KR20210087035A - 충전 포장기, 내용물 충전 용기 및 그 제조 방법 - Google Patents
충전 포장기, 내용물 충전 용기 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20210087035A KR20210087035A KR1020217013435A KR20217013435A KR20210087035A KR 20210087035 A KR20210087035 A KR 20210087035A KR 1020217013435 A KR1020217013435 A KR 1020217013435A KR 20217013435 A KR20217013435 A KR 20217013435A KR 20210087035 A KR20210087035 A KR 20210087035A
- Authority
- KR
- South Korea
- Prior art keywords
- sealing
- packaging material
- tape
- sealing tape
- end edge
- Prior art date
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 37
- 238000004519 manufacturing process Methods 0.000 title claims description 26
- 238000007789 sealing Methods 0.000 claims abstract description 259
- 239000005022 packaging material Substances 0.000 claims abstract description 125
- 238000003825 pressing Methods 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 31
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 230000002745 absorbent Effects 0.000 claims description 7
- 239000002250 absorbent Substances 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 230000007547 defect Effects 0.000 abstract description 10
- 238000010521 absorption reaction Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 5
- 239000012530 fluid Substances 0.000 description 4
- 230000001954 sterilising effect Effects 0.000 description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 3
- 235000013361 beverage Nutrition 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000004659 sterilization and disinfection Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 238000009826 distribution Methods 0.000 description 2
- 230000035622 drinking Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
- B65B51/06—Applying adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7451—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool the severing tool and the welding tool being movable with respect to one-another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/32—Measures for keeping the burr form under control; Avoiding burr formation; Shaping the burr
- B29C66/322—Providing cavities in the joined article to collect the burr
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/346—Making joints having variable thicknesses in the joint area, e.g. by using jaws having an adapted configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81425—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being stepped, e.g. comprising a shoulder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81431—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single cavity, e.g. a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/001—Packaging other articles presenting special problems of foodstuffs, combined with their conservation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5042—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like covering both elements to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/472—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially flat
- B29C66/4722—Fixing strips to surfaces other than edge faces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72327—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of natural products or their composites, not provided for in B29C66/72321 - B29C66/72324
- B29C66/72328—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Package Closures (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Basic Packing Technique (AREA)
- Making Paper Articles (AREA)
Abstract
초음파 시일에 의한 가로 시일부에 있어서, 실링 테이프와 튜브형 포장재의 내면 사이에 시일 불량을 발생시키는 일이 없는 충전 포장기를 제공한다.
충전 포장기(10)는, 테이프 접착 장치(13), 세로 시일 장치(15) 및 가로 시일 장치(17)를 구비하고 있다. 실링 테이프(S)의 양단 가장자리 중 오버랩부(T1)의 내측의 단차(T11)로부터 보아 튜브형 포장재(T)의 오버랩부측에 위치하는 제1 단가장자리(S11)와 오버랩부의 외측의 단차(T12)가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재(W)의 편면(片面)의 일단 가장자리부에 접착하도록 되어 있다.
충전 포장기(10)는, 테이프 접착 장치(13), 세로 시일 장치(15) 및 가로 시일 장치(17)를 구비하고 있다. 실링 테이프(S)의 양단 가장자리 중 오버랩부(T1)의 내측의 단차(T11)로부터 보아 튜브형 포장재(T)의 오버랩부측에 위치하는 제1 단가장자리(S11)와 오버랩부의 외측의 단차(T12)가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재(W)의 편면(片面)의 일단 가장자리부에 접착하도록 되어 있다.
Description
본 발명은 유동성 식품이나 음료 등의 내용물을, 종이 등을 주체로 하는 웹형 포장재로 형성된 용기에 충전하여 포장함으로써 내용물 충전 용기를 제조하는 방법, 동(同) 방법에 의해 제조된 내용물 충전 용기, 및 동 방법에 이용되는 충전 포장기에 관한 것이다.
예컨대, 종이 등을 포함하는 기재층의 양면에 열가소성 수지를 포함하는 실런트층을 적층하여 이루어지는 웹형 포장재를 이용하여, 유동성 식품이나 음료 등의 내용물을 충전 포장함으로써, 내용물 충전 용기를 제조하기 위한 충전 포장기로서, 도 16에 도시된 것이 알려져 있다.
이 충전 포장기(10)는, 롤형으로 감긴 웹형 포장재(W)를 지지하고 있는 리와인더(11)와, 리와인더(11)로부터 웹형 포장재(W)를 순차 되감는 되감기 장치(12)와, 되감긴 웹형 포장재(W)의 편면(片面)의 일단 가장자리부에 열가소성 수지를 포함하는 실링 테이프(S)를 그 폭의 일부가 비어져 나오도록 접착하는 테이프 접착 장치(13)와, 웹형 포장재(W)를 과산화수소수 등의 살균액에 침지하여 살균을 행하는 살균조(14)와, 웹형 포장재(W)의 양단 가장자리부를 미리 정해진 폭씩 오버랩시켜 세로 시일함으로써 튜브형 포장재(T)를 형성하고, 오버랩부의 내측의 단차(웹형 포장재의 일단면)를 피복할 수 있도록 튜브형 포장재(T)의 내면에 실링 테이프(S)의 비어져 나옴부를 접착하는 세로 시일 장치(15)와, 튜브형 포장재(T) 내에 상방으로부터 삽입된 충전관(16a)에 의해 튜브형 포장재(T) 내에 유동형의 내용물을 충전하는 내용물 충전 장치(16)와, 내용물이 충전된 튜브형 포장재(T)를 용기 하나분에 상당하는 길이마다 가로 시일하여 가로 시일부의 폭 중간에서 절단함으로써 중간 형태인 베개형의 내용물 충전 용기(C1)를 형성하는 가로 시일 장치(17)와, 상기 용기(C1)를 완성 형태인 직육면체 형상의 내용물 충전 용기(C2)로 성형하는 용기 완성 장치(18)를 구비하고 있다.
테이프 접착 장치(13)는, 실링 테이프(S)가 롤형으로 감긴 테이프용 릴(131)과, 테이프용 릴(131)로부터 실링 테이프(S)를 순차 되감는 테이프 되감기 장치(132)와, 실링 테이프(S)가 접착되는 웹형 포장재(W)의 편면의 일단 가장자리부를 예비 가열하는 히터(133)와, 실링 테이프(S)를 웹형 포장재(W)의 편면의 일단 가장자리부에 압착시켜 시일하는 1쌍의 압착 롤러(134)를 구비하고 있다.
세로 시일 장치(15)는, 웹형 포장재(W)가 도시하지 않은 성형롤에 의해 튜브형으로 성형되는 중간 과정에서 웹형 포장재(W)의 양단 가장자리부 및 실링 테이프(S)를 예비 가열하는 히터(151)와, 오버랩된 웹형 포장재(W)의 양단 가장자리부 및 실링 테이프(S)를 압착시켜 시일하는 1쌍의 압착 롤러(152)를 구비하고 있다.
가로 시일 장치(17)로서는, 열 시일식, 고주파 시일식, 초음파 시일식 등이 알려져 있다.
도 17에 도시된 바와 같이, 초음파 시일식의 가로 시일 장치(17)의 경우, 튜브형 포장재(T)를 사이에 두고 개폐 가능하게 배치된 초음파 혼(17A) 및 앤빌(17B)을 구비하고 있다. 초음파 혼(17A) 및 앤빌(17B)에는, 튜브형 포장재(T)의 길이 방향과 직교하는 방향으로 연장된 서로 마주보는 시일면(171)(172)이 형성되어 있다. 또한, 도시는 생략하였으나, 초음파 혼(17A) 및 앤빌(17B)에는, 튜브형 포장재(T)를 그 양측으로부터 끼움으로써 미리 정해진 용기 형상(예컨대 횡단면 정사각형)으로 예비 성형하는 성형 플랩이 부설되어 있다.
가로 시일 시에는, 튜브형 포장재(T)를, 미리 정해진 높이 위치에 있어서, 초음파 혼(17A) 및 앤빌(17B)의 시일면(171)(172)에 의해 미리 정해진 가압력으로 국부적으로 끼워 넣어 변형시키고, 그에 의해 편평형으로 된 2개의 포장재(T) 부분끼리를 압착시킨 상태에서, 도시하지 않은 초음파 발진기를 작동시킴으로써, 압착된 2개의 포장재(T) 부분의 내면끼리가 융착되고, 실링 테이프(S)가 오버랩부와 반대측의 포장재(T) 부분의 내면에 융착된다. 이때, 실링 테이프(S)의 양단 가장자리도, 상기 포장재(T) 부분의 내면에 융착되고, 그에 의해 우수한 시일성이 얻어지도록 되어 있다.
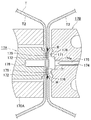
여기서, 튜브형 포장재(T)의 오버랩부(T1)는, 그 외의 부분(T2)이 2장 겹침인 데 대해, 3장 겹침으로 되어 있어, 그만큼 두께가 커지고 있다. 그 때문에, 오버랩부(T1)와 그 외의 부분(T2) 사이에 내외 양측에서 단차가 발생하고, 이들 단차에 의해, 초음파 혼(17A) 및 앤빌(17B)의 시일면(171)(172)에 의한 가압력의 분포가 불균일해져, 시일 불량이 발생할 우려가 있었다.
그래서, 가로 시일 시의 가압력의 분포를 균일하게 하여 시일 불량의 발생을 억제하기 위해서, 예컨대 앤빌(17B)의 시일면(172)에, 튜브형 포장재(T)의 오버랩부(T1)와 그 외의 부분(T2) 사이에 발생하는 단차(T11)(T12)를 흡수하기 위한 흡수부를 형성한 가로 시일 장치가 제안되어 있다(하기 특허문헌 1 참조).
상기 가로 시일 장치의 흡수부는, 예컨대, 도 18에 도시된 바와 같이, 시일면(172)의 길이 중앙부에 시일면(172)을 횡단하도록 형성된 횡단면 등각 사다리꼴형의 오목홈(173)을 포함한다. 오목홈(173)은, 그 양측의 경사면(173a)에, 튜브형 포장재(T)의 오버랩부(T1)의 내측 단차(T11) 및 외측 단차(T12)가 각각 위치하도록 설계되어 있다.
그러나, 초음파 혼(17A) 및 앤빌(17B)의 시일면(171)(172)에 의해 튜브형 포장재(T)를 국부적으로 끼워 넣을 때에, 튜브형 포장재(T)가 적정한 위치로부터 회전하거나 시일면(171)(172)의 길이 방향으로 어긋나거나 하는 경우가 있고, 그에 의해, 오버랩부(T1)의 내외 양측의 단차(T11)(T12)가 오목홈(173)의 양 경사면(173a)에 정확히 위치하지 않아, 동 단차(T11)(T12) 부분을 최적의 압력으로 가압할 수 없는 경우가 있었다.
그 결과, 가로 시일부에 있어서, 실링 테이프(S)의 양단 가장자리 중 오버랩부(T1)의 내측 단차(T11)로부터 보아 오버랩부측(이하, 「SA측」이라고 하는 경우가 있음)에 위치하는 제1 단가장자리(S11)가 튜브형 포장재(T)의 내면에 융착되지 않거나, 동 제1 단가장자리(S11)와 튜브형 포장재(T)의 내면 사이에 공동부가 생기거나 하는 경우가 있다. 가로 시일부에 이러한 미융착부나 공동부가 있으면, 특히 과산화수소수 등에 의한 포장재의 살균이 필요한 어셉틱(aseptic) 제품을 제조하는 경우에, 내용물의 누설이나 외부로부터의 균의 침입으로 이어질 우려가 있었다.
본 발명은 상기 과제를 감안하여 이루어진 것으로, 초음파 시일에 의해 형성되는 가로 시일부에 있어서, 실링 테이프와 튜브형 포장재의 내면 사이에 시일 불량을 발생시키는 일이 없는 충전 포장기를 제공하고, 또한, 상기와 같은 시일 불량의 발생이 효과적으로 억제되어 시일성이 향상된 내용물 충전 용기 및 그 제조 방법을 제공하는 것을 목적으로 하고 있다.
본 발명자들은, 초음파 시일에 의한 가로 시일부에 발생하는 시일 불량의 원인에 대해 예의 연구를 거듭한 결과, 실링 테이프의 양단 가장자리 중 오버랩부측에 위치하는 제1 단가장자리와 오버랩부의 외측의 단차가 튜브형 포장재의 두께 방향으로부터 보아 서로 겹쳐지도록 배치되어 있는 경우에, 오버랩부의 내외 양측의 단차가 앤빌 등의 시일면에 형성된 흡수부(오목홈)의 적절한 위치로부터 벗어나면, 동 단차 부분을 최적의 압력으로 가압할 수 없는 것에 의한 시일 불량이 발생하기 쉬운 것을 밝혀내어, 본 발명을 완성하기에 이르렀다.
즉, 본 발명은 상기한 목적을 달성하기 위해서, 이하의 양태를 포함한다.
1) 웹형 포장재의 편면의 일단 가장자리부에 실링 테이프를 그 폭의 일부가 비어져 나오도록 접착하는 테이프 접착 장치와,
웹형 포장재의 양단 가장자리부를 미리 정해진 폭씩 오버랩시켜 세로 시일함으로써 튜브형 포장재를 형성하고, 오버랩부의 내측의 단차를 피복할 수 있도록 튜브형 포장재의 내면에 실링 테이프의 비어져 나옴부를 접착하는 세로 시일 장치와,
튜브형 포장재를 사이에 두고 개폐 가능하게 설치되고 또한 튜브형 포장재의 길이 방향과 직교하는 방향으로 연장된 서로 마주보는 시일면이 형성되어 있는 초음파 혼 및 앤빌을 갖고 있으며, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면에 오버랩부와 그 외의 부분 사이에 발생하는 단차를 흡수하기 위한 흡수부가 형성되어 있고, 내용물이 충전된 튜브형 포장재를 용기 하나분의 길이마다 가로 시일하는 가로 시일 장치를 구비하고 있는 충전 포장기로서,
실링 테이프의 양단 가장자리 중 오버랩부의 내측의 단차로부터 보아 오버랩부측에 위치하는 제1 단가장자리와 오버랩부의 외측의 단차가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는, 충전 포장기.
2) 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해 오버랩부의 내측의 단차로부터 멀어지는 방향으로 0.5 ㎜ 이상 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는, 상기 1)의 충전 포장기.
3) 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해 오버랩부의 내측의 단차에 근접하는 방향으로 0.5 ㎜∼3 ㎜ 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 튜브형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는, 상기 1)의 충전 포장기.
4) 실링 테이프로서, 오버랩부의 폭의 1배∼10배의 폭을 갖는 것이 사용되고 있는, 상기 1)∼3) 중 어느 하나의 충전 포장기.
5) 실링 테이프의 제1 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분과, 실링 테이프에서의 제1 단가장자리와는 반대측의 제2 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분을 각각 압박하는 압박용 볼록부가, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면의 각 대응 개소에 형성되어 있는, 상기 1)∼4) 중 어느 하나의 충전 포장기.
6) 각 압박용 볼록부가, 시일면의 길이 방향을 따라 연장되는 이랑형의 것이며, 그 길이가 1 ㎜∼5 ㎜, 두께가 0.1 ㎜∼0.6 ㎜, 돌출 높이가 0.1 ㎜∼0.5 ㎜로 되어 있는, 상기 5)의 충전 포장기.
7) 웹형 포장재의 편면의 일단 가장자리부에 실링 테이프를 그 폭의 일부가 비어져 나오도록 접착하는 테이프 접착 공정과,
웹형 포장재의 양단 가장자리부를 미리 정해진 폭씩 오버랩시켜 세로 시일함으로써 튜브형 포장재를 형성하고, 오버랩부의 내측의 단차를 피복할 수 있도록 튜브형 포장재의 내면에 실링 테이프의 비어져 나옴부를 접착하는 세로 시일 공정과,
내용물이 충전된 튜브형 포장재를, 튜브형 포장재를 사이에 두고 개폐 가능하게 설치되고 또한 튜브형 포장재의 길이 방향과 직교하는 방향으로 연장된 서로 마주보는 시일면이 형성되어 있는 초음파 혼 및 앤빌을 갖고 있으며 초음파 혼 및 앤빌 중 어느 한쪽의 시일면에 오버랩부와 그 외의 부분 사이에 발생하는 단차를 흡수하기 위한 흡수부를 갖고 있는 가로 시일 장치에 의해, 용기 하나분의 길이마다 가로 시일하는 가로 시일 공정을 포함하고 있는, 내용물 충전 용기의 제조 방법으로서,
실링 테이프의 양단 가장자리 중 오버랩부의 내측의 단차로부터 보아 오버랩부측에 위치하는 제1 단가장자리와 오버랩부의 외측의 단차가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는, 내용물 충전 용기의 제조 방법.
8) 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해 오버랩부의 내측의 단차로부터 멀어지는 방향으로 0.5 ㎜ 이상 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는, 상기 7)의 내용물 충전 용기의 제조 방법.
9) 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해 오버랩부의 내측의 단차에 근접하는 방향으로 0.5 ㎜∼3 ㎜ 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는, 상기 7)의 내용물 충전 용기의 제조 방법.
10) 실링 테이프로서, 오버랩부의 폭의 1배∼10배의 폭을 갖는 것을 사용하는, 상기 7)∼9) 중 어느 하나의 내용물 충전 용기의 제조 방법.
11) 가로 시일 공정에서, 실링 테이프의 제1 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분과, 실링 테이프에서의 제1 단가장자리와는 반대측의 제2 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분을, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면의 각 대응 개소에 형성한 압박용 볼록부에 의해 압박하는, 상기 7)∼10) 중 어느 하나의 내용물 충전 용기의 제조 방법.
12) 각 압박용 볼록부를, 시일면의 길이 방향을 따라 연장되는 이랑형으로 하고, 그 길이를 1 ㎜∼5 ㎜, 두께를 0.1 ㎜∼0.6 ㎜, 돌출 높이를 0.1 ㎜∼0.5 ㎜로 하는, 상기 11)의 내용물 충전 용기의 제조 방법.
13) 상기 1)∼6) 중 어느 하나의 충전 포장기를 사용하여 제조되어 있는, 내용물 충전 용기.
14) 상기 7)∼12) 중 어느 하나의 방법에 의해 제조되어 있는, 내용물 충전 용기.
상기 1)의 충전 포장기, 상기 7)의 내용물 충전 용기의 제조 방법, 및 상기 13), 14)의 내용물 충전 용기에 의하면, 실링 테이프의 양단 가장자리 중 오버랩부의 내측의 단차로부터 보아 오버랩부측에 위치하는 제1 단가장자리와, 오버랩부의 외측의 단차가, 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록 되어 있기 때문에, 가로 시일 시에 오버랩부의 내외 양측의 단차가 초음파 혼 또는 앤빌의 시일면에 형성된 흡수부의 적절한 위치로부터 벗어난 경우라도, 실링 테이프의 제1 단가장자리가 튜브형 포장재의 내면에 융착되지 않거나, 실링 테이프의 제1 단가장자리와 튜브형 포장재의 내면 사이에 공동부가 생기거나 한다고 하는 시일 불량의 발생이 억제되어, 가로 시일부의 시일성을 향상시킬 수 있다.
상기 2)∼6)의 충전 포장기, 및 상기 8)∼12)의 내용물 충전 용기의 제조 방법에 의하면, 전술한 가로 시일부의 시일 불량의 발생을 억제하는 효과가, 보다 한층 확실히 얻어진다.
도 1은 본 발명의 제1 실시형태에 따른 충전 포장기의 가로 시일 장치의 개략을 도시한 사시도이다.
도 2는 동 가로 시일 장치의 앤빌을 도시한 정면도이다.
도 3은 동 앤빌의 길이 중앙부의 확대 정면도이다.
도 4는 도 2의 IV-IV선을 따르는 가로 시일 장치의 확대 단면도이다.
도 5는 도 2의 V-V선을 따르는 가로 시일 장치의 확대 단면도이다.
도 6은 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프 및 앤빌의 시일면의 흡수부(오목홈)의 위치 관계의 제1 양태를 도시한 확대 단면도이다.
도 7은 동 위치 관계의 제2 양태를 도시한 확대 단면도이다.
도 8은 동 위치 관계의 제3 양태를 도시한 확대 단면도이다.
도 9는 본 발명의 제2 실시형태에 따른 충전 포장기의 가로 시일 장치를 도시한 것이며, 동 가로 시일 장치의 앤빌의 길이 중앙부의 확대 정면도이다.
도 10은 동 가로 시일 장치의 도 5에 상당하는 확대 단면도이다.
도 11은 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프, 앤빌의 시일면의 흡수부(오목홈), 및 압박용 볼록부의 위치 관계의 제1 양태를 도시한 확대 단면도이다.
도 12는 동 위치 관계의 제2 양태를 도시한 확대 단면도이다.
도 13은 동 위치 관계의 제3 양태를 도시한 확대 단면도이다.
도 14는 압박용 볼록부의 형상 및 치수를 설명하기 위한 확대도이며, (a)는 정면도, (b)는 측면도, (c)는 횡단면도이다.
도 15는 압박용 볼록부의 형상의 바리에이션을 도시한 것이며, (a-1) 내지 (a-4)는 정면도, (b-1) 내지 (b-5)는 측면도, (c-1) 내지 (c-4)는 횡단면도이다.
도 16은 종래의 충전 포장기의 전체 개략을 도시한 사시도이다.
도 17은 동 충전 포장기의 가로 시일 장치에 의한 가로 시일 공정의 개략을 도시한 단면도이다.
도 18은 동 가로 시일 장치에 의한 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프, 및 앤빌의 시일면의 흡수부(오목홈)의 위치 관계를 도시한 확대 단면도이다.
도 2는 동 가로 시일 장치의 앤빌을 도시한 정면도이다.
도 3은 동 앤빌의 길이 중앙부의 확대 정면도이다.
도 4는 도 2의 IV-IV선을 따르는 가로 시일 장치의 확대 단면도이다.
도 5는 도 2의 V-V선을 따르는 가로 시일 장치의 확대 단면도이다.
도 6은 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프 및 앤빌의 시일면의 흡수부(오목홈)의 위치 관계의 제1 양태를 도시한 확대 단면도이다.
도 7은 동 위치 관계의 제2 양태를 도시한 확대 단면도이다.
도 8은 동 위치 관계의 제3 양태를 도시한 확대 단면도이다.
도 9는 본 발명의 제2 실시형태에 따른 충전 포장기의 가로 시일 장치를 도시한 것이며, 동 가로 시일 장치의 앤빌의 길이 중앙부의 확대 정면도이다.
도 10은 동 가로 시일 장치의 도 5에 상당하는 확대 단면도이다.
도 11은 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프, 앤빌의 시일면의 흡수부(오목홈), 및 압박용 볼록부의 위치 관계의 제1 양태를 도시한 확대 단면도이다.
도 12는 동 위치 관계의 제2 양태를 도시한 확대 단면도이다.
도 13은 동 위치 관계의 제3 양태를 도시한 확대 단면도이다.
도 14는 압박용 볼록부의 형상 및 치수를 설명하기 위한 확대도이며, (a)는 정면도, (b)는 측면도, (c)는 횡단면도이다.
도 15는 압박용 볼록부의 형상의 바리에이션을 도시한 것이며, (a-1) 내지 (a-4)는 정면도, (b-1) 내지 (b-5)는 측면도, (c-1) 내지 (c-4)는 횡단면도이다.
도 16은 종래의 충전 포장기의 전체 개략을 도시한 사시도이다.
도 17은 동 충전 포장기의 가로 시일 장치에 의한 가로 시일 공정의 개략을 도시한 단면도이다.
도 18은 동 가로 시일 장치에 의한 가로 시일 시에서의 튜브형 포장재의 오버랩부, 실링 테이프, 및 앤빌의 시일면의 흡수부(오목홈)의 위치 관계를 도시한 확대 단면도이다.
다음으로, 본 발명의 실시형태를, 도면을 참조하여 이하에 설명한다.
[제1 실시형태]
도 1은 본 발명의 제1 실시형태에 따른 충전 포장기의 가로 시일 장치의 개략을 도시한 것이고, 도 2 내지 도 5는 동 가로 시일 장치의 상세를 도시한 것이다. 또한, 도 4에서는, 튜브형 포장재(T)의 오버랩부(T1)의 2개의 겹침 부분 및 실링 테이프(S)의 도시를 생략하고 있다. 또한, 충전 포장기의 구조는, 후술하는 가로 시일 장치의 상세 구조를 제외하면, 도 16 및 도 17을 참조하여 앞서 설명한 종래 기술과 실질적으로 동일하기 때문에, 중복되는 설명은 생략한다.
도 1에 도시된 바와 같이, 가로 시일 장치의 초음파 혼(17A) 및 앤빌(17B)은, 튜브형 포장재(T)의 길이 방향과 직교하는 방향으로 연장되고 또한 튜브형 포장재(T)를 사이에 두고 서로 마주보는 금속제의 바에 의해 구성되어 있다.
초음파 혼(17A)은, 튜브형 포장재(T)를 향하는 내측면에, 길이 방향을 따라 서로 평행하게 연장되는 상하 2개의 띠형의 시일면(171)을 갖고 있다. 2개의 시일면(171)끼리의 사이는, 커터 여유홈(178)으로 되어 있다.
초음파 혼(17A)은, 튜브형 포장재(T)를 향하는 내측면에 개구를 갖는 중공 바를 포함하는 스토퍼(170A)에, 동 개구로부터 시일면(171)이 약간 돌출되도록 수용되어 있다. 상세한 도시는 생략하였으나, 초음파 혼(17A)은, 초음파 발진기로부터 발생한 진동 에너지가 컨버터에서 증감되어 전달됨으로써, 소요의 진폭으로 진동되도록 되어 있다.
도 2 내지 도 5에 도시된 바와 같이, 앤빌(17B)은, 튜브형 포장재(T)를 향하는 내측면에, 길이 방향을 따라 서로 평행하게 연장되고 또한 초음파 혼(17A)의 2개의 시일면(171)과 마주보는 상하 2개의 띠형의 시일면(172)을 갖고 있다. 2개의 시일면(172)끼리의 사이에 형성된 슬릿(174)에는, 가로 시일부를 폭 중간 위치에서 절단하기 위한 커터(175)가 출몰 가능하게 수용되어 있다. 슬릿(174)의 개구의 상하 가장자리부에는 초음파 혼(17A)측을 향한 단차(174a)가 형성되어 있다. 상하 각 시일면(172)에는, 그 폭 중간부에, 시일면(172)을 상하로 분단하도록 시일면(172)의 길이 방향을 따라 연장되는 횡단면 V형의 수평홈(176)이 형성되어 있다. 이들 수평홈(176)은, 가로 시일에 의해 서로 융착되는 편평형의 2개의 포장재(T) 부분의 내면에 인접하는 개소에, 동 포장재(T) 부분의 내면의 실런트층을 구성하는 용융된 열가소성 수지의 일부가 압출되어 수지 저류부(R)가 형성되도록 하기 위한 것이다. 이들 수지 저류부(R)에 의해, 시일성이 우수한 양호한 가로 시일부가 형성되고, 또한, 커터(175)에 의한 가로 시일부의 절단을 지장없이 행하는 것이 가능해진다.
이들 시일면(172)의 길이 중앙부에는, 튜브형 포장재(T)에서의 오버랩부(T1)와 그 외의 부분(T2) 사이에 발생하는 단차(T11)(T12)를 흡수하기 위한 흡수부(173)가 형성되어 있다. 흡수부(173)는, 양 시일면(172)의 길이 방향과 직교하는 방향으로 연장되는 횡단면 등각 사다리꼴형의 오목홈(173)을 포함한다. 가로 시일 시에는, 통상, 오목홈(173)의 양측의 경사면(173a)에, 튜브형 포장재(T)의 오버랩부(T1)의 내측의 단차(T11) 및 외측의 단차(T12)(환언하면, 이들 단차를 형성하고 있는 포장재의 단부면)가 각각 위치하도록 되어 있다. 각 시일면(172)의 오목홈(173)은, 횡단면 V형의 수평홈(176)에 의해 상하 2개로 분단되어 있다. 오목홈(173)의 상하 양측에는, 오목홈(173)의 깊이보다 약간 깊은 오목부(177)가 형성되어 있다. 또한, 흡수부는, 도시된 형태에는 한정되지 않고, 예컨대, 횡단면 오목 호(弧)형의 오목홈이나, 횡단면 파형의 요철부 등으로 구성되어도 좋다. 또한, 흡수부는, 초음파 혼의 시일면에 형성되어 있어도 좋다.
도 6 내지 도 8은 가로 시일 시에서의 튜브형 포장재(T)의 오버랩부(T1), 실링 테이프(S), 및 앤빌(17B)의 시일면(172)의 흡수부(오목홈)(173)의 위치 관계의 3가지 양태를 도시한 것이다.
여기서, 오버랩부(T1)는, 제조되는 용기의 사이즈에 따라 적절한 폭이 설정되어 있고, 실링 테이프(S)는, 「오버랩부(T1)의 폭×2」와 거의 동일한 폭을 갖는 것으로 되는 것이 일반적이다. 예컨대, 오버랩부(T1)가 폭 3.8 ㎜인 경우, 실링 테이프(S)의 폭은 7.5 ㎜이다. 그리고, 실링 테이프(S) 중 테이프 접착 공정에서 웹형 포장재(W)의 편면에 앞서 접착되어 오버랩부(T1)측에 위치하는 SA측 부분(S1)과, 세로 시일 공정에서 튜브형 포장재(T)의 내면에 접착되어 오버랩부(T1)의 내측의 단차(T11)를 사이에 두고 오버랩부(T1)와 반대측에 위치하는 LS측 부분(S2)이, 거의 동일한 폭이 되도록 설정되어 있었다. 구체적으로는, 실링 테이프(S)의 전체 폭이 7.5 ㎜인 경우, 7.5 ㎜로부터 오버랩부(T1)의 내측의 단차(T11)에 인접하는 개소에 발생하는 에어 갭(G)을 향하고 있는 부분(S3)의 폭 약 0.6 ㎜를 뺀 값의 2분의 1, 즉 약 3.45 ㎜가, 실링 테이프(S)의 SA측 부분(S1), LS측 부분(S2)의 폭이 된다(도 18 참조). 그 때문에, 도 18에 도시된 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)가, 튜브형 포장재(T)의 두께 방향으로부터 보아, 오버랩부(T1)의 외측의 단차(T12)와 거의 겹쳐지도록 배치되는 것이 일반적이었다.
이에 대해, 본 발명의 제1 실시형태에서는, 도 6 내지 도 8에 도시된 바와 같이, 실링 테이프(S)의 양단 가장자리 중 오버랩부(T1)의 내측의 단차(T11)로부터 보아 오버랩부측(SA측)에 위치하는 제1 단가장자리(S11)(도면에서는 좌단 가장자리)와, 오버랩부(T1)의 외측의 단차(T12)가, 튜브형 포장재(T)의 두께 방향으로부터 보아 서로 어긋나게 배치되도록 되어 있다.
상기한 배치는, 테이프 접착 장치(13)에 의한 테이프 접착 공정에서, 웹형 포장재(W)의 편면의 일단 가장자리부에 접착되는 실링 테이프(S)의 SA측 부분(S1)의 폭을 적절히 변경 조정함으로써, 확보할 수 있다. 상세한 도시는 생략하였으나, 테이프 접착 장치(13)는, 실링 테이프(S)의 이송 방향과 직교하는 방향으로 이동하여 위치 조정 가능하게 되어 있고, 그에 의해, 테이프 접착 공정에서의 실링 테이프(S)와 튜브형 포장재(T)의 폭 방향의 상대 위치를 임의로 변경하여 조정할 수 있도록 되어 있다.
3가지 양태를 보다 상세히 보아 가면, 먼저, 제1 양태에서는, 도 6에 도시된 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)가, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)로부터 멀어지는 방향으로 0.5 ㎜ 이상, 바람직하게는 1 ㎜ 이상의 거리(D1)만큼 어긋나게 배치되어 있다.
이 경우, 실링 테이프(S)로서는, 종래와 마찬가지로, 오버랩부(T1)의 폭의 거의 2배 정도의 폭을 갖는 것이 이용되고 있다.
상기한 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)를, 오버랩부(T1)의 외측의 단차(T12)로부터, 오버랩부(T1)의 내측의 단차(T11)와 반대 방향으로 0.5 ㎜ 이상, 바람직하게는 1 ㎜ 이상의 거리(D1)만큼 어긋나게 함으로써, 가로 시일 시에 오버랩부(T1)의 내외 양측의 단차(T11)(T12)가 앤빌(17B)의 시일면(172)의 오목홈(흡수부)(173)의 양 경사면(173a)으로부터 벗어난 경우라도, 실링 테이프(S)의 SA측의 제1 단가장자리(S11)가 튜브형 포장재(T)의 내면에 융착되지 않거나, 제1 단가장자리(S11)와 튜브형 포장재(T)의 내면 사이에 공동부가 생기거나 한다고 하는 시일 불량의 발생이 효과적으로 억제된다.
다음으로, 제2 양태는, 도 7에 도시된 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)가, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T)의 내측의 단차(T11)에 근접하는 방향으로 0.5 ㎜∼3 ㎜, 바람직하게는 1.5 ㎜∼3 ㎜의 거리(D2)만큼 어긋나게 배치되어 있다.
이 경우도, 실링 테이프(S)로서는, 종래와 마찬가지로, 오버랩부(T1)의 폭의 거의 2배 정도의 폭을 갖는 것이 이용되고 있다.
상기 양태의 경우에도, 가로 시일 시에 오버랩부(T1)의 내외 양측의 단차(T11)(T12)가 앤빌(17B)의 시일면(172)의 오목홈(흡수부)(173)의 양 경사면(173a)으로부터 벗어났다고 해도, 시일 불량의 발생이 효과적으로 억제된다.
또한, 제3 양태는, 도 8에 도시된 바와 같이, 실링 테이프(S)의 폭을 넓힌 것이 사용되고 있다. 구체적으로는, 예컨대, 오버랩부(T1)의 폭이 4 ㎜인 경우에, 그 약 3배의 11 ㎜의 폭을 갖는 실링 테이프(S)가 이용된다.
이에 의해, 실링 테이프(S)의 제1 단가장자리(S11)는, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)로부터 멀어지는 방향으로 충분한 거리(D1)(예컨대 약 3 ㎜ 정도)만큼 어긋나게 배치된다.
따라서, 상기 양태의 경우도, 가로 시일 시에 오버랩부(T1)의 내외 양측의 단차(T11)(T12)가 앤빌(17B)의 시일면(172)의 오목홈(흡수부)(173)의 양 경사면(173a)으로부터 벗어났다고 해도, 시일 불량의 발생이 보다 확실히 억제된다.
또한, 상세한 도시는 생략하였으나, 상기 3가지 양태 외에, 실링 테이프(S)의 폭을 통상보다 작게 한 양태여도 좋다. 그 경우, 실링 테이프(S)의 제1 단가장자리(S11)는, 도 7에 도시된 양태와 마찬가지로, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)에 근접하는 방향으로 어긋나게 배치되는 것이 일반적이다. 단, 실링 테이프(S)의 폭이 오버랩부(T1)의 폭의 1배 미만이면, 시일 면적이 지나치게 작아져 시일성이 저하될 우려가 있다.
한편, 실링 테이프(S)는, 상기 3가지 양태에 나타내는 바와 같은 오버랩부(T1)의 폭의 약 2배∼3배의 폭을 갖는 것과 비교하여, 더 큰 폭을 갖는 것으로 되는 경우도 있다. 그러한 큰 폭을 갖는 실링 테이프(S)에 의하면, 전술한 시일 불량의 발생을 억제하는 효과에 더하여, 예컨대 상부면에 풀 탭(pull tab) 등에 의해 개봉 가능한 음용구가 형성되는 용기에 사용함으로써, 음용구의 내면을 피복하기 위한 이너 테이프를 실링 테이프(S)로 대용하는 것이 가능해져, 이너 테이프가 불필요해진다고 하는 효과가 얻어진다. 단, 실링 테이프(S)의 폭이 오버랩부(T1)의 폭의 10배를 초과하면, 실링 테이프(S)가 용기의 크리스(crease)에 걸릴 우려가 있다.
이상의 점에서 보아, 실링 테이프(S)로서는, 오버랩부(T1)의 폭의 1배∼10배의 폭을 갖는 것을 적합하게 사용할 수 있다.
[제2 실시형태]
도 9 내지 도 15는 본 발명의 제2 실시형태에 따른 충전 포장기의 가로 시일 장치의 상세를 도시한 것이다. 제2 실시형태의 가로 시일 장치는, 이하의 점을 제외하고, 도 1 내지 도 8에 도시된 제1 실시형태의 가로 시일 장치와 실질적으로 동일하다.
즉, 이 실시형태의 가로 시일 장치에서는, 실링 테이프(S)의 제1 단가장자리(S11) 및 동 단가장자리(S11)에 겹쳐지는 튜브형 포장재(T) 부분과, 실링 테이프(S)에서의 제1 단가장자리(S11)와는 반대측의 제2 단가장자리(S12) 및 동 단가장자리(S12)에 겹쳐지는 튜브형 포장재(T) 부분을 각각 압박하는 압박용 볼록부(179)가, 앤빌(17B)의 시일면(172)의 각 대응 개소에 형성되어 있다. 보다 상세하게는, 앤빌(17B)의 상측의 시일면(172)에서의 수평홈(176)의 하방 부분, 및 앤빌(17B)의 하측의 시일면(172)에서의 수평홈(176)의 상방 부분에, 각각 좌우 2개의 압박용 볼록부(179)가 형성되어 있다.
상기한 가로 시일 장치에 의하면, 실링 테이프(S)의 제1 단가장자리(S11) 및 제2 단가장자리(S12)와 튜브형 포장재(T)의 내면이 보다 확실히 시일되고, 따라서, 동 부분의 시일 불량에 기인하는 내용물의 누설의 발생이 보다 효과적으로 억제된다.
또한, 도시는 생략하였으나, 압박용 볼록부는, 초음파 혼(17A)의 시일면(171)에 형성되어 있어도 좋다.
도 11 내지 도 13은 도 6 내지 도 8에 도시된 가로 시일 시에서의 튜브형 포장재(T)의 오버랩부(T1), 실링 테이프(S), 및 앤빌(17B)의 시일면(172)의 흡수부(오목홈)(173)의 위치 관계의 3가지 양태의 경우에 대해, 압박용 볼록부(179)를 형성하는 개소를 상세히 도시한 것이다.
먼저, 도 11에 도시된 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)가, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)로부터 멀어지는 방향으로 소요 거리(D1)만큼 어긋나게 배치되어 있는(도 6의 양태) 경우, 압박용 볼록부(179)는, 상하 각 시일면(172)에서의 오목홈(흡수부)(173)의 좌우 양옆의 개소에 형성되어 있다.
다음으로, 도 12에 도시된 바와 같이, 실링 테이프(S)의 제1 단가장자리(S11)가, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)에 근접하는 방향으로 소요 거리(D2)만큼 어긋나게 배치되어 있는(도 7의 양태) 경우, 압박용 볼록부(179)는, 상하 각 시일면(172)에서의 오목홈(흡수부)(173)의 바닥부 중앙 부분과, 오목홈(흡수부)(173)으로부터 우측으로 크게 떨어진 개소에 형성되어 있다. 또한, 실링 테이프(S)의 제1 단가장자리(S11)에 대응하는 압박용 볼록부(179)는, 실링 테이프(S)의 접착 위치에 따라서는, 오목홈(흡수부)(173)의 바닥부에 있어서, 그 중앙 부분으로부터 좌우로 어긋나는 경우가 있다.
또한, 도 13에 도시된 바와 같이, 폭이 넓은 실링 테이프(S)가 사용됨으로써, 실링 테이프(S)의 제1 단가장자리(S11)가, 오버랩부(T1)의 외측의 단차(T12)에 대해, 오버랩부(T1)의 내측의 단차(T11)로부터 멀어지는 방향으로 충분한 거리(D1)만큼 어긋나게 배치되어 있는(도 8의 양태) 경우, 압박용 볼록부(179)는, 상하 각 시일면(172)에서의 오목홈(흡수부)(173)으로부터 좌우 양측으로 크게 떨어진 개소에 형성되어 있다.
또한, 도시는 생략하였으나, 통상의 폭을 갖는 실링 테이프(S)(도 11, 12 참조)보다 작은 폭의 실링 테이프가 사용된 경우, 압박용 볼록부는, 상하 각 시일면(172)에서의 오목홈(흡수부)(173)의 바닥부와, 오목홈(흡수부)(173)의 우측 옆의 개소에 형성된다.
도 14에 상세히 도시된 바와 같이, 각 압박용 볼록부(179)는, 시일면(172)의 길이 방향을 따라 연장되는 이랑형의 것이다.
또한, 각 압박용 볼록부(179)의 치수는, 그 길이(L)를 1 ㎜∼5 ㎜로 하고, 두께(TH)를 0.1 ㎜∼0.6 ㎜로 하며, 돌출 높이(H)를 0.1 ㎜∼0.5 ㎜로 하는 것이 바람직하다.
압박용 볼록부(179)의 길이(L)가 1 ㎜ 미만이면, 가로 시일 시에 튜브형 포장재(T) 및 실링 테이프(S)의 위치가 어긋난 경우에 실링 테이프(S)의 양단 가장자리(S11)(S12) 및 이들과 겹쳐지는 튜브형 포장재(T) 부분을 확실히 압박할 수 없을 우려가 있는 한편, 길이(L)가 5 ㎜를 초과하면, 가로 시일 시에 상기 이외의 부분도 넓게 압박해 버릴 우려가 있다.
압박용 볼록부(179)의 두께(TH)가 0.1 ㎜ 미만이면, 동 볼록부(179)가 곧 마모되어 버릴 우려가 있는 한편, 두께(TH)가 0.6 ㎜를 초과하면, 시일면(172)의 폭과의 차이가 작아져 상기 효과가 충분히 얻어지지 않을 우려가 있다.
또한, 압박용 볼록부(179)의 돌출 높이(H)가 0.1 ㎜ 미만이면, 상기 효과가 확실히 얻어지지 않을 우려가 있는 한편, 돌출 높이(H)가 0.5 ㎜를 초과하면, 가로 시일 시에 튜브형 포장재(T)가 타거나 끊어지거나 할 우려가 있다.
각 압박용 볼록부(179)의 형상은, 도 14에 도시된 바와 같은 정면에서 보아 직사각형, 측면에서 보아 직사각형, 횡단면 사각형인 대략 사각 기둥형의 것으로 하는 것 외에, 도 15에 도시된 바와 같은 정면 형상, 측면 형상, 횡단면 형상을 임의로 조합한 것으로 할 수 있다.
보다 상세하게는, 압박용 볼록부(179)의 정면 형상은, 도 15의 (a-1) 내지 (a-4)에 순차 도시된 바와 같이, 4개의 모서리부가 원호형으로 된 대략 직사각형, 4개의 모서리부가 비스듬히 모따기된 대략 직사각형, 양 짧은 변이 반원호형으로 된 트랙형, 또는 양 짧은 변이 く자형으로 된 가로로 긴 육각형으로 해도 좋다.
압박용 볼록부(179)의 측면 형상은, 도 15의 (b-1) 내지 (b-5)에 순차 도시된 바와 같이, 선단측의 양 모서리부가 원호형으로 된 대략 직사각형, 선단측의 양 모서리부가 비스듬히 모따기된 대략 직사각형, 가로로 긴 등각 사다리꼴, 양 짧은 변이 원호형으로 된 대략 가로로 긴 등각 사다리꼴, 또는 돔형으로 해도 좋다.
또한, 압박용 볼록부(179)의 횡단면 형상은, 도 15의 (c-1) 내지 (c-4)에 순차 도시된 바와 같이, 선단측의 양 모서리부가 원호형으로 된 대략 사각형, 선단측의 양 모서리부가 비스듬히 모따기된 대략 사각형, 삼각형, 또는 반원형으로 해도 좋다.
본 발명은 유동성 식품이나 음료 등의 내용물을, 종이 등의 웹형 포장재로 형성된 용기에 충전하여 포장하는 충전 포장기, 내용물 충전 용기 및 그 제조 방법으로서 적합하게 이용된다.
(10): 충전 포장기
(13): 테이프 접착 장치
(15): 세로 시일 장치
(17): 가로 시일 장치
(17A): 초음파 혼
(171): (초음파 혼의) 시일면
(17B): 앤빌
(172): (앤빌의) 시일면
(173): 오목홈(흡수부)
(173a): 경사면
(179): 압박용 볼록부
(W): 웹형 포장재
(T): 튜브형 포장재
(T1): 오버랩부
(T11): 내측의 단차
(T12): 외측의 단차
(S): 실링 테이프
(S11): 제1 단가장자리
(S12): 제2 단가장자리
(13): 테이프 접착 장치
(15): 세로 시일 장치
(17): 가로 시일 장치
(17A): 초음파 혼
(171): (초음파 혼의) 시일면
(17B): 앤빌
(172): (앤빌의) 시일면
(173): 오목홈(흡수부)
(173a): 경사면
(179): 압박용 볼록부
(W): 웹형 포장재
(T): 튜브형 포장재
(T1): 오버랩부
(T11): 내측의 단차
(T12): 외측의 단차
(S): 실링 테이프
(S11): 제1 단가장자리
(S12): 제2 단가장자리
Claims (14)
- 웹형 포장재의 편면(片面)의 일단 가장자리부에 실링 테이프를, 그 폭의 일부가 비어져 나오도록, 접착하는 테이프 접착 장치와,
웹형 포장재의 양단 가장자리부를 미리 정해진 폭씩 오버랩시켜 세로 시일함으로써 튜브형 포장재를 형성하고, 오버랩부의 내측의 단차를 피복할 수 있도록 튜브형 포장재의 내면에 실링 테이프의 비어져 나옴부를 접착하는 세로 시일 장치와,
튜브형 포장재를 사이에 두고 개폐 가능하게 설치되고 또한 튜브형 포장재의 길이 방향과 직교하는 방향으로 연장된 서로 마주보는 시일면이 형성되어 있는 초음파 혼 및 앤빌을 갖고 있으며, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면에 오버랩부와 그 외의 부분 사이에 발생하는 단차를 흡수하기 위한 흡수부가 형성되어 있고, 내용물이 충전된 튜브형 포장재를 용기 하나분의 길이마다 가로 시일하는 가로 시일 장치
를 구비하고 있는 충전 포장기로서,
실링 테이프의 양단 가장자리 중 오버랩부의 내측의 단차로부터 보아 오버랩부측에 위치하는 제1 단가장자리와 오버랩부의 외측의 단차가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는 것인 충전 포장기. - 제1항에 있어서, 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해, 오버랩부의 내측의 단차로부터 멀어지는 방향으로, 0.5 ㎜ 이상 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는 것인 충전 포장기.
- 제1항에 있어서, 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해, 오버랩부의 내측의 단차에 근접하는 방향으로, 0.5 ㎜∼3 ㎜ 어긋나게 배치되도록, 테이프 접착 장치가 실링 테이프의 소요 폭 부분을 튜브형 포장재의 편면의 일단 가장자리부에 접착하도록 되어 있는 것인 충전 포장기.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 실링 테이프로서, 오버랩부의 폭의 1배∼10배의 폭을 갖는 것이 사용되는 것인 충전 포장기.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 실링 테이프의 제1 단가장자리 및 동(同) 단가장자리에 겹쳐지는 튜브형 포장재 부분과, 실링 테이프에서의 제1 단가장자리와는 반대측의 제2 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분을 각각 압박하는 압박용 볼록부가, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면의 각 대응 개소에 형성되어 있는 것인 충전 포장기.
- 제5항에 있어서, 각 압박용 볼록부가, 시일면의 길이 방향을 따라 연장되는 이랑형의 것이며, 그 길이가 1 ㎜∼5 ㎜, 두께가 0.1 ㎜∼0.6 ㎜, 돌출 높이가 0.1 ㎜∼0.5 ㎜로 되어 있는 것인 충전 포장기.
- 웹형 포장재의 편면의 일단 가장자리부에 실링 테이프를, 그 폭의 일부가 비어져 나오도록, 접착하는 테이프 접착 공정과,
웹형 포장재의 양단 가장자리부를 미리 정해진 폭씩 오버랩시켜 세로 시일함으로써 튜브형 포장재를 형성하고, 오버랩부의 내측의 단차를 피복할 수 있도록 튜브형 포장재의 내면에 실링 테이프의 비어져 나옴부를 접착하는 세로 시일 공정과,
내용물이 충전된 튜브형 포장재를, 튜브형 포장재를 사이에 두고 개폐 가능하게 설치되고 또한 튜브형 포장재의 길이 방향과 직교하는 방향으로 연장된 서로 마주보는 시일면이 형성되어 있는 초음파 혼 및 앤빌을 갖고 있으며 초음파 혼 및 앤빌 중 어느 한쪽의 시일면에 오버랩부와 그 외의 부분 사이에 발생하는 단차를 흡수하기 위한 흡수부를 갖고 있는 가로 시일 장치에 의해, 용기 하나분의 길이마다 가로 시일하는 가로 시일 공정
을 포함하고 있는, 내용물 충전 용기의 제조 방법으로서,
실링 테이프의 양단 가장자리 중 오버랩부의 내측의 단차로부터 보아 오버랩부측에 위치하는 제1 단가장자리와 오버랩부의 외측의 단차가 튜브형 포장재의 두께 방향으로부터 보아 서로 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는 것인 내용물 충전 용기의 제조 방법. - 제7항에 있어서, 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해, 오버랩부의 내측의 단차로부터 멀어지는 방향으로, 0.5 ㎜ 이상 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는 것인 내용물 충전 용기의 제조 방법.
- 제7항에 있어서, 실링 테이프의 제1 단가장자리가 오버랩부의 외측의 단차에 대해, 오버랩부의 내측의 단차에 근접하는 방향으로, 0.5 ㎜∼3 ㎜ 어긋나게 배치되도록, 테이프 접착 공정에서 실링 테이프의 소요 폭 부분을 웹형 포장재의 편면의 일단 가장자리부에 접착하는 것인 내용물 충전 용기의 제조 방법.
- 제7항 내지 제9항 중 어느 한 항에 있어서, 실링 테이프로서, 오버랩부의 폭의 1배∼10배의 폭을 갖는 것을 사용하는 것인 내용물 충전 용기의 제조 방법.
- 제7항 내지 제10항 중 어느 한 항에 있어서, 가로 시일 공정에서, 실링 테이프의 제1 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분과, 실링 테이프에서의 제1 단가장자리와는 반대측의 제2 단가장자리 및 동 단가장자리에 겹쳐지는 튜브형 포장재 부분을, 초음파 혼 및 앤빌 중 어느 한쪽의 시일면의 각 대응 개소에 형성한 압박용 볼록부에 의해 압박하는 것인 내용물 충전 용기의 제조 방법.
- 제11항에 있어서, 각 압박용 볼록부를, 시일면의 길이 방향을 따라 연장되는 이랑형으로 하고, 그 길이를 1 ㎜∼5 ㎜, 두께를 0.1 ㎜∼0.6 ㎜, 돌출 높이를 0.1 ㎜∼0.5 ㎜로 하는 것인 내용물 충전 용기의 제조 방법.
- 제1항 내지 제6항 중 어느 한 항에 기재된 충전 포장기를 사용하여 제조되어 있는 것인 내용물 충전 용기.
- 제7항 내지 제12항 중 어느 한 항에 기재된 방법에 의해 제조되어 있는 것인 내용물 충전 용기.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018208549 | 2018-11-06 | ||
| JPJP-P-2018-208549 | 2018-11-06 | ||
| JP2019015864 | 2019-01-31 | ||
| JPJP-P-2019-015864 | 2019-01-31 | ||
| PCT/JP2019/037870 WO2020095562A1 (ja) | 2018-11-06 | 2019-09-26 | 充填包装機、内容物充填容器およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210087035A true KR20210087035A (ko) | 2021-07-09 |
Family
ID=70610948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217013435A KR20210087035A (ko) | 2018-11-06 | 2019-09-26 | 충전 포장기, 내용물 충전 용기 및 그 제조 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20220002017A1 (ko) |
| EP (1) | EP3851389A4 (ko) |
| JP (1) | JPWO2020095562A1 (ko) |
| KR (1) | KR20210087035A (ko) |
| CN (1) | CN112969642A (ko) |
| AU (1) | AU2019375269A1 (ko) |
| CA (1) | CA3118703A1 (ko) |
| SG (1) | SG11202103995XA (ko) |
| TW (1) | TWI813804B (ko) |
| WO (1) | WO2020095562A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023227675A1 (en) * | 2022-05-24 | 2023-11-30 | Société des Produits Nestlé S.A. | Method for producing a packaging from a recyclable material |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018924A (ja) | 1999-07-05 | 2001-01-23 | Shikoku Kakoki Co Ltd | 超音波シール装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2406830A (en) * | 1944-06-09 | 1946-09-03 | Warren Featherbone Co | Method of sealing together two pieces of waterproof fabric, and the seam formed thereby |
| TW383286B (en) * | 1996-07-08 | 2000-03-01 | Tetra Laval Holdings & Finance | Sealing apparatus and method for sealing |
| JP4603122B2 (ja) * | 2000-02-23 | 2010-12-22 | 四国化工機株式会社 | 超音波シール装置 |
| KR100616288B1 (ko) * | 2001-12-25 | 2006-08-28 | 가부시키가이샤 프라스토 | 자립성 포장봉투, 포장체 및 원반로울 및 그들의 제조방법 |
| JP2003191917A (ja) * | 2001-12-26 | 2003-07-09 | Nihon Tetra Pak Kk | 充填機 |
| JP2003221016A (ja) * | 2002-01-25 | 2003-08-05 | Nihon Tetra Pak Kk | 横シール装置 |
| JP4931033B2 (ja) * | 2002-07-19 | 2012-05-16 | 日本テトラパック株式会社 | 積層材料、積層材料の製造方法および包装容器 |
| AU2004274262B2 (en) * | 2003-09-24 | 2009-10-22 | Tetra Laval Holdings & Finance S.A. | Packaging-filling device and packaging material cutting device |
| JP2008094456A (ja) * | 2006-10-13 | 2008-04-24 | Ishida Co Ltd | 縦シール機構 |
| JP4863481B2 (ja) * | 2006-12-03 | 2012-01-25 | 日本テトラパック株式会社 | 包装充填装置 |
| JP2008143523A (ja) * | 2006-12-05 | 2008-06-26 | Nihon Tetra Pak Kk | 包装充填装置 |
| JP2008207830A (ja) * | 2007-02-26 | 2008-09-11 | Ishida Co Ltd | 薄肉包装袋およびその製造方法 |
| JP2009184724A (ja) * | 2008-02-10 | 2009-08-20 | Nihon Tetra Pak Kk | 包装充填装置 |
| JP2012131555A (ja) * | 2010-12-23 | 2012-07-12 | Nihon Tetra Pak Kk | 包装容器 |
| US8807834B2 (en) * | 2012-02-13 | 2014-08-19 | Cryovac, Inc. | Easy open and reclosable package with panel section with easy open sealant, and reclosure mechanism |
| JP6326220B2 (ja) * | 2013-11-27 | 2018-05-16 | 四国化工機株式会社 | 包装機械におけるチューブ状包材の位置ずれ監視装置 |
| JP2015117066A (ja) * | 2013-12-20 | 2015-06-25 | 凸版印刷株式会社 | 液体用紙容器の超音波シール装置 |
| JP6553890B2 (ja) * | 2015-02-20 | 2019-07-31 | 日本テトラパック株式会社 | 包装充填装置 |
| JP6822406B2 (ja) * | 2015-08-31 | 2021-01-27 | 凸版印刷株式会社 | 超音波シール方法 |
| WO2017057244A1 (ja) * | 2015-10-02 | 2017-04-06 | 凸版印刷株式会社 | アンビル及び超音波シール装置 |
| CN208576756U (zh) * | 2017-08-04 | 2019-03-05 | 利乐拉瓦尔集团及财务有限公司 | 用于横向密封包装材料管的砧座和具有砧座的密封钳 |
| JP7262441B2 (ja) * | 2017-08-04 | 2023-04-21 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | パッケージ材料のウェブに密封ストリップを付与するための方法及び装置 |
-
2019
- 2019-09-26 CA CA3118703A patent/CA3118703A1/en active Pending
- 2019-09-26 EP EP19881837.9A patent/EP3851389A4/en active Pending
- 2019-09-26 CN CN201980072430.5A patent/CN112969642A/zh active Pending
- 2019-09-26 SG SG11202103995XA patent/SG11202103995XA/en unknown
- 2019-09-26 WO PCT/JP2019/037870 patent/WO2020095562A1/ja unknown
- 2019-09-26 JP JP2020556674A patent/JPWO2020095562A1/ja active Pending
- 2019-09-26 US US17/289,458 patent/US20220002017A1/en active Pending
- 2019-09-26 AU AU2019375269A patent/AU2019375269A1/en active Pending
- 2019-09-26 KR KR1020217013435A patent/KR20210087035A/ko not_active IP Right Cessation
- 2019-10-28 TW TW108138776A patent/TWI813804B/zh active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018924A (ja) | 1999-07-05 | 2001-01-23 | Shikoku Kakoki Co Ltd | 超音波シール装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220002017A1 (en) | 2022-01-06 |
| SG11202103995XA (en) | 2021-05-28 |
| CA3118703A1 (en) | 2020-05-14 |
| CN112969642A (zh) | 2021-06-15 |
| EP3851389A4 (en) | 2022-06-29 |
| TWI813804B (zh) | 2023-09-01 |
| EP3851389A1 (en) | 2021-07-21 |
| AU2019375269A1 (en) | 2021-05-20 |
| TW202028062A (zh) | 2020-08-01 |
| WO2020095562A1 (ja) | 2020-05-14 |
| JPWO2020095562A1 (ja) | 2021-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4615049B2 (ja) | 横シーリングのためのデバイス及び方法 | |
| RU2726545C1 (ru) | Опора для поперечного запечатывания трубы из упаковочного материала и сварочные зажимные губки с опорой | |
| JP6068140B2 (ja) | ストリップ重ね合わせ接合技術 | |
| JP4282179B2 (ja) | 超音波シール装置 | |
| US10807751B2 (en) | Anvil and ultrasonic sealing apparatus | |
| JP2011102191A (ja) | 注入可能な食品を包装する積層材料を接合する方法 | |
| KR20210087035A (ko) | 충전 포장기, 내용물 충전 용기 및 그 제조 방법 | |
| US6294046B1 (en) | Heat-sealing apparatus | |
| JP3329860B2 (ja) | ヒートシールロール | |
| US10279542B2 (en) | Ultrasonic sealing anvil | |
| KR100546550B1 (ko) | 초음파 혼 및 이를 갖는 초음파 용착 작동 조립체 | |
| EP4067246A1 (en) | Filling/packaging machine and lateral sealing device used in same | |
| CN112424073A (zh) | 用于生产可倾倒食品密封包装的片材包装材料、可倾倒食品密封包装以及制造可倾倒产品密封包装的方法 | |
| JP7488034B2 (ja) | 包装体の製造装置及び製造方法 | |
| JP2009214907A (ja) | 包装袋及び縦形製袋充填包装機 | |
| JP2012066853A (ja) | パウチ及びその製造方法 | |
| ITTO990010A1 (it) | Dispositivo per termosaldatura di un tubo di materiale di confeziona-mento in foglio riempito con un prodotto alimentare versabile. | |
| IT9003535A1 (it) | Metodo per la realizzazione di un materiale laminato a nastro, e materiale ottenuto con tale metodo. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| X601 | Decision of rejection after re-examination |