KR20220153586A - 인쇄물의 제조 방법 및 인쇄물 - Google Patents
인쇄물의 제조 방법 및 인쇄물 Download PDFInfo
- Publication number
- KR20220153586A KR20220153586A KR1020227030281A KR20227030281A KR20220153586A KR 20220153586 A KR20220153586 A KR 20220153586A KR 1020227030281 A KR1020227030281 A KR 1020227030281A KR 20227030281 A KR20227030281 A KR 20227030281A KR 20220153586 A KR20220153586 A KR 20220153586A
- Authority
- KR
- South Korea
- Prior art keywords
- ink
- pressing
- cylinder
- printed matter
- printed
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/06—Lithographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/06—Lithographic printing
- B41M1/08—Dry printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/0403—Drying webs
- B41F23/0406—Drying webs by radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/0403—Drying webs
- B41F23/0406—Drying webs by radiation
- B41F23/0409—Ultra-violet dryers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/08—Print finishing devices, e.g. for glossing prints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F3/00—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed
- B41F3/02—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed with impression cylinder or cylinders rotating unidirectionally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F3/00—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed
- B41F3/18—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed of special construction or for particular purposes
- B41F3/30—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed of special construction or for particular purposes for lithography
- B41F3/34—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed of special construction or for particular purposes for lithography for offset printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F3/00—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed
- B41F3/46—Details
- B41F3/48—Press frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F3/00—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed
- B41F3/46—Details
- B41F3/81—Inking units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/02—Letterpress printing, e.g. book printing
- B41M1/04—Flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/26—Printing on other surfaces than ordinary paper
- B41M1/30—Printing on other surfaces than ordinary paper on organic plastics, horn or similar materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0018—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using ink-fixing material, e.g. mordant, precipitating agent, after printing, e.g. by ink-jet printing, coating or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/001—Apparatus or machines for carrying out printing operations combined with other operations with means for coating or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
Abstract
본 발명은 활성 에너지선 경화형 잉크가 인쇄된 인쇄물에 있어서 계조 표현성을 손상하지 않고, 인쇄 농도를 향상하는 인쇄물의 제조 방법을 제공하는 것을 과제로 한다. 본 발명은 순서대로 잉크를 피인쇄물의 피전사면에 전사하는 전사 공정, 상기 잉크가 전사된 상기 피전사면에 압압 실린더를 접촉시키는 압압 공정을 포함하는 인쇄물의 제조 방법으로서, 상기 압압 실린더 중 적어도 하나가 패터닝된 압압부를 갖는 인쇄물의 제조 방법이다.
Description
본 발명은 인쇄물의 제조 방법에 관한 것이다.
세계적인 인구 증가에 따라 식품, 생활 용품 주체의 포장에 사용되는 연포장은 앞으로도 수요의 확대가 예상된다. 연포장이란 플라스틱 필름으로 인쇄를 행하고, 인쇄 후 라미네이트 처리를 해서 주머니형상으로 가공하는 것이라고 한다. 현재, 연포장 인쇄에서 주류로 되어 있는 그라비어 인쇄에서는 겉보기가 선명한 인쇄물이 얻어지지만, 용제를 대량으로 포함하는 잉크를 사용하고 있는 점에서 잉크 용제의 건조나 배기 처리에 다량의 에너지가 필요해지고, 환경 부하도 크다. 또한, 종래의 대량 생산·대량 소비로부터 소(小)로트·다품종·단납기로 마켓의 니즈가 변화하고 있으며, 판비·판 제작비가 고가이며, 대(大)로트를 득의로 하고 있었던 그라비어 인쇄의 생산 비용 업에도 연결되어 있다. 그 때문에 최근에는 판비, 판 제작비가 저렴하며, 소로트·단납기의 점으로부터 비용면에서 우위인 평판 인쇄를 사용하여 연포장 인쇄를 실시하는 시도가 시작되고 있다(특허문헌 1).
평판 인쇄는 고속, 대량, 저렴하게 인쇄물을 공급하는 시스템으로서 널리 보급되어 있는 인쇄 방식이다. 또한, 최근에는 환경 문제로의 대응으로부터 평판 인쇄용 잉크에 포함되는 휘발 성분의 저감 요구가 있다. 이 때문에 휘발 성분을 포함하지 않고, 활성 에너지선의 조사에 의해 순간 경화하는 평판 인쇄용 잉크(이하, 활성 에너지선 경화형 평판 인쇄용 잉크라고 한다)의 이용이 진행되어 있다(특허문헌 2). 연포장 인쇄에서는 롤투롤로 인쇄하기 위해서 잉크의 속건성이 중요하며, 활성 에너지선 경화형 평판 인쇄용 잉크를 사용하는 활성 에너지선 경화형 평판 인쇄는 환경면에서의 이점에 추가하여 열 에너지를 사용하지 않고 건조 공정을 단축하기 때문에 에너지 절약하며, 또한 높은 생산성을 갖는 것이다.
일반적으로 활성 에너지선 경화형 평판 인쇄용 잉크는 점도가 높고, 또한 순간 경화 때문에 레벨링성이 나쁘고, 인쇄 농도는 기존의 그라비어 인쇄에 비해서 낮아지기 쉽다. 고인쇄 농도화를 위해 잉크 공급량을 증가시키면 오염 등 인쇄 적성의 악화나 후막화에 의해 필름 원반으로의 밀착성이 저하된다. 그 때문에 인쇄로부터 경화까지 동안에 면 정리용 롤을 배치하여 잉크층 표면의 요철을 저감하는 시도가 이루어져 있다(특허문헌 3).
특허문헌 3이 개시하는 기술에 의하면 솔리드 부분의 인쇄 농도 향상의 효과는 있지만, 망점 부분이 설정보다 커져(이하, 도트 게인이라고 부른다) 섀도나 하이라이트에 의해 톤점프가 일어나는 등의 계조 표현성이 악화되는 것이었다.
그래서 본 발명에서는 활성 에너지선 경화형 잉크를 사용하여 계조 표현성을 손상하지 않고, 인쇄 농도를 향상할 수 있는 인쇄물의 제조 방법을 제공하는 것을 과제로 한다.
본 발명자들은 상기 과제를 해결하기 위해서 이하의 제조 방법의 발명을 개시한다.
(1) 순서대로, 잉크를 피인쇄물의 피전사면에 전사하는 전사 공정, 상기 잉크가 전사된 상기 피전사면에 압압 실린더를 접촉시키는 압압 공정을 포함하는 인쇄물의 제조 방법으로서 상기 압압 실린더 중 적어도 하나가 패터닝된 압압부를 갖는 인쇄물의 제조 방법.
그리고 본 발명의 바람직한 양태로서 이하의 제조 방법이 있다.
(2) 상기 패터닝된 압압부의 천장면의 80% 이상의 면적이 상기 압압 공정보다 전에 피전사면에 전사된 솔리드 부분에 대응하는 상기 (1)의 인쇄물의 제조 방법.
(3) 상기 패터닝된 압압부를 갖는 압압 실린더와, 상기 패터닝된 압압부를 갖는 압압 실린더에 대향해서 피인쇄물을 끼우는 압실린더와의 압압이 100N/㎠ 이상 700N/㎠ 이하인 상기 (1) 또는 (2)의 인쇄물의 제조 방법.
(4) 상기 패터닝된 압압부의 천장면의 표면 거칠기 Ra가 0.30㎛ 이하인 상기 (1) 내지 (3) 중 어느 하나의 인쇄물의 제조 방법.
(5) 상기 패터닝된 압압부의 천장면의 표면 거칠기 Rz가 2.00㎛ 이하인 상기 (1) 내지 (4) 중 어느 하나의 인쇄물의 제조 방법.
(6) 상기 패터닝된 압압부의 천장면의 표면 자유 에너지가 36mN/m 이상 50mN/m 이하인 상기 (1) 내지 (5) 중 어느 하나의 인쇄물의 제조 방법.
(7) 상기 패터닝된 압압부를 갖는 압압 실린더가 오프셋 인쇄판, 플렉소 인쇄판, 수지 철판, 및 블랭킷으로부터 선택되는 적어도 1개가 장착된 실린더인 상기 (1) 내지 (6) 중 어느 하나의 인쇄물의 제조 방법.
(8) 상기 오프셋 인쇄판이 물 없는 평판인 상기 (7)의 인쇄물의 제조 방법.
(9) 상기 압압부가 상기 블랭킷에 부착된 잉크 평활화재인 상기 (7) 또는 (8)의 인쇄물의 제조 방법.
(10) 상기 전사 공정 및 압압 공정 후에 상기 활성 에너지선을 잉크에 조사하는 조사 공정을 포함하는 상기 어느 하나의 인쇄물의 제조 방법.
(11) 상기 피인쇄물이 비흡수 원반인 상기 (1) 내지 (10) 중 어느 하나에 기재된 인쇄물의 제조 방법.
(12) 상기 비흡수 원반이 필름인 상기 (11)의 인쇄물의 제조 방법.
(13) 상기 필름의 두께가 5㎛ 이상 50㎛ 이하인 상기 (12)의 인쇄물의 제조 방법.
(14) 상기 전사 공정과 상기 압압 공정에 있어서 잉크를 전사하기 위한 실린더 및 압압 실린더에 대향해서 상기 피인쇄물을 끼우는 압실린더가 단일인 상기 (1) 내지 (10) 중 어느 하나의 인쇄물의 제조 방법.
(15) 상기 압압 공정에 있어서의 잉크의 25℃, 측정 주파수 10rad/s에 있어서의 손실 정접(tanδ)의 값이 1.0 이상 4.0 이하인 상기 (1) 내지 (14) 중 어느 하나의 인쇄물의 제조 방법.
(16) 상기 전사 공정이 복수 회 행해지고, 그 복수 회 중 적어도 최초의 전사 공정에서 사용되는 잉크가 화이트색 잉크 및 앵커 잉크 중 적어도 하나인 상기 (1) 내지 (l5) 중 어느 하나의 인쇄물의 제조 방법.
(17) 상기 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정 후에 다른 전사 공정, 그리고 그 전사 공정보다 후에 다른 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정을 포함하는 상기 (1) 내지 (16) 중 어느 하나의 인쇄물의 제조 방법.
(18) 상기 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정과, 상기 조사 공정 사이에 또 다른 전사 공정을 포함하는 상기 (1) 내지 (17) 중 어느 하나의 인쇄물의 제조 방법.
또한, 본 발명자들은 이하의 인쇄물의 발명을 개시한다.
(19) 인쇄물 상의 솔리드 부분의 표면 거칠기 Ra가 0.10㎛ 이상 0.50㎛ 이하이며, 또한 인쇄물 상의 임의의 잉크 피막의 영률이 3㎬ 이상 5㎬ 이하인 인쇄물.
(발명의 효과)
본 발명에 의한 인쇄물의 제조 방법에 의하면 인쇄물 중의 솔리드 부분만을 선택적으로 평활화함으로써 계조 표현성을 손상하지 않고, 인쇄 농도를 향상할 수 있다. 또한, 선택적인 평활화에 의해 광택성과 매트성을 동거시키는 폭넓은 인쇄 표현을 간편하게 부여할 수 있다. 또한, 얻어진 인쇄물은 우수한 광택성, 내마모성을 나타낸다.
도 1은 실시예에 있어서의 인쇄 방법 1, 2, 및 3에서 사용한 인쇄판의 화상을 나타내는 도면이다.
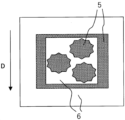
도 2는 실시예에 있어서의 인쇄 방법 4, 5, 및 6에서 사용한 인쇄판의 화상을 나타내는 도면이다.
도 3은 도 2의 화상에 대응시켜서 평활화재를 선택적으로 부착한 양태를 나타내는 도면이다.
도 2는 실시예에 있어서의 인쇄 방법 4, 5, 및 6에서 사용한 인쇄판의 화상을 나타내는 도면이다.
도 3은 도 2의 화상에 대응시켜서 평활화재를 선택적으로 부착한 양태를 나타내는 도면이다.
이하, 본 발명에 대해서 구체적으로 설명한다. 또한, 본 발명에 있어서 「이상」이란 거기에 나타내는 수치와 동일하거나 또는 그것보다 큰 것을 의미한다. 또한, 「이하」란 거기에 나타내는 수치와 동일하거나 또는 그것보다 작은 것을 의미한다. 또한, 「(메타)아크릴레이트」란 아크릴레이트 및 메타크릴레이트를 포함하는 총칭이다.
본 발명에서는 순서대로 잉크를 피인쇄물의 피전사면에 전사하는 전사 공정, 상기 잉크가 전사된 피전사면에 압압 실린더를 접촉시키는 압압 공정을 포함하는 인쇄물의 제조 방법으로서 상기 압압 실린더 중 적어도 하나가 패터닝된 압압부를 갖는다.
(피인쇄물)
본 발명의 인쇄물의 제조 방법에 있어서 피인쇄물로서는 아트지, 코트지, 캐스트지 등의 도포지나 상질지, 신문용지, 화지 등의 비도포지나 합성지, 알루미늄 증착지, 금속, 필름 등의 비흡수 원반을 사용할 수 있다. 그 중에서도 잉크 전이성이 낮아 전이 후에도 잉크가 침투하지 않는 비흡수 원반이 바람직하고, 특히 잉크 전이성이 낮은 필름이 바람직하다.
상기 필름으로서는 폴리에틸렌, 폴리프로필렌, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리락트산 등의 폴리에스테르, 폴리아미드, 폴리이미드, 폴리알킬(메타)아크릴레이트, 폴리스티렌, 폴리α메틸스티렌, 폴리카보네이트, 폴리비닐알콜, 폴리비닐아세탈, 폴리염화비닐, 폴리불화비닐리덴 등을 들 수 있다. 이들 플라스틱 필름은 버닝 처리나 이접착 코팅, 화학 증착 등 표면 처리가 실시되어 있어도 좋다.
필름의 두께는 인쇄에 필요한 필름의 기계적 강도로부터 5㎛ 이상이 바람직하고, 10㎛ 이상이 보다 바람직하다. 또한, 필름의 비용이 저렴해지는 50㎛ 이하가 바람직하고, 30㎛ 이하가 보다 바람직하다.
본 발명의 인쇄물의 제조 방법에서 사용되는 비인쇄물의 형태로서는 매엽형상, 롤형상 중 어느 것이나 사용하는 것이 가능하다. 연포장용의 박막 필름에 인쇄하는 경우에는 롤 필름을 사용하고, 롤투롤로 인쇄하는 것이 바람직하다.
(잉크)
본 발명의 인쇄물의 제조 방법에 있어서 잉크는 플렉소 잉크, 오프셋 잉크, 그라비어 잉크, 스크린 잉크, 잉크젯 잉크 등의 산화 중합형, 건조형, 활성 에너지선 경화형 중 어느 것이나 주지의 것을 사용할 수 있다. 특히, 순간 경화하는 특성 때문에 레벨링성에 어려움이 있는 활성 에너지선 경화형의 잉크, 그 중에서도 점도가 높은 오프셋 잉크가 후술하는 압압 공정에 있어서 높은 평활화의 효과가 얻어지기 때문에 바람직하다. 또한, 오프셋 잉크 중 물 없는 평판 인쇄용의 잉크를 사용해도 좋다. 또한, 시판품을 사용해도 좋고, 합성품을 사용해도 좋다.
시판품의 활성 에너지선 경화형 잉크의 구체예로서는 전자선 경화형 잉크로서 Sun Chemical제 EC DEVELOPMENT나 Flint제 XCURA EVO 등을 들 수 있다.
합성품의 활성 에너지선 경화형 잉크는 수지를 다관능 (메타)아크릴레이트에 용해한 수지 바니시에 안료, 조제를 추가하여 3개 롤밀로 혼련함으로써 얻어진다.
수지로서는 아크릴 수지, 우레탄 수지, 프탈레이트 수지 등을 들 수 있고, 시판품을 사용해도 좋고, 합성품이어도 좋다. 시판품의 구체예로서 아크릴 수지로서는 SEIKO PMC CORPORATION제의 "HIROS"(등록상표) 시리즈가 프탈레이트 수지로서는 OSAKA SODA CO., LTD.제의 "DAISO DAP"(등록상표) 시리즈나 "DAISO ISO DAP"(등록상표)를 들 수 있다.
수지를 합성할 경우 아크릴 수지이면 (메타)아크릴레이트 모노머를 단독, 또는 2종 이상을 혼합하고, 유기 용매 중 중합 개시제의 존재하, 중합 반응을 행함으로써 얻을 수 있다. 또한, 스티렌이나 α-메틸-스티렌 등을 공중합하는 것도 가능하다.
상기 (메타)아크릴레이트 모노머로서는 탄소수가 1~24개인 직쇄 또는 분기 알킬(메타)아크릴레이트나 지환식 알킬(메타)아크릴레이트로서 이소보르닐(메타)아크릴레이트, 노보닐(메타)아크릴레이트, 노보난-2-메탄올(메타)아크릴레이트, 시클로헥실(메타)아크릴레이트, 트리시클로펜테닐(메타)아크릴레이트, 트리시클로펜테닐옥시(메타)아크릴레이트, 트리시클로데칸모노메틸올(메타)아크릴레이트가 카르복실기 함유 (메타)아크릴레이트로서 (메타)아크릴산, 이타콘산, 크로톤산, 말레산, 푸말산, 아세트산 비닐 등이, 히드록실기 함유 (메타)아크릴레이트로서 2-히드록시에틸아크릴레이트, 2-히드록시부틸아크릴레이트 등이, 아미노기 함유 (메타)아크릴레이트로서 디메틸아미노에틸메타크릴레이트, 디메틸아미노부틸메타크릴레이트 등이, 술포기 함유 (메타)아크릴레이트로서 아크릴아미드t-부틸술폰산이, 인산기 함유 (메타)아크릴레이트로서 2-메타크로일옥시에틸애시드포스페이트를 사용할 수 있다.
우레탄 수지이면 폴리올과 폴리이소시아네이트를 각각 1종류 이상 혼합하고, 유기 용매 중 축합제의 존재하, 중축합 반응을 행함으로써 얻을 수 있다. 폴리올로서는 폴리에스테르폴리올, 폴리카보네이트폴리올, 폴리에테르폴리올 등을 들 수 있고, 폴리이소시아네이트로서는 폴리우레탄폴리이소시아네이트나 이소시아누레이트 등을 들 수 있다.
프탈레이트 수지이면 디알릴오쏘프탈레이트나 디알릴이소프탈레이트를 단독, 또는 2종 혼합해서 유기 용매 중 중합 개시제의 존재하, 중합 반응을 행함으로써 얻을 수 있다.
상기 다관능 (메타)아크릴레이트로서는 2관능에서는 디에틸렌글리콜디(메타)아크릴레이트, 트리에틸렌글리콜디(메타)아크릴레이트, 폴리에틸렌글리콜디(메타)아크릴레이트, 트리프로필렌글리콜디(메타)아크릴레이트, 1,3부틸렌글리콜디(메타)아크릴레이트, 네오펜틸글리콜디(메타)아크릴레이트, 트리메틸올프로판디(메타)아크릴레이트, 글리세린디(메타)아크릴레이트, 펜타에리스리톨디(메타)아크릴레이트, 디글리세린디(메타)아크릴레이트, 디메틸올프로판디(메타)아크릴레이트, 디시클로펜타디엔트리시클로데칸디메탄올디(메타)아크릴레이트나 이들 및 이들의 에틸렌옥시드 부가체, 프로필렌옥시드 부가체, 테트라에틸렌옥시드 부가체 등을 들 수 있고, 3관능에서는 트리메틸올프로판트리(메타)아크릴레이트, 펜타에리스리톨트리(메타)아크릴레이트, 디메틸올프로판트리(메타)아크릴레이트, 글리세린트리(메타)아크릴레이트, 이소시아누르산 트리(메타)아크릴레이트나 이들의 에틸렌옥시드 부가체, 프로필렌옥시드 부가체 상기 등을 들 수 있고, 4관능에서는 디메틸올프로판테트라(메타)아크릴레이트, 디글리세린테트라(메타)아크릴레이트나 이들의 에틸렌옥시드 부가체, 프로필렌옥시드 부가체를 들 수 있고, 5관능 이상에서는 디펜타에리스리톨헥사(메타)아크릴레이트, 이들의 에틸렌옥시드 부가체, 프로필렌옥시드 부가체를 들 수 있다.
안료는 프탈로시아닌계 안료, 용성 아조계 안료, 불용성 아조계 안료, 레이크 안료, 퀴나크리돈계 안료, 이소인돌린계 안료, 스렌계 안료, 금속 착체계 안료, 산화티탄, 산화아연, 알루미나 화이트, 탄산 칼슘, 황산 바륨, 벵갈라, 카드뮴 레드, 황연, 아연황, 감청, 군청, 산화물 피복 유리 분말, 산화물 피복 운모, 산화물 피복 금속 입자, 알루미늄 가루, 금가루, 은가루, 동가루, 아연 가루, 스테인리스 가루, 니켈 가루, 유기 벤토나이트, 산화철, 카본 블랙, 그래파이트 등을 들 수 있다.
또한, 안료로서는 무색의 체질 안료인 마이카(함수 규산 알루미늄칼륨)나 탤크(규산 마그네슘염) 등도 사용할 수 있고, 색안료를 포함하지 않는 앵커 잉크로 할 수도 있다.
그 외에 광 중합 개시제나 왁스, 안료 분산제, 소포제, 레벨링제 등의 첨가제를 잉크에 사용하는 것이 가능하다.
광 중합 개시제를 포함하는 자외선 경화형 잉크를 사용할 수도 있지만, 광 중합 개시제의 분해물이나 미반응물은 악취나 내용물 오염의 원인이 되기 때문에 이들을 포함하지 않는 방사선 경화형의 잉크가 보다 바람직하다.
또한, 본 발명에 있어서 사용하는 잉크는 25℃, 측정 주파수 10rad/s에 있어서의 손실 정접(tanδ)의 값이 1.0 이상 4.0 이하인 것이 바람직하다. 손실 정접(tanδ, 이하 간단히 「tanδ」라고 부른다)의 값은 동적 점탄성 측정 장치를 사용하여 정현파 진동법에 의해 측정된다. tanδ란 저장 탄성률(G')과 손실 탄성률(G'')의 비 G''/G'이다. tanδ의 값이 작을수록 잉크는 변형에 대하여 원래의 형상으로 되돌아가는 성질이 강한 것을 의미한다. 한편, tanδ의 값이 클수록 잉크는 변형에 추종하는 성질이 강한 것을 의미한다. 일반적으로 값이 1 미만은 고체 모양으로 유동성이 낮아 값이 클수록 유동성이 높은 것을 의미한다. 측정 주파수 10rad/s의 저전단하에 있어서 tanδ를 1.0 이상, 보다 바람직하게는 2.0 이상으로 함으로써 압압에 의해 잉크를 변형시킬 수 있다. 또한, 4.0 이하, 보다 바람직하게는 3.0 이하로 함으로써 비획선부에 잉크가 레벨링하는 것을 방지하고, 압압에 의한 평활화 효과를 효과적으로 얻을 수 있다.
(전사 공정)
전사 공정에 있어서 잉크를 피인쇄물의 피전사면에 전사한다.
일반적으로, 컬러 인쇄물은 인쇄하는 색의 수만큼 잉크를 전사하기 위한 인쇄 유닛이 필요해진다. 각 색의 인쇄 유닛에서 획선부의 잉크가 잉크 롤로부터 인쇄판, 방식에 따라서는 블랭킷을 통해 피인쇄물의 피전사면에 전사된다.
전사 공정에 있어서 잉크를 피인쇄면에 전사하는 방법으로서는 플렉소 인쇄, 오프셋, 그라비어 인쇄, 스크린 인쇄, 잉크젯 인쇄, 바니시 코터, 바 코터 등의 주지의 방법에 의해 피인쇄면에 전사할 수 있다. 특히, 오프셋 인쇄 방식에 있어서는 일반적으로 잉크가 고점도이며, 레벨링성이 낮기 때문에 본 발명의 인쇄물의 제조 방법을 현저한 효과를 갖고 적용시킬 수 있다. 오프셋 인쇄 방식 중에서도 패터닝된 압압부를 갖는 압압 실린더에 축임물이 부착됨으로써 평활화 효과가 저하될 우려가 없는, 물 없는 평판 인쇄가 바람직하다.
(압압 공정)
압압 공정에 있어서 잉크가 전사된 피전사면에 압압 실린더를 접촉시킨다.
일반적으로 인쇄하는 색마다 화상 패턴이 상이하기 때문에 선인쇄의 인쇄 유닛에서 전사된 피전사면의 미경화 잉크에 대하여 후인쇄의 인쇄 유닛에서 화상의 비획선부 개소에 닿는 블랭킷 표면이 접촉할 수 있다. 이것에 의해 블랭킷 실린더가 압압 실린더로서 작용하고, 미경화 잉크의 표면을 평활화하는 효과는 있지만, 일반적으로 블랭킷 표면에 요철이 있기 때문에 그 효과는 작다. 또한, 인쇄기의 인쇄 유닛 수에 따라서는 사용하지 않는 빈 인쇄 유닛이 발생하는 경우가 있고, 빈 인쇄 유닛에 있는 블랭킷을 잉크 평활화를 위해 압압 실린더로서 활용할 수도 있다. 그러나 그 효과는 역시 블랭킷 표면의 요철 때문에 마찬가지로 한정된 것이 된다. 특허문헌 3이 개시하는 면 정리용 롤은 표면이 강성이며 평활한 롤에 의해 인쇄물 표면의 요철을 한층 저감하는 효과가 높은 것이다. 그러나 이들 어느 방법도 인쇄물 전체면을 평활화하기 위해서 인쇄 농도를 향상하고 싶은 솔리드 부분뿐만 아니라 망점 부분의 도트 게인이 커지고, 섀도나 하이라이트에서 톤점프가 일어나는 등의 계조 표현성이 악화되는 것이었다. 또한, 요철을 저감하는 평활화 효과가 높은 블랭킷이나 롤일수록 망점을 솔리드부와 마찬가지의 원리로 눌러 면 정리하기 때문에 도트 게인도 보다 커지는 것이었다.
(패터닝된 압압부를 갖는 압압 실린더)
본 발명에 의한 인쇄물의 제조 방법에서는 상기 압압 실린더 중 적어도 하나가 패터닝된 압압부를 갖는 것이 중요하다. 상기 피전사면에 접촉하는 영역에 있어서 패터닝된 압압부를 가짐으로써 피전사면에 있어서 평활화를 행하는 부분과 평활화를 행하지 않는 부분을 선택적으로 설정할 수 있다. 블랭킷 표면보다 요철이 작은 압압부가 미경화 잉크에 접촉했을 때의 평활화 효과가 보다 높아진다. 또한, 패터닝된 압압부는 특허문헌 3이 개시하는 바와 같은 롤의 설치나 블랭킷의 교환과 상이하고, 패터닝에서 피전사면에 대한 접촉 유무를 선택함으로써 평활화를 행하는 솔리드 부분 개소와, 평활화를 행하지 않고, 계조 표현을 유지한 망점 부분으로 나누는 것이 가능해진다. 또한, 본 발명에 의한 인쇄물의 제조 방법은 인쇄기 기설의 블랭킷 실린더를 이용하는 것도 가능하며, 설비 개조를 필요로 하지 않고, 기존의 블랭킷 실린더 또는 블랭킷 표면에 대하여 패터닝된 압압부의 분리를 행하는 것만으로 되는 점에서 간편성도 우수하다.
본 발명에 의한 인쇄물의 제조 방법은 상기 피전사면에 접촉하는 압압부의 80% 이상의 면적이 상기 압압 공정보다 전에 피전사면에 전사된 솔리드 부분에 대응하는 것이 바람직하다. 압압부의 80% 이상, 보다 바람직하게는 90% 이상, 더 바람직하게는 100%의 면적이 솔리드 부분에 대응함으로써 평활화 효과와 계조 표현성을 효과적으로 양립시킬 수 있다.
상기 압압부로서는 평활화 효과를 높이기 위해서 그 천장면의 표면 거칠기가 블랭킷 표면보다 작은 것이 바람직하다. 상기 압압부의 천장면의 산술 평균에 의한 표면 거칠기 Ra로서는 미경화의 잉크 표면과 접촉했을 때에 잉크 표면의 요철을 평활화하는 효과가 높은 점에서 0.30㎛ 이하가 바람직하다. 또한, 10점 평균에 의한 표면 거칠기 Rz로서는 국소적인 요철에 의해 잉크 표면에 발생하는 색소 빠짐을 저감하는 점에서 2.00㎛ 이하가 바람직하다. 이들 표면 거칠기의 파라미터는 JIS B0601: 2013에 준거하여 규정된다.
상기 압압부의 천장면의 표면 자유 에너지로서는 36mN/m 이상 50mN/m 이하가 바람직하다. 36mN/m 이상, 보다 바람직하게는 38mN/m 이상, 더 바람직하게는 40mN/m 이상으로 함으로써 인쇄 개시 직후에 피전사면에 과잉 기미가 보이게 공급되는 경향이 있는 미경화 잉크의 과잉분을 압압부가 받는다. 그 때문에 이후에 계속되는 피전사면에 대해서는 압압부가 먼저 받은 잉크의 과잉분을 피전사면에 공급할 수 있고, 인쇄 농도가 향상된다. 한편, 50mN/m 이하, 보다 바람직하게는 48mN/m 이하, 더 바람직하게는 46mN/m 이하로 함으로써 패터닝된 압압부를 갖는 압압 실린더보다 피인쇄물로의 잉크 전이성이 향상된다.
본 발명에 의한 인쇄물의 제조 방법에서는 패터닝된 압압부를 갖는 압압 실린더로서 오프셋 인쇄판, 플렉소 인쇄판, 수지 철판, 및 블랭킷으로부터 선택되는 적어도 1개가 장착된 실린더인 것이 바람직하다. 상기 오프셋 인쇄판, 플렉소 인쇄판, 수지 철판(이하, 이들을 「압압부의 원판」이라고도 부른다)을 인쇄 화상의 평활화하고 싶은 색의 솔리드부에 맞춰서 노광·현상함으로써 솔리드부에 선택적인 패터닝을 행할 수 있다. 이때 압압부의 원판의 볼록부를 인쇄 화상의 평활화하고 싶은 색의 솔리드부에 맞추기 위해서 압압부의 원판으로서 평철판인 오프셋 인쇄판 및 철판인 플렉소 인쇄판, 수지 철판을 사용할 경우에는 획선부가 인쇄 화상의 솔리드부에 대응하게 된다. 한편, 압압부의 원판으로서 평요판인 물 없는 평판 인쇄판을 사용할 경우에는 비획선부가 인쇄 화상의 솔리드부에 대응하게 된다. 이들 압압부의 원판은 직접 실린더에 장착해도 좋고, 원판의 이면에 점착층을 형성하고, 블랭킷 실린더에 장착한 블랭킷 상에 장착해도 좋다.
그 중에서도 상기 압압부의 원판으로서 최표면이 실리콘 고무이며, 상술한 표면 거칠기 Ra를 만족하기 쉽고 평활성이 높아 잉크를 반발하기 쉬운 물 없는 평판을 사용하는 것이 바람직하다.
또한, 블랭킷을 사용할 경우 잉크 평활화재를 부착해서 사용하는 것이 바람직하다. 잉크 평활화재란 잉크로의 압압에 의해 잉크를 평활화시키는 효과를 갖는 평활한 부재를 말한다. 구체적으로는 상술한 표면 거칠기 Ra를 갖는 것이 바람직하다. 또한, 상술한 표면 자유 에너지를 갖는 것이 바람직하다. 블랭킷만으로는 표면에 요철이 있기 때문에 평활화의 효과는 작지만, 잉크 평활화재를 부착함으로써 압압 공정에서의 평활화 효과를 높일 수 있다. 또한, 부착하는 잉크 평활화재의 화학적·물리적 특성에 따라 평활화의 효과를 제어할 수 있는 것도 이점이 된다.
상기 잉크 평활화재를 인쇄물의 솔리드 부분에 대응해서 선택적으로 부착하는 방법으로서는 솔리드와 망점이 혼재하는 화상의 경우 인쇄 화상의 평활화하고 싶은 색의 솔리드부에만 맞춰서 잉크 평활화재의 이면에 점착층을 형성하여 블랭킷 표면에 장착하면 좋다.
또한, 상기 잉크 평활화재는 상기 패터닝된 압압부의 원판에 부착해서 사용해도 좋다. 특히 배경색과 같은 망점이 거의 존재하지 않는 화상이면 보다 간편한 방법으로서 인쇄 화상의 평활화하고 싶은 색의 솔리드부를 커버하는 대략적인 모양으로 잉크 평활화재를 커팅하고, 블랭킷 실린더 또는 블랭킷 표면에 장착할 수도 있다.
또한, 잉크 평활화재는 그 이면(인쇄물에 접하는 측과 반대인 면)에 점착층을 갖는 것이 바람직하다. 점착층을 가짐으로써 기존의 인쇄기의 블랭킷 실린더 또는 블랭킷 표면에 용이하게 장착할 수 있다.
상기 잉크 평활화재의 점착층의 점착력으로서는 블랭킷 표면에 잉크 평활화재가 부착되고, 인쇄 중에 벗겨지지 않는 1N/50㎜ 이상이 바람직하다. 또한, 사용 후에 블랭킷 표면으로부터 벗길 때에 작업 부하가 가해지지 않는 15N/50㎜ 이하가 바람직하다. 또한, 블랭킷 표면으로부터 벗길 때에 점착층이 남기 어려운 것이 세정도 간편해지기 때문에 바람직하다.
본 발명의 인쇄물의 제조 방법에 있어서 블랭킷은 잉크 전사성 및 내구성의 점으로부터 잉크 전사층, 기포층, 압축층을 각각 적어도 1층 이상 갖는 것이 바람직하다. 인접하는 층을 결합하기 위해서 층과 층 사이에 접착층을 가져도 좋다.
상기 잉크 전사층의 재질로서는 특별히 한정되는 것은 아니지만 폴리이미드 수지, 폴리아미드이미드 수지, 폴리아미드 수지, 폴리에틸렌테레프탈레이트 수지, 폴리에틸렌나프타레이트 수지, 폴리카보네이트 수지, 아크릴로니트릴-부타디엔-스티렌(ABS) 수지, 폴리(메타)아크릴산 메틸 수지, 폴리불화비닐리덴 수지, 폴리염화비닐 수지, 폴리염화비닐리덴 수지, 폴리비닐알콜 수지, 폴리에틸렌 수지, 폴리프로필렌 수지, 폴리우레탄 수지 등의 수지 및 에틸렌-프로필렌 고무(EPM), 에틸렌-프로필렌-디엔 고무(EPDM), 아크릴로니트릴부타디엔 고무(NBR), 카르복실화아크릴로니트릴부타디엔 고무(XNBR), 아크릴 고무(ACM), 클로로프렌 고무(CR), 엑폭시화 천연 고무(ENR), 수소첨가 아크릴로니트릴부타디엔 고무(HNBR), 우레탄 고무 등의 고무를 적당히 사용할 수 있다.
또한, 블랭킷을 블랭킷 실린더에 장착하기 위해서 잉크 전사층과는 반대측의 표면에 점착층을 가져도 좋다. 점착층의 재료로서는 특별히 한정되는 것은 아니지만 열가소성 수지, 열경화성 수지, 합성 고무, 천연 고무를 적당히 사용할 수 있다. 인접하는 층 및 블랭킷 실린더와의 접착력을 향상할 수 있는 점에서 폴리우레탄, 아크릴 수지, 폴리술피드, 폴리염화비닐, 변성 폴리올레핀, 폴리요소, 부타디엔 고무, 스티렌·부타디엔 고무, 클로로프렌 고무, 실리콘 고무를 사용하는 것이 바람직하다.
상기 블랭킷 실린더의 압입량 0.30㎜에 있어서의 압축 응력으로서는 200N/㎠ 이상 600N/㎠ 이하가 바람직하다. 200N/㎠ 이상, 보다 바람직하게는 250N/㎠ 이상, 더 바람직하게는 300N/㎠ 이상으로 함으로써 블랭킷 실린더로부터 필름으로의 잉크 전사성이 향상된다. 또한, 600N/㎠ 이하, 보다 바람직하게는 550N/㎠ 이하, 더 바람직하게는 500N/㎠ 이하로 함으로써 인쇄기로의 부하를 저감할 수 있다.
또한, 상기 블랭킷의 압축성으로부터 상기 블랭킷 실린더와 필름 사이의 압입량은 0.20㎜ 이상 0.40㎜ 이하가 바람직하고, 0.25㎜ 이상 0.38㎜ 이하가 보다 바람직하고, 0.30㎜ 이상 0.36㎜ 이하가 더 바람직하다.
압압부의 두께로서는 인쇄기의 실린더 어레인지먼트에도 의하지만, 장착 후에 상용의 범위에서 인쇄 압력을 조절할 수 있도록 압압부 장착 후의 두께가 기존 블랭킷과 동 정도인 1㎜ 이상 3㎜ 이하인 것이 바람직하다.
본 발명에 의한 인쇄물의 제조 방법에 있어서 잉크를 전사하기 위한 실린더 및 압압 실린더에 대향하고, 상기 피인쇄물을 끼우는 압실린더가 단일인 것이 바람직하다. 단일의 압실린더를 사용함으로써 피인쇄물이 박막 필름이어도 높은 예상 정밀도로 다색 인쇄 가능하게 되고, 피인쇄면의 솔리드 부분과 패터닝된 압압부의 어긋남이 작아진다. 구체적인 기구로서는 센터 임프레션 실린더를 구비한 윤전 인쇄기를 사용하는 것이 바람직하다. 상기 윤전 인쇄기의 구체예로서는 플렉소 인쇄기에서는 Windmoeller & Hoelscher사제 "MIRAFLEX"를 들 수 있고, 오프셋 인쇄기에서는 COMEXI사제 CI-8을 들 수 있다.
상기 압압 공정에 있어서의 상기 압압 실린더와, 상기 압압 실린더와 함께 피인쇄물에 압력을 가하는 압실린더 사이의 압압은 잉크 표면의 요철을 평활화하는 효과가 높은 100N/㎠ 이상이 바람직하고, 200N/㎠ 이상이 보다 바람직하고, 300N/㎠ 이상이 더 바람직하다. 또한, 압실린더나 압압 실린더를 비롯한 인쇄기에 과대한 부하가 가해지지 않는 700N/㎠ 이하가 바람직하고, 600N/㎠가 보다 바람직하고, 500N/㎠ 이하가 더 바람직하다.
본 발명에 의한 인쇄물의 제조 방법은 상기 전사 공정이 복수 회 행해지고, 그 복수 회 중 적어도 1회가 상기 잉크를 솔리드 부분을 포함해서 전사하는 공정이며, 그 전사 공정보다 후에 상기 압압 공정을 포함해도 좋다. 솔리드 부분에 대응하는 압압부에서 압압을 행함으로써 평활화 효과를 효과적으로 얻을 수 있다.
특히, 상기 복수 회의 전사 공정 중 적어도 최초의 전사 공정이 상기 잉크를 솔리드 부분을 포함해서 전사하는 공정이며, 그 전사 공정보다 후에 상기 압압 공정을 포함하는 것이 바람직하다. 인쇄물의 제조에 있어서 솔리드 부분을 넓게 포함하는 색의 잉크나 앵커 잉크와 같은 기능적인 잉크는 최초로 전사하고, 그것을 적당한 타이밍에서 상기 압압 공정에 가함으로써 망점 부분을 많이 포함하는 잉크의 망점 부분을 망가뜨려 버리는 것을 피하면서 솔리드 부분의 평활화 효과를 효과적으로 얻을 수 있다.
본 발명에 의한 인쇄물의 제조 방법은 솔리드 부분을 포함해서 전사되는 상기 잉크가 화이트색 잉크 및 앵커 잉크 중 적어도 하나인 것이 바람직하다. 어느 색의 잉크도 사용하는 것에 제한은 없지만 화이트색 잉크 및 앵커 잉크는 모두 망점에 의한 표현이 극히 적고, 솔리드 부분이 대부분이기 때문이다. 상기 화이트색 잉크는 일반적으로 은폐성이 높은 배경색이며, 복수 회의 전사 공정 중 적어도 최초의 전사 공정에서 화이트색 잉크를 솔리드 부분을 포함해서 전사함으로써 표면 인쇄로서 적용할 수 있기 때문에 바람직하다. 또한, 앵커 잉크는 피인쇄물인 필름 및 다른 잉크의 쌍방과 밀착하는 중간층에 닿기 때문에 복수 회의 전사 공정 중 적어도 최초의 전사 공정에서 사용되는 것이 바람직하다.
본 발명에 의한 인쇄물의 제조 방법은 상기 압압 공정과, 상기 조사 공정 사이에 또 다른 전사 공정을 포함해도 좋다. 이 방법은 인쇄 화상 중에 솔리드부와 망점 부분이 겹쳐 있을 때에 유효하다. 즉, 패터닝된 압압부를 갖는 압압 실린더에 의해 선인쇄 잉크의 솔리드부 요철을 저감한 후, 후인쇄 잉크의 망점 부분이 선인쇄 잉크의 솔리드 개소에 겹침으로써 동일 개소이어도 솔리드 부분의 평활성과 망점 부분의 계조 표현성을 양립할 수 있다. 이것은 특허문헌 3이 개시하는 바와 같은 전체 색을 인쇄한 후에만 면 정리롤로 인쇄물 전체면을 평활화하는 프로세스와 상이하며, 패터닝된 압압부를 갖는 압압 실린더의 유닛을 선택할 수 있기 때문에 임의의 색의 임의의 개소에 대한 선택적인 평활화가 가능해진다. 또힌, 선인쇄의 색의 평활성이 향상되면 동일 개소에 겹치는 후인쇄의 색의 전사성도 향상되기 때문에 바람직하다.
또한, 본 발명에 의한 인쇄물의 제조 방법은 상기 압압 공정 후에 다른 전사 공정, 그리고 그 전사 공정보다 후에 다른 압압 공정을 포함하는 것이 바람직하다. 압압 공정을 복수 회 실시함으로써 평활화의 효과를 보다 높게 하는 것이 가능하다. 또한, 상기 다른 압압 공정에 있어서도 그 직전의 전사 공정의 잉크 패턴에 대응한 선택적인 패터닝된 압압부를 갖는 압압 실린더의 배치에서의 압압에 의해 정밀도나 자유도가 높은 평활화가 가능해진다. 압압 공정의 실시 횟수에 특별히 제한은 없지만, 기존 설비를 사용한 경우이어도 실용적으로 인쇄기의 인쇄 유닛수와, 화상의 인쇄 컬러수의 차분 횟수까지 실시할 수 있다.
(조사 공정)
조사 공정에 있어서 전사된 잉크에 활성 에너지선을 조사한다.
본 발명의 인쇄물의 제조 방법에 있어서 활성 에너지선 원인으로서는 자외선(특히, LED-UV), 전자선, 감마선 등을 들 수 있다. 전자선이나 감마선 등의 방사선은 조사 물질 중에서 고에너지의 2차전자를 발생시키고, 주위의 분자를 여기하고, 라디칼에 대표되는 반응 활성종을 생성한다. 피조사 물질이 활성 에너지선 경화형 잉크이면 잉크 중에서 라디칼이 생성되어 라디칼 중합이 진행되고, 경화·잉크 피막이 된다. 특히, 저가속 전압에 의한 전자선은 10㎛ 이하인 잉크막의 두께에 대하여 충분한 투과성을 갖고, 경화에 필요한 에너지가 부여되고, 이용시의 특별한 자격이 불필요하여 취급이 용이한 점에서 바람직하게 사용된다.
전자선은 가속 전압에 의해 투과 심도가 정해지기 때문에 전자선의 가속 전압으로서는 잉크막을 충분한 선량이 투과하는 50㎸ 이상이 바람직하고, 90㎸ 이상이 보다 바람직하고, 110㎸ 이상이 더 바람직하다. 또한, 투과 심도가 커지면 필름의 내부에 부여하는 선량도 증가하기 때문에 300㎸ 이하가 바람직하고, 200㎸ 이하가 보다 바람직하고, 150㎸ 이하가 더 바람직하다.
또한, 전자선의 조사선량이 높을수록 대상 물질 중에서 라디칼종의 발생량이 증가하는 한편, 필름의 데미지도 커지기 때문에 조사선량은 10kGy 이상 100kGy 이하가 바람직하고, 20kGy 이상 50kGy 이하가 보다 바람직하다.
(인쇄물)
본 발명의 인쇄물은 인쇄물 상의 솔리드 부분의 표면 거칠기 Ra가 0.10㎛ 이상 0.50㎛ 이하이며, 또한 인쇄물 상의 임의의 잉크 피막의 영률이 3㎬ 이상 5㎬ 이하인 것을 특징으로 한다. 일반적으로 활성 에너지선 경화형 잉크를 사용한 인쇄물은 순간 경화 때문에 레벨링성이 나빠 솔리드 부분의 표면 거칠기 Ra가 1㎛ 이상이지만 상기 압압 공정에 의해 잉크의 표면 요철이 저감됨으로써 기존의 그라비어 인쇄에 필적하는 평활함이 된다. 인쇄물 상의 솔리드 부분의 표면 거칠기 Ra를 0.10㎛ 이상 0.50㎛ 이하로 함으로써 특히 표면 인쇄의 인쇄물에서 요구되는 광택성이 우수한 것이 된다.
또한, 일반적으로 활성 에너지선 경화형 잉크는 활성 에너지선 조사에 의해 다관능 (메타)아크릴레이트가 라디칼 중합에 의해 가교하고, 망목 구조를 형성해서 경화하기 때문에 용제 건조형의 그라비어 잉크, 플렉소 잉크와 비교해서 잉크 피막이 단단해지기 때문에, 특히 표면 인쇄의 인쇄물에서 요구되는 내마모성, 내찰과성 등의 기계 물성도 우수한 것이 된다. 특히 잉크 중의 수지가 에틸렌성 불포화기를 다수 가짐으로써 3차원적인 가교가 진행되기 쉬워지기 때문에 바람직하다. 상기 영률이 3㎬ 이상 5㎬ 이하의 범위에 있음으로써 표면 인쇄에 필요한 내마모성, 내찰과성 등의 기계적 강도를 충족하고, 또한 어느 정도의 인쇄물의 굽힘에도 추종 가능해진다.
(실시예)
이하, 본 발명을 실시예에 의해 구체적으로 설명한다. 단, 본 발명은 이들에 한정되는 것은 아니다.
<잉크의 제작>
[블랙 잉크 1]
디알릴프탈레이트 수지로서 OSAKA SODA CO., LTD.제 "DAISO DAP"(등록상표) K가 30질량부, 다관능 (메타)아크릴레이트로서 Miwon사제 M600이 25질량부, 및 Miwon사제 M3130이 23질량부, 블랙 안료로서 Cabot사제 MogulE가 18질량부, 체질 안료로서 NIPPON TALC Co., Ltd.제 "MICRO ACE" P-8이 2질량부, 분산제로서 BYK사 제조 "Disper" BYK2013이 1질량부, 왁스로서 Kitamura Limited제 KTL-4N이 1질량부로 이루어지는 혼합물을 3개 롤밀로 혼련함으로써 활성 에너지선 경화형의 블랙 잉크(black ink) 1을 제작했다. 블랙 잉크 1의 25℃, 측정 주파수 10rad/s에 있어서의 tanδ는 2.8이었다.
[블랙 잉크 2]
디알릴프탈레이트 수지로서 OSAKA SODA CO., LTD.제 "DAISO DAP"(등록상표) K가 28질량부, 다관능 (메타)아크릴레이트로서 Miwon사제 M600이 22질량부, 및 Miwon사제 M3130이 32질량부, 블랙 안료로서 Cabot사제 MogulE가 16질량부, 분산제로서 BYK사 제조 "Disper" BYK2013이 1질량부, 왁스로서 Kitamura Limited제 KTL-4N이 1질량부로 이루어지는 혼합물을 3개 롤밀로 혼련함으로써 활성 에너지선 경화형의 블랙 잉크(black ink) 2를 제작했다. 블랙 잉크 2의 25℃, 측정 주파수 10rad/s에 있어서의 tanδ는 4.6이었다.
[화이트 잉크 1]
아크릴 수지로서 SEIKO PMC CORPORATION제 "HIROS"(등록상표) VS-1259가 16질량부, 다관능 (메타)아크릴레이트로서 Miwon사제 M4004가 18질량부, 및 Miwon사제 M262가 17질량부, 화이트 안료로서 ISHIHARA SANGYO KAISHA, LTD.제 CR58-2가 45질량부, 체질 안료로서 NIPPON TALC Co., Ltd.제 MICRO ACE P-8이 2질량부, 분산제로서 BYK사 제조 Disper BYK111이 1질량부, 왁스로서 Kitamura Limited제 KTL-4N이 1질량부로 이루어지는 혼합물을 3개 롤밀로 혼련함으로써 활성 에너지선 경화형의 화이트 잉크 1을 제작했다. 화이트 잉크 1의 25℃, 측정 주파수 10rad/s에 있어서의 tanδ는 3.8이었다.
<tanδ의 측정 방법>
각 잉크의 tanδ는 레오미터(Anton Paar GmbH제 MCR301)를 사용하고, 25℃, 잉크량 0.1㎖, 패럴렐 플레이트의 직경 25㎜, 변형 5%, 측정 주파수 10rad/s의 조건에서 측정했다.
<블랭킷재>
블랭킷재 1: T414W(KINYOSHA CO., LTD.제, 두께 1.95㎜, 0.30㎜ 압입 시의 압축 응력 400N/㎠, 표면 거칠기 Ra 1.02㎛, Rz 8.24㎛)
블랭킷재 2: FIT-UV(FUJIKURA COMPOSITES Inc.제, 두께 1.95㎜, 0.30㎜ 압입 시의 압축 응력 270N/㎠, 표면 거칠기 Ra 1.05㎛, Rz 6.43㎛)
블랭킷재 3: EX6300W(KINYOSHA CO., LTD.제, 두께 1.95㎜, 0.30㎜ 압입 시의 압축 응력 164N/㎠, 표면 거칠기 Ra 0.54㎛, Rz 3.79㎛)
블랭킷재 4: T626(KINYOSHA CO., LTD.제, 두께 1.70㎜, 0.30㎜ 압입 시의 압축 응력 629N/㎠, 표면 거칠기 Ra 0.96㎛, Rz 9.80㎛).
<압축 응력>
각 블랭킷재의 압입 시의 압축 응력은 이하의 방법에 의해 측정했다. 30㎜×30㎜ 사방의 블랭킷재를 준비하고, 만능 재료 시험기(AG-50kNXplus, SHIMADZU CORPORATION제)의 압축반에 부착했다. 측정 단자로서 압축 수압판(상)(치수: 직경 50㎜), 압축반(하)(치수: 직경 200㎜)을 사용했다. 압축반(하)은 고정해서 측정했다. 압입 속도가 1㎜/분, 최대 하중 13.5kN(최대 응력: 15㎫ 상정)이 될 때까지 블랭킷재에 하중을 가했다. 압축 수압판(상)의 이동 거리를 측정하고, 압입량으로 했다. 압입량 0.30㎜에 있어서의 측정한 하중값을 블랭킷재의 면적으로 나누어 압력의 단위로 변환했다. 상기 측정을 3회 반복하고, 그들의 평균값을 산출했다.
<압압부의 부재>
[압압부의 부재 1]
"LUMIRROR"(등록상표) S10(TORAY INDUSTRIES, INC.제, 두께 50㎛, 표면 거칠기 Ra 0.06㎛, Rz 0.47㎛, 표면 자유 에너지 44mN/m)의 이면에 점착층으로서 UTD-10B(NITTO DENKO CORPORATION제, 두께 10㎛, 점착력 5.8N/50㎜)를 부착했다. 이 잉크 평활화재를 압압부의 부재 1이라고 했다.
[압압부의 부재 2]
SP-PET-O3-BU(Mitsui Chemicals Tohcello, Inc.제, 두께 75㎛, 표면 거칠기 Ra 0.05㎛, Rz 0.26㎛, 표면 자유 에너지 30mN/m, 점착력 0.6N/50㎜)를 잉크 평활화재라고 했다. 이 잉크 평활화재를 압압의 부재 2라고 했다.
[압압부의 부재 3]
Circuit tape 647(Teraoka Seisakusho co., Ltd.제, 두께 80㎛, 표면 거칠기 Ra 0.12㎛, Rz 0.40㎛, 표면 자유 에너지 36mN/m, 점착력 15N/50㎜)을 잉크 평활화재라고 했다. 이 잉크 평활화재를 압압부의 부재 3이라고 했다.
[압압부의 부재 4]
"LUMIRROR"(등록상표) X42(TORAY INDUSTRIES, INC.제, 두께 50㎛, 표면 거칠기 Ra 0.32㎛, Rz 2.50㎛, 표면 자유 에너지 42mN/m)의 이면에 점착층 UTD-10B(NITTO DENKO CORPORATION제, 두께 10㎛, 점착력 5.8N/50㎜)를 붙이고, 잉크 평활화재라고 했다. 이 잉크 평활화재를 압압부의 부재 4라고 했다.
[압압부의 부재 5]
"EVAL"(등록상표) EF-F(KURARAY CO., LTD.제, 두께 50㎛, 표면 거칠기 Ra 0.10㎛, Rz 0.37㎛, 표면 자유 에너지 54mN/m)의 이면에 점착층으로서 UTD-30B(NITTO DENKO CORPORATION제, 두께 30㎛, 점착력 22N/50㎜)를 붙이고, 잉크 평활화재라고 했다. 이 잉크 평활화재를 압압부의 부재 5라고 했다.
[압압부의 부재 6]
물 없는 평판 인쇄 원판(TORAY INDUSTRIES, INC.제, TAC-VT4, 두께 240㎛)으로부터 압압부로 하는 개소가 볼록부로서 남도록 노광 현상을 행하고, 판을 제작했다. 얻어진 판의 이면에 점착층으로서 UTD-10B(NITTO DENKO CORPORATION제, 두께 10㎛, 점착력 5.8N/50㎜)를 붙이고, 압압부의 부재 6이라고 했다.
[압압부의 부재 7]
수지 철판(TORAY INDUSTRIES, INC.제, "TORELIEF" K-type)으로부터 압압부로 하는 소정 개소가 볼록부로서 남도록 노광 현상을 행하고, 판을 제작했다. 얻어진 판의 이면에 점착층으로서 UTD-10B(NITTO DENKO CORPORATION제, 두께 10㎛, 점착력 5.8N/50㎜)를 붙이고, 압압부의 부재 7이라고 했다.
<표면 거칠기>
각 압압부의 부재의 표면 거칠기는 JIS B0601-2013에 준거하여 측정했다. 레이저 현미경으로서 KEYENCE CORPORATION제 VK-X210을 사용하고, 배율 20배, 분해능 0.1㎛의 조건에서 10개소를 무작위 추출해서 측정하고, 평균값을 구했다.
<표면 자유 에너지>
각 압압부의 부재의 표면 자유 에너지는 자동 접촉각계(Drop Master DM-500, Kyowa Interface Science Co., Ltd제)를 사용하여 액적법에 의해 물, 에틸렌글리콜, 글리세린 각각의 용매에 의해 접촉각을 측정하고, 확장 포크스식으로부터 잉크의 표면 자유 에너지를 산출했다.
<점착력>
각 잉크 평활화재의 점착력은 스테인리스 기판에 부착한 50㎜ 폭의 샘플에 대하여 텐시론 만능시험기(ORIENTEC CO., LTD.제 RTG-1210)를 사용해서 300㎜/분으로, 180° 박리함으로써 측정했다.
<인쇄판의 준비>
물 없는 평판 인쇄 원판(TORAY INDUSTRIES, INC.제, TAC-VT4)으부터 도 1 중의 화상 1, 2, 도 2 중의 화상 3, 4에 대응하는 물 없는 평판 인쇄판을 각각 제작했다. 도 1 중 화상 1은 블랙의 솔리드 부분과 50% 망점 부분을 갖는다. 도 1 중의 화상 2는 화이트의 솔리드 부분만의 화상을 갖는다. 도 2 중의 화상 3은 블랙의 솔리드 부분과, 50% 망점을 갖는다. 도 2 중의 화상 4는 화이트의 솔리드 부분만의 화상을 갖는다.
<압압 실린더의 준비>
압축 특성이 상이한 블랭킷재 1~4를 바탕으로, 압압부의 부재를 장착하고, 압압부가 패터닝된 압압 실린더 13종류와, 압압부의 패터닝이 없는 압압 실린더 1종의 합계 14종류를 준비했다. 압압부의 패터닝에 대해서는 이하와 같이 압압 실린더와의 대응을 표 1에 나타낸다.
[패턴 1]
도 1 중의 블랙 화상 1의 솔리드 부분에 대응하는 개소에만 압압부가 접촉하도록 패터닝했다. 압압부의 솔리드 부분에 대응하는 면적의 비율(이하, 「솔리드 면적률」이라고도 부른다)은 100%이다.
[패턴 2]
도 2 중의 블랙 화상 3의 솔리드 부분에 대응하는 개소에만 압압부가 접촉하도록 패터닝했다. 압압부의 솔리드 면적률은 100%이다.
[패턴 3]
도 2 중의 블랙 화상 3의 망점 부분 이외, 또한 도 2 중의 화이트 화상 4의 솔리드 부분에 대응하는 개소에만 압압부가 접촉하도록 패터닝했다(도 3). 압압부의 솔리드 면적률은 100%이다.
[패턴 4]
도 2 중의 화이트 화상 4의 솔리드 부분에 대응하는 개소에만 압압부가 접촉하도록 패터닝했다. 압압부의 솔리드 면적률은 100%이다.
[패턴 5]
특정 위치에 압압부를 설정하는 패터닝은 행하지 않고, 피인쇄물의 전체면에 압압부가 접촉하도록 했다. 압압부의 솔리드 면적률은 도 1 중의 블랙 화상 1에 대하여 78%이며, 도 2 중의 블랙 화상 3에 대하여 13%이다.

또한, 표 1에 있어서의 표면 거칠기 Ra 및 Rz, 표면 자유 에너지에 대해서 압압 실린더에 대해서는 압압부의 표면 거칠기 및 표면 자유 에너지를, 압압부의 부재를 설치하고 있지 않은 압압 실린더 14에 대해서는 블랭킷재의 표면 거칠기를 나타낸다.
<인쇄 시험>
하기 인쇄 방법 1~7에 공통되는 구성에 대해서 설명한다. 7개까지의 블랭킷 실린더의 설치가 가능한 연포장 평판 인쇄기로서 Comexi사제 CI-8을 사용했다. 또한, 하기 인쇄 방법 1~7에 있어서 7개의 블랭킷 실린더의 설치 위치에 대해서 인쇄 대상인 필름의 주행 방향의 상류측으로부터 순서대로 1실린더째, 2실린더째, 3실린더째, 4실린더째, 5실린더째, 6실린더째, 7실린더째라고 부르는 것으로 한다. 각 인쇄 방법에 있어서 언급이 없는 블랭킷 실린더의 설치 위치에 대해서는 인쇄압을 가하고(impression throw-in) 있지 않지만, 시안, 마젠타, 옐로의 잉크의 전사 공정을 언급이 없는 설치 위치에 설치함으로써 컬러 인쇄하는 것이 가능하다.
전사 공정(하기 인쇄 방법 1, 2, 4, 5, 및 7의 1실린더째 및 4실린더째, 및 하기 인쇄 방법 3 및 6의 1실린더째 및 6실린더째)에 있어서는 제작한 물 없는 평판 인쇄판 및 블랭킷 실린더에 블랭킷재 1을 장착하고, 인쇄 속도 150m/분으로 PET 필름(polyplex사제, S-46, 두께 12㎛)에 물 없는 인쇄용의 활성 에너지선 경화형 잉크를 전사했다.
조사 공정에 있어서는 가속 전압 110㎸, 조사선량 30kGy의 전자선 조사에 의해 잉크를 경화시켜 인쇄물을 얻었다. 각 수준에 대해 3000m 인쇄를 실시했다.
[인쇄 방법 1]
인쇄 방법 1에 있어서 1실린더째에는 잉크 롤러에 블랙 잉크 1 및 판실린더에 도 1 중의 블랙 화상 1에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 4실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 1 중 화이트 화상 2에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 1, 4실린더째를 인쇄압을 가하고, 블랙 솔리드 부분의 반사 농도계(GretagMacbeth제, SpectroEye)가 1.4가 되도록 잉크 공급량을 조절해서 인쇄했다.
[인쇄 방법 2]
인쇄 방법 2에 있어서 1실린더째에는 블랙 잉크 1 및 판실린더에 도 1 중의 블랙 화상 1에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 4실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 1 중의 화이트 화상 2에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 또한, 6실린더째에 압압 실린더를 세팅했다. 잉크 공급량을 인쇄 방법 1과 동일하게 설정하고, 1, 4, 6실린더째를 인쇄압을 가해서 인쇄했다.
[인쇄 방법 3]
인쇄 방법 3에 있어서 1실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 1 중의 화이트 화상 2에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 6실린더째에는 잉크 롤러에 블랙 잉크 1 및 판실린더에 도 1 중의 블랙 화상 1에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 또한, 7실린더째에 압압 실린더를 세팅했다. 잉크 공급량을 인쇄 방법 1과 동일하게 설정하고, 1, 6, 7실린더째를 인쇄압을 가해서 인쇄했다.
[인쇄 방법 4]
인쇄 방법 4에 있어서 1실린더째에는 잉크 롤러에 블랙 잉크 1 및 판실린더에 도 2 중의 블랙 화상 3에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 4실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 2 중의 화이트 화상 4에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 1, 4실린더째를 인쇄압을 가하고, 블랙 솔리드 부분의 반사 농도계(GretagMacbeth제, SpectroEye)가 1.4가 되도록 잉크 공급량을 조절해서 인쇄했다.
[인쇄 방법 5]
인쇄 방법 5에 있어서 1실린더째에는 잉크 롤러에 블랙 잉크 1 및 판실린더에 도 2 중의 블랙 화상 3에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 4실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 2 중의 화이트 화상 4에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 또한, 3실린더째에 압압 실린더를 세팅했다. 잉크 공급량을 인쇄 방법 4와 동일하게 설정하고, 1, 3, 4실린더째를 인쇄압을 가해서 인쇄했다.
[인쇄 방법 6]
인쇄 방법 6에 있어서 1실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 2 중의 화이트 화상 4에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 6실린더째에는 잉크 롤러에 블랙 잉크 1 및 판실린더에 도 2 중의 블랙 화상 3에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 또한, 3실린더째와 7실린더째에 압압 실린더를 세팅했다. 잉크 공급량을 인쇄 방법 4와 동일하게 설정하고, 1, 3, 6, 7실린더째를 인쇄압을 가해서 인쇄했다.
[인쇄 방법 7]
인쇄 방법 7에 있어서 1실린더째에는 잉크 롤러에 블랙 잉크 2 및 판실린더에 도 2 중의 블랙 화상 3에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 4실린더째에는 잉크 롤러에 화이트 잉크 1 및 판실린더에 도 2 중의 화이트 화상 4에 대응하는 패턴을 갖는 물 없는 평판 인쇄판을 세팅했다. 또한, 3실린더째에 압압 실린더를 세팅했다. 잉크 공급량을 인쇄 방법 4와 동일하게 설정하고, 1, 3, 4실린더째를 인쇄압을 가해서 인쇄했다.
블랭킷 실린더와, 블랭킷 실린더와 함께 필름에 압력을 가하는 압실린더의 압압은 실린더 사이에 감압 시트(FUJIFILM Corporation제, PRESCALE LW)를 삽입하고, 정지 상태에서 인쇄압을 가함으로써 측정했다.
<블랙의 인쇄 농도 측정>
인쇄물의 블랙 솔리드 부분을 대상으로 하고, 반사 농도계(GretagMacbeth제, SpectroEye)를 사용하여 블랙의 인쇄 농도를 측정했다. 인쇄 방법 1, 2, 4, 5에서 제작한 인쇄물은 뒷면 인쇄 때문에 필름면으로부터, 인쇄 방법 3, 6에서 제작한 인쇄물은 표면 인쇄 때문에 잉크면으로부터 측정했다.
<도트 게인 측정>
인쇄물의 50% 망점 부분을 대상으로 하고, 반사 농도계(GretagMacbeth제, SpectroEye)를 사용하여 도트 게인값을 측정했다. 인쇄 방법 1, 2, 4, 5에서 제작한 인쇄물은 뒷면 인쇄 때문에 필름면으로부터, 인쇄 방법 3, 6에서 제작한 인쇄물은 표면 인쇄 때문에 잉크면으로부터 측정했다. 도트 게인값이 14±4%의 범위 내에 있으면 망점 재현성은 양호하며, 중심의 14%로부터 벗어날수록 망점이 두꺼워지거나 가늘어지거나 함으로써 계조 표현성이 저하된다.
<압압부의 부재의 벗겨짐>
인쇄 중의 압압부의 부재의 벗겨짐의 유무 및 인쇄 후의 블랭킷으로부터의 압압부의 부재의 박리의 용이성에 대해서 이하의 기준에 의해 평가했다.
○: 인쇄 중의 벗겨짐도 없고, 인쇄 후의 블랭킷으로부터의 압압부의 부재의 박리도 용이했다.
△: 인쇄 중의 벗겨짐은 없지만, 인쇄 후의 블랭킷으로부터의 압압부의 부재의 박리가 곤란하며, 점착층도 잔존했다.
×: 인쇄 중에 압압부의 부재가 벗겨졌다.
<인쇄물 솔리드 부분의 표면 거칠기 측정>
인쇄 방법 3, 6에서 제작한 표면 인쇄 인쇄물에 대해서 잉크의 색은 구별하지 않고 솔리드 부분만을 측정 대상으로 하여 10개소의 측정 개소를 무작위 추출하고, 레이저 현미경으로서 KEYENCE CORPORATION제 VK-X210을 사용하고, 배율 20배, 분해능 0.1㎛의 조건에서 표면 거칠기를 측정했다.
<인쇄물 솔리드 부분의 광택값>
인쇄 방법 3, 6에서 제작한 표면 인쇄의 인쇄물에 대해서 잉크의 색은 구별하지 않고 솔리드 부분만을 측정 대상으로 하여 10개소의 측정 개소를 무작위 추출하고, 정밀 광택계 GM-26D(MURAKAMI COLOR RESEARCH LABORATORY제)를 사용하여 측정 각도 60°에서 광택값을 측정했다. 광택값은 35 이하에서는 불량이며, 45 이상이면 양호하며, 55 이상이면 매우 양호하다.
<잉크 경화막의 영률의 측정>
인쇄 방법 3, 6에서 제작한 표면 인쇄의 인쇄물에 대해서 인쇄물 중의 임의의 솔리드 부분에 대하여 나노인덴테이션법(연속 강성 측정법)에 의해 초미소 경도계(Nano Indenter XP, MTS Systems Corporation제)를 사용하여 하중-압입 깊이선도를 취득했다. 그리고 시료의 포와송비를 0.4로 가정하고, 압입 깊이 0.1㎛에 있어서의 영률을 계산했다.
<인쇄물의 내찰과성>
인쇄 방법 3, 6에서 제작한 표면 인쇄 인쇄물에 대해서 임의의 솔리드 부분에 대하여 평가자의 클로에서 20왕복 마찰, 상처가 난 상태를 평가했다.
○: 클로에 의한 상처가 보이지 않았다.
×: 클로의 자국을 따라 잉크가 전면적으로 벗겨져서 필름이 노출되었다.
[실시예 1 및 비교예 1, 2]
표 1에 나타내는 블랭킷재, 압압부의 부재 또는 그 유무, 압압부의 패턴의 조합에 의한 압압 실린더 1, 13, 및 14를 대응하는 순서대로 실시예 1 및 비교예 1, 2에서 6실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 2로 인쇄했다. 블랙 화상의 솔리드부에 압압부가 접촉하는 실시예 1 및 비교예 1에 있어서는 블랙의 인쇄 농도 향상이 보이고, 그 인쇄 농도 향상 효과는 비교예 2의 블랭킷재만의 압압 실린더에 의한 압압에 의한 것보다 컸다. 블랙 화상에 대한 솔리드 면적률이 100%의 실시예 1과 블랙 화상에 대한 솔리드 면적률이 78%의 비교예 1을 비교하면 실시예 1은 블랙의 망점의 비대가 없고, 도트 게인도 작게 억제할 수 있었다. 블랙 솔리드부에만 선택적으로 접하도록 압압부가 패터닝된 실시예 1에 있어서 망점의 비대를 억제하고, 선택적인 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 결과를 표 2, 표 3에 나타낸다.
[비교예 3]
인쇄 방법 2(실시예 1)에 대하여 압압 공정용의 6실린더째를 인쇄압을 가하지 않는 인쇄 방법 1로 인쇄를 행했다. 실시예 1에 비해 압압 공정을 위한 인쇄압 가하기를 행하지 않기 때문에 인쇄물로의 평활화 효과는 없었다. 결과를 표 3에 나타낸다.
[실시예 2~4]
표 1에 나타내는 블랭킷재, 압압부의 부재, 압압부의 패턴의 조합에 의한 압압 실린더 2~4를 대응하는 순서대로 실시예 2~4에서 6실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 2로 인쇄했다. 즉, 블랭킷재를 변경한 이외에는 실시예 1과 마찬가지이다. 압압부는 모두 블랙 솔리드부에만 선택적으로 패터닝되어 있으며, 어느 실시예에서도 망점의 비대를 억제하고, 선택적인 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 또한, 블랭킷의 압축 특성의 반발성이 높아짐에 따라서 인쇄 농도는 상승하는 경향이 보였다. 한편, 압압부는 블랙 망점 부분에 접하게는 패터닝되어 있지 않지만, 고압축성의 블랭킷일수록 망점 부분에 강하게 접촉하기 때문에 도트 게인도 증가하는 경향이 있었다. 결과를 표 2에 나타낸다.
[실시예 5~8]
표 1에 나타내는 블랭킷재, 압압부의 부재, 압압부의 패턴의 조합에 의한 압압 실린더 5~8을 대응하는 순서대로 실시예 5~8에서 6실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 2로 인쇄했다. 즉, 압압부의 부재의 종류를 변경한 이외에는 실시예 1과 마찬가지이다. 압압부는 모두 블랙 솔리드부에만 선택적으로 접하도록 패터닝되어 있으며, 어느 실시예에서도 망점의 비대를 억제하고, 선택적으로 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 특히, 표면 거칠기 Ra가 작을수록 평활화에 의한 인쇄 농도 향상 효과가 높았다. 또한, 동 정도의 표면 거칠기에서 비교했을 경우, 압압부의 천장면의 표면 자유 에너지를 36mN/m 이상으로 함으로써 압압부측에 잉크가 부착되고, 인쇄 농도 향상 효과를 보다 효과적으로 얻을 수 있었다(실시예 5와 실시예 6의 비교). 또한, 표면 자유 에너지를 50mN/m 이하로 함으로써 압압부측에 잉크가 새서 농도가 내려가는 경향을 억제할 수 있었다(실시예 1과 실시예 8의 비교). 결과를 표 2에 나타낸다.
[실시예 9~13]
실시예 1의 조건으로부터 압압 실린더와 압실린더의 인쇄압만을 변경해서 인쇄 방법 2로 인쇄했다. 압압부는 모두 블랙 솔리드부에만 선택적으로 설치되어 있으며, 어느 실시예에서도 망점의 비대를 억제하고, 선택적으로 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 압력이 높아질수록 압압부와 블랙 솔리드부의 접촉 압력이 높아지기 때문에 인쇄 농도가 향상되는 경향이 보였다. 한편, 블랭킷과 망점 부분의 접촉 압력도 높아지기 때문에 마찬가지로 도트 게인이 증가하는 경향이 있었다. 600N/㎠ 이상에서는 인쇄 농도에 큰 차이는 보이지 않아 충분한 인쇄압이라고 생각된다. 결과를 표 3에 나타낸다.
[실시예 14, 및 비교예 4]
표 1에 나타내는 압압 실린더 1, 14를 대응하는 순서대로 실시예 14, 비교예 4에서 7실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 3으로 인쇄했다. 표면 인쇄에 상당하는 실시예 14에 있어서도 압압부는 모두 블랙 솔리드부에만 선택적으로 접하도록 패터닝되어 있기 때문에 망점의 비대를 억제하고, 선택적으로 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 또한, 그 인쇄 농도 향상 효과는 비교예 4의 블랭킷재만의 압압 실린더에 의한 압압에 의한 것보다 컸다. 실시예 14에서 얻어진 인쇄물의 블랙 솔리드 부분은 비교예 4와 비교해서 Ra가 0.47㎛로 평활성이 우수하고, 인쇄물의 광택도 51로 양호했다. 또한, 활성 에너지선 경화형 잉크 때문에 막은 단단하고, 내찰과성도 양호했다. 비교예 4의 인쇄물은 내찰과성은 양호하지만, 솔리드 부분의 표면 거칠기가 1.04㎛로 크고, 인쇄물의 광택은 33으로 불량했다. 결과를 표 4에 나타낸다.
[실시예 15, 16, 및 비교예 5]
표 1에 나타내는 압압 실린더 9, 10, 14를 대응하는 순서대로 실시예 15, 16, 비교예 5에서 3실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 5로 인쇄했다. 망점 부분을 많이 갖는 복잡한 화상이어도 적절하게 패터닝된 압압부를 갖는 압압 실린더를 사용함으로써 실시예 15와 같이 망점의 비대를 억제하고, 선택적으로 블랙 솔리드 부분만의 인쇄 농도를 향상시키는 효과가 보였다. 또한, 그 인쇄 농도 향상 효과는 비교예 5의 블랭킷재만의 압압 실린더에 의한 압압에 의한 것보다 컸다. 또한, 압압부의 부재로서 물 없는 평판 인쇄 원판(압압부의 부재 6)을 사용한 실시예 15와 수지 철판(압압부의 부재 7)을 사용한 실시예 16을 비교하면 표면 거칠기 Ra가 낮은 물 없는 평판을 사용한 실시예 15가 인쇄 농도도 높고, 50% 망점의 도트 게인도 14%에 가깝다는 바람직한 경향이 보였다. 결과를 표 5에 나타낸다.
[실시예 17 및 비교예 6]
표 1에 나타내는 압압 실린더 9, 14를 대응하는 순서대로 실시예 17, 비교예 6에서 3실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 7로 인쇄했다. 실시예 15와 마찬가지로 망점 부분을 많이 갖는 복잡한 화상이어도 적절하게 패터닝된 압압 실린더를 사용함으로써 망점의 비대를 억제하고, 선택적으로 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 실시예 17은 압압부가 망점 부분에 접촉하지 않기 때문에 블랭킷재만의 압압 실린더에 의한 비교예 6과 비교해서 도트 게인의 증대를 억제할 수 있었다. 결과를 표 5에 나타낸다.
[비교예 7]
인쇄 방법 5(실시예 15)에 대하여 압압 공정용의 3실린더째를 인쇄압을 가하지 않는 인쇄 방법 4에 의해 인쇄를 행했다. 실시예 15에 비해 압압 공정을 위한 인쇄압 가하기를 행하지 않기 때문에 인쇄물로의 평활화 효과는 없었다. 결과를 표 5에 나타낸다.
[실시예 18, 19, 및 비교예 8, 9]
실시예 18에 있어서는 압압 실린더 12를 3실린더째, 압압 실린더 9를 7실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 6으로 인쇄했다. 실시예 19에 있어서는 압압 실린더 12를 3실린더째, 압압 실린더 11을 7실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 6으로 인쇄했다. 또한, 비교예 8에 있어서는 압압 실린더 14를 3실린더째 및 7실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 6으로 인쇄했다. 또한, 비교예 9에 있어서는 압압 실린더 13을 3실린더째 및 7실린더째의 압압 공정용으로서 사용하고, 인쇄 방법 6으로 인쇄했다. 실시예 18및 19에 있어서 블랙 잉크에 의한 화상에 대해서는 7실린더째의 압압 실린더에 있어서의 압압부는 모두 블랙 솔리드부에만 선택적으로(블랙의 망점부를 피하도록) 압압하도록 패터닝되어 있기 때문에 망점의 비대를 억제하고, 선택적인 블랙 솔리드 부분만의 인쇄 농도 향상 효과가 보였다. 또한, 실시예 19에 있어서는 7실린더째의 압압 실린더에 있어서 화이트 솔리드부에 대응하는 개소에도 압압부가 패터닝되어 있기 때문에 인쇄물 솔리드 부분의 Ra가 0.32㎛로 보다 한층 평활화 효과가 보이고, 인쇄물의 광택도 60으로 매우 양호했다. 또한, 활성 에너지선 경화형 잉크 때문에 막은 단단하고, 내찰과성도 양호했다. 비교예 8의 인쇄물은 내찰과성은 양호하지만, 솔리드 부분의 표면 거칠기가 1.02㎛로 크고, 인쇄물의 광택은 33으로 불량했다. 비교예 9의 인쇄물은 전체면을 평활화하고 있기 때문에 인쇄물의 광택은 57로 매우 양호하지만, 망점 부분의 도트 게인이 27%로 불량해서 계조 표현성을 양립하고 있지 않았다. 결과를 표 6에 나타낸다.
[참고예 1(그라비어 표면 인쇄)]
인쇄 방법 6(실시예 18, 19 및 비교예 8, 9)으로 인쇄한 것과 마찬가지의 화상을 그라비어 표면 인쇄에 의해 인쇄했다. 참고예 1의 그라비어 인쇄물은 표면 거칠기가 0.26㎛로 작고, 광택성은 매우 양호하지만, 막이 부드럽기 때문에 내찰과성에 대해서는 불충분했다. 결과를 표 6에 나타낸다.





1, 3: 블랙 잉크에 의한 화상
2, 4: 화이트 잉크에 의한 화상
5: 잉크 평활화재의 부착 개소
6: 잉크 평활화재의 비부착 개소
D: 인쇄 방향
N: 비획선부
BS: 블랙 솔리드부
WS: 화이트 솔리드부
B50: 블랙 50% 망점부
2, 4: 화이트 잉크에 의한 화상
5: 잉크 평활화재의 부착 개소
6: 잉크 평활화재의 비부착 개소
D: 인쇄 방향
N: 비획선부
BS: 블랙 솔리드부
WS: 화이트 솔리드부
B50: 블랙 50% 망점부
Claims (19)
- 순서대로 잉크를 피인쇄물의 피전사면에 전사하는 전사 공정, 상기 잉크가 전사된 상기 피전사면에 압압 실린더를 접촉시키는 압압 공정을 포함하는 인쇄물의 제조 방법으로서, 상기 압압 실린더 중 적어도 하나가 패터닝된 압압부를 갖는 인쇄물의 제조 방법.
- 제 1 항에 있어서,
상기 패터닝된 압압부의 천장면의 80% 이상의 면적이 상기 압압 공정보다 전에 피전사면에 전사된 솔리드 부분에 대응하는 인쇄물의 제조 방법 - 제 1 항 또는 제 2 항에 있어서,
상기 패터닝된 압압부를 갖는 압압 실린더와, 상기 패터닝된 압압부를 갖는 압압 실린더에 대향해서 피인쇄물을 끼우는 압실린더의 압압이 100N/㎠ 이상 700N/㎠ 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부의 천장면의 표면 거칠기 Ra가 0.30㎛ 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부의 천장면의 표면 거칠기 Rz가 2.00㎛ 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부의 천장면의 표면 자유 에너지가 36mN/m 이상 50mN/m 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부를 갖는 압압 실린더가 오프셋 인쇄판, 플렉소 인쇄판, 수지 철판, 및 블랭킷으로부터 선택되는 적어도 1개가 장착된 실린더인 인쇄물의 제조 방법. - 제 7 항에 있어서,
상기 오프셋 인쇄판이 물 없는 평판인 인쇄물의 제조 방법. - 제 7 항 또는 제 8 항에 있어서,
상기 패터닝된 압압부가 상기 블랭킷에 부착된 잉크 평활화재인 인쇄물의 제조 방법. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 전사 공정 및 압압 공정 후에 상기 활성 에너지선을 잉크에 조사하는 조사 공정을 포함하는 인쇄물의 제조 방법. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 피인쇄물이 비흡수 원반인 인쇄물의 제조 방법. - 제 11 항에 있어서,
상기 비흡수 원반이 필름인 인쇄물의 제조 방법. - 제 12 항에 있어서,
상기 필름의 두께가 5㎛ 이상 50㎛ 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 13 항 중 어느 한 항에 있어서,
상기 전사 공정과 상기 압압 공정에 있어서, 잉크를 전사하기 위한 실린더 및 압압 실린더에 대향해서 상기 피인쇄물을 끼우는 압실린더가 단일인 인쇄물의 제조 방법. - 제 1 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 압압 공정에 있어서의 잉크의 25℃, 측정 주파수 10rad/s에 있어서의 손실 정접(tanδ)의 값이 1.0 이상 4.0 이하인 인쇄물의 제조 방법. - 제 1 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 전사 공정이 복수 회 행해지고, 그 복수 회 중 적어도 최초의 전사 공정에서 사용되는 잉크가 화이트색 잉크 및 앵커 잉크 중 적어도 하나인 인쇄물의 제조 방법. - 제 1 항 내지 제 16 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정 후에 다른 전사 공정, 그리고 그 전사 공정보다 후에 다른 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정을 포함하는 인쇄물의 제조 방법. - 제 1 항 내지 제 17 항 중 어느 한 항에 있어서,
상기 패터닝된 압압부를 갖는 압압 실린더에 의한 압압 공정과, 상기 조사 공정 사이에 또 다른 전사 공정을 포함하는 인쇄물의 제조 방법. - 인쇄물 상의 솔리드 부분의 표면 거칠기 Ra가 0.10㎛ 이상 0.50㎛ 이하이며, 또한 인쇄물 상의 임의의 잉크 피막의 영률이 3㎬ 이상 5㎬ 이하인 인쇄물.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020055534 | 2020-03-26 | ||
| JPJP-P-2020-055534 | 2020-03-26 | ||
| JPJP-P-2020-213305 | 2020-12-23 | ||
| JP2020213305 | 2020-12-23 | ||
| PCT/JP2021/012506 WO2021193812A1 (ja) | 2020-03-26 | 2021-03-25 | 印刷物の製造方法および印刷物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220153586A true KR20220153586A (ko) | 2022-11-18 |
Family
ID=77891880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227030281A KR20220153586A (ko) | 2020-03-26 | 2021-03-25 | 인쇄물의 제조 방법 및 인쇄물 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230146365A1 (ko) |
| EP (1) | EP4129686A4 (ko) |
| JP (1) | JP7428183B2 (ko) |
| KR (1) | KR20220153586A (ko) |
| CN (1) | CN115362064A (ko) |
| WO (1) | WO2021193812A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102522937B1 (ko) | 2023-01-26 | 2023-04-21 | 주식회사 풍림피앤피 | 후렉소 인쇄용 친환경 잉크 조성물을 이용한 인쇄 방법 |
| KR102565983B1 (ko) | 2023-04-04 | 2023-08-11 | 주식회사 풍림피앤피 | 후렉소 인쇄용 친환경 잉크 조성물 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004358788A (ja) | 2003-06-04 | 2004-12-24 | Kaname Sangyo Kk | 包装材料の製造方法及び装置 |
| JP2009274432A (ja) | 2008-04-17 | 2009-11-26 | Mitsubishi Heavy Ind Ltd | オフセット印刷機及び方法並びに印刷物 |
| JP2017132895A (ja) | 2016-01-27 | 2017-08-03 | 岩崎電気株式会社 | 硬化方法、及び硬化システム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51144219U (ko) * | 1975-05-12 | 1976-11-19 | ||
| GB1580076A (en) * | 1977-07-20 | 1980-11-26 | Marler E T Ltd | Pressure sensitive adhesive transfer |
| DE4105952C2 (de) * | 1991-02-26 | 2002-11-07 | Koenig & Bauer Ag | Vorrichtung zur Nachbehandlung inline lackierter Druckbogen |
| EP0537890A1 (en) * | 1991-09-25 | 1993-04-21 | Ncr International Inc. | Apparatus and method for providing a coating on a substrate |
| DE19826974C2 (de) * | 1998-06-18 | 2002-06-20 | Roland Man Druckmasch | Prägevorrichtung |
| DE20113639U1 (de) * | 2001-08-17 | 2001-10-11 | Roland Man Druckmasch | Beschichtungsmaschine zum Veredeln von Druckbogen |
| DE102007039125A1 (de) * | 2007-08-18 | 2009-02-19 | Manroland Ag | Druckmaschine für den Mehrfarbendruck mit einer vorgeordneten Beschichtungseinrichtung |
| JP2009226917A (ja) * | 2008-02-27 | 2009-10-08 | Mitsubishi Heavy Ind Ltd | 光沢が変化する印刷物の製造方法及び製造装置,それに用いる加圧ロールの表面の加工方法並びにそれにより製造される印刷物 |
| GB2458493A (en) * | 2008-03-20 | 2009-09-23 | Classic Colours Ltd | Method and apparatus for enhancing the gloss of offset printed films |
| JP2010094952A (ja) * | 2008-10-20 | 2010-04-30 | Mitsubishi Heavy Ind Ltd | 枚葉印刷機 |
| DE102015011918A1 (de) * | 2015-09-11 | 2017-03-16 | Giesecke & Devrient Gmbh | Einrichtungen und Verfahren zur Herstellung eines Sicherheitselements mit einer optisch variablen Struktur |
| TW201720881A (zh) * | 2015-09-17 | 2017-06-16 | Toray Industries | 平版印刷用印墨、平版印墨用清漆及使用其之印刷物的製造方法 |
| WO2017095417A1 (en) | 2015-12-03 | 2017-06-08 | Hewlett-Packard Development Company, L.P. | Inkjet printers |
| JP2019155828A (ja) | 2018-03-16 | 2019-09-19 | 株式会社トクヤマ | 印刷物及びその製造方法 |
-
2021
- 2021-03-25 KR KR1020227030281A patent/KR20220153586A/ko unknown
- 2021-03-25 WO PCT/JP2021/012506 patent/WO2021193812A1/ja unknown
- 2021-03-25 CN CN202180021924.8A patent/CN115362064A/zh active Pending
- 2021-03-25 JP JP2021518016A patent/JP7428183B2/ja active Active
- 2021-03-25 US US17/912,657 patent/US20230146365A1/en active Pending
- 2021-03-25 EP EP21776554.4A patent/EP4129686A4/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004358788A (ja) | 2003-06-04 | 2004-12-24 | Kaname Sangyo Kk | 包装材料の製造方法及び装置 |
| JP2009274432A (ja) | 2008-04-17 | 2009-11-26 | Mitsubishi Heavy Ind Ltd | オフセット印刷機及び方法並びに印刷物 |
| JP2017132895A (ja) | 2016-01-27 | 2017-08-03 | 岩崎電気株式会社 | 硬化方法、及び硬化システム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102522937B1 (ko) | 2023-01-26 | 2023-04-21 | 주식회사 풍림피앤피 | 후렉소 인쇄용 친환경 잉크 조성물을 이용한 인쇄 방법 |
| KR102565983B1 (ko) | 2023-04-04 | 2023-08-11 | 주식회사 풍림피앤피 | 후렉소 인쇄용 친환경 잉크 조성물 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7428183B2 (ja) | 2024-02-06 |
| CN115362064A (zh) | 2022-11-18 |
| EP4129686A4 (en) | 2023-10-11 |
| EP4129686A1 (en) | 2023-02-08 |
| JPWO2021193812A1 (ko) | 2021-09-30 |
| WO2021193812A1 (ja) | 2021-09-30 |
| US20230146365A1 (en) | 2023-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20220153586A (ko) | 인쇄물의 제조 방법 및 인쇄물 | |
| EP3401097B1 (en) | Inkjet recording device and inkjet recording method | |
| EP1919711B1 (en) | Method of printing | |
| EP2179856B1 (en) | Method for fixing a radiation-curable ink image on a substrate | |
| KR102273357B1 (ko) | 다층 인쇄 공정 | |
| EP3401102B1 (en) | Inkjet recording apparatus and method for manufacturing porous body | |
| US20050249924A1 (en) | Decorative surface covering having a discontinuous digitally printed layer and an analog print layer, and the method of making the same | |
| EP2828090B2 (en) | Printing method with oxidative-drying intaglio ink and uv-vis-curable intaglio inks | |
| US10406829B2 (en) | Ink jet recording method and ink jet recording apparatus | |
| US20140208969A1 (en) | Method for producing a printing plate for waterless offset printing | |
| CN102009536A (zh) | 用于在印刷产品的基体上产生印刷技术特征的方法 | |
| JP2012011712A (ja) | 干渉模様防止転写箔、及びその製造方法、並びに転写体 | |
| JP5340220B2 (ja) | エンボスインキ、部分マットハードコート転写シートと部分マットハードコート成形品の製造方法 | |
| JP5921362B2 (ja) | 放射線硬化可能なゲルインクのレベリングおよび放射線硬化可能なゲルインクの基板に直接的なデジタル印刷のための方法ならびに疎水性表面を有する加圧部材を有する装置およびシステム | |
| EP4019268A1 (en) | Flexographic printing plate | |
| US20210129518A1 (en) | Method of Printing | |
| JP2021024279A (ja) | 印刷物の製造方法および印刷機 | |
| JP3818740B2 (ja) | 平版印刷版材用版下材料および平版印刷方法 | |
| PH12014501990B1 (en) | Multi-layer printing process | |
| JP2010287041A (ja) | Idカード、及びicカード、並びにidカードの製造方法、及びicカードの製造方法 |