KR20220154750A - 재생 담배의 제조 방법 및 플랜트 - Google Patents
재생 담배의 제조 방법 및 플랜트 Download PDFInfo
- Publication number
- KR20220154750A KR20220154750A KR1020227035536A KR20227035536A KR20220154750A KR 20220154750 A KR20220154750 A KR 20220154750A KR 1020227035536 A KR1020227035536 A KR 1020227035536A KR 20227035536 A KR20227035536 A KR 20227035536A KR 20220154750 A KR20220154750 A KR 20220154750A
- Authority
- KR
- South Korea
- Prior art keywords
- unit
- mixture
- rolling
- plant
- lamination
- Prior art date
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/30—Treatment of tobacco products or tobacco substitutes by chemical substances by organic substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/04—Humidifying or drying tobacco bunches or cut tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/08—Blending tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B5/00—Stripping tobacco; Treatment of stems or ribs
- A24B5/10—Stripping tobacco; Treatment of stems or ribs by crushing the leaves with subsequent separating
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Manufacture Of Tobacco Products (AREA)
- Compounds Of Unknown Constitution (AREA)
Abstract
재생 담배의 제조 방법으로서:
- 담배의 고체 성분은 약 20~220 ㎛, 바람직하게는 약 80~180 ㎛의 입자 크기로 분쇄되며,
- 이렇게 수득된 분쇄 생성물을 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 슬러리가 얻어질 때까지 분말 셀룰로오스, 물, 하나 이상의 결합제, 및 하나 이상의 에어로졸 형성 재료와 혼합하고,
- 상기 슬러리는 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위해 제1 적층을 거치고,
- 이미 상기 제1 적층을 거친 스트립은 스트립이 약 90-280 ㎛, 바람직하게는 약 140-200 ㎛의 상당히 일정한 두께를 가질 때까지 일련의 추가 적층 단계를 거치고,
- 상기 스트립은 액체 함량이 약 8-15%가 될 때까지 건조된다.
- 담배의 고체 성분은 약 20~220 ㎛, 바람직하게는 약 80~180 ㎛의 입자 크기로 분쇄되며,
- 이렇게 수득된 분쇄 생성물을 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 슬러리가 얻어질 때까지 분말 셀룰로오스, 물, 하나 이상의 결합제, 및 하나 이상의 에어로졸 형성 재료와 혼합하고,
- 상기 슬러리는 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위해 제1 적층을 거치고,
- 이미 상기 제1 적층을 거친 스트립은 스트립이 약 90-280 ㎛, 바람직하게는 약 140-200 ㎛의 상당히 일정한 두께를 가질 때까지 일련의 추가 적층 단계를 거치고,
- 상기 스트립은 액체 함량이 약 8-15%가 될 때까지 건조된다.
Description
본 발명은 종래의 유형 및 HNB(Heat Not Burn)라고도 하는 비-종래의 유형 모두의 재생 담배의 제조 방법 및 플랜트에 관한 것이다.
일반적으로 재생 담배는 담배 부산물을 사용하고 스크랩(리브, 작은 잎 조각, 분말 등)을 가공하여, 이것을 적당하게 분쇄하여 실질적으로 분말로 만들고 물, 글리세린 결합제 및 기타 액체 첨가제와 혼합하여, 약 70중량%의 액체 함량을 갖는 매우 유동적인 혼합물(슬러리)을 얻을 수 있도록 한 다음, 이를 베일 형태로 강철 스트립에 붓고 건조 단계로 옮김으로써 얻어진다. 여기에서 혼합물의 액체 부분이 증발하여, 고체 잔류물이 강철 스트립과 거의 동일한 폭을 갖는 일종의 연속 담배 스트립을 형성한다. 이어서, 건조된 혼합물 스트립을 강철 스트립에서 분리하고 요청에 따라 다양한 크기의 조각으로 절단한다. 그런 다음 이 조각을 얇은 필라멘트로 변형하여, 적절하게 혼합하여, 전통적인 담배 포장 기계에 공급한다.
사용된 원료에 따라, 특히 입자 크기가 최대 20 ㎛에서 220 ㎛인 파쇄 담배 부산물을 사용하는지 여부, 또는 크기가 5~10 mm인 분쇄 담배 잎을 사용하는지 여부에 따라, 재생 담배는 종래의 담배와 비-종래의 담배로 구분된다.
WO 2016/050469, WO 2016/050470, WO 2016/050471, WO 25 2016/050472는 재생 담배의 제조를 위한 공지된 기술을 설명하고, 그러나 이는 대형 플랜트를 필요로 하고, 생성물일 때 다소 유동적인 슬러리를 담배 한 장의 일관성으로 운반하기 위해 높은 에너지 소비를 수반한다. 건조 오븐의 길이는 최대 100m에 달할 수 있다는 점만 지적하면 충분하다.
부산물을 사용하여 재생 담배를 제조하는 알려진 기술의 또 다른 단점은 다음과 같은 사실에 있는데, 즉, 슬러리 필름에서 시작하는 시트의 형성은 시작 생성물이 균질하지 않고 강철에 대한 분포가 균일하지 않기 때문에 다소 불규칙하다; 재생 담배 시트는 정기적으로 감기거나 자르는 것을 허용하지 않는다.
WO2019/157576은 재생 식물성 재료의 스트립을 제조하는 방법을 설명하고, 여기서 사전 적층 단계와 최종 적층 단계 사이에, 사전 적층 시트의 재혼합이 혼합기 내부에서 제공되어 균질한 덩어리를 얻은 다음 최종 적층에 제공된다.
WO2020/058814는 재생 담배의 제조 방법을 개시하고, 여기서 파쇄된 담배의 고체 성분은 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 슬러리가 될 때까지 물, 하나 이상의 결합제, 및 하나 이상의 에어로졸 형성 재료와 혼합된다.
WO2016/067226은 재생 담배를 제조하는 방법을 설명하고: 제1 건조 유닛, 분쇄 유닛, 고체 성분(즉, 천연 결합제의 고체 분말과 담배 분말)을 위한 혼합 유닛, 액체 성분을 위한 혼합 장치(즉, 액체/나노겔과 프로필렌 글리콜 및 글리세린), 0.15-0.3mm의 필름을 얻기 위해 1 내지 3개의 적층 유닛으로, 고체 혼합 성분과 액체 혼합 성분을 혼합하는 유닛, 및 필름의 수분 함량을 줄이기 위한 건조기를 포함한다.
본 발명의 목적은 이러한 단점을 제거하고 훨씬 더 작은 플랜트를 사용하여 종래의 및 비-종래의 재생 담배를 모두 생산하는 것이다.
본 발명의 다른 목적은 에너지 소비가 제한된 재생 담배를 제조하는 것이다.
본 발명의 또 다른 목적은 비록 이 특정 기술 분야에서 사용된 적이 없더라도 부분적으로 이미 시장에서 입수 가능한 장치를 사용하여 재생 담배를 생산하는 것이다.
본 발명의 또 다른 목적은 전통적인 방법에 대한 대안적인 방식으로 재생 담배를 제조하는 것이다.
본 발명의 또 다른 목적은 다양한 시장 요구를 충족시키기에 적합한 특성을 갖는 재생 담배를 생산하는 것이다.
본 발명의 또 다른 목적은 저온에서 작동하여 담배의 모든 향을 보존함으로써 재생 담배를 제조하는 것이다.
본 발명에 따르면, 하기 설명으로부터 나타날 이러한 모든 목적 및 다른 것들은 청구항 1에 따른 재생 담배의 제조 방법 및 청구항 23에 따른 플랜트를 사용하여 공동으로 또는 개별적으로 달성된다.
특히, 재생 담배를 제조하기 위한 본 발명에 따른 방법은 다음 단계를 순서대로 수행하는 것을 포함한다는 사실을 특징으로 한다:
- 담배의 고체 성분을 분쇄하여 약 20-220 ㎛, 바람직하게는 약 80-180 ㎛의 입자 크기로 만들고,
- 이렇게 수득된 분쇄 제품은 약 30-50%, 바람직하게는 약 35-40%의 액체 함량을 갖는 슬러리가 수득될 때까지 물, 분말 셀룰로오스, 하나 이상의 결합제 및 하나 이상의 에어로졸 형성 재료와 혼합되고,
- 상기 혼합물은 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위해 제1 적층을 거치고,
- 이미 상기 제1 적층을 거친 상기 스트립은 약 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 상당히 일정한 두께를 갖는 스트립이 얻어질 때까지 일련의 추가 적층 단계를 거치고,
- 상기 스트립은 액체 함량이 약 8-15%가 될 때까지 건조된다.
본 발명은 첨부된 도면을 참조하여 순전히 예시적이고 비제한적인 목적으로 보고된 바람직한 실시예 중 일부에서 이후에 더욱 명확해지며, 여기서:
도 1은 본 발명에 따른 재생 담배의 생산을 위한 플랜트의 일반적인 개략도를 도시한다.
도 2는 플랜트가 종래의 재생 담배의 생산을 위한 것인 경우 공급 섹션을 보여준다.
도 3은 플랜트가 비-종래의 유형의 재생 담배(HNB)의 생산을 위해 의도된 경우 공급 섹션을 보여준다.
도 4는 리브 공급 섹션을 보여준다.
도 5는 잎과 담배 리브의 두 가지 별개의 전처리 라인이 있는 플랜트의 부분 계획을 보여준다.
도 6은 분쇄, 혼합 및 저장 섹션을 보여준다.
도 7은 실린더가 있는 리파이너의 개략도를 보여준다.
도 8은 다른 실시예에서 층화 섹션을 평면으로 도시한다.
도 9는 그 열풍 건조기를 개략적으로 도시한다.
도 10은 다른 실시예의 열풍 건조기를 개략적으로 도시한다.
도 1은 본 발명에 따른 재생 담배의 생산을 위한 플랜트의 일반적인 개략도를 도시한다.
도 2는 플랜트가 종래의 재생 담배의 생산을 위한 것인 경우 공급 섹션을 보여준다.
도 3은 플랜트가 비-종래의 유형의 재생 담배(HNB)의 생산을 위해 의도된 경우 공급 섹션을 보여준다.
도 4는 리브 공급 섹션을 보여준다.
도 5는 잎과 담배 리브의 두 가지 별개의 전처리 라인이 있는 플랜트의 부분 계획을 보여준다.
도 6은 분쇄, 혼합 및 저장 섹션을 보여준다.
도 7은 실린더가 있는 리파이너의 개략도를 보여준다.
도 8은 다른 실시예에서 층화 섹션을 평면으로 도시한다.
도 9는 그 열풍 건조기를 개략적으로 도시한다.
도 10은 다른 실시예의 열풍 건조기를 개략적으로 도시한다.
도면에서 알 수 있는 바와 같이, 본 발명에 따른 재생 담배를 생산하기 위한 플랜트는 들어오는 원료가 후속 담배 포장 작업으로 보내질 재생 담배의 연속 스트립으로 변형될 때까지 들어오는 원료에 대해 작동하도록 설계된 여러 섹션을 포함한다.
특히, 재생 담배의 제조를 위한 본 발명에 따른 플랜트는 다음을 포함한다:
- 담배의 고체 성분을 약 20 - 220 ㎛, 바람직하게는 약 80-180 ㎛의 입자 크기로 만들기 위해 파쇄하기 위한 유닛;
- 밀(20) 및/또는 분쇄기(24) 및/또는 핀 밀(54);
- 계량된 양의 파쇄된 재료와 물, 적어도 하나의 결합제 및 에어로졸을 형성하는 적어도 하나의 재료가 공급되고, 약 30-50%, 바람직하게는 약 35-40%의 액체 함량을 갖는 혼합물을 형성하도록 구성된 혼합기(80),
- 상기 혼합물로부터 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위한 제1 롤링 유닛(100),
- 상기 연속 스트립을 약 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 두께로 만들기 위해 상기 제1 롤링 유닛(100)의 하류에 위치한 롤링 라인(116),
- 롤링되어 상기 롤링 라인(116)을 빠져나가는 상기 스트립의 액체 함량을 약 8-15%로 만들기 위해, 상기 롤링 라인(116)의 하류에 위치한 건조기(122).
유리하게는, 플랜트는 또한 상기 혼합물의 복수의 부분(97)을 형성하기 위한 혼합물 형성 유닛(92)을 포함하고; 따라서, 적절하게는, 제1 롤링 유닛(100)은 상기 혼합물의 부분(97)으로부터 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 형성하도록 구성된다.
바람직하게는, 본 발명에 따른 플랜트는 다음을 포함한다:
- 후속 분쇄 처리를 위한 준비를 위한 출발 고체 생성물(담배 잎, 리브, 잎 조각, 분말 등)의 전처리 섹션,
- 적절한 처리 액체와의 후속 혼합을 기다리는 분쇄 및 저장 섹션; 적합하게는, 상기 분쇄 섹션은 상기 분쇄 유닛을 포함하고,
- 다소 조밀한 농도를 갖는 균질한 혼합물을 얻기 위한 고체 및 액체 재료의 혼합 섹션,
- 혼합물, 특히 상기 혼합물의 복수 부분을 연속 벨트로 전환하기 위한 섹션,
- 원하는 최종 두께로 감소시키기 위한 연속 스트립의 롤링 라인,
- 적층 웹의 건조 섹션.
유리하게도, 출발 고체 생성물의 준비 및 전처리 섹션은 플랜트가 종래의 유형(도 2) 또는 비-종래의 유형(도 3)의 재생 담배를 생산하도록 의도되었는지 여부에 따라 다르다. 더욱이, 유리하게는, 담배 리브의 준비 및 전처리를 위한 섹션이 또한 제공될 수 있으며(도 4), 종래의 및 비-종래의 재생 담배 모두의 생산에 사용된다.
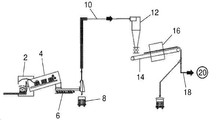
유리하게는, 준비 및 전처리 섹션이 종래의 유형의 재생 담배 생산을 위한 플랜트에 공급하도록 의도되는 경우(도 2), 이것은 처리될 제품에서 무거운 물체를 분리하는 진동 컨베이어(6)의 공급기(4)에서 내용물을 뒤집는 것을 목표로 하는 담배 부산물을 포함하는 상자의 틸터(2)를 포함한다. 중량물은 적절한 용기(8)에 수집되며, 처리될 제품은 공압 이송 라인(10), 사이클론(12), 금속 물체 제거를 위한 금속 검출기(16)가 장착된 컨베이어 벨트(14), 및 공압 이송 라인(18)를 통해, 바람직하게는 극저온 유형의 밀(20)로 이송된다.
유리하게는, 비-종래의 유형의 재생 담배의 준비를 위해 준비 및 전처리 섹션이 제공되는 경우(도 3), 이것은 일반적으로 이들을 포함하는 약 200 kg의 상자에서 담배 잎 꾸러미의 포장을 풀고 이들을 분쇄기(24)로 옮기기 위한 벤치(22)가 있는 공급 스테이션을 포함한다.
유리하게는, 이 분쇄기(24)의 출력은 공압 이송 라인(26)을 통해 사이클론(28)에 연결되고, 여기서 운송 공기가 고체 제품에서 분리되고, 제품의 나머지 부분에서 미세한 부분을 분리하기 위해 진동 체(30)로 이송된다. 미세한 부분의 배출구는 극저온 밀(20)에 직접 연결되는 반면, 제품의 나머지 부품의 배출구는 기존의 트와인 레버링 기계(32)에 공급되며, 이는 이전에 담배 잎 더미에서 제거되지 않은 트와인을 제거한다.
트와인 레버링 기계(32)의 출구는, 공압 이송 라인(36), 사이클론(38), 금속 물체 제거를 위한 금속 검출기(42)가 장착된 컨베이어 벨트(40), 칭량 시스템(43)(마스터 스케일), 및 공압 이송 라인(44)을 통해, 저장 및 혼합 사일로(45)로 이송되고, 이로부터 이것들은 그 다음 다른 공압 수송 라인(44')을 통해 극저온 밀(20)로 수송될 수 있는 분쇄된 담배 잎으로부터 무거운 이물질을 분리하기 위해 분류 챔버(34)에 공급된다. 이러한 사일로(45)는 준비될 특정 레시피에 따라 배치를 형성하는 데 필요한 제품의 양을 포함할 수 있는 크기이다.
유리하게는, 종래의 및 비-종래의 재생 담배 모두의 생산에 사용되는 담배 리브의 준비를 위한 준비 및 전처리 섹션이 제공되는 경우(도 4), 이것은 담배 리브를 포함하는 상자의 틸터(46), 이들 임의의 무거운 물체로부터 분리를 위한 진동 컨베이어(50)에 대한 리브 공급기(48), 및 분쇄가 행해지는 핀 밀(54)로의 이송을 위한 공압 이송 라인(52)을 포함한다.
핀 밀(54)은 사이클론 필터(58)가 장착된 공압 이송 라인(56)에 의해 하나 이상의 저장 사일로(60)에 연결된 출구를 갖는다.
사일로 또는 사일로(60)의 출력은 스크류 컨베이어(62)를 통해 계량 시스템(64)(슬레이브 저울)에 연결되며, 이것은 동일한 공압 수송 라인(44')을 통해 저장 및 혼합 사일로(45)로 보내기 전에 준비될 특정 레시피에 필요한 백분율로 분쇄된 리브를 투여한다.
언급된 바와 같이, 본 발명에 따른 플랜트는 또한 약 20 내지 220 ㎛, 바람직하게는 약 80 내지 180 ㎛의 평균 입자 크기에 도달할 때까지 수용된 다양한 제품을 분쇄하는 밀(20)(도 5)를 포함한다.
제품을 낮은 공정 온도에서 유지하여 담배의 향을 유지하도록 하는 극저온 핀 밀을 사용하는 것이 더 유리하지만, 사용될 수 있는 다양한 유형의 밀이 있다.
핀 밀은 그 자체로 전통적이며, 폐쇄 구조 내에서 고정 디스크와 회전 디스크 또는 2개의 반대 회전 디스크로 구성되며, 대면하고 부분적으로 상호 침투하는 핀이 제공된다. 그 자체로 전통적인 장치이기 때문에, 이것은 도 5 및 도 6에서 20으로 일반적으로 표시되지만, 내부 구성 특성이나 작동 모드에서는 표시되지 않는다.
바람직하게는, 핀 밀(20)은 극저온 분쇄, 즉 액체 질소의 존재 하에 분쇄를 수행하도록 설계된다.
언급된 바와 같이, 재생 담배 생산 플랜트에서 극저온 핀 밀(20)은 본질적으로 분쇄될 제품이 처리되는 다양한 방식으로 인해 전통적인 밀보다 다소 유리하다. 사실, 실온에서 분쇄하면 제품의 품질이 저하될 수 있지만 액체 질소가 있는 상태에서 분쇄하면 제품의 물리적 특성과 화학적 및 관능적 특성이 보존될 수 있다.
극저온 분쇄 공정에 사용되는 액체 질소의 양은 공정의 장단점을 조사할 때 고려해야 할 핵심 부분이며 처리되는 재료에 따라 달라질 수 있다. -175°C의 온도에서 액체 질소는 밀(20)을 공급하는 스크류 컨베이어(68)의 챔버 내부의 제품에 주입되며 질소와 접촉하는 체류 시간은 약 2~5초이며, 이것은 또한 핀 밀을 공급하는 나사 내부의 제품의 운송 시간이기도 한다. 밀(20)을 떠나는 생성물의 온도는 유리하게는 10℃보다 낮으므로, 냉각될 담배와 접촉할 때 거의 즉시 방출되는 질소 증기가 원하는 사전 냉각 효과로 역류로 분쇄기의 전체 공급 시스템을 통과하도록 한다. 사전 냉각 시스템과 분쇄기에서 액체 질소의 흐름은 열전대에 의해 제어되어 극저온 분쇄 프로세스를 완전 자동으로 만든다.
요약하면, 극저온 분쇄의 긍정적인 요소는 다음과 같다:
- 더 높은 수율,
- 분자 구조가 깨지거나 찢어지지 않고 최종 제품의 더 나은 품질,
- 필요한 에너지 감소,
- 최종 제품의 더 나은 품질,
- 과열 및 산화로 인한 폐기물 감소,
- 보다 균일하고 미세한 최종 제품,
- 분쇄 시스템에서 재처리될 재료의 양이 적다.
유리하게는, 극저온 핀 밀(20)의 출구는 분쇄기 자체에서 나오고 일반적으로 더 큰 크기로부터 필연적으로 존재하는 약 20-220 ㎛, 바람직하게는 약 80-180 ㎛의 평균 입자 크기를 갖는 분쇄된 생성물을 분리하는 기능을 갖는 유동층 체(70)에 연결된다.
유리하게는, 유동층 체(70)는 생성물을 분류하고 220 ㎛보다 큰 분획을 갖는 것을 20 ㎛ 내지 220 ㎛ 사이에서 분리한 후 밀(20)에 재도입하는 기능을 가지며, 이는 공압 운송(72)을 통해 하나 이상의 혼합 및 저장 사일로(74)로 보내진다.
유리하게는, 혼합 및 저장 사일로(74)의 출구는 공압 수송 라인(76)을 통해, 먼지가 많은 공기를 분해하고 보다 구체적으로 공기에서 먼지를 분리하고, 그 후 회수되어 사이클에 다시 도입되어 배출될 수 있는 기능을 갖는 사이클론 필터(78)를 공급한다.
유리하게는, 사이클론 필터(78)의 출구는 바람직하게는 나사를 사용하여 연속 투여 시스템을 통해, 다양한 유형, 예를 들어 수평 틸팅 유형 또는 수직 나선형 유형일 수 있는 혼합기(80)를 공급한다.
혼합기(80)에는 계량된 양의 분쇄된 담배, 물, 적어도 하나의 결합제 및 에어로졸을 형성하는 적어도 하나의 물질이 공급되고, 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 혼합물을 얻도록 구성된다.
특히, 본 명세서에 표시된 액체 또는 습도의 값은 습식 기준의 측정 시스템에 따라 결정되도록 의도된다. 특히, 습도 값은 해당 제품의 전체 질량에 포함된 수분의 백분율로 정의되며, 즉 물의 양과 어셈블리의 전체 질량 사이의 백분율 비율로 정의된다. 유리하게는, 이러한 값은 "담배 수분, 물 및 오븐 휘발성 물질 - 담배 산업 내에서 사용되는 일반적인 수분 방법에 대한 상태 보고서" "분석 및 생물 분석 화학"(2014년 7월 1일, 페이지 1-16)의 Nils Rose 외에 제시된 것들과 같은, 제품의 물의 양을 측정하기 위해 문헌에 제공된 전통적인 방법을 사용하여 얻어진다.
바람직하게는, 유입수를 위한 하나 이상의 덕트, 에어로졸 형성을 위한 물질(예를 들어, 글리세린) 및 하나 이상의 결합제(바인더)가 혼합기(80)에 연결된다. 유리하게는, 특정 레시피가 준비되기 위해 필요한 다른 첨가제를 위해 하나 이상의 입구 덕트가 제공될 수 있다.
보다 구체적으로, 플랜트는 에어로졸 형성 물질을 위한 하나 이상의 저장 탱크(82) 및 에어로졸 형성을 위한 물질이 도입될 수 있는 하나 이상의 예비혼합기(84) 및 바람직하게는 혼합기(80)에 도입되는 액체를 형성하기 위해 올바른 비율로 투여되는 복수의 첨가제를 포함한다.
완제품 시트의 저항을 높이는 동시에 제품 자체의 밀도를 높이기 위해, 본 발명은 분말 셀룰로오스를 포함하는 혼합물의 다른 성분과 함께 이를 혼합기(80)에 도입하는 것을 구상한다. 유리하게는, 사용된 셀룰로오스 분말은 셀룰로오스에서 파생된 화합물이 아닌 천연 셀룰로오스에서 얻은 유기 섬유로 구성된다. 이와 같이 첨가된 분말 셀룰로오스는 바람직하게는 50 내지 100 ㎛의 입자 크기를 갖고 바람직하게는 분쇄된 담배에 대해 2중량% 내지 10중량%의 비율로 포함된다.
첨가된 분말 셀룰로오스는 주로 또는 독점적으로 천연 유래이다. 특히, 이렇게 첨가된 분말 셀룰로오스는 합성이 아니며 화학적 처리에 의해 얻어지는 것이 아니다.
유리하게는, 이렇게 첨가된 분말 셀룰로오스는 결속 기능이 아니라 완제품의 비중을 낮추고 담배의 고형분을 감소시켜 완제품의 원가를 낮추는 기능이 있는데, 셀룰로오스는 담배보다 비용이 훨씬 저렴하기 때문이다. 또한, 셀룰로오스를 첨가하면 인장강도가 높아져 완제품이 덜 부서지기 때문에 작업이 용이하고, 특히 완제품의 주름진 시트를 얻고자 하는 경우에 유용하다.
사용하기 전에 백이나 큰 백에 담겨 있는 이 분말 셀룰로오스는 혼합기(80)에 직접 투입될 수 있고(도 1), 이 경우, 전통적인 호퍼에 부은 후, 사이클론 필터(78')로 공급되며, 사이클론 필터는 바람직하게는 스크류 유형의 연속 투여 시스템을 통해 계량된 양으로 혼합기(80)에 도입한다.
대안적으로, 분말 셀룰로오스는 다시 사이클론 필터(78') 및 연속 투여 시스템을 통해 혼합 및 저장 사일로에 공급하는 공압 이송 라인(44')에 도입될 수 있고, 그런 다음 라인 자체에 존재하는 혼합물의 다른 성분과 함께 공압 이송 라인(44')을 통해 밀(20)(도 5)로 이송된다. 밀(20)로부터 혼합 및 저장 사일로(45)의 내용물은 그 다음 컨베이어 라인(76)을 통해 혼합기(80)의 입구에 배치된 칭량 장치로 이송된다.
에어로졸 형성(특히 가시적 에어로졸 형성)을 위한 바람직한 물질의 예로는 다가 알코올(예를 들어, 글리세린, 프로필렌 글리콜, 트리에틸렌 글리콜 및 테트라에틸렌 글리콜), 모노-, 디- 또는 폴리카르복실산의 지방족 에스테르(예를 들어, 메틸 스테아레이트, 디메틸 도데칸듐 및 디메틸-테트라데칸디오에이트) 및 이들의 혼합물을 포함한다. 적합하게는, 글리세린, 프로필렌 글리콜, 트리에틸렌 글리콜 및 테트라에틸렌 글리콜을 함께 혼합하여 에어로졸 형성 물질을 형성할 수 있다. 에어로졸 형성 물질은 결합제의 일부로 제공될 수도 있다(예를 들어, 결합제가 프로필렌 글리콜 알기네이트인 경우). 유리하게는, 에어로졸 형성을 위한 재료의 적절한 조합이 또한 제공될 수 있다.
바람직하게는, 상기 적어도 하나의 결합제는 히드록시프로필셀룰로오스, 히드록시프로필메틸셀룰로오스, 히드록시에틸셀룰로오스, 미세결정질 셀룰로오스, 메틸셀룰로오스, 카르복시메틸셀룰로오스(CMC), 옥수수 전분, 감자 전분, 구아 검, 로커스트 빈 검, 펙틴 및 알기네이트 중 적어도 하나를 포함한다(예를 들어, 암모늄 알기네이트 및 나트륨 알기네이트).
바람직하게는, 바인더와 첨가되는 분말 셀룰로오스는 서로 다른 재료에 의해 정의된다. 유리하게는, 분말 셀룰로오스는 주로 높은 증점 효과, 유사가소성 거동 및 우수한 액체 보유 능력을 갖는 3차원 골격을 형성하는 역할을 하며, 결합제는 배타적으로 또는 주로 혼합될 다양한 성분을 함께 결합시키는 역할을 한다.
유리하게는, 예비혼합기(84)의 출구는 물 공급 라인(88) 및 압축 공기 공급 라인(90)에 연결된 다른 입구를 갖는 수화기(86)의 입구에 연결된다.
바람직하게는, 혼합기(80)의 출구는 혼합물 형성 유닛(92)을 공급하여 바람직하게는 덩어리/덩어리 형상이고 서로 분리된 복수의 부분(97)을 얻는다. 유리하게는, 형성 유닛(92)은 바람직하게는 실린더 자체의 축에 평행한 홈에 의해 영향을 받고 입구에서 혼합물을 픽업하고 출구에서 부분(97)을 공급하도록 의도된 한 쌍의 성형 실린더(96)를 포함한다. 유리하게는, 유닛(92)은 또한 혼합물을 황삭하도록 구성되며, 이를 위해 바람직하게는 내부 덩어리 차단기가 제공된 호퍼(94) 및 바닥에 상기 한 쌍의 성형 실린더(96)를 포함한다.
유리하게는, 형성 유닛(92)의 출구에서 부분(97)을 제1 롤링 유닛(100)으로 이송하기 위해 컨베이어 벨트(98)가 제공된다.
바람직하게는, 제1 롤링 유닛(100)은 부분(97)에 의해 형성된 혼합물을 균질화하기 위한 로브 피더(102)를 포함한다.
유리하게는, 형성 유닛(92)로부터 로브 피더(102)로의 이송 경로를 따라, 혼합물에 여전히 존재할 수 있고 후속 처리 유닛을 손상시킬 수 있는 임의의 금속 부분을 제거하는 기능을 갖는 추가 금속 검출기(104)가 제공될 수 있다. 이들 금속 부품은 로브 피더(102)의 입구로의 별개의 경로를 따라 운반되고 적절한 용기(106) 내에 수집된다.
로브 피더(102)는 일련의 로브형 공급 롤러를 포함하고, 이들 사이로 부분들(형성 유닛(92)의 성형 롤(96)에서 나오는 부분)이 통과(97)하게 되어, 약 1-20mm, 바람직하게는 약 1-10mm 두께의 연속 스트립을 형성하도록 구성된 한 쌍의 롤링 롤(108) 사이에 밀리기 전에 함께 혼합되고 균질화된다.
따라서 유리하게는 로브 피더(102)는 형성 유닛(92)를 떠나 덩어리를 가질 수 있는 제품의 균질화를 발생시킨다. 더욱이, 유리하게는, 로브 피더(102)는 또한 제품을 전진시켜 제품을 한 쌍의 적층 실린더(108) 사이의 입구 내로 밀어넣는다.
따라서, 유리하게는, 제1 적층 유닛(100)은 바람직하게는 대략 1-20 mm, 바람직하게는 대략 1-10 mm의 두께를 갖는 연속 스트립을 형성하도록 구성된 적어도 한 쌍의 적층 실린더(108)에 의해 정의되는 사전 적층 모듈에 대해 바로 상류에 위치되는 피더 로브(102)에 의해 정의되는 균질화 모듈을 포함한다. 유리하게는, 이렇게 얻어진 스트립은 더 큰 탄성을 갖는다.
유리하게는, 플랜트의 도시되지 않은 버전에서, 롤링 라인(116)은 로브 피더(102)의 바로 하류에 제공될 수 있다. 특히, 이 경우, 롤링 라인은 로브 피더(102)에 제공된 제1 적층 유닛(110)에서 나오는 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 단층 연속 스트립을 수용한다. 유리하게는, 제1 적층 유닛(100)의 하류 및 적층 라인(116)의 상류에, 적층 유닛(110)이 제공될 수 있다. 바람직하게는, 제1 롤링 유닛(100)에서 나오는 두께가 약 1-10mm인 단층 연속 스트립을 여러 층으로 배열하여, 이것을 약 2-20mm의 두께를 갖는 다층 벨트로 변환시키고, 그런 다음 롤링 라인(116)의 입구로 보내진다.
바람직하게는, 상기 층화 유닛(110)은 바람직하게는 롤링 라인(116)에 속하는 하부 하류 컨베이어 벨트(114) 상에 생성물 벨트를 침착시키는 기능을 갖는 상류 컨베이어 벨트(112)로 구성되어, 예를 들어 자체적으로 다중 접힘에 의해 상기 하류 컨베이어 벨트(114) 상에 적층되도록 이것을 배열한다. 바람직하게는, 상류 컨베이어 벨트(112)는 하류 컨베이어 벨트(114)에 대해 상승되고, 지지 구조와 관련하여 지속적인 전진 운동을 갖추고 있으며, 그리고 동시에 길이 방향 축에 평행하게 지지 구조와 교대 운동을 갖는다.
유리하게는, 적층 유닛(110)은 후속하는 아래에 있는 롤링 라인(116)에 공급하고, 플랜트의 유형에 따라, 적층 유닛(110)의 상류 컨베이어 벨트(112)는 롤링 라인(116)에 평행하거나 수직으로 배열될 수 있다. 특히, 롤링 라인(116)의 하류 컨베이어 벨트(114)가 층화 유닛(110)을 떠나는 생성물 벨트의 폭과 실질적으로 동일한 폭을 갖는 경우, 상류 컨베이어 벨트(112)는 롤링 라인(116)(도 1)에 제공된 하류 컨베이어 벨트(114)와 평행하게 배열되고, 롤링 라인(116)의 하류 컨베이어 벨트(114)가 적층 유닛(110)을 나가는 생성물 벨트보다 더 넓은 경우, 상류측 컨베이어 벨트(112)는 롤링 라인(116)(도 8)에 제공된 하류측 컨베이어 벨트(114)에 수직으로 배열되는 것이 바람직하므로, 그 움직임과 함께 롤링 라인(116)의 전체 유용한 폭에 걸쳐 제품 스트립을 분배할 수 있다.
유리하게는, 두 경우 모두에서, 적층 유닛(110)의 상류 컨베이어 벨트(112)의 지지 구조의 교대 이동은 롤링 라인(116)의 아래에 있는 제1 하류 컨베이어 벨트(114) 상에 제1 롤링 유닛(100)을 떠나는 생성물 벨트의 층화 및 롤링 라인 자체의 유용한 폭과 실질적으로 동일한 폭을 갖는 층상 벨트의 형성을 발생시킨다.
롤링 라인(116)은 각각 한 쌍의 실린더(118)를 포함하는 여러 롤링 스테이션에 의해 형성되며, 이는 처리되는 제품 스트립의 두께를 점진적으로 줄이기 위해 이들 사이의 점점 좁아지는 통로를 제한한다. 특히, 롤링 라인(116)은 연속 스트립을 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 두께로 점진적으로 가져오도록 구성된다.
바람직하게는, 각각의 롤링 스테이션과 다음 롤링 스테이션 사이에는 바람직하게는 약 1.5-2m의 길이를 갖는 컨베이어 벨트(114)가 있고, 이는 후속 롤링 단계를 거치기 전에 제품이 놓이게 하는 기능이 있다.
유리하게는, 롤링 라인(116)은 그 다음 각각 한 쌍의 교정 적층 롤(120)에 의해 형성된 하나 이상의 교정 스테이션으로 완성된다.
적층 동안 이미 건조 단계를 시작할 수 있도록, 118 및 가능하게는 교정 롤(120)이 가열될 수 있다는 것이 유리하게 제공된다. 유리하게는, 롤링 라인(116)의 하류에는 상기 롤링 스트립의 액체 함량을 약 8-15%로 만들기 위해 바람직하게는 공기 재순환을 갖는 건조기(122)가 있다(도 7). 유리하게는, 건조기(122)는 서로 직렬로 배치된 2개의 유닛(124, 126)으로 분할될 수 있다. 보다 구체적으로, 상류 유닛(124)은 제1 건조 단계를 수행하기 위해 제공되고, 롤링 라인(16)을 떠나는 제품을 운송하기 위한 강철 벨트 또는 순 컨베이어 벨트가 내부에 장착되며; 하류 유닛(126)은 제2 건조 단계 및 후속 냉각 단계를 수행하기 위해 제공되며 내부에 네트워크 컨베이어 벨트가 장착된다.
또한, 건조기(122)는 유리하게는 전체 길이를 따라 제품을 모니터링하는 센서(128), 바람직하게는 적외선으로 입구 및 출구에 제공된다.
기존의 재생 담배(도 2)의 생산을 위해 방금 설명한 플랜트의 작동은 다음과 같다.
바람직하게는, 담배 폐기물 용기는 덤프트럭(2)에 배치되고, 이는 제품을 진동 컨베이어(6)로 이송하는 피더(4)로 제품을 뒤집는다. 여기에서 담배 부산물에서 무거운 물체가 분리된다: 전자는 컨테이너(8)에 수집되는 반면 후자는 공기 흐름에 의해 공압 이송 라인을 따라 사이클론(12)까지 전달되며, 이것은 고체 제품으로부터 공기를 분리하고, 이것이 컨베이어(14)에 떨어지도록 하여, 공압 라인(18)을 통해 극저온 밀(20)로 전달하도록 한다.
바람직하게는, 비-종래의 유형의 재생 담배를 대신 생산하기 위해(도 3), 담배 잎을 포함하는 상자는 언드레싱 벤치(22)에 배치되고, 여기서 담배 잎의 개별 꾸러미는 판지 상자에서 제거되어 분쇄기(24)로 보내져, 잎 자체를 5mm 내지 10mm 사이의 실질적으로 균일한 크기로 감소시킨다.
유리하게는, 분쇄된 생성물은 공기압 이송 라인(26)을 따라 사이클론(28)으로 이송되고, 사이클론은 이를 공기로부터 분리하고 진동 체(30) 위로 떨어지게 한다.
여기에서 극저온 밀(20)로 직접 보내지는 미세한 부분이 트와인 레버링 기계(32)를 통과한 후 분류 챔버(34)에 도달하는 나머지 부분으로부터 분리가 발생한다. 이때, 분쇄된 잎에서 무거운 물체가 분리되어, 금속 검출기(42)의 제어를 거친 후 극저온 밀(20)로 보내진다.
유리하게는, 레시피에 필요한 경우, 파쇄된 담배 리브도 동일한 극저온 밀(20)로 이송될 수 있으며, 이는 종래의 및 비-종래의 재생 담배 모두의 생산에 사용될 수 있다.
이 경우(도 4) 리브가 있는 용기가 뒤집히는 장치(46)에 놓이고, 이 장치는 무거운 물체를 제거하기 위해 리브 자체를 진동 컨베이어(50)에 공급한다. 그 다음 리브는 공압 라인(52)을 통해 핀 밀(54)로 이송되고, 핀 밀(54)은 이를 5mm 내지 8mm 사이의 크기로 감소시키기 위해 파쇄한다.
여기서부터, 사이클론(58)에서 수송 공기로부터 분리된 분쇄된 리브는 저장 사일로(60)로 이송되고, 이로부터, 다른 품질의 담배에서 나오는 다른 유형의 리브가 픽업되어 스크류 컨베이어(62)를 통해 리브 디스펜서(64)로 이송될 수 있고, 이는 준비할 특정 레시피에 따라 이들을 투여한다.
정확한 양의 분쇄된 리브와 투입된 리브는 공압 라인(66)을 통해 극저온 밀(20)로 이송된다.
유리하게는, 제조될 재생 담배의 유형, 따라서 파쇄 유닛에 도입되는 담배의 고형 부분의 유형에 관계없이, 이 마지막에 의해 평균 입자 크기가 약 20 - 220 ㎛, 바람직하게는 약 80-180 ㎛인 분쇄된 생성물이 나온다. 바람직하게는, 극저온 밀(20)에 의해 공급되는 유동층 체에서 나오는 분쇄 생성물은 약 20-220 ㎛, 바람직하게는 약 80-180 ㎛의 평균 입자 크기를 갖는다.
유리하게는, 이렇게 분쇄된 생성물은 혼합 및 저장 사일로(60)로 보내지고, 그 후 생성물은 필요에 따라 회수되어 혼합기(80)로 이송될 수 있다.
분쇄된 담배 및 셀룰로스, 그리고 일반적으로 혼합 및 저장 사일로(45)에서 나오는 모든 고체 제품 외에, 물, 적어도 하나의 결합제 및 적어도 하나의 에어로졸 형성 재료가 또한 도입된다. 유리하게는, 특히 분쇄된 정향을 포함하는 압축 공기 및 기타 첨가제가 또한 도입될 수 있다.
유리하게는, 그 다음 전체를 함께 혼합하여 습윤 기준, 즉 다소 조밀한 농도를 기준으로 약 30-50 중량%, 바람직하게는 약 35-40 중량%의 액체 비율(습도)을 갖는 슬러리를 형성한다.
바람직하게는, 이렇게 얻어진 혼합물은 형성 유닛(92)로 이송되고, 여기서 바람직하게는 덩어리 형상의 다수의 부분(97)이 나온다.
형성 유닛(92)에서 나오는 혼합물(97)의 이러한 부분은 혼합물을 균질화하고 출구에 약 1-20 mm, 바람직하게는 약 1-10mm의 두께를 갖는 연속 스트립을 제공하도록 구성된 제1 롤링 유닛(100)으로 적절하게 이송된다. 제1 적층 유닛(100)에서 나온 이러한 연속 스트립은 적층 라인(116)으로 직접 이송되거나 또는 - 층화 유닛(110)에 의해 - 자체적으로 접혀서 롤링 라인(116)의 입구 벨트(114) 상에 층화된 형태로 침착된다.
유리하게는, 언급한 바와 같이, 상기 입구 컨베이어 벨트(114) 상의 여러 층에 생성물 벨트를 배열하기 위해, 교대 운동에 의해 이동되는 지지 구조에 대해 전진하도록 만들어진 컨베이어 벨트(112) 상에 연속 벨트가 떨어지게 함으로써 층화가 얻어진다. 플랜트 및 교대 이동 방향, 적층 유닛(110)의 바로 하류에 있는 컨베이어 벨트(112)의 지지 구조에 따라, 생성물 벨트는 롤링 라인(116)의 길이 방향에 평행하거나 이에 직교하는 여러 층에 배열된다.
유리하게는, 롤링 라인(116)의 한 스테이션에서 다른 스테이션으로의 각 통로에서, 제품 스트립은 약 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 상당히 일정한 값을 갖는 출력 교정 실린더(120)에 상응하는 원하는 두께에 도달할 때까지 두께 감소를 겪는다. 더욱이, 유리하게는, 적층 실린더(118)가 가열되고 롤링 공정 동안 물의 제거가 이미 시작된 경우, 롤링 라인(116)으로부터의 출구에서 스트립은 20% 또는 심지어 15% 미만의 액체 함량을 갖는다.
롤링 라인(116)을 떠나는 제품의 웹은 건조기(122)에서 건조되며, 여기서 액체 함량은 약 8-15%가 된다.
바람직하게는, 건조기(122)는 공기 재순환되고, 재생 담배 생산 플랜트에서 전통적으로 사용되는 건조기와 비교하여, 제조 복잡성과 전체 치수 및 에너지 소비 측면 모두에서 다소 유리하다. 이것은 훨씬 더 조밀하고 훨씬 더 안정한 본 발명에 따라 플랜트에 의해 처리된 생성물과 달리, 전통적인 플랜트가 매우 유동적이고 매우 안정하지 않은 생성물(슬러리)을 처리하기 때문이다. 결과적으로, 슬러리를 처리하는 플랜트에는 전통적인 조사 및 전도 건조기가 필요하지만, 본 발명에 따른 플랜트는 제1 건조 단계를 위한 강철 컨베이어 벨트 및 제2 건조 단계 및 냉각 단계를 위한 순 컨베이어 벨트의 결합 시스템 또는 네트워크 컨베이어 벨트를 갖는 재순환 공기 건조기(122)를 유리하게 사용할 수 있다. 이러한 방식으로, 동일한 성능으로, 감소된 치수(기존 건조기의 100m 이상에 비해 약 45m)를 얻을 수 있으며, 제거될 물의 양이 적어 에너지 소비가 줄어든다(기존 건조기에서 시간당 5000kg 이상의 증기를 사용하는 것과 비교하여 시간당 약 1000kg의 증기를 사용함).
유리하게는, 건조기(122)의 출구에서 제품은 릴로 감길 준비가 되거나 또는 담배 포장에 사용하기 위해 미리 결정된 치수의 스레드로 절단될 준비가 된다.
유리하게는, 본 발명에 따른 방법에서, 혼합물의 균질화는 주로 또는 배타적으로 로브 피더(102)에 의해 수행되며, 어떤 경우에도 항상 상류에서만, 바람직하게는 사전 롤링 모듈의 바로 상류에서 수행되며, 이것은 최종 롤링 라인(116)으로 보내질 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립에서 균질화된 혼합물을 변형시킨다.
특히, 일단 균질화된 혼합물이 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립으로 변형되면, 후자는 더 이상 재혼합되지 않고, 스트립 형태로 롤링 라인(116)으로 보내져 원하는 두께가 되며, 이는 약 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 상당히 일정한 값을 갖는다. 유리하게는, 롤링 라인(116)이 입구에서 스트립을 수용하고 변형된 혼합물이 아니라는 사실은, 일정한 입구 흐름을 보장하여 후속 롤링 단계에서 시트 두께의 정확도를 증가시키고, 또한 동일한 라인의 적층 실린더(118)의 수를 감소시켜 플랜트의 비용 및 전체 치수를 감소시킨다.
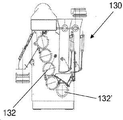
유리하게는, 이미 설명된 다른 준비 및 처리 섹션을 사용하는 것 외에도, 비-종래의 유형의 재생 담배의 생산을 위해 플랜트가 계획된다면, 형성 유닛(92)에 대한 대안으로서 또는 이것에 추가하여 상류에 혼합물의 고체 성분을 20 ㎛를 초과하지 않는 입자 크기로 가져오는 작업을 갖는 실린더 리파이너(130)를 사용한다.
리파이너(도 7)는 폐쇄된 용기 내부에 대응하는 연마 슬롯의 경계를 정하기 위해 서로 근접하게 순차적으로 배열된 복수의 실린더(132)를 포함한다. 하부 실린더(132')는 다른 모든 실린더(132)의 축을 포함하는 평면 외부의 축과 함께 장착되며, 용기의 바닥에서 취하여 위쪽으로 상승하는 혼합물의 공급기로서 역할을 하여, 아래쪽 실린더와 바로 위에 있는 실린더 사이를 지나 다른 모든 실린더 사이를 따라간다. 혼합물이 그 사이를 통과하는 다양한 쌍의 실린더(132)는 상부 실린더가 협력하는 하부 실린더보다 더 높은 속도로 회전한다는 점에서 상이한 속도로 회전하여, 각 쌍의 실린더(132) 사이를 통과하는 동안 혼합물이 늘어나게 하여 혼합물 자체의 입자 크기를 감소시킨다. 사실, 정제 공정의 성공을 위한 기본 매개변수 중 하나는 분쇄 슬롯을 통과한 전체 혼합물 덩어리의 통과가 의존하는 서로 다른 실린더(132)의 서로 다른 속도이다.
실린더 사이의 압력은 유압으로 제어된다.
모든 실린더(132)는 각 실린더 내부를 순환하는 냉수로 냉각되며, 이러한 방식으로 실린더의 움직임과 제품과의 마찰로 인한 마찰로 인해 혼합물에서 발생하는 열을 대조한다. 이러한 방식으로, 제품 질량의 온도는 25°C에 도달할 때까지 감소된다.
방금 설명된 리파이너(130) 덕분에, 후자의 실린더(132)에 의해 혼합물에 가해지는 마찰 작용은 담배, 특히 담배의 리브에 함유된 셀룰로오스 섬유의 상당한 결합 작용을 발생시키고, 이것은 제품의 방향족 성분을 발생시키고 필요한 결합 효과를 얻기 위해 혼합물에 더 많은 섬유를 도입할 필요가 없다는 이중 이점을 포함한다.
이 다른 실시예에서 플랜트의 작동은, 준비 및 전처리 스테이션에서 나오는 파쇄된 잎과 파쇄된 리브가 얻고자 하는 레시피에 따라 비례 투여량으로 극저온 핀 밀(20)에 공급되고, 이것으로부터 약 20 내지 220 ㎛, 바람직하게는 약 80 내지 180 ㎛의 입자 크기로 이어지는 것을 제공한다.
그 다음, 생성물은 이미 기술된 방식으로 혼합기(80)로 이송되고, 여기서 상기 기술된 바와 같이 생성물 혼합물이 형성된다.
이렇게 얻어진 혼합물은 그 다음 혼합물의 고체 성분을 20 ㎛를 초과하지 않는 입자 크기로 만드는 임무를 갖는 실린더 리파이너(130)로 공급된다. 이러한 방식으로, 리파이너(130)의 실린더(132)에 의해 혼합물에 가해지는 마찰 작용은 담배, 특히 담배의 리브에 함유된 셀룰로오스 섬유의 상당한 결합 작용을 발생시키고, 이것은 한편으로는 제품의 방향족 성분을 발생시키고, 다른 한편으로는 필요한 결합 효과를 얻기 위해 혼합물에 더 많은 섬유를 도입할 필요를 없애는 이중 이점을 수반한다.
도 1은 혼합기(80)와 형성 유닛(92) 사이의 리파이너(130)의 위치를 개략적으로 나타내지만, 그러나 본 발명은 또한 리파이너(130)가 형성 유닛(92)에 대한 대안일 수 있으며, 이 경우에 이미 설명된 방법에 따른 처리 사이클의 계속을 위해 리파이너(130)를 떠나 제1 롤링 유닛(100)으로 직접 이송되는 혼합물일 수 있는 것을 제공한다.
Claims (44)
- 재생 담배의 제조 방법으로서:
- 담배의 고체 성분은 약 20~220 ㎛, 바람직하게는 약 80~180 ㎛의 입자 크기로 분쇄되며,
- 이렇게 수득된 분쇄 생성물을 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 슬러리가 얻어질 때까지 분말 셀룰로오스, 물, 하나 이상의 결합제 및 하나 이상의 에어로졸 형성 재료와 혼합하고,
- 상기 슬러리는 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위해 제1 적층을 거치고,
- 이미 상기 제1 적층을 거친 스트립은 스트립이 약 90-280 ㎛, 바람직하게는 약 140-200 ㎛의 상당히 일정한 두께를 가질 때까지 일련의 추가 적층 단계를 거치고,
- 상기 스트립은 액체 함량이 약 8-15%가 될 때까지 건조되는 것을 특징으로 하는 방법. - 제1항에 있어서,
건조된 연속 웹은 미리 정해진 치수의 스레드로 감기거나 파쇄되는 것을 특징으로 하는 방법. - 제1항 또는 제2항에 있어서,
고체 성분이 분쇄에 의해 분쇄된 담배인 것을 특징으로 하는 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
담배의 고체 성분을 분쇄기로 분쇄하는 것을 특징으로 하는 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
고체 성분은 극저온 핀 밀(20)에 의한 분쇄 담배인 것을 특징으로 하는 방법. - 제1항 내지 제5항 중 어느 한 항에 있어서,
천연 셀룰로오스로부터 얻어진 유기 섬유로 구성된 분말 셀룰로오스가 사용되는 것을 특징으로 하는 방법. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 슬러리는 입자 크기가 50 내지 100 ㎛인 분말 셀룰로오스로 형성되는 것을 특징으로 하는 방법. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 혼합물은 담배 중량의 2% 내지 10%를 포함하는 퍼센트의 분말 셀룰로오스로 형성되는 것을 특징으로 하는 방법. - 제1항 내지 제8항 중 어느 한 항에 있어서,
분쇄된 정향이 혼합물에 첨가되는 것을 특징으로 하는 방법. - 제1항 내지 제9항 중 어느 한 항에 있어서,
분쇄된 담배 성분은 상기 혼합물을 형성하기 전에 분말 셀룰로오스와 혼합되는 것을 특징으로 하는 방법. - 제1항 내지 제10항 중 어느 한 항에 있어서,
분쇄된 생성물, 분말 셀룰로스, 물, 하나 이상의 결합제 및 에어로졸을 형성하기 위한 하나 이상의 재료에 의해 형성된 혼합물은:
- 적어도 한 쌍의 홈이 있는 실린더(92)를 통과하기 위한 황삭 단계 및/또는
- 입자 크기가 20 ㎛를 초과하지 않을 때까지 한 쌍 이상의 정제 실린더(132,132')를 통과함에 의한 정제 단계를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 혼합물은 상기 제1 롤링 단계를 거치기 전에 균질화 및/또는 성형 단계를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 혼합물은 100 내지 2000 mm의 실질적으로 일정한 폭 및 1 내지 10 mm의 두께를 갖는 연속 스트립으로의 변형을 위해 균질화 및/또는 성형 단계를 거친 후, 상기 제1 적층 단계를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제13항 중 어느 한 항에 있어서,
상기 혼합물은 균질화 및/또는 성형 단계를 거쳐 일련의 부분(97)으로 변형되고 그 후 상기 제1 적층 단계를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제14항 중 어느 한 항에 있어서,
피더 로브(102) 및 적어도 한 쌍의 롤링 실린더(108)를 포함하는 유닛(100)으로 혼합물을 제1 롤링하는 단계를 수행하는 것을 특징으로 하는 방법. - 제1항 내지 제15항 중 어느 한 항에 있어서,
상기 제1 적층은 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 상기 연속 스트립을 얻기 전에 수행되는 균질화 단계를 포함하는 것을 특징으로 하는 방법. - 제1항 내지 제16항 중 어느 한 항에 있어서,
상기 혼합물은 먼저 연속적인 부분(97)으로의 변형을 위한 형성 단계를 거친 다음, 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 상기 연속 스트립으로부터 얻기 전에 상기 부분(97)의 균질화 단계를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제17항 중 어느 한 항에 있어서,
상기 혼합물은 주로 또는 독점적으로 적어도 한 쌍의 롤링 실린더(108)의 입구에 위치된 피더 로브(102)에 의해 균질화되는 것을 특징으로 하는 방법. - 제1항 내지 제18항 중 어느 한 항에 있어서,
약 1-10 mm의 두께를 갖는 단층 테이프가 상기 제1 적층의 출구에서 얻어지는 것을 특징으로 하는 방법. - 제1항 내지 제19항 중 어느 한 항에 있어서,
상기 일련의 추가 적층 단계 전에, 이미 상기 제1 적층을 거친 상기 스트립은 두께가 약 2-20mm인 다층 스트립이 얻어질 때까지 층화를 거치는 것을 특징으로 하는 방법. - 제1항 내지 제20항 중 어느 한 항에 있어서,
상기 일련의 추가 롤링 패스에서, 혼합물이 적층 스테이션과 다음 단계 사이에 놓이도록 하는 것을 특징으로 하는 방법. - 제1항 내지 제21항 중 어느 한 항에 있어서,
적층은 적어도 부분적으로 가열된 실린더(118)의 쌍들로 수행되는 것을 특징으로 하는 방법. - 제1항 내지 제22항 중 어느 한 항에 있어서,
건조 공기 재순환 시스템(122)을 통과하기 위해 상기 적층 리본을 건조시키는 것을 특징으로 하는 방법. - 재생 담배 생산을 위한 플랜트로서,
- 약 20 - 220 ㎛, 바람직하게는 약 80 - 180 ㎛의 입자 크기로 만들기 위한, 담배의 고체 성분의 분쇄 유닛(20,24,54),
- 계량된 양의 파쇄된 재료, 분말 셀룰로스, 물, 하나 이상의 결합제 및 하나 이상의 에어로졸 형성 재료가 공급되고, 액체 함량이 약 30-50%, 바람직하게는 약 35-40%인 혼합물을 얻도록 구성된 혼합기(80),
- 상기 혼합물로부터 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 얻기 위한 제1 롤링 유닛(100),
- 상기 연속 스트립을 90 내지 280 ㎛, 바람직하게는 약 140 내지 200 ㎛의 두께로 만들기 위해 상기 제1 롤링 유닛(100)의 하류에 배치된 롤링 라인(116),
- 상기 적층된 웹의 액체 함량을 약 8-15%로 만들기 위한 건조기(122)를 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제24항 중 어느 한 항에 있어서,
상기 건조기는 공기 순환식인 것을 특징으로 하는 플랜트. - 제1항 내지 제25항 중 어느 한 항에 있어서,
상기 분쇄 유닛은 밀(20)을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제26항 중 어느 한 항에 있어서,
상기 분쇄 유닛은 극저온 핀 밀을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제27항 중 어느 한 항에 있어서,
분말 형태의 셀룰로오스를 상기 혼합기에 공급하기 위한 수단을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제28항 중 어느 한 항에 있어서,
상기 분쇄된 담배 성분 및 상기 분말 셀룰로오스를 포함하는 고체 물질을 혼합 및 저장하기 위한 적어도 하나의 사일로(45)를 상기 밀(20)의 상류에 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제29항 중 어느 한 항에 있어서,
상기 혼합기(80)의 하류 및 상기 제1 롤링 유닛(100)의 상류에, 혼합물 형성 유닛(92)을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제30항 중 어느 한 항에 있어서,
상기 형성 유닛(92)은 또한 혼합물을 균질화하도록 구성되는 것을 특징으로 하는 플랜트. - 제1항 내지 제31항 중 어느 한 항에 있어서,
상기 형성 유닛(92)은 100 내지 2000 mm의 실질적으로 일정한 폭 및 1 내지 4 mm의 두께를 갖는 연속 벨트로 혼합물을 변형시키도록 구성되는 것을 특징으로 하는 플랜트. - 제1항 내지 제32항 중 어느 한 항에 있어서,
상기 형성 유닛(92)은 상기 혼합물을 상기 제1 롤링 유닛(100)으로 보내질 복수의 부분(97)으로 분할하도록 구성되는 것을 특징으로 하는 플랜트. - 제1항 내지 제33항 중 어느 한 항에 있어서,
상기 형성 유닛(92)는 적어도 한 쌍의 홈이 있는 실린더(96)를 갖는 황삭 기계 및/또는 실린더(130)를 갖는 리파이너를 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제34항 중 어느 한 항에 있어서,
제1 롤링 유닛(100)은 사전 롤링 모듈에 대해 바로 상류에 위치된 혼합물 균질화 모듈을 포함하며, 이는 적어도 한 쌍의 적층 롤(108)에 의해 정의되며, 약 1-20 mm, 바람직하게는 약 1-10 mm의 두께를 갖는 연속 스트립을 형성하도록 구성되는 것을 특징으로 하는 플랜트. - 제1항 내지 제35항 중 어느 한 항에 있어서,
상기 균질화 모듈은 로브 피더(102)를 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제36항 중 어느 한 항에 있어서,
상기 제1 롤링 유닛(100)은 로브 피더(102) 및 적어도 한 쌍의 롤링 롤(108)을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제37항 중 어느 한 항에 있어서,
상기 제1 롤링 유닛(100)의 하류에 적층 유닛(110)을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제38항 중 어느 한 항에 있어서,
상기 층화 유닛(110)은, 상기 제1 적층 유닛(100)에 의해 공급되고 바람직하게는 상기 롤링 라인(116)의 하부 하류 컨베이어 벨트(114)에 대해 교번 운동이 제공되는 그 지지 구조 중 하나에 대한 연속적인 이동이 구비된 상류 컨베이어 벨트(112)를 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제39항 중 어느 한 항에 있어서,
상기 롤링 라인(116)은 생성물 벨트가 적층 스테이션과 다음 적층 스테이션 사이에 놓일 수 있도록 하기에 충분한 길이의 컨베이어 벨트(114) 섹션에 의해 서로 분리된 복수의 롤링 스테이션을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제40항 중 어느 한 항에 있어서,
상기 롤링 라인(116)의 실린더(118, 120)의 적어도 일부가 가열되는 것을 특징으로 하는 플랜트. - 제1항 내지 제41항 중 어느 한 항에 있어서,
상기 열풍 건조기(122)는 제1 건조 단계가 롤링 라인(116)을 떠나는 생성물 웹에 대해 수행되는 제1 유닛(124), 및 제2 건조 단계가 수행되고 제1 유닛(124)에서 나오는 이미 부분적으로 건조된 생성물 웹의 후속 냉각 단계가 수행되며 제1 유닛과 직렬로 배치된 제2 유닛(126)을 포함하는 것을 특징으로 하는 플랜트. - 제1항 내지 제42항 중 어느 한 항에 있어서,
열풍을 갖는 상기 건조기(122) 내부에서 적어도 하나의 메쉬 컨베이어를 사용하는 것을 특징으로 하는 시스템. - 제1항 내지 제43항 중 어느 한 항에 있어서,
상기 열풍 건조기(122)는 강철 벨트 또는 순 컨베이어 벨트가 있는 상기 제1 유닛(124)의 내부 및 네트워크 컨베이어 벨트의 상기 제2 유닛(126) 내부에 제공되는 것을 특징으로 하는 플랜트.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102020000005503A IT202000005503A1 (it) | 2020-03-13 | 2020-03-13 | Metodo ed impianto di produzione di tabacco ricostituito. |
| IT102020000005503 | 2020-03-13 | ||
| PCT/IB2021/052037 WO2021181327A1 (en) | 2020-03-13 | 2021-03-11 | Method and plant for producing reconstituted tobacco |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220154750A true KR20220154750A (ko) | 2022-11-22 |
Family
ID=70918819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227035536A KR20220154750A (ko) | 2020-03-13 | 2021-03-11 | 재생 담배의 제조 방법 및 플랜트 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20230134279A1 (ko) |
| EP (1) | EP4117459A1 (ko) |
| JP (1) | JP2023518155A (ko) |
| KR (1) | KR20220154750A (ko) |
| CN (1) | CN115348823A (ko) |
| BR (1) | BR112022017829A2 (ko) |
| CA (1) | CA3169936A1 (ko) |
| IT (1) | IT202000005503A1 (ko) |
| WO (1) | WO2021181327A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200014227A1 (it) * | 2022-07-06 | 2024-01-06 | Comas Costruzioni Macch Speciali S P A | Metodo per la produzione di uno strato in materiale ricostituito di origine vegetale |
| KR20240027484A (ko) * | 2022-08-23 | 2024-03-04 | 주식회사 케이티앤지 | 담배 과립의 제조방법 및 이에 의해 제조된 담배 과립을 포함하는 에어로졸 생성 물품 |
| WO2024079646A1 (en) * | 2022-10-12 | 2024-04-18 | Comas Costruzioni Macchine Speciali S.P.A. | Method and plant for making a web of reconstituted material |
| CN115956699A (zh) * | 2023-02-06 | 2023-04-14 | 湖北中烟工业有限责任公司 | 一种辊压法薄片烟丝的制备方法及烟丝 |
| WO2024194730A1 (en) * | 2023-03-22 | 2024-09-26 | Comas - Costruzioni Macchine Speciali - S.P.A. | Method and machine for making a plant-based web |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2701224T5 (es) | 2014-09-30 | 2022-03-23 | Philip Morris Products Sa | Método para la producción de material de tabaco homogeneizado |
| RU2680562C2 (ru) | 2014-09-30 | 2019-02-22 | Филип Моррис Продактс С.А. | Способ получения гомогенизированного табачного материала и гомогенизированный табачный материал |
| PL3760056T3 (pl) | 2014-09-30 | 2024-02-19 | Philip Morris Products S.A. | Sposób wytwarzania homogenizowanego materiału tytoniowego |
| BR112017003770B1 (pt) | 2014-09-30 | 2022-02-08 | Philip Morris Products S.A. | Material de tabaco homogeneizado, método de produção de material de tabaco homogeneizado e artigo gerador de aerosol compreendendo o dito material |
| WO2016067226A1 (en) * | 2014-10-29 | 2016-05-06 | Recon Inc. | Nano-lamination reconsituted tobacco |
| US20210244069A1 (en) * | 2018-02-16 | 2021-08-12 | Ioto International Indústria E Comércio De Produtos Aromáticos Ltd | Method and System For Producing of Reconstituted Vegetable Films |
| EP4316271A3 (en) * | 2018-09-17 | 2024-03-27 | COMAS - COSTRUZIONI MACCHINE SPECIALI - S.p.A. | Method for the production of reconstituted tobacco |
-
2020
- 2020-03-13 IT IT102020000005503A patent/IT202000005503A1/it unknown
-
2021
- 2021-03-11 CA CA3169936A patent/CA3169936A1/en active Pending
- 2021-03-11 CN CN202180020348.5A patent/CN115348823A/zh active Pending
- 2021-03-11 US US17/910,966 patent/US20230134279A1/en active Pending
- 2021-03-11 KR KR1020227035536A patent/KR20220154750A/ko unknown
- 2021-03-11 EP EP21717214.7A patent/EP4117459A1/en active Pending
- 2021-03-11 WO PCT/IB2021/052037 patent/WO2021181327A1/en active Application Filing
- 2021-03-11 JP JP2022548537A patent/JP2023518155A/ja active Pending
- 2021-03-11 BR BR112022017829A patent/BR112022017829A2/pt active Search and Examination
Also Published As
| Publication number | Publication date |
|---|---|
| IT202000005503A1 (it) | 2021-09-13 |
| EP4117459A1 (en) | 2023-01-18 |
| WO2021181327A1 (en) | 2021-09-16 |
| CN115348823A (zh) | 2022-11-15 |
| BR112022017829A2 (pt) | 2022-11-01 |
| JP2023518155A (ja) | 2023-04-28 |
| US20230134279A1 (en) | 2023-05-04 |
| CA3169936A1 (en) | 2021-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3852554B1 (en) | Production and plant for the production of reconstituted tobacco | |
| KR20220154750A (ko) | 재생 담배의 제조 방법 및 플랜트 | |
| JPS6147590B2 (ko) | ||
| JPS6323787A (ja) | 家庭廃棄物、工業廃棄物およびその他の同様な廃棄物を処理するための方法および装置 | |
| CN100515703C (zh) | 通用型木质颗粒生产工艺及系统 | |
| CN101676077A (zh) | 板材制造过程中在铺装机前筛分和干燥散料的方法和设备 | |
| US10196775B2 (en) | Method for processing grass for manufacturing paper, paperboard and cardboard | |
| JPWO2020058814A5 (ko) | ||
| US20230165296A1 (en) | Method of producing homogeneous sheets of nicotine-free vegetable fibers | |
| EP0693885A1 (en) | Cigarette and process for preparing the cigarette | |
| KR100792011B1 (ko) | 고춧가루 제조 시스템 | |
| CN211211417U (zh) | 一种烟草材料的生产设备 | |
| RU2315535C1 (ru) | Линия производства экструдированных продуктов | |
| US4875628A (en) | Method and apparatus for crushing brittle material for grinding | |
| WO2024079646A1 (en) | Method and plant for making a web of reconstituted material | |
| RU19251U1 (ru) | Комплекс по переработке водорослей | |
| CN116491679A (zh) | 再造烟叶薄片制造方法和装置 | |
| CN216769953U (zh) | 蛋壳烘干设备 | |
| RU120420U1 (ru) | Технологическая линия увлажненного прессования измельченной органики | |
| JP2011512270A (ja) | 熱可塑物質複合物製造プロセスに利用される高密度リグノセルロースパルプの製造方法及び製造システム | |
| JPH0856636A (ja) | 食材生産方法、及び、該方法の実施に用いる食材生産 装置 | |
| CN112754062A (zh) | 一种烟草材料的生产工艺及生产设备 | |
| KR20180099530A (ko) | 담배 로드 형성 기계에 원료 보급을 위한 타바코 가공업의 기계 및 상기 기계의 작동을 위한 방법 | |
| PL97812B1 (pl) | Urzadzenie do przerobu chleba odpadowego na pasze |