KR20210097172A - 압축 성형된 섬유 복합물 부품 및 제조 방법 - Google Patents
압축 성형된 섬유 복합물 부품 및 제조 방법 Download PDFInfo
- Publication number
- KR20210097172A KR20210097172A KR1020217020359A KR20217020359A KR20210097172A KR 20210097172 A KR20210097172 A KR 20210097172A KR 1020217020359 A KR1020217020359 A KR 1020217020359A KR 20217020359 A KR20217020359 A KR 20217020359A KR 20210097172 A KR20210097172 A KR 20210097172A
- Authority
- KR
- South Korea
- Prior art keywords
- preform
- section
- layup
- fiber
- fibers
- Prior art date
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/116—Single bevelled joints, i.e. one of the parts to be joined being bevelled in the joint area
- B29C66/1162—Single bevel to bevel joints, e.g. mitre joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5241—Joining profiled elements for forming coaxial connections, i.e. the profiled elements to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5243—Joining profiled elements for forming corner connections, e.g. for making window frames or V-shaped pieces
- B29C66/52431—Joining profiled elements for forming corner connections, e.g. for making window frames or V-shaped pieces with a right angle, e.g. for making L-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5244—Joining profiled elements for forming fork-shaped connections, e.g. for making window frames or Y-shaped pieces
- B29C66/52441—Joining profiled elements for forming fork-shaped connections, e.g. for making window frames or Y-shaped pieces with two right angles, e.g. for making T-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
- B29C66/5245—Joining profiled elements for forming cross-shaped connections, e.g. for making window frames or X-shaped pieces
- B29C66/52451—Joining profiled elements for forming cross-shaped connections, e.g. for making window frames or X-shaped pieces with four right angles, e.g. for making +-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/526—Joining bars
- B29C66/5261—Joining bars for forming coaxial connections, i.e. the bars to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/526—Joining bars
- B29C66/5263—Joining bars for forming corner connections, e.g. for making V-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/526—Joining bars
- B29C66/5263—Joining bars for forming corner connections, e.g. for making V-shaped pieces
- B29C66/52631—Joining bars for forming corner connections, e.g. for making V-shaped pieces with a right angle, e.g. for making L-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/526—Joining bars
- B29C66/5264—Joining bars for forming fork-shaped connections, e.g. for making Y-shaped pieces
- B29C66/52641—Joining bars for forming fork-shaped connections, e.g. for making Y-shaped pieces with two right angles, e.g. for making T-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/526—Joining bars
- B29C66/5265—Joining bars for forming cross-shaped connections, e.g. for making X-shaped pieces
- B29C66/52651—Joining bars for forming cross-shaped connections, e.g. for making X-shaped pieces with four right angles, e.g. for making +-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7214—Fibre-reinforced materials characterised by the length of the fibres
- B29C66/72141—Fibres of continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7375—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured
- B29C66/73753—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being partially cured, i.e. partially cross-linked, partially vulcanized
- B29C66/73754—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being partially cured, i.e. partially cross-linked, partially vulcanized the to-be-joined areas of both parts to be joined being partially cured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7394—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset
- B29C66/73941—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset characterised by the materials of both parts being thermosets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
- B29C66/9192—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams
- B29C66/91921—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature
- B29C66/91941—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to Tg, i.e. the glass transition temperature, of the material of one of the parts to be joined
- B29C66/91943—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to Tg, i.e. the glass transition temperature, of the material of one of the parts to be joined higher than said glass transition temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/465—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating by melting a solid material, e.g. sheets, powders of fibres
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Moulding By Coating Moulds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
섬유 강화 복합물 부품은 복수의 공동 정렬된 섬유를 포함하는 선택 부분을 포함한다. 부품은, 레이업을 형성하도록 실질적으로 프리폼을 몰드 캐비티 안으로 배치하고, 섬유 강화 복합물 부품을 제공하기 위해서 프리폼을 통합하도록 레이업을 압축 성형함으로써 제작된다. 부품의 서로 다른 섹션들은 서로 다른 형상과 서로 다른 조성을 갖는 프리폼들로부터 유래될 수 있다.
Description
관련 출원의 진술
본 건은 2018년 11월 30일에 출원된 미국 임시 출원 제62/773,871호, 2017년 6월 2일에 출원된 미국 특허 출원 제15/612,720호, 및 2017년 12월 12일에 출원된 미국 특허 출원 제15/840,826호의 우선권을 주장하며, 이들 모두는 본원에 인용되어 포함된다. 만약, 인용에 의해서 포함되는 하나 이상 건과 본 명세서 사이의 표현에 어떠한 모순 또는 불일치가 있다면, 본 명세서의 표현이 우선되고 본원의 청구범위의 해석을 통제한다.
본 발명은 섬유 복합물 부품에 관한 것이다.
섬유 강화 복합물 부품을 생산하기 위해 다양한 제조 방법이 개발되었다. 종래의 방법은 시간 소모적이고, 특정 재료의 사용에 한정되고/되거나 부품의 기하학적 형상에 의해 제한될 수 있다. 그리고, 이러한 제조 방법은 섬유 강화 복합물 부품을 대량으로 효율적으로 제조하는 데 적합하지 않다.
본 발명은 섬유 강화 복합물 부품("섬유 복합물"), 및 종래기술의 일부 손실 및 단점을 회피하는 제조 방법을 제공한다.
예시적인 실시형태에 따르면, 섬유 복합물은 비교적 경질 섬유 다발 기반 프리폼(preform)으로 형성된다. 이러한 프리폼은 토우프레그(towpreg)로 형성된다. 즉, 프리폼은 토우프레그의 사이징된, 또는 사이징되고 형상화된 부분이다. 토우프레그, 및 따라서 프리폼은 폴리머 수지와 같은 매트릭스 재료로 함침된 수천 개의 섬유를 포함한다.
가장 기본적인 실시형태에서, 프리폼은 단순한 선형 형상(즉, 로드(rod))을 갖는다. 일부 대안적인 실시형태에서, 프리폼은, 특정 몰드 및 이로부터 제조되는 부품에 적합하도록, 비선형 형상, 폐쇄형 형상, 평면 형상, 비평면(3D) 형상, 및 다층 형상을 포함하나 이에 한정되지 않는 비교적 복잡한 다양한 형상 중 어느 하나를 가질 수 있다.
일부 실시형태에 따르면, 프리폼은 암형 몰드 하프(half)의 몰드 캐비티 내에서 특정 배열 및 배향(레이업(layup))으로 구성된다. 다음으로, 몰드는 폐쇄되고, 압축 성형 기술(즉, 압력 및 열의 적용)을 통해 부품이 제작된다.
일부 실시형태에서, 프리폼은 압축 성형 프로세스 동안 상당한 정도까지 몰드 캐비티 내에서 형상 및 위치를 유지한다. 결과적으로, 임의의 주어진 프리폼으로부터의 섬유 및 매트릭스는 제조되는 부품의 희망 부피 영역으로 지향될 수 있다. 본 교시에 따르면, 프리폼은, 매트릭스 재료(예를 들어, 서로 다른 열가소성 수지들, 서로 다른 충전제들 등), 섬유 유형(예를 들어, 탄소 섬유 대 유리, 등) 및 섬유 분포를 포함하나 이에 한정되지 않는 다양한 특성 중 임의의 하나 이상에서 상이하도록 제조될 수 있다. 또한, 본원에 개시된 섬유 다발 기반 프리폼은 리본(ribbon) 또는 시트가 할 수 없는 방식으로 벤딩될 수 있다. 이러한 특징에 비추어 볼 때, 섬유 다발 기반 프리폼을 레이업의 구성요소로 사용하는 것은 부품 내 임의의 부피 위치에서 섬유 정렬을 제어하는 전례 없는 기능을 제공한다. 따라서, 본 발명은, 국부적인 스트레스 문제를 해결하거나, 또는 부품의 서로 다른 영역에 서로 다른 정도의 강성을 부여하거나, 부품의 영역에 전기 및/또는 열 전도도 또는 전기 및/또는 열 절연을 선택적으로 제공하는 것과 같이, 지금까지 가능하지 않았던 범위까지 부품의 임의의 영역의 특성/속성/성질이 제어될 수 있게 한다.
일부 실시형태에서, 본 발명은 섬유 복합물 부품을 제조하기 위한 방법을 제공하며, 이 방법은
레이업(layup)을 형성하는 단계 - 상기 레이업은 제1 섬유 다발 기반 프리폼 및 제2 섬유 다발 기반 프리폼을 포함하며,
(a) 상기 제1 프리폼은 경질이고, 제1 형상을 갖고, 제1 매트릭스 재료로 함침된 제1 복수의 연속적인 공동 정렬된(co-aligned) 섬유를 포함하며,
(b) 상기 제2 프리폼은 경질이고, 제2 형상을 갖고, 제2 매트릭스 재료로 함침된 제2 복수의 연속적인 공동 정렬된 섬유를 포함함 -;
열과 압력의 적용을 통해 몰드 캐비티에서 상기 제1 프리폼 및 상기 제2 프리폼을 통합하는 단계; 및
상기 통합된 제1 프리폼 및 제2 프리폼을 냉각하고, 이로써 섬유 복합물 부품을 제공하는 단계를 포함한다.
일부 실시형태에서, 본 발명은 섬유 복합물 부품을 제조하기 위한 방법을 제공하며, 이 방법은
레이업(layup)을 형성하는 단계 - 상기 레이업은 제1 섬유 다발 기반 프리폼 및 제2 섬유 다발 기반 프리폼을 포함하며,
(a) 상기 제1 프리폼은 경질이고, 비평면형인 제1 형상을 가지며, 상기 제1 형상은 서로에 대해 평면외인 두 개의 굴곡부를 포함하고, 열가소성 수지 매트릭스로 함침된 제1 복수의 연속적인 섬유를 포함하며,
(b) 상기 제2 프리폼은 경질이고, 제2 형상을 갖고, 열가소성 수지 매트릭스로 함침된 제2 복수의 연속적인 섬유를 포함함 -;
열과 압력의 적용을 통해 몰드 캐비티에서 상기 제1 프리폼 및 상기 제2 프리폼을 통합하는 단계; 및
상기 통합된 제1 프리폼 및 제2 프리폼을 냉각하고, 이로써 섬유 복합물 부품을 제공하는 단계를 포함한다.
일부 실시형태에서, 본 발명은 섬유 복합물 부품을 제공하며, 이 부품은
상기 섬유 복합물 부품의 제1 부피 영역에 있는 제1 섹션 - 상기 제1 섹션은
(a) 제1 복수의 공동 정렬된 섬유를 포함하는 제1 부분;
(b) 제2 복수의 공동 정렬된 섬유를 포함하는 제2 부분을 가짐 -; 및
상기 섬유 복합물 부품의 제2 부피 영역에 있는 제2 섹션 - 상기 제1 섹션 및 상기 제2 섹션은 서로 근접하며, 상기 제2 섹션은
(a) 상기 제1 복수의 공동 정렬된 섬유를 포함하는 상기 제2 섹션의 제1 부분;
(b)
제3 복수의 공동 정렬된 섬유를 포함하는 상기 제2 섹션의 제2 부분을 가짐 -;을 포함하되, 상기 제2 복수의 공동 정렬된 섬유와 상기 제3 복수의 공동 정렬된 섬유는 섬유 유형, 섬유 부피 분율, 및 섬유 분포로 구성된 그룹에서 선택된 특성이 서로 다르다.
도 1a는 본 발명의 실시형태와 함께 사용되기 위한 토우프레그를 도시한다.
도 1b는, 선형 프리폼인 도 1a의 토우프레그의 세그먼트를 도시한다.
도 2a는 도 1b의 프리폼의 제1 실시형태의 길이 방향 단면을 도시한다.
도 2b는 도 1b의 프리폼의 제1 실시형태의 횡단면을 도시한다.
도 3a는 도 1b의 프리폼의 제2 실시형태의 길이 방향 단면을 도시한다.
도 3b는 도 1b의 프리폼의 제2 실시형태의 횡단면을 도시한다.
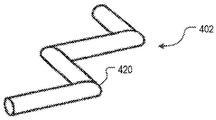
도 4는 본 발명에 따른 개방형 평면적 비선형 프리폼의 일 실시형태를 도시한다.
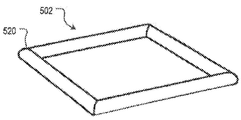
도 5는 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제1 실시형태를 도시한다.
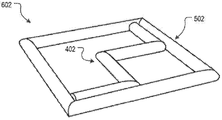
도 6은 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제2 실시형태를 도시한다.
도 7은 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제3 실시형태를 도시한다.
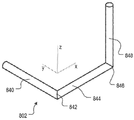
도 8은 본 발명에 따른 개방형 비평면적 비선형 프리폼의 일 실시형태를 도시한다.
도 9a는 본 교시에 따른 프리폼의 레이업의 제1 실시형태를 도시한다.
도 9b는 본 교시에 따른 프리폼의 레이업의 제2 실시형태를 도시한다.
도 9c는 도 9a 또는 도 9b의 레이업으로부터 형성된 부품을 도시한다.
도 10a는 도 9b의 레이업의 세그먼트를 도시한다.
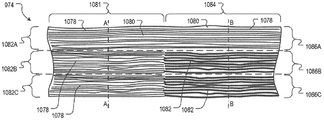
도 10b는 도 10a에 도시된 레이업의 세그먼트로부터 형성된 부품의 영역의 길이 방향 단면을 도시한다.
도 10c는 도 10b의 A-A 축선을 따른 횡단면을 도시한다.
도 10d는 도 10b의 B-B 축선을 따른 횡단면을 도시한다.
도 10e는 부품의 섹션 및 부분을 도시하는 도 9c의 부품의 분해도를 도시한다.
도 11a 내지 도 11e는 본 교시에 따라 제조될 수 있는 복잡한 개방 프레임워크 부품의 실시형태를 도시한다.
도 1b는, 선형 프리폼인 도 1a의 토우프레그의 세그먼트를 도시한다.
도 2a는 도 1b의 프리폼의 제1 실시형태의 길이 방향 단면을 도시한다.
도 2b는 도 1b의 프리폼의 제1 실시형태의 횡단면을 도시한다.
도 3a는 도 1b의 프리폼의 제2 실시형태의 길이 방향 단면을 도시한다.
도 3b는 도 1b의 프리폼의 제2 실시형태의 횡단면을 도시한다.
도 4는 본 발명에 따른 개방형 평면적 비선형 프리폼의 일 실시형태를 도시한다.
도 5는 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제1 실시형태를 도시한다.
도 6은 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제2 실시형태를 도시한다.
도 7은 본 발명에 따른 폐쇄형 평면적 비선형 프리폼의 제3 실시형태를 도시한다.
도 8은 본 발명에 따른 개방형 비평면적 비선형 프리폼의 일 실시형태를 도시한다.
도 9a는 본 교시에 따른 프리폼의 레이업의 제1 실시형태를 도시한다.
도 9b는 본 교시에 따른 프리폼의 레이업의 제2 실시형태를 도시한다.
도 9c는 도 9a 또는 도 9b의 레이업으로부터 형성된 부품을 도시한다.
도 10a는 도 9b의 레이업의 세그먼트를 도시한다.
도 10b는 도 10a에 도시된 레이업의 세그먼트로부터 형성된 부품의 영역의 길이 방향 단면을 도시한다.
도 10c는 도 10b의 A-A 축선을 따른 횡단면을 도시한다.
도 10d는 도 10b의 B-B 축선을 따른 횡단면을 도시한다.
도 10e는 부품의 섹션 및 부분을 도시하는 도 9c의 부품의 분해도를 도시한다.
도 11a 내지 도 11e는 본 교시에 따라 제조될 수 있는 복잡한 개방 프레임워크 부품의 실시형태를 도시한다.
다음 용어는 본 개시내용 및 첨부된 청구범위에서 사용되기 위해 아래에서 정의된다:
ㆍ "섬유 복합물"은 매트릭스 재료 및 섬유 재료의 두 가지 주요 구성요소를 포함하는 재료이다. 섬유 재료(섬유)는 일반적으로 이에 의해서 기여되는 다른 특성 외에도 복합물의 강도에 크게 연관된다. 일반적으로 폴리머 수지로 형성된 매트릭스는 섬유를 둘러싸고 지지하여 섬유의 상대적 위치를 유지하고 마모 및 환경에 의한 공격(environmental attack)을 방지한다. 섬유와 수지의 조합은 시너지 효과를 나타내며, 결과적인 특성은 특정한 섬유, 수지 및 섬유 부피 분율에 의존된다.
ㆍ "섬유"는 섬유 재료의 개별 가닥을 의미한다. 섬유는 직경보다 훨씬 더 큰 길이를 갖는다.
ㆍ "매트릭스 재료"는 폴리머 수지, 일반적으로 열가소성 또는 b-스테이지(즉, 부분적으로 경화된) 열경화성 수지이다. 매트릭스 재료는 또한 세라믹일 수 있다.
ㆍ "공동 정렬된 섬유"는 동일한 방향으로 배향된 복수의 섬유를 지칭한다.
ㆍ "토우(tow)"는 "섬유의 다발"을 의미하고, 이러한 용어들은 달리 명시되지 않는 한 본원에서 상호교환 가능하게 사용된다. 토우는 일반적으로 1K 토우, 3K 토우, 6K 토우 등 수천의 섬유 번호로 이용 가능하다. 용어 "필라멘트"는 또한 본원에서 "토우"와 동의어로 사용될 수 있다.
ㆍ "프리프레그"는 수지로 함침된 섬유를 의미한다.
ㆍ "토우프레그" 또는 "프리프레그 토우(Prepreg Tow)"는 수지로 함침된 섬유 다발(즉, 토우)을 의미한다.
ㆍ "프리폼" 또는 "필라멘트 서브유닛(subunit)"은 토우/토우-프레그의 크기가 정해진 또는 크기가 정해지고 형상화된 부분을 의미하며, 여기서 섬유 다발의 단면은 약 0.25 내지 약 6의 종횡비(폭 : 두께)를 갖는다. 본원에서 사용되기 위해, 용어 프리폼 및 필라멘트 서브유닛은 일반적으로 약 10 내지 약 30의 종횡비(위와 같이, 단면)를 갖는 크기/형상의 "테이프"를 명시적으로 배제한다. 용어, 프리폼 및 필라멘트 서브유닛은 또한, 섬유 및 라미네이트의 시트도 명시적으로 제외한다.
ㆍ "연속적인 섬유"는 프리폼/필라멘트 서브유닛의 일 단부로부터 다른 단부까지 연장되는 섬유를 지칭한다. 일부 맥락(즉, 출원인의 다른 특허 출원 중 일부)에서, 연속적인 섬유/연속적인 프리폼은 섬유/다발이 배치되는 몰드의 주요 피처의 길이와 거의 동일한 길이를 갖는 섬유/프리폼을 지칭한다. 당 업계에서 일반적으로 사용되는 바와 같이, 연속적인 섬유는 "?h(chopped) 섬유" 또는 "절단된 섬유"와 구별된다. ?h 섬유 또는 절단된 섬유는 몰드 및 최종 부품에서 랜덤 방향을 갖고, 금형/부품의 어떠한 피처 길이에 대해서 사전 정의된 관계를 갖지 않는다. 본 교시에 따른 섬유-다발 기반 프리폼은 ?h 섬유 또는 절단된 섬유를 포함하지 않는다.
ㆍ "연속적인 매트릭스"는(예를 들어, 프리폼의, 부품의, 부품의 특정 영역의) 단면 전체에 걸쳐서 균질한 매트릭스를 지칭한다.
ㆍ "격자"는 빈 공간을 교차하고 둘러싸는 직선 세그먼트 또는 만곡된 세그먼트로 구성된 프레임워크를 지칭한다.
ㆍ "약" 또는 "실질적으로"는 명시된 수치 또는 공칭 값에 대해 +/- 20%를 의미한다.
추가 정의는 문맥에 따라 명세서에서 제공된다.
실시예에서, 또는 달리 지시된 경우를 제외하고, 예를 들어 명세서 및 청구범위에서 사용된 성분의 양을 표현하는 모든 숫자는 모든 경우에 용어 "약"에 의해 수식된 것으로 이해될 것이다. 따라서, 반대로 지시되지 않는 한, 하기 명세서 및 첨부된 청구범위에 기재된 수치 파라미터는 당업자가 이해할 수 있는 방식으로 수득될 원하는 특성에 따라 달라질 수 있는 근사치인 것으로 이해된다. 일반적으로, 이것은 적어도 +/- 20%의 변동을 의미한다.
또한, 본원에 언급된 임의의 수치 범위는 이 안에 포함된 모든 하위 범위를 포함하도록 의도된다는 점이 이해되어야 한다. 예를 들어, "1 내지 10"의 범위는 약 1의 언급된 최소 값과 약 10의 언급된 최대 값 사이의, 즉 약 1과 같거나 보다 큰 최소 값, 및 약 10과 같거나 보다 작은 최대 값을 갖는 모든 하위 범위를 포함하도록 의도된다.
도 1a는 토우프레그(100)를 도시한다. 토우프레그는, 일반적으로 폴리머 수지 매트릭스로 함침된 천의 배수(예를 들어, 1k, 10k, 24k 등)로 제공되는 많은 개별 섬유를 포함한다. 토우프레그는 예를 들어, 원형, 오벌, 트라이로발(trilobal), 다각형 등을 포함하는 다양한 단면 형상 중 하나를 가질 수 있다.
토우프레그는 텍사스주 어빙의 Celanese Corporation 등과 같은 공급자로부터 구입되거나, 또는 인발, 압출 또는 공압출과 같은 잘 알려진 프로세스를 통해 현장(on-site)에서 형성될 수 있다. 인발 프로세스에서, 섬유 "토우" 형태의 복수의 섬유는 다이를 통해 당겨지고 압력 및 온도 하에서 폴리머(일반적으로 열가소성 또는 열경화성) 수지로 함침된다. 상기 프로세스는 위에서 언급된 바와 같이 연속적인 매트릭스 재료 내에 매립된 복수의 섬유를 제공한다.
이제 도 1b를 참조하면, 섬유 다발 기반 프리폼(102)은 토우프레그(100)의 세그먼트를 제거함으로써 형성된다. 도 1b에서, 프리폼(102)은 짧은 선형 세그먼트이다. 이것은 본 발명의 실시형태가 지향되는 프리폼들 중 가장 기본적인 실시형태이다. 본 명세서의 후반부에 더 상세히 설명되는 바와 같이, 다른 실시형태에서, 프리폼은 제조되는 부품에 적절하게 비선형 형상, 폐쇄 형태 형상, 3D 형상 및 다층 형상을 포함하는 더 복잡한 형상을 가질 수 있다. 실제로, 이러한 프리폼은, 본 교시에 따른 섬유 강화 부품을 제조하기 위한 "구축 블록(building block)"이다.
프리폼은 일반적으로 폭보다 실질적으로 더 크고 두께보다 실질적으로 더 큰 길이를 갖는다(도 1b는 축척에 따르지 않음). 프리폼의 길이는 제조되는 부품의 속성에 기반하여 결정된다. 프리폼 길이에 대한 주요 영향은 부품의 사이즈이다. 일반적으로, 더 긴 프리폼은 더 긴 연속적인 길이의 섬유를 포함할 수 있기 때문에 임의의 주어진 응용분야에 대해 가능한 가장 긴 프리폼을 사용하는 것이 바람직하다. 주어진 부품에 대해, 더 긴 연속적인 섬유는 일반적으로 더 짧은 길이의 섬유보다 더 강한 부품으로 귀결된다. 따라서, 매우 작은 부품의 경우, 프리폼은 약 5 mm의 길이를 가질 수 있는 한편, 큰 부품(예를 들어, 비행기 날개, 차체 패널 등)의 경우, 프리폼은 수 미터의 길이를 가질 수 있다. 간단히 말해, 프리폼 길이는 응용분야 특이적이다.
프리폼은, 제조되는 부품에 적합한 임의의 적절한 단면(즉, 폭 및 높이/두께) 치수를 가질 수 있다. 일부 실시형태에서, 프리폼의 폭 및 높이(두께)는 거의 동일하다(예를 들어, 원형 단면, 정사각형 단면 등). 본 발명의 실시형태에서, 프리폼의 단면 형상은 위에서 논의된 토우프레그의 단면 형상에 의해 결정된다. 프리폼의 형상, 높이 및 폭은 길이를 따라 실질적으로 일정하거나, 변할 수 있다.
예를 들어, 몰드 캐비티 내 로봇 장치에 의한 배치를 위해서 프리폼이 쉽게 조작되는 것이 바람직하다. 결과적으로, 프리폼을 형성하는 재료는 사용 온도(일반적으로 약 20℃ 내지 30℃)에서 쉽게 핸들링될 수 있는 상태(예를 들어, 고체, 강성 등)에 있어야 한다. 대안적으로, 프리폼의 온도는 핸들링을 용이하게 하기 위해 필요에 따라 변경될 수 있다.
프리폼 조성. 프리폼의 조성/내부 구조는 공급되는 토우프레그의 것과 동일하다는 점이 이해될 것이다.
섬유와 관련하여, 토우프레그(100)의 개별 섬유는, 일반적으로, 그러나 반드시 그런 것은 아닌, 약 1 내지 약 100 마이크론의 범위 내에 있는 임의의 직경을 가질 수 있다. 개별 섬유는, 프로세싱을 용이하게 하거나, 바인더의 접착을 촉진하거나, 섬유의 자기 접착을 최소화하거나, 특정 특성(예를 들어, 전기적 전도도 등)을 부여하기 위해 사이징(sizing)과 같은 외부 코팅을, 한정됨 없이, 포함할 수 있다.
각각의 개별 섬유는 중실 또는 중공 코어일 수 있다. 각각의 개별 섬유는 단일 재료 또는 다수의 재료(예를 들어, 아래 나열된 재료들)로 형성될 수 있거나, 또는 자체적으로 복합물일 수 있다. 예를 들어, 개별 섬유는 전기 전도성 재료, 전기 절연 재료, 열 전도성 재료 또는 열 절연 재료와 같은 제2 재료로 코팅된(제1 재료의) 코어를 포함할 수 있다.
조성 측면에서, 각각의 개별 섬유는 예를 들어, 한정됨 없이, 탄소, 유리, 천연 섬유, 아라미드, 붕소, 금속, 세라믹, 폴리머 필라멘트 등일 수 있다. 금속 섬유의 비제한적인 예는 강철, 티타늄, 텅스텐, 알루미늄, 금, 은, 상술된 것 중 임의의 것의 합금, 및 형상 기억 합금을 포함한다. "세라믹"은 모든 무기 재료 및 비금속 재료를 지칭한다. 세라믹 섬유의 비제한적인 예는 유리(예를 들어, S-유리, E-유리, AR-유리 등), 석영, 금속 산화물(예를 들어, 알루미나), 알루미노 규산염, 규산 칼슘, 암면, 질화 붕소, 실리콘 카바이드 및 상술된 것 중 임의의 것의 조합을 포함한다. 또한, 탄소 나노튜브가 사용될 수 있다. 개별 프리폼 내에서, 모든 섬유는 일반적으로 동일한 조성을 갖는다.
매트릭스 재료와 관련하여, 열 및/또는 압력 하에서 자체적으로 본딩되는 임의의 폴리머수지(열가소성 또는 열경화성)가 사용될 수 있다. 본 발명의 실시형태와 관련하여 유용한 예시적인 열가소성 수지는, 한정됨 없이, 아크릴로니트릴 부타디엔 스티렌(ABS), 나일론, 폴리아릴에테르케톤(PAEK), 폴리부틸렌 테레프탈레이트(PBT), 폴리카보네이트(PC) 및 폴리카보네이트-ABS(PC-ABS), 폴리에테르에테르케톤(PEEK), 폴리에테르이미드(PEI), 폴리에테르 설폰(PES), 폴리에틸렌(PE), 폴리에틸렌 테레프탈레이트(PET), 폴리페닐렌 설파이드(PPS), 폴리페닐설폰(PPSU), 폴리인산(PPA), 폴리프로필렌(PP), 폴리설폰(PSU), 폴리우레탄(PU), 폴리염화비닐(PVC)을 포함한다. 예시적인 열경화성 수지는 에폭시이다. 일부 실시형태에서, 세라믹이 매트릭스로서 사용될 수 있다.
특정 폴리머 수지의 사용에 대한 적합성은, 적어도 부분적으로, 제조되는 부품의 요구 사항에 의존된다. 이러한 요구 사항은 부품의 희망 속성/특성/성질(예를 들어, 미학적, 밀도, 내식성, 열적 성질 등)을 포함할 수 있다.
폴리머 수지뿐만 아니라, 매트릭스 재료는 예를 들어, 제한 없이, 충전제, 접착 촉진제, 유변학 조절제, 착색제 및 상술된 것의 임의의 조합과 같은 다른 성분을 포함할 수 있다.
필러의 유형과 양은 인장 강도, 연신율, 열 안정성, 저온 유연성, 내화학성, 저밀도, 전기 전도도, 열 전도도, EMI/RFI 차폐, 정전기 소산성, 또는 상술된 것의 조합과 같은 희망 성질을 얻도록 선택될 수 있다. 적합한 충전제의 비제한적인 예는, 실리카 및 탄산칼슘과 같은 무기 충전제, 열가소성 비드와 같은 유기 충전제, 금속, 흑연 및 그래핀과 같은 전기 전도성 충전제, 및 열팽창성 마이크로 캡슐과 같은 저밀도 충전제를 포함한다. 충전제는 비드, 입자, 분말, 소편장(platelet), 시트 또는 플레이크와 같은 임의의 적합한 형태를 가질 수 있다.
일부 실시형태에서, 충전제는 프리폼의 단부들 사이에서 완전히 연장되지 않는 비정렬 섬유 및/또는 불연속적인 섬유를 포함한다. 이러한 비정렬된 섬유는 촙 섬유, 밀링된 섬유 또는 이들의 조합을 포함할 수 있다. 비정렬된 섬유는 예를 들어, 섬유 직물, 꼬인 섬유 등을 포함하는 복수의 비정렬된 연속적인 섬유를 포함할 수 있다.
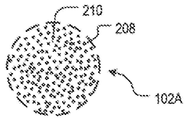
프리폼 내부 구조. 프리폼은 균일 또는 비균일 내부 구조를 가질 수 있다. 도 2a 및 도 2b는 도 1a/1b의 토우프레그(100)의 제1 실시형태의 프리폼(102A)을 도시한다. 도 2a 및 도 2b에 도시된 실시형태에서, 프리폼(102A)은 균일한 내부 구조를 갖는다(왜냐하면 이것을 공급하는 토우프레그가 균일한 내부 구조를 갖기 때문).
도 2a는 프리폼(102A)의 길이 방향 단면을 도시한다. 프리폼(102A)은 선형이며, 이는 섬유 다발 기반 프리폼의 가장 기본적인 구현이다. 프리폼(102A)은 복수의 섬유(208)를 포함한다. 이 섬유들은, 프리폼(102A)의 제1 단부(204A)로부터 제2 단부(206A)로 연장되기 때문에 "연속적"이다. 또한, 섬유(208)는 모두 동일한 방향으로 배향되기 때문에 "공동 정렬"된다. 프리폼(102A)은 또한, 섬유(208)를 둘러싸고 적시는 폴리머 수지 매트릭스(210)를 포함한다.
도 2b는 프리폼(102A)의 횡단면을 도시한다. 이러한 실시형태에서, 복수의 공동 정렬된 섬유(208)는 프리폼(102A)의 횡단면에 걸쳐(즉, 방사상으로) 실질적으로 균일하게 분포된다.
도 3a 및 도 3b는 도 1a/도 1b의 토우프레그(100)의 제2 실시형태의 프리폼(102B)을 도시한다. 도 3a 및 도 3b에 도시된 실시형태에서, 프리폼(102B)은 비균일한 내부 구조를 갖는다(왜냐하면 이것을 공급하는 토우프레그가 비균일한 내부 구조를 갖기 때문).
도 3a는 프리폼(102B)의 길이 방향 단면을 도시한다. 프리폼(102A)과 같이, 프리폼(102B)은 프리폼(102B)의 단부들(204B 및 206B) 사이에서 완전히 연장되기 때문에 연속적인 복수의 섬유(208)를 포함한다. 프리폼(102B)의 섬유는 또한, 프리폼(102A)에서와 같이 공동 정렬된다.
도 3a를 계속 참조하면서, 이제 도 3b를 참조하면, 섬유(208)가 프리폼(102B)에서 방사상으로 균일하게 분포되지 않는다는 점을 알 수 있다. 특히, 섬유(208)는 프리폼(102B)의 매트릭스(210)로 매립된 밴드로 배열된다. 즉, 프리폼(102B)은 방사상 방향으로 비균일한 조성을 갖는다. 일부 다른 실시형태에서, 프리폼은 섬유의 다른 비균일 분포를 가질 수 있다.
프리폼 외부 아키텍처. 도 4 내지 도 8은 도 2a/도 2b 및 도 3a/도 3b의 프리폼(102A 및 102B)의 단순한 선형 아키텍처에 더하여 여러 프리폼 아키텍처를 도시한다.
도 4는 본 발명에 따른 개방형 평면적 비선형 프리폼인 프리폼(402)을 도시한다. 프리폼(402)은 하나 이상의 굴곡부(420)를 포함하기 때문에 비선형이다. 프리폼(402)은 굴곡부들이 동일한 평면 내에 있기 때문에 평면적이다. 각각의 굴곡부(420)는 0° <굴곡부 각도(420) < 180° 범위의 각도로부터 독립적으로 선택된 각도를 가질 수 있다.
프리폼(402)과 같은 비선형 프리폼은 내부의 매트릭스 재료의 연화점 위로 토우-프레그의 일 부분을 가열한 다음, 예를 들어, 자동 벤딩 도구를 통해 토우-프레그를 벤딩함으로써 형성될 수 있다. 적절한 수의 굴곡부가 만들어진 후, 토우-프레그는 사이즈가 조정되어/절단되어, 프리폼을 생성한다. 프리폼을 제조하는 방법은 미국 특허 출원 제15/612,720호 및 제16/600,131호에 개시되며, 이들은 본원에 참조로 포함된다. 도 5는 본 발명에 따른 폐쇄형 평면적 비선형 프리폼인 프리폼(502)을 도시한다. 폐쇄형 프리폼은 일반적으로, 두 단부가 서로 인접하게 위치되어, 둘러싸인 영역을 획정하도록 벤딩된, 단일 길이의 사이즈가 조정된 토우-프레그를 포함한다. 일부 실시형태에서, 두 개의 단부는, 예를 들어, 접착제 또는 열적 본딩을 통해 함께 택킹(tack)된다. (프리폼(402)은 두 개의 단부가 서로 인접하지 않고 밀폐된 영역을 획정하지 않기 때문에 "개방형"이다.) 프리폼(502)은 네 개의(즉, 하나 이상의) 굴곡부(520)를 포함하기 때문에 비선형이다. 프리폼(502)은 굴곡부들이 동일한 평면 내에 있기 때문에 평면적이다.
도 6은 프리폼(402) 및 프리폼(502)의 조합인 프리폼(602)을 도시한다. 프리폼(602)은 평면적이고 비선형이고, 개방형 요소 및 폐쇄형 요소를 모두 포함한다. 프리폼(602)은 프리폼들(402 및 502)을 형성한 다음 함께 택킹함으로써 제조될 수 있다.
프리폼(502, 602, 702)과 같은 "폐쇄형"인 것을 특징으로 하는 프리폼은 일반적으로, 그러나 반드시 그런 것은 아니지만, 추가적으로 또는 대안적으로, "개방 프레임워크" 또는 "개방 부피부" 프리폼인 것을 특징으로 한다. 일부 실시형태에서, 이러한 개방형 프레임워크 프리폼은 도 11a 내지 도 11e와 관련하여 본 개시내용에서 후술되는 바와 같이 "개방형 프레임워크" 부품을 제조하기 위해서 사용된다.
도 7은, 폐쇄형이고, 평면적이고 비선형인 프리폼(702)을 도시한다. 프리폼(702)은 적층된 요소들(730)을 포함하지만, 그럼에도 불구하고 모든 굴곡부가 동일한 평면 또는 평행 평면들 내에 있기 때문에 평면적인 것으로 간주된다. 프리폼(702)은, 각각 외측 정사각형 요소(732) 및 내측 정사각형 요소(734)를 포함하는 요소(730)의 두 개의 사례를 포함한다.
도 8은 개방형 비평면형적 비선형 프리폼인 프리폼(802)을 도시한다. 프리폼(802)은 적어도 하나의 굴곡부가 다른 굴곡부에 대해 평면외이기 때문에 비평면적인 것으로 간주된다. 특히, 세그먼트(840)와 세그먼트(844) 사이의 굴곡부(842)는 y-x 평면에 있고(즉, 굴곡부는 y-x 평면에 속하는 두 개의 세그먼트를 생성함), 세그먼트(844)와 세그먼트(848) 사이의 굴곡부(846)는 x-z 평면 내에 있다. 이러한 평면들은 본원에서 서로에 대해 "평면외"인 것으로 정의된다. 프리폼(702)과 관련하여 위에서 암시되고, 여기에서 명시된 바와 같이, 특징 "평면외"는 "굴곡부"를 포함하는 층상 요소 또는 적층형 요소를 제외하며, 이러한 적층형 요소들은 서로 실질적으로 평행하다(평행 평면 내에 있음).
프리폼(802)에서, 굴곡부들은 서로 직교하는 평면들 내에 있다. 그러나, 일부 다른 실시형태에서, 굴곡부들은 서로에 대해 평면외이지만, 서로 직교하지 않는 평면들 내에 있다. 도 4의 프리폼(402)에 대해 개시된 바와 같이, 각각의 굴곡부에 대한 굴곡부 각도는 개별적으로 선택될 수 있다. 따라서, 굴곡부(846)는 0°보다 크고 180°보다 작은 임의의 각도를 가질 수 있다.
도 4 내지 도 8에 도시된 프리폼은 하나의 0이 아닌 벡터 성분(즉, x, y 또는 z 축을 따라 그리고 x-y, z-x 또는 y-z 평면 내)에 의해 정의된 임의의 주어진 굴곡부를 묘사하지만, 일부 다른 실시형태에서, 굴곡부는 0이 아닌 x, y 또는 z 벡터 구성요소의 임의의 조합으로 정의될 수 있다.
일부 다른 실시형태에서, 프리폼은 비평면적 비선형이고 폐쇄형이다. 또한, 비평면적 비선형 프리폼은 비평면적 비선형 요소 및 평면적 비선형 요소를 포함할 수 있다. 이러한 프리폼의 일 예는, 예를 들어, 도 5의 프리폼(502)과 도 8의 프리폼(802)을 결합한 프리폼이다.
본 방법에 따른 압축 성형. 앞서 언급된 바와 같이, 본 교시에 따르면, 섬유 다발 기반 프리폼은 압축 성형을 통해 부품을 제조하기 위해서 사용된다. 보다 구체적으로, 본 교시에 따르면, 매트릭스 재료가 유동되는 "즉, 용융 유동" 정도까지 연화되게끔 하도록, 몰드 캐비티에 두 개 이상의 이러한 프리폼을 배치하고, 몰드 캐비티를 폐쇄하여 가압하고, 몰드 캐비티의 내용물의 온도를 상승시킴으로써, 부품이 제조된다. 이와 같이 가해진 압력과 온도 하에서, 두 개 이상의 프리폼은 통합되고, 냉각 후 완성된 부품이 생성된다.
잘 알려진 바와 같이, 압축 성형은 일반적으로, 적어도 약 100 psi의 압력에서 수행된다. 프로세스에 대한 온도 요건은 사용된 매트릭스 재료의 함수이다. 예를 들어, 열가소성 수지를 포함하는 매트릭스의 경우, 온도는 수지가 유동될 수 있도록 수지의 유리 전이 온도를 만족하거나 초과해야 지만, 분해 온도 이하로 유지되어야 한다. B-스테이지 열경화성 수지 또는 B-스테이지 세라믹을 포함하는 매트릭스의 경우, 매트릭스 재료는 유동될 수 있을 만큼 충분히 가열되어야 하고, 또한 공반응물의 반응 온도를 만족하거나 초과해야 한다.
앞서 언급된 바와 같이, 본 교시에 따르면, 두 개 이상의 섬유 다발 기반 프리폼이 몰드 캐비티에서 특정 배열 및/또는 배향으로("레이업") 배치된다. 배열/배향 세부사항은 원하는 전체 부품 성질(예를 들어, 기계적 성질, 미관 등) 또는 부품의 특정 영역의 성질에 적어도 부분적으로 기반한다. 레이업으로 배치하는 동안, 프리폼은 제조된 형상을 유지한다. 이러한 특성은 섬유를 특정 프리폼으로부터 부품의 특정 부피 영역으로 지향시키는 것을 용이하게 한다.
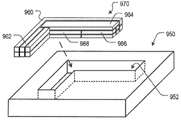
도 9a 및 도 9b는 압축 성형을 통해 섬유 복합물 부품(972)(도 9c)을 제조하는 데 사용되기 위한, 두 개의 예시적인 섬유 다발 기반 프리폼 레이업(958 및 970)뿐만 아니라, 몰드 캐비티(952)를 갖는 암형 몰드 하프(half)(950)를 각각 도시한다.
도 9a에 도시된 레이업(958)은 다음을 포함한다: (i) 다각형(정사각형) 횡단면을 가지며 각각 세 개의 프리폼으로 구성된 두 개의 층으로 배열된 여섯 개의 선형 프리폼(954), 및 (ii) 원형 횡단면을 가지며 각각 세 개의 프리폼으로 구성된 두 개의 층으로 배열된 여섯 개의 선형 프리폼(956). 이 두 그룹의 프리폼은 서로 직각으로 배향되며, 프리폼(956) 각각의 일 단부가 적층된 프리폼들(954) 중 두 개의 프리폼의 일 측부에 접한다.
도 9b에 도시된 레이업(970)은 레이업(958)보다 더 복잡한 배열체이고, 다음을 포함한다: (i) 두 개의 적층된 "L" 형상(비선형) 프리폼(960), (ii) 각각 두 개의 프리폼으로 구성된 두 개 층으로 구성된 네 개의 선형 프리폼(962), (iii) 하나의 선형 프리폼(964), (iv) 각각 두 개의 프리폼으로 구성된 두 개의 층으로 구성된 네 개의 선형 프리폼(966), 및 (v) 각각 두 개의 프리폼으로 구성된 두 개의 레이어로 구성된 두 개의 선형 프리폼(968). 프리폼들(966 및 968)은 프리폼(964)의 길이의 약 절반이다. 이러한 상이한 레이업은 부품이 사용 중에 겪는 힘의 결과로서 부품의 주어진 부피 영역에서 발생되는 응력의 함수로서 사용될 수 있다.
도시된 두 개의 실시형태 각각에서, 프리폼은 몰드 캐비티(952)의 형상과 일치되는 레이업(958 또는 970)을 형성하기 위해 "L"의 형상으로 배열된다. 일부 실시형태에서, 레이업은 캐비티(952)에 프리폼을 하나씩 추가함으로써 형성되어, 레이업이 캐비티 내에 형성된다. 일부 다른 실시형태에서, 프리폼의 일부 또는 전부는 캐비티(952) 안으로 배치되기 전에 함께 택킹되어 "프리폼 장전물(charge)"을 형성한다. 모든 프리폼이 프리폼 장전물 안으로 조립되는 실시형태에서, 레이업(이후에 프리폼 장전물과 동의어임)이 조립된 다음 단일 유닛으로서 몰드 캐비티 안에 배치된다.
몰드 내에 배치된 각각의 프리폼의 조성, 내부 구조 및 외부 아키텍처는 일반적으로 제조되는 부품의 희망 성질을 달성하기 위해 적절하게 개별적으로 선택될 수 있다. 예를 들어, 레이업에서 복수의 프리폼이 주어지면, 적어도 하나의 프리폼은 다음의 비제한적인 방식으로 다른 프리폼과 상이할 수 있다:
ㆍ 서로 다른 매트릭스 재료(예를 들어, 두 개의 서로 다른 열가소성 수지들, 서로 다른 충전제들 등);
ㆍ 서로 다른 섬유 유형(예를 들어, 탄소 섬유 대 유리 등);
ㆍ 서로 다른 섬유 부피 분율;
ㆍ 섬유의 균일한 분포 대 비균일한 분포;
ㆍ 선형 대 비선형;
ㆍ 평면 대 비평면.
매트릭스 재료는 레이업에서 하나의 프리폼과 다음 프리폼에서 다른 만큼, 이러한 상이한 매트릭스 재료들은 서로 호환 가능해야 한다. 본 문맥에서, "호환 가능"은 서로 다른 매트릭스 재료들이 서로 본딩될 것임을 의미한다.
부품 내부 구조. 본 발명의 실시형태에 따른 상술된 바와 같은 서로 다를 수 있는 섬유 다발 기반 프리폼들의 선택적 위치결정은 부품의 상이한 영역들에서 상이한 재료 성질들을 갖는 부품을 제조하는 능력을 제공한다. 이것은, 임의의 다른 고려 사항 중에서, 부품 상의 사용 중 부하가 부품의 상이한 영역들에서 종종 달라 지며, 내부에서 상이한 응력 벡터로 발생되므로, 매우 유리하다. 또한, 부품의 특정 영역에서 특정 강성 또는 원하는 전기적 특성에 대한 설계는 상술된 내용에 의해 용이하게 된다.
본 교시에 따라 형성된 부품은 두 개 이상의 "섹션"을 포함하는 것으로 간주된다. 도 10b는 도 9c의 부품(972)의 아암(974)의 세그먼트를 통한 길이 방향 단면을 도시한다. 이 세그먼트는 두 개의 이러한 섹션을 갖는다: 섹션(1081) 및 섹션(1084). 부품의 다양한 섹션은 서로 인접하여 부품을 형성하지만, 이러한 섹션은 부품의 외부 또는 내부 검사 시 서로 분리된 것으로서 반드시 식별 가능하지는 않다. 즉, 인접한 섹션들은, 일 섹션을 인접 섹션으로부터 분리하는 구별되는 인터페이스가 있지 않을 수 있다는 의미에서 연속적일 수 있다. 예를 들어, 이것은, 인접한 섹션들의 매트릭스 재료가 동일하고 인접한 섹션들의 섬유들이 동일하지 않을 때 발생될 것이다. 인터페이스가 쉽게 식별 가능한지 여부에 관계 없이, "섹션"의 개념은 교육적 목적을 위해서 유용하고, 본원에서 균일한 조성을 갖는(부품의) 부피부를 지칭하기 위해서 사용된다. 즉, 주어진 섹션의 길이를 따라 임의의 위치에서 취해진 횡단면은 실질적으로 동일한 섬유 및 매트릭스 조성/분포/정렬을 나타낼 것이다.
본 교시에 따르면, 각각의 섹션은 적어도 하나의 "부분"을 포함한다. 다시 도 10b를 참조하면, 섹션(1081)은 부분들(1082A, 1082B 및 1082C)로 구성되고, 섹션(1084)은 부분들(1086A, 1086B 및 1086C)로 구성된다. "부분"은 특정 프리폼으로부터 유래된 부품의 부피부를 지칭한다. 즉, 프리폼은 주어진 부분에 대한 섬유 및 매트릭스 재료의 공급원이다. 따라서, 예를 들어, 일 섹션이 두 개의 프리폼으로부터 유래된 경우, 이 섹션은 두 개의 부분을 포함하는 것으로 간주된다. 마찬가지로, 섹션이 세 개의 프리폼으로부터 유래된 경우, 이 섹션은 세 개의 부분 등을 포함하는 것으로 간주된다. 이러한 실시형태에서, 섹션의 각각의 부분의 조성은 따라서, 섹션이 유래된 프리폼의 조성에 의해 결정된다.
도 10a 및 도 10b의 비교에 의해 이해되는 바와 같이, 프리폼들과 부분들 사이에 반드시 일대일 대응이 있는 것은 아니다. 도 10a는 도 9b의 레이업(970)의 세그먼트를 도시한다. 세그먼트 내의 프리폼은 부품(972)의 아암(974)을 형성하는 섬유 및 매트릭스 재료의 일부의 공급원이다. 레이업의 이러한 세그먼트는 프리폼(964), 두 개의 적층된 프리폼(968) 및 두 개의 적층된 프리폼(966)을 포함한다. 프리폼(964)은 프리폼들(966 및 968)의 상부 상에 배치된다. 프리폼(964 및 968)은 제1 섬유 유형(1078)을 포함하고, 프리폼(966)은 제2 섬유 유형(1082)을 포함한다. 이 실시예에서, 모든 프리폼은 동일한 매트릭스 재료(1080)를 포함하는 것으로 가정된다. 일부 다른 실시형태에서, 매트릭스 재료가 서로 양립할 수 있는 한, 상이한 프리폼들(및 상이한 부분들)의 매트릭스 재료는 다를 수 있다. 도 10b의 축척(특히, 두께)이 도 10a에 비해 확대되었다는 점이 주의된다.
프리폼(964)으로부터의 공동 정렬된 섬유(1078)는 섹션(1081)의 부분(1082A) 및 섹션(1084)의 부분(1086A) 모두에서 나타난다. 여전히 섹션(1081)을 참조하면, "상측" 프리폼(968)으로부터의 공동 정렬된 섬유(1078)가 부분(1082B)에 나타나고, "하측" 프리폼(968)으로부터의 공동 정렬된 섬유(1078)가 부분(1082C)에 나타난다.
그리고 섹션(1084)에서, "상측" 프리폼(966)으로부터의 공동 정렬된 섬유(1082)가 부분(1086B)에 나타나고 "하측" 프리폼(966)으로부터의 공동 정렬된 섬유(1082)가 부분(1086C)에 나타난다. 매트릭스는 섹션들(1081 및 1084) 전반에 걸쳐서 연속적이다.
도 10a 및 도 10b로부터 명백한 바와 같이, 섹션의 각각의 부분의 길이는 이 섹션에 섬유를 기여하는 프리폼의 길이와 반드시 일치되지 않는다(섹션(1081)의 부분(1082A)의 길이를 프리폼(964)의 길이와 비교함). 또한, 프리폼의 두께 또는 폭은 반드시 부분의 두께 또는 폭과 일치되지 않을 것이다. 그러나 일 부분의 형상은 프리폼의 형상에 의해 영향을 받을 것이다. "섹션"의 상황과 유사하게, 인접된 "부분들" 사이의 인터페이스는 식별 가능하거나 식별 가능하지 않을 수 있다.
섹션은 인접한 섹션과 동일한 조성 또는 상이한 조성을 가질 수 있다. 후자의 상황과 관련하여, 섹션으로부터 섹션으로, 조성은 매트릭스 재료 조성, 섬유 조성, 함량, 및/또는 섬유 분포뿐만 아니라 다른 조성 변수(들) 관점에서 변할 수 있다. 또한, 인접된 섹션들은 동일하거나 서로 다른 섬유 정렬을 가질 수 있다.
섹션(1081)의 조성은 섹션(1084)의 조성과 다르다. 특히, 섹션(1081)의 부분들(1082B 및 1082C)은 섬유(1078)를 포함하는 반면, 섹션(1084)의 부분들(1086B 및 1086C)은 섬유(1082)를 포함한다. 이것은 도 10b의 축 A-A 및 축 B-B를 따른 각각의 횡단면을 도시하는 도 10c 및 도 10d로부터 더욱 입증된다. 섹션(1081)의 임의의 곳에서 취해진 횡단면은 도 10c에 도시된 바와 같이 나타날 것이다. 유사하게, 섹션(1084)의 임의의 곳에서 취해진 횡단면은 도 10d에 도시된 바와 같이 나타날 것이다. 그러나, 섹션들(1081 및 1084) 사이의 인터페이스 영역의 횡단면은 도 10c 및 도 10d에 나타난 횡단면과 다소 다르게 보일 수 있다.
도 10b에 도시된 바와 같이 "수직" 방향 및 "길이" 방향으로 연장되는 것에 추가하여, 일 섹션이 "횡" 방향으로도 연장될 수 있다는 점이 이해될 것이다. 도 10b의 맥락에서, 이것은, 예를 들어, 부분들(1082A, 1082B, 1082C)에 인접하고 "페이지 안으로" 연장되는 추가 부분들을 포함할 것이다. 이것은 도 10e에서 더 구체적으로 묘사된다.
도 10e는 부분(972)의 "분해도"를 섹션별로 도시한다. 섹션의 지정은, 어느 정도, 임의적으로, 위에 제공된 정의에 종속된다. 그러나, 기술어로서 "섹션" 및 "부분"의 사용은 본 발명의 실시형태들을 설명하고 정의하는 것과 관련하여 유용한 교육적 도구를 제공하고, 종래 기술의 부품들과 본 교시에 따라 만들어진 부품들 사이의 차이점을 강조하는 역할을 한다.
도 10e에 도시된 실시형태에서, 다섯 개의 "섹션"(1081, 1084, 1088, 1092 및 1098)은 부품(1072)에 대해 정의된다. 섹션(1081 및 1084)은 도 9b 및 도 10a 내지 도 10d와 관련하여 설명되었다. 도 10e는, 섹션(1081)이 부분들(1082D 및 1082E)을 포함하고 섹션(1084)이 부분들(1086D 및 1086E)을 포함한다는 점을 추가적으로 나타내며, 이 부분들은 도 10b에서 각각의 섹션에 포함되는 것으로서 도시되지 않았다. 도 9b를 참조하면, 적어도 추가 부분(1086D 및 1086E)을 담당하는 프리폼이 쉽게 가시화될 수 있다.
부품(1072)은 또한, 부분들(1090A 내지 1090D)을 포함하는 섹션(1088)을 포함한다. 도 9b에 도시된 네 개의 프리폼(962)은 이 부분들에 대한 재료의 공급원이다.
섹션(1092 및 1096)은 적층된 L자 형상 프리폼(960)으로부터 유래된다(도 9b). 프리폼(960) 내의 섬유는 연속적이고 동일 직선상에 있는 것으로 가정되지만, 이 프리폼은, 이러한 프리폼으로부터 공급되고 아암(974) 및 아암(976)에 존재하는 섬유가 서로에 대해 직각으로 배향되기 때문에 하나가 아닌 두 개의 섹션을 발생시킨다. 섹션(1092)은 부분들(1094A 및 1094B)을 포함하고, 섹션(1096)은 부분들(1098A 및 1098B)를 포함한다.
이전에 개시된 바와 같이, 부품의 다양한 섹션/부분에 대한 재료의 공급원인 섬유 다발 기반 프리폼은 본 교시에 따라 다음이 가능하다:
(i) 사실상 임의의 원하는 형상 및/또는 사이즈로 개별적으로 형성될 수 있고;
(ii) 첨가제뿐만 아니라, 섬유 및/또는 매트릭스 재료 조성이 개별적으로 변할 수 있고;
(iii) 레이업으로 배치될 때 형상과 섬유 배향을 유지할 수 있고;
(iv) 레이업에서 재료 관련 제한(예를 들어, 테이프 및 시트)없이 자유롭게 위치결정될 수 있다.
특성 (i), (iii) 및 (iv) 때문에, 본 발명의 실시형태는 임의의 주어진 프리폼으로부터 제조되는 부품의 임의의 부피 영역으로 섬유 및 매트릭스 재료를 지향시킬 수 있는 대체로 방해받지 않는 능력을 제공한다. 특성 (ii) 때문에, 본 발명의 실시형태는 부품의 속성/특성을 조정할 수 있는 전례 없는 능력을 제공한다. 이러한 특성은, 결합되어, 제조업체가 부품의 임의의 부피 위치에서 원하는 속성/특성을 갖는 섬유 복합물 부품을 제조할 수 있게 한다. 이것은 도 10e로부터 쉽게 명백해질 것이다.
상술된 내용에 비추어 볼 때, 본원에 설명된 방법은, (i) 부품의 서로 다른 섹션에서, (ii) 부품의 주어진 섹션의 서로 다른 길이 방향 부분에서 그리고/또는 (iii) 부품의 주어진 섹션의 서로 다른 방사상 위치/깊이 위치에서 서로 다른 재료 성질을 갖는 부품을 제조하기 위해서 사용될 수 있다는 점이 이해될 것이다.
예를 들어, 도 10b 내지 도 10e를 참조하면, 섹션(1081)의 적어도 일부 성질은 섹션(1084)의 이러한 성질과, 두 섹션 내의 상이한 유형의 섬유의 존재 때문에, 다를 것으로 예상될 수 있다. 그리고 섹션(1081)의 부분(1082B -1082E)의 적어도 일부 성질은 섹션(1084)의 부분(1086B - 1086E)의 이러한 성질과, 이 부분들의 서로 다른 섬유로 인해, 다를 것으로 예상된다. 예를 들어, 섬유(1078)는 탄소 섬유이고, 섬유(1082)는 유리 섬유인 경우, 부품은 부분(1082A-1082E 및 1086A)보다 부분(1086B - 1086E)에서 더 약할 것으로 예상될 수 있다. 또한, 섹션들(1092 및 1096) 사이의 섬유의 연속성 때문에, 프리폼(960)의 형상의 결과로서, 부품(972)의 두 개의 아암(974 및 976)이 교차하는 영역은 부품의 내측 코너보다 "외측" 코너 근처에서 더 강할 것으로 예상된다(섬유가 섹션들(1088 및 1081) 사이에서 연속적이지 않기 때문).
성질의 차이는 예를 들어, 섬유, 충전제 재료 등의 선택을 통해 부품의 하나 이상의 섹션에 전기 전도성을 부여하는 것과 같이 기능적일 수 있다. 또는, 예를 들어 섬유(예를 들어, 탄소 섬유 등)의 적절한 선택에 의해 부품의 섹션(들)에 높은 기계적 강도를 부여함으로써, 그리고/또는, 모든 섬유를 공동 정렬함으로써, 그리고/또는 섬유 부피 분율을 증가시킴으로써, 차이는 기계적일 수 있다.
프리폼 외부 아키텍처 및 내부 구조에 대한 논의를 상기하고, 섬유 다발 기반 프리폼이 현재의 교시에 따른 부품의 구축 블록이라는 사실에 비추어, 부품의 인접한 섹션들은 동일 선상 또는 비동일 선상, 동일 평면 또는 비동일 평면일 수 있고, 인접 섹션들의 섬유는 공동 정렬되거나 또는 비공동 정렬될 수 있고, 균일하게 또는 비균일하게 분포될 수 있다.
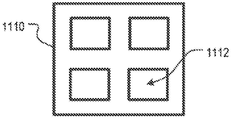
본 명세서에 개시된 방법은 섬유 다발 기반 프리폼의 사용으로 인해, 부품의 중실 섹션들 사이에 그리고/또는 내부에 있는 개방 부피부를 특징으로 하는 부품을 포함하여, 복잡한 부품을 제조하는 데 매우 적합하다. 도 11a 내지 도 11e는 개방형 프레임워크 부품(즉, 개방형 부피부를 갖는 부품)의 비제한적인 실시예를 도시한다.
도 11a는 개방된 중앙 영역(1102)을 갖는 프레임(1100)을 도시한다. 도 11b는 개방 부피부(1112)를 포함하는 격자(1110)를 도시한다. 도 11c는 개방 부피부(1122)를 포함하는 격자(1120)를 도시한다. 도 11d는 개방 부피부(1132)를 갖는 트러스(1130)를 도시한다. 그리고 도 11e는 개방 부피부(1142)를 포함하는 하니컴(honeycomb)(1140)을 도시한다.
개시내용이 몇 가지 실시형태를 설명하고 있다는 점, 본 발명의 많은 변형예가 이 개시내용을 읽은 후 본 기술분야에서 숙련된 자들에 의해서 용이하게 고안될 수 있다는 점, 및 본 발명의 범위가 다음의 청구항에 의해서 결정될 것이라는 점이 이해될 것이다.
Claims (24)
- 섬유 복합물 부품을 제조하기 위한 방법에 있어서,
레이업(layup)을 형성하는 단계 - 상기 레이업은 제1 섬유 다발 기반 프리폼 및 제2 섬유 다발 기반 프리폼을 포함하며,
(a) 상기 제1 프리폼은 경질이고, 제1 형상을 갖고, 제1 매트릭스 재료로 함침된 제1 복수의 연속적인 공동 정렬된(co-aligned) 섬유를 포함하며,
(b) 상기 제2 프리폼은 경질이고, 제2 형상을 갖고, 제2 매트릭스 재료로 함침된 제2 복수의 연속적인 공동 정렬된 섬유를 포함함 -;
열과 압력의 적용을 통해 몰드 캐비티에서 상기 제1 프리폼 및 상기 제2 프리폼을 통합하는 단계; 및
상기 통합된 제1 프리폼 및 제2 프리폼을 냉각하고, 이로써 섬유 복합물 부품을 제공하는 단계를 포함하는 방법. - 제1항에 있어서,
상기 제1 형상 및 상기 제2 형상은 선형, 비선형, 평면형, 비평면형, 개방 형태 및 폐쇄 형태로 이루어진 그룹으로부터의 하나 이상의 비모순적 특성에 의해 개별적으로 정의되는, 방법. - 제1항에 있어서,
상기 제1 형상은 제1 굴곡부 및 제2 굴곡부를 포함하는, 방법. - 제3항에 있어서,
상기 제1 굴곡부 및 상기 제2 굴곡부는 서로에 대해 평면외(out-of-plane)이고, 따라서 상기 제1 프리폼은 비평면형인, 방법. - 제4항에 있어서,
상기 제1 굴곡부 및 상기 제2 굴곡부는 서로 직교하는, 방법. - 제1항에 있어서,
상기 제1 매트릭스 재료 및 상기 제2 매트릭스 재료는 서로 다른, 방법. - 제1항에 있어서,
상기 제1 프리폼 및 상기 제2 프리폼은 섬유 유형, 섬유 부피 분율, 섬유 분포, 매트릭스 조성으로 이루어진 군으로부터 선택되는 적어도 하나의 특성이 서로 다른, 방법. - 제1항에 있어서,
레이업을 형성하는 단계는 상기 제2 프리폼의 적어도 일 부분이 상기 제1 프리폼의 적어도 일 부분에 인접하도록 상기 제1 및 제2 프리폼을 위치결정하는 단계를 더 포함하는 방법. - 제1항에 있어서,
상기 제1 형상은 상기 제2 형상과 상이한, 방법. - 제1항에 있어서,
상기 섬유 복합물 부품은
(a) 제1 부분을 갖는 제1 섹션 - 상기 제1 부분은 상기 제1 프리폼으로부터 공급된 상기 제1 복수의 공동 정렬된 섬유를 포함함 -;
(b) 제1 부분을 갖는 제2 섹션 - 상기 제2 섹션의 상기 제1 부분은 상기 제2 프리폼으로부터 공급된 상기 제2 복수의 공동 정렬된 섬유를 포함함 -;을 포함하며,
(c) 상기 제1 섹션과 상기 제2 섹션은 근접하며,
(d) 상기 섬유 복합물이 사용 중일 때 적용된 힘으로 인해 상기 제1 섹션은 제1 응력을 경험하고, 상기 제2 섹션은 제2 응력을 경험하며, 상기 제1 섹션은 상기 섬유 복합물 부품의 제1 부피 영역에 있고, 상기 제2 섹션은 상기 섬유 복합물 부품의 제2 부피 영역에 있으며,
(e) 상기 제1 응력 및 상기 제2 응력은 방향 및 크기 중 적어도 하나가 서로 다르고,
상기 레이업을 형성하는 단계는, 상기 제1 복수의 공동 정렬된 섬유가 상기 제1 부피 영역을 차지하도록 상기 레이업에서 상기 제1 프리폼을 위치결정하는 단계, 및 상기 제2 복수의 공동 정렬된 섬유가 상기 제2 부피 영역을 차지하도록 상기 레이업에서 상기 제2 프리폼를 위치결정하는 단계를 더 포함하는, 방법. - 제10항에 있어서,
상기 제1 복수의 섬유는 상기 제2 복수의 섬유와 상이한 재료를 포함하는, 방법. - 제10항에 있어서,
상기 제1 프리폼 내의 상기 제1 복수의 섬유의 섬유 부피 분율이 상기 제2 프리폼 내의 상기 제2 복수의 섬유의 섬유 부피 분율과 상이한, 방법. - 제10항에 있어서,
상기 레이업을 형성하는 단계는, 상기 제1 프리폼 및 상기 제2 프리폼이 상기 레이업에서 서로에 대해 동일 직선상(co-linear)에 있지 않도록 상기 제1 및 제2 프리폼을 위치결정하는 단계를 더 포함하는, 방법. - 제10항에 있어서,
상기 레이업을 형성하는 단계는, 상기 제1 프리폼 및 상기 제2 프리폼이 상기 레이업에서 서로에 대해 평행하지 않도록 상기 제1 및 제2 프리폼을 위치결정하는 단계를 더 포함하는, 방법. - 제10항에 있어서,
상기 레이업을 형성하는 단계는, 상기 제1 프리폼 및 상기 제2 프리폼이 상기 레이업에서 서로에 대해 직교하도록 상기 제1 및 제2 프리폼을 위치결정하는 단계를 더 포함하는, 방법. - 제1항에 있어서,
상기 섬유 복합물 부품은
(a) 제1 부분을 갖는 제1 섹션 - 상기 제1 부분은 상기 제1 프리폼으로부터 공급된 상기 제1 복수의 공동 정렬된 섬유를 포함함 -;
(b) 제1 부분을 갖는 제2 섹션 - 상기 제2 섹션의 상기 제1 부분은 상기 제2 프리폼으로부터 공급된 상기 제2 복수의 공동 정렬된 섬유를 포함함 -;을 포함하며,
(c) 상기 제1 섹션과 상기 제2 섹션은 근접하며,
(d) 상기 제1 프리폼과 상기 제2 프리폼 사이의 적어도 하나의 특성의 차이에 의해서, 상기 부품의 상기 제1 섹션은 상기 부품의 상기 제2 섹션보다 상대적으로 더 강성이며, 상기 제1 섹션은 상기 섬유 복합물 부품의 제1 부피 영역에 있고, 상기 제2 섹션은 상기 섬유 복합물 부품의 제2 부피 영역에 있으며,
상기 레이업을 형성하는 단계는, 상기 제1 복수의 공동 정렬된 섬유가 상기 제1 부피 영역을 차지하도록 상기 레이업에서 상기 제1 프리폼을 위치결정하는 단계, 및 상기 제2 복수의 공동 정렬된 섬유가 상기 제2 부피 영역을 차지하도록 상기 레이업에서 상기 제2 프리폼를 위치결정하는 단계를 더 포함하는, 방법. - 제1항에 있어서,
상기 섬유 복합물 부품은
(a) 제1 부분을 갖는 제1 섹션 - 상기 제1 부분은 상기 제1 프리폼으로부터 공급된 상기 제1 복수의 공동 정렬된 섬유를 포함함 -;
(b) 제1 부분을 갖는 제2 섹션 - 상기 제2 섹션의 상기 제1 부분은 상기 제2 프리폼으로부터 공급된 상기 제2 복수의 공동 정렬된 섬유를 포함함 -;을 포함하며,
(c) 상기 제1 섹션과 상기 제2 섹션은 근접하며,
(d) 상기 제1 프리폼과 상기 제2 프리폼 사이의 적어도 하나의 특성의 차이에 의해서, 상기 부품의 상기 제1 섹션은 상기 부품의 상기 제2 섹션보다 상대적으로 더 전기 전도성이며, 상기 제1 섹션은 상기 섬유 복합물 부품의 제1 부피 영역에 있고, 상기 제2 섹션은 상기 섬유 복합물 부품의 제2 부피 영역에 있으며,
상기 레이업을 형성하는 단계는, 상기 제1 복수의 공동 정렬된 섬유가 상기 제1 부피 영역을 차지하도록 상기 레이업에서 상기 제1 프리폼을 위치결정하는 단계, 및 상기 제2 복수의 공동 정렬된 섬유가 상기 제2 부피 영역을 차지하도록 상기 레이업에서 상기 제2 프리폼를 위치결정하는 단계를 더 포함하는, 방법. - 제1항에 있어서,
상기 섬유 복합물 부품은
(a) 제1 부분을 갖는 제1 섹션 - 상기 제1 부분은 상기 제1 프리폼으로부터 공급된 상기 제1 복수의 공동 정렬된 섬유를 포함함 -;
(b) 제1 부분을 갖는 제2 섹션 - 상기 제2 섹션의 상기 제1 부분은 상기 제2 프리폼으로부터 공급된 상기 제2 복수의 공동 정렬된 섬유를 포함함 -;을 포함하며,
(c) 상기 제1 섹션과 상기 제2 섹션은 근접하며,
(d) 상기 제1 프리폼과 상기 제2 프리폼 사이의 적어도 하나의 특성의 차이에 의해서, 상기 부품의 상기 제1 섹션은 상기 부품의 상기 제2 섹션보다 상대적으로 더 열 전도성이며, 상기 제1 섹션은 상기 섬유 복합물 부품의 제1 부피 영역에 있고, 상기 제2 섹션은 상기 섬유 복합물 부품의 제2 부피 영역에 있으며,
상기 레이업을 형성하는 단계는, 상기 제1 복수의 공동 정렬된 섬유가 상기 제1 부피 영역을 차지하도록 상기 레이업에서 상기 제1 프리폼을 위치결정하는 단계, 및 상기 제2 복수의 공동 정렬된 섬유가 상기 제2 부피 영역을 차지하도록 상기 레이업에서 상기 제2 프리폼를 위치결정하는 단계를 더 포함하는, 방법. - 섬유 복합물 부품을 제조하기 위한 방법에 있어서,
레이업(layup)을 형성하는 단계 - 상기 레이업은 제1 섬유 다발 기반 프리폼 및 제2 섬유 다발 기반 프리폼을 포함하며,
(a) 상기 제1 프리폼은 경질이고, 비평면형인 제1 형상을 가지며, 상기 제1 형상은 서로에 대해 평면외인 2개의 굴곡부를 포함하고, 열가소성 수지 매트릭스로 함침된 제1 복수의 연속적인 섬유를 포함하며,
(b) 상기 제2 프리폼은 경질이고, 제2 형상을 갖고, 열가소성 수지 매트릭스로 함침된 제2 복수의 연속적인 섬유를 포함함 -;
열과 압력의 적용을 통해 몰드 캐비티에서 상기 제1 프리폼 및 상기 제2 프리폼을 통합하는 단계; 및
상기 통합된 제1 프리폼 및 제2 프리폼을 냉각하고, 이로써 섬유 복합물 부품을 제공하는 단계를 포함하는 방법. - 제19항에 있어서,
레이업을 형성하는 단계는 상기 제1 및 제2 프리폼을 몰드 캐비티에 배치하는 단계를 더 포함하는 방법. - 제19항에 있어서,
레이업을 형성하는 단계는 상기 제1 프리폼으로부터의 상기 제1 복수의 연속적인 섬유가 상기 섬유 복합물 부품의 제1 부피 영역을 차지하도록 상기 레이업에서 상기 제1 프리폼을 위치결정하는 단계를 더 포함하며, 상기 제1 부피 영역은 상기 섬유 복합물 부품이 사용 중일 때 제1 응력을 경험하며, 상기 방법은,
상기 제1 부피 영역이 상기 제1 응력을 견딜 수 있도록 적절한 섬유 유형, 섬유 부피 분율 및/또는 섬유 분포를 포함하게끔 상기 제1 프리폼을 제조하는 단계를 더 포함하는, 방법. - 제21항에 있어서,
레이업을 형성하는 단계는 상기 제2 프리폼으로부터의 상기 제2 복수의 연속적인 섬유가 상기 섬유 복합물 부품의 제2 부피 영역을 차지하도록 상기 레이업에서 상기 제2 프리폼을 위치결정하는 단계를 더 포함하며, 상기 제2 부피 영역은 상기 섬유 복합물 부품이 사용 중일 때 상기 제1 응력과 상이한 제2 응력을 경험하며, 상기 방법은,
상기 제2 부피 영역이 상기 제2 응력을 견딜 수 있도록 적절한 섬유 유형, 섬유 부피 분율 및/또는 섬유 분포를 포함하게끔 상기 제2 프리폼을 제조하는 단계를 더 포함하며, 상기 제2 프리폼의 섬유 유형, 섬유 부피 분율, 또는 섬유 분포 중 적어도 하나는 상기 제1 프리폼과 상이한, 방법. - 제19항에 있어서,
상기 제2 형상은 상기 제1 형상과 상이한, 방법. - 섬유 복합물 부품에 있어서,
상기 섬유 복합물 부품의 제1 부피 영역에 있는 제1 섹션 - 상기 제1 섹션은
(a) 제1 복수의 공동 정렬된 섬유를 포함하는 제1 부분;
(b) 제2 복수의 공동 정렬된 섬유를 포함하는 제2 부분을 가짐 -; 및
상기 섬유 복합물 부품의 제2 부피 영역에 있는 제2 섹션 - 상기 제1 제2 및 상기 제2 섹션은 서로 근접하며, 상기 제2 섹션은
(a) 상기 제1 복수의 공동 정렬된 섬유를 포함하는 상기 제2 섹션의 제1 부분;
(b) 제3 복수의 공동 정렬된 섬유를 포함하는 상기 제2 섹션의 제2 부분을 가짐 -;을 포함하되,
상기 제2 복수의 공동 정렬된 섬유와 상기 제3 복수의 공동 정렬된 섬유는 섬유 유형, 섬유 부피 분율, 및 섬유 분포로 구성된 그룹에서 선택된 특성이 서로 다른, 섬유 복합물 부품.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862773871P | 2018-11-30 | 2018-11-30 | |
| US62/773,871 | 2018-11-30 | ||
| US16/695,955 US20200171763A1 (en) | 2018-11-30 | 2019-11-26 | Compression-molded fiber-composite parts and methods of fabrication |
| US16/695,955 | 2019-11-26 | ||
| PCT/US2019/063285 WO2020123145A1 (en) | 2018-11-30 | 2019-11-26 | Compression-molded fiber-composite parts and methods of fabrication |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210097172A true KR20210097172A (ko) | 2021-08-06 |
Family
ID=70848811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217020359A KR20210097172A (ko) | 2018-11-30 | 2019-11-26 | 압축 성형된 섬유 복합물 부품 및 제조 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20200171763A1 (ko) |
| EP (1) | EP3887132A1 (ko) |
| JP (1) | JP7417607B2 (ko) |
| KR (1) | KR20210097172A (ko) |
| CN (1) | CN113365800A (ko) |
| AU (1) | AU2019396247A1 (ko) |
| CA (1) | CA3121160A1 (ko) |
| SG (1) | SG11202105583TA (ko) |
| WO (1) | WO2020123145A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018170084A1 (en) | 2017-03-16 | 2018-09-20 | Guerrilla Industries LLC | Composite structures and methods of forming composite structures |
| US11225035B2 (en) * | 2019-06-24 | 2022-01-18 | Arris Composites Inc. | Method for flowing fiber to form regions of randomized fiber alignment in a fiber-composite part |
| CN114746489A (zh) * | 2019-11-29 | 2022-07-12 | 东丽株式会社 | 预浸料坯、预成型体、纤维增强复合材料、及它们的制造方法 |
| WO2021242904A2 (en) | 2020-05-28 | 2021-12-02 | Arris Composites Inc. | System and method for bending towpreg |
| CN115811950A (zh) | 2020-06-08 | 2023-03-17 | 阿里斯复合材料有限公司 | 纤维复合材料加固鞋类 |
| EP4304841A1 (en) | 2021-03-09 | 2024-01-17 | Guerrilla Industries LLC | Composite structures and methods of forming composite structures |
| WO2024035423A2 (en) | 2021-11-29 | 2024-02-15 | Arris Composites Inc. | Apparatus and method for forming arbitrarily-shaped fiber-bundle-based preforms |
Family Cites Families (97)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2621140A (en) * | 1940-08-28 | 1952-12-09 | Comp Generale Electricite | Method for molding propeller blades |
| US2906656A (en) * | 1956-11-16 | 1959-09-29 | James W Case | Method of producing a glass-reinforced plastic article |
| US3210230A (en) * | 1961-11-21 | 1965-10-05 | Polystructures Inc | Process for forming a laminated plastic structure |
| US3428518A (en) * | 1963-01-24 | 1969-02-18 | Freeman Chemical Corp | Filamentary reinforcement for laminated articles and related methods |
| US3641230A (en) * | 1969-01-21 | 1972-02-08 | Dura Fiber | Method for making prestressed laminated fiber glass structures |
| US3655863A (en) * | 1970-01-09 | 1972-04-11 | Monsanto Co | Method of making a contoured composite product |
| EP0016248B1 (en) * | 1978-10-24 | 1984-02-15 | Dainippon Ink And Chemicals, Inc. | Method for producing prepreg rovings and method for producing fibre reinforced plastic articles |
| FR2474395A1 (fr) * | 1980-01-28 | 1981-07-31 | Aerospatiale | Procede de fabrication d'un element flexible et torsible et elements obtenus selon ce procede |
| DE3373783D1 (en) * | 1982-06-14 | 1987-10-29 | Cousin Freres Sa | Tennis racket frame and method of manufacturing it |
| US6045906A (en) * | 1984-03-15 | 2000-04-04 | Cytec Technology Corp. | Continuous, linearly intermixed fiber tows and composite molded article thereform |
| US4791018A (en) * | 1986-03-10 | 1988-12-13 | The Goodyear Tire & Rubber Company | Chopped textile reinforced shock absorber bumper |
| JPS62257839A (ja) * | 1986-05-06 | 1987-11-10 | 町田 輝史 | 繊維強化プラスチツク複合薄板及びその成形方法 |
| US4804427A (en) * | 1986-11-05 | 1989-02-14 | Allied-Signal Inc. | Composites via in-situ polymerization of composite matrices using a polymerization initiator bound to a fiber coating |
| US4783234A (en) * | 1986-12-15 | 1988-11-08 | Fremont Special Machine Company, Inc. | Tubelet panel and method of and apparatus for manufacture thereof |
| US5192330A (en) * | 1987-01-20 | 1993-03-09 | Smith & Nephew Richards, Inc. | Orthopedic device of biocompatible polymer with oriented fiber reinforcement |
| US4927481A (en) * | 1988-04-14 | 1990-05-22 | Morton Thiokol, Inc. | Method of making continuous reinforcement for flexible bearing laminate |
| US5053263A (en) * | 1988-05-31 | 1991-10-01 | Phillips Petroleum Company | Composite with integrally molded rib and manufacture thereof |
| US4937032A (en) * | 1988-05-31 | 1990-06-26 | Phillips Petroleum Company | Method for molding a composite with an integrally molded rib |
| US5041318A (en) * | 1988-06-23 | 1991-08-20 | Hulls John R | Composite structural member with integral load bearing joint-forming structure |
| JPH03104799A (ja) * | 1989-09-20 | 1991-05-01 | Fuji Heavy Ind Ltd | 複合材ブレードの製造方法 |
| US6001300A (en) * | 1989-12-06 | 1999-12-14 | C.A. Lawton Company | Method for making rigid three-dimensional preforms using directed electromagnetic energy |
| US5111579A (en) * | 1989-12-14 | 1992-05-12 | Steelcase Inc. | Method for making a frameless acoustic cover panel |
| US5080851A (en) * | 1990-09-06 | 1992-01-14 | United Technologies Corporation | Method for stabilizing complex composite preforms |
| US5462620A (en) * | 1991-01-29 | 1995-10-31 | Universal Design | Continuous pultrusion method of making friction units |
| JP3027225B2 (ja) * | 1991-05-27 | 2000-03-27 | 日石三菱株式会社 | プリプレグの製造方法 |
| US5418035A (en) * | 1991-09-12 | 1995-05-23 | Honda Giken Kogyo Kabushiki Kaisha | Thermoplastic composite fabrics and formed article produced therefrom |
| US5203940A (en) * | 1991-11-22 | 1993-04-20 | Phillips Petroleum Company | Method and apparatus for thermoforming plastic sheets |
| US5714105A (en) * | 1992-06-04 | 1998-02-03 | Sulzer Medizinaltechnik | Method of making an endoprosthesis of compact thermoplastic composite material |
| FR2699449B1 (fr) * | 1992-12-17 | 1995-03-24 | Eurocopter France | Procédé de fabrication de liaisons en matériau composite de structures en forme de treillis ou d'éléments de treillis, et treillis obtenus par ce procédé. |
| US5547629A (en) * | 1994-09-27 | 1996-08-20 | Competition Composites, Inc. | Method for manufacturing a one-piece molded composite airfoil |
| US5651474A (en) * | 1994-12-22 | 1997-07-29 | The United States Of America As Represented By The Secretary Of The Air Force | Cryogenic structures |
| US6592979B1 (en) * | 1997-08-04 | 2003-07-15 | The Regents Of The University Of California | Hybrid matrix fiber composites |
| US6649109B1 (en) * | 1999-11-30 | 2003-11-18 | Patent Holding Company | Method for molding an impact resistant automotive part |
| EP1174250B1 (fr) * | 2000-07-17 | 2005-10-19 | Conception et Développement Michelin S.A. | Imprégnation en continu de fibres en grandes longueurs, par de la résine, pour la fabrication d'éléments composites longilignes |
| US6730382B2 (en) * | 2000-10-23 | 2004-05-04 | Kazak Composites, Incorporated | Stiff composite structures |
| US20050025948A1 (en) * | 2001-04-06 | 2005-02-03 | Johnson David W. | Composite laminate reinforced with curvilinear 3-D fiber and method of making the same |
| DE50306774D1 (de) * | 2002-09-15 | 2007-04-19 | Weber Technology Ag | Strukturbauteil aus faserverstärktem thermoplastischem kunststoff |
| US7431978B2 (en) * | 2004-12-22 | 2008-10-07 | General Electric Company | Reinforced matrix composite containment duct |
| US9102103B2 (en) * | 2006-02-02 | 2015-08-11 | The Boeing Company | Thermoplastic composite parts having integrated metal fittings and method of making the same |
| US10232532B1 (en) * | 2006-02-02 | 2019-03-19 | The Boeing Company | Method for fabricating tapered thermoplastic composite parts |
| US20100064946A1 (en) * | 2007-03-01 | 2010-03-18 | Cas Holdings Australia Pty Ltd | Material handling platform, components and methods of production thereof |
| US8043543B2 (en) * | 2007-03-28 | 2011-10-25 | GM Global Technology Operations LLC | Method for molding of polymer composites comprising three-dimensional carbon reinforcement using a durable tool |
| EP1995034A3 (de) * | 2007-05-24 | 2009-03-11 | Novem Car Interior Design GmbH | Formteil, insbesondere Dekorteil und/oder Verkleidungsteil für den Fahrzeuginnenraum, und Verfahren zur Herstellung von Formteilen |
| US20080290547A1 (en) * | 2007-05-25 | 2008-11-27 | Kashikar Sanjay P | Methods of forming muffler preforms |
| EP2033769A1 (en) * | 2007-09-04 | 2009-03-11 | Lm Glasfiber A/S | A method of producing a composite structure via intermediate products and a composite structure obtainable by the method |
| ES2372440T3 (es) * | 2007-11-09 | 2012-01-19 | Vestas Wind Systems A/S | Procedimiento para fabricar una pala de aerogenerador y uso de una esterilla estructural para reforzar una estructura de pala de aerogenerador. |
| GB0805268D0 (en) * | 2008-03-25 | 2008-04-30 | Airbus Uk Ltd | Composite joint protection |
| US8986487B2 (en) * | 2008-04-30 | 2015-03-24 | Vestas Wind Systems A/S | Consolidated composite pre-form |
| US7790284B2 (en) * | 2008-09-24 | 2010-09-07 | Davies Robert M | Flexible composite prepreg materials |
| US8834668B2 (en) * | 2008-11-19 | 2014-09-16 | The Boeing Company | Staged cocuring of composite structures |
| FR2940174B1 (fr) * | 2008-12-24 | 2013-03-01 | Conseil Et Tech | Ferrure composite en l |
| US20100196671A1 (en) * | 2009-02-02 | 2010-08-05 | 3M Innovative Properties Company | Polymeric composite article and method of making the same |
| FR2962933B1 (fr) * | 2010-07-22 | 2012-09-14 | Hexcel Reinforcements | Nouveau materiau intermediaire de renfort constitue d'un ensemble de fils voiles espaces |
| ITMI20101380A1 (it) * | 2010-07-27 | 2012-01-28 | Dow Global Technologies Inc | Pannello composito poliuretanico a basso impatto ambientale |
| US9144944B1 (en) * | 2010-09-09 | 2015-09-29 | Groen Brothers Aviation, Inc. | Rotor blade spar manufacturing apparatus and method |
| EP2640919A4 (en) * | 2010-11-16 | 2018-01-10 | The Nordam Group, Inc. | Hybrid frame co-mold manufacture |
| WO2012103504A2 (en) * | 2011-01-28 | 2012-08-02 | Smarter Planet Llc | Hybrid thermoplastic composite components and products |
| CH704406A1 (de) * | 2011-01-31 | 2012-07-31 | Kringlan Composites Ag | Verfahren zur Herstellung von Vorformen. |
| HUE035531T2 (en) * | 2011-04-26 | 2018-05-02 | Bekaert Sa Nv | Steel Stranded Reinforced Composites |
| US20140205831A1 (en) * | 2011-07-29 | 2014-07-24 | Toho Tenax Europe Gmbh | Flexible reinforcing fiber yarn pre-impregnated with resin |
| US9381675B2 (en) * | 2011-11-30 | 2016-07-05 | The Boeing Company | Stabilized dry preform and method |
| DE112012005141A5 (de) * | 2011-12-07 | 2014-09-11 | Leichtbau-Zentrum Sachsen Gmbh | Verbindungsanordnung eines Faserverbund-Bauteils mit einem zweiten Bauteil |
| US8917809B2 (en) * | 2012-02-28 | 2014-12-23 | Tsukasa NOZAWA | Honeycomb structure having honeycomb core arranged parallel to a panel surface and a manufacturing process therefor |
| FR2987304B1 (fr) * | 2012-02-29 | 2018-03-02 | Daher Aerospace | Procede de formage par estampage d'un materiau composite thermoplastique a renfort fibreux continu |
| US20130330553A1 (en) * | 2012-06-12 | 2013-12-12 | Ticona Llc | Rod assembly and method for forming rod assembly |
| TWI490104B (zh) * | 2012-09-10 | 2015-07-01 | Mitsubishi Rayon Co | 纖維強化複合材料成形品的製造方法以及纖維強化複合材料成形品 |
| US20160345563A1 (en) * | 2012-09-18 | 2016-12-01 | Oc10, Llc | Method and apparatus for joining lines |
| GB2507080B (en) * | 2012-10-18 | 2016-02-17 | Rolls Royce Plc | Composite product manufacturing system and method |
| KR101707354B1 (ko) * | 2012-10-23 | 2017-02-15 | 미쯔비시 레이온 가부시끼가이샤 | 섬유 강화 복합 재료 성형체 및 그의 제조 방법 |
| KR20150100607A (ko) * | 2012-12-26 | 2015-09-02 | 도레이 카부시키가이샤 | 섬유 강화 수지 시트, 일체화 성형품 및 그들의 제조 방법 |
| US9284035B2 (en) * | 2012-12-28 | 2016-03-15 | Embraer S.A. | Composite tubular-reinforced integrated structural panels with mutually intersecting stiffeners and fabrication processes |
| WO2014138967A1 (en) * | 2013-03-11 | 2014-09-18 | Aonix Advanced Materials | Compositions and methods for making thermoplastic composite materials |
| KR20150135378A (ko) * | 2013-03-22 | 2015-12-02 | 핵셀 홀딩 게엠베하 | 섬유 보강 복합재에 관한 개선 |
| CN107953572A (zh) * | 2013-06-05 | 2018-04-24 | 马克弗巨德有限公司 | 用于纤维增强添加制造的方法 |
| US20160101543A1 (en) | 2013-12-03 | 2016-04-14 | The Boeing Company | Hybrid Laminate and Molded Composite Structures |
| JP6264905B2 (ja) * | 2014-01-31 | 2018-01-24 | 住友電気工業株式会社 | 複合部材、及び複合部材の製造方法 |
| US10626235B2 (en) * | 2014-02-11 | 2020-04-21 | Robert M Davies | Flexible composite prepreg materials |
| US10227464B2 (en) * | 2014-03-20 | 2019-03-12 | Teijin Limited | Fiber-reinforced plastic shaped product |
| US10272619B2 (en) * | 2014-05-19 | 2019-04-30 | The Boeing Company | Manufacture of a resin infused one-piece composite truss structure |
| US9796117B2 (en) * | 2014-06-03 | 2017-10-24 | Gkn Aerospace Services Structures Corporation | Apparatus for forming a flange |
| JP6463469B2 (ja) * | 2014-06-04 | 2019-02-06 | ブライト ライト ストラクチャーズ エルエルシー | 高い曲げ剛性を有する複合材サンドイッチ |
| US20150355111A1 (en) * | 2014-06-09 | 2015-12-10 | Hexcel Corporation | Tracers for use in compression molding of unidirectional discontinuous fiber composite molding compound |
| US20150376946A1 (en) * | 2014-06-27 | 2015-12-31 | Jershon, Inc. | Thermoplastic pultruded process and related products |
| DE102014011943A1 (de) * | 2014-08-14 | 2016-02-18 | Thomas Gmbh + Co. Technik + Innovation Kg | Verfahren und Vorrichtung zur Herstellung eines Kunststoffprofils |
| DE102014115461A1 (de) * | 2014-10-23 | 2016-04-28 | Benteler Sgl Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung einer Blattfeder |
| WO2016145161A1 (en) * | 2015-03-10 | 2016-09-15 | Zephyros, Inc. | Pultruded articles and methods for making same |
| GB2536255B (en) * | 2015-03-10 | 2017-11-01 | Gurit (Uk) Ltd | Moulding material for composite panels |
| US10960612B2 (en) * | 2015-07-08 | 2021-03-30 | Mitsubishi Chemical Corporation | Method for manufacturing fiber-reinforced composite material and fiber-reinforced composite material |
| US20170036375A1 (en) * | 2015-08-07 | 2017-02-09 | Hexcel Corporation | Multi-sectional composite tooling |
| US10399285B2 (en) * | 2016-02-08 | 2019-09-03 | Bell Helicopter Textron Inc. | Composite wing structure and methods of manufacture |
| US10479477B2 (en) * | 2016-02-08 | 2019-11-19 | Bell Helicopter Textron Inc. | Engagement member for splicing a spar assembly |
| WO2017159567A1 (ja) * | 2016-03-16 | 2017-09-21 | 東レ株式会社 | 繊維強化プラスチックの製造方法および繊維強化プラスチック |
| GB201700913D0 (en) * | 2017-01-19 | 2017-03-08 | Univ Leuven Kath | Continuous prepregs for natural fibre-reinforced composites |
| US20180345604A1 (en) * | 2017-06-02 | 2018-12-06 | Arris Composites Llc | Aligned fiber reinforced molding |
| US10814566B2 (en) * | 2017-09-12 | 2020-10-27 | The Boeing Company | Stiffened panels |
| US11319256B2 (en) * | 2017-09-19 | 2022-05-03 | Arris Composites Inc. | Fiber-reinforced metal-, ceramic-, and metal/ceramic-matrix composite materials and methods therefor |
| CN112638614B (zh) * | 2018-07-12 | 2023-05-09 | 阿里斯复合材料有限公司 | 一种用于压缩成模的方法和合成物 |
-
2019
- 2019-11-26 SG SG11202105583TA patent/SG11202105583TA/en unknown
- 2019-11-26 CA CA3121160A patent/CA3121160A1/en active Pending
- 2019-11-26 EP EP19872248.0A patent/EP3887132A1/en active Pending
- 2019-11-26 KR KR1020217020359A patent/KR20210097172A/ko active Search and Examination
- 2019-11-26 CN CN201980087946.7A patent/CN113365800A/zh active Pending
- 2019-11-26 WO PCT/US2019/063285 patent/WO2020123145A1/en unknown
- 2019-11-26 US US16/695,955 patent/US20200171763A1/en active Pending
- 2019-11-26 JP JP2021530960A patent/JP7417607B2/ja active Active
- 2019-11-26 AU AU2019396247A patent/AU2019396247A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP3887132A1 (en) | 2021-10-06 |
| CA3121160A1 (en) | 2020-06-18 |
| JP2022510286A (ja) | 2022-01-26 |
| SG11202105583TA (en) | 2021-06-29 |
| JP7417607B2 (ja) | 2024-01-18 |
| CN113365800A (zh) | 2021-09-07 |
| US20200171763A1 (en) | 2020-06-04 |
| WO2020123145A1 (en) | 2020-06-18 |
| AU2019396247A1 (en) | 2021-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20210097172A (ko) | 압축 성형된 섬유 복합물 부품 및 제조 방법 | |
| US11426956B2 (en) | Method for composite flow molding | |
| US11633926B2 (en) | Aligned fiber reinforced molding | |
| KR20210086676A (ko) | 섬유 복합재 부품의 디자인 방법과 효율적인 제작 방법 | |
| US10464257B2 (en) | Printing method and device, composite material | |
| KR102474952B1 (ko) | 복합 리브 및 리브-및-시트 성형을 위한 방법 및 장치 | |
| EP3513947A1 (en) | Method for manufacturing an aeronautical structure | |
| US11225035B2 (en) | Method for flowing fiber to form regions of randomized fiber alignment in a fiber-composite part | |
| US20230311372A1 (en) | Method and Article for an improved Compression-Molding Process | |
| US11623416B2 (en) | Multi-part molds and methods for forming complex fiber-composite parts | |
| US20210023744A1 (en) | Method and Apparatus for Composite Rib and Sheet Molding II | |
| EP3986690A1 (en) | Multi-part molds and methods for forming complex fiber-composite parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |