дау Глобал Текнолоджиз Инк. | Способ нанесения адгезивного грунтовочного покрытия на окно |
| RU2700387C2 (ru) * | 2014-09-30 | 2019-09-16 | Секисуй Кемикал Ко., Лтд. | Промежуточная пленка для многослойного стекла, рулонное изделие, многослойное стекло, способ изготовления промежуточной пленки для многослойного стекла и способ изготовления рулонного изделия |
| RU2747406C1 (ru) * | 2018-01-11 | 2021-05-04 | Сэн-Гобэн Гласс Франс | Транспортное стекло, транспортное средство и способ изготовления |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4807419A (en) | Multiple pane unit having a flexible spacing and sealing assembly | |
| US4951927A (en) | Method of making an encapsulated multiple glazed unit | |
| CN1193158C (zh) | 隔热窗玻璃和它的制造方法 | |
| US5120584A (en) | Insulating glass pane for motor vehicles | |
| US5033249A (en) | Insulating glazing | |
| US4756938A (en) | Lamination of leaded glazing panels | |
| CN1100174A (zh) | 具有多层玻璃板与低热导率边缘组件的窗及制造方法 | |
| SE508620C2 (sv) | Förglasningsenhet och sätt för dess tillverkning | |
| RU2007373C1 (ru) | Способ изготовления автомобильного ветрового стекла триплекс | |
| EP0056762A3 (en) | Manufacture of multiple glazing with gas filling | |
| CN88100783A (zh) | 耐火安全玻璃 | |
| CA1068097A (en) | Multiple pane insulating panel having a thick seal and a method for use in making same | |
| WO1986005541A1 (en) | Encapsulated multiple glazed unit | |
| GB1600867A (en) | Safety glass | |
| US20040261933A1 (en) | Method for the adhesion of windowpanes | |
| US3468738A (en) | Method of bonding metal objects to glass panels | |
| EP0192363A1 (en) | Multiple glazing | |
| CN111217541B (zh) | 一种一体化灌注型复合防火玻璃及其制备方法 | |
| YU43165B (en) | Process for obtaining differently hardended areas of glass panes, especially of wind screens of motor vehicles | |
| AU2019226028A1 (en) | Glass heating mechanisms and methods of making insulating glass units using the same | |
| EP0259529B1 (en) | Lamination of glazing panels | |
| RU2031873C1 (ru) | Способ изготовления стекла триплекс | |
| SU743963A1 (ru) | Устройство дл склейки многослойных изделий остеклени | |
| GB2144475A (en) | Hollow glazing panels | |
| US20250250848A1 (en) | Aerogel mounting and encapsulation technology, manufacturing methods, insulating glass units and related subassemblies |