KR20200047265A - 단열재 및 이의 제조방법 - Google Patents
단열재 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20200047265A KR20200047265A KR1020190017639A KR20190017639A KR20200047265A KR 20200047265 A KR20200047265 A KR 20200047265A KR 1020190017639 A KR1020190017639 A KR 1020190017639A KR 20190017639 A KR20190017639 A KR 20190017639A KR 20200047265 A KR20200047265 A KR 20200047265A
- Authority
- KR
- South Korea
- Prior art keywords
- insulating layer
- heat insulating
- binder
- insulating material
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000012212 insulator Substances 0.000 title description 2
- 239000011810 insulating material Substances 0.000 claims abstract description 97
- 239000000835 fiber Substances 0.000 claims abstract description 59
- 239000000463 material Substances 0.000 claims abstract description 47
- 230000037303 wrinkles Effects 0.000 claims abstract description 37
- 239000011230 binding agent Substances 0.000 claims abstract description 36
- 238000009413 insulation Methods 0.000 claims abstract description 34
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 14
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 14
- 210000000988 bone and bone Anatomy 0.000 claims abstract description 13
- 239000011888 foil Substances 0.000 claims abstract description 12
- 230000001788 irregular Effects 0.000 claims abstract description 9
- 230000035699 permeability Effects 0.000 claims abstract description 5
- 239000004840 adhesive resin Substances 0.000 claims abstract 2
- 229920006223 adhesive resin Polymers 0.000 claims abstract 2
- 238000004519 manufacturing process Methods 0.000 claims description 19
- 238000005520 cutting process Methods 0.000 claims description 17
- 239000012774 insulation material Substances 0.000 claims description 13
- 210000001519 tissue Anatomy 0.000 claims description 10
- 238000005096 rolling process Methods 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000010030 laminating Methods 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 4
- 238000002360 preparation method Methods 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims description 2
- 238000005452 bending Methods 0.000 description 21
- 230000000694 effects Effects 0.000 description 11
- 238000002788 crimping Methods 0.000 description 10
- 241000196324 Embryophyta Species 0.000 description 6
- 238000010276 construction Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000011491 glass wool Substances 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 239000011490 mineral wool Substances 0.000 description 5
- 241000446313 Lamella Species 0.000 description 3
- 239000011257 shell material Substances 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 238000009408 flooring Methods 0.000 description 1
- RZXDTJIXPSCHCI-UHFFFAOYSA-N hexa-1,5-diene-2,5-diol Chemical compound OC(=C)CCC(O)=C RZXDTJIXPSCHCI-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 229910003471 inorganic composite material Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000012802 nanoclay Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/02—Shape or form of insulating materials, with or without coverings integral with the insulating materials
- F16L59/029—Shape or form of insulating materials, with or without coverings integral with the insulating materials layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/02—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments
- B32B17/04—Layered products essentially comprising sheet glass, or glass, slag, or like fibres in the form of fibres or filaments bonded with or embedded in a plastic substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/067—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B19/00—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica
- B32B19/06—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/14—Arrangements for the insulation of pipes or pipe systems
- F16L59/147—Arrangements for the insulation of pipes or pipe systems the insulation being located inwardly of the outer surface of the pipe
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Thermal Insulation (AREA)
Abstract
Description
도 2(a)는 크림핑 전의 단열층 단면 사진.
도 2(b)는 크림핑 후 주름이 형성된 섬유조직으로 형성된 단열층 단면 사진.
도 3은 본 발명의 일 실시예에 따른 단열재의 사용 예시도.
도 4(a) 및 4(b)는 본 발명의 일 실시예에 따른 단열재를 배관에 시공하는 사진.
도 5는 본 발명의 일 실시예에 따라 주름의 일부분에 절단면을 포함하는 단열재의 사시도.
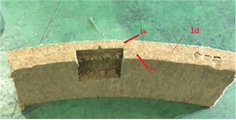
도 6은 본 발명의 일 실시예에 따란 이중으로 레이어드된 단열층의 전체 사진.
도 7은 본 발명의 일 실시예에 따라 크림핑 처리된 단열층을 금형 상에 안착시켜 공간부를 형성한 사진.
1b: 제1단열층
1c: 제2단열층
2: 장섬유시트
3: 표피재
4: 외피재
5: 주름의 골
6: 주름의 마루
7: 주름
8: 절단부
9: 배관
Claims (8)
- 알루미늄 호일과 같이 비투습성을 갖는 필름 형상의 표피재(3);
상기 표피재(3)의 일면에 바인더를 통해 부착되되, 불규칙한 섬유패턴을 포함하는 장섬유시트(2);
상기 장섬유시트(2)의 일면에 부착되되 배관의 외경을 감싸는 무기질 단열소재로 이루어진 단열층(1)을 포함하되,
상기 단열층(1)은 무기질단열소재가 적층되어 접착수지로 결합된 소정의 두께를 갖는 매트 형태이고, 배관의 외경과 접촉되는 일면은 크림프(crimp)되어 주름의 골(5)을 포함하며, 타면 방향으로 주름의 마루(6)를 형성하되, 타면은 편평한 형태인 것을 특징으로 하는 단열재. - 제1항에 있어서,
상기 단열층(1)의 두께는 상기 주름으로 형성된 골(5)에서 마루(6)까지의 두께보다 두꺼운 것을 특징으로 하는 단열재. - 제1항에 있어서,
상기 주름이 형성된 일면에는 이격 거리를 두고 추가의 절단부(8)를 포함하되, 상기 절단부(8)는 상기 주름의 골(5)에서 마루(6)까지의 일부분이 절단된 것이고, 상기 배관의 길이방향으로 절단된 형태인 것을 특징으로 하는 단열재. - 제1항에 있어서,
상기 바인더는 단열층(1) 총 중량의 0.8 내지 2.0 중량%인 것을 특징으로 하는 단열재. - 제1항에 있어서,
상기 장섬유시트(2)와 단열층(1) 사이에 상기 표피재(3)가 추가로 포함되는 것을 특징으로 하는 단열재. - 제1항에 있어서,
상기 단열층은 레이어드되어 적어도 한 쌍의 단열층으로 이루어지되, 상기 한 쌍의 단열층은 제1단열층(1b) 및 제2단열층(1c)을 포함하고, 상기 제1단열층 및 제2단열층은 바인더(1d) 또는 바인더가 일면에 도포된 장섬유에 의해 결합된 것을 특징으로 하는 단열재. - 제1항 내지 제6항 중 어느 한 항의 단열재 제조방법은,
상기 제1항 내지 제4항 중 어느 한 항의 단열층을 절곡된 ∩형상 배관의 금형에 안착시키고, 금형에 맞추어 절곡을 형성시키되, 금형과 접촉되지 않은 단열층 외측면의 크림핑된 섬유조직이 당겨지면서 단열층의 외측면에 균열로 인한 소정의 공간이 형성되는 공간부 형성단계;
알루미늄 호일과 같이 비투습성을 갖는 필름 형상의 표피재의 일면에 바인더를 도포하고 불규칙한 섬유패턴을 포함하는 장섬유시트를 접착하여 외피재를 제조한 후, 상기 장섬유시트가 부착된 외피재의 일면에 바인더를 도포하는 외피재 준비단계;
상기 공간을 형성하며 절곡된 단열층 상면에 상기 바인더가 도포된 외피재를 겹친 후 금형 덮개를 덮고 단열층과 외피재를 접착시키되, 가온 및 가압하여 바인더를 상기 단열층의 균열된 섬유조직의 공간부로 침투시키는 접착단계; 및
가온 및 가압하여 획득한 곡면 형상의 단열재를 경화시키는 경화단계; 를 포함하는 것을 특징으로 하는 단열재의 제조방법. - 제5항에 있어서,
상기 공간부 형성단계에 앞서 공간부 형성시 크림핑되어 압착된 섬유조직에 유연성을 부여하기 위해 판상의 단열층 일면 또는 양면을 롤링하는 단계를 추가로 포함하는 것을 특징으로 하는 단열재 제조방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180129772 | 2018-10-26 | ||
| KR20180129772 | 2018-10-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200047265A true KR20200047265A (ko) | 2020-05-07 |
| KR102117230B1 KR102117230B1 (ko) | 2020-06-02 |
Family
ID=70734067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190017639A Active KR102117230B1 (ko) | 2018-10-26 | 2019-02-15 | 단열재 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102117230B1 (ko) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03223598A (ja) * | 1990-01-25 | 1991-10-02 | Sekisui Chem Co Ltd | 配管又はダクト等の保温材及びその使用方法 |
| JP2000283643A (ja) * | 1999-03-30 | 2000-10-13 | Mitsubishi Electric Corp | 真空断熱パネルとその製造方法 |
| JP2001208289A (ja) * | 2000-01-27 | 2001-08-03 | Nippon Muki Co Ltd | 配管用断熱材 |
| KR20080111174A (ko) | 2007-03-29 | 2008-12-23 | 엔에이치엔(주) | 스케줄을 이용한 광고 방법, 장치 및 그 시스템 |
| KR101180775B1 (ko) * | 2012-03-29 | 2012-09-07 | 주식회사 세운티.엔.에스 | 이중구조의 단열 보온재 커버와 그 제조방법 |
-
2019
- 2019-02-15 KR KR1020190017639A patent/KR102117230B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03223598A (ja) * | 1990-01-25 | 1991-10-02 | Sekisui Chem Co Ltd | 配管又はダクト等の保温材及びその使用方法 |
| JP2000283643A (ja) * | 1999-03-30 | 2000-10-13 | Mitsubishi Electric Corp | 真空断熱パネルとその製造方法 |
| JP2001208289A (ja) * | 2000-01-27 | 2001-08-03 | Nippon Muki Co Ltd | 配管用断熱材 |
| KR20080111174A (ko) | 2007-03-29 | 2008-12-23 | 엔에이치엔(주) | 스케줄을 이용한 광고 방법, 장치 및 그 시스템 |
| KR101180775B1 (ko) * | 2012-03-29 | 2012-09-07 | 주식회사 세운티.엔.에스 | 이중구조의 단열 보온재 커버와 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102117230B1 (ko) | 2020-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2179057A (en) | Heat insulation | |
| US5776580A (en) | Insulating element and method for manufacturing the element | |
| CN109699187B (zh) | 吸音板 | |
| US20090136703A1 (en) | Insulating panel | |
| KR101353647B1 (ko) | 진공단열재용 심재 및 이를 이용한 진공단열재 | |
| CA2650873A1 (en) | Elastic waved wood assembly and method of making same | |
| JP2006125631A (ja) | 真空断熱材およびその製造方法 | |
| CN103587159A (zh) | 一种蜂窝夹芯板及其制造方法 | |
| TWI853964B (zh) | 蜂巢積層體及其製造方法 | |
| KR20180053997A (ko) | 외피가 없는 언아이소그리드 복합재 구조물의 제조방법 | |
| KR102117230B1 (ko) | 단열재 및 이의 제조방법 | |
| WO2020100460A1 (ja) | 断熱シートおよびその製造方法 | |
| GB2540793A (en) | Building panel and method of manufacture | |
| JPH068372A (ja) | 断熱耐火パネル | |
| SE1450978A1 (en) | Method for producing a sandwich panel | |
| CN108527945A (zh) | 一种心形孔格的柔性蜂窝及制造方法 | |
| KR101326057B1 (ko) | 알루미늄박 적층 골판재 | |
| KR20190070835A (ko) | 단열재용 외피재 및 이의 제조방법 | |
| KR20200102867A (ko) | 단열재 및 이의 제조방법 | |
| RU136832U1 (ru) | Сэндвич-панель (варианты) | |
| JP2889823B2 (ja) | 断熱耐火パネル及びその製造方法 | |
| US20230286234A1 (en) | Honeycomb structure having improved thermal conductivity | |
| US20230286245A1 (en) | Honeycomb structure having improved thermal conductivity | |
| WO2019117397A1 (ko) | 단열재용 외피재 및 이의 제조방법 | |
| JPS5811561Y2 (ja) | 耐火性複合板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20190215 |
|
| PA0201 | Request for examination | ||
| PA0302 | Request for accelerated examination |
Patent event date: 20190417 Patent event code: PA03022R01D Comment text: Request for Accelerated Examination Patent event date: 20190215 Patent event code: PA03021R01I Comment text: Patent Application |
|
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190607 Patent event code: PE09021S01D |
|
| PE0902 | Notice of grounds for rejection |
Comment text: Final Notice of Reason for Refusal Patent event date: 20191025 Patent event code: PE09021S02D |
|
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20200219 |
|
| PG1501 | Laying open of application | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20200528 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20200528 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20230228 Start annual number: 4 End annual number: 4 |