KR20200086840A - 심압대 - Google Patents
심압대 Download PDFInfo
- Publication number
- KR20200086840A KR20200086840A KR1020190003117A KR20190003117A KR20200086840A KR 20200086840 A KR20200086840 A KR 20200086840A KR 1020190003117 A KR1020190003117 A KR 1020190003117A KR 20190003117 A KR20190003117 A KR 20190003117A KR 20200086840 A KR20200086840 A KR 20200086840A
- Authority
- KR
- South Korea
- Prior art keywords
- unit
- tailstock
- sensing
- sensing unit
- fixing
- Prior art date
Links
- 238000000034 method Methods 0.000 claims description 16
- 230000008878 coupling Effects 0.000 claims description 14
- 238000010168 coupling process Methods 0.000 claims description 14
- 238000005859 coupling reaction Methods 0.000 claims description 14
- 238000003780 insertion Methods 0.000 claims description 5
- 230000037431 insertion Effects 0.000 claims description 5
- 238000005452 bending Methods 0.000 claims description 3
- 230000004308 accommodation Effects 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 36
- 230000008569 process Effects 0.000 description 9
- 238000003754 machining Methods 0.000 description 4
- 230000007257 malfunction Effects 0.000 description 4
- 238000007514 turning Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B23/00—Tailstocks; Centres
- B23B23/005—Tailstocks; Centres the centres being adjustable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2233/00—Details of centres or drivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/004—Adjustable elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/48—Measuring or detecting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machine Tool Units (AREA)
- Turning (AREA)
Abstract
본 발명은 고정부를 일부 해제한 상태에서 제2 이동부를 따라 상기 조작부를 이동시키면 상기 연결부에 연결된 제2 센싱부의 위치가 제1 이동부를 따라 상기 조작부가 이동한 위치와 대응하는 위치로 이동하는 것으로 가공소재에 따라 제2 센싱부의 위치 조절이 필요한 경우, 작업자의 제2 이동부의 위치조절작업을 편리하게 할 수 있도록 하여 작업효율을 높이고, 작업자가 위치조절에 소요되는 시간을 감소시키고, 비가공시간을 최소화하여 제품의 생산성을 높이기 위한 심압대를 제공하는 것이다.
Description
본 발명은 심압대에 관한 것으로, 더욱 상세하게는 가공소재에 따라 제2 센싱부의 위치 조절이 필요한 경우, 고정부를 일부 해제하고 제2 이동부를 따라 상기 조작부를 이동시키면 상기 연결부에 연결된 제2 센싱부의 위치가 제1 이동부를 따라 상기 조작부가 이동한 위치와 대응하는 위치로 이동함으로서 작업자의 제2 이동부의 위치조절작업을 편리하게 하여 작업효율을 높이고, 위치조절에 소요되는 시간을 감소시켜 비가공시간을 최소화하며, 정확한 위치에 제2 센싱부가 위치하도록 조절하여 오작동을 방지하기 위한 심압대에 관한 것이다.
일반적으로 공작기계라 함은 각종 절삭 가공방법 또는 비절삭 가공방법으로 금속/비금속의 공작물을 적당한 공구를 이용하여 원하는 형상 및 치수로 가공할 목적으로 사용하는 기계를 말한다.
터닝센터, 수직/수평 머시닝센터, 문형머시닝센터, 스위스 턴, 방전 가공기, 수평형 NC 보링머신, CNC 선반, 복합가공기 등을 비롯한 다양한 종류의 공작기계는 다양한 산업 현장에서 해당 작업의 용도에 맞게 널리 사용되고 있다.
공작기계 중 복합가공기란 선삭가공과 드릴, 탭핑, 밀링가공 등 가공형태가 다양한 가공을 수행하는 다기능의 자동공구교환장치(ATC)와 공구 매거진이 장착된 터닝센터를 의미한다. 복합가공기에서 작업자가 가공에 필요한 공구를 로딩하거나 교환시에 공구를 수동으로 공구 매거진에 장착한다.
일반적으로 현재 사용되고 있는 다양한 종류의 공작기계는 수치제어(numerical control, NC) 또는 CNC(computerized numericalcontrol) 기술이 적용되는 조작반을 구비하고 있다. 이러한 조작반은 다양한 기능스위치 또는 버튼과 모니터를 구비한다.
또한, 공작기계는 공작물인 가공소재가 안착되고 공작물 가공을 위해 이송하는 테이블, 가공 전 공작물을 준비하는 팔렛트, 공구 또는 공작물이 결합되어 회전하는 주축, 공작물 등을 가공중에 지지하기 위한 심압대, 방진구 등을 구비한다.
일반적으로 공작기계에서 테이블, 공구대, 주축, 심압대, 방진구 등은 다양한 가공을 수행하기 위해 이송축을 따라 이송하는 이송유닛을 구비한다.
또한, 일반적으로 공작기계는 다양한 가공을 위하여 다수의 공구를 사용하게 되며, 다수의 공구를 수납보관하고 있는 공구 보관장소의 형태로 공구 매거진이나 터렛이 사용된다.
이러한 공작기계는 다양한 가공을 위하여 다수의 공구를 사용하게 되며, 다수의 공구를 수납보관하고 있는 툴 보관장소의 형태로 공구 매거진이 사용된다.
또한, 일반적으로 공작기계는 공작기계의 생산성을 향상시키기 위해 수치제어부의 지령에 의해 특정한 공구를 공구 매거진으로부터 인출하거나 다시 수납하기 위한 자동공구교환장치(ATC, AutomaticTool Changer)를 구비한다
또한, 일반적으로 공작기계는 비가공 시간을 최소화하기 위해, 자동팔레트교환장치(APC, AutomaticPalette Changer)를 구비한다. 자동팔레트교환장치(APC)는 팔레트를 공작물 가공 영역과 공작물 설치 영역 간에 자동으로 교환한다. 팔레트에는 공작물이 탑재될 수 있다.
또한, 일반적으로 공작기계는 가공방법에 따라 크게 터닝센터(TURNING CENTER)와 머시닝센터(MACHINING CENTER)로 분류된다.
일반적으로 선삭, 밀링, 드릴링, 탭핑, 보링 등 여러가지 가공 공정을 하나의 공작기계에서 한번 공작물 스텝(step)으로 구현할 수 있는 공작기계를 복합가공기(multi-task center or integrated mill turn center)라 한다. 이러한 복합가공기를 이용하면 리드타임(lead time), 부품 수, 작업 부하, 작업 공간 등을 줄이는 것은 물론 생산성과 정밀도를 향상할 수 있다.
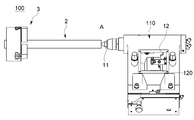
도 1과 도 2를 참조하면, 터닝머신은 가공소재(2)를 클림핑하는 척(3)과 척(3)에 클램핑된 가공소재(2)의 자유단을 고정시키는 심압대(1)를 포함할 수 있다.
심압대(1)는 비교적 긴 가공소재(2)의 자유단을 지지하여 가공소재(2)의 처짐이나 좌굴 현상을 방지하여 가공 품위를 향상시키키 위해 터닝센터 내에 이동가능하게 배치된다.
구체적으로, 심압대(1)는 몸통부(11)와 위치조정부(120)로 이루어져 있고, 몸통부(11)는 가공소재(2)의 자유단을 고정시키는 퀼(11)과 퀼(11)이 전진하는 거리에 대응하는 거리로 전진하여 이동하는 도그(12)를 포함하고, 위치조정부(120)는 가공소재(2)에 따라 가변적인 퀄(11)의 위치를 확인하고 가공소재(2)가 지지되어 있는지를 확인하기 위해 도그의 위치에 대응하는 위치에 센서를 설치하게 된다.
즉 도 1 및 도 2에 도시된 바와 같이, 장착되는 가공소재(2)에 따라 가공소재(2)를 지지하는 퀼(11)의 위치가 도 1에 도시된 것과 같이 A선의 위치로 변경될 수도 있고, 도 2에 도시된 바와 같이 B선의 위치로 변경될 수도 있고, 퀼(11)의 위치가 가공소재(2)에 따라 변경되면 퀼(11)의 변경된 위치에 대응하여 도그(12)의 위치가 정해지고, 정해진 도그(12)의 위치에 대응하는 위치에 센서가 위치하도록 센서를 조절해야 한다.
종래 심압대(100)는 2개 이상의 볼트를 해제(또는 볼트를 조여 결합)해야 위치 센서의 조정이 가능하고, 2개 이상의 볼트를 해제(또는 볼트를 조여 결합)하는 작업도 작업자가 밑에서 위로 렌치를 이용하여 볼트를 해제(또는 볼트를 조여 결합)하는 작업을 해야 하므로 위치조정부(120)의 구조가 복잡하고, 작업자가 볼트의 위치를 정확히 확인하여 해제(또는 볼트를 조여 결합)하는 것이 곤란하며, 특히 크기가 작은 중소형 장비의 경우에는 심압대 자체의 사이즈가 작으므로 볼트를 밑에서 해제(또는 볼트를 조여 결합)하기 위해 렌치가 접근할 수 있는 공간이 매우 비좁은 상태가 되어 작업자의 작업이 상당히 불편하여 비가공시간이 증대되는 문제점이 있었다.
또한, 종래 심압대(100)는 위치조정부(120)의 구조가 복잡하여 밑에서 위로작업자가 렌치를 이용하여 볼트를 해제(또는 볼트를 조여 결합)하는 과정에서 주변 구조물에 의해 작업자에게 상해를 입힐 위험이 높아 작업자의 안전을 위협하는 문제점이 있었다.
게다가 종래 심압대(100)는 센서의 위치를 조절하는 과정에서 작업자가 2개 이상의 볼트를 순차적으로 해제(또는 볼트를 조여 결합)해야 하므로 최초 한 개의 볼트를 해제(또는 볼트를 조여 결합)하는 과정에서 가해지는 힘(볼트를 조이는 과정에서 회전하는 힘)에 의해 센서의 위치가 정확한 위치를 벗어나는 것을 방지하기 위해 작업자의 한 손은 센서의 위치를 잡기 위해 사용되어야 하는 문제점이 있었다.
본 발명은 상기와 같은 문제점을 해결하기 위한 것으로, 본 발명의 목적은 가공소재에 따라 제2 센싱부의 위치 조절이 필요한 경우, 고정부를 일부 해제한 상태에서 제2 이동부를 따라 상기 조작부를 이동시키면 상기 연결부에 연결된 제2 센싱부의 위치가 제1 이동부를 따라 상기 조작부가 이동한 위치와 대응하는 위치로 이동함으로서 작업자의 제2 이동부의 위치조절작업효율을 높이고, 위치조절에 소요되는 시간을 감소시켜 비가공시간을 최소화하여 생산성을 높이고, 정확한 위치에 제2 센싱부가 위치하도록 조절하여 오작동을 방지하기 위한 심압대를 제공하는 것이다.
본 발명의 목적을 달성하기 위해 본 발명에 의한 심압대는 하우징부와 상기 하우징부에 설치되는 조정부를 포함하는 심압대에 있어서, 상기 조정부는, 바디부;상기 바디부에 설치되는 제1 센싱부; 상기 바디부에 이동 가능하게 설치되는 연결부; 및 상기 제1 센싱부와 수평방향으로 이격하면서 마주하도록 상기 연결부에 설치되는 제2 센싱부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 바디부에 상기 연결부와 대향되게 설치되어 상기 제2 센싱부의 위치를 조정하는 조작부; 및상기 연결부, 상기 바디부 및 상기 조작부를 결합하는 고정부; 를 더 포함하고, 상기 조작부의 위치를 조절함에 따라 상기 제1 센싱부에 대한 상기 제2 센싱부의 위치가 조절될 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 바디부는, 관통 형성되는 결착홀을 구비하고, 상기 하우징부에 결합하는 결합부; 관통 형성되는 삽입홀을 구비하고 상기 결합부의 수직방향 일측선단에서 폭방향으로 연장 형성되는 수용부; 및 상기 결합부와 서로 마주하면서 이격하도록 상기 수용부의 폭방향 일측선단에서 수직방향으로 연장 형성되는 조절부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 수용부는, 상기 제2 센싱부를 수용하고 상기 연결부와 함께 상기 제2 센싱부가 이동 가능하도록 수평방향으로 연장되게 관통 형성되는 제1 이동부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 조절부는, 상기 제1 이동부에 대응하고, 상기 고정부를 수용하여 상기 고정부가 이동 가능하도록 수평방향으로 연장되게 관통 형성되는 제2 이동부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 연결부는,상기 제2 센싱부를 수용하기 위해 관통 형성되는 관통홀을 구비하고, 상기 수용부에 대응하도록 폭방향으로 연장 형성되는 본체부; 및 상기 고정부를 수용하기 위해 관통 형성되는 체결홀을 구비하고, 상기 본체부의 폭방향 일측에서 수직방향으로 절곡되게 연장 형성되는 연장부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 조작부는,상기 고정부를 수용하기 위해 관통 형성되는 고정홀을 구비하고, 상기 조절부에 대응하도록 수직방향으로 연장 형성되는 지지부; 및 상기 지지부의 수직방향 일측에서 폭방향으로 절곡되게 연장 형성되는 절곡부;를 포함할 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 연결부의 본체부는 상기 수용부에 인접하고, 상기 연결부의 연장부는 상기 조절부에 인접하도록 설치되고, 상기 조작부의 지지부는 상기 조절부를 사이에 두고 상기 연장부와 폭방향으로 대향되고, 상기 조작부의 절곡부는 상기 조절부의 선단에 인접하도록 설치되며,상기 고정부는 상기 체결홀, 상기 제2 이동부 및 상기 고정홀을 순차적으로 관통하여 체결될 수 있다.
또한, 본 발명에 의한 심압대의 바람직한 다른 실시예에서, 상기 제2 센싱부의 위치 조절이 필요한 경우, 상기 고정부를 일부 해제하고 상기 제2 이동부를 따라 상기 조작부를 이동시키면 상기 연결부에 연결된 상기 제2 센싱부의 위치가 제1 이동부를 따라 상기 조작부가 이동한 위치와 대응하는 위치로 이동할 수 있다.
본 발명에 의한 심압대는 제2 센싱부의 위치 조절을 위한 조정부의 구조를 작업자가 용이하게 조절하도록 하나의 고정부를 이용하여 해제(또는 결합)할 수 있고, 작업자가 작업자의 정면에서 고정부를 확인할 수 있는 상태에서 고정부의 해제(또는 결합)작업을 할 수 있도록 함으로서 작업 편의성 및 효율성을 높일 수 있다. 특히, 중소형장비와 같이 심압대 자체의 사이즈가 작은 경우에도 렌치등을 활용하여 작업자가 바라보는 전면에서 고정부의 해제 (또는 결합)을 할 수 있어 공간이 비좁은 상태에서도 렌치등을 이용하여 제2 센싱부의 위치를 편리하게 조절할 수 있어 비가공시간을 최소화하여 생산성을 증대할 수 있는 효과가 있다.
또한, 본 발명에 의한 심압대는 조정부가 작업자가 작업자의 전면에서 제2 센싱부의 위치를 조정할 수 있도록 구비되어 작업자가 직접 조정부를 확인하며 렌치등을 이용하여 고정부를 해제(또는 결합)하면서 조정할 수 있으므로 작업자가 주변 구조물에 의해 손이 긁히는 등 상해를 입는 것을 방지하여 작업자를 보호할 수 있는 효과가 있다.
게다가 본 발명에 의한 심압대는 종래 심압대와 같이 제2 센싱부의 위치를 조절하기 위해 작업자가 2개 이상의 볼트를 순차적으로 해제(또는 볼트를 조여 결합)할 필요 없이 하나의 고정부를 해제한 후 다시 하나의 고정부를 결합하면 되므로, 제2 센싱부를 정확한 위치에서 견고하게 고정할 수 있어 수 회에 걸친 가공 후에도 가공 중 발생하는 진동에 의해 제2 센싱부의 위치가 변동되는 것을 방지할 수 있으며, 이에 따라 심압대의 오작동을 감소시킴으로서 정밀하게 소재가공을 하여 제품 품질을 향상시킬 수 있는 효과가 있다.
더욱이 본발명에 의한 심압대는 절곡부가 조절부의 선단에 인접하도록 설치되어 있으므로 고정부를 체결홀, 제2 이동부 및 고정홀을 순차적으로 관통하여 체결하는 과정에서 발생되는 회전력에 의해 조작부가 회전되는 것을 방지할 수 있도록 조작부가 회전되는 순간 절곡부가 조절부의 선단과 접촉하면서 고정되므로 작업자가 제2 센싱부의 위치를 조정하는 과정에서 별도로 조작부를 손으로 잡고 조정할 필요가 없으므로, 작업자가 편리하게 고정부를 해제하였다가 체결하는 작업을 반복하여 수행할 수 있어 작업자의 편의성 및 작업시간을 감소시킬 수 있는 효과가 있다.
도 1은 종래 심압대를 나타낸다.
도 2는 종래 심압대를 나타낸다.
도 3은 본 발명의 일 실시예에 따른 심압대를 나타낸다.
도 4는 본 발명의 일 실시예에 따른 심압대의 조정부(20)에 대한 분해사시도를 나타낸다.
도 5는 도 1의 C-C부분의 단면도를 나타낸다.
도 6는 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타낸다.
도 7는 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타낸다.
도 8은 본 발명의 다른 실시예에 따른 심압대의 조정부(20)를 나타낸다.
도 2는 종래 심압대를 나타낸다.
도 3은 본 발명의 일 실시예에 따른 심압대를 나타낸다.
도 4는 본 발명의 일 실시예에 따른 심압대의 조정부(20)에 대한 분해사시도를 나타낸다.
도 5는 도 1의 C-C부분의 단면도를 나타낸다.
도 6는 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타낸다.
도 7는 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타낸다.
도 8은 본 발명의 다른 실시예에 따른 심압대의 조정부(20)를 나타낸다.
이하, 본 발명의 실시예에 의한 심압대의 도면을 참고하여 상세하게 설명한다. 다음에 소개되는 실시 예들은 당업자에게 본 발명의 사상이 충분히 전달될 수 있도록 하기 위해 예로서 제공되는 것이다. 따라서, 본 발명은 이하 설명되는 실시 예들에 한정되지 않고 다른 형태로 구체화될 수도 있다. 그리고 도면들에 있어서 장치의 크기 및 두께 등은 편의를 위하여 과장되어 표현될 수도 있다. 명세서 전체에 걸쳐서 동일한 참조 번호들은 동일한 구성요소들을 나타낸다.
본 발명의 이점 및 특징, 그리고 그것들을 달성하는 방법은 첨부되는 도면과 함께 상세하게 후술되어 있는 실시 예들을 참조하면 명확해질 것이다. 그러나 본 발명은 이하에서 개시되는 실시 예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 구현될 것이며, 단지 본 실시 예들은 본 발명의 개시가 완전하도록 하며, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 발명의 범주를 완전하게 알려주기 위해 제공되는 것이며, 본 발명은 청구항의 범주에 의해 정의될 뿐이다. 명세서 전체에 걸쳐 동일 참조 부호는 동일 구성요소를 지칭한다. 도면에서 층 및 영역들의 크기 및 상대적인 크기는 설명의 명료성을 위해 과장될 수 있다.
본 명세서에서 사용된 용어는 실시 예들을 설명하기 위한 것이며, 따라서 본 발명을 제한하고자 하는 것은 아니다. 본 명세서에서, 단수형은 문구에서 특별히 언급하지 않는 한 복수형도 포함한다. 명세서에서 사용되는 "포함한다 (comprise)" 및/또는 "포함하는(comprising)"은 언급된 구성요소, 단계, 동작 및/ 또는 소자는 하나 이상의 다른 구성요소, 단계, 동작 및/또는 소자의 존재 또는 추가를 배제하지 않는다.
도 1은 종래 심압대를 나타내고, 도 2는 종래 심압대를 나타낸다.
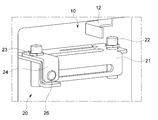
도 3은 본 발명의 일 실시예에 따른 심압대를 나타내고, 도 4는 본 발명의 일 실시예에 따른 심압대의 조정부에 대한 분해사시도를 나타낸다.
도 5는 도 1의 C-C부분의 단면도를 나타내고, 도 6은 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타낸다.
도 7은 본 발명의 일 실시예에 따른 심압대의 조정부의 작동원리를 나타내고, 도 8은 본 발명의 다른 실시예에 따른 심압대의 조정부를 나타낸다.
이하에서 사용하는 용어의 정의는 다음과 같다. "수평방향"이란 동일부재에서 가로방향, 즉 도 4에서 X축 방향을 의미하고, "수직방향"이란 수평방향에 대해 직교하면서 동일부재에서 높이방향, 즉 도 4에서 Y축 방향을 의미하며, "폭방향"이란 수평방향과 수직방향에 대해 직교하면서 동일부재에서 세로방향을 의미한다. 또한, 상방(상부)이란 "수직방향"에서 위쪽 방향, 즉 도 4에서 Y축의 위쪽을 향하는 방향을 의미하고, 하방(하부)이란 "수직방향"에서 아래쪽 방향, 즉 도 4에서 Y축 아래쪽을 향하는 방향을 의미한다.
도 3 내지 도 7을 참조하여 본 발명의 일 실시예에 따른 심압대(1)를 설명한다. 도 3 내지 도 4에 도시된 것처럼, 본 발명의 일 실시예에 따른 심압대(1)는 하우징부(10)와 조정부(20)를 포함한다.
하우징부(10)는 심압대(1)의 외형을 형성한다.
도 3에 도시된 것처럼 하우징부(10)는 퀄(11)과 도그(12)를 포함한다.
퀼(11)은 가공소재(2)를 자유단을 지지하는 역할을 한다. 구체적으로 비교적 긴 가공소재(2)의 일측은 척(3)에 클램핑되어 고정되고, 가공소재(2)의 타측 자유단은 퀼(11)에 의해 지지되고, 이에 의해 가공소재(2)의 처짐이나 좌굴 현상을 방지하여 가공 품위를 향상시킬 수 있다.
도그(12)는 퀼(11)이 전진하는 거리에 대응하는 거리로 전진하여 이동한다., 도그(12)는 가공소재(2)의 길이에 따라 가변적으로 이동하는 퀄(11)의 위치를 확인할 수 있는 역할을 한다. 그리고 후술하는 제2 센싱부(23)와 함께 가공소재(2)가 정확하게 지지되어 있는지를 확인할 수 있다.
도 4 및 도 5를 참조하면, 조정부(20)는 바디부(21), 제1 센싱부(22), 연결부(24) 및 제2 센싱부(23)를 포함한다.
조정부(20)는 가공소재(2)에 따라 변화하는 퀼(11)의 위치에 대응하도록 정해진 도그(12)의 위치를 확인하여 제2 센싱부(23)를 도그(12)의 위치에 대응하는 위치(즉, 도 3에서 도그(12)를 기준으로 수직방향(Z)으로 아래쪽)에 오도록 조정하는 역할을 한다.
바디부(21)는 일측이 하우징부(10)와 결합되어 조정부(20)를 하우징부(10)에 연결하고, 제1 센싱부(22)와 제2 센싱부(23)를 수용하며, 연결부(24)에 연결된 제2 센셍부(23)가 이동할 수 있도록 한다.
도 4 및 도 6 내지 도 7을 참조하면, 제1 센싱부(22)는 제1 센싱부(22)는 퀼(11)이 정상적으로 원점으로 복귀하였는지를 확인하기 위한 센서로서 바디부(21)에 삽입되어 설치된다. 또한, 반드시 이에 한정되는 것은 아니지만, 제1 센싱부(22)는 근접센서로 이루어질 수 있다.
제1 센싱부(22)는 한 번 바디부(21)에 장착된 이후에는 장착된 위치에서 고정되므로 다시 위치를 조절할 필요는 없다.
도 4 및 도 6 내지 도 7을 참조하면, 제2 센싱부(23)는 퀼(11)이 스토로크 내에서 가공소재(2)를 정상적으로 지지하고 있는지를 확인하기 위한 센서로서, 제1 센싱부(22)와 수평방향(즉, 도 4 에서 X방향)으로 이격하면서 서로 마주하도록 설치되어 있다. 또한, 반드시 이에 한정되는 것은 아니지만, 제2 센싱부(23)는 근접센서로 이루어질 수 있다.
제2 센싱부(23)는 연결부(24)에 설치되고, 가공소재(2)의 길이에 따라 제2 센싱부(23)의 위치를 조정해야 한다.
도 4 및 도 6 내지 도 7을 참조하면 연결부(24)는 바디부(32)에 이동 가능하게 설치된다. 즉, 연결부(24)는 이동 가능하게 바디부(32)에 설치되어 연결부(24)에 설치된 제2 센싱부(23)의 위치를 이동하면서 조정할 수 있도록 하는 역할을 한다.
본 발명의 일 실시예에 따른 심압대(1)는 조작부(25) 및 고정부(26)를 더 포함할 수 있다.
조작부(25)는 바디부(21)에 연결부(24)와 대향되게 설치되어 제2 센싱부(23)의 위치를 조정한다. 구체적으로 조작부(25)는 바디부(21)와 연결되어 있고, 연결부(24)도 바디부(21)와 연결되어 있으며, 조작부(25)와 연결부(24)는 대향되게 설치되어 있으므로 조작부(25)의 위치를 조정하게 되면 연결부(24) 및 연결부(24)에 설치된 제2 센싱부(23)의 위치도 함께 조정된다.
즉, 조작부(25)의 위치를 조절함에 따라 제1 센싱부(22)에 대한 제2 센싱부(23)의 위치가 조절될 수 있다.
이에 따라 본 발명에 의한 심압대(1)는 제2 센싱부(23)의 위치 조절을 위한 조정부(20)의 구조를 작업자가 용이하게 조절하도록 하나의 고정부(26)를 이용하여 해제(또는 결합)할 수 있고, 작업자가 작업자의 정면에서 고정부(26)를 확인할 수 있는 상태에서 고정부(26)의 해제(또는 결합)작업을 할 수 있도록 함으로서 작업 편의성 및 효율성을 높일 수 있다.
특히, 중소형장비와 같이 심압대 자체의 사이즈가 작은 경우에도 렌치등을 활용하여 작업자가 바라보는 전면에서 고정부(26)의 해제 (또는 결합)을 할 수 있어 공간이 비좁은 상태에서도 렌치등을 이용하여 제2 센싱부(23)의 위치를 편리하게 조절할 수 있어 비가공시간을 최소화하여 생산성을 증대할 수 있다.
고정부(26)는 연결부(24), 바디부(21) 및 조작부(25)를 결합한다.
반드시 이에 한정되는 것은 아니지만, 고정부(26)는 볼트와 너트로 이루어져 나사결합을 하고 필요에 따라 체결력을 높이기 위해 와셔등을 더 구비할 수 있고, 고정부(26)는 T렌치 또는 L렌치를 이용하여 체결하거나 해제할 수 있다.
도 4를 참조하면, 본 발명의 일 실시예에 따른 심압대(1)의 바디부(21)는 결합부(211), 수용부(213) 및 조절부(216)를 포함한다.
결합부(211)는 하우징부(10)에 결합되어 조정부(20)를 하우징부(10)에 결합한다. 결합부(211)는 결합부(211)를 관통하여 형성되는 결착홀(212)을 구비하고 있으며 결착홀(212)을 통해 나사 등 체결수단을 이용하여 하우징부(10)에 결합한다.
도 4에 도시된 것처럼, 수용부(213)는 삽입홀(212) 및 제1 이동부(215)를 포함한다. 수용부(213)는 결합부(211)의 수직방향 일측선단에서 폭방향으로 연장 형성된다.
삽입홀(212)은 수용부(213)를 관통하여 형성되며, 관통형성된 삽입홀(212)에 제1 센싱부(22)를 수용하여 제1 센싱부(22)를 바디부(21)에 설치하게 된다.
제1 이동부(215)는 수용부(213)에 수평방향으로 연장되게 관통 형성되고, 제1 이동부(215)에는 연결부(24)에 설치된 제2 센싱부(23)가 수용되어 제2 센싱부(23)가 제1 이동부를 따라 이동 가능하도록 형성된다.
도 4에 도시된 것처럼, 조절부(216)는 수용부(213)의 폭방향 일측선단에서 수직방향으로 연장 형성되며, 결합부(211)와 서로 마주하면서 이격하도록 설치된다. 또한, 조절부(216)는 제2 이동부(217)을 포함한다.
제2 이동부(217)는 조절부(216)에 수평방향으로 연장되게 관통 형성되고, 제2 이동부(217)에는 고정부(26)가 수용되어 고정부(26)가 제2 이동부(217)를 따라 이동 가능하도록 형성된다.
도 4를 참조하면, 제2 이동부(217)는 제1 이동부(215)에 대응하게 형성된다.
구체적으로 제2 이동부(217)는 제1 이동부(215)가 수용부(213)에 설치되는 위치와 대응되는 위치에 조절부(216)에 형성되어 있으며, 제2 이동부(217)는 제1 이동부(215)의 수평방향의 길이와 동일한 길이로 형성되거나 또는 제1 이동부(215)의 수평방향의 길이보다 길게 형성될 수 있다.
즉, 제1 이동부(215)가 제2 이동부(217)와 대응되게 형성되면, 제2 이동부(217)를 따라 이동하는 조작부(25)의 위치가 특정되면, 특정된 조작부(25)에 대응되는 위치에 제1 이동부(215)를 따라 이동하는 제2 센싱부(23)가 위치할 수 있게 된다.
도 4 및 도 6 내지 도 7을 참조하면, 본 발명의 일 실시예에 따른 심압대(1)의 연결부(21)는 본체부(241) 및 연장부(243)를 포함한다.
본체부(241)는 관통홀(242)을 구비하고 있으며, 수용부(213)에 대응하도록 폭방향으로 연장 형성된다. 관통홀(242)은 제2 센싱부(23)를 수용하기 위해 본체부(241)를 관통하여 형성된다.
반드시 이에 한정되는 것은 아니지만 도 4에서는 수용부(213)의 상부에 본체부(241)가 설치되어 있고, 제2 센싱부(23)는 본체부(241)의 관통홀(242)에 삽입되어 본체부(241)에 설치된 상태에서 수용부(213)의 제1 이동부(215)에 삽입됨으로서 제1 이동부(215)를 따라 이동이 가능하게 된다.
연장부(243)는 체결홀(244)을 구비하고 있으며, 본체부(241) 일측에서 수직방향으로 절곡되게 연장 형성된다. 체결홀(244)은 고정부(26)를 수용하기 위해 연장부(243)에 관통하여 형성된다.
반드시 이에 한정되는 것은 아니지만 도 4에서는 조절부(216)에 연장부(243)가 설치되어 있고, 고정부(26)는 연장부(243)의 체결홀(244)에 삽입되고 순차적으로 조절부(216)의 제2 이동부(217)에 삽입됨으로서 제2 이동부(217)를 따라 이동이 가능하게 된다.
이에 따라 본 발명에 의한 심압대(1)는 조정부(120)가 작업자가 작업자의 전면에서 제2 센싱부(23)의 위치를 조정할 수 있도록 구비되어 작업자가 직접 조정부(120)를 확인하며 렌치등을 이용하여 고정부를 해제(또는 결합)하면서 조정할 수 있으므로 작업자가 주변 구조물에 의해 손이 긁히는 등 상해를 입는 것을 방지하여 작업자를 보호할 수 있다.
도 4 및 6 내지 도 7을 참조하면, 본 발명의 일 실시예에 따른 심압대(1)의 조작부(25)는 지지부(251) 및 절곡부(253)를 포함한다.
지지부(251)는 고정홀(252)을 구비하고 있으며, 조절부(216)에 대응하도록 수직방향으로 연장 형성된다. 고정홀(252)은 고정부(26)를 수용하기 위해 지지부(251)를 관통하여 형성된다.
고정부(26)는 연장부(243)의 체결홀(244)에 삽입되고 순차적으로 조절부(216)의 제2 이동부(217)에 삽입됨으로서 제2 이동부(217)를 따라 이동이 가능하게 설치되며, 다시 순차적으로 고정홀(252)에 삽입된다.
절곡부(253)는 지지부(251)의 수직방향 일측에서 폭방향으로 절곡되게 연장 형성된다. 또한, 조작부(25)의 절곡부(253)는 조절부(216)의 선단에 인접하도록 설치된다.
이에 따라 절곡부(253)는 고정부(26)가 볼트로 이루어지는 경우에는 너트의 역할을 할 수 있다, 그리고 작업자가 제2 센싱부(23)를 조정하는 경우에 절곡부(253)는 손잡이 역할을 할 수 있으므로 작업자는 절곡부(253)를 파지하여 편리하게 제2 센싱부(23)를 조절할 수 있다.
또한, 절곡부(253)는 조절부(216)의 선단에 인접하도록 설치되어 있으므로 고정부(26)를 체결홀(244), 제2 이동부(217) 및 고정홀(252)을 순차적으로 관통하여 체결하는 과정에서 발생되는 회전력에 의해 조작부(25)가 회전되는 것을 방지할 수 있도록 조작부(25)가 회전되는 순간 절곡부(253)가 조절부(216)의 선단과 접촉하면서 고정된다.
이에 따라 작업자가 제2 센싱부(23)의 위치를 조정하는 과정에서 별도로 조작부(25)를 손으로 잡고 조정할 필요가 없고, 작업자가 고정부(26)를 해제하였다가 체결하는 작업을 편리하게 반복하여 수행할 수 있어 작업자의 편의성 및 작업시간을 감소시킬 수 있다.
도 4 내지 도 7을 참조하면, 본 발명의 일 실시예에 따른 심압대(1)의 연결부(24)의 본체부(241)는 수용부(213)에 인접하게 설치되고, 연결부(24)의 연장부(243)는 조절부(216)에 인접하도록 설치된다.
또한 조작부(25)의 지지부(251)는 조절부(216)를 사이에 두고 연장부(243)와 폭방향으로 대향되게 설치되며, 조작부(25)의 절곡부(253)는 조절부(216)의 선단에 인접하도록 설치된다.
그리고 고정부(26)는 체결홀(244), 제2 이동부(217) 및 고정홀(252)을 순차적으로 관통하여 체결된다.
이에 따라 본 발명에 의한 심압대(1)는 종래 심압대(100)와 같이 제2 센싱부(23)의 위치를 조절하기 위해 작업자가 2개 이상의 볼트를 순차적으로 해제(또는 볼트를 조여 결합)할 필요 없이 하나의 고정부(26)를 해제한 후 다시 하나의 고정부(26)를 결합하면 되므로, 제2 센싱부(23)를 정확한 위치에서 견고하게 고정할 수 있어 수 회에 걸친 가공 후에도 가공 중 발생하는 진동에 의해 제2 센싱부(23)의 위치가 변동되는 것을 방지할 수 있으며, 이에 따라 심압대(1)의 오작동을 감소시킴으로서 정밀하게 소재를 가공하여 제품 품질을 향상시킬 수 있다.
도 1 및 도 2에 도시된 바와 같이, 장착되는 가공소재(2)에 따라 가공소재(2)를 지지하는 퀼(11)의 위치가 도 1에 도시된 것과 같이 A선의 위치로 변경될 수도 있고, 도 2에 도시된 바와 같이 B선의 위치로 변경될 수도 있고, 퀼(11)의 위치가 가공소재(2)에 따라 변경되면 퀼(11)의 변경된 위치에 대응하여 도그(12)의 위치가 정해지고, 정해진 도그(12)의 위치에 대응하는 위치에 제2 센싱부(23)가 위치하도록 조절할 필요가 있다.
이처럼 제2 센싱부(23)의 위치를 조절하기 위해, 본 발명의 일 실시예에 따른 심압대(1)는 상기 제2 센싱부(23)의 위치 조절이 필요한 경우, 고정부(26)를 일부 해제하고 제2 이동부(217)를 따라 조작부(25)를 이동시키면 연결부(24)에 연결된 제2 센싱부(23)의 위치가 제1 이동부(215)를 따라 조작부(25)가 이동한 위치와 대응하는 위치로 이동할 수 있다.
이에 따라 작업자가 작업자의 정면에서 고정부를 확인할 수 있는 상태에서 고정부의 해제(또는 결합)작업을 할 수 있도록 함으로서 작업 편의성 및 효율성을 높일 수 있다
또한, 제2 센싱부(23)의 위치 조절은 고정부(26)를 완전히 해제할 필요 없이 렌치등을 이용하여 약 180도 정도만 돌리면 고정부(26)가 제2 센싱부를 움직일 수 있는 정도로 고정부(26)가 해제될 수 있다.
따라서 렌치등을 이용하여 고정부(26)를 약 180도 정도만 돌린 상태에서 작업자는 작업자의 전면에 위치한 절곡부(253)를 파지하여 편리하게 제2 센싱부(23)의 위치를 조정할 수 있으므로, 제2 센싱부(23)의 조정 시간을 감소시킬 수 있어 작업자의 편의성 및 가공소재(2)의 생상성을 증대할 수 있다.
도 6 및 도 7을 참조하여 본 발명의 다른 실시예에 따른 심압대(1)의 작동원리를 설명한다.
장착되는 가공소재(2)에 따라 가공소재(2)를 지지하는 퀼(11)의 위치가 변경될 수 있고, 퀼(11)의 위치가 가공소재(2)에 따라 변경되면 퀼(11)의 변경된 위치에 대응하여 도그(12)의 위치가 각각 정해지고, 각각 정해진 도그(12)의 위치에 대응하는 위치에 제2 센싱부(23)가 위치하도록 조절할 필요가 있다.
도 6 및 도 7에 도시된 것처럼 가공소재(2)의 길이에 따라 정해진 각각의 도그(12)의 위치에서 수직방향으로 아래부분에 제2 센싱부(23)가 위치하도록 도 6 및 도 7에 도시된 각각의 화살표의 길이만큼 조절부를 이동시켜야 한다.
조절부(216)를 이동시키면 조절부(216)에 연결된 연결부(24)가 동시에 이동하고, 연결부(24)에 설치된 제2 센싱부(23)도 동시에 이동하게 됨으로서 제2 센싱부(23)의 위치가 조정되게 된다.
이에 따라 작업자가 작업자의 정면에서 고정부(26)를 확인할 수 있는 상태에서 고정부의 해제(또는 결합)작업을 할 수 있도록 함으로서 작업 편의성 및 효율성을 높일 수 있다
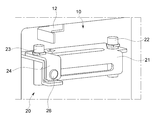
도 8을 참조하여 본 발명의 다른 실시예에 따른 심압대(1)를 설명한다. 도 8에 도시된 것처럼, 본 발명의 다른 실시예에 따른 심압대(1)는 본 발명의 일 실시예에 따른 심압대(1)와 마찬가지로 하우징부(10)와 조정부(20)를 포함한다. 다만, 제2 센싱부(23) 외에 부가적으로 제3 센싱부(27)를 더 포함할 수 있다.
도 8에는 제3 센싱부(27)가 한 개만 도시되어 있으나, 이에 반드시 한정되는 것은 아니고 가공소재(2)의 길이나 터닝머신의 크기등에 따라 복수개가 설치될 수 있다.
제3 센싱부(27)는 상술한 제2 센싱부(23)와 동일하다. 다만. 제2 센싱부(23) 외에 제3 센싱부(27)를 더 바디부(21)에 설치함으로서 퀼(11)의 위치 변화에 따라 제2 센싱부(23) 또는 제 3 센싱부(27)가 작동하도록 함으로서 별도로 제2 센싱부(23)를 다시 조절할 필요가 없도록 할 수 있다.
이에 따라 작업자가 별도로 제2 센싱부(23)를 조정하기 위한 노력 및 시간을 들일 필요가 없어 작업자의 작업시간을 감소시키고, 비가공시간의 최소화를 통한 제품의 생산성을 높일 수 있다.
이상에서 설명한 본 발명의 상세한 설명에서는 본 발명의 바람직한 실시 예를 참조하여 설명하였지만, 해당 기술 분야의 숙련된 당업자 또는 해당 기술분야에 통상의 지식을 갖는 자라면 후술할 특허청구범위에 기재된 본 발명의 사상 및 기술 영역으로부터 벗어나지 않는 범위 내에서 본 발명을 다양하게 수정 및 변경시킬 수 있음을 이해할 수 있을 것이다. 따라서, 본 발명의 기술적 범위는 명세서의 상세한 설명에 기재된 내용으로 한정되는 것이 아니라 특허청구범위에 의해 정하여져야만 할 것이다.
1 : 심압대 , 2 : 가공소재
3 : 척 10 : 하우징부,
11 : 퀼, 12 : 도그,
20 : 조정부, 21 : 바디부.
211 : 결합부, 212 : 결착홀,
213 : 수용부, 214 : 삽입홀,
215 : 제1 이동부, 216 : 조절부,
217 : 제2 이동부, 22 : 제1 센싱부,
23 : 제2 센싱부, 24 : 연결부
241 : 본체부, 242 : 관통홀,
243 : 연장부, 244 : 체결홀,
25 : 조작부, 251 : 지지부,
252 : 고정홀, 253 : 절곡부,
26 : 고정부 27 : 제3 센싱부
3 : 척 10 : 하우징부,
11 : 퀼, 12 : 도그,
20 : 조정부, 21 : 바디부.
211 : 결합부, 212 : 결착홀,
213 : 수용부, 214 : 삽입홀,
215 : 제1 이동부, 216 : 조절부,
217 : 제2 이동부, 22 : 제1 센싱부,
23 : 제2 센싱부, 24 : 연결부
241 : 본체부, 242 : 관통홀,
243 : 연장부, 244 : 체결홀,
25 : 조작부, 251 : 지지부,
252 : 고정홀, 253 : 절곡부,
26 : 고정부 27 : 제3 센싱부
Claims (9)
- 하우징부와 상기 하우징부에 설치되는 조정부를 포함하는 심압대에 있어서,
상기 조정부는,
바디부;
상기 바디부에 설치되는 제1 센싱부;
상기 바디부에 이동 가능하게 설치되는 연결부; 및
상기 제1 센싱부와 수평방향으로 이격하면서 마주하도록 상기 연결부에 설치되는 제2 센싱부;를 포함하는 것을 특징으로 하는 심압대.
- 제1항에 있어서,
상기 바디부에 상기 연결부와 대향되게 설치되어 상기 제2 센싱부의 위치를 조정하는 조작부; 및
상기 연결부, 상기 바디부 및 상기 조작부를 결합하는 고정부; 를 더 포함하고,
상기 조작부의 위치를 조절함에 따라 상기 제1 센싱부에 대한 상기 제2 센싱부의 위치가 조절되는 것을 특징으로 하는 심압대.
- 제2항에 있어서,
상기 바디부는,
관통 형성되는 결착홀을 구비하고, 상기 하우징부에 결합하는 결합부;
관통 형성되는 삽입홀을 구비하고 상기 결합부의 수직방향 일측선단에서 폭방향으로 연장 형성되는 수용부; 및
상기 결합부와 서로 마주하면서 이격하도록 상기 수용부의 폭방향 일측선단에서 수직방향으로 연장 형성되는 조절부;를 포함하는 것을 특징으로 하는 심압대.
- 제3항에 있어서
상기 수용부는,
상기 제2 센싱부를 수용하고 상기 연결부와 함께 상기 제2 센싱부가 이동 가능하도록 수평방향으로 연장되게 관통 형성되는 제1 이동부;를 포함하는 것을 특징으로 하는 심압대.
- 제4항에 있어서,
상기 조절부는,
상기 제1 이동부에 대응하고, 상기 고정부를 수용하여 상기 고정부가 이동 가능하도록 수평방향으로 연장되게 관통 형성되는 제2 이동부;를 포함하는 것을 특징으로 하는 심압대.
- 제5항에 있어서,
상기 연결부는,
상기 제2 센싱부를 수용하기 위해 관통 형성되는 관통홀을 구비하고, 상기 수용부에 대응하도록 폭방향으로 연장 형성되는 본체부; 및
상기 고정부를 수용하기 위해 관통 형성되는 체결홀을 구비하고, 상기 본체부의 폭방향 일측에서 수직방향으로 절곡되게 연장 형성되는 연장부;를 포함하는 것을 특징으로 하는 심압대.
- 제5항에 있어서,
상기 조작부는,
상기 고정부를 수용하기 위해 관통 형성되는 고정홀을 구비하고, 상기 조절부에 대응하도록 수직방향으로 연장 형성되는 지지부; 및
상기 지지부의 수직방향 일측에서 폭방향으로 절곡되게 연장 형성되는 절곡부;를 포함하는 것을 특징으로 하는 심압대.
- 제6항 또는 제7항에 있어서,
상기 연결부의 본체부는 상기 수용부에 인접하고, 상기 연결부의 연장부는 상기 조절부에 인접하도록 설치되고,
상기 조작부의 지지부는 상기 조절부를 사이에 두고 상기 연장부와 폭방향으로 대향되고, 상기 조작부의 절곡부는 상기 조절부의 선단에 인접하도록 설치되며,
상기 고정부는 상기 체결홀, 상기 제2 이동부 및 상기 고정홀을 순차적으로 관통하여 체결되는 것을 특징으로 하는 심압대.
- 제8항에 있어서,
상기 제2 센싱부의 위치 조절이 필요한 경우,
상기 고정부를 일부 해제하고 상기 제2 이동부를 따라 상기 조작부를 이동시키면 상기 연결부에 연결된 상기 제2 센싱부의 위치가 제1 이동부를 따라 상기 조작부가 이동한 위치와 대응하는 위치로 이동하는 것을 특징으로 하는 심압대.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190003117A KR102617688B1 (ko) | 2019-01-10 | 2019-01-10 | 심압대 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190003117A KR102617688B1 (ko) | 2019-01-10 | 2019-01-10 | 심압대 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200086840A true KR20200086840A (ko) | 2020-07-20 |
| KR102617688B1 KR102617688B1 (ko) | 2023-12-26 |
Family
ID=71831981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190003117A KR102617688B1 (ko) | 2019-01-10 | 2019-01-10 | 심압대 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102617688B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114192818A (zh) * | 2021-12-10 | 2022-03-18 | 中国兵器装备集团自动化研究所有限公司 | 一种车床用长轴类工件装夹测量机构 |
| KR20230157608A (ko) * | 2022-05-10 | 2023-11-17 | 현대위아 주식회사 | 공작기계용 공구대 커빅 커플링 결합 여부 확인장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR0135085Y1 (ko) * | 1995-12-30 | 1999-03-30 | 석진철 | Cnc 선반의 심압대 이송확인장치 |
| KR20180093562A (ko) | 2017-02-14 | 2018-08-22 | 두산공작기계 주식회사 | 심압대 |
-
2019
- 2019-01-10 KR KR1020190003117A patent/KR102617688B1/ko active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR0135085Y1 (ko) * | 1995-12-30 | 1999-03-30 | 석진철 | Cnc 선반의 심압대 이송확인장치 |
| KR20180093562A (ko) | 2017-02-14 | 2018-08-22 | 두산공작기계 주식회사 | 심압대 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114192818A (zh) * | 2021-12-10 | 2022-03-18 | 中国兵器装备集团自动化研究所有限公司 | 一种车床用长轴类工件装夹测量机构 |
| KR20230157608A (ko) * | 2022-05-10 | 2023-11-17 | 현대위아 주식회사 | 공작기계용 공구대 커빅 커플링 결합 여부 확인장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102617688B1 (ko) | 2023-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190009380A1 (en) | Flexible multi-table device | |
| EP3907039B1 (en) | Tool magazine of machine tool | |
| KR20200102685A (ko) | 매거진 공구 착탈 장치 | |
| KR20200086840A (ko) | 심압대 | |
| KR102562141B1 (ko) | 공작기계 | |
| KR20160001434A (ko) | 공작물 장착용 척 | |
| KR20220124002A (ko) | 스핀들 클램프 장치 | |
| US20230072409A1 (en) | Long boring bar device of machine tool | |
| KR102652210B1 (ko) | 유니버셜 헤드 어태치먼트 및 이를 포함하는 공작기계 | |
| KR20230130357A (ko) | 공작기계의 매거진 | |
| KR20210129478A (ko) | 공작기계의 스핀들 클램핑 장치 | |
| KR20210122614A (ko) | 공작기계의 툴 보관장치 | |
| KR102708978B1 (ko) | 작업 능률이 향상된 머시닝센터 장치 | |
| KR102507372B1 (ko) | 보링스핀들의 서포트 장치 | |
| KR20190083105A (ko) | 공작기계의 공구 클램핑 장치 | |
| KR20190115376A (ko) | 터렛 공구대 장치 | |
| KR102630395B1 (ko) | 공작기계 | |
| KR20220109045A (ko) | 심압대 | |
| KR20230108463A (ko) | 공작기계의 가공소재 셋팅장치 및 셋팅방법 | |
| KR20190096015A (ko) | 도어 장치 | |
| KR20230139018A (ko) | 공작기계의 겐트리 로더 확장장치 및 확장방법 | |
| KR102532214B1 (ko) | 공작기계의 커버장치 | |
| WO2023276270A1 (ja) | 対向二軸型旋盤 | |
| KR102413980B1 (ko) | 매거진 공구 착탈 장치 | |
| KR102492842B1 (ko) | 밀링홀더용 고정편 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |