KR800000552B1 - 텔레비죤 관용 판넬의 제조방법 - Google Patents
텔레비죤 관용 판넬의 제조방법 Download PDFInfo
- Publication number
- KR800000552B1 KR800000552B1 KR760000274A KR760000274A KR800000552B1 KR 800000552 B1 KR800000552 B1 KR 800000552B1 KR 760000274 A KR760000274 A KR 760000274A KR 760000274 A KR760000274 A KR 760000274A KR 800000552 B1 KR800000552 B1 KR 800000552B1
- Authority
- KR
- South Korea
- Prior art keywords
- panel
- molding
- image
- mold
- manufacture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Landscapes
- Vessels, Lead-In Wires, Accessory Apparatuses For Cathode-Ray Tubes (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Abstract
Description

Claims (1)
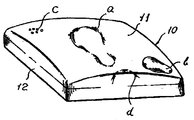
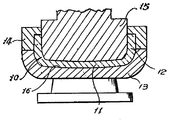
- 유리의 압형성형에 의거 텔레비죤용 판넬을 제조하는 방법에 있어서 판넬의 외표면을 성형하는 면으로서 거친면의 성형면을 갖춘 저형을 준비하고, 이러한 저형을 사용하여 용융유리괴를 압형성형하여 영상면의 외표면을 거친 면으로 한 텔레비죤관용 판넬을 제조하는 것을 특징으로 한 텔레비죤관용판넬의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR760000274A KR800000552B1 (ko) | 1976-02-05 | 1976-02-05 | 텔레비죤 관용 판넬의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR760000274A KR800000552B1 (ko) | 1976-02-05 | 1976-02-05 | 텔레비죤 관용 판넬의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR800000552B1 true KR800000552B1 (ko) | 1980-06-21 |
Family
ID=19201946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR760000274A Expired KR800000552B1 (ko) | 1976-02-05 | 1976-02-05 | 텔레비죤 관용 판넬의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR800000552B1 (ko) |
-
1976
- 1976-02-05 KR KR760000274A patent/KR800000552B1/ko not_active Expired
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7511108B2 (ja) | 3dカバーガラス、およびその成形用金型 | |
| GB1493196A (en) | Methods of producing glass articles with ophthalmically finished surfaces | |
| CN112551872A (zh) | 一种单面纹理的弧形玻璃的制作方法 | |
| JPH10194766A (ja) | 陰極線管用パネルガラスの製造方法 | |
| JP3224472B2 (ja) | 光学レンズ及びその成形用型 | |
| KR800000552B1 (ko) | 텔레비죤 관용 판넬의 제조방법 | |
| CN111251420A (zh) | 3d陶瓷终端背板的成型模具及制造方法 | |
| KR100276171B1 (ko) | 플랫패널의 성형장치 및 플랫패널의 제조방법과 이러한 장치 및 방법을이용하여제조된음극선관용플랫패널성형품 | |
| JP2005177790A (ja) | 金属板の曲げ加工方法 | |
| US2274105A (en) | Method of manufacturing articles | |
| US6844668B2 (en) | Flat panel for use in a cathode ray tube | |
| JP2000086255A (ja) | 光学素子の成形方法 | |
| KR100355538B1 (ko) | 플랫패널의성형장치및플랫패널의성형방법 | |
| JPH0234411B2 (ko) | ||
| JPS60166127A (ja) | パネルのプレス成形方法 | |
| KR950010023B1 (ko) | 칼라브라운관용 전면유리의 성형방법 | |
| JP2000302464A (ja) | 陰極線管用ガラスパネルの成形方法 | |
| JPH01122932A (ja) | 平滑面を有する深絞りガラス製品の成形方法 | |
| US6956321B2 (en) | Funnel for cathode ray tube and mold for making the same | |
| JP2683790B2 (ja) | ガラスレンズのプレス成形方法、およびプレス用金型 | |
| KR100432766B1 (ko) | 음극선관용 플랫패널 성형장치 및 이를 이용하여 성형된음극선관용 플랫패널 | |
| JPH05144386A (ja) | 偏平管用スクリーンパネル | |
| JP3624942B2 (ja) | 陰極線管用パネル及びその成形方法 | |
| US6819039B2 (en) | Glass funnel for projection cathode ray tube with integrally formed pad portions | |
| KR100276168B1 (ko) | 플랫패널의 성형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 19760205 |
|
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 19800124 Patent event code: PE09021S01D |
|
| PG1605 | Publication of application before grant of patent |
Comment text: Decision on Publication of Application Patent event code: PG16051S01I |
|
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 19800905 |
|
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 19800910 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 19800910 End annual number: 3 Start annual number: 1 |
|
| PR1001 | Payment of annual fee |
Payment date: 19830613 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 19840920 Start annual number: 5 End annual number: 8 |
|
| PR1001 | Payment of annual fee |
Payment date: 19880413 Start annual number: 9 End annual number: 9 |
|
| PR1001 | Payment of annual fee |
Payment date: 19890504 Start annual number: 10 End annual number: 10 |
|
| PR1001 | Payment of annual fee |
Payment date: 19900424 Start annual number: 11 End annual number: 11 |
|
| PC1801 | Expiration of term |