KR20220128992A - 도공 장치 및 도공 방법 - Google Patents
도공 장치 및 도공 방법 Download PDFInfo
- Publication number
- KR20220128992A KR20220128992A KR1020227022867A KR20227022867A KR20220128992A KR 20220128992 A KR20220128992 A KR 20220128992A KR 1020227022867 A KR1020227022867 A KR 1020227022867A KR 20227022867 A KR20227022867 A KR 20227022867A KR 20220128992 A KR20220128992 A KR 20220128992A
- Authority
- KR
- South Korea
- Prior art keywords
- coating
- valve
- valve body
- supply
- coating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Coating Apparatus (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
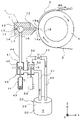
도 2 는, 본 실시형태의 도공 장치에 있어서 도공액의 도공을 중단하고 있는 상태를 나타내는 도면이다.
도 3 은, 도공 개시 시에 있어서의 본 실시형태의 도공 장치의 동작 플로도이다.
도 4 는, 도공 종료 시에 있어서의 본 실시형태의 도공 장치의 동작 플로도이다.
도 5 는, 종래의 도공 장치를 나타내는 개략도이다.
도 6 은, 종래의 도공 장치에 의한 도공막의 막두께 분포를 설명하는 도면이며, 도 6(a) 는 상면도, 도 6(b) 는 정면도이다.
도 7 은, 종래의 도공 장치에 의한 도공막의 막두께 분포를 설명하는 도면이며, 도 7(a) 는 상면도, 도 7(b) 는 정면도이다.
2 : 기재
3 : 도공액
5 : 롤러
10 : 다이
11 : 매니폴드
12 : 슬릿
16 : 유입부
17 : 저부
18 : 토출구
20 : 공급 수단
21 : 공급 배관
22 : 탱크
23 : 펌프
24 : 리턴 배관
40 : 공급 제어부
41 : 공급 밸브
42 : 밸브체
43 : 보이스 코일 모터
44 : 구동부 냉각 수단
50 : 리턴 제어부
51 : 리턴 밸브
52 : 밸브체
53 : 에어 실린더
55 : 조절 밸브
100 : 도공부
101 : 다이
102 : 공급 수단
103 : 매니폴드
104 : 슬릿
105 : 토출구
106 : 공급 배관
107 : 공급 밸브
108 : 밸브체
109 : 에어 실린더
110 : 리턴 밸브
111 : 밸브체
112 : 에어 실린더
Claims (3)
- 장척 방향으로 반송되는 기재에 대해 도공액을 토출하는, 기재의 폭 방향으로 긴 토출구가 형성된 다이와,
도공액을 저류하는 탱크와,
상기 탱크에 저류된 도공액을 상기 다이에 연통하고 있는 유입부를 경유시켜 상기 다이에 공급하는 공급 수단을 구비하는 도공 장치이며,
입구측에 상기 공급 수단으로부터 도공액이 공급되고, 출구측이 상기 다이와 접속되고, 샤프트의 동작에 의해 내부의 밸브체의 위치가 변화하여, 도공액의 유로를 형성하는 개방 상태와 도공액의 유로를 차단하는 폐쇄 상태의 2 개의 상태가 전환 제어되는 공급 밸브와,
입구측에 상기 공급 수단으로부터 도공액이 공급되고, 출구측이 도공액을 상기 탱크로 되돌리는 배관인 리턴 배관과 접속되고, 샤프트의 동작에 의해 내부의 밸브체의 위치가 변화하여, 도공액의 유로를 형성하는 개방 상태와 도공액의 유로를 차단하는 폐쇄 상태의 2 개의 상태가 전환 제어되는 리턴 밸브를 갖고,
상기 공급 밸브의 밸브체를 이동시키는 구동원이 모터 방식이며, 상기 리턴 밸브의 밸브체를 이동시키는 구동원이 에어 방식이고, 상기 공급 밸브의 밸브체의 이동 속도가 상기 리턴 밸브의 밸브체의 이동 속도보다 빠른 것을 특징으로 하는 도공 장치. - 제 1 항에 있어서,
상기 공급 밸브의 밸브체를 이동시키는 구동원은 보이스 코일 모터인 것을 특징으로 하는 도공 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 공급 밸브의 밸브체를 이동시키는 구동원을 냉매 방식으로 냉각하는 구동원 냉각 수단을 추가로 갖는 것을 특징으로 하는 도공 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-016140 | 2020-02-03 | ||
| JP2020016140A JP7135015B2 (ja) | 2020-02-03 | 2020-02-03 | 塗工装置および塗工方法 |
| PCT/JP2020/037297 WO2021157127A1 (ja) | 2020-02-03 | 2020-09-30 | 塗工装置および塗工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220128992A true KR20220128992A (ko) | 2022-09-22 |
Family
ID=77199820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227022867A Ceased KR20220128992A (ko) | 2020-02-03 | 2020-09-30 | 도공 장치 및 도공 방법 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7135015B2 (ko) |
| KR (1) | KR20220128992A (ko) |
| CN (1) | CN115003421B (ko) |
| WO (1) | WO2021157127A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230069579A (ko) * | 2021-11-12 | 2023-05-19 | 주식회사 엘지에너지솔루션 | 전극 슬러리 제어 장치 |
| CN115106259A (zh) * | 2022-07-12 | 2022-09-27 | 惠州市赢合科技有限公司 | 一种涂布装置及涂布工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010212143A (ja) | 2009-03-11 | 2010-09-24 | Nissan Motor Co Ltd | 電極製造方法および電極製造装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5691379B2 (ja) * | 2010-10-19 | 2015-04-01 | 日産自動車株式会社 | 塗布装置 |
| JP6147985B2 (ja) * | 2012-10-15 | 2017-06-14 | トヨタ自動車株式会社 | 塗工装置および塗工方法 |
| JP6148086B2 (ja) * | 2013-07-02 | 2017-06-14 | 株式会社テクノスマート | バルブ装置及び塗工装置 |
| JP5858247B2 (ja) * | 2013-09-30 | 2016-02-10 | 株式会社村田製作所 | 塗工装置 |
| JP6230893B2 (ja) | 2013-12-10 | 2017-11-15 | 株式会社ヒラノテクシード | 間欠塗工装置 |
| JP6206230B2 (ja) | 2014-02-10 | 2017-10-04 | 株式会社豊田自動織機 | 電極の製造方法および電極の製造装置 |
| JP6302701B2 (ja) * | 2014-02-25 | 2018-03-28 | 株式会社川上鉄工所 | 間欠供給用バルブ装置 |
| JP6355367B2 (ja) | 2014-03-10 | 2018-07-11 | 東レエンジニアリング株式会社 | 塗布方法及び塗布装置 |
| JP2016182576A (ja) * | 2015-03-26 | 2016-10-20 | 東レ株式会社 | スリットノズル、塗布方法、及び塗布装置 |
| JP6628505B2 (ja) * | 2015-06-17 | 2020-01-08 | 株式会社エンビジョンAescエナジーデバイス | 二次電池用の電極の製造方法および製造装置と二次電池の製造方法 |
| JP2017051885A (ja) * | 2015-09-07 | 2017-03-16 | 東レエンジニアリング株式会社 | 塗布装置 |
| JP2017051895A (ja) * | 2015-09-08 | 2017-03-16 | Necエナジーデバイス株式会社 | 塗工装置及びその塗工装置によって製造された電極 |
| JP6804850B2 (ja) * | 2016-02-26 | 2020-12-23 | 東レ株式会社 | 塗布装置及び塗布方法 |
| JP6834892B2 (ja) * | 2017-10-05 | 2021-02-24 | トヨタ自動車株式会社 | 間欠塗工装置 |
| JP6598839B2 (ja) * | 2017-11-17 | 2019-10-30 | 東レエンジニアリング株式会社 | 間欠塗布装置 |
-
2020
- 2020-02-03 JP JP2020016140A patent/JP7135015B2/ja active Active
- 2020-09-30 WO PCT/JP2020/037297 patent/WO2021157127A1/ja not_active Ceased
- 2020-09-30 CN CN202080093813.3A patent/CN115003421B/zh active Active
- 2020-09-30 KR KR1020227022867A patent/KR20220128992A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010212143A (ja) | 2009-03-11 | 2010-09-24 | Nissan Motor Co Ltd | 電極製造方法および電極製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7135015B2 (ja) | 2022-09-12 |
| JP2021122760A (ja) | 2021-08-30 |
| CN115003421A (zh) | 2022-09-02 |
| WO2021157127A1 (ja) | 2021-08-12 |
| CN115003421B (zh) | 2023-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10933438B2 (en) | Coating apparatus with base material height changing device configured to selectively eject compressed gas | |
| KR20220128992A (ko) | 도공 장치 및 도공 방법 | |
| KR20150067726A (ko) | 간헐도공장치 | |
| US5882407A (en) | Apparatus and method for applying a coating to a base material | |
| JP2019145420A (ja) | 電池極板の製造方法および塗工装置 | |
| JP7780567B2 (ja) | 塗布装置 | |
| JP2013052325A (ja) | 塗工材塗工方法、及び塗工材塗工装置 | |
| JP6206230B2 (ja) | 電極の製造方法および電極の製造装置 | |
| KR20190019054A (ko) | 도포기 및 도포 장치 | |
| JP2018037206A (ja) | 電池用極板の製造装置及びその保守方法 | |
| JP2020131145A (ja) | 塗工装置及び塗工方法 | |
| JP7398347B2 (ja) | 塗工装置 | |
| JP2020163259A (ja) | 塗工装置および塗工方法 | |
| JP2012075978A (ja) | 塗工装置 | |
| KR20250164690A (ko) | 도포 장치 | |
| JP2016131941A (ja) | 塗工装置とその運転方法 | |
| JP5911771B2 (ja) | 間欠塗布装置 | |
| JPH11244761A (ja) | 塗工装置 | |
| JP7701164B2 (ja) | 電池用極板の製造装置 | |
| JPH03296463A (ja) | 塗布方法及び装置 | |
| JP2024142353A (ja) | 塗布装置 | |
| JPH08164410A (ja) | 熱間圧延金属帯の冷却装置 | |
| JP2004114012A (ja) | スリットコート式塗布装置 | |
| JP2016034601A (ja) | 塗工装置とその運転方法 | |
| JP2023152036A (ja) | 塗布装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| B15 | Application refused following examination |
Free format text: ST27 STATUS EVENT CODE: N-2-6-B10-B15-EXM-PE0601 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| E13 | Pre-grant limitation requested |
Free format text: ST27 STATUS EVENT CODE: A-2-3-E10-E13-LIM-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11 | Amendment of application requested |
Free format text: ST27 STATUS EVENT CODE: A-2-2-P10-P11-NAP-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |