KR860000716B1 - 슬라이드 파스너 마무리 가공에서의 그립퍼(gripper)장치 - Google Patents
슬라이드 파스너 마무리 가공에서의 그립퍼(gripper)장치 Download PDFInfo
- Publication number
- KR860000716B1 KR860000716B1 KR1019840007345A KR840007345A KR860000716B1 KR 860000716 B1 KR860000716 B1 KR 860000716B1 KR 1019840007345 A KR1019840007345 A KR 1019840007345A KR 840007345 A KR840007345 A KR 840007345A KR 860000716 B1 KR860000716 B1 KR 860000716B1
- Authority
- KR
- South Korea
- Prior art keywords
- gripper
- fastener
- belt
- finished
- wheels
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/24—Details
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
Landscapes
- Slide Fasteners (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
내용 없음.
Description
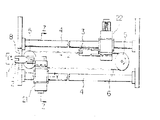
제1도는 통상의 파스너 가공장치를 간략하게 나타내는 사시도.
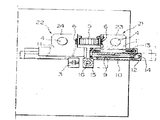
제2도는 본 발명의 전체 장치를 나타내는 평면도.
제3도는 본 발명에 따른 그립퍼 운동기구를 나타내는, 제2도의 Z-Z선에 따른 단면도.
제4도는 본 발명에 따른 그립퍼 부분을 나타내는 제2도의 Y-Y선에 따른 단면도.
* 도면의 주요부분에 대한 부호의 설명
2, 3 : 그립퍼 4 : 안내봉
5 : 기어 6 : 타이밍벨트
8 : 완성파스너배출구 10 : 램실린더
15 : 그립퍼실린더 21, 22 : 그립퍼장비부재
본 발명은, 슬라이드 파스너 가공장치의 일부분이고 파스너들을 잡아 빼내는데 사용되는 그립퍼 장치에 관한 것이다.
제1도는 파스너 체인과 그립퍼사이의 관계를 나타내도록 공지 형태의 슬라이드 파스너 가공장치를 간략하게 나타낸다(일본국 특허공보 제12543/1969호 참조). 그립퍼 장치는 슬라이드 파스너의 연속적인 가공의 최종단계에서 완성된 파스너를 빼내는데 사용된다. 제1도는 후단부 급속부착구(C), 슬라이더(D) 및 전방단부 금속 부착구(E)가 부착된 후, 완성된 파스너 체인이 그립퍼(A)에 의해 당겨지는 것을 나타낸다. 다음 파스너 체인이 상하부 커터(B, B)에 의해 절단된다. 그립퍼(A)는 완성된 파스너를 장치의 외부까지 계속 안내하도록 제1도에서 볼때 우측으로 이동하고 소정위치에서 개방되어 그 파스너를 떨어뜨린다. 그리하여 파스너들이 그 밑에 집적된다. 다음, 그립퍼(A)가 제1도에서 볼 때 좌측의 원래 위치로 복귀하여 다음번 파스너 체인을 잡는다. 전술한 바와 같이 종래에는 단일의 그립퍼가 왕복 이동하면서 완성된 파스너를 빼내었다. 그러나, 이 방법은 완성된 파스너를 빼내는데 불충분하였고, 연속적인 가공 공정을 신속하게 하는 것을 방해하였다.
따라서, 본 발명의 목적은 매우 요율적으로 슬라이드 파스너를 빼내도록 슬라이드 파스너의 가공공정에 사용되는 그립퍼 장치를 제공하는데 있다.
본 발명의 다른 목적은 슬라이드 파스너의 연속적인 가공 공정의 진행속도를 증대시키는 그립퍼 장치를 제공하는데 있다.
상기 및 기타 다른 목적들은 슬라이드 파스너 가공장치의 일부이고 파스너 흐름 방향을 따라 왕복이동하는 그립퍼들에 의해 완성 파스너를 잡아 빼내는데 사용되는 그립퍼 장치에서, 미리 정해진 간격으로 긴파스너 흐름선을 따라 배치된 2개의 회전 휘일들위에 피구동 벨트형 부재를 무단형태로 설치하고 완성된 파스너 배출구의 중심과 일치할 수 있도록 이동가능하게 설치된 그립퍼를 각각 포함하는 2개의 그립퍼장비 부재를 동일 간격으로 상기 벨트형 부재위에 설치하고, 상기 회전휘일들을 정 및역방향으로 회전시킴에 의해 상기 각 그립퍼 장비부재를 완성 파스너 배출구로 이동시킨 다음, 각 그립퍼에 의해 완성 파스너를 잡아 빼내는 것에 의하여 달성된다.
본 발명이 전술한 바와 같이 구성되기 때문에 본 발명에 따른 그립퍼 장치는 다음과 같은 효과들을 제공한다. 즉, 완성된 파스너들을 빼내는 효율이 하나의 그립퍼를 가진 통상의 그립퍼 장치와 비교하여 2배가 된다. 이는 2개의 파스너를 이용하는 본 발명의 그립퍼 장치에서 각 그립퍼가 완성된 파스너를 효율적으로 빼내도록 교대로 작동하기 때문이다. 즉, 하나의 그립퍼가 완성된 파스너를 빼내도록 뒤로 이동할때 다른 하나의 그립퍼는 파스너 배출구쪽 전방으로 이동한다. 그리하여 슬라이드 파스너의 연속적인 가공 공정의 속도가 빠르게 된다.
본 발명의 상기 및 기타 다른 목적들과 부수적인 이점들은, 본 발명의 한가지 바람직한 구체예를 나타내는 첨부 도면들과 관련하여 기술된 하기 상세한 설명으로부터 더 명백하게 될 것이다. 이 구체예는 단지 예시를 위한 것이며, 본 발명의 범위를 제한하는 것이 아니다.
제2도는 본 발명에 따른 그립퍼장치의 전체 설비를 나타낸다. 제2도에서 타이밍 벨트(6)이 긴 파스너흐름방향으로 소정간격으로 배치된 2개의 기어(5, 5)위에 무단(無端) 형태로 배치되어 있다. 안내봉(4, 4)의 양측부에 미끄럼 운동가능하게 설치된 그립퍼 장비부재(21, 22)가 동일 간격으로 타이밍 벨트(6)상에 설치되어 있다. 기어(5, 5)를 정 및 역방향으로 회전시킴에 의해, 타이밍 벨트(6)이 제2도에서 화살표로 나타낸 바와 같이 왕복이동한다. 그리하여, 타이밍 벨트(6)상에 설치된 그립퍼 장비부재(21, 22)가 안내봉(4, 4)를 따라 교대로 완성 파스너 배출구(8)까지 이동된다. 배출구(8)에서 또는 그 배출구에 가까이에서, 그립퍼 장비부재(21, 22)내 그립퍼(2, 3)은 상세히 후술되는 바와 같이 배출구(8)의 중심과 일치하도록 이동된다. 다음, 그립퍼(2, 3)이 완성된 파스너 체인의 단부분을 잡도록 폐쇄된다. 완성된 파스너 체인은 그립퍼에 의해 당겨지고 전술한 것과 동일한 방식으로 절단기들에 의해 절단된다. 다음, 완성된 파스너(1)이 집적 위치쪽으로 빼내어지고, 그 위치에서 각 그립퍼(2, 3)이 개방되어 완성파스너(1)을 낙하시킨다. 다음, 각 그립퍼(2, 3)이 다시 완성 파스너 배출구(8)쪽으로 복귀된다. 2개의 그립퍼 장비부재들이 동일간격으로 무단 타이밍벨트(6)상에 설치되고, 그 벨트가 왕복이동되기 때문에, 하나의 그립퍼 장비부재가 완성파스너를 빼내는 동안 다른 그립퍼 장비부재가 다음번 완성 파스너를 잡기 위해 배출구(8)쪽으로 이동된다. 그리하여, 완성된 파스너들을 빼내는 효율이 향상된다. 본 발명에 따른 그립퍼 장치를 더 상세히 설명한다.
제3도는 그립퍼(2, 3)이 배출구(8)에 접근할 때 그 배출구(8)의 중심으로 그립퍼(2, 3)을 이동시키기 위한 기구를 나타내는, 제2도의 Z-Z선에 따른 단면도이다. 제3도에서, 그립퍼(2)(제2도 참조)는 배출구(8)의 중심으로 이동되어 잇다. 그립퍼 장치의 양측부에 배치된 안내봉(4, 4)에 설치되어 있는 그립퍼 장비부재(21, 22)의 주몸체부(23, 24)는 그들의 하부부분에 램(ram) 가이드(11, 11)을 형성한다.(제3도 단면도의 우측부분을 참조할 것). 램 실린더(10)이 램 가이드(11)에 미끄럼운동 가능하게 설치되어 있고, 스프링(13)에 의하여 제3도에서 볼때 좌측 방향으로 당겨져 있다. 스프링(13)은 그의 좌측 단부에서 램가이드(11)에 부착되어 있다. 그립퍼(2)를 가진 그립퍼 실린더(15)가 램 실린더(10)에 수직으로 부착되어 있다.
램 실린더(10)은 헤드커버(12)를 가지고 있고, 그 커버내로 공기파이프(14)가 연장하여 있다. 램실린더(10)의 헤드커버(12)내로 공기를 주입 및 배출함에 의해 램 실린더(10)이 제3도에 실선 및 점선으로 나타낸 바와 같이 우측 및 좌측으로 왕복이동 한다. 이러한 운동에 의해 그립퍼(2)가 배출구(8)의 중앙쪽으로 그리고 그로부터 이동된다. 더 구체적으로는, 피스톤(9)가 제3도에서 볼 때 그의 좌측단부에서 램 가이드(11)에 부착되어 있기 때문에, 공기가 공기 파이프(14)를 통하여 램실린더(10)의 헤드 커버(12)내로 주입될 때, 램 실린더(10)이 고정된 피스톤(9)를 따라 스프링(13)의 힘에 대항하여 우측(제3도에서 점선위치)으로 이동한다.
공기가 공기 파이프(14)를 통하여 배출될 때, 램 실린더(10)은 스프링(13)의 힘에 의해 제3도의 실선위치로 복귀된다. 램 실린더910)의 이러한 운동은 그립퍼(2)와 (3)사이의 충돌을 피하기 위한 것이다. 긴 파스너 체인 흐름선을 따라 완성파스너를 빼내는 그립퍼가 다른 그립퍼와 충돌하는 것을 피하기 위해, 그 그립퍼는 파스너를 잡고 있지 않을 때, 배출구(8)의 중심과 일치되지 않은 위치에 유지된다. 그 그립퍼는 적절한 위치에서 파스너를 잡을 수 있도록, 완성 그립퍼(1)을 잡을 때만 배출구의 중앙과 일치된 위치로 이동된다. 그리하여 완성된 파스너들은 긴 파스너 체인 흐름선을 따라 직선으로 당겨져 파스너에의 손상이 방지되고 파스너의 제거 작동이 원활하게 한다.
제4도는 완성된 파스너를 잡기 위한 그립퍼 부분을 나타내는 제2도의 Y-Y선에 따른 단면도이다. 그립퍼(2)는 램실린더(10)에 설치된 그립퍼 실린더(15)의 전방단부에 위치된다. 그립퍼(2)는 스프링(20)에 의해 정규상태에서는 개방되어 유지된다. 원추형 전방단부를 가진 피스톤(16)이 그립퍼 실린더(15)내에 설치되어 있다. 그 피스톤(16)은 스프링(19)에 의해 항상 철회위치쪽으로 압압되어 있는다. 피스톤(16)이 철회위치에 있을 때, 즉 공기가 공기 파이프(18)을 통하여 그립퍼 실린더의 헤드커버(17)내로 주입되지 않을때, 그립퍼(2)는 점선으로 나타낸 바와 같이 개방되어 유지된다. 공기 파이프(18)을 통하여 그립퍼 실린더(15)의 헤드커버(17)내로 주입 및 배출함에 의해, 피스톤(16)은 제4도로부터 명백한 바와 같이 전후방으로 이동되어, 그립퍼(2)의 후방 단부가 개방 및 폐쇄된다. 그 결과, 그립퍼(2)의 전방단부가 폐쇄 및 개방된다. 그리하여 완성된 파스너가 파지 및 이탈될 수 있다. 그립퍼(3)은 그립퍼(2)와 동일한 방식으로 작동한다.
도면들에 도시된 예에서는 타이밍 벨트가 그립퍼 장비부재를 이동시키는데 사용되지만 대신 체인 또는 로우프가 사용될 수도 있다. 그러한 경우, 스프로켓트 또는 홈을 가진 휘일들이 기어 대신 사용될 수 있다. 또한 2개의 그립퍼 장비부재들이 도면들에서 동일 수평면에 배치되어 있으나, 그 부재들은 상하로 동일 수직면에 배치될 수도 있다. 이 경우, 슈우터(shooter)와 같은 배출장치가 설치되어 완성 파스너가 상부 그립퍼로부터 이완된 때 하부 그립퍼 장비부재가 영향 받지 않도록 할 수 있다.
Claims (7)
- 파스너 흐름 방향을 따라 왕복이동하는 그립퍼들에 의해 완성 파스너들을 연속적으로 잡아 빼내도록 사용되고 슬라이드 파스너 가공 장치의 일부인 그립퍼 장치에 있어서, 피구동 벨트형 부재가 2개의 회전 휘일들위에 무단형식으로 배치되고, 상기 휘일들이 소정간격으로 긴 파스너 흐름선상에 배치되며, 완성된 파스너 배출구의 중앙과 일치할 수 있도록 이동가능하게 설치된 그립퍼를 포함하는 2개의 그립퍼 장비 부재들이 동일 간격으로 벨트형 부재에 설치되고, 상기 각 그립퍼 장비 부재가 회전 휘일들을 정 및 역방향으로 회전시킴에 의해 완성 파스너 배출구로 이동되고, 완성된 파스너가 상기 그립퍼들에 의해 잡아 빼내어지도록 된 것을 특징으로 하는 그립퍼 장치.
- 제1항에 있어서, 2개의 그립퍼들이 동일 수평면에 배치되어 있는 상기 그립퍼 장치.
- 제1항에 있어서, 2개의 그립퍼들이 동일 수직면에 배치되어 있는 상기 그립퍼 장치.
- 제2 또는 3항에 있어서, 상기 회전 휘일들이 기어이고 상기 벨트형 부재가 타이밍 벨트인 그립퍼 장치.
- 제2 또는 3항에 있어서, 상기 회전 휘일들이 스프로켓트이고, 상기 벨트형 부재가 체인인 상기 그립퍼 장치.
- 제2 또는 3항에 있어서, 상기 회전휘일들이 홈을 가진 휘일들이고 상기 벨트형 부재가 로우프인 상기 그립퍼 장치.
- 제1항에 있어서, 완성 파스너 배출구의 중앙과 상기 그립퍼를 일치시키는 기구가, 상기 벨트형 부재의 연장방향에 수직으로 연장하도록 상기 그립퍼 장비부재내에 설치된 램 실린더이고, 상기 그립퍼가 램 실린더에 수직으로 그 실린더에 고정된 그립퍼 실린더의 전방단부에 설치되어 있는 상기 그립퍼 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP58222994A JPS60114204A (ja) | 1983-11-26 | 1983-11-26 | スライドフアスナ−の仕上加工におけるグリツパ−装置 |
| JP222994 | 1983-11-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR850003837A KR850003837A (ko) | 1985-06-29 |
| KR860000716B1 true KR860000716B1 (ko) | 1986-06-14 |
Family
ID=16791139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840007345A KR860000716B1 (ko) | 1983-11-26 | 1984-11-23 | 슬라이드 파스너 마무리 가공에서의 그립퍼(gripper)장치 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4580711A (ko) |
| EP (1) | EP0143447B1 (ko) |
| JP (1) | JPS60114204A (ko) |
| KR (1) | KR860000716B1 (ko) |
| AU (1) | AU566714B2 (ko) |
| BR (1) | BR8405777A (ko) |
| CA (1) | CA1251024A (ko) |
| DE (1) | DE3480164D1 (ko) |
| ES (1) | ES537913A0 (ko) |
| GB (1) | GB2150213B (ko) |
| HK (1) | HK23889A (ko) |
| MY (1) | MY102461A (ko) |
| SG (1) | SG81888G (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5346112A (en) * | 1990-02-13 | 1994-09-13 | Kabelmetal Electro Gmbh | Capstan draw apparatus for periodically gripping and drawing an elongated member |
| NO179683C (no) * | 1990-03-30 | 1996-11-27 | Peter Lisec | Innretning for å böye hulprofillister til avstandsholderammer for isolasjonsglass |
| US7934362B2 (en) * | 2008-03-28 | 2011-05-03 | Cp Packaging, Inc. | Belt driven clamping arrangement for gripping and advancing web material in a packaging machine |
| DE102009040930B4 (de) | 2009-09-11 | 2013-01-03 | Elkamet Kunststofftechnik Gmbh | Heizbarer Flüssigkeitsbehälter aus Kunststoffmaterial und Verfahren zu seiner Herstellung |
| CN104334240B (zh) * | 2013-08-22 | 2016-10-19 | Ykk株式会社 | 拉链制造装置及拉链制造方法 |
| WO2019035189A1 (ja) * | 2017-08-16 | 2019-02-21 | Ykk株式会社 | ファスナーチェーン搬送装置及び方法、並びにファスナーチェーン処理装置及び方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4072260A (en) * | 1976-01-05 | 1978-02-07 | Wainco Products Limited | Apparatus for transporting an elongate piece of material |
| US4059212A (en) * | 1977-02-03 | 1977-11-22 | Plessey Incorporated | Stock feeder for punched stock |
| JPS5941721B2 (ja) * | 1978-12-29 | 1984-10-09 | ワイケイケイ株式会社 | 開離嵌插具付きスライドフアスナ−の製造方法および装置 |
| JPS5933367B2 (ja) * | 1979-03-05 | 1984-08-15 | ワイケイケイ株式会社 | 開離嵌插具付スライドフアスナ−用間歇フアスナ−チエ−ンの組合せ装置 |
| US4336680A (en) * | 1980-01-04 | 1982-06-29 | Nordson Corporation | Stainless steel transport band |
| DE3001742A1 (de) * | 1980-01-18 | 1981-07-23 | Adolf Illig Maschinenbau Gmbh & Co, 7100 Heilbronn | Halteklammer zum festklemmen einer materialbahn |
| JPS57132983A (en) * | 1981-02-12 | 1982-08-17 | Yoshida Kogyo Kk | Conveyor for product |
| JPS58188249A (ja) * | 1982-04-28 | 1983-11-02 | Yoshida Kogyo Kk <Ykk> | テ−プ状物の間欠送り装置 |
| JPS5911806A (ja) * | 1982-07-10 | 1984-01-21 | ワイケイケイ株式会社 | 開離嵌挿具付スライドファスナに棒金具を取付ける装置 |
-
1983
- 1983-11-26 JP JP58222994A patent/JPS60114204A/ja active Granted
-
1984
- 1984-10-31 AU AU34850/84A patent/AU566714B2/en not_active Ceased
- 1984-11-05 US US06/668,495 patent/US4580711A/en not_active Expired - Lifetime
- 1984-11-08 BR BR8405777A patent/BR8405777A/pt not_active IP Right Cessation
- 1984-11-13 CA CA000467572A patent/CA1251024A/en not_active Expired
- 1984-11-15 GB GB08428837A patent/GB2150213B/en not_active Expired
- 1984-11-23 DE DE8484114178T patent/DE3480164D1/de not_active Expired
- 1984-11-23 ES ES537913A patent/ES537913A0/es active Granted
- 1984-11-23 KR KR1019840007345A patent/KR860000716B1/ko not_active IP Right Cessation
- 1984-11-23 EP EP84114178A patent/EP0143447B1/en not_active Expired
-
1987
- 1987-08-07 MY MYPI87001238A patent/MY102461A/en unknown
-
1988
- 1988-11-30 SG SG818/88A patent/SG81888G/en unknown
-
1989
- 1989-03-16 HK HK238/89A patent/HK23889A/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU566714B2 (en) | 1987-10-29 |
| SG81888G (en) | 1989-04-14 |
| DE3480164D1 (en) | 1989-11-23 |
| ES8600685A1 (es) | 1985-11-01 |
| GB2150213B (en) | 1987-05-13 |
| CA1251024A (en) | 1989-03-14 |
| ES537913A0 (es) | 1985-11-01 |
| EP0143447A2 (en) | 1985-06-05 |
| JPS6344362B2 (ko) | 1988-09-05 |
| EP0143447A3 (en) | 1987-11-25 |
| EP0143447B1 (en) | 1989-10-18 |
| MY102461A (en) | 1992-06-30 |
| KR850003837A (ko) | 1985-06-29 |
| AU3485084A (en) | 1985-05-30 |
| BR8405777A (pt) | 1985-09-17 |
| GB8428837D0 (en) | 1984-12-27 |
| HK23889A (en) | 1989-03-24 |
| GB2150213A (en) | 1985-06-26 |
| US4580711A (en) | 1986-04-08 |
| JPS60114204A (ja) | 1985-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69511499T2 (de) | Maschine zum Gruppieren von stückweise zugeführten Produkten, wie Nahrungsmittel, Süsswaren oder dergleichen, zum Verpacken | |
| KR860000716B1 (ko) | 슬라이드 파스너 마무리 가공에서의 그립퍼(gripper)장치 | |
| DE68911496T3 (de) | Rotierende Büchsenzuführeinrichtung. | |
| DE69502492T2 (de) | Fortlaufende form mit trennung der formblöcken | |
| EP0002101B1 (en) | Filter press | |
| DE69002985T2 (de) | Vorrichtung zum Laden von Gegenständen auf ein laufendes Förderband. | |
| US4805376A (en) | Apparatus for ejecting cigarettes from a magazine | |
| DE3024103A1 (de) | Verfahren und vorrichtung zur geordneten uebergabe von aufeinanderfolgend herangefuehrten gegenstaenden oder gegenstandsgruppen an eine weiterverarbeitungsmaschine | |
| US3969919A (en) | Workpiece feed channel | |
| US3514811A (en) | Fish orienter | |
| DE2557877C3 (de) | Vorrichtung zum Abnehmen und Aufgeben von Schlachtgeflügel von bzw. auf Transportbahnen | |
| US3274640A (en) | Method of removing meat from crabs | |
| US3910071A (en) | Straight knitting machines with circulating sliding heads | |
| DE1299589B (de) | Vorrichtung zum Ausziehen und Zerteilen eines aus einer Matrize einer Strangpresse austretenden Stranges | |
| EP0435810A1 (en) | A conveyor device for parts through machines for the washing thereof | |
| DE2740820C2 (de) | Vorrichtung zum Auffangen von Fischen an einer Zuführstelle | |
| EP0129567B1 (de) | Verfahren und vorrichtung zum schälen von garnelen | |
| DE3726603A1 (de) | Verfahren und vorrichtung zum bilden von zigarettenschlangen | |
| US3116831A (en) | Extrusion puller equipment | |
| KR810000067Y1 (ko) | 물품의 진동 분류장치(物品의 振動分類裝置) | |
| SU1115869A1 (ru) | Непрерывно-прот жной станок | |
| JPH02134227A (ja) | 長尺樹脂成形品の押出成形装置 | |
| DE2263054A1 (de) | Verfahren und vorrichtung zum fuehren von schussfaeden in schuetzenlosen webmaschinen | |
| SU1639571A1 (ru) | Устройство дл сн ти рыбы с прутков | |
| DE2938430C2 (de) | Vorrichtung zum Schneiden von Ziegelformlingen aus einem Tonstrang |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19940530 Year of fee payment: 9 |
|
| LAPS | Lapse due to unpaid annual fee |