KR20180098298A - 스테이터 시트 금속 패킷 그루우브에 미리 제조된 웨이브 와인딩 매트의 웨이브 와인딩을 도입하기 위한 장치 및 방법 - Google Patents
스테이터 시트 금속 패킷 그루우브에 미리 제조된 웨이브 와인딩 매트의 웨이브 와인딩을 도입하기 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR20180098298A KR20180098298A KR1020187020162A KR20187020162A KR20180098298A KR 20180098298 A KR20180098298 A KR 20180098298A KR 1020187020162 A KR1020187020162 A KR 1020187020162A KR 20187020162 A KR20187020162 A KR 20187020162A KR 20180098298 A KR20180098298 A KR 20180098298A
- Authority
- KR
- South Korea
- Prior art keywords
- rotor
- stator body
- coils
- grooves
- stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in the machines
- H02K15/062—Windings in slots; Salient pole windings
- H02K15/065—Windings consisting of complete sections, e.g. coils or waves
- H02K15/066—Windings consisting of complete sections, e.g. coils or waves inserted perpendicularly to the axis of the slots or inter-polar channels
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/26—Rotor cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
Abstract
Description
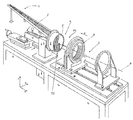
도 2는 도입 장치의 영역에서 로터- 또는 스테이터 바디를 도시한 도면.
Claims (14)
- 로터- 또는 스테이터 바디(4)에 와이어 웨이브 와인딩을 포함하는 와인딩 매트(2)를 도입하기 위한 장치로서, 고정 위치에서 상기 로터- 또는 스테이터 바디(4)를 수용 및 지지하기 위한 수용 장치(5)와 상기 와인딩 매트(2)를 상기 수용 장치(4)에 공급하는 공급 장치(1)를 포함하고, 상기 수용 장치(5)는 도입 장치를 더 포함하고, 상기 도입 장치는 상기 와인딩 매트(2)의 코일들(2a)을 분리하도록 및 상기 로터- 또는 스테이터 바디(4)에 대해 그루우브 깊이 방향(R)으로 상기 로터- 또는 스테이터 바디(4)의 그루우브(43)에 도입하도록 설계되는 것인 장치.
- 제 1 항에 있어서, 상기 수용 장치(5)는 회전 가능하게 설계되므로, 상기 수용 장치는 상기 로터- 또는 스테이터 바디(4)를 회전 방향(P1)으로 상기 로터- 또는 스테이터 바디(4)의 길이방향 축을 중심으로 회전시킬 수 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 상기 로터- 또는 스테이터 바디(4)의 회전을 위해 서보 모터를 포함하는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 상기 도입 장치는 스테이터 시트 금속 패킷(4)을 향해, 특히 그루우브 깊이 방향(R)에 대해 0°가 아닌 각도로 연장되는 전진 방향(S)으로 전진할 수 있는 분리 슬라이더(53)를 포함하는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서, 상기 도입 장치는 그루우브 깊이 슬라이더, 특히 반경방향 슬라이더(52)를 포함하고, 이 슬라이더는 그루우브 깊이 방향(R)으로 상기 로터- 또는 스테이터 바디(4)에 전진할 수 있고, 분리된 코일들(2a)을 상기 그루우브 깊이 방향(R)으로 전진 이동에 의해 상기 로터- 또는 스테이터 바디(4)의 그루우브(43) 내로 이동시키도록 설계되는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서, 상기 도입 장치는 코일들로 충전될 로터- 또는 스테이터 바디의 그루우브(43)의 측면 가장자리(42) 위에 위치 설정될 수 있는 가이드 장치(55, 56)를 포함하고, 상기 가이드 장치는 해당하는 그루우브(43)에 상기 코일들(2a)의 도입을 용하게 하는 것을 특징으로 하는 장치.
- 제 6 항에 있어서, 상기 가이드 장치는 충전될 상기 그루우브(43)의 영역 내에, 특히 충전될 상기 그루우브(43)의 측면에 위치 설정될 2개의 가이드 박판(55, 56)을 포함하는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 7 항 중 어느 한 항에 있어서, 위치 설정 장치(51)를 포함하고, 상기 위치 설정 장치는, 도입 장치를 상기 로터- 또는 스테이터 바디(4)의 충전될 상기 그루우브(43) 위에 위치 설정하도록 설계되는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 8 항 중 어느 한 항에 있어서, 커버 슬라이더 도입 장치를 더 포함하고, 상기 커버 슬라이더 도입 장치는, 코일들로 충전된 그루우브(43)를 커버 슬라이더로 상기 그루우브(43)의 축방향으로 폐쇄하도록 설계되는 것을 특징으로 하는 장치.
- 제 1 항 내지 제 9 항 중 어느 한 항에 있어서, 상기 그루우브 깊이 방향(R)은 상기 로터- 또는 스테이터 바디(4)의 반경방향인 것을 특징으로 하는 장치.
- 제 1 항 내지 제 10 항 중 어느 한 항에 있어서, 상기 로터- 또는 스테이터 바디(4)는 로터- 또는 스테이터 시트 금속 패킷으로서, 특히 스테이터 시트 금속 패킷으로서 형성되는 것을 특징으로 하는 장치.
- 특히 제 1 항 내지 제 11 항 중 어느 한 항에 따른 장치를 이용해서, 로터- 또는 스테이터 바디(4)의 그루우브(43)에 웨이브 와인딩 매트(2)의 코일들(2a)을 도입함으로써 스테이터를 제조하기 위한 방법으로서,
- 내측면 및 외측면에 리세스로서 형성되고 그루우브 깊이 방향(R)과 그루우브 길이 방향(X)을 갖는 그루우브(43,, 43')를 포함하는 로터- 또는 스테이터 바디(4)를 제공하는 단계;
- 그루우브들(43)이 마련된 상기 로터- 또는 스테이터 바디(4)의 측면을 향해 웨이브 와인딩 매트(2)를 접근시키는 단계; 및
- 코일들을 연속해서 도입하는 단계로서,
a. 하나의 코일(2a) 또는 복수의 코일(2a)을 분리시키고,
b. 후속해서 상기 코일(2a) 또는 복수의 코일(2a)을 도입 장치(5)에 의해 그루우브(43)에 도입하고,
c. 그루우브(43)에 코일(들)의 도입 후에 상기 로터- 또는 스테이터 바디(4)와 상기 도입 장치(5) 간에 상대 회전시키고,
d. 단계들 a, b, 및 c를 반복해서 실시함으로써,
코일들을 연속해서 도입하는 단계
를 포함하는 것인 방법. - 제 12 항에 있어서, 상기 코일들(2a)로 충전된 상기 그루우브들(43)을 최종적으로 커버 슬라이더로 폐쇄하는 것을 특징으로 하는 방법.
- 제 12 항 또는 제 13 항에 있어서, 로터- 또는 스테이터 바디(4)로서 로터- 또는 스테이터 시트 금속 패킷, 특히 스테이터 시트 금속 패킷을 이용하는 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15201154.0A EP3182569B1 (de) | 2015-12-18 | 2015-12-18 | Vorrichtung und verfahren zum einbringen einer wellenwicklung aus einer vorgefertigten wellenwicklungsmatte in statorblechpaketnuten |
| EP15201154.0 | 2015-12-18 | ||
| PCT/EP2016/081110 WO2017102904A1 (de) | 2015-12-18 | 2016-12-15 | Vorrichtung und verfahren zum einbringen einer wellenwicklung aus einer vorgefertigten wellenwicklungsmatte in statorblechpaketnuten |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098298A true KR20180098298A (ko) | 2018-09-03 |
Family
ID=54850407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187020162A Ceased KR20180098298A (ko) | 2015-12-18 | 2016-12-15 | 스테이터 시트 금속 패킷 그루우브에 미리 제조된 웨이브 와인딩 매트의 웨이브 와인딩을 도입하기 위한 장치 및 방법 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US20180294702A1 (ko) |
| EP (1) | EP3182569B1 (ko) |
| JP (1) | JP2018537946A (ko) |
| KR (1) | KR20180098298A (ko) |
| CN (1) | CN108352769A (ko) |
| BR (1) | BR112018007746A2 (ko) |
| CA (1) | CA3001944A1 (ko) |
| ES (1) | ES2841073T3 (ko) |
| HR (1) | HRP20202037T1 (ko) |
| HU (1) | HUE051907T2 (ko) |
| MX (1) | MX2018007334A (ko) |
| PL (1) | PL3182569T3 (ko) |
| RU (1) | RU2018126314A (ko) |
| SG (1) | SG11201803283PA (ko) |
| SI (1) | SI3182569T1 (ko) |
| WO (1) | WO2017102904A1 (ko) |
| ZA (1) | ZA201801858B (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2806389T3 (es) * | 2018-03-20 | 2021-02-17 | Aumann Espelkamp Gmbh | Procedimiento y dispositivo para la introducción de una estera de arrollamiento ondulado en el rotor o estator de una máquina eléctrica, en particular en un paquete de chapas de estator |
| NO20200543A1 (en) * | 2020-05-08 | 2021-07-19 | Alva Ind As | Method and apparatus for production of a multiphase electromagnetic mat for forming current carrying components of a power conversion system |
| CN113726110B (zh) * | 2021-08-04 | 2022-09-23 | 中变智能装备(山东)有限公司 | 电机定子注塑后绕线转移设备 |
| CN114830863B (zh) * | 2022-04-25 | 2023-09-08 | 中建三局集团有限公司 | 一种盐碱地置换式快速修复方法 |
| DE102022129444A1 (de) * | 2022-11-08 | 2024-05-08 | Schaeffler Technologies AG & Co. KG | Verfahren zur Montage eines Stators mit einer Wellenwicklung |
| DE102023122250A1 (de) * | 2023-08-21 | 2025-02-27 | Emil Motors GmbH | Verfahren zur Herstellung einer Wicklung für einen Stator einer Axialflussmaschine |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3982446B2 (ja) * | 2003-04-16 | 2007-09-26 | 株式会社日立製作所 | 回転電機の製造方法 |
| DE10328956A1 (de) * | 2003-06-27 | 2005-01-20 | Elmotec Statomat Vertriebs Gmbh | Verfahren und Vorrichtung zum Einführen von Wellenwicklungen in Rotor- und Statorblechpakete elektrischer Maschinen |
| US7631413B2 (en) * | 2005-04-08 | 2009-12-15 | Bison Gear & Engineering Corporation | Method of manufacturing of an armature winding for electro-mechanical machines |
| FR2896351B1 (fr) * | 2006-01-16 | 2008-04-18 | Valeo Equip Electr Moteur | Procede pour realiser un stator de machine electrique tournante et agencement de conducteurs sur un support |
| US9071116B2 (en) * | 2013-01-17 | 2015-06-30 | Remy Technologies, Llc | Apparatus for installing stator winding conductors |
| JP6206588B2 (ja) * | 2014-06-05 | 2017-10-04 | アイシン・エィ・ダブリュ株式会社 | ステータ組立方法及びステータ組立装置 |
-
2015
- 2015-12-18 EP EP15201154.0A patent/EP3182569B1/de active Active
- 2015-12-18 PL PL15201154T patent/PL3182569T3/pl unknown
- 2015-12-18 HU HUE15201154A patent/HUE051907T2/hu unknown
- 2015-12-18 SI SI201531462T patent/SI3182569T1/sl unknown
- 2015-12-18 ES ES15201154T patent/ES2841073T3/es active Active
-
2016
- 2016-12-15 CA CA3001944A patent/CA3001944A1/en not_active Abandoned
- 2016-12-15 CN CN201680067432.1A patent/CN108352769A/zh active Pending
- 2016-12-15 JP JP2018531473A patent/JP2018537946A/ja active Pending
- 2016-12-15 US US15/766,463 patent/US20180294702A1/en not_active Abandoned
- 2016-12-15 WO PCT/EP2016/081110 patent/WO2017102904A1/de not_active Ceased
- 2016-12-15 SG SG11201803283PA patent/SG11201803283PA/en unknown
- 2016-12-15 MX MX2018007334A patent/MX2018007334A/es unknown
- 2016-12-15 KR KR1020187020162A patent/KR20180098298A/ko not_active Ceased
- 2016-12-15 RU RU2018126314A patent/RU2018126314A/ru not_active Application Discontinuation
- 2016-12-15 BR BR112018007746-1A patent/BR112018007746A2/pt not_active Application Discontinuation
-
2018
- 2018-03-20 ZA ZA2018/01858A patent/ZA201801858B/en unknown
-
2020
- 2020-12-21 HR HRP20202037TT patent/HRP20202037T1/hr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| RU2018126314A (ru) | 2020-01-20 |
| SI3182569T1 (sl) | 2021-07-30 |
| EP3182569B1 (de) | 2020-12-02 |
| SG11201803283PA (en) | 2018-05-30 |
| CN108352769A (zh) | 2018-07-31 |
| PL3182569T3 (pl) | 2021-03-08 |
| ZA201801858B (en) | 2018-12-19 |
| HUE051907T2 (hu) | 2021-04-28 |
| CA3001944A1 (en) | 2017-06-22 |
| MX2018007334A (es) | 2018-08-24 |
| ES2841073T3 (es) | 2021-07-07 |
| WO2017102904A1 (de) | 2017-06-22 |
| HRP20202037T1 (hr) | 2021-02-19 |
| US20180294702A1 (en) | 2018-10-11 |
| BR112018007746A2 (pt) | 2018-10-23 |
| JP2018537946A (ja) | 2018-12-20 |
| EP3182569A1 (de) | 2017-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098298A (ko) | 스테이터 시트 금속 패킷 그루우브에 미리 제조된 웨이브 와인딩 매트의 웨이브 와인딩을 도입하기 위한 장치 및 방법 | |
| CN109075672B (zh) | 用于生产电机的转子或定子的方法以及装置 | |
| US11581789B2 (en) | Method and device for winding a wave winding mat and wave winding mat that can be produced by means of the same | |
| US8661868B2 (en) | Apparatus for twisting electrical bar conductors, in particular for bar windings of electrical machines, with conductor's clamping system | |
| EP2591538B1 (en) | Method and apparatus for twisting bar conductors, in particular for bar windings of electric machines | |
| US10396639B2 (en) | Method for producing a winding of an electric machine | |
| CN111201700B (zh) | 用于制造定子的半成品的方法和用于制造定子的半成品的设备 | |
| US8786158B2 (en) | Continuously formed annular laminated article and method for its manufacture | |
| CN112703665B (zh) | 用于为电机的绕组提供发卡型元件的方法 | |
| US10396638B2 (en) | Stator manufacturing apparatus and stator manufacturing method | |
| US20160156240A1 (en) | Stator winding for rotary electric machine, stator for rotary electric machine, method of manufacturing stator for rotary electric machine, and jig used in manufacturing stator for rotary electric machine | |
| CN102067418A (zh) | 制造定子线圈的方法 | |
| US20170229936A1 (en) | Wire assembly for rotary electric machine and corresponding method to obtain the wire assembly | |
| JP5348506B2 (ja) | ステータコイルの製造方法及びそのステータコイルを用いたモータ並びにそのステータコイルの製造装置 | |
| CN111434014A (zh) | 用于自动化制造电机的定子的方法和设备 | |
| US20110167622A1 (en) | Method and apparatus for loading stator windings into a stator core | |
| EP3661017B1 (en) | Method for providing the winding of a plurality of wires within a stator pack of a stator for electric motors and processing line for the provision of the method | |
| JP2024523954A5 (ko) | ||
| US6578255B2 (en) | Apparatus for laminating segmented core for electric machine | |
| EP3223411B1 (en) | Machine for performing wire windings on cores arranged on the internal lateral surface of cylindrical stators for electric motors | |
| EP4451527B1 (en) | System and method for inserting i-pins into a stator or rotor winding assembly | |
| JP5453854B2 (ja) | コイル形成挿入装置 | |
| JP4705946B2 (ja) | 固定子製造装置 | |
| KR20160017970A (ko) | 회전 전기 기계용 스테이터 권선의 와이어를 형성하기 위한 형성 툴 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180713 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20181001 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20191211 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200316 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20191211 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |